
Abstract
We prepared long carbon fiber (LCF)-reinforced thermoplastic composites using a specially designed twin-screw system. To improve the interfacial adhesion strength between the matrix polypropylene (PP) and LCF, we used a compatibilizer (maleic anhydride-grafted PP (PPMA)). The fiber length of the composites was approximately 10–70 mm and influenced by the compatibilizer concentration. With an increase in the LCF and PPMA content, tensile strength, tensile modulus, flexural strength, and flexural modulus increase. We also investigated the thermal properties of the composites using thermogravimetric analysis and differential scanning calorimetry. The fractured surfaces of PP/PPMA/LCF composites exhibited higher wetting than those of PP/LCF composites. PPMA was found effective in improving the adhesion between fiber and matrix.
Introduction
Over the past few decades, fiber-reinforced thermoplastic composites have been widely used in automobiles, sports, and aerospace industries because they exhibit advantageous engineering properties such as high specific strength, stiffness, low density, and low thermal coefficient. 1,2 Polypropylene (PP) is one of the most commonly used thermoplastics because of its good mechanical and chemical properties, easy processability, and low cost. 3,4 Fiber -reinforced thermoplastic composites have primarily used glass fiber as a reinforcing agent. 5 However, most industry applications of composites require better performance and lighter weight, which are the features exhibited by carbon fiber (CF) -reinforced composites.
CF-reinforced composites have excellent properties, such as high specific strength, stiffness, low density, good electrical conductivity, and low weight. However, its low surface free energy produces low adhesive strength between fiber and matrix. This leads to interfacial debonding, which degrades the mechanical properties of the composites. Therefore, some research is focused on surface modification of carbon fibers for improving compatibility and interfacial bond strength with matrix PP. 6,7
One of the most popular methods for enhancing the interface strength between fiber and matrix is the addition of maleic anhydride-grafted PP (PPMA) compatibilizers. PPMA has polar functional groups that react with the hydroxyl groups on the surface of the fiber. In the case of natural fiber -reinforced PP composites, the chemical reaction has been attributed to the formation of a covalent bond between the hydroxyl groups of the fiber surface and the anhydride groups of the PPMA. 8,9 Wong et al. 10 used X-ray photoelectron spectroscopy to analyze the surface of the CF and found a significant amount of hydroxyl groups on the surface. Hence, CF could also covalently bond with the PPMA, leading to enhanced bonding with the matrix.
The mechanical properties of a CF composite can be influenced by the interfacial strength between matrix and fiber as well as the CF concentration and length. Nevin and Ayse 11 reported that higher CF content improves the mechanical properties; this is because CFs have a much higher mechanical strength than the matrix. Rezaei et al. 12 suggested that in CF/PP composites, a longer CF shows better thermomechanical properties than a shorter CF. However, recent studies have been limited to a short fiber length of less than 10 mm. For short CF (SCF) composites, the fiber direction is ignored, and it is also difficult to overcome the overlap or interlock effect. 13 Thus, we used the longer fiber of length 10–70 mm for the composites, which has rarely been used in other studies.
In this report, we prepared a long CF (LCF-reinforced PP composite using a specially designed twin-screw extruder. We used PPMA as a compatibilizer to increase the interfacial strength between the LCF and PP matrix.
Composites preparation
Polypropylene (PP, HP552 R, Polymirae, Korea) and epoxy-sized CF (T700SC-12 K, Torayca, Japan) composites were prepared by a twin-screw extruder at a screw speed 150/90 r/min (1st screw/2nd screw). Figure 1 shows a schematic of a twin-screw extruder (HANKOOK E.M Ltd., Korea). PPMA with MA content of 1.0 wt.% (CM-1120 H, Lotte Chem, Korea) was used as the modifier to the resin. The temperature of the extruder barrel was 230–240°C from the hopper to the die. The CFs were continuously fed between the first screw and the second screw. The composites were cut to a certain size and then hot pressed using a compression molding machine (MH-15, MASADA SEISAKU SHO, Japan). The conditions for the compression molding are as follows: preheating at 230°C for 20 min, pressing at 2.5 MPa for 1 min, and then cooling at 60°C.
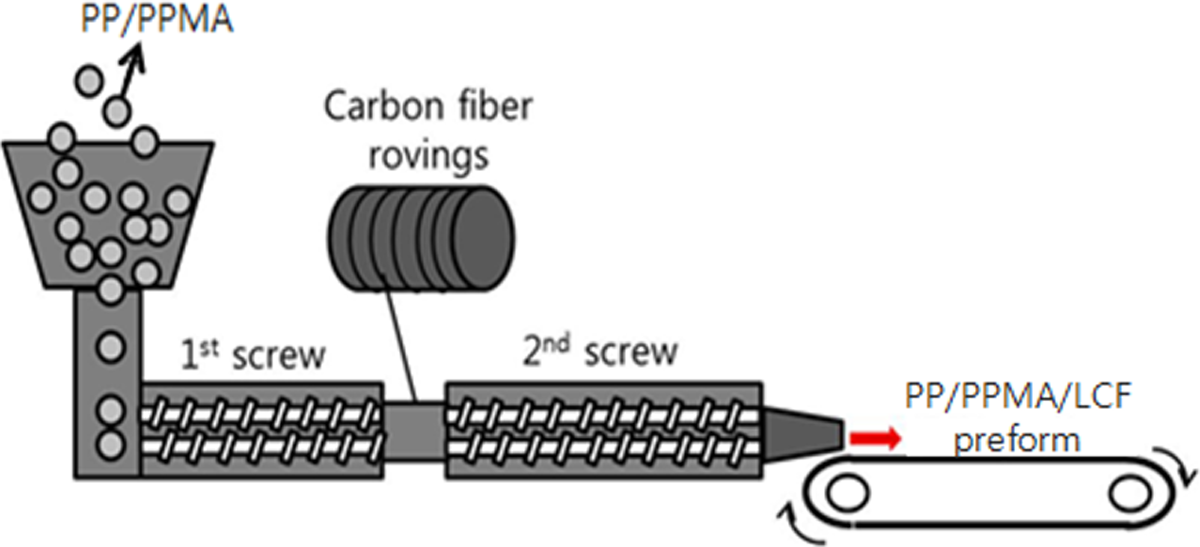
System for composite preparation using twin-screw extruder.
Characteristics of the composites
The fiber length of the specimens was analyzed at constant weight ratios to investigate the effect of fiber length on the properties of the composites. This analysis was carried out in decaline (decahydronaphthalene; Samchun Pure Chemical, Korea). Matrix PP was dissolved in decaline at 130°C for 1 h, after which the fibers were extracted, and fiber length was measured. Average fiber length was calculated by measuring at least 300 fibers.
The fiber volume fraction and void content were determined from the matrix burn-off in a muffle furnace (WiseTherm®, DAIHAN, Korea), according to an ASTM D3171-06 standard.
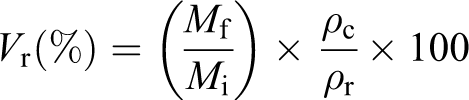


where
V r = reinforcement volume in percent;
V m = matrix volume in percent;
V v = void volume in percent;
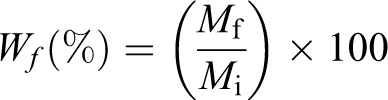
W f = weight fraction in percent;
M f = final mass of the specimen after combustion, in grams;
M i = initial mass of the specimen, in grams;
ρ c = density of the specimen, in gram per milliliter; and
ρ r = density of the reinforcement, in gram per milliliter
Mechanical and thermal test method
The tensile properties were measured according to ASTM D638 standard using a universal testing machine (UTM; H5K-T, Tinius Olsen, Horsham, Pennsylvania, USA). The properties were determined using four dumbbell-shaped samples of each LCF composition at a constant crosshead speed of 2 mm/min.
The flexural properties of the composites were determined using a UTM (H5K-T, Tinius Olsen, Horsham, Pennsylvania, USA) based on ASTM D790 standard at a constant crosshead speed of 1 mm/min.
Degradation temperature and the CF content of the composites were measured by thermogravimetric analysis (TGA; Q500, TA instruments, New Castle, Delaware, USA) under nitrogen atmosphere. TGA analysis was carried out from room temperature to 800°C at a temperature ramp rate of 20°C/min.
Melting temperature (T m), crystallization temperature (T c), and heat of fusion (ΔH f) of the composites were measured by differential scanning calorimetry (DSC; Q-100, TA Instruments) under nitrogen atmosphere. DSC was performed from room temperature to 350°C at a temperature ramp rate of 10°C/min.
Morphology characterization
Morphologies of fractured composite surfaces were examined by field-emission scanning electron microscopy (FESEM; SU8010, Hitachi, Japan). Before examination, tensile-fractured surfaces of samples were sputter coated with platinum.
Results and discussion
Characteristics of the composites
LCF-reinforced PP composites were prepared using a consecutive extrusion and compression-molded process. Composites with varying compositions were prepared: CFs (0, 6, 12, and 18 wt.%) and compatibilizer (0–100 wt.%) in PP matrix (Table 1). Table 2 summarizes the density, CF weight fraction, volume fraction, and void content of the composites. The CF volume fraction (V f), void content, and density increased with the CF input ratio.
Composition of LCF-reinforced PP composites.
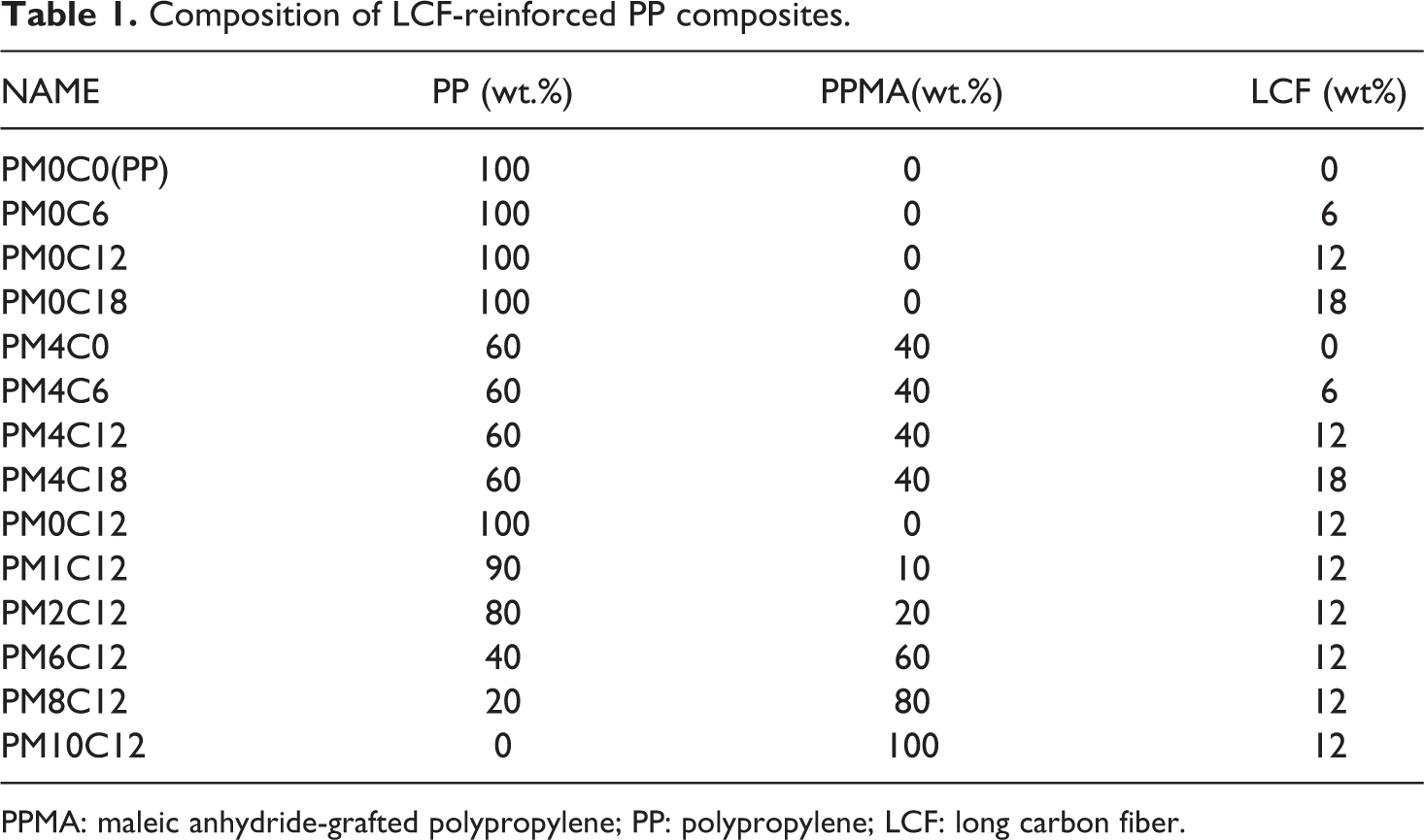
PPMA: maleic anhydride-grafted polypropylene; PP: polypropylene; LCF: long carbon fiber.
Characteristics of LCF-reinforced PP composites.
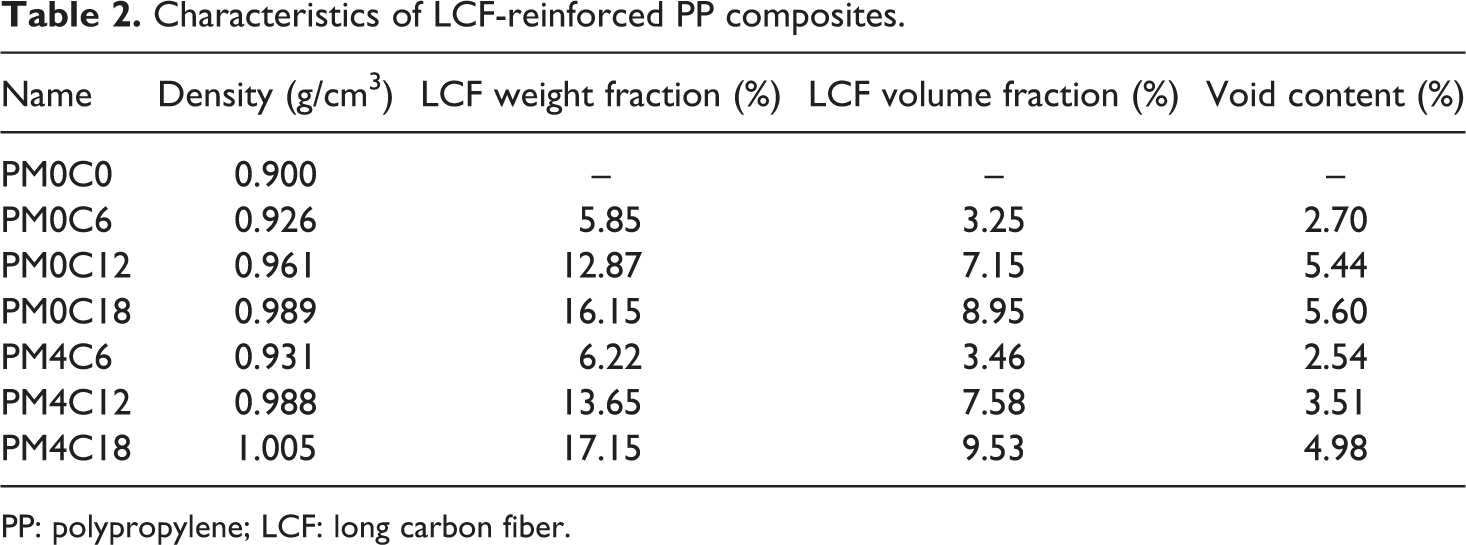
PP: polypropylene; LCF: long carbon fiber.
The fiber length was attributed to the friction force of fibers between the specifically designed screw and the inner wall of the screw barrel during extrusion. As seen in Figure 2, the fiber length distribution of the PM0C12 composite is approximately 15–35 mm while that of the PM4C12 composite is approximately 15–55 mm. In this system, PPMA reduces the frictional force between the CFs and the screw barrel. When the compatibilizer was added to the composite, the breakage of the fiber decreased, leading to the increase in the fiber length. 3
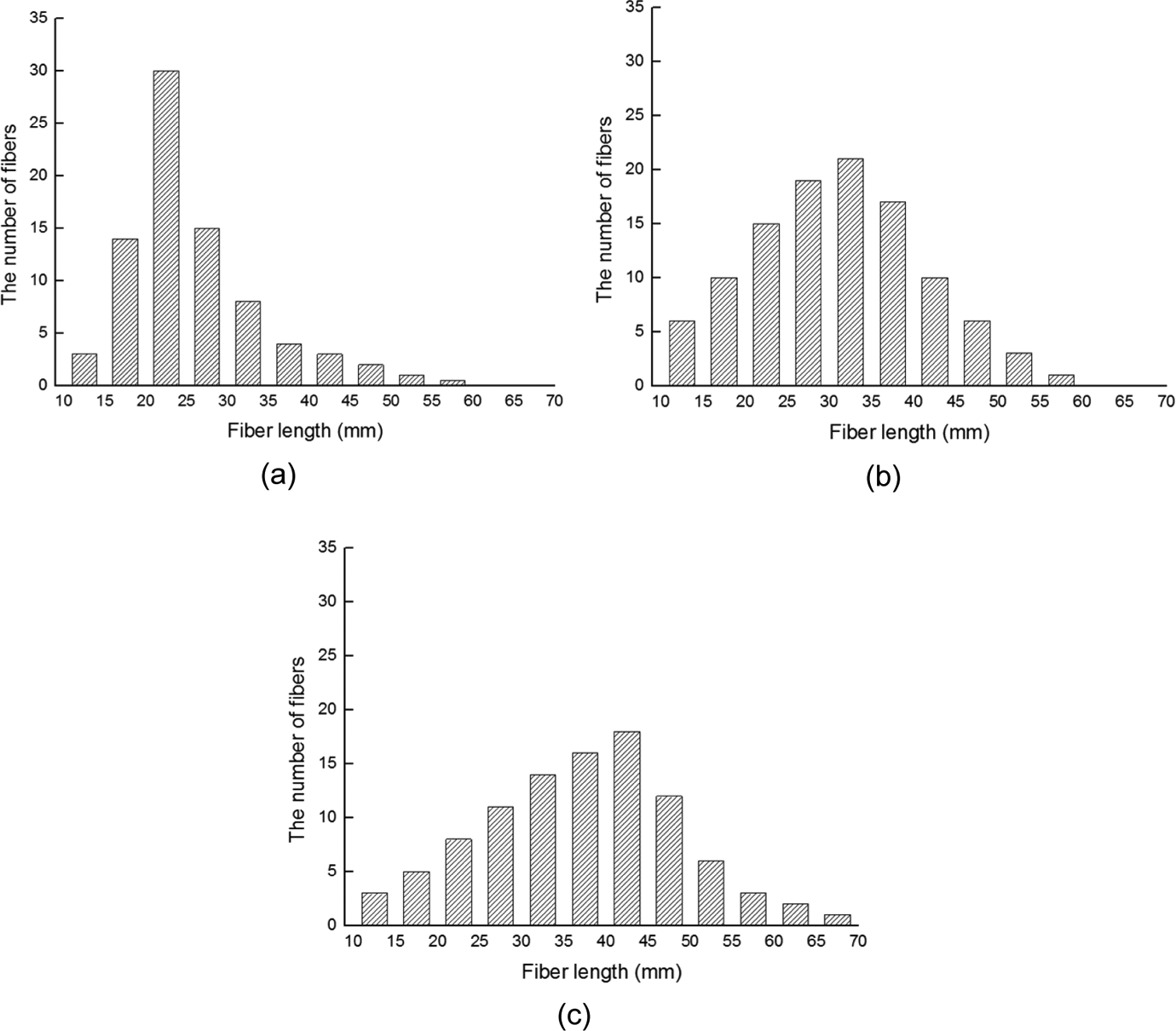
Distribution of carbon fiber lengths depending on the PPMA content: (a) PM0C12, (b) PM1C12, and (c) PM4C12. PPMA: maleic anhydride-grafted polypropylene.
Effects of long CF content on mechanical properties
Figure 3 shows the influence of CF content on the tensile strength, tensile modulus, flexural strength, and flexural modulus of the composites. The tensile strength and modulus of the composites increased with CF content. Nevin and Ayse 11 reported that SCF (10 mm)-reinforced PP composites have very high tensile strength of around 30 MPa and tensile modulus of around 6 GPa. In this study, the maximum value of the tensile strength and modulus presented at around 65 MPa and 8.5 GPa, respectively. Thus, the LCF composites made from a specially designed twin-screw system exhibit considerably improved mechanical strength.
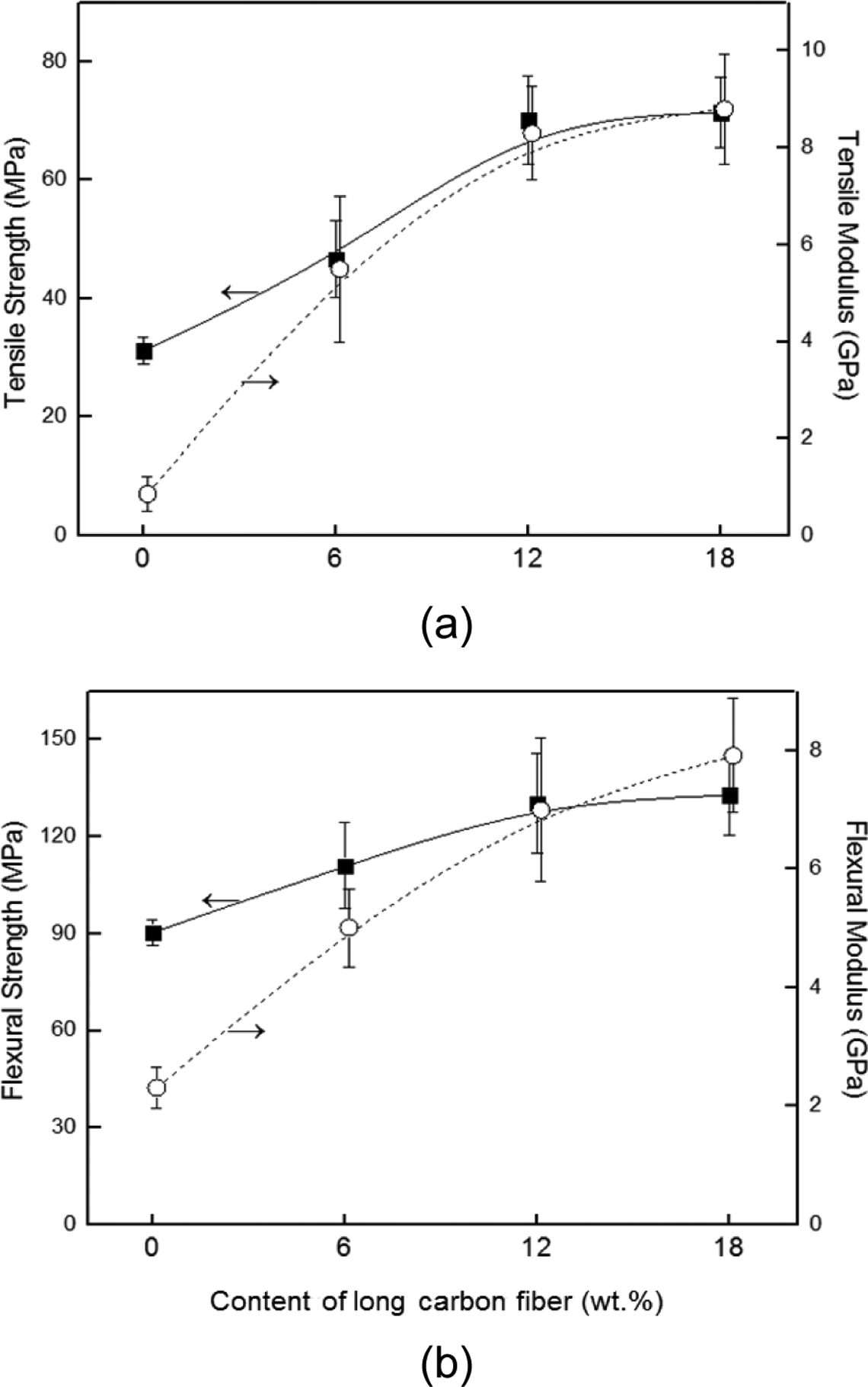
Effects of long carbon fiber content on the mechanical properties of the PM4C composites: (a) Tensile properties and (b) flexural properties.
As the content of the CF increased, its flexural strength and flexural modulus also increased. With the use of LCFs, improvements can be expected in the directional property of the fiber, for example, interlock and overlap effect of fiber over SCF composites. 13
Effects of long CF content on thermal properties
Thermal analysis of the composites was conducted by TGA and DSC. Effects of LCF content on the thermal degradation of the composites were investigated, as shown in Figure 4. A rapid decline in the weight of the composites indicated thermal degradation of the material. PM4C0 started to thermally degrade at 400°C and decomposed at 510°C. However, the degradation temperature of PM4C6, PM4C12, and PM4C18 was about 10°C higher. In general, the degradation temperature of the CF composites was higher than for the matrix. This is because the heat absorption capacity of CF is higher than that of PP. We found that residual weight of CFs after degradation was the same as in the original design.
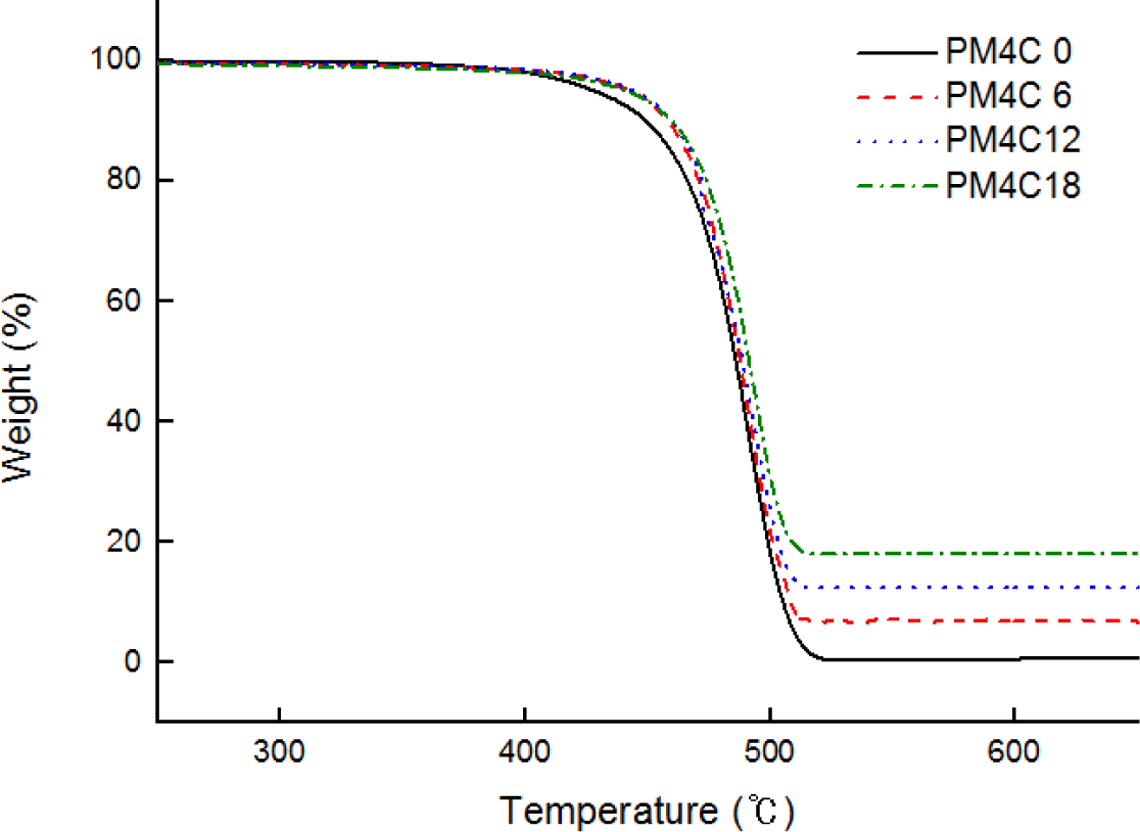
Effects of long carbon fiber content on TGA curves of the composites. TGA: thermogravimetric analysis.
Figure 5 shows DSC thermograms of the LCF -reinforced PP composites. T m peak was observed around 160°C. T m was not affected by the inclusion or wt% content of CFs. However, the T c of the LCF composites was higher than PM4C0 by around 10°C. This can be explained by the heterogeneous nucleation effect caused by CFs that affect the mechanism of nucleation and growth of PP crystallites. 14
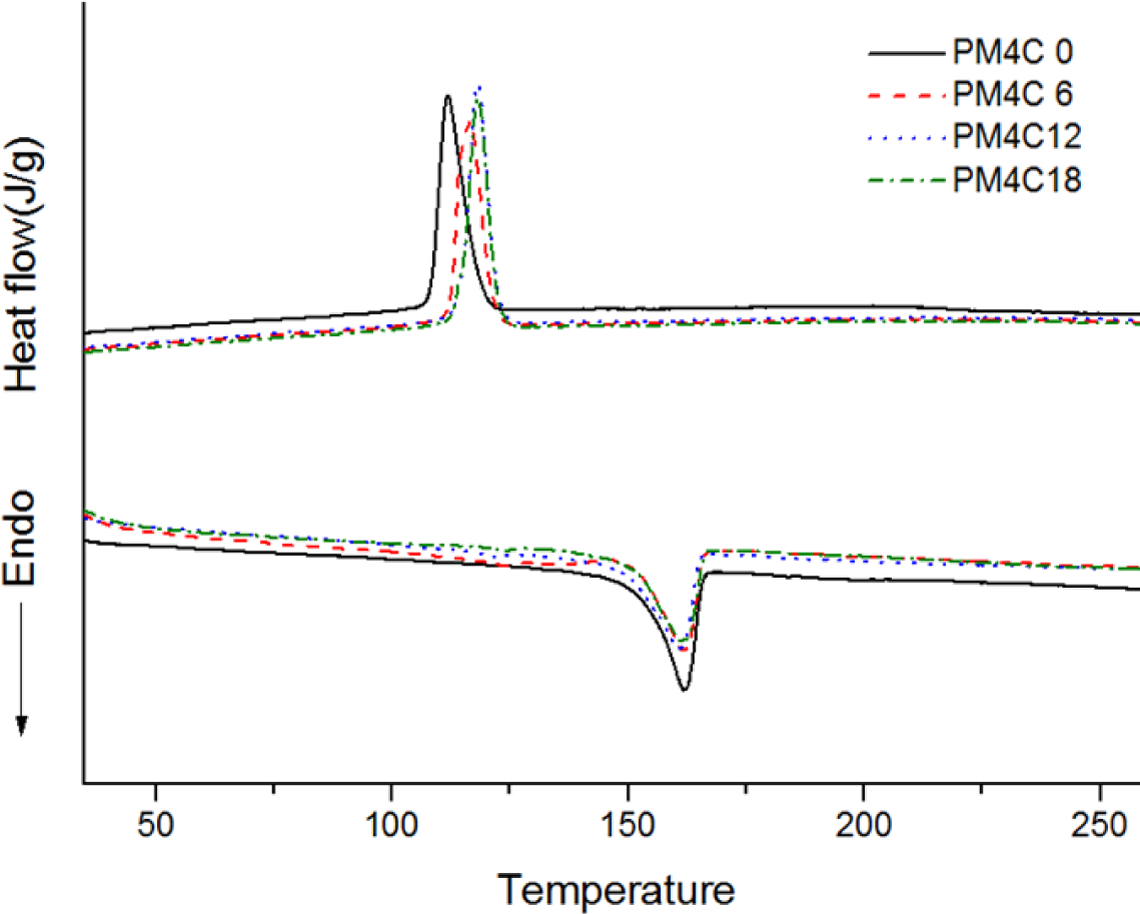
The effect of long carbon fiber content on DSC curves of the composites. DSC: differential scanning calorimetry.
Effect of compatibilizer content on the mechanical properties
Since the compatibilizer has a low average molecular weight, the wettability of the matrix increases as the amount of the compatibilizer increases. 10 Furthermore, this compatibilizer influences interfacial adhesion between the matrix and the surface of the CFs. PPMA increased the interfacial strength between fiber and matrix PP as a result of chemical bonding. Yao et al. 15 reported that the surface of epoxy-sized CF contains a few chemical groups, such as the carboxyl, epoxy, ether, and hydroxyl groups. In this system, PPMA and LCF can react with each other between the fiber surface and maleic anhydride group of PPMA, as shown in Figure 6. Hydroxyl groups on the surface of LCF might be covalently bonded with the PPMA.
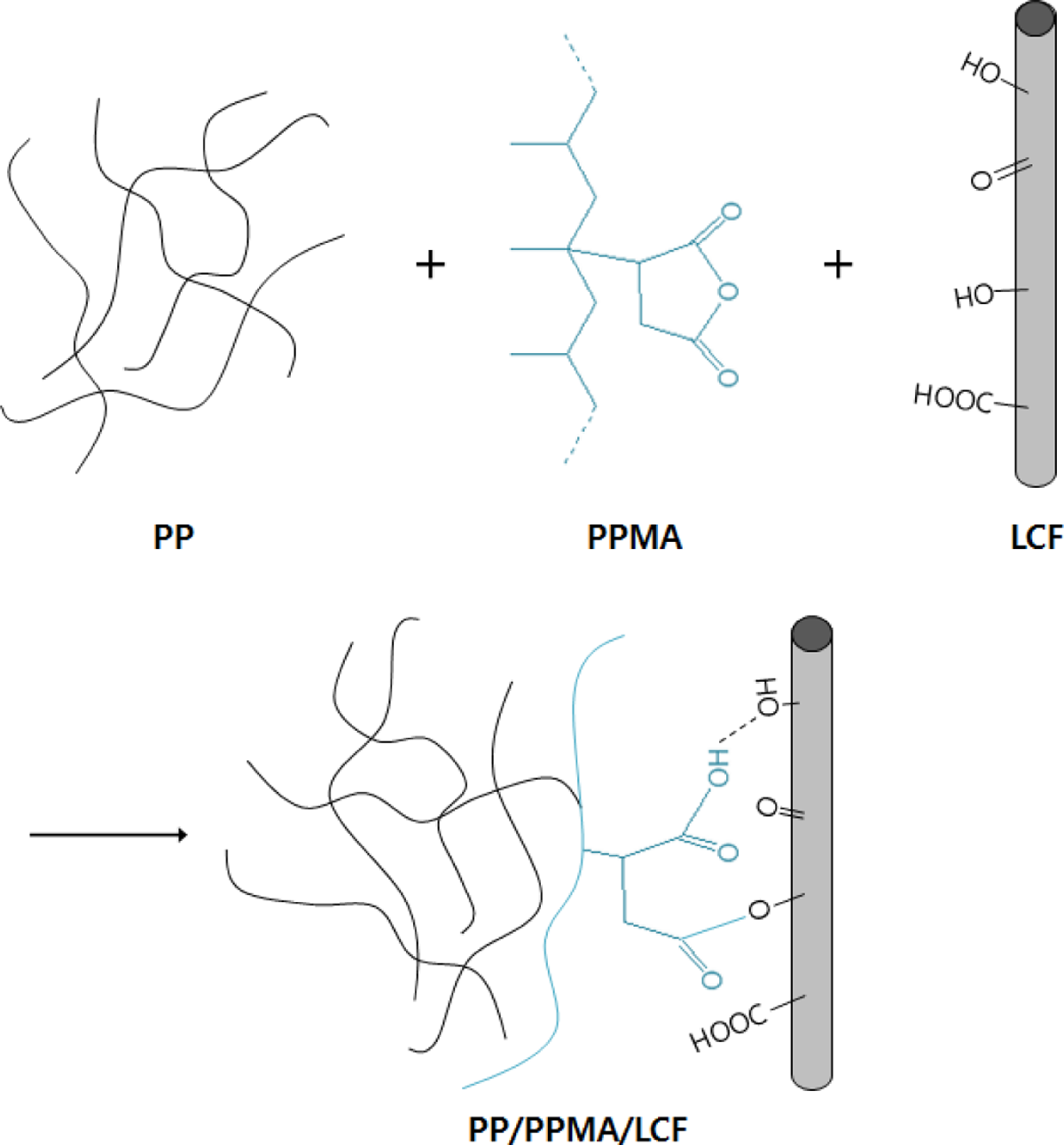
Compatibilization of PPMA in LCF-reinforced PP composites. PPMA: maleic anhydride-grafted polypropylene; LCF: long carbon fiber; PP: polypropylene.
Figure 7 shows the mechanical properties of the composites using PPMA as a compatibilizer. The tensile strength and tensile modulus increased radically for PPMA input up to 40 wt%. The improvement in the mechanical properties of the composite was attributed to the strong chemical bonding among the fibers with the PPMA. The tensile modulus increased gradually when PMMA input was more than 40 wt% and declined afterward. This seems to indicate that the number of functional groups on the surface reacting to the number of anhydride groups in the PPMA reached a limit.
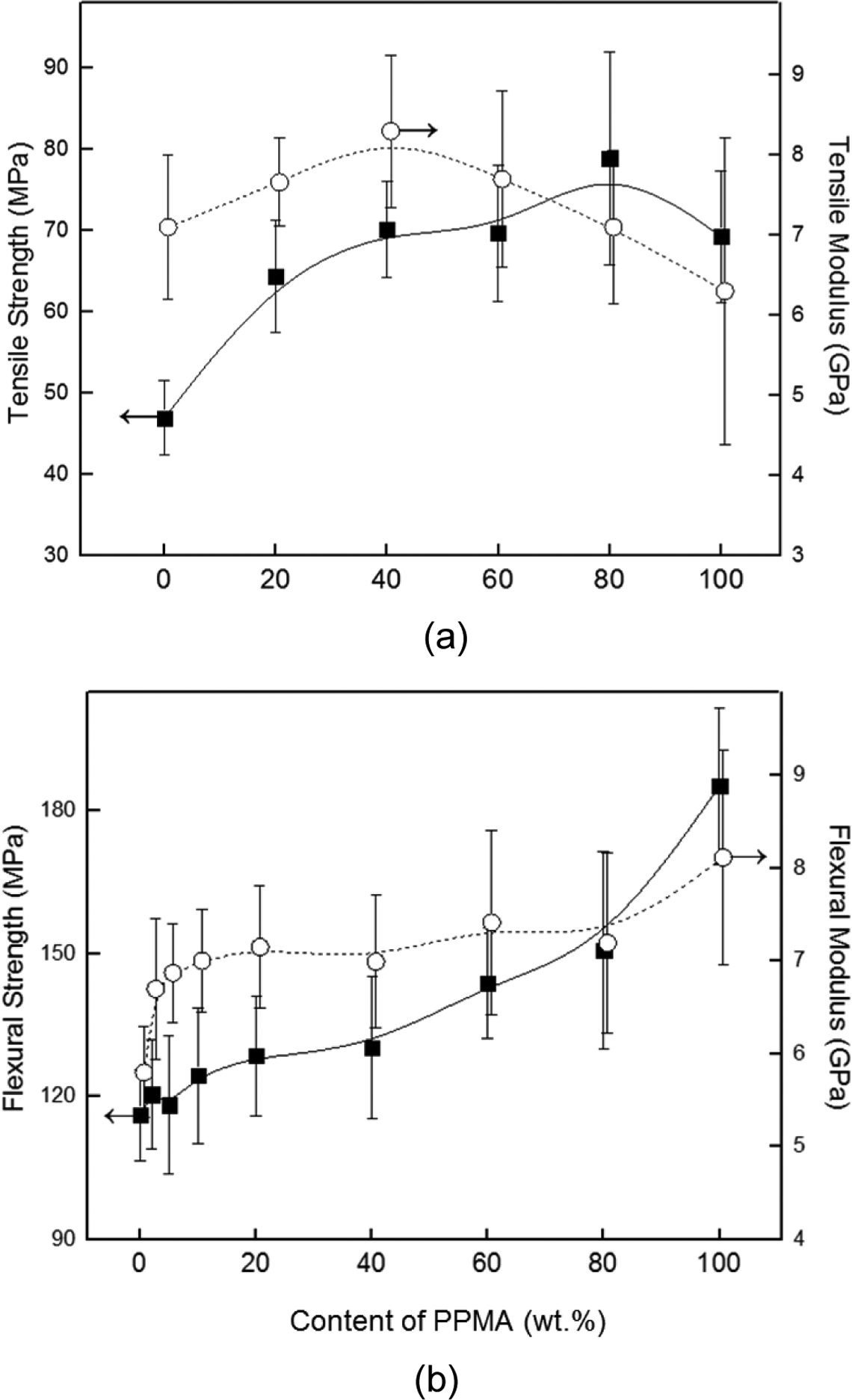
Effect of PPMA content on mechanical properties of the composites containing 12 wt% long carbon fiber (sample codes PM0C12, PM2C12 and PM10C12): Tensile properties and (b) flexural properties. PPMA: maleic anhydride-grafted polypropylene.
The flexural strength in the composite increased continuously from 115 MPa to 182 MPa with increasing PPMA amount from 0 wt% to 100 wt%. The increase in composite strength is mainly considered to be a result of the improvement in interfacial adhesion between the matrix and the fiber. Flexural modulus of the composites also increased from 5.8 GPa to 7.3 GPa with an increasing PPMA amount from 0 wt% to 20 wt%. Improvement in composite modulus with the use of PPMA was also reported by Sudhakara et al. 16 and it was attributed to the improvement in compatibility between the matrix and fiber. Nevin and Ayse 11 used a compatibilizer of 5 wt% or lower to compare the properties of CF composites. Arao et al. 3 used a compatibilizer of 4 wt% to enhance the properties of CF composites. This shows that a compatibilizer of 10 wt% or less is generally used for studies on SCF composites. However, our LCF composites prepared with a specially designed twin-screw system have very long fibers. As LCF composites can produce voids due to overlap and interlock, we used a higher amount of compatibilizer compared to previous SCF studies. 17 –20
The tensile-fractured surfaces of the composites with different amounts of PPMA are presented in Figure 8. The interfacial adhesion was very good between PP matrix and fibers with PPMA. On the fractured surface of composites without PPMA (Figure 8(a)), a smooth surface of CF was observed, whereas the surface of CF was rougher in the case of composites with PPMA (Figure 8(b)). As seen in Figure 8(c) to (f), there is a significant change in fracture morphology as the separation is reduced, and the PP matrix remains intact with the pullout fiber, indicating strong adhesion is achieved. This can be explained by the observation that PPMA is effective for improving the adhesion between the CF and the matrix. Furthermore, we can observe some directivity of the CFs, leading to improved mechanical properties of the composites.
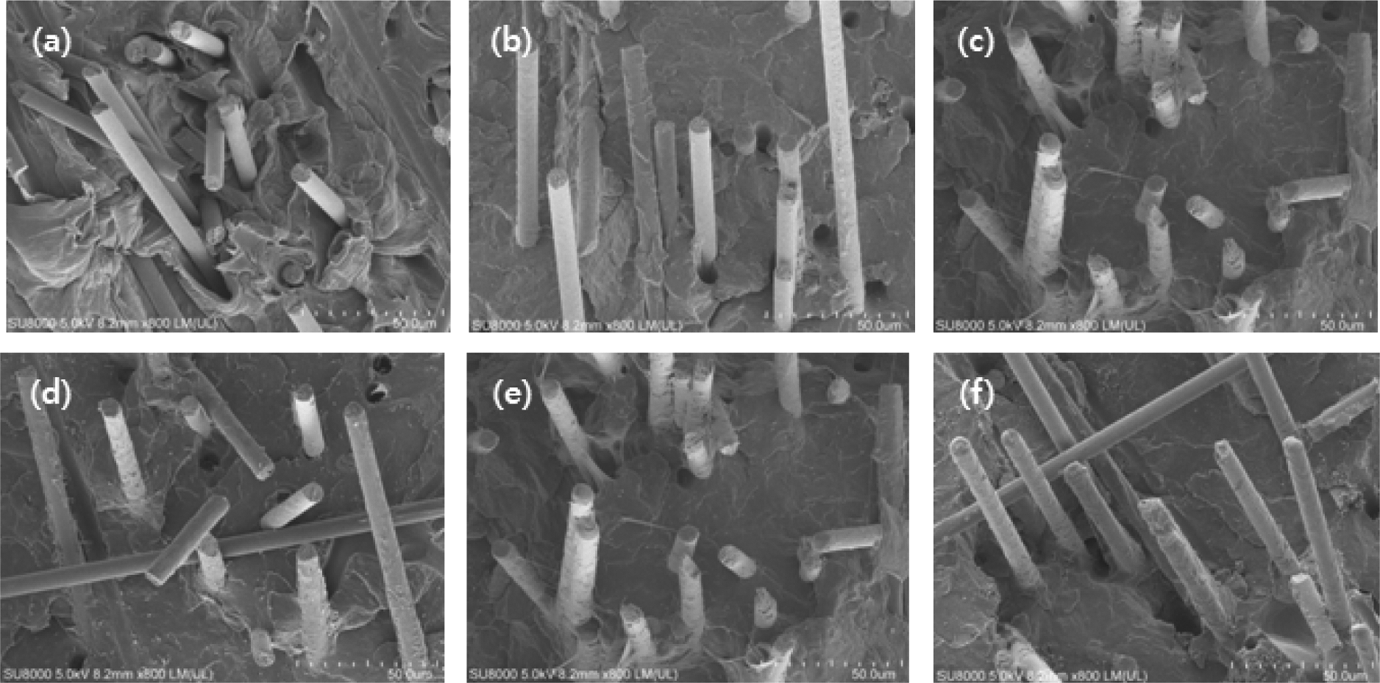
SEM images of fracture surfaces of the composites: (a) PM0C12, (b) PM2C12, (c) PM4C12, (d) PM6C12, (e) PM8C12, and (f) PM10C12. SEM: scanning electron microscopy.
Conclusion
This study compared the properties of the CF composites with different long CF of length 10–70 mm and compatibilizer content. We added a compatibilizer to improve the interfacial adhesion between the matrix and LCF and to increase wettability. TGA of the thermal properties showed that the thermal decomposition temperature of the LCF composite was higher than the matrix. DSC analysis showed that the T c value of the LCF composites was higher than the matrix by around 10°C. The tensile strength, tensile modulus, flexural strength, and flexural modulus of the composites increased with increasing LCF content. As the compatibilizer content of the composite was increased to 40 wt%, the tensile strength and modulus rapidly improved. When the compatibilizer input was more than 40 wt%, the tensile strength increased slightly and the tensile modulus decreased rapidly. However, the flexural strength and modulus improved more as the input was increased. The fiber surface of the composite without PPMA was smooth, but the fiber surface of the composite with PPMA was rough and surrounded by a layer of polymer. This can be explained by concluding that PPMA is effective for improving the interfacial adhesion between fiber and matrix.
In this study, quite a large amount of compatibilizer was added due to the long CF being used. This is very interesting and different from previous research works relating to SCF composites. This study is significant in that it has explored the effects of compatibilizer of LCF-reinforced PP composites, which have rarely been studied in the composite industry.
Footnotes
Acknowledgments
The present research is supported by Korea Institute of Planning & Evaluation for Technology in Food, Agriculture Forestry & Fisheries (funded by Ministry of Agriculture, Food and Rural Affairs). This study is also supported by a grant from the R&D Supporting Program for Korea Institute of Industrial Technology funded by Ministry of Strategy and Finance, Republic of Korea.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.