
Abstract
We prepared long carbon fiber (LCF)-reinforced thermoplastic composites using a new compatibilizer, anhydride itaconate-grafted polypropylene (PP-g-AI). For a good grafting ratio of anhydride itaconate (AI) onto polypropylene (PP), we found optimum mixing conditions such as mixing temperature, monomer content, and initiator type. The initiator, 2,5-dimethyl-2,5-di(tert-butyl peroxy)-hexane (Luperox 101), showed the best graft ratio. The optimum reaction temperature, initiator content, and monomer content were found to be approximately 190°C, 1 phr, and 5 wt%, respectively. We characterized the structure of PP-g-AI using Fourier transform infrared spectroscopy. The ultimate tensile strength of LCF/PP-g-AI/PP composites increased by approximately 15% as the PP-g-AI content increased up to 5 wt%, compared with that of the PP/LCF composites. The fractured surfaces of PP/PP-g-AI/LCF composites showed that PP-g-AI was effective in improving the interfacial adhesion between LCF and the PP matrix.
Introduction
Fiber-reinforced plastic (FRP) composites have been widely used in the automobile, sports, and aerospace industries because they exhibit various advantageous engineering properties. 1,2 Among FRP composites, carbon fiber–reinforced polypropylene (CFRP) composites have attracted significant research attention because of their excellent properties such as high specific strength, stiffness, low density, and good electrical conductivity. 3,4
However, the low surface free energy of the carbon fiber produces low adhesive strength between the fiber and the matrix. This leads to interfacial debonding, which degrades the mechanical properties of the composites. One of the common methods for increasing the interfacial strength between the carbon fiber and polypropylene (PP) matrix is the addition of compatibilizers such as functional monomer-grafted polyolefins.
The grafting of functional monomers onto polyolefins has wide industrial applications, as it has been possible to compatibilize a large number of polymers composites, leading to an improvement in properties and stability. 5,6 In particular, it is considered important in the fiber-reinforced thermoplastic composite industries.
Maleic anhydride–grafted polypropylene (PP-g-MA) has polar functional groups that can react with the hydroxyl groups on the surface of the carbon fiber. Li et al. 7 reported that PP-g-MA could improve the adhesion strength between the short carbon fiber (SCF) and the PP matrix. Karsli and Aytac 8 reported that the tensile strength and elastic modulus of PP/SCF composites increased upon using PP-g-MA as a compatibilizer. In our previous study, we investigated the compatibilizing effects of PP-g-MA on long carbon fiber (LCF)-reinforced PP composites. The tensile strength and tensile moduli of the composites gradually increased with increasing PP-g-MA content. 9
Recently, itaconic acid–grafted polypropylene (PP-g-IA) has been studied in the field of composite materials. The surfaces of carbon fibers could react with the carboxyl acid group of the PP-g-IA. Moncada et al. 10 suggested that PP-g-IA was a far more efficient compatibilizer for PP/clay nanocomposites than commercial PP-g-MA. Yazdami-Pedram et al. 11 reported that PP/carbon nanotube composites using PP-g-IA as a compatibilizer have better mechanical and thermal properties. Itaconic acid (IA) was selected as one of the top value-added chemicals obtained from biomass by the US Department of Energy (DOE), and it is commercially available by fermenting carbohydrates or is produced from sugars via a biological method. 12,13
In this study, we synthesized a novel compatibilizer of polypropylene grafted with anhydride itaconate (PP-g-AI) and prepared PP/PP-g-AI/LCF composites using a specially designed twin-screw extruder system. We hypothesized that PP-g-AI will increase the interfacial strength between the LCF and PP matrix.
Experimental
Graft copolymerization of PP with AI
We prepared PP (HP552N; PolyMirea, Korea) grafted with anhydride itaconate (AI; 95%, Aldrich, Missouri, USA; PP-g-AI) using various initiators such as 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane (Luperox 101, technical grade 90%; Aldrich), benzoyl peroxide (BPO; 98%, Aldrich), and dicumyl peroxide (DCP; 98%, Aldrich) in a melt blender (GmbH Plasti-Corder 680135 type, Brabender, Germany). The product was purified by dissolving it in boiling xylene and then precipitated in acetone under stirring at 20°C for 1 h to remove the unreacted monomer and initiator. The precipitated sample was filtered with an aspirator and dried in vacuum at 80°C for 8 h. The structure of the PP-g-AI was characterized by a Fourier transform infrared spectroscopy (FTIR; Thermo Nicolet, Nexus [Thermo Fisher Scientific, Massachusetts, USA]) instrument. The graft ratio and graft efficiency of PP-g-AI were measured by Yazdani-Pedram’s method. 14
Preparation of the composites and blends
The PP/PP-g-AI/LCF composites were prepared using a twin-screw extruder at a screw speed of 150/90 rpm. We used carbon fibers (Torayca, T700SC-12K, 800 tex [Torayca, Tokyo, Japan]) that were sized using epoxy. The temperature range of the extruder barrel was 230–240°C from the hopper to the die. The PP/PP-g-AI/LCF composites were also prepared using a twin-screw extruder (Hankook E.M. Ltd., Pyeongtaek, Korea) at a screw speed of 60/60 rpm (first screw/second screw). The extruder barrels were heated to 180–190°C from the hopper to the die.
Figure 1 shows the schematic preparation process of the composites using the twin-screw extruder system. The carbon fibers coiled around a bobbin were continuously fed between the first and second screws. Carbon fiber rovings can be shredded during the composite preparation process in the specially designed extruder that has cutters with the screw. 9,15,16 The composites were cut to a certain size and then hot-pressed using a compression-molding machine (MH-15, Masada Seisaku Sho, Akiruno, Japan). The compression-molding conditions were as follows: preheating at 230°C for 20 min, pressing at 2.5 MPa for 1 min, and then cooling to room temperature.
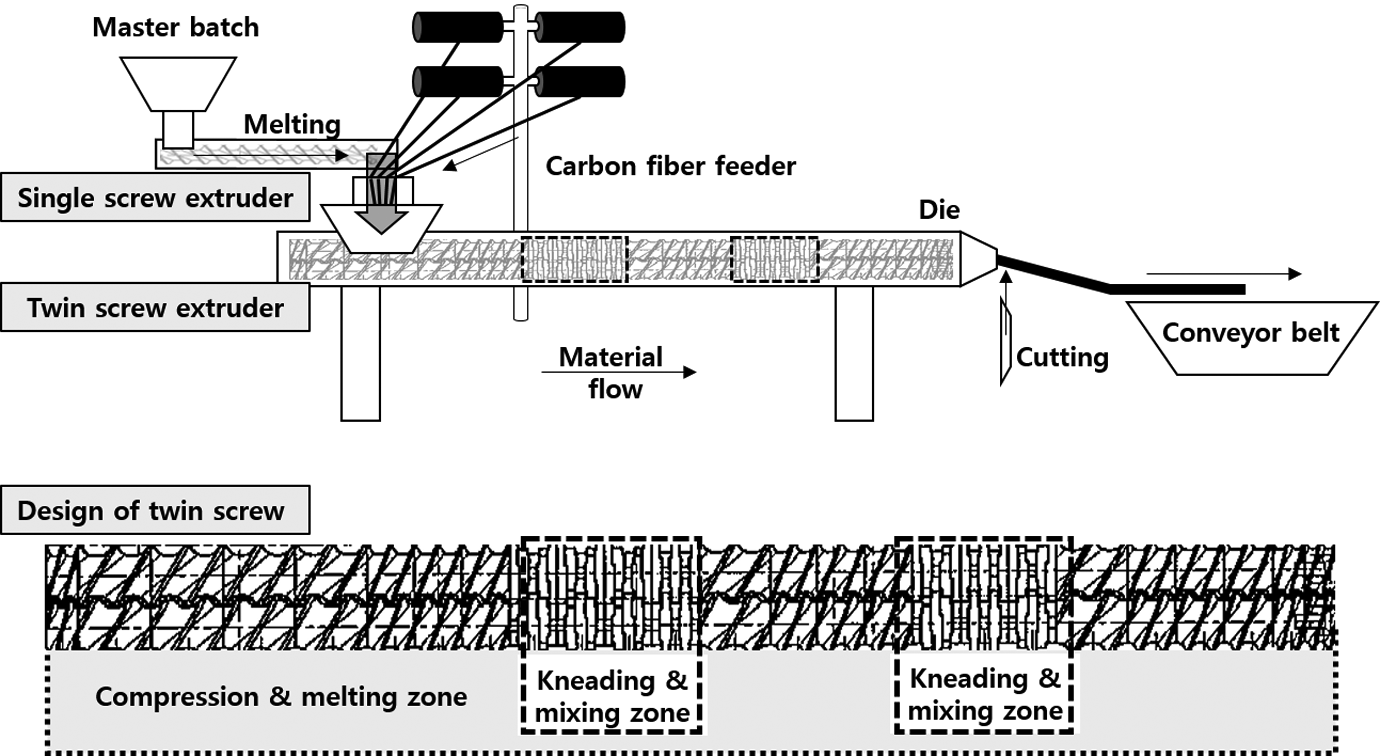
Schematic synthetic procedure of composites using twin-screw extruder system.
Measurement of the tensile properties of the composites
The tensile properties of the composites were measured according to ASTM D638 using a universal testing machine (UTM; H5K-T, Tinius Olsen, [Pennsylvania, USA]) at a constant cross-head speed of 2 mm/min.
Investigation of the morphology
The fractured surface morphologies of the composites were examined by field emission scanning electron microscopy (FE-SEM, SU8010; Hitachi, Tokyo, Japan). Before the examination, the surfaces of the fractured composites were sputter-coated with platinum.
Results and discussion
Characteristics of PP-g-AI
The synthetic scheme of PP-g-AI is described in Figure 2. The AI is grafted onto PP using a thermal initiator in a melt blender.
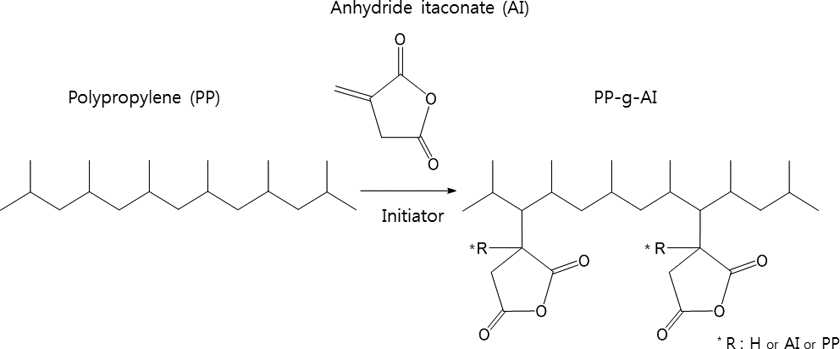
Synthetic scheme of PP-g-AI.
Table 1 summarizes the preparation of PP-g-AI according to various initiator types and mixing temperatures under the same conditions of AI concentration.
Preparation of PP-g-AI according to initiator type and mixing temperature.
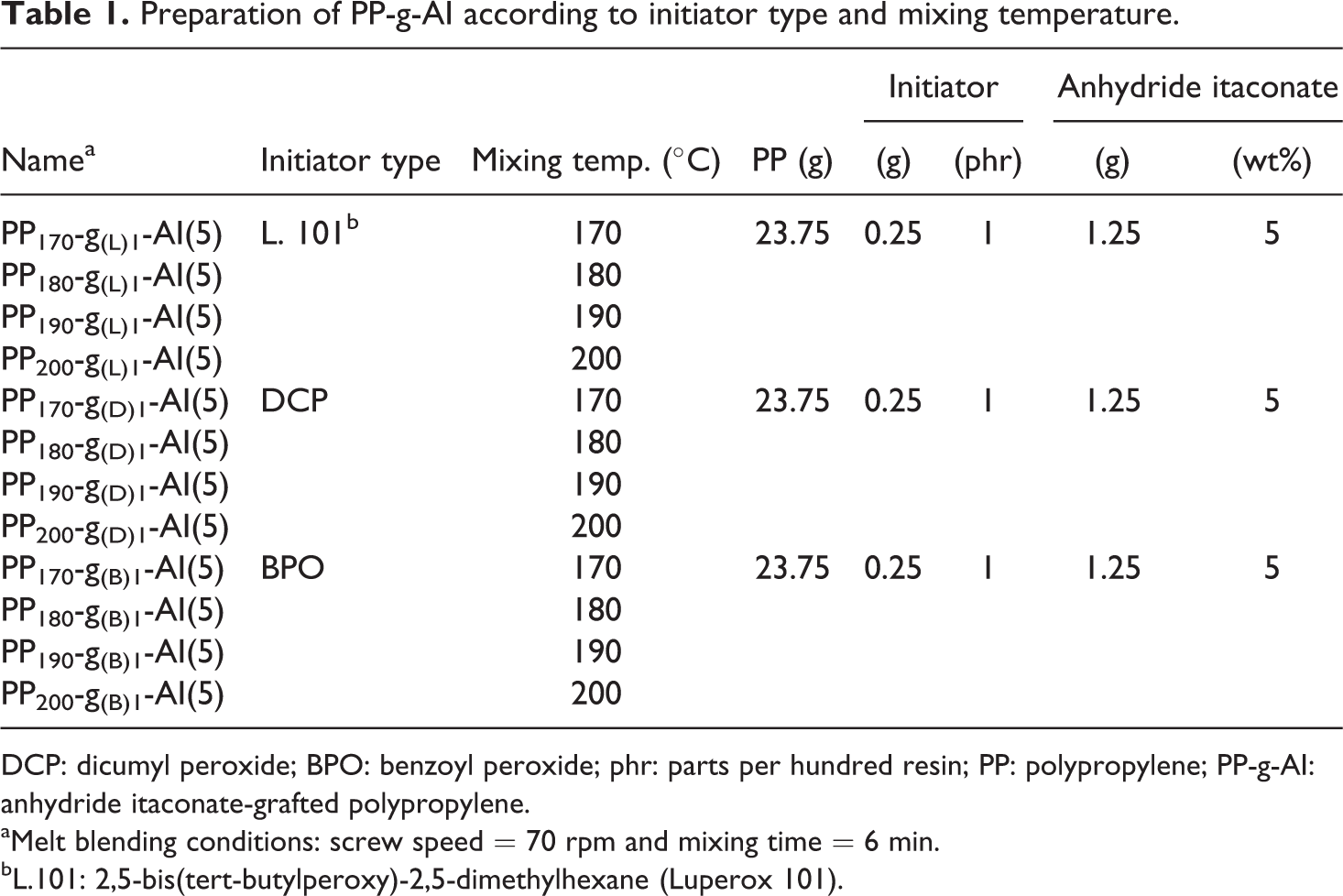
DCP: dicumyl peroxide; BPO: benzoyl peroxide; phr: parts per hundred resin; PP: polypropylene; PP-g-AI: anhydride itaconate-grafted polypropylene.
aMelt blending conditions: screw speed = 70 rpm and mixing time = 6 min.
bL.101: 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane (Luperox 101).
Figure 3 shows the effect of initiator types and mixing temperature on the graft ratio of AI onto PP. When the mixing temperature is 170°C, the graft ratio was low for all samples. We can reasonably infer that PP did not reach the melting point. Graft ratios of PP-g(L)1-AI(5) and PP-g(D)1-AI(5) have a maximum value at the mixing temperature of 190°C where PP-g(L)1-AI(5) showed a highest graft ratio of 1.15%. This result confirms that Luperox 101 is an optimal initiator and its effective grafting temperature for the preparation of PP-g-AI is 190°C.
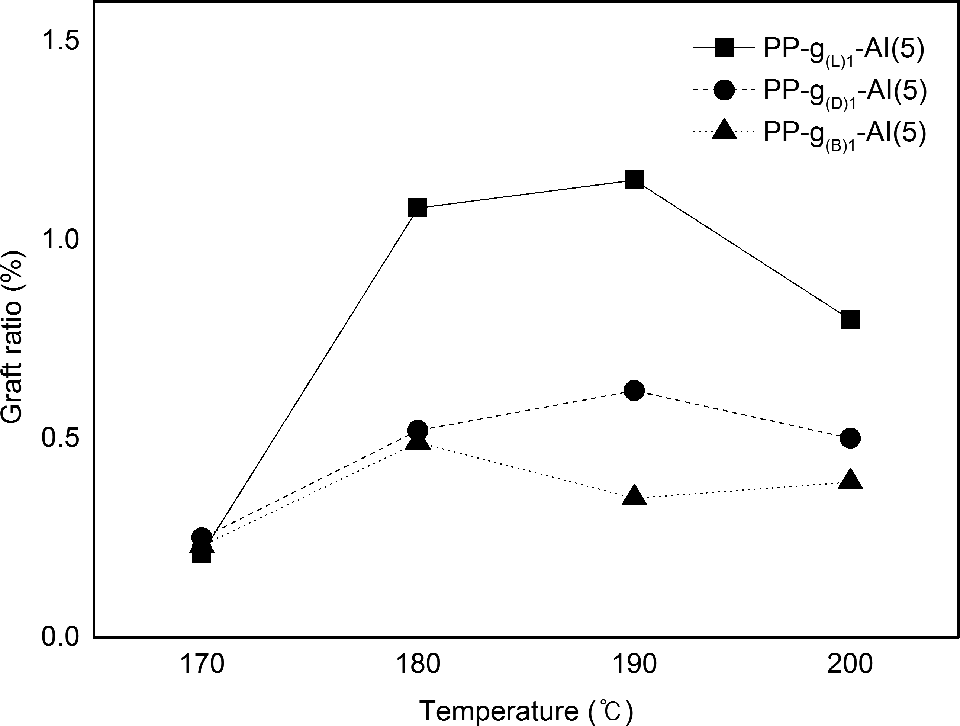
Effect of initiator types and mixing temperature on the graft ratio of AI onto PP.
Figure 4 shows the structure of the PP-g(L)1-AI(5) determined by FTIR spectra according to the changes in the mixing temperature using Luperox 101 as an initiator. Generally, the infrared spectrum of the anhydride groups shows an absorption peak at 1785 cm−1, which are the C=O stretching of cyclic anhydride. This peak is shown clearly in the PP180-g(L)1-AI(5) and PP190-g(L)1-AI(5) samples, confirming that AI was successfully grafted onto the PP.
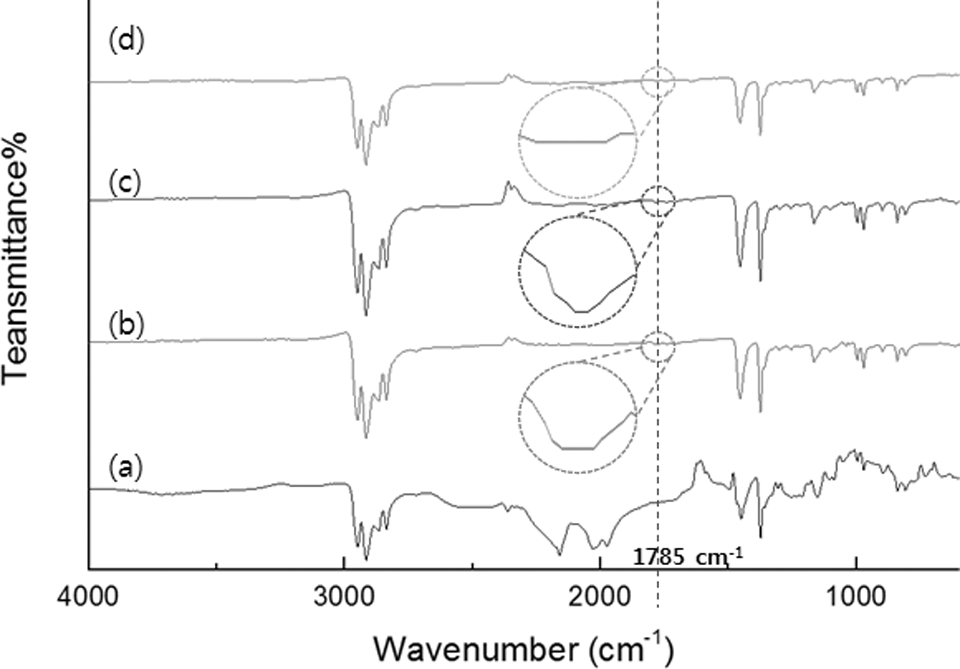
FTIR spectra of PP and PP-g-AI at different mixing temperatures: (a) PP, (b) PP180-g(L)1-AI(5), (c) PP190-g(L)1-AI(5), and (d) PP200-g(L)1-AI(5).
Table 2 summarizes PP-g-AI with different input ratios of the initiator. The PP macroradical was formed by a coupling reaction where the decomposed initiator reacted with the AI through melt blending.
Preparation of PP-g-AI as a function of input ratio of initiator.
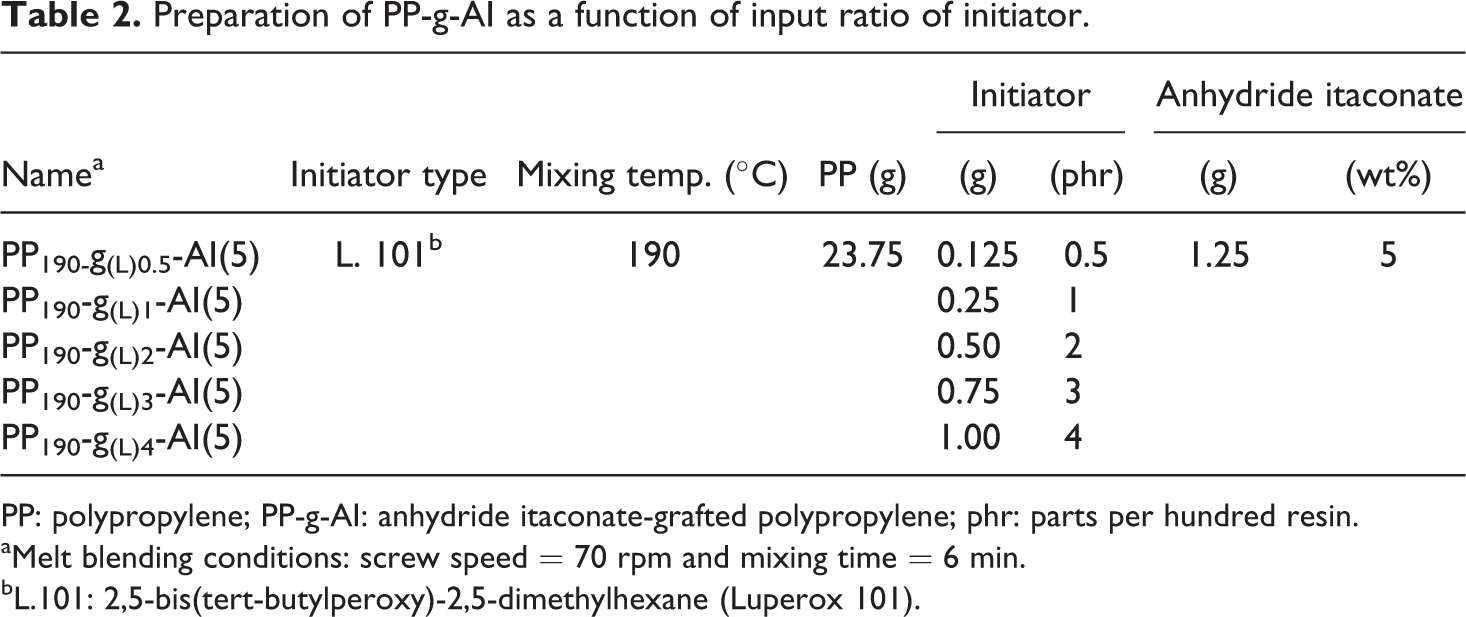
PP: polypropylene; PP-g-AI: anhydride itaconate-grafted polypropylene; phr: parts per hundred resin.
aMelt blending conditions: screw speed = 70 rpm and mixing time = 6 min.
bL.101: 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane (Luperox 101).
As shown in Figure 5, increasing the amount of the initiator to 0.25 g increases the graft ratio rapidly. Further increase in the initiator content does not change the graft ratio. This can be explained by the limited reaction sites between PP and AI.
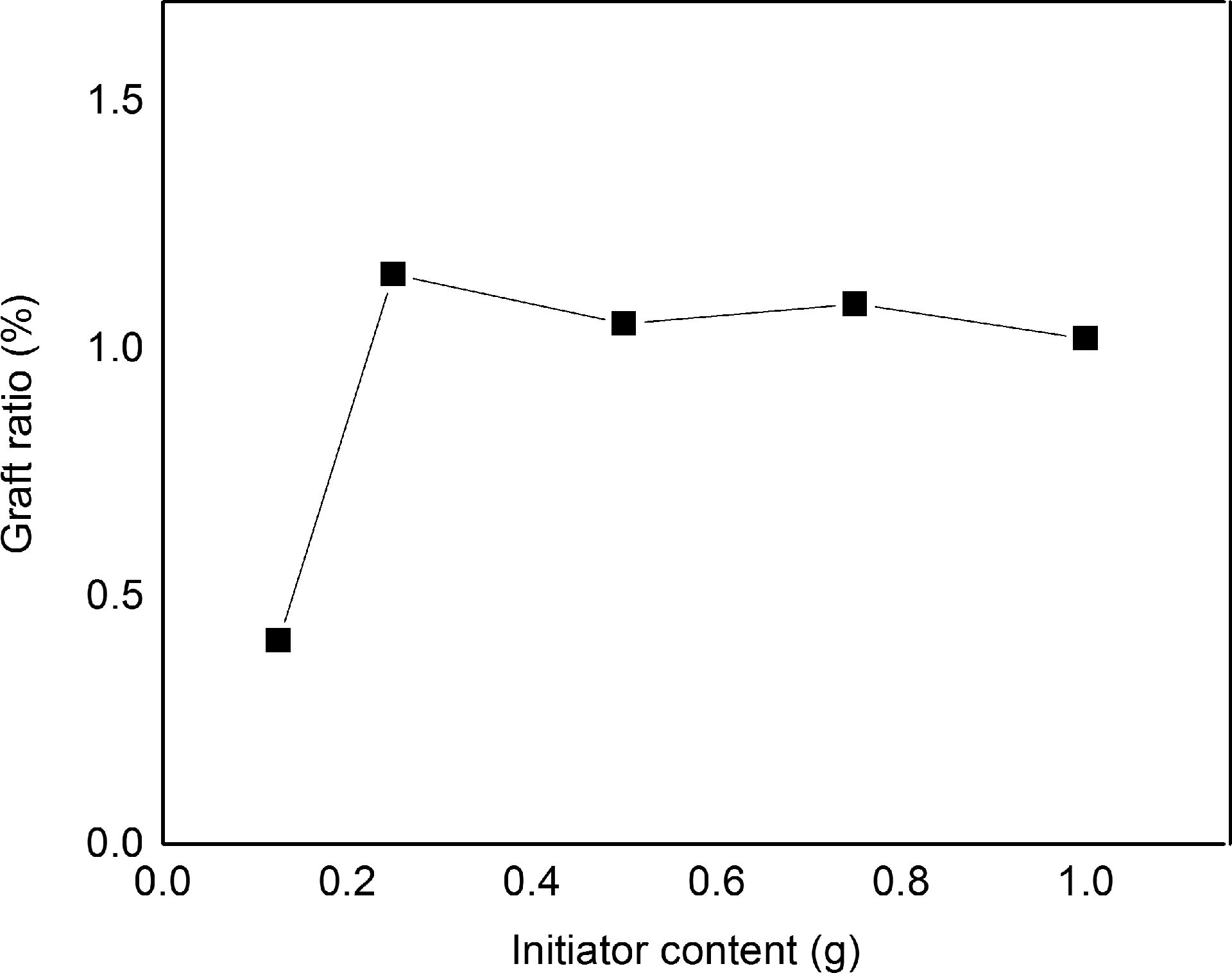
Effect of initiator content on the graft ratio of AI onto PP.
In Table 3, we summarized the preparation of PP-g-AI as a function of the input ratio of AI, whereas other conditions such as the initiator type, mixing temperature, screw speed, polymerization time, and input of initiator were fixed.
Preparation of PP-g-AI according to input ratio of anhydride itaconate.
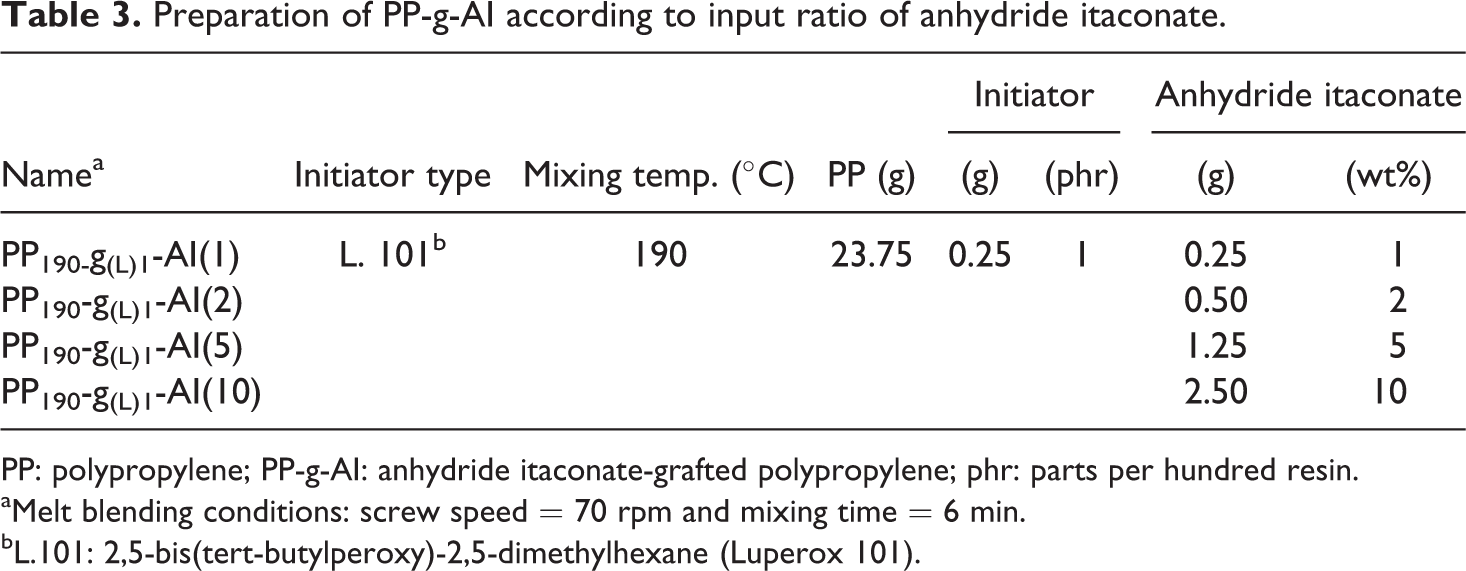
PP: polypropylene; PP-g-AI: anhydride itaconate-grafted polypropylene; phr: parts per hundred resin.
aMelt blending conditions: screw speed = 70 rpm and mixing time = 6 min.
bL.101: 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane (Luperox 101).
Figure 6 shows the graft ratio and graft efficiency of PP-g-AI with different AI input ratios. The graft ratio of the AI onto PP increased up to 1.15% as the AI content increased until the AI content was 5 wt%, whereas the graft efficiency gradually decreased. This is probably due to the limited amount of initiator that can react with AI. Hence, we used PP-g-AI with the highest graft ratio of 1.15% in all the LCF/PP composites.
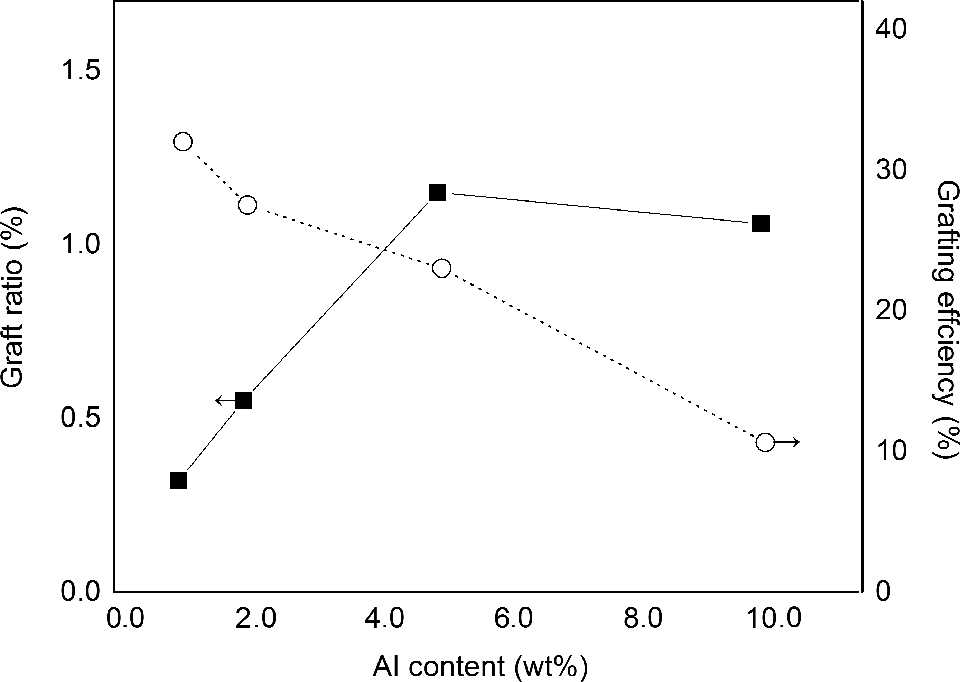
Effect of AI content on the graft ratio and graft efficiency.
Characteristics of LCF-reinforced PP composites
The LCF-reinforced PP composites were prepared using a consecutive extrusion and compression-molding process. Composites having various compositions were prepared. The LCF content was fixed at 20 wt%. The PP-g-AI was added to PP and LCF/PP at 0, 2.5, 5, and 10 wt% (Table 4).
Summary of PP/PP-g-AI/LCF composites.
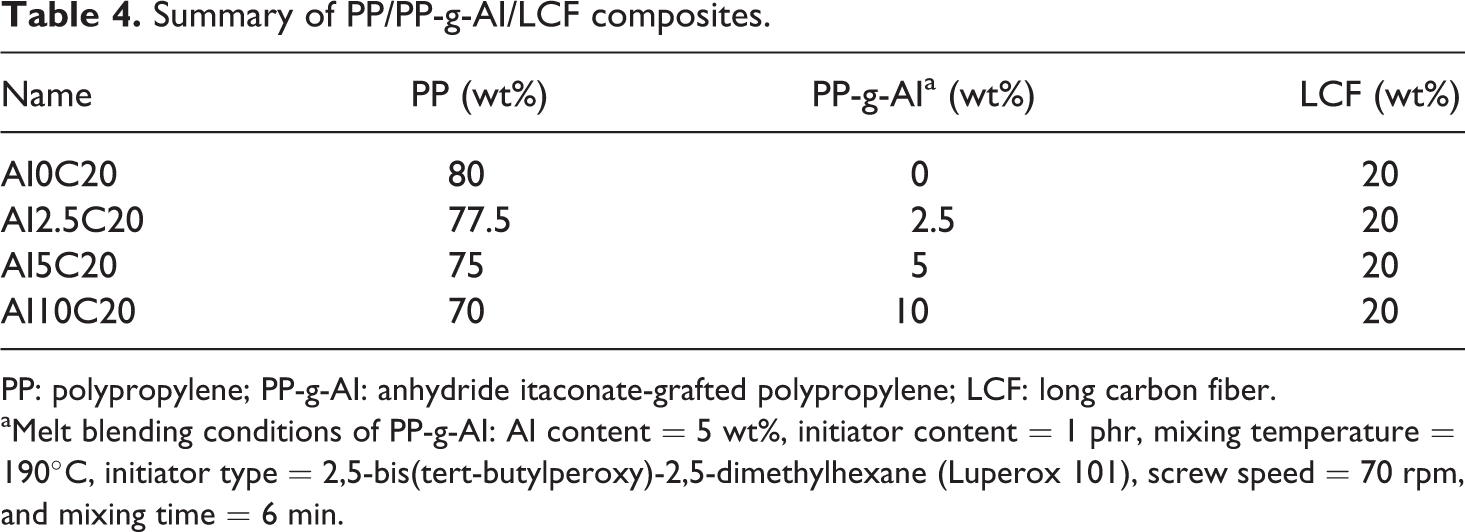
PP: polypropylene; PP-g-AI: anhydride itaconate-grafted polypropylene; LCF: long carbon fiber.
aMelt blending conditions of PP-g-AI: AI content = 5 wt%, initiator content = 1 phr, mixing temperature = 190°C, initiator type = 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane (Luperox 101), screw speed = 70 rpm, and mixing time = 6 min.
Figure 7 illustrates a possible model for the covalent and hydrogen bonding between the surface group of the LCF and the functional group of the PP-g-AI. The hydroxyl and epoxy groups at the surfaces of the LCF could react with the AI group of the PP-g-AI, which creates hydrogen bonding between the PP-g-AI and LCF. Furthermore, the AI group of the PP-g-AI could form a hydrogen bond with the hydroxyl and carboxyl groups on the surface of the LCF. We assume that the compatibilizer improves interfacial adhesion between the matrix and the surface of the carbon fibers. Yao et al. 17 reported that the surface of epoxy-sized carbon fiber has a few chemical groups, such as the carboxyl, epoxy, ether, and hydroxyl groups. In this system, PP-g-AI and LCF can react between the fiber surface and the AI group of PP-g-AI.
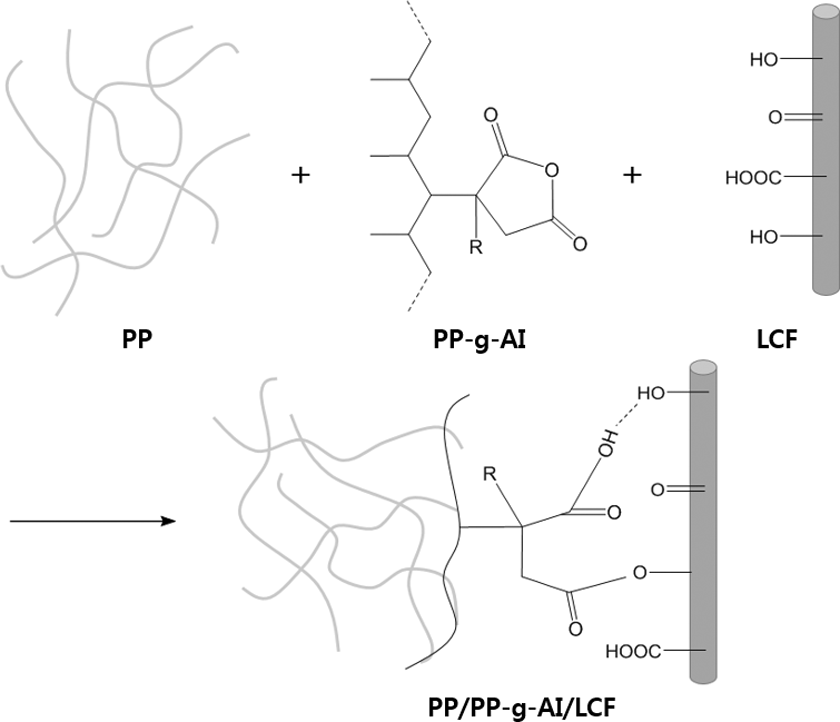
Covalent bonding and hydrogen bonding in PP/PP-g-AI/LCF composites.
Effect of the compatibilizer on the physical properties of the composites
Figure 8 shows the changes in the ultimate tensile strength of the LCF-reinforced PP composites using PP-g-AI as a compatibilizer. The tensile strength increased gradually as the PP-g-AI content increased, up to 5 wt%. The tensile strength of the PP/PP-g-AI/LCF composites improved by approximately 15% compared to the PP/LCF composites. PP-g-AI increases the chemical and physical interaction between the carbon fiber and matrix, causing stress transfer from the PP matrix to the carbon fiber. The increase in the tensile strength is mainly considered the result of the improved stress transfer.
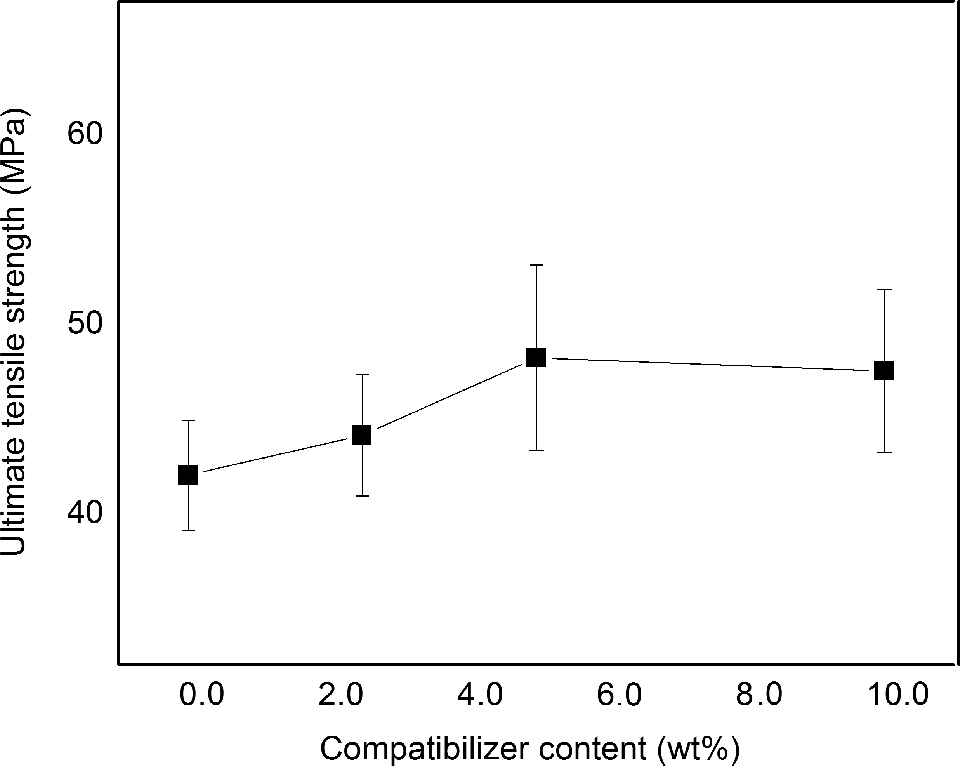
Effect of the compatibilizer content on the ultimate tensile strength of the composites.
Investigation of the morphology
Figures 9 and 10 show the SEM micrographs of the fractured surfaces of the PP/LCF and PP/PP-g-AI/LCF composites. Figures 9(a) and 10(a) are SEM micrographs of the fractured surfaces of the PP/LCF composite without PP-g-AI. They showed poor coverage of the fibers in the absence of a compatibilizer. On the other hand, the interfacial adhesion between the PP matrix and fibers improved when the PP-g-AI was added. In Figures 9 and 10(b) to (d), we observed that the surfaces of the LCF in the composites were rough. This may be due to the coverage of the PP resin. Fiber–matrix debonding was seen on the fracture surface of the AI2.5C20 composites (Figure 9b). However, as the PP-g-AI content in the composites increased, the number of debonded fibers decreased (Figure 9c and d). This indicates that PP-g-AI is probably effective for improving the adhesion between the LCF and PP matrix.
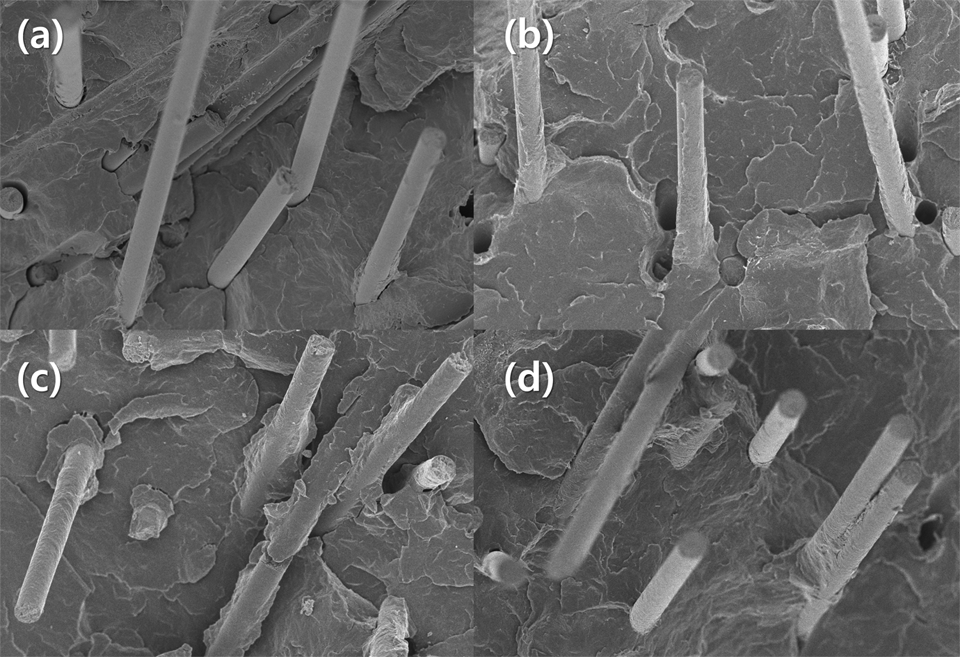
SEM images of fracture surfaces of the composites (×1000): (a) AI0C20, (b) AI2.5C20, (c) AI5C20, and (d) AI10C20.
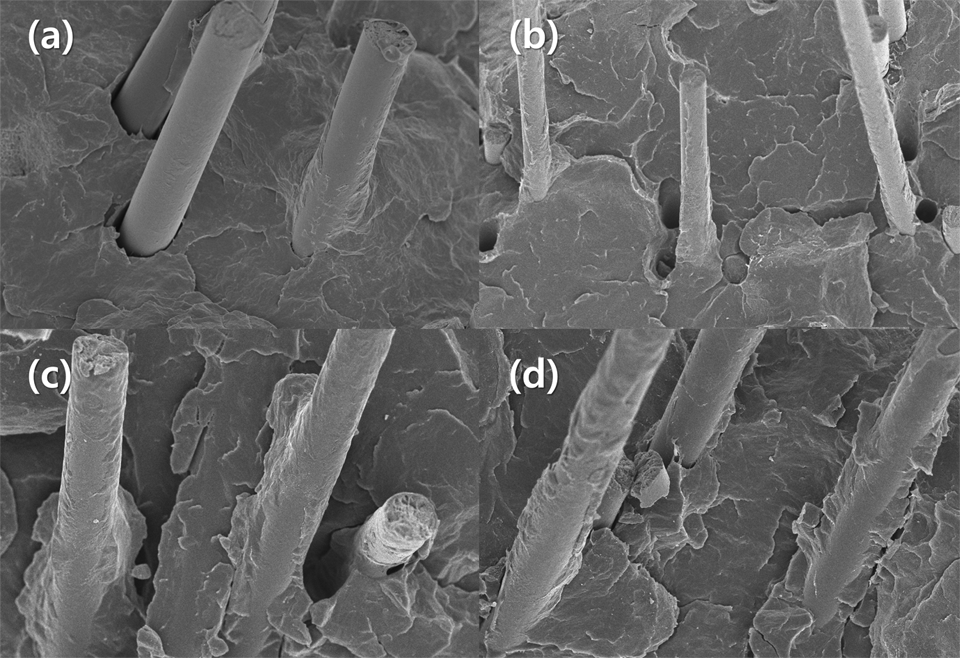
SEM images of fractured surfaces of the composites (×2000): (a) AI0C20, (b) AI2.5C20, (c) AI5C20, and (d) AI10C20.
Conclusion
In this study, we prepared LCF-reinforced PP composites using a novel PP-g-AI compatibilizer. First, we synthesized PP-g-AI using a melt blender under various conditions such as mixing temperature, monomer feed content, and initiator types. Among the various initiators, 2,5-dimethyl-2,5-di(tert-butyl peroxy)-hexane (Luperox 101) showed the highest graft ratio. The optimum mixing temperature, initiator content, and AI content were found to be approximately 190°C, 1 phr, and 5 wt%, respectively.
Subsequently, we prepared LCF/PP-g-AI/PP composites with various compatibilizer concentrations (2.5, 5, and 10 wt%) using a specially designed twin-screw extruder. The tensile strength increased steadily as the PP-g-AI content increased up to 5 wt%. Tensile strength of the PP/PP-g-AI/LCF composites was improved by approximately 15% compared to the PP/LCF composites. Through the morphological investigation of the composites, we can confirm that the interfacial adhesion between the PP matrix and the carbon fiber was improved.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflict of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed the receipt of the following financial support for the research, authorship, and/or publication of this article: This research is supported by a grant from the Technology Development Project for High Value Foods funded by the Ministry of Agriculture Food and Rural Affairs, Republic of Korea. This study is also supported by a grant from the R&D Supporting Program for the Korea Institute of Industrial Technology funded by the Ministry of Strategy and Finance, Republic of Korea.