
Abstract
Natural fibre acts as a significant replacement for the known synthetic fibre that tends to cause critical environmental issues. Hence, the hybridization of natural fibre reinforcement has been considered as one of the strategies in reducing synthetic fibre applications. The current research was conducted to determine the effect of layering sequence on the mechanical performance of hybrid woven jute–roselle. In addition, eight different types of composite plate that consisted of single and hybrid were fabricated through the implementation of hand lay-up method. In this case, each composite plate had to undergo the tensile, flexural and impact testing in order to acquire the effect of varying layering sequences. The results of the present study showed that the hybridization of jute–roselle provided was significant, especially on the flexural and impact performance. Furthermore, the tensile strength and modulus were higher on the JRRJ sample and maximum flexural strength also managed to be recorded by the same sample. However, the maximum flexural modulus only managed to be recorded in sample RRJJ. Meanwhile, the impact testing revealed that the composite plate of sample JJRR had the highest impact strength. The void content for all the samples was acceptable because all of them were less than 7%. Finally, scanning electron microscopic image illustrated that the fractured surfaced of composite sample was typically smooth with less formation of void and fibre pull-out.
Introduction
Fibres are classified into synthetic or natural types, depending on their origin. In the past decade, synthetic fibres have been widely applied due to its excellent mechanical performance as well as its ability to be easily produced in a significant quantity. However, the most significant disadvantage of synthetic fibres is closely related to environmental problems and health risks. For example, glass fibres contribute to several health hazards which include skin irritations 1 and respiration problems. 2 At the same time, the wastes from synthetic fibres can hardly be disposed when they are discarded to the environment. In addition, it is important to note that the synthetic microfibre is more treacherous when consumed by fish and other wildlife, thus further poisoning the food chain on a larger scale. The synthetic microfibre also causes several negative impacts on marine life which tend to reduce the reproductive rate and feeding activity. 3 On another note, the synthetic microfibre tends to be directly absorbed by humans who consume the affected aqua species. More importantly, the major drawback of synthetic fibre refers the high cost of the material and process which limit its applications in aeronautics, marine, automotive, structural and sports equipment. 4
In regard to this matter, natural fibres are regarded to have a high potential in overcoming the environmental, social and economic issues resulted by the synthetic fibre applications. In this case, it is crucial to note that natural fibres are renewable and well-known for their vast availability and biodegradability that are regarded as the essential attributes in reducing environmental risk. 5,6 Moreover, the application that utilizes natural fibres can reduce its energy requirement to half of the amount required when using synthetic fibre, thus resulting in lower cost incurred. 7 Other exciting features of natural fibres include low cost incurred, weigh less, adequate strength, compostable, and provide excellent insulation against noise. 8 Nevertheless, there are several disadvantages of natural fibres that need to be considered which are water absorption, lower modulus and lower thermal resistance. 9,10 Apart from that, the discrepancy of the mechanical properties of natural fibre is resulted by the cultivation, processing and fibre modification that restrain its application for mass production in industries. 11 To date, numerous types of natural fibres have been utilized as reinforcement such as jute, 12 sisal, 13 kenaf, 14 ramie 15 and banana. 16
In the present study, the materials adopted were jute (Chorchorus capsularis) and roselle (Hibiscus sabdariffa L.) fibres. The jute fibre was selected as reinforcement because it is a versatile agro-fibre that has numerous advantages which include reasonable mechanical strength, biodegradable in nature, renewable, non-abrasive, low cost incurred, and provides excellent insulation and heat due to its hollow cellular structure. 16 On the contrary, the application of roselle fibre as reinforcement in the composite is entirely new. Traditionally, roselle rope and twines are widely used in marine, agricultural, shipping and general industrial sectors. 17 In addition, there are several advantages associated with roselle fibre in the application of the composite. The roselle fibre has an excellent tensile performance due to the high cellulose content. 18 Meanwhile, roselle fibre is known to be less stiff as a result of high elongation at break. 18 Moreover, the moisture content of the roselle fibre is significant compared to other types of natural fibre, thus contributing to better dimensional stability, less void content and improved interfacial adhesion between fibre and matrix polymer. 18 The roselle fibre also possesses good thermal properties because it can only degrade at the temperature of 200°C. 18 Both jute and roselle fibres in the present study have to undergo hybridization in the form of woven fabric.
Hybridization in the composite is defined as the combination of one or more types of reinforcement into the matrix polymer. 19 The purpose of conducting the hybridization process is because it is part of the partial replacement of synthetic fibre. Apart from that, the high-cost fibre can be partially replaced with a cheaper fibre in order to reduce the cost incurred. 20 Moreover, the amount of synthetic fibre can be reduced through hybridization but the similar composite mechanical properties can still be maintained. In another case, the a combination of different types of natural fibre was adopted to form a ‘greener’ composite 21,22 because the utilization of a single fibre alone as reinforcement may not be able to solve the technical and economic issues related to the fibre. 16 The results of hybrid natural composite from previous work showed that the composite has better flexibility and damage tolerance. Furthermore, the hybridization of natural fibre offers various advantages which include excellent fatigue life, minimum notch sensitivity and acceptable fracture toughness, 23,24 More importantly, the fibres in the composite can complement each other’s weaknesses, which eventually leads to a more balanced mechanical and thermal properties. 19,25 In this case, different mechanical performances of hybrid natural fibre can be obtained by just changing the volume or weight fraction as well as the layering arrangement of woven lamina. Recent evidence showed that the combination of hybrid is only limited to two types of fibres because no substantial outcome managed to be observed when the laminated composite is layered up to three types of reinforcements. 12
On another note, previous work on hybrid-laminated composite only focused on the hybridization of synthetic–natural reinforcement. 16 To date, woven fabric as reinforcement has become an interesting topic because it involves a simple process with acceptable mechanical performance which includes good drapability, high impact resistance, and provides damage tolerance to the composite material. 26 A considerable amount of literature states that the hybridization of woven jute has been performed with glass, 27 cotton, 28 banana 29 and oil-palm. 30 However, there has been a limited number of studies on woven jute–roselle. Hence, the implementation of the hybrid woven jute–roselle composite is expected to lead to the discovery of a new type of composite material with unique properties. Currently, the mechanical performance of jute–roselle reinforced with unsaturated polyester (UPE) resin remains unknown. Nevertheless, the hybridization of jute–roselle is deemed necessary because it produces lightweight, higher strength, and good damage resistance, thermal properties and vibrational characteristics compared to monolithic fibre composite. More importantly, the aim of hybridization of jute–roselle is to produce a unique composite in the form of biaxial woven fabric.
The current research is concerned with the development of fibre which utilizes jute and roselle as reinforcements for the purpose of determining the influence of layering sequence on the mechanical performance. The results obtained will be discussed in detail. Furthermore, the void content and density will be determined on jute–roselle composite plate. The images of fracture sample will be observed using the scanning electron microscope (SEM) in order to relate it with the mechanical properties.
Materials
In the present study, two types of fibres materials, namely jute (J) and roselle (R) were selected as the reinforcement materials. In this case, both the jute and roselle fabrics have a 1/1 plain-woven fabric architecture obtained from a supplier in Indonesia. Figure 1 shows the type of fabric and size of woven fabrics used in the present study which have the width and length of 30 × 30 cm. Furthermore, all the yarn, physical and mechanical properties of jute and roselle fabric obtained from preliminary studies can be observed in Table 1. The fibre pull-out testing was performed via testometric strength tester, followed by density via densitometer, and fibre thickness and diameter via SEM. The Figure 2 and 3 each shown single fibre diameter and yarn diameter for jute and roselle.
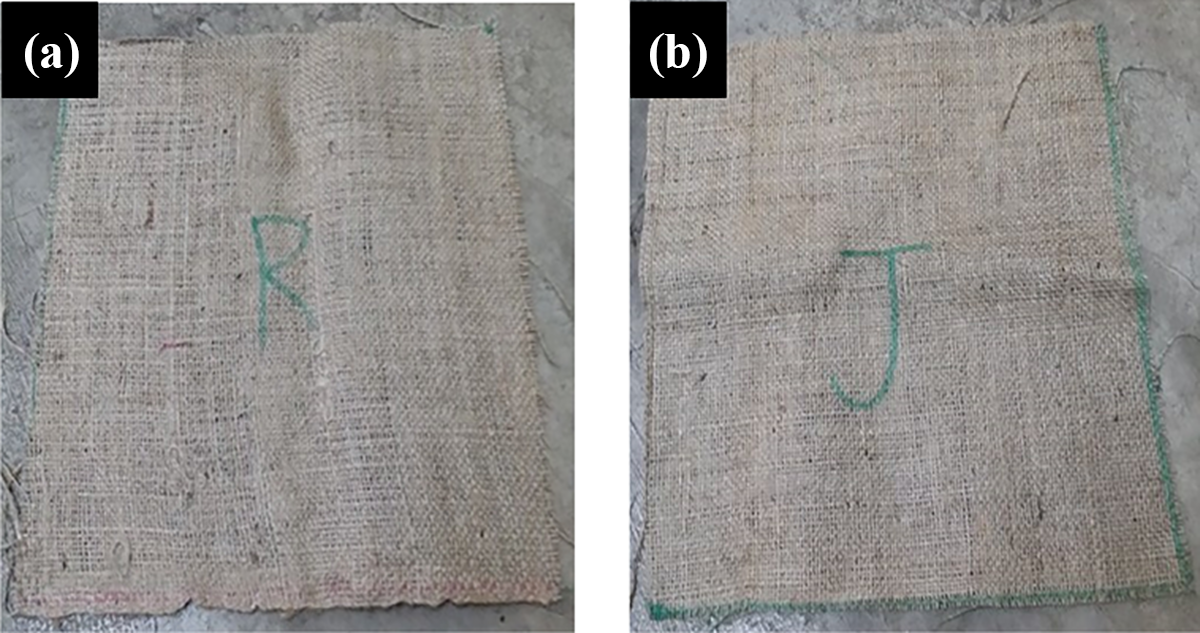
Woven fabric: (a) roselle and (b) jute.
Physical and mechanical properties of jute and roselle fabric sample.


Single fibre diameter: (a) roselle and (b) jute.

Yarn fibre: (a) roselle and (b) jute.
Meanwhile, it is crucial to note that the average weight of each ply of woven jute and roselle measured was 35 g. The Reversol P9509 UPE resin which possesses a density of 1000–1150 kg m−3 was selected as the matrix polymer. A hardener was applied on UPE resin using 1% methyl ethyl ketone peroxide (MEKPO) that has a density of 1000–1050 kg m−3.
Sample preparations
The solutions of UPE resin and MEKPO were mixed according to the ratio of 50:1 with a total weight of 430 g. In the present study, the UPE resin and 1% MEKPO curing agent were mixed at room temperature. These two materials were stirred at low speed for about 2 min in a beaker in order to obtain a homogenous mixture. The honey wax release agent was applied to facilitate the opening of the mould opened after the curing process was completed. In this case, the fabric was placed in the mould one by one according to the determined layering sequence. The mixture of UPE and MEKPO was then poured onto each layer of the fabric. Apart from that, roller was also applied on the fabric in order to separate the resin along the layer and prevent the formation of air bubbles. On another note, eight types of the laminated composite were fabricated with a total of four-layer plies. In the present study, the warp and weft directions of the fabric were neglected based on the assumption that the fabrics have similar properties in each direction. All the fabrics were arranged in 0° orientation only. The first letter on the layering sequence represented the fabric on the top. The details of composite layering sequence are shown in Table 2.
Layering sequence of hybrid woven jute–roselle-laminated composite.

Next, the laminated composite was separated from the mould. Following it, the fibre was then prepared according to the standard required for tensile, flexural and impact testing.
Mechanical testing
Tensile testing
The present study selected ASTM D-638 type IV for the purpose of preparing the sample for tensile testing. The testing performed using universal testing machine (UTM) (INSTRON 3369) was for the purpose of quantifying the value of tensile properties. Next, the crosshead speed was set up at 1 mm per minute. In addition, seven samples were prepared and tested at room temperature. Next, all of the samples were tightened to prevent slippage during testing. Apart from that, a statistical analysis was performed on the data in order to acquire the average and standard deviation of the tensile properties.
Flexural testing
Similarly, the same UTM was utilized for flexural testing. In this case, the crosshead was also set up at 1 mm per minute. In addition, the ASTM D-790 was selected to obtain the flexural strength and flexural modulus for flexural testing. It is crucial to note that the samples were prepared according to the dimensional provided by standard. The point between each support was set at 48 mm. Meanwhile, the flexural test for the eight samples was performed at the temperature of 25°C. The values obtained from the samples were evaluated in order to obtain the average values and standard deviation.
Impact testing
ASTM D-256 is a standard that was adopted in determining the impact strength for the current research. All of the impact samples were prepared with notch. In the case of this study, the average of all the tested samples was used for its statistical reliability.
Density and void content measurement
ASTM D-1895 was applied to measure the density of jute–roselle composite. In this case, the weight and dimension of the samples were taken using analytical balance (Mettler 5000) as well as Vernier calliper. In addition, all of the samples were oven dried at 80°C for 24 h in order to eliminate excessive moisture.
The determination of void content for the composite plate were carried out through the implementation of ASTM 2734-09. The theoretical density of the jute–roselle composite was obtained via the total weight fraction of reinforcement material and UPE resin. The following equation was employed as instructed from the standard as shown in equation (1)

where V is the void content, volume %; Md the measured density; r the UPE resin weight fraction; dr the density of UPE resin; f1 the fibre weight fraction jute fibre;
SEM analysis of the composite sample
The SEM image of the fractured tensile testing sample for the hybrid woven jute–roselle composite was observed and captured by SEM (Evo® 50 Series, Carl Zeiss AG, Oberkochen, Germany). The sample for SEM were sputtered with titanium with the aim of eliminating the electric charging effect during the examination of the composite sample.
Result
Tensile properties of hybrid jute–roselle
The samples that were tested for tensile strength included samples JJJJ, SSSS, JJRR, JRJR, JRRJ and RJJR. In this case, samples RRJJ and RJRJ were excluded for testing because the layer sequence was similar to samples JJRR and JRJR, respectively. The findings revealed that all the hybrid composite material did not break immediately after reaching the maximum peak of stress point. The fractured sample of the tensile testing is shown in Figure 4, while Figure 5 shows the graph for tensile strength and tensile modulus for the jute–roselle composite.

The fractured specimen of tensile testing.

Tensile performance of woven jute–roselle-reinforced UPE with difference layering sequence.
As can be observed in Figure 5, the tensile strength recorded for each sample decreases unlike the pure UPE sample. More specifically, the tensile strength for single fibre composite of jute (JJJJ) and roselle (RRRR) does not increase the performance, while similar trend was also observed for hybrid jute–roselle composite. As can be seen in the same figure, the tensile strength for samples JJRR, JRJR, JRRJ and RJJR, respectively, drop about 17%, 22%, 10% and 15%. However, the single jute composites an average higher than the hybrid jute–roselle composite. The tensile performance for jute–roselle composite is shown to vary even though jute fibre and roselle shared the same volume weight fraction. However, it is clear that the tensile strength value is inconsistent, thus indicating the influence of the layering sequence on the composite materials.
The addition of single fibre of jute and roselle managed to improve the tensile modulus of the composite. Meanwhile, the tensile modulus for all the jute–hybrid samples increases about 13%, 10%, 17% and 9% for the respective samples of JJRR, JRJR, JRRJ and RJJR. Nonetheless, sample RRRR with single roselle fibre is shown to possess high tensile modulus compared to jute–hybrid composite. In addition, the highest tensile modulus of jute–hybrid composite is recorded by sample JJRR that has a sandwich-like structure. More importantly, better adhesion between skin or core interfaces to withstand the applied force managed to be observed when jute was arranged at the outer layer and roselle at the core. The data obtained showed that the addition of woven jute and roselle reinforcement was able to improve the tensile modulus for all case. However, it is important to note that the variation on the produced tensile modulus was resulted by the individual characteristics of jute and roselle fibre.
The hybrid jute–roselle displayed are balance tensile properties in between single jute and roselle composite. The tensile strength of hybrid jute more significant than single roselle composite while tensile modulus better than single jute composite. Overall, the effect of hybridization of woven jute–roselle is minimal in the tensile performance of the composite. The results obtained in this study are consistent with the previous study by Ventakeshwaran 29 on hybrid jute–banana-reinforced epoxy. The value of tensile strength obtained are lower for all the samples were due to the addition of the reinforcement phase into the UPE resin. Weak interlaminar adhesion between jute–roselle fibre with UPE cause reduction on the tensile strength. Moreover, the deterioration of the tensile strength can be linked to void formation. The existence of void in the composite was due to the entrapment of air usually placed in the crossing of the woven fibre tows. 31
Flexural properties
The arrangement of different fibre types were essential for three-point bending testing because each of the fibre tends to experience unique types of load based on their position. The top layer fibre will exert compression, middle layer is subjected to shear and bottom layer is subjected to tension. 32 According to the stress–strain curve for all the composite samples, there is non-linear region pattern that suddenly drops when reaching the peak of stress, thus indicating a fragile behaviour. The failure of internal plies acts as the main reason of minimum flexural strength on the composite sample. Figure 6 shows the flexural properties of composite plate of jute–roselle-reinforced UPE. In this case, it can be indicated that both the flexural performances of UPE resin tend to increase when reinforced by woven jute and roselle.
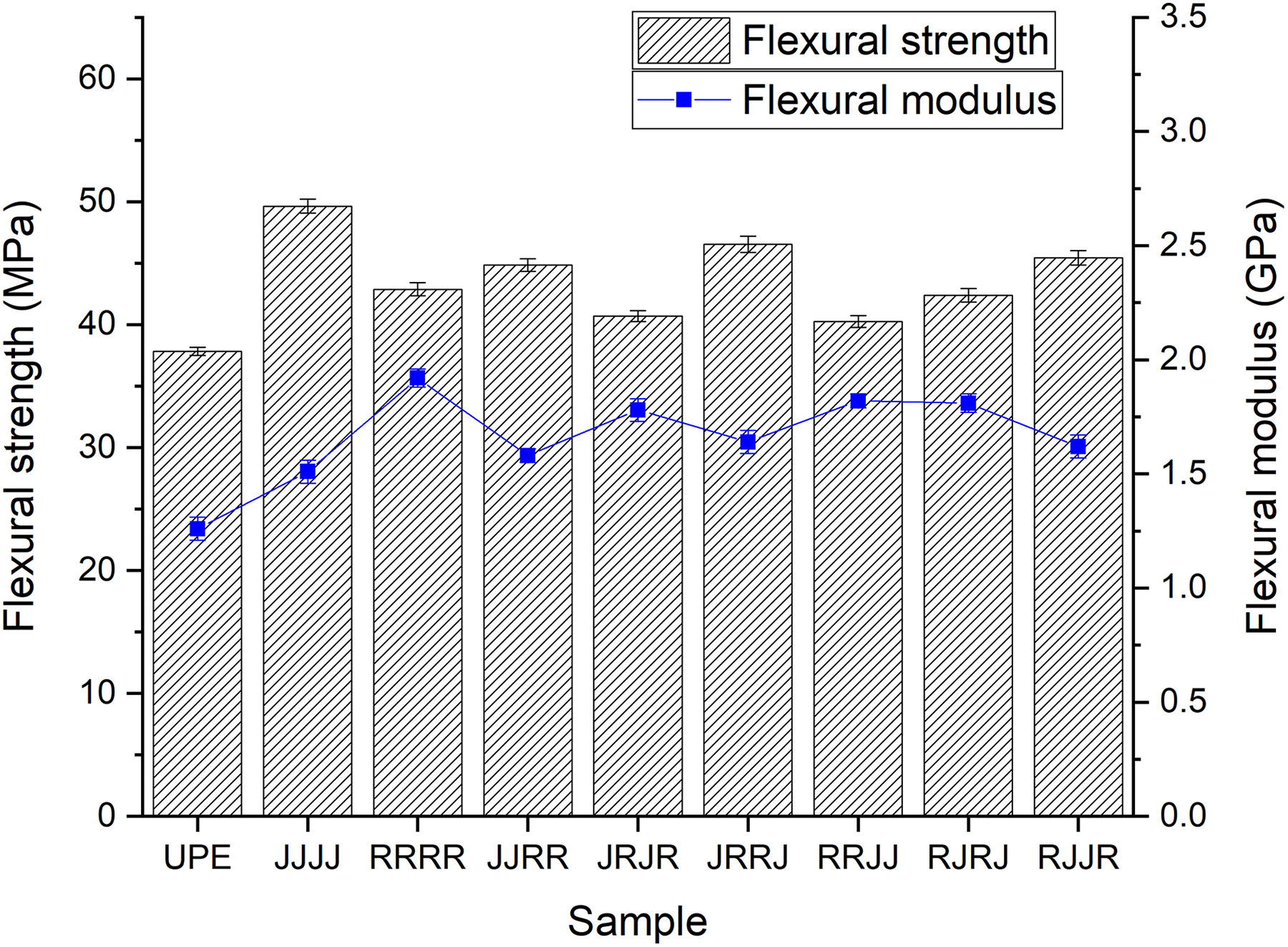
Flexural performance of woven jute–roselle-reinforced UPE with difference layering sequence.
All the hybrid jute–roselle composites managed to show an improvement compared to UPE alone. Meanwhile, the flexural strength for each sample, namely JJRR, JRJR, JRRJ, RRJJ, RJRJ and RJJR are shown to improve about 19%, 8%, 24%, 7%, 12% and 20%, respectively. On another note, the presence of roselle fibre with high elongation on the top of the composite was able to significantly enhance the flexural modulus as displayed by RJRJ sample. Overall, it can be observed that the flexural modulus for each sample of JJRR, JRJR, JRRJ, RRJJ, RJRJ and RJJR, respectively, increases about 20%, 35%, 24%, 37%, 38% and 22% compared to the UPE resin.
Furthermore, the top face of the composite structure experienced compression, which in this case, the flexural loading acted on the bottom face, while the middle layer experienced the shear. Hence, the result indicated that the composite with the sandwich structure are more excellent compared to other arrangements. Moreover, the jute fibre at the extreme layer was able to withstand high compressive load and loading compared to roselle fibre. Hence, the results of the flexural strength and flexural modulus for hybrid jute–roselle were shown to be highly dependent on the placement of reinforcement. The results of the present study is consistent with the findings by Jawaid and team 12 in their study on mechanical performances of oil palm fruit bunch–jute fibre reinforced in epoxy resin. The findings of their study revealed the importance of higher strength fibre at the outer layer in controlling flexural strength, while stiffness was also highlighted. Other researchers such as Khan et al. 33 and Yahaya et al. 34 also confirmed the idea that the effect of outer layer tends to control the flexural performance.
Overall, it can be concluded that the hybridization of jute–roselle is very beneficial in terms of flexural strength and flexural modulus. The high strength fibre and high elongation of roselle fibre are compatible in producing high-performance composite materials. Other than that, the flexural properties of the jute–roselle composite can be improved by optimizing the fibre orientation, fibre volume/weight fraction, layering size and interfacial adhesion between the reinforcement and matrix polymer.
Impact properties
The impact properties of hybrid jute–roselle reinforced in UPE for each different layering sequence are presented in Figure 7. The results showed that the pure UPE sample had little impact strength compared to the hybrid woven jute–roselle. The impact strength for samples JJRR, JRJR, JRRJ, RRJJ, RJRJ and RJJR increases approximately 183%, 131%, 151%, 150%, 129% and 168%, respectively. In addition, Figure 7 demonstrates that the highest impact strength for woven hybrid jute–roselle reinforced in UPE resin for sample JJRR is 50.43 KJ m−2. The results of the present study share a similar trend with the previous research work performed by Acharya et al. 35 The fractured sample of impact testing is displayed in Figure 8.
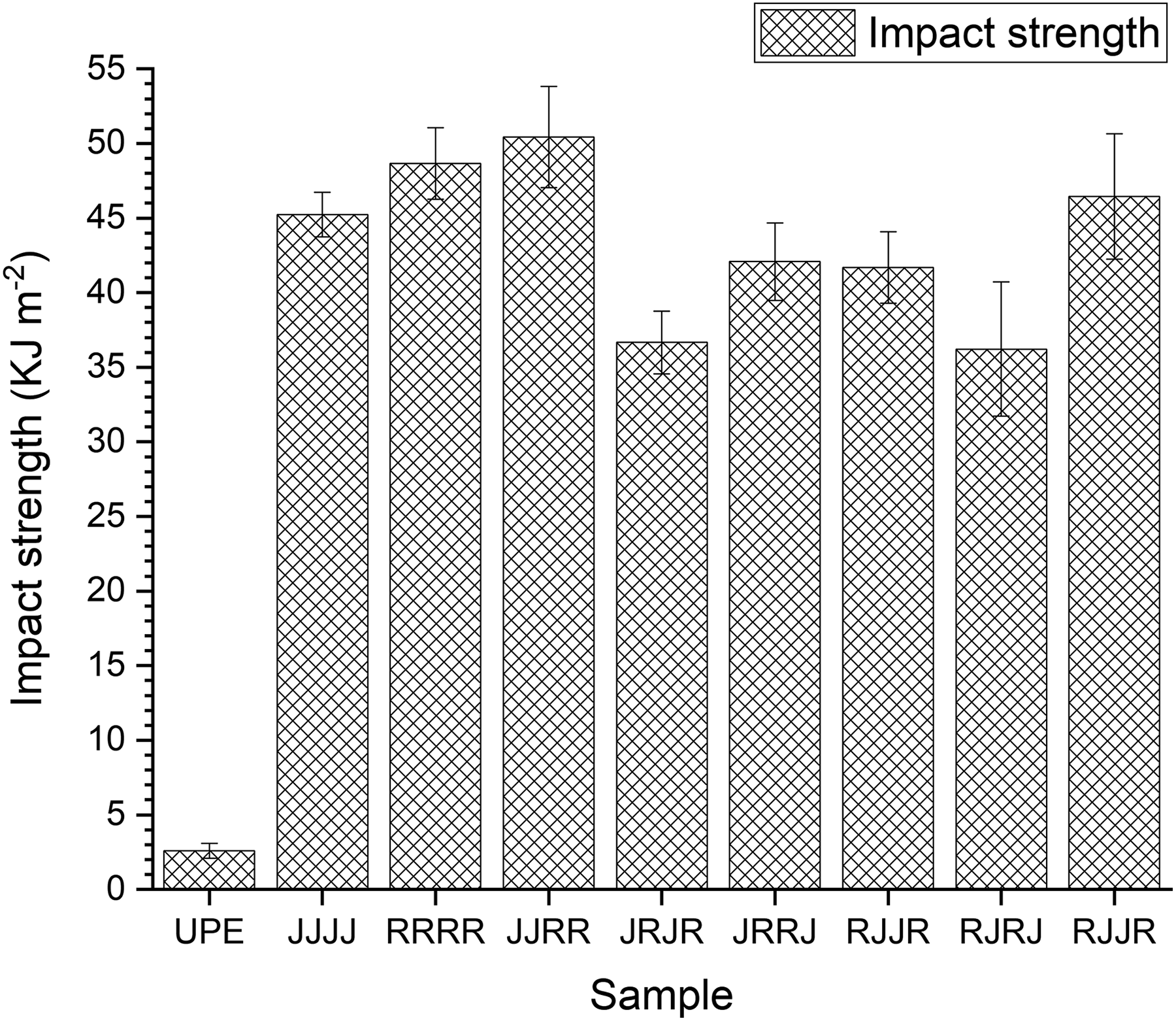
Impact strength of woven jute–roselle-reinforced UPE with difference layering sequence.

The fractured specimen of impact testing.
It is important to understand that several factors influenced the resulted impact properties which include fibre–matrix interface, construction, geometry and individual fibre content. 36 Hence, it can be indicated that the layering sequence has a minimum effect on the impact performance. Meanwhile, the impact performance of jute–roselle composite produced high variation and had no specific trend when it was arranged in different layering sequences. The finding of the current research is supported by the work of Idicula et al. 37
A possible explanation for the increase of impact strength was primarily due to the role of jute and roselle woven that assists the absorption of the impact energy. Furthermore, the reinforcement in UPE resin effectively acted as a stress transferring medium due to the interaction with the crack formation. 12 The findings of the impact properties in the present study are not consistent with a study by Jawaid et al. 38 which stated that the maximum impact strength can be obtained when higher strength fabric is used as a core and lower strength fabric is used as a skin. Other than that, inconsistent impact energy may occur due to the appearance of void inside the laminate composite which leads to the distortion of energy distribution.
Density and void content
According to the ASTM 2734-09, the presence of void in each of the composite sample reduced the mechanical and physical performance. The existence of the void was resulted by the trapped air and other volatiles containing the composite materials. Recent evidence demonstrated that the void content of composite was influenced by a number of factors which include the stacking sequence, 39 type of material, 40 fabric geometric (plain, twill satin and etc.), 39 fabrication method, fibre orientation surface treatment, volume fraction or weight fraction and moisture content. 41 However, the present study showed that the void content was affected by different layering sequences on hybrid jute–roselle-reinforced UPE resin. The percentage of the void for each sample with different layering sequences are presented in Table 3.
Measured density and void content of hybrid jute–roselle composite.

Table 3 shows the measured density and void content for all the composites samples. Sample JRRJ has the highest density and lowest void content in contrast to sample RJRJ. The results of the present study showed that the highest void content is recorded by sample RRJJ, while the lowest is attained by the composite with the stacking sequence of JRRJ. Moreover, the void contents are shown to be higher for composite with roselle fabric. Hence, it can be indicated that higher content of sample RRJJ is possibly caused by the incompatibility between the polyester resin and the woven fabric. In addition, the polyester resin that was hardly distributed on the woven roselle caused an improper resin distribution. Consequently, poor resin distribution led to unbalanced resin-rich area. In this case, the poor resin delivery on the surface of roselle fabric was resulted by the presence of fibre misalignment, fibre, fibre waviness and broken fibre. Other than that, the loosely packed roselle fabric also contributed to the incomplete wetting. As a result, higher content of void for sample RRJJ caused higher stress concentration, thus leading to crack initiation and growth. The void content shown in Table 3 can be related to the results of tensile, flexural and impact strength. The composite high void content recorded by samples JRJR and RRJJ has the lower tensile, flexural and impact strength.
SEM of composite materials
Figures 9 to 11 display the SEM image of fractured face of the tensile specimen for all the composite samples. All of the images obtained provided the necessary information in regard to the morphology, compaction and fibre wetting of the woven composite. As presented in Figures 9 to 11, several morphological features such as fibre pull-outs, debonding, void and crack manage to be observed. Figure 9 shows the fibre pull-out that occur due to the UPE resin, thus indicating poor adhesion between woven jute and roselle with polyester resin. Moreover, the variation of extensibility of jute fibre and roselle fibre also led to the formation of fibre pull-out. It is crucial to note that roselle fibre has higher tendency to cause fibre pull-out due to its greater extensibility compared to jute fibre. However, as illustrated in Figure 10, other areas of the fractured surface present woven fabric broken instead of fibre pull-out. The smooth surface is evident from the efficient stress transfer between the fibre and UPE resin. Other than that, micro void is observed to form during the fabrication process as shown in Figure 11. Furthermore, other areas are shown to have lower presence of void content due to the uniform load applied on it. Overall, it can be concluded that void on the composite caused the poor mechanical performance and sudden failure of the composite.

SEM image of fibre pull-out, fibre breakage and void on fracture sample of jute–roselle-reinforced UPE.
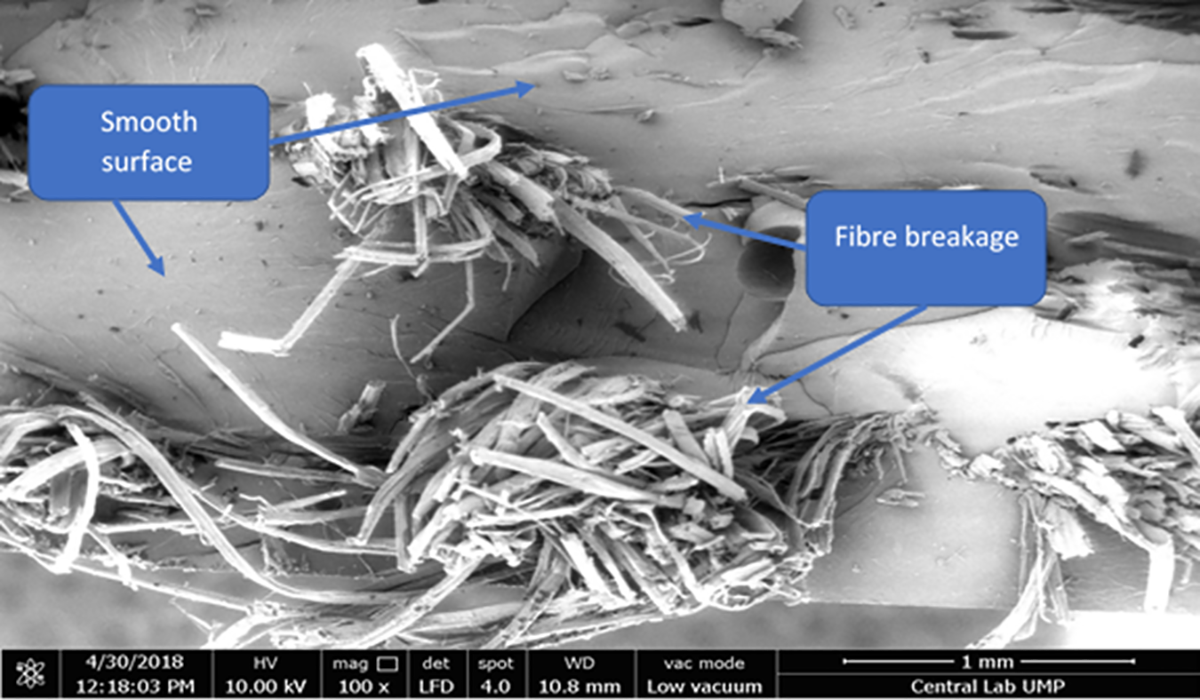
SEM image of smooth and resin-rich area on fracture on fracture sample of jute–roselle-reinforced UPE.
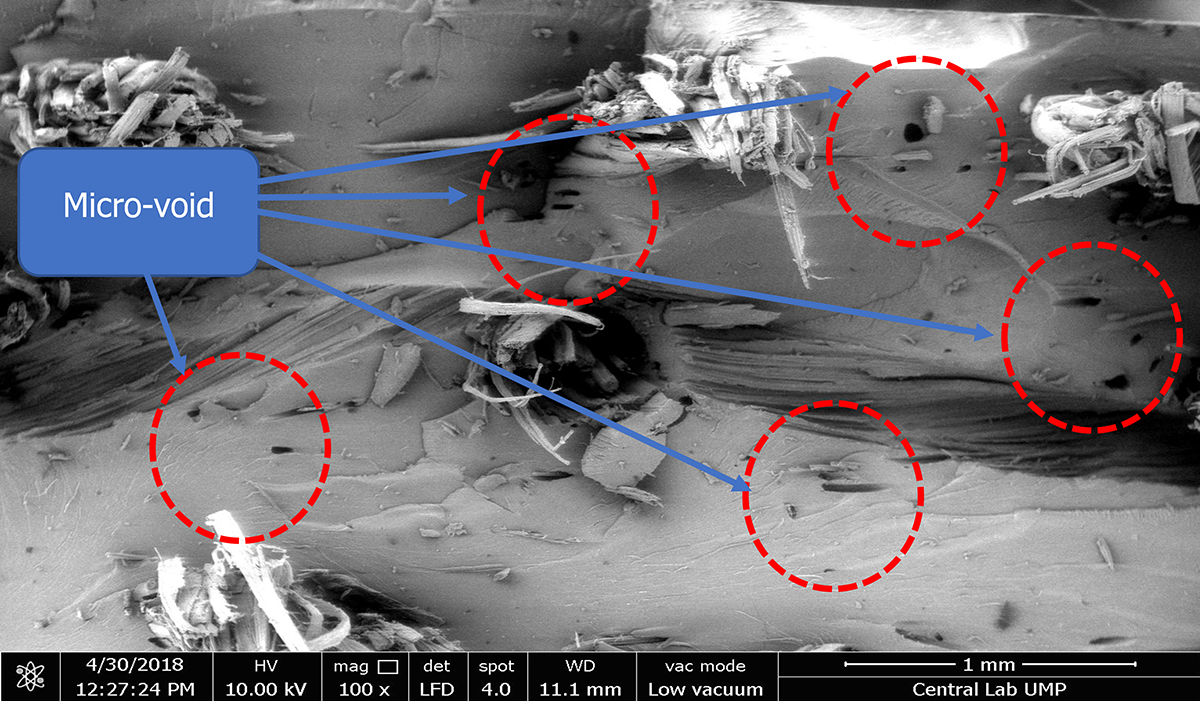
SEM of micro void on fracture on fracture sample of jute–roselle-reinforced UPE.
Conclusion
The present study managed to obtain the tensile, flexural and impact performance of the hybrid jute–roselle composite. In addition, it was revealed that the layering sequence affects the mechanical performance of hybrid jute–roselle composite. Moreover, the influence of the layering sequence on the tensile strength and tensile modulus was less significant compared to the flexural and impact properties. Other than that, the results of the current work showed that the tensile strength for jute–roselle composite was almost identical regardless the arrangement of the set up. Meanwhile, the layering sequence insignificantly affected the tensile strength because there was no improvement. Contrastingly, the composite with sandwich-like structure (JRRJ and RJJR) performed better than other types of arrangement in tensile strength and tensile modulus. The placement of higher strength fabric as the skin and the weaker strength fibre as the core was significant. Apart from that, the findings on tensile strength were coherent with the flexural strength. However, the trend for flexural modulus was different from the tensile modulus. Other than that, the results from the impact properties suggested that the layering sequence has a minimal effect on impact strength because it was mostly affected by the presence of void content.
Other advanced fabrication methods such as vacuum resin infusion, resin transfer moulding and compression moulding can also replace the hand lay-up method with the aim of obtaining a homogeneous fabricated composite with various thickness, surface smoothness and density. More importantly, the void content in laminated composites can be reduced through the usage of other fabrication methods. Apart from that, chemical treatments such as alkaline treatment, silane coupling agent and permanganate are considered as alternatives in producing composites with better adhesion and low void content. Moreover, it is recommended for fibre orientation of the fabric to be taken into account in order to obtain better insight into the mechanical performance, especially in the direction of longitudinal and transverse. Finally, the design of experiment needs to be implemented by future research for the purpose of determining the optimum mechanical properties.
Footnotes
Acknowledgement
The authors would like to thank Universiti Malaysia Pahang for providing the laboratory facilities and financial support.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Universiti Malaysia Pahang through the internal grant of RDU180335.