
Abstract
Materials that are lightweight, durable, and require low maintenance in various applications despite exposure to harsh environmental conditions are greatly desired. Polymer matrix composites have been regarded as a material with a true balance between cost-effectiveness and deliverable performances. Due to their appealing properties, polymer composites have found extensive applications within various industries, such as aerospace, automotive, and even construction. The escalating demand for bio-friendly sustainable materials has caused natural fibre-reinforced polymer (FRP) composite to attract considerable interest due to its potential to reduce environmental impacts. Nevertheless, these composites face challenges in high-performance engineering applications, where synthetic fibre composites such as carbon and glass FRP are generally favoured. Striking a balance between the performance of the composite, its biodegradability, and its costs is essential for developing sustainable composite materials. To overcome these challenges, surface modifications, such as alkali, enzyme and silane treatment have been reported to affect the fibre’s physical and chemical properties, leading to the mechanical performance enhancement of the composite. This review also explores the inclusion of natural fibre and nanomaterials in the different formations of natural fibre, namely 2D and 3D braids, knit and woven architectures to enhance the properties in both static and dynamic loadings. This review comprehensively examines the hybridisation effect of various combinations of natural fibre and nanomaterials that further enhance the properties of these composites. Additionally, the fabrication methods involving natural fibre, such the hand (wet)layup, vacuum-assisted resin transfer molding (VARTM), compression molding, injection molding and additive manufacturing (AM), are also included in this review. This review presents an overview that highlights the recent advancements in hybrid natural fibre composites and the deeper understanding of the synergistic effects between natural fibres and nanofillers, improved overall properties, and enhanced applications in multiple industries. The potential of hybrid natural composite as a sustainable and high-performance material features the need for continued research and innovation to address current challenges and explore new opportunities in composite engineering.
Introduction
Background and motivation
Recently, the need for greater adoption of eco-friendly materials has been driven by the emergence of challenges such as shortcomings in the availability of renewable energy resources, rising fossil fuel prices, and strict environmental regulations. In addition, conventional structures made from metals like steel and aluminum tend to be heavy. This results in considerable fuel consumption as well as high construction costs-perhaps more importantly for people in the service industry working in aircraft, automobile manufacturing, ships, and trains. The other frequently used lightweight materials, such as aluminium, cannot be sustained when applied in corrosive environments due to declining strength and available life of the structure, which eventually causes higher repair and maintenance costs.1,2 Therefore, fibre-reinforced polymer (FRP) composite, which is made up of polymer matrices that have fibres as the reinforcing medium, is gradually attracting the interest of engineers worldwide as it consists of advantageous performance parameters such as high stiffness, high strength-to-weight, high resistance to corrosion, and magnetic neutrality.3,4 FRPs are now substituting more conventional metallic materials, which extends to various industrial applications. The U.S. composites market was valued at approximately USD 15.58 billion in 2023 and is expected to expand at a compound annual growth rate (CAGR) of 5.3% from 2024 to 2030. 5 The demand for lightweight components, especially in the building and construction, automotive and transportation industries, has become the key factor driving the growth of the composite market.6,7
Properties of fibre-reinforced polymer (FRP) composites
Traditionally, synthetic reinforcement such as E-glass or carbon fibre produces FRP composite. Low-modulus fibres like E-glass are combined with high-modulus fibres such as carbon fibres to improve the composites’ ultimate strain and impact properties. Among various fibres, glass fibre (GF) is the most incorporated fibres in the epoxy matrix. Polymer reinforced with glass fibres is well known for the properties inherited from the high-performance glass fibres: lightweight, non-toxic, impressive electrical insulation, good chemical corrosion resistance, minimal costings and easily processible.8–10 Besides glass fibre, carbon fibre also provides exceptional strength and high stiffness, making it the preferred choice in applications requiring high structural strength. 11
Conventional fibres have been commercialized on large scales for quite some time, and the environmental impact of synthetic fibres is significant and far-reaching, as their non-biodegradable nature causes them to remain in the environment for centuries. Concerns about fossil fuel depletion, awareness of environmental issues, and a broader commitment to sustainability have driven researchers and innovators to develop sustainable and biodegradable fibre-reinforced polymer composites. The increasing use of natural fibres as reinforcements is largely attributed to their abundance, renewability, biodegradability, and cost-effectiveness. 12 Consequently, natural fibres, also referred to as bio-fibres, have been widely studied for their potential as reinforcing materials in polymer composites. Extensive research has explored the applications, benefits, and future prospects of various natural fibres, including oil palm, jute, straw, rice husks, sugarcane bagasse, bamboo cane, and many others. 12 Natural fibre-reinforced polymer composites are often considered one of the rising materials in this era by many industries. Global natural fibre composite market is valued at USD 328 million in 2023 and is projected to reach USD 424 million by 2028 at annual growth rate (CAGR) of 5.3% as well. 13 Furthermore, the commercial practicability of natural FRP composites has been proven by the successful commercialization of various products made from natural fibres, such as automotive parts, sports equipment, musical instruments, and electronic products. In the past decade, European countries have been at the forefront of sustainable practices and environmentally friendly product development. However, it was noticed that in year 2023, the Asia-Pacific region have captured a substantial market share of the natural FRP composite, estimated at 20%. 14 Rapid infrastructure development and supportive government initiatives for research and development in sustainable materials have fostered an environment conducive to the adoption of natural fibre-reinforced polymer (FRP) composites. This trend is particularly evident in countries like China, Japan, Malaysia, and South Korea. 14
Properties and applications of natural fibre-reinforced polymer composites
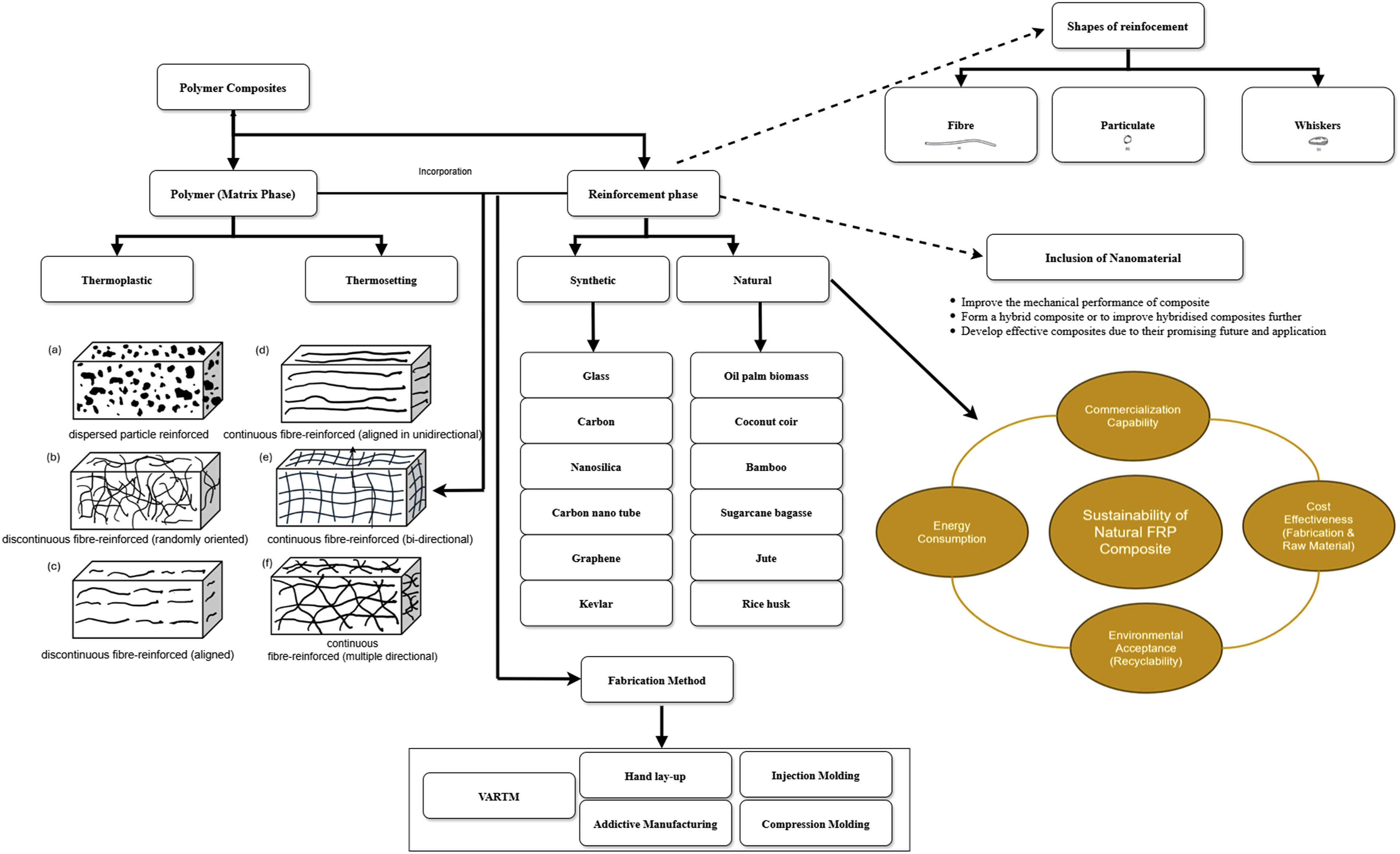
Natural fibres make up a huge role in the production of natural FRP composites. Due to the utilisation of natural fibre in its production, the said composite is usually associated with the “green” term and is also known as sustainable material. Figure 1 illustrates different parameters associated with the sustainability of natural FRP composite. Parameters associated with the sustainability of natural FRP composite.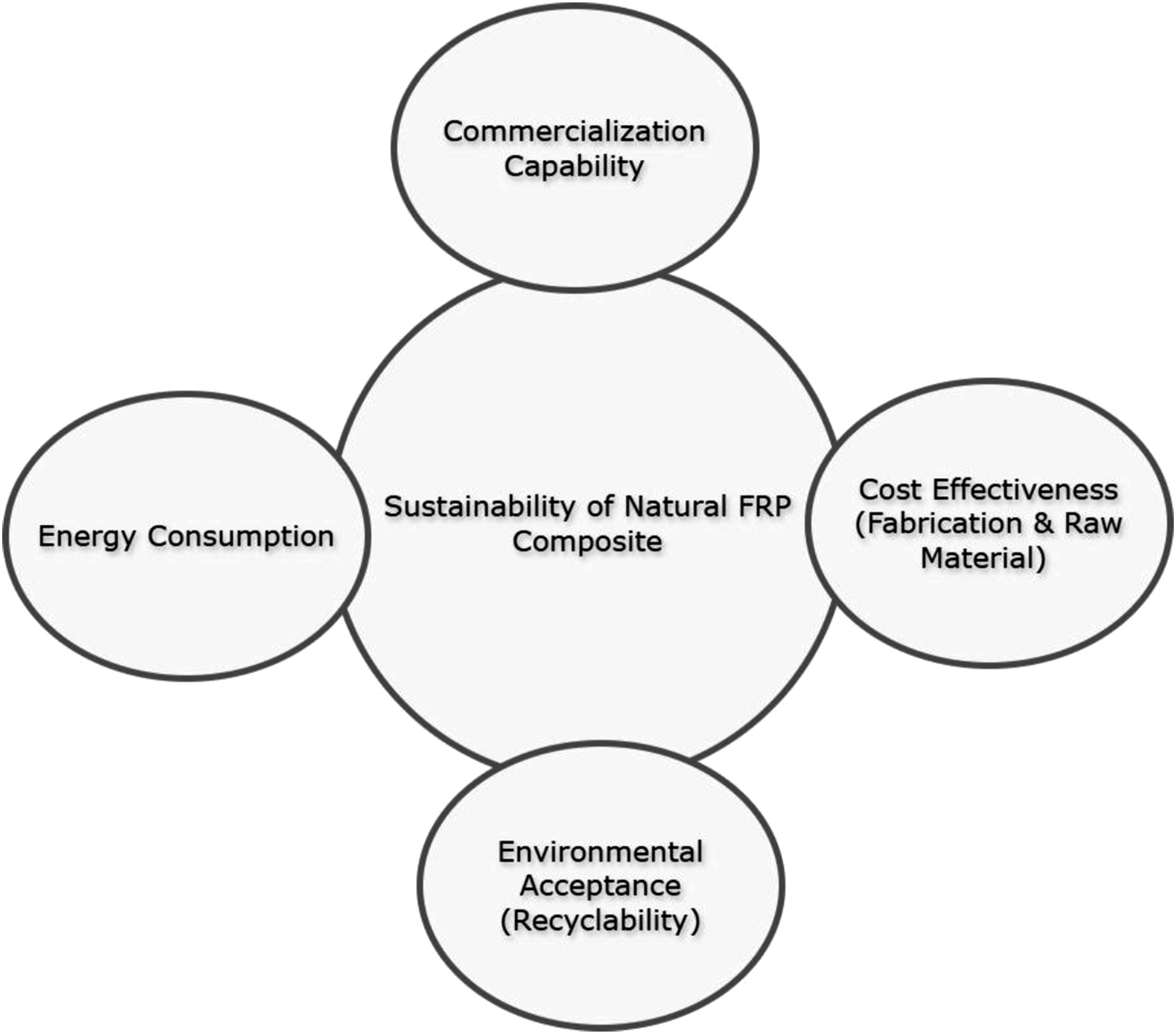
The cost-effectiveness of incorporating natural fibre in the production of polymer composite is correlated to the cultivation of the raw material. The cultivation of natural fibres could serve as a valuable source of income, and the waste residues generated during production can be repurposed for landfills. Farmland used for growing these fibres can also be utilized efficiently, as crops like hemp and flax produce seeds, substances, and oils having a wide range of applications, including food and textile. Furthermore, palm oil plantations, harvesting, and crude palm oil production generate significant amounts of waste residues and by-products that require proper management. One of the waste products is the oil palm empty fruit bunch (OPEFB), which is rich in fibre and is commercially used for fibre extraction. 15 Using this by-product in the fabrication of polymer composites not only helps address environmental concerns but also provides a more economical way for oil palm operators to manage waste.
Furthermore, natural FRP composites have been utilized in structural and engineering applications to build load-bearing structures such as beams, roofs, multipurpose panels, water tanks and pedestrian bridges. 16 Dweib et al. 17 developed and studied sandwich beams with a core made of foam and cellulose fibres from recycled paper, reinforced with acrylate epoxidized soybean oil (AESO). Another study from Alms et al. 18 involves a natural fibre composite beam in the shape of an “I” beam. This beam was successfully fabricated using a composite of woven jute fabric (burlap) and a soybean oil-based resin system, through the vacuum-assisted resin transfer molding (VARTM) technique.
Apart from infrastructure applications, the automotive sectors are also actively adopting natural FRP composite material into the manufacturing of vehicles. The BMW Group used a significant quantity of natural fibres in the manufacturing of their vehicles, which is approximately 10,000 tonnes of natural fibres. Every BMW 7-S car consists of 24 kg of renewable material that is made of natural fibres. 19 Examples of natural fibres include cotton used in soundproofing, wool in upholstery, flax and sisal fibres in interior door linings and panels, and wood fibres in seatback cushions. Furthermore, natural fibres were reinforced in fully biodegradable plastic, developed by Toyota for utilization in the fuel-efficient ES3 concept car’s pillar garnish and the interior parts such as the front spiller and rear wing of the vehicle.20,21 The growing demand for fuel-efficient vehicles and the increased production of lightweight automotive components are the main factors that urge manufacturers to pursue backward integration in the value chain.
From the environmental perspective, the recyclability of natural fibres is one of the crucial drivers of the development of natural FRP composite. Natural FRP composites are often known as sustainable materials because the most used materials in natural FRP composites are obtained from living plants. Natural fibres are renewable and can be found in abundance, contrary to synthetic fibres such as glass and carbon fibres, which are not renewable and often associated with degradability issues. Natural fibre composites are often associated with environmental values like biodegradability and renewability. For these reasons, market volume is raised, especially due to the lower climate effects.
22
Furthermore, it is known that the energy consumption rate of the production of natural fibre-reinforced polymer composite is 9.55 MJ/kg, which is lower than the conventional composite materials that are made of glass fibres, 54.7 MJ/kg.
23
Figure 2 shows the gross energy requirement (GER) for natural fibres and biomass used for energy generation at the end of their life cycle. From the findings, it is obvious that natural fibre composites have lower environmental impacts when compared to synthetic fibre-reinforced composites. The gross energy requirement (GER) for natural fibres and biomass used for energy generation.
23
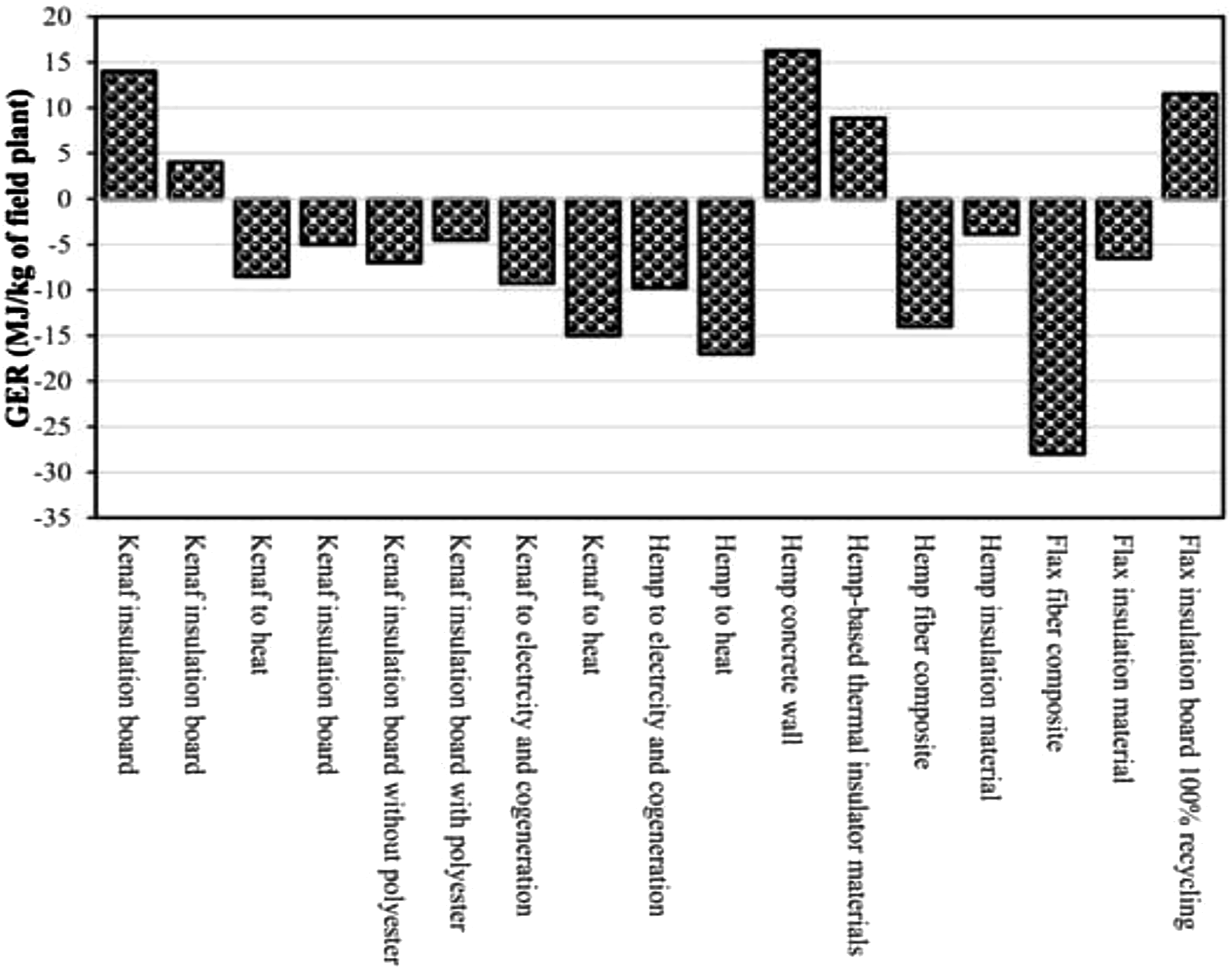
Life cycle assessment (LCA) is an essential tool for evaluating the environmental impacts of a composite material throughout its entire life cycle. 24 Optimizing recycling to enhance the end-of-life value of composites could improve the overall life-cycle assessment (LCA) score. The EU end-of-life vehicle directive for cars demands mandatory use and recycling 85% of vehicle components, although energy recovery of polymers is not considered as recycling. One of the examples shown is the Toyota super olefin polymer (TSOP) and biodegradable plastic, which were created by Toyota. The car that uses these biocomposites has high recyclability and greatly reduces the amount of substance that causes environmental concerns.20,21
Role of fillers in natural hybrid composites’ performance enhancement
Despite the advantages, natural fibres alone often face limitations in high-performance applications due to their relatively poor mechanical properties compared to synthetic fibres. To overcome these challenges, the incorporation of nanomaterials as a secondary reinforcement has gained considerable attention in recent years. Several studies indicate that adding nano-scale fillers can increase modulus, strength and toughness. 25 Synthetic nanomaterials such as carbon nanotubes, graphene, nano clays, and nanosilica are well known for their exceptional mechanical properties, including high tensile strength, stiffness, and surface area. Besides synthetic nano-fillers, natural-based nano-fillers extracted from plants, such as nanocellulose and cellulose nano-fibril, are also used as reinforcing mediums. When used in conjunction with natural fibres, these nanomaterials can significantly enhance the overall performance of the composite material. This hybrid approach leverages the unique advantages of natural fibres and nanomaterials, leading to composites that are stronger, stiffer, lighter, and more environmentally friendly.
Hybrid polymer composites, combining synthetic or natural fibres and nanomaterial reinforcements, have emerged as a promising class of materials due to their potential to offer superior mechanical performance while maintaining sustainability. The integration of natural fibres into polymer matrices has been widely recognized for its environmental benefits, including reduced carbon footprint, environmental issues, and biodegradability. However, natural fibres alone often face limitations in high-performance applications due to their relatively low mechanical properties compared to synthetic fibres. To address these challenges, the incorporation of nanomaterials as a secondary reinforcement has gained considerable attention in recent years. The mechanical performance of hybrid polymer composites is influenced by several factors, including the type and orientation of natural fibres, the dispersion and alignment of nanomaterials, and the interfacial bonding between the matrix and reinforcements. Understanding these factors is crucial for optimizing the design and fabrication of hybrid composites for various engineering applications.
Research gap and objective of the review
While there are quite a few reviews regarding natural fibre-reinforced polymer composites, there is no single review comprehensively covering the formation techniques of natural fibres used in hybrid natural fibre polymer nanocomposites and their impact on static and dynamic properties, the effects of nanofillers on the mechanical properties of these hybrid natural FRP composites and the benefits and limitations of various fabrication methods associated with natural fibres. Therefore, this review aims to provide a comprehensive overview of the current state of research on the mechanical performance of hybrid polymer composites comprising natural fibre and nanomaterial reinforcement in terms of the synergistic effects of combining these materials by the various fabrication techniques employed, formatting of natural fibres and the resulting mechanical properties. Additionally, the review will highlight recent advancements, challenges, and future research directions in this rapidly evolving field, offering insights into the potential of hybrid composites to meet the demands of modern engineering applications.
Fundamentals of composite material
Composite is a type of hybrid material as it contains more than one chemically distinct constituent. Generally, a composite is formed by the matrix acting as a binder material to hold fibres in place, thus allowing the transfer of externally applied loads to the inner reinforcement. 26 The matrix phase of the composite is mostly made up of essential materials such as organics, metals, and ceramics. Under organic matrix composites, it is further divided into polymer matrix composites and carbon matrix composites. The most used polymers for composite applications are thermosets. Examples of thermosets are epoxies, phenolic, polyurethanes, etc. While for thermoplastic, there are polypropylenes, polyethylene, and polyvinyl chloride matrices. When referring to polymer composites, epoxies are the most common commercial thermosetting resins and among one of the most important matrices used widely.27,28
The reinforcing phase in the composite is typically found in the form of fibres (long or short), whiskers, and particulates of different sizes.
29
Fibres are threads of reinforcing material which are typically found in circular cross-sectional shapes. However, they are also found in tubular, rectangular and hexagonal shapes.
30
Fibres are usually strong and stiff in terms of tension as the molecules of the fibres are oriented in the longitudinal direction with small diameters; generally less than 0.01 mm.
31
Fibres are often preferred to be utilised as reinforcing agent due to their filament form in the majority of materials which is stronger than the primary form of most materials.
30
Figure 3 illustrates the different prototypes of reinforcement typically applied in the fabrication of polymer composite materials, including both fibre and particulate forms. (a) Dispersed particle reinforced, (b) discontinuous fibre-reinforced (randomly oriented), (c) discontinuous fibre-reinforced (aligned), (d) continuous fibre-reinforced (aligned in unidirectional), (e) continuous fibre-reinforced (bi-directional) and (f) continuous fibre-reinforced (multiple directional).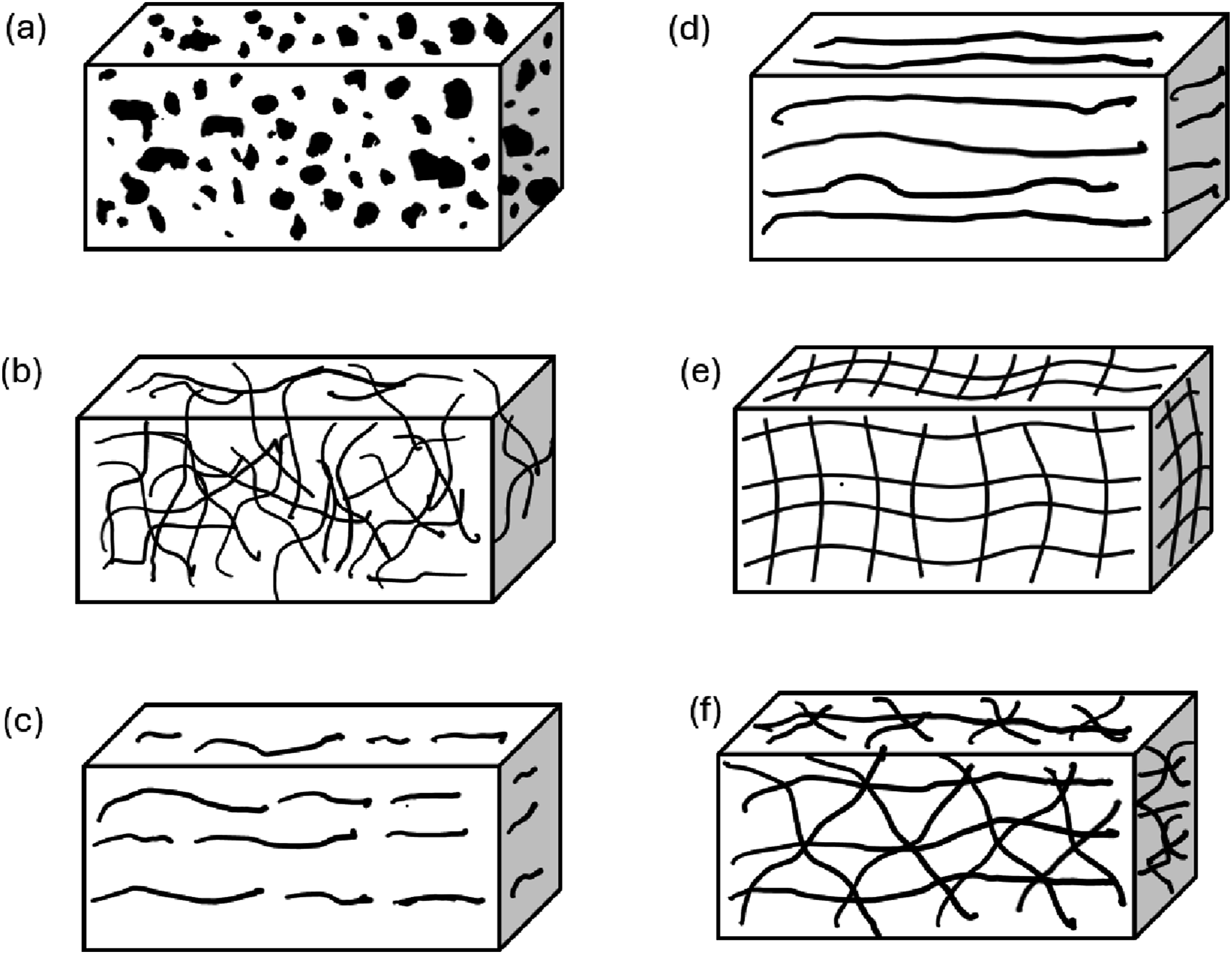
In most engineering applications, reinforcing phases such as glass and carbon fibres are predominantly utilized due to their outstanding mechanical properties, lightweight nature, and suitability for heavy-duty applications. These conventional fibres have been commercialized on large scales for some time. The environmental impact of synthetic fibres is significant and far-reaching, as their non-biodegradable nature causes them to remain in the surroundings for a long period. Concerns about fossil fuel depletion, growing environmental awareness, and the importance of sustainability have motivated researchers and innovators to design and manufacture sustainable and biodegradable fibre-reinforced polymer composites. The increasing use of natural fibres as reinforcement is largely due to their availability, renewability, biodegradability, and cost-effectiveness in various applications.
32
The classification of components in polymer composite, the type of matrix and reinforcement phases is presented in Figure 4. Classification of components in polymer composite, matrix and reinforcement phase.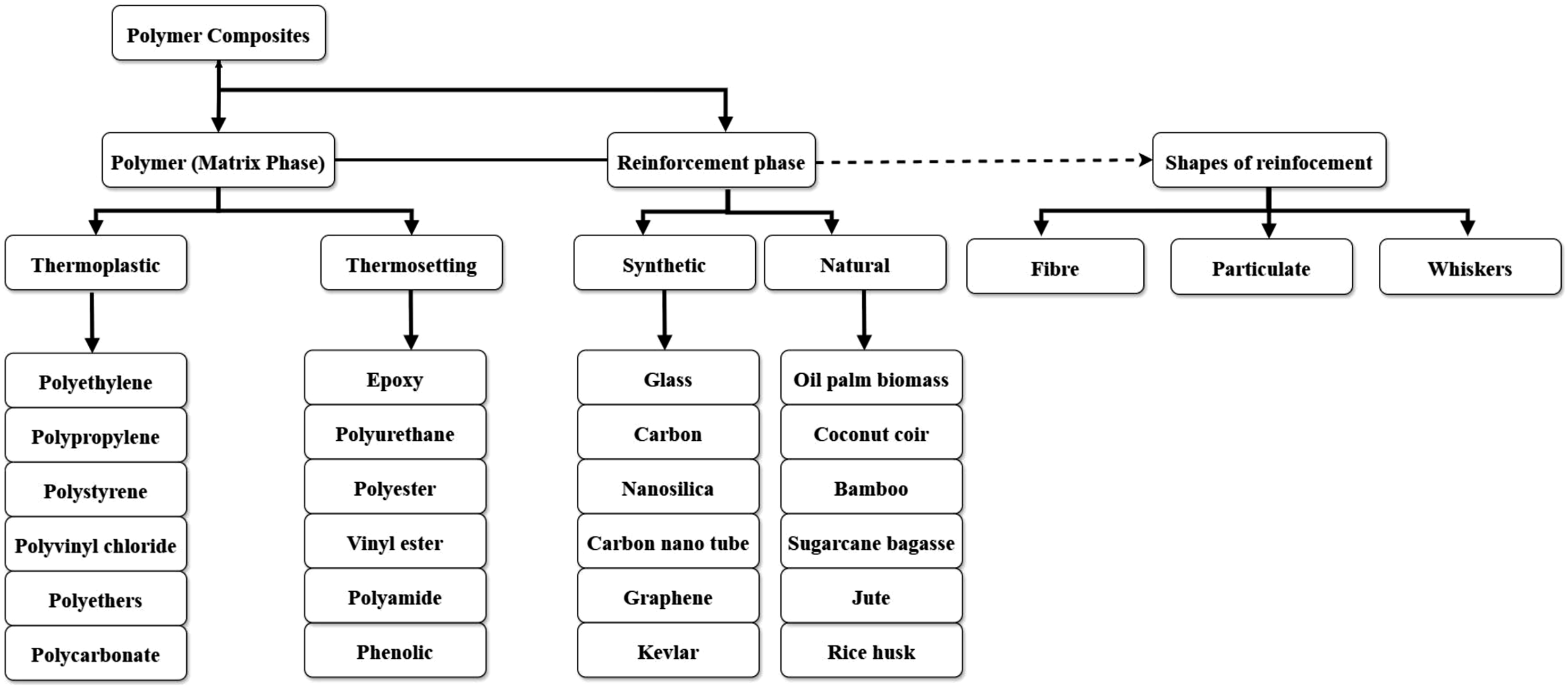
Natural FRP composites
Challenges of natural FRP composite
The incompatibility between fibres and matrices negatively affects the mechanical performance of the composite. The fibres tend to form aggregates during processing, resulting in poorer interfacial adhesion. 65 The interfacial adhesion between the filler and the matrix is the main contributing factor to enhanced mechanical performance. Despite being able to contribute to the strength of the composite, just like all the other natural fibres, it is affected by the ability of moisture absorption caused by hydrophilic hemicellulose content. 65 Interfacial interaction is closely related to the adhesion energy between materials, contributed by the van der Waals and electrostatic interactions.66,67 Hence, the common challenges and limitations of natural fibre-reinforced composites are summarised in this section.
Gujjala et al. 68 compared the mechanical and thermal properties of both jute and E-glass fibres in the epoxy matrix. Thermal analysis is the concept that replicates the reactions occurring at the materials’ molecular level. From the results obtained from thermogravimetric analysis (TGA), jute fibres have shown a reduced degradation temperature compared to neat epoxy resin. However, incorporating lignocellulose jute fibre into epoxy could enhance the degradation temperature, thereby increasing the potential application of the composite material in higher temperature conditions. As for tensile strength, jute fibre-reinforced composite only gives 55% of the strength of the glass fibre composite. While for flexural strength, jute fibre composite is about 61% of that glass fibre composite. The results obtained indicated that natural fibre-reinforced composites have lower strength properties compared to conventional ones, although it is rather comparable.
Tewari et al. 69 conducted a study on the tensile properties of composite materials incorporating sugarcane bagasse fibres and glass fibres within an epoxy matrix. While enhancements in mechanical properties, such as modulus of elasticity (E) and percentage of elongation, were observed, the introduction of bagasse fibres led to a reduction in the composite’s ultimate strength. Scanning electron microscope (SEM) images indicated that the deterioration resulted from the binding interaction between the fibres and the epoxy matrix. Another study by Ike-Eze et al. 70 showed that incorporating palm kernel shell (PKS) particulates with a size of 180 µm and 15 vol% PKS into the polyester matrix improved the compressive strength but decreased the composite’s ultimate tensile strength. Another study by Ike-Eze et al. 70 showed that incorporating palm kernel shell (PKS) particulates with a size of 180 µm and 15 vol% PKS into the polyester matrix improved the compressive strength but decreased the composite’s ultimate tensile strength.
At present, several notable challenges exist in the utilisation of natural FRP composites. These challenges include poor interfacial adhesion between hydrophilic fibres and the hydrophobic binding matrix. The utilisation of longer fibres can further increase their tendency of agglomeration. In the study of Palanisamy et al. 71 areca nut husk fibre was found to have exhibited the highest peak mechanical properties composite when fibres of length 30 mm and 20 wt% were introduced into the epoxy matrix. Further addition of fibres beyond the amount and length did not further enhance the properties. The effectiveness of reinforcement could be reduced due to poor fibre dispersion, as fibre clumping might occur. When the fibre content in the matrix increases, the adhesion between the fibres and the matrix could deteriorate as the fibres get too close. Furthermore, the aggregation of fibres within the matrix would lead to poor stress transfer efficiencies due to poor interfacial bonding between them, ultimately causing deterioration in terms of mechanical properties. When excessive fibres are embedded in the composites, unnecessary interaction between the fibres will decrease the tensile strength of the composite. Furthermore, weak bonding between the fibre-matrix interface and insufficient fibre dispersion could lead to poor stress transfer, which results in a nonhomogeneous mixture. 72
Another notable drawback is the high moisture absorption and incompatibility between the natural fibres and matrix. 73 According to plant chemical structure, all plant-derived cellulose fibres are polar and hydrophilic. Non-cellulosic components such as hemicelluloses and pectin are the most hydrophilic as they contain many accessible hydroxyl (OH) and carboxylic acid groups, which are active sites for the absorption of water. 74 Hydroxyl groups (--OH) in the main backbone chain of a resin provide sites for hydrogen bonding to the surface of the natural fibres, which contain many hydroxyl groups in their chemical structure. 75 On the contrary, the polymer matrix is commonly found as hydrophobic, with no hydroxyl group in its backbone chain generally having the weakest bonding. Hydrophobicity is a molecule’s properties related to the repulsive behaviour between non-polar substances and water. 72
When the reinforcing fibres/fillers added to the matrix have reached a certain amount, the particulates may agglomerate, further weakening the adhesion strength between the matrix and the filler. The incompatibility between the natural fibres and the polymer matrix results from the different characteristics of the hydrophilic and hydrophobic matrix, causing a tendency to form aggregates. These agglomerations may become stress concentrators, which cause a reduction in mechanical strength. Improving the mechanical properties of a composite material based on natural fibres depends on the strength of the bond between the fibres and the polymer matrix. 72 In addition to concerns related to the agglomeration of fibres and particulates, the presence of voids in the matrix resulting from the combination of resin and reinforcing materials also contributed to the poor mechanical properties of the composite. The absence of voids around the fibres often signifies a good adhesion and strong bond between fibres and matrix.
Addressing the challenges of natural FRP composite
Researchers worldwide encountered several challenges in producing fully green biocomposites, where both the polymer matrices and reinforcing materials are derived from natural and renewable sources. 76 Another key challenge in fabricating cellulose-based natural fibre-reinforced composites (NFRCs) is the weak interfacial bonding between the polymer matrix and the reinforcing material. This issue arises due to the hydrophilic nature of plant-based natural fibres and the hydrophobic characteristics of polymer matrices. To address these challenges faced by natural fibre-based composites, particularly the fundamental issue associated with natural fibre’s hydrophilic nature, high moisture absorption, dispersion and agglomeration issues, different methods can be implemented. The removal of non-cellulosic components of natural fibres, including hemicellulose, wax, lignin, and other amorphous materials, could result in the formation of new hydrogen bonds between the cellulose fibrils, potentially enhancing the mechanical properties of the natural fibre-reinforced composite. 77
The surface treatment of fibres is commonly used in addressing these issues caused by natural fibres. These surface treatments modify the fibres’ surface by removing the hydroxyl groups that are associated with the hydrophilicity of fibres. Chemical modification that utilizes chemical agents such as alkali or coupling agents such as silane can improve interfacial bonds and promote adhesions to resin. The alkali treatment approach is one of the least complex, economical and powerful techniques applied for enhancing the adhesion of natural fibres with resin matrix. A study by Pokhriyal et al.
59
investigated the effect of alkali (NaOH) treatment on the natural fibre obtained from the Himalayacalamus falconeri (HF) plant for polymer composite applications. The 5% NaOH treatment process has been successful in removing most of the fibre’s non-cellulosic components, as the chemical analysis showed that the cellulosic content has increased to 76.8%.
59
The surface treatment was effective in removing the OH groups from the HF fibre’s surface, as shown in equation (1) below. In addition to that, the tensile strength of the treated HF fibres was also found to increase by 48% compared to untreated ones.
59

The study from Mwaikambo et al. 78 investigated the sodium hydroxide-treated hemp mat fibre with different levels of hydroxyl in euphorbia resin. From the results, the highest tensile strength and Young’s Modulus are shown to be possessed by the treated hemp fibre with a high content of hydroxylation, which was 51% and 36% higher than the untreated hemp composite. The authors attributed the improvement in these properties to the increase of hydroxyl groups in the euphorbia resin and the alkali treatment. Alkali treatment has created a rough surface on the hemp fibres and promotes mechanical interlocking, especially with non-polar resins. Additionally, this process exposes hydroxyl groups on the hemp fibre surface, which are polar and can react with the highly polar euphorbia. However, the alkali-treated composite exhibited lower impact strength due to plasticization of the hemp fibre cell wall, while the untreated hemp fibre composite experienced plasticization of the resin, where more energy is absorbed, thus possessing higher impact strength.
In the study by Ramakrishnan et al. 60 , two fibres, red sage fibre (RSF) and Prosopis Juliflora Fiber (PJF), were treated with different percentages of alkali (NaOH). After treatment was done using 2 wt% NaOH solution, both fibres exhibited a significant improvement in terms of cellulose content, which is from 45.01% to 60.75% (RSF) and 48.17% to 56.62% (PJF). The tensile strength of 2 wt% NaOH solution-treated RSF and PJF fibres also exhibited an increment from 133.4 to 144.8 MPa and 149.9 to 182.3 MPa compared to the untreated fibres. Vegetable waste filler (VWF) was also treated with acid and alkali treatment with a crystallinity index (Crl) of 74.8 % and crystallite size (CrS) of 4.3 nm after the treatment. The FTIR analysis of VWF confirmed that the treatments have enhanced the cellulose content in the filler. From the results, it was highlighted that 2% NaOH-treated PJF fibre (up to 15 wt%) was able to improve the tensile strength of the composite from 50.24 to 51.71 MPa and flexural strength from 68.4 to 77.88 MPa compared to the neat samples. The surface treatment successfully created slightly porous and rough surfaces that allowed the movement of resin through the matrix. However, RSF natural fibres and VWF fillers observed a decline in tensile properties when up to 15 wt% of fibres and 5 wt% of fillers were incorporated into the matrix to form a composite. In addition, when 6 wt% NaOH solution treatment was done, the cellulose content was found to deteriorate as the SEM observation of the 6 wt% treatment combination after the cryogenic process showed more surface deformations with high surface treatment that damaged the RSF and PJF natural fibres. The reduction of cellulose content was also proven by the study of Keerthiveettil et al., 64 when a higher concentration of NaOH (5% and 8%) surface treatment of the pineapple fibre compared to fibres treated with 3% NaOH showed a reduction of content from 56.01% to 51.11% and 49.4%, respectively. In another study utilizing areca fibre as reinforcement, the most effective concentration for alkaline surface treatment was found at 5% NaOH solution, while when the concentration was increased to 8%, the mechanical performance was found to be declining. 79 The tensile strength, flexural strength and impact strength of the areca fibre hybrid composite were found to be highest at 41.4 MPa, 64.1 MPa and 4.56 kJ/m2 compared to the untreated fibre composite, which exhibited the lowest properties at 27.3 MPa, 50.2 MPa and 3.47 kJ/m2, respectively.
Arivendan et al. 80 also utilized a 5% NaOH solution in the surface treatment process for ramie fibre. In this study, the Prosopis Juliflora (PJ) bark and ramie fibre were incorporated into the epoxy matrix to form a hybrid composite. From the results, it was highlighted that the hybrid composite that was cured at 100°C, with 30 wt% and 20 mm length, exhibited the highest tensile and flexural strengths of 28.76 MPa and 46.54 MPa, which display an enhancement of mechanical strength of up to 15.42 %. The author also attributed the growth of the specimens to the alkaline treatments, affecting the cellulosic and non-cellulosic parts of the specimens, thus causing a strong adhesion towards the epoxy matrix.
In another study by Selvi et al., 81 the Agave americana yarn was treated with different solutions, namely, alkali (NaOH) and pectinase (enzyme), before being used as reinforcement in the composite. Alkali-treated fibre composite showed a higher increase in terms of tensile strength, which is 48.56% when compared to the untreated fibre composite. The alkali-treated fibre composite also showed the highest thermal stability with 92.5%. The higher flexural strength was possessed by the enzyme-treated fibre composite which showed a 42.16% increment compared to the untreated fibre composite. From the SEM analysis, it was observed that the roughness of the yarn fibres increased after both treatments compared to the untreated ones. This signifies that the chemical treatments improved the bonding of the fibres to the matrix, therefore enhancing the mechanical properties of the composite.
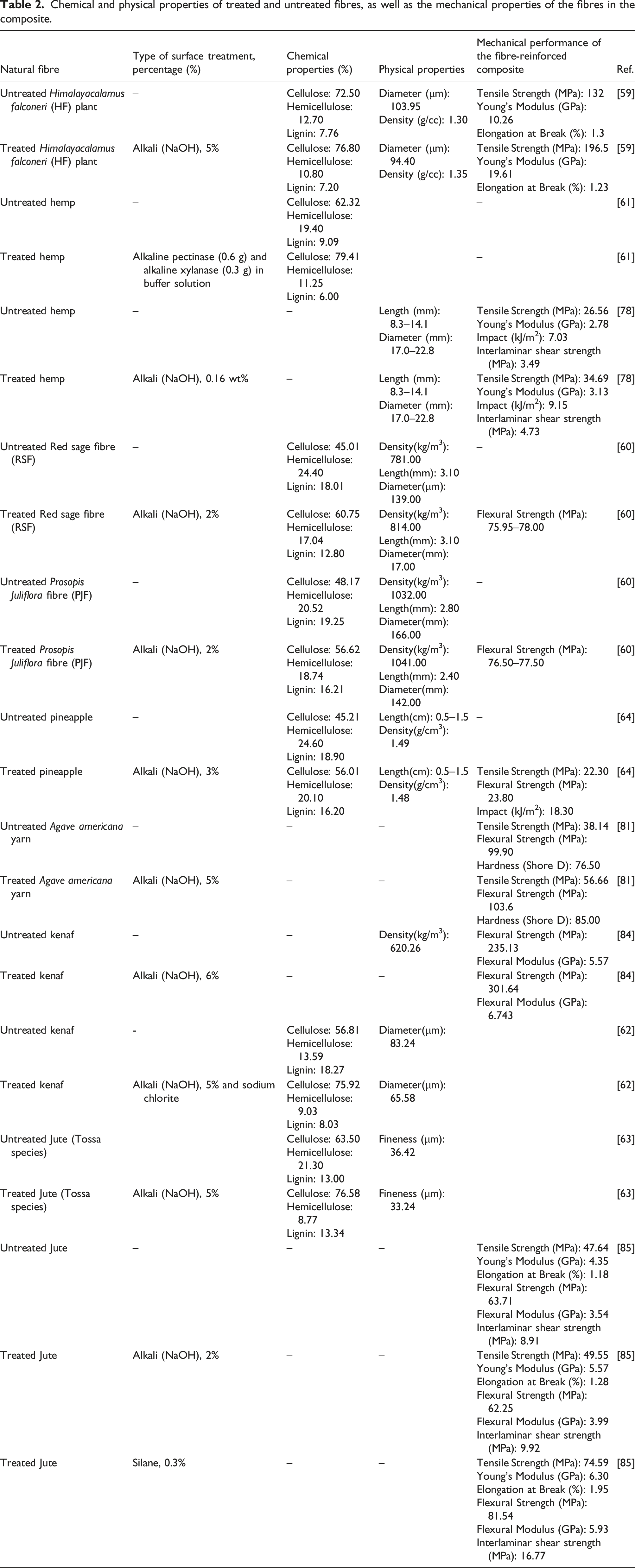
Chemical and physical properties of treated and untreated fibres, as well as the mechanical properties of the fibres in the composite.
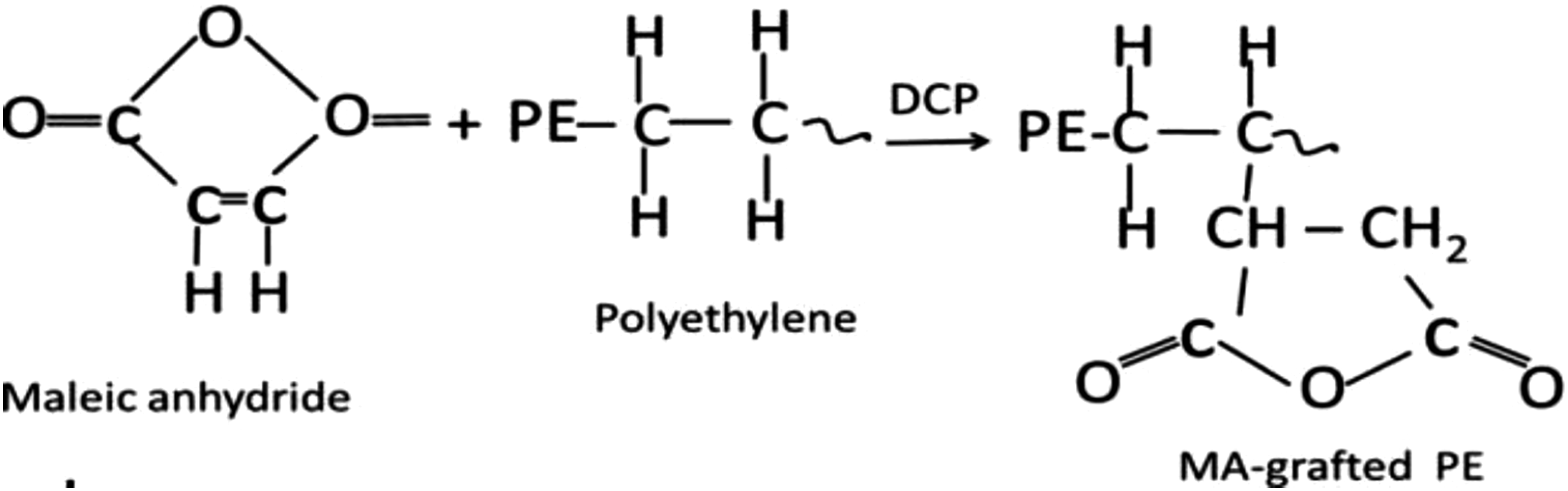
Furthermore, the addition of compatibilizers such as maleic anhydride (MA) to the polyethylene (PE) was done by Negawo et al.
86
to enhance the mechanical properties of the high-density polyethylene HDPE green composite. The grafting reaction with polyethylene is shown in Figure 5. The addition of 5 wt% of compatibilizer (MA-grafted PE) into 25 wt% of ensete fibre caused the increase in mechanical properties in terms of the tensile strength (43%), flexural strength (46%), and impact absorption energy (56%) compared to the ones without the addition of compatibilizer.
86
This is due to the interfacial adhesion formed between hydroxyl groups of ensete fibre and MA-grafted-PE reducing the unoccupied hydroxyl groups and minimising the spaces between ensete fibre and HDPE. The grafting reaction of MA with polyethylene.
86
The study by Gassan and Bledzki 87 also utilized polypropylene – maleic anhydride copolymers (MAH-PP) to modify the surface of the Tossa jute fibres, thus enhancing the fibre-matrix adhesion. Fatigue of materials is associated with material weakening under repeated loading, leading to cracks and gradual strength reduction. In these composites, the damage is often initiated with small cracks in the matrix, promoted by growth that spreads along the fibre-matrix interface. The level of fibre-matrix adhesion is critical in this process. From this research, the behaviour of the composite under dynamic loadings was improved as the dynamic modulus was significantly increased due to the MAH-PP coupling agent causing good fibre-matrix adhesion of the modified jute-polypropylene composites. In out-of-plane composites, where fibres are not directly aligned to the load direction (i.e. tilted with an angle), the fibre-matrix interface has a significant influence on the damage development. Fatigue damage is mainly caused by matrix cracks in the 90° layers, which combine and extend along the interface, ending up with delamination. When the adhesion is not strong enough, the propagation of cracks spreads more rapidly along the interface, showing greater stiffness reduction, which leads to delamination and fibre-matrix debonding. After implementing the coupling agent, MAH-PP, a stronger adhesion was achieved that led to the enhancement of bonding, slower stiffness loss and the material possessed higher fatigue resistance. Furthermore, the level of adhesion also affects the damping behaviour. From the results, the critical load for damage initiation is about 25 N/mm2 for the treated composites of good bonding, while poorly bonded ones start failing at loads below 10 N/mm2 for the untreated fibre composites that have lower fatigue limits (dynamic strength measured in load increasing test) and degrade faster.
The quality of fibre-matrix adhesion also affects the residual load-carrying capacity of the composite. 87 Weak adhesion tends to develop large splitting and delamination areas upon impact, severely affecting the compressive strength. Composites with strong adhesion show smaller, more localized damage zones, which eventually lead to higher residual compressive strength. However, the material’s post-impact tensile strength was found to be slightly dropped due to increased notch sensitivity. At the tension-compression fatigue loading (R = 0.1, maximum applied load = 10 N/mm2), the residual dynamic modulus (a measure of stiffness) decreases with the number of impacts until it stabilizes. For untreated fibre composites, this stiffness reduction is mainly due to the compression stiffness decay, while the tensile stiffness remains the same. Experiments indicate that after three impacts, the damage state and residual modulus remain nearly constant, while during the third to fifth impacts, the additional stiffness loss is minimal. The total stiffness degradation from zero to five impacts is approximately 40%. For composites with improved fibre-matrix adhesion (treated with MAH-PP), the stiffness degradation is lower, measuring around 30% after five impacts at normal room temperature, 23°C. However, the impact sensitivity increases at extreme temperatures. At −30°C and 70°C, composites experienced greater energy loss upon impact, leading to more severe damage compared to those at 23°C. This increased damage results in a greater post-impact stiffness reduction, making composites more vulnerable at extreme temperatures.
Mechanical techniques are also implemented to overcome the agglomeration issue faced by natural FRP composites. The high shear mixing technique such as twin-screw extrusion and ultrasonication. The premixed resin and fillers are put through a twin-screw extrusion compounder and heated to reach temperature profiles of 150, 160, and 165°C to effectively disperse the fibres within the polymer matrix by breaking down the agglomerates. 86 Ultrasonication was performed by Asrofi et al. 88 on mango seed waste filler-reinforced PVA bio-composite. The most effective ultrasonication time was found to be 20 mins with 5 mins intervals as the tensile strength was found to be 49% higher than the ones not being ultrasonicated. 88 The results were further proven by the SEM analysis that showed the dispersion of mango seed waste fillers was better with ultrasonicated samples. 88
An alternative to chemical processing is the hybridization of nano-fillers, in which natural fibres are combined with synthetic hydrophobic or natural nano-fillers. Fibres have also been hybridized with nanocellulose to facilitate better adhesion with the polymer matrix by improving surface morphology. 89 Adding small amounts of nano-fillers (e.g., nanoclay, graphene) can improve the dispersion of natural fibres by providing additional nucleation sites and reducing fibre-fibre interactions. The addition of nanomaterials will be discussed further in the next section.
Implementing these techniques can significantly ease the challenges faced by natural fillers by enhancing the dispersion and minimizing agglomeration of fibres, leading to improved overall properties of the natural fibre polymer composite.
Hybrid polymer composites & inclusion of nanomaterials
Single-natural fibre-reinforced composite is frequently accompanied by a decrease in certain mechanical properties, thereby restricting the practical application of natural fibre-filled composites in the industry. 90 Therefore, there has been a huge demand for research regarding hybrid composites comprising of short fibres, long/continuous fibres, and/or particulate fillers.
Hybrid composites have been developed to improve mechanical properties by addressing the limitations of single fibres or particulates within resins. These composites consist of two or more distinct reinforcing agents within a matrix, selected to balance strength and stiffness. This combination enhances dimensional stability, reduces material cost and weight, and improves fatigue and fracture resistance. Various studies have explored hybrid fibre-reinforced composites with different reinforcement and matrix combinations. The incorporation of both natural and synthetic fibres in hybrid composites has been shown to enhance their mechanical performance. 91
Peng et al. 92 found that the laminated hybrid composites had different kinds and numbers of interfaces between different printed material layers depending on the designed stacking sequence, which also was a key indicator of fracture behaviours. In the study of Koppula et al., 93 hybrid composites were fabricated with distinct laminating sequences. The reinforcement phase consists of both long woven natural and synthetic fillers. Three combinations of composites were fabricated accordingly, comprising of epoxy as the primary matrix phase, namely flax/epoxy composite, E-glass/epoxy composite and hybrid flax/E-glass/epoxy. Composite specimens were manufactured using a vacuum bagging hand layup process that followed the ASTM standards. From the results, the mechanical properties, especially the tensile strength, were improved from the hybridisation. The risk of failure was effectively reduced as the hybrid composites served as a load barrier. Another noticeable result was that the laminate stacking order did not affect the hybrid composite's tensile properties. The highest tensile strength of 164.23 MPa was possessed by the hybrid composite of flax (core) and E-Glass as the skin layer (L-5). 93 This research also proved that flax as natural fibre reinforcement was an added value to the composite system. At the same time, it could lessen the reliance on synthetic reinforcement, thus producing a more environmentally friendly product.
Gujjala et al. 68 did another study regarding the stacking sequence of the hybrid composite made up of natural jute fibre, E-glass fibre and epoxy matrix. The maximum flexural is found in the sequence of (JGJG) after glass fibre composites. The jute fibre was also found to exhibit 61% strength of the glass fibre composites. 68 The maximum tensile strength is observed in the sequence of (GJJG) after the glass fibre composite that possessed 75% strength of the glass fibre composites. 68 In another study, 94 the jute and oil palm empty fruit bunch (OPEFB) fibres stacking sequence was altered following 100 hours of exposure to UV (ultraviolet) radiation by the QUV accelerated weathering test chamber. The specimens were subjected to high temperatures at 75°C, light (125 W/m2) and water spray-off as the moisture was provided by daily forced condensation. The hot vapour assists in maintaining the chamber environment at 35% relative humidity at an elevated temperature. All the specimens, including the pure epoxy and hybrid specimens of various sequences, exhibited a reduction of tensile properties after the weathering tests. The author pointed out that the ageing process reduced the mechanical properties of the natural fibre-based composite due to matrix degradation and loss of adhesion or debonding at the fibre matrix interface. Of various combinations, the Jute/EFB/jute (EFB: Jute 50:50) exhibited the highest tensile strength and comparatively good Young’s modulus and elongation at break values after UV exposure, which is 32.65 MPa and 2.02 GPa, respectively. The incorporation of jute was found to have improved the tensile strength and modulus of both pure EFB and epoxy resin.
Furthermore, natural fibres such as oil palm empty fruit bunch (OPEFB) have also shown good potential to act as a strong reinforcement material of polymers due to their containment of a high cellulose percentage of 14–20%. 95 The OPEFB fibres possess relatively good mechanical properties, including tensile strength and toughness. In a study of the hybridisation of short OPEFB fibres into the kenaf-epoxy composite at different compositions of kenaf/OPEFB (100/0, 90/10, 70/30, and 50/50) by Mustapha et al., 96 it was found that the hybrid composite has improved in terms of stiffness, toughness, and strength of the resulting composite simultaneously at lower fibre fractions of 9 wt% and 12 wt% OPEFB. Adlie et al. incorporated up to 15% of zinc oxide (ZnO) and OPEFB particulates into the polyester and polyurethane, effectively enhancing its mechanical properties. 97 However, when 20% of ZnO is incorporated, a reduction in mechanical properties is noticed. The main observation is that agglomeration had occurred, therefore weakening the interfacial bond between OPEFB particles, polyester, polyurethane, and ZnO filler. 97 This occurred because the OPEFB particles and ZnO were not evenly dispersed across the surface, leading to a heterogeneous mixture of the materials.
Building on the advancements of hybrid materials, nanomaterials further enhance polymer composites by incorporating nano-scale additives. Nanomaterials are defined as molecules/substances with one or more dimensions in the range of 1–100 nm. 98 At this nano-scale, the properties of the materials, such as reactivity, electrical, magnetic, solubility, etc., differ greatly compared to their bulk form. 99 Currently, nanomaterials are categorised into four groups (carbon-based, organic-based, inorganic-based, and composite-based).100,101 To further elaborate on these categories, carbon-based nanomaterials encompass graphene, fullerene carbon nanotubes (CNT), carbon nanofibres (CNF), etc. 102 On the other hand, organic-based nanomaterials, often easily confused with carbon-based, are formed from organic material excluding carbon materials. Examples include dendrimers, cyclodextrin, liposomes, micelle, etc. 103 Inorganic-based nanomaterials are made of metal and metal oxide, such as copper, iron, zinc oxide, titanium dioxide, etc. 104 Finally, composite-based nanomaterials have complex structures similar to metal-organic frameworks and are a combination of inorganic-based, carbon-based and organic-based. 100
Various studies have reported that nanomaterials as reinforcing fillers in polymer matrices can improve mechanical properties such as compressive, tensile, hardness and thermal, optical, and dielectric.105,106 For example, Gong et al. 107 improved the epoxy-based composites’ compressive strength up to 43.06% via the introduction of 15 wt% of TiO2 nanoparticles.
In an unreinforced polymer matrix, polymer chains can form shear bands and experience chain slip when under tension/deformation. 108 With the addition of the fillers, the introduced materials disrupt the regular movement of the polymer chains and increase resistance to crack propagation.109,110 Fillers can not only provide additional barriers that impede the movements but may also enhance the load transfer mechanism111,112 while simultaneously increasing interfacial bonding. 113 Overall, the incorporation of fillers increases the critical-stress-intensity factor and critical strain energy release rate 107 ; where more energy is needed for the crack to propagate in composites, leading to improved mechanical properties such as strength, toughness, stiffness, etc, compared to unreinforced polymer. Thus, this encourages researchers to investigate further the effects of using micro-sized and nanomaterials. 114 Due to the smaller size of nanomaterials, these particles can further restrict the polymer chain present in the matrix phase compared to micro-sized materials, further improving the interfacial interactions between the polymer matrix and reinforcing fillers. Nanomaterials also possess greater surface area, influencing the form of composites’ crystallinity, mobility, entanglement, and charge distribution. 115
The state of nanomaterial dispersion is one of the major factors that influence the mechanical properties of the formed nanocomposite. There is a common understanding that a homogeneous dispersion combined with strong interfacial bonds between matrix and nano-fillers enhances the mechanical properties of formed composites. 116 However, due to the presence of van der Waals forces, nanomaterials tend to form agglomerates, and their presence will be a source of potential defects. 117 This also presents an obstacle to good homogenous dispersion in the matrix phase 118 and reduced mechanical performances.
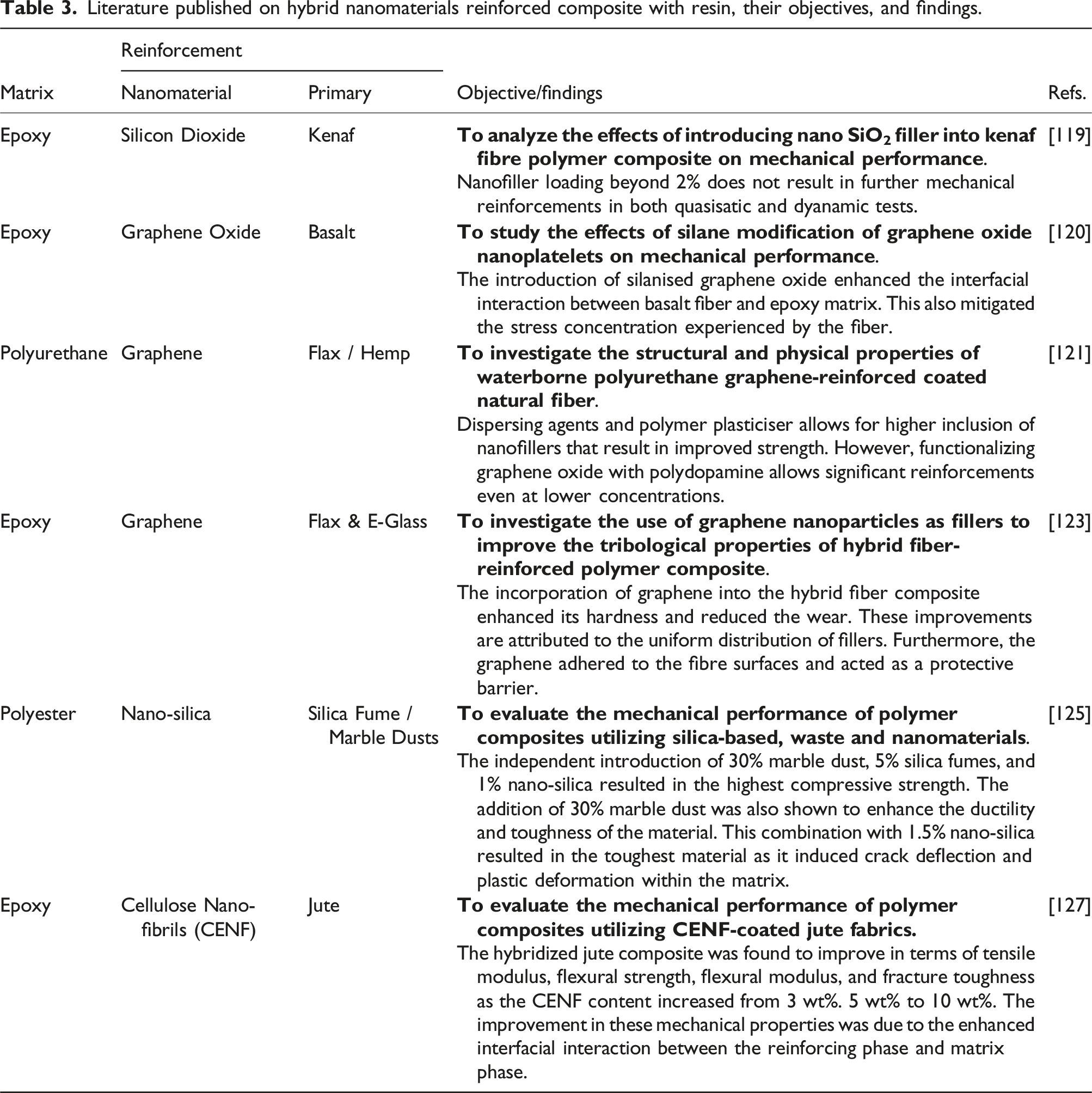
The following presents past research on hybrid polymer composites with nanomaterial inclusion. Jotiram et al. 119 fabricated natural fibre nanomaterial hybrid composites incorporating kenaf fibre and SiO2 into an epoxy matrix. The presence of 2 of nano SiO2 was reported to greatly improve both quasi-static and dynamic performance-compressive strength increased by 23.71% (increased to 54.83 MPa), tensile strength improved by 20.61% (increased to 51.44 MPa), and impact performance was enhanced by 22.88% (increased to 14.5 J), with the addition of nano SiO2 compared to neat matrix 119 The introduction of SiO2 helped reduce the pores, improving the hybrid composites’ mechanical characteristics. The authors further explained that concentrations greater than 2% induced lower mechanical performance due to the presence of agglomeration of SiO2 as the dispersion of nanomaterial is no longer uniform. 119
In another study conducted by Jamali et al., 120 they successfully developed a hybrid epoxy-based nanocomposite with enhanced quasistatic mechanical performance, made from basalt fibre–graphene oxide nanoplatelets. Incorporating 0.4 wt% of silanised nanomaterial increases the compressive, tensile and flexural strength by 40% (increased to 955 MPa), 25% (increased to 806.3 MPa), and 35% (increased to 989.1 MPa), respectively. This is attributed to incorporating nanomaterial reducing residual stresses and coefficient of thermal expansion, ultimately improving fibre-matrix interaction/bond strength. The authors further pointed out that the polymer matrix plays a major role in the material’s resistance to deformation under bending (flexural strength). At the same time, the presence of the fibers dominantly influenced the material’s ability to withstand pulling forces (tensile strength).
Similarly, Abbass et al. 121 improved the tensile properties of hemp and flax hybrid nanocomposite-based coating by introducing small amounts of graphene nanoplatelets (GNPs). It was reported that the addition of 1 wt% of nanomaterial increased the tensile strength by 9.32% (from 429 MPa to 469 MPa) for hemp fibers. Notably, the tensile strength further improved with the incorporation of dispersing agents and polymer plasticiser, where it gained a total increase of 14.45% (increased to 491 MPa) and 16.56% (increased to 500 MPa) tensile strength for 1 wt% and 2 wt%, respectively. It was highlighted that the composites without dispersing agent and polymer plasticiser ruptured closer to the clamping system and, therefore, were excluded from further characterisation. Interestingly, the functionalization through mussel-inspired chemistry of polydopamine (PDA) alongside 0.5 wt% further reinforced the hybrid material by up to 24.48% (534 MPa). It was observed through scanning electron microscopy that fewer voids were present between the fillers and matrix and achieved good dispersion, which resulted in improved interfacial adhesion. The authors further highlighted that the performance of any nanocomposite relies not only on good dispersion within the matrix but also on the quality of the interface that facilitates stress transfer.
Besides graphene nanoplatelets, the use of halloysite nanoclay is also a good alternative as it is non-toxic to the environment and also has good mechanical and chemical resistance, thus making it a valuable reinforcement for polymeric materials. 122 As in some unavoidable circumstances, contact with a liquid environment or harsh chemical conditions might lead to catastrophic failure of polymer composite. In the study by Saharudin et al., 122 halloysite nanoclay was incorporated into the polyester and exposed to diluted methanol. This research showed that the addition of halloysite nanoclay had strengthened the polymeric matrix up to 1.0 wt%. After exposure to diluted methanol, the halloysite nanoclay-reinforced composite was found to possess higher mechanical properties compared to the monolithic polyester, but the strength properties were lower when compared to those unexposed specimens. In the chemically exposed environment, the composite reinforced with the highest concentration of halloysite nanoclay (1.0 wt%) was found to have more enhanced mechanical properties compared to the unreinforced composites, with microhardness increased from 203 to 294 HV (45% increase), Young’s modulus increased from 0.49 to 0.83 GPa (70% increase) and the tensile strength increased from 23 to 27 MPa (17.4% increase). Furthermore, the flexural strength also exhibited an increment of 113% and the impact toughness increased from 0.19 to 0.54 kJ/m2, which is an 184% increase. The fracture toughness of all types of nanocomposites was found to have increased while mechanical properties deteriorated after exposure to diluted methanol due to the plasticization effect. The deterioration of mechanical properties is associated with the swelling and degradation of the polymer matrix as it interacts with the penetrating liquid environment, while halloysite nanoclay has reduced the degree of swelling and degradation.
Shanmugam et al. 123 took a different approach by combining natural and synthetic fibres alongside nanomaterials. Their work investigated the tribological performance of graphene-filled flex/E-glass epoxy hybrid laminated nanocomposites. It was reported that adding up to 0.6 wt% graphene improved microhardness and wear resistance by 16.07% and 35%, respectively. 123 The microhardness strengthening mechanism can be attributed to the combined effects of uniform dispersion of graphene alongside grain size refinement based on the Hall-Petch theory 124 ; where the increased grain boundary density hinders dislocation movement, leading to enhanced hardness. Furthermore, the author stated that the presence of graphene lowers the coefficient of friction as graphene particles due to its unique properties such as limited shear strength, high lubricity, and load-bearing capabilities. This not only reduces friction between surfaces but also excessive wear due to the strong bonding between filler and matrix. However, at higher concentrations of graphene (0.9 wt% and 1.2 wt%), the composite performance drops due to the formation of agglomerates and aggregates of graphene.
In another study, Alameri et al. 125 investigated the use of silica-based materials (marble dust, silica fumes, and nano-silica) on polyester to improve its mechanical performance. It was found that the independent introduction of marble dust, silica fumes, and nano-silica to the polymer matrix can improve compressive strength. Overall, based on the work done at varying concentrations of each material, it was identified that 30% of marble dust / 5% silica fume / and 1% nano-silica yielded the highest compressive strength. 125 Notably, with the co-addition of 30% of marble dust and 1.5% and nano-silica, the compressive strength was enhanced by 29.65% (increased to 134.70 MPa), and toughness by 44.37% (increased to 13.21 MJm−3) compared to neat epoxy. 125 Comparing the performance of the composite made of 30% marble dust, the introduction of 1.5% nano-silica hampered its strength by 5.34% due to the formation of agglomerations. 125 This combination, however, increased its toughness by 10.45%, which can be considered beneficial as more energy will be required to form a crack in the hybrid composite. The combined incorporation of marble dust and nano-silica promoted crack deflection and plastic deformation within the matrix, contributing to the toughening mechanism. 125 The opposite effect was observed with the combination of silica fumes and nano-silica. Unfortunately, no explanation was provided by the authors.
In addition, the mechanical properties of the hybrid composites were also enhanced with the incorporation of reinforcing fibres cellulose nanofibrils (CENF) that were derived from plants. Eom et al. 126 did a study by hybridizing natural silk with CENF that was extracted from bamboo plants to improve the tensile strength of the composite by 110% and 228% in terms of impact strength. The silk/CENF hybrid composite can excel in terms of structural stability, including wet or high humidity environments, allowing them to be used as a reinforcement in plastic composites.
Literature published on hybrid nanomaterials reinforced composite with resin, their objectives, and findings.
Formation techniques for natural fibres to form hybrid composites with the inclusion of nanomaterials
Before fabricating the fibre-reinforced polymer composites, fibre preforms must be prepared beforehand. Fibre preforms, also known as reinforcement in textile composite, are found in various forms and reinforced with the matrix material using different techniques. Fibre preforms are tailored into unidirectional, woven, knitted, braided, 2D or 3D, nonwoven, and multiaxial structures depending on the end-use application.
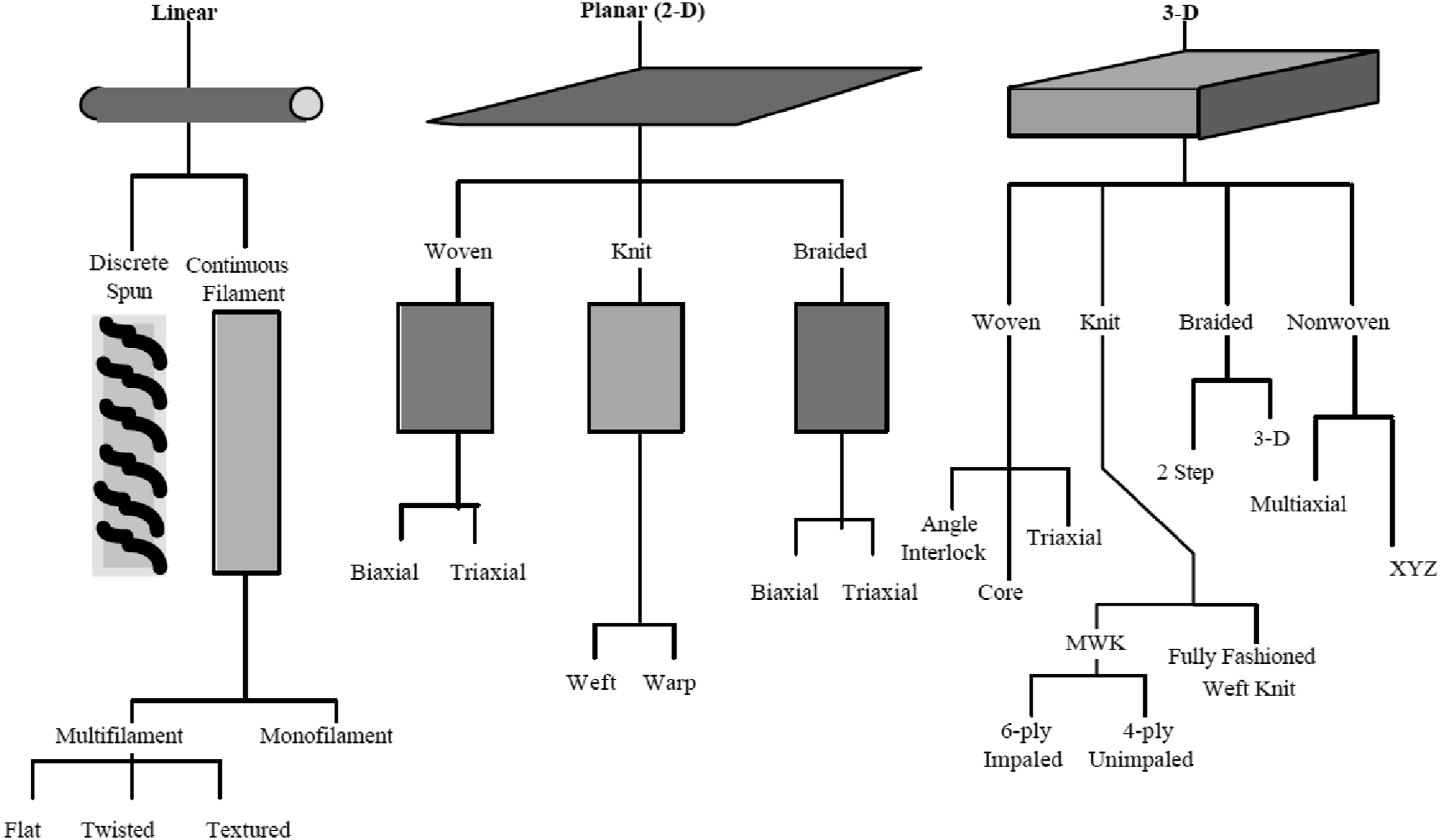
128
The classification of fibre architecture or structure is shown in Figure 6. Natural fibre preforms are also formatted into these structures to produce composite materials which possess high toughness, damage tolerance and structural integrity.129,130 The composites reinforced by woven structure are practically linear stress-strain relationships up to failure while composites reinforced with braided preforms exhibit non-linear stress-strain relations.
131
Braids come in single or a mixture of fibre types. Most fibre preforms consist only of a single type of reinforcement fibre in all directions or the mixture of the reinforcement fibre and a so-called support yarn. For unidirectional braids, the bobbins are placed in only one moving direction with the reinforcement yarn, thus, the fibre undulation can be kept at a minimum. However, the disadvantage of unidirectional braids is halved productivity as there is only one single yarn direction in one machine path, and the stacking becomes internally asymmetrical. As for structural performance, the unidirectional composite usually performs better than the uniaxial loading of textile composite. 132 There are also biaxial and triaxial braids. There are several advantages of biaxial braids, such as better interlocking between layers, which contributes to improved interlaminar shear strength and damage tolerance. Furthermore, lay-up process is also cost effective. The braiding process is used for missile heat shields, lightweight ducts, fluid-sealing components, and tubes for insulation. 132 The biaxial braid is also similar to woven structures in terms of waviness. However, due to its wavy structure, biaxial braids cannot reach fibre volume percentages above 50%, possess lower tensile and compression strength and modulus, and contain inhomogeneous fibre content and are prone to resin accumulations. 134 While the limitations of triaxial braids include reduced efficiency as the yarns are not perfectly aligned during layup. The loose ends also cause unnecessary fibre undulation and waviness in the textile. Therefore, it is not suitable for high-load-bearing applications where stiffness is crucial. However, it could be used in applications where lightweight energy absorbers are required. 134 Both the biaxial and triaxial braids have size and thickness limitations as well. 134
Furthermore, there is also 3D braiding, a textile process in which various solid, complex structural shapes can be produced integrally, resulting in a highly damage-resistant structural preform with multiple layers and no delamination due to intertwine-type out-of-plane interlacement. A key advantage of 3D braids is their ability to provide through the thickness reinforcement of a material. Additionally, they are highly adaptable for fabricating a wide range of complex geometries, such as solid rods, I-beams, and thick-walled rocket nozzles. However, they are also limited by size and thickness. The multiaxis 3D braided fabrics have multiple layers and no delamination, and their in-plane properties are enhanced due to the ± bias yarn layers.
The braided architecture serves an important role in enhancing tensile and flexural strength, according to Selvi et al., 81 as it exhibits unique structural features and characteristics of the composites. The authors studied the effect of different surface treatments, including alkali and pectinase (enzyme) treatment on the Agave Americana fibres that were acquired in yarn form and converted into braids. It was found that the alkali-treated yarn braid-reinforced composite had improved in terms of tensile strength by 48.56% and flexural strength by 34.33% compared to the untreated composites, while enzyme-treated yarn braid composites exhibited a 37.89% increase in tensile strength and a 34.33% increase in flexural strength. The thermal stability at higher temperatures was highest in alkali-treated samples at 92.5%.
In another study by Kanakannavar and Pitchaimani, 135 different forms of flax fibre yarn, 3D braided woven fabric (NFBF) and simply twisted yarn woven fabric (NFSF) were used as reinforcement in the composite. It was found that NFSF/epoxy composites exhibited tensile strength and flexural strength of 88.53 % and 59.85 %, respectively, that are higher than that of NFBF/epoxy composites. This might be due to the larger thickness and grams per meter (GSM) of NFBF. From the SEM observations, air gaps were observed in the braided yarn, which could be the main reason for strength deterioration of the braided yarn NFBF/epoxy composites. The authors also concluded that smaller diameter yarns, lesser air gaps, a lower braiding angle and a smaller fabric GSM might improve the braided composite.
However, so far, the authors have only compared the mechanical properties of braided composites and have not compared braided yarn to other textile structures. Rajesh and Pitchamani 136 did a study on natural fibre braided yarn, conventional woven fabric and short fibre reinforcement. Natural fibre braided yarn fabric reinforcement noticeably enhanced the mechanical properties of the composites compared to conventional woven fabric and short fibre reinforcements. The tensile strength of braided and woven jute composites are 202% and 93% higher than the short fibre composite. Braided yarn provided better resistance against tensile and flexural loading than conventional yarn and short fibres. The low number of interlaces between the yarns of warp and the weft direction of the braided fabric enhanced the strength of the braided composites. The short fibre composite had poor load-carrying capacity due to the randomly oriented fibres that failed at a lower strain rate under tensile load. However, combining two different natural fibres, banana and jute fibres, within the same layer improved the mechanical performance of woven fabric composites but did not have the same effect on braided fabric composites. This might be due to the amount of jute fibre in the braided hybrid composite being less compared to pure jute braided composite, which reduced the elastic modulus of braided composites.
Though there are numerous studies on braided fibres,81,135,136 limited studies focus on braided fibres reinforced with nano additives or nanomaterials, particularly in understanding the interaction mechanisms and morphology-property relationships within these advanced composites. The study of biodegradable composite filaments made from Poly(L-lactic acid) (PLA) as the polymer matrix reinforced with different reinforcing fillers, including graphite nano-platelets (GNP), chemically functionalised (f-EG), or chemically functionalised with the addition of silver nanoparticulate [(f-EG)+Ag] into 3D scaffolds was done by Silva et al. 137 The reinforcements were prepared through two methods, conventional braiding and 3D-printing. The fabrication of 3D-printed scaffolds was found to be more efficient in terms of production time and ease of fabrication compared to the braided scaffolds. From the observation through scanning electron microscope (SEM), braided structures did not affect the nanofillers’ dispersion morphology as the filaments were produced by melt extrusion that was subjected to a textile process. 137 The braided scaffolds possessed higher porosity, ranging from 83-88% compared to the 3D-printed scaffolds at 67–71%. Both braided and 3D printed scaffolds showed improved dynamic mechanical behaviour, including viscoelastic behaviour and enhanced storage modulus (E′) compared to pure PLA scaffolds. The highest E′ was observed in the 3D printed scaffolds incorporating 2 wt% silver nanoparticle at E′ = 61.7 ± 9 MPa, followed by the braided scaffolds, which were reinforced with 0.5 wt% silver nanoparticle at E′ = 11.1 ± 2 MPa. By integrating the nanofillers with enhanced properties, such as stiffness, into the matrix, strong interfaces were formed with the matrix while reducing the polymer mobility near the nanoparticles, possibly modifying the polymer crystallinity induced by the nanofillers. 138 As graphene acts as the nucleating agent, the movement of the polymer chains is restricted while crystallization is induced. 139 These effects likely impact the 3D-printed and braided scaffolds differently, as the filaments used have varying diameters and unique structures. Furthermore, the 3D-printing process involves re-melting the filament to form a continuous porous structure. In terms of static loading, the mechanical properties such as tensile strength, Young’s modulus and toughness were found to be enhanced by 20%, 12% and 16% in a study by Gonçalves et al., on the biodegradable PLA/GNP films through melt mixing with 0.25 wt% graphene nanoplatelets (GNP). 140
Knitting techniques are classified into warp and weft knitting, based on the direction in which consecutive loops of the same yarn are knitted. The production of knitted fabrics involves forming interlooped structures, where the loops are either generated by inserting the knitting yarn perpendicular to the cross-machine direction (weft knit) or parallel to it (warp knit). Consequently, knitted structures exhibit a more open configuration compared to woven or braided yarns due to the interlooping of the threads. One advantage of knitted structures is their flexibility and ability to form complex shapes. 132
In a study by Tiber et al., 141 knitted fabrics were formed using 50/50 bamboo/cotton, viscose/cotton, and modal/cotton yarns at three knitting densities. Subsequently, these knitted fabrics were incorporated into the epoxy to produce laminated composites through the hand lay-up method. Three-point bending tests under quasi-static conditions were performed on single-edge notched bending composite specimens featuring cracks in either the wale or course directions. It was found that the fibre types, knitting direction and density affected the strength of the knitted fabric composites in different ways. The flexural strength and modulus were 39.81% and 19.23% higher in the wale direction compared to the course direction of the modal/cotton composite specimens. Furthermore, the density of medium and tight knitted fabrics of the specimens was 39.89% and 45.14% higher in terms of flexural strength compared to the loose knitted fabric. As for the fracture toughness, the medium and tight knitted fabrics were found to be 19.86% and 24.31% higher than that of the loose knitted fabric. As the fabric’s knitting density increased from loose, medium, to tight, the loops per unit area increased while the loop size decreased. The closer placement of loops increased the knitted fabric’s difficulty in moving under load. In contrast, loosely knitted fabric allows loops with more space to move, resulting in greater flexibility and easier deformation. Consequently, higher knitting density in reinforcement fabric leads to increased flexural strength and fracture toughness in composites of all fibre types.
In another study by Awais et al., 142 the comingling technique effect was investigated on three natural fibres: jute, hemp and flax, using both knitting and weaving formation. The composite was fabricated through the hot compression moulding technique with polypropylene added as an intermediate material. From the results, the tensile strength of knitted jute, hemp and flax composite samples was found to be 14%, 7% and 3% higher compared to the woven samples. The jute fibres had a high volume of protruding fibres, which possibly hindered the flow of the matrix, reducing the flow distance and subsequently improving the tensile performance of the composite. For flexural properties, the knitted samples exhibited higher flexural strength, which was 26%, 20%, and 13% higher than the woven composites. The knitted commingling technique allowed the polypropylene matrix to thoroughly infiltrate the reinforcement yarns, enabling effective transfer of the applied flexural load to the yarns, thereby enhancing flexural strength. Under dynamic loading conditions, the impact strength of the comingled knitted specimens was 37%, 54%, and 44% higher than that of the woven ones. The authors attributed the higher strength to the reduced flow distance and increased wetting of the matrix and reinforcement. By improving the fibre wetting, the impact load was transferred more effectively. The flax comingled composites were found to possess higher impact strength than the hemp and jute-reinforced composites due to the higher strength of flax yarn as compared to hemp and jute yarns. In terms of energy absorption, the woven commingled composite demonstrated higher energy absorption compared to knitted specimens. The knitted composite exhibited reduced damage formation at the same incident impact energy level and thus possessed a more impact-resistant characteristic.
Another study by Kumar et al. 143 included the knitted kenaf fibre mat with three different nanoparticles, titanium dioxide(TiO2), magnesium oxide (MgO), and zinc oxide (ZnO) in the epoxy matrix. Each nanofiller was added individually at a consistent percentage of 3%, and the knitted bidirectional kenaf fibre mat was treated with sodium hydroxide at 6%. From the results, it was concluded that the TiO2 nanoparticles exhibited the highest tensile strength and modulus, which were 43.2% and 55.2% higher, respectively, than that of the untreated fibre composites. The flexural performance was also dominated by the TiO2 nanoparticle-reinforced composite, which was 32.1% and 21.9% higher than those of the untreated 6% NaOH-treated samples, respectively. The highest impact strength was possessed by 3% TiO2 nanofiller composite at 18.6 kJ/m2, which was 113.8% higher than that of untreated specimens. 80.5% and 41.3% increments of TiO2 in the impact strength were recorded for 3% ZnO and 3% MgO nanofiller composite compared to the untreated composite specimens. The authors attributed that the improvement of these mechanical properties, be it static or dynamic loading conditions, is owing to the improved interfacial bonding between the fibres and the matrix due to the alkali treatment of the knitted kenaf fibres. The addition of all three nanofillers produced effective stress transfer between fibre layers through matrix layers with TiO2 nanofiller-reinforced composite possessing the highest strength. The most improved mechanical properties observed with the addition of TiO2 nanoparticulate is attributed to its superior strength and its synergy interaction within the matrix and fibre materials. These nanoparticles were uniformly distributed and occupied the free gaps in the matrix, serving as bridging agent between the fibre and matrix, effectively transferring stress between them while under load. The authors further elaborated on the relation of static interfacial adhesion strength and interfacial stiffness to the stress transfer capacity of the matrix in the composite system. The high surface-to-volume ratio of nanomaterials altered the failure mechanism by blunting crack tips, deflecting crack paths, enhancing crack pinning toughness, and trapping microcracks.
The effect of fabric architecture on the shear and impact properties of natural fibre-reinforced thermoplastic composites was studied by Awais et al. 144 The natural fibre composite, reinforced with jute, hemp and flax fibres, was fabricated using compression moulding into laminates with woven, woven commingled and knitted commingled fabric architecture with polypropylene as the matrix. The damage behaviour was analyzed through a series of tests, which included the short-beam shear (SBS), drop weight impact and compression after impact (CAI) strength. The SBS test is commonly used to study delamination in laminates due to its minimal material requirements, pre-requisite needs, and easy implementation. From the results, it was shown that knitted commingled laminates possess better SBS strength, which was 29% and 20% higher compared to both woven and woven commingled composites, respectively. According to the SBS load-displacement plots, the first load drop after the peak load signifies the starting of the interlaminar crack. Knitted commingled composites exhibited higher peak load curves and did not fail suddenly. The authors attributed this phenomenon to the flexibility reinforcement structure of knitted commingled architecture. Higher peak load curve on the load-displacement plot also signifies improved interfacial adhesion, leading to strong mechanical bonding of fibre and matrix. CAI analysis of fibre-reinforced composite has been a popular choice to evaluate the residual mechanical properties of laminates following low-velocity impact (LVI). Knitted commingled specimens also exhibited better residual strength according to the CAI analysis, which is 37.9% and 25.35% higher than the woven and woven commingled laminates, respectively. The results indicate that the load-displacement curve bifurcation phenomenon signifies the initiation of local buckling in the laminates due to delamination. The knitted commingled laminates demonstrated high load-bearing capacity and maximum displacement due to their straighter yarns outperforming the other laminates. Among all the laminates, flax laminates deliver the best performance, attributed to the superior intrinsic properties of flax fibres compared to hemp and jute fibres. However, the woven laminates exhibited higher impact resistance due to the interlacement of fibres compared to knitted and woven commingled laminates. The resistance to delamination caused by warp and weft undulations can be linked to the reduced damaged area in woven laminates.
Woven fabrics are produced by interlacing yarns with plenty of possible combinations that can be classified into biaxial or triaxial structures based on the in-plane fibre orientation. 2D woven fabrics are created by interlacing warp (0°) and weft (90°) yarns. 145 The three fundamental weave structures, namely plain, satin, and twill, form the basis of 2D woven preforms. In a study by Jabbar et al., 127 woven jute fabrics of satin weave design were coated with different concentrations of cellulose nanofibrils (CENF) and incorporated into epoxy resin to form a composite material. CENF variations of 3%, 5%, and 10% were tested with both static and dynamic mechanical tests. The tensile strength of the composite decreased as the CENF concentration increased. The reduction in tensile strength might be due to the failure strain of the nanocellulose-coated jute fabric reinforcement, which is significantly lower than that of the epoxy. As a result, the woven fabric does not effectively contribute to the composite’s tensile strength when the matrix fails at a much higher strain. Therefore, the composite fails before the load is transferred from the matrix to the reinforcement. However, the flexural strength was found to have increased as the CENF percentages increased by 26%, 32%, and 47% compared to the uncoated woven composite. The authors attributed the increase to the strong interactions between the matrix and reinforcement in the coated woven jute reinforcement. Furthermore, the woven jute reinforcement coated with CENF also offered superior bending stiffness/rigidity, leading to better flexural properties. The fracture toughness of the coated woven jute composites also exhibited similar patterns to the flexural performance with 21%, 21.5% and 32% increments compared to the uncoated specimens. The fracture mode was brittle for uncoated composite exhibiting slip-stick behaviour. When the CENF coating increased, the fracture mode shifted from brittle to ductile, with K 1c values increasing from 2.64 MPa.m1/2 for the uncoated composite to 3.20 MPa.m1/2, 3.21 MPa.m1/2 and 3.49 MPa.m1/2 for woven jute-reinforced composites coated with 3%, 5%, and 10% nano-coating. For the dynamic mechanical test, the CENF-coated woven jute composite showed an increase in storage modulus and reduced tangent delta peak height when the CENF concentration increased. The authors attributed this to increased interfacial interaction between the coated woven jute reinforcement and epoxy. The nanocellulose coating on the woven jute reinforcement creates a large exposed surface area, forming a rigid and stiff network interconnected by hydrogen bonds, thus increasing the stiffness of the reinforcement with increasing nanocellulose concentration. The scanning electron microscope (SEM) observations detected fibre fracture, fibre pull-out, and voids. Fibre pullout appeared to be the most prominent for composites coated with CENF. The authors attributed the increased fibre debonding during fracture that leads to an increment of crack propagation length during deformation, thus increasing the fracture toughness. From the SEM analysis of the matrix area, the fracture surface of the uncoated composite was smooth, which typically exhibited brittle fracture behaviour and a limited toughness mechanism. In contrast, the SEM of CENF-coated composites showed a rougher fracture surface and river patterns, which indicates the presence of plastic deformation and crack deflection mechanisms where crack propagation length was increased during deformation, thereby enhancing the fracture toughness of the composites.
Besides cellulose nanofibrils (CENF), titanium dioxide (TiO2) nanoparticles were frequently utilised as nanofillers incorporated with different fibres into the matrix. A study done by Middenmeedi and Suresh Babu 146 investigated woven jute fibres filled with TiO2 nanofillers with varying fibre orientations and tested for tensile and flexural properties. The results showed that altering the orientations of woven jute did not affect the tensile and flexural performance, but incorporating nanofillers (TiO2) had a significant impact on these properties. The highest increase was found in the TiO2-filled woven jute composite (2 wt%) with a 90° orientation, which was 30.79% and 38.44% higher in tensile and flexural strength compared to the non-TiO2-filled composite. The authors also attributed the strength increase to the interfacial bond between the nanofillers and the matrix. Rigid filler materials such as TiO2, which has high surface energy, enhance the bond between the filler and the matrix. This results in increased flexural strength but reduced ductility.
A process known as multilayering allows the 3D fabrics to be manufactured by adding a set of binder yarn to the normal 2D weaving process. 147 3D fabrics incorporate a continuous fibre structure in structural composites with multiaxial in-plane and out-of-plane orientations. The 3D woven preforms are commonly found in orthogonal and angle interlock weaves, with layer-to-layer or through-thickness binding. The 3D woven structure comprises three yarn systems: the warp, weft, and binder yarns. These woven reinforcements in composites are well known for their high strength-to-weight ratio, moldability, and excellent ballistic and impact resistance due to through-thickness reinforcement. However, their production cost is higher due to increased complexity.145,148 Delamination is a common failure mode found in over-braided thick structures for different end-use applications. Therefore, 3D braided preforms are being used in 3D natural or hybrid fibre braided preform composites to address this issue. Their intertwined type out-of-plane interlacement prevents layer-by-layer delamination, improving delamination (Mode-I) and damage-tolerant properties.149,150
The 3D braided natural fibre preforms composites are preferred from an environmental point of view and can be used as bio-based materials in numerous applications such as plates, stiffened panels, beams and spars, and shell or skin parts of automobiles and vehicles. 149 The mechanical performance of 3D woven composites is influenced by the waviness of the load-bearing fibres, which is determined by the fibre architecture. Studies have shown that longitudinal stiffness decreases non-linearly with increased crimp percentage in 3D reinforcements 151 and composites. 152 In a study by Umair et al., 153 various types of 3D woven jute hybrid composites were fabricated through different binding yarn structures. They were tested for impact and compression after impact (CAI) analysis. From the results, the highest Charpy impact strength was exhibited by a through-thickness orthogonal interlock weave structure, which is 43.3% higher than the least impact strength made by the layer-to-layer orthogonal interlock weave structure. The authors attributed the high impact strength to the binder yarns that were positioned in the through-thickness direction (in-plane) connecting the layers to form the yarn bunch and having the least crimp in the binder yarn. For the other weave structures, the deterioration of impact strength was caused by the binder yarns, which were positioned at a certain angle (out-of-plane) that would bear less energy, leading to lower impact strength compared to the truly vertical binder yarn in orthogonal through thickness composite structure. In the CAI stress and modulus analysis, the residual compressive stress versus deformation percentage was compared among various 3D woven structures after the 3J and 6J impact energy tests. The highest residual stress was exhibited by the hybrid weave structure, having layer-to-layer binder yarns in both weft and warp directions for both energy levels. However, the residual strength was significantly affected by the impact energy decreasing as impact energy increased. The results also reflected that the combination of interlocking patterns in one direction did not favour higher residual stress. Therefore, damage resistance and compression after impact strength were found to be affected by the fibre architecture and altered in different 3D woven composites.
The study by Nawab et al. 154 investigated the mechanical performance of 3D orthogonal through the thickness (TT) and layer-to-layer (LL) woven fabrics with multiple interlocking patterns. The highest tensile strength was found in the weft direction, attained by the TT and LL hybrid (warp and weft) interlocked structures. The flexural performance was also dominated by the weft directions of all kinds of weave design, with the highest modulus attained by LL hybrid composites of 4552.7 MPa. The self-stitching of warp threads increased the strength in the weft direction, and the tightly woven architecture offered a higher bending stiffness. As for impact resistance, the 3D woven TT specimens possessed better impact resistance compared to the hybrid structures. This is due to the compactness of the TT structure in which the binder yarns hold the adjacent threads closer together, enhancing the impact resistance. The through-thickness resistance provided by the preforms played a crucial role in making the composite more robust, as stronger preforms will produce more durable composites. The failure modes of the composite specimens were observed for various loading conditions. The composites exhibited a brittle nature, leading to complete failure during tensile, bending, and impact tests. This failure involved the rupture of both the resin and the reinforcement. Notably, no delamination was observed in these composites due to the structural integrity of the 3D woven reinforcement. The binder yarns effectively bound the individual layers, preventing interlaminar failure under different types of loading. Consequently, failure occurred at the macro level, involving both the matrix and the reinforcement.
Fabrication methods of natural hybrid composite
This section reviews presently available manufacturing methods for various forms of hybrid NFRP composite. The hand lay-up process is a traditional open-forming technique requiring minimal procedures and is among the most widely used methods for fabricating hybrid composites. It is primarily utilized for large components or structures. This method involves manually layering materials until the desired thickness is achieved. Brushes are used to evenly distribute resin onto the fibres, while rollers help eliminate air bubbles and ensure proper fibre wetting. The process is cost-effective, requiring minimal tooling and low power consumption, while also generating less environmental pollution compared to other conventional methods. The hand lay-up technique is commonly employed for laminate formation; however, it often results in random fibre orientation and unavoidable fibre overflow. Additionally, the presence of voids within the laminate remains a key limitation of this method. Smaller molecular weight of hand lay-up resins can be more hazardous than larger compounds.
155
Wet hand lay-up, also known as open moulding, is a variation of this technique. Instead of rollers/brushes, fibres and fillers are gradually added to the resin, stirred, and then poured into a mould. Figure 7 depicts the wet hand lay-up process of fabricating hybrid polymer nanocomposites.
156
Pawar et al. did a study on the synthesis of different natural fibres such as jute, flax, coir and hair fibres using the hand lay-up technique.
157
It was found that the jute and glass hybrid composite possessed the highest tensile strength at 71.29 MPa while having a commendable flexural strength of 69.73 MPa.
157
Step-by-step illustration of the wet-hand lay-up process.
156
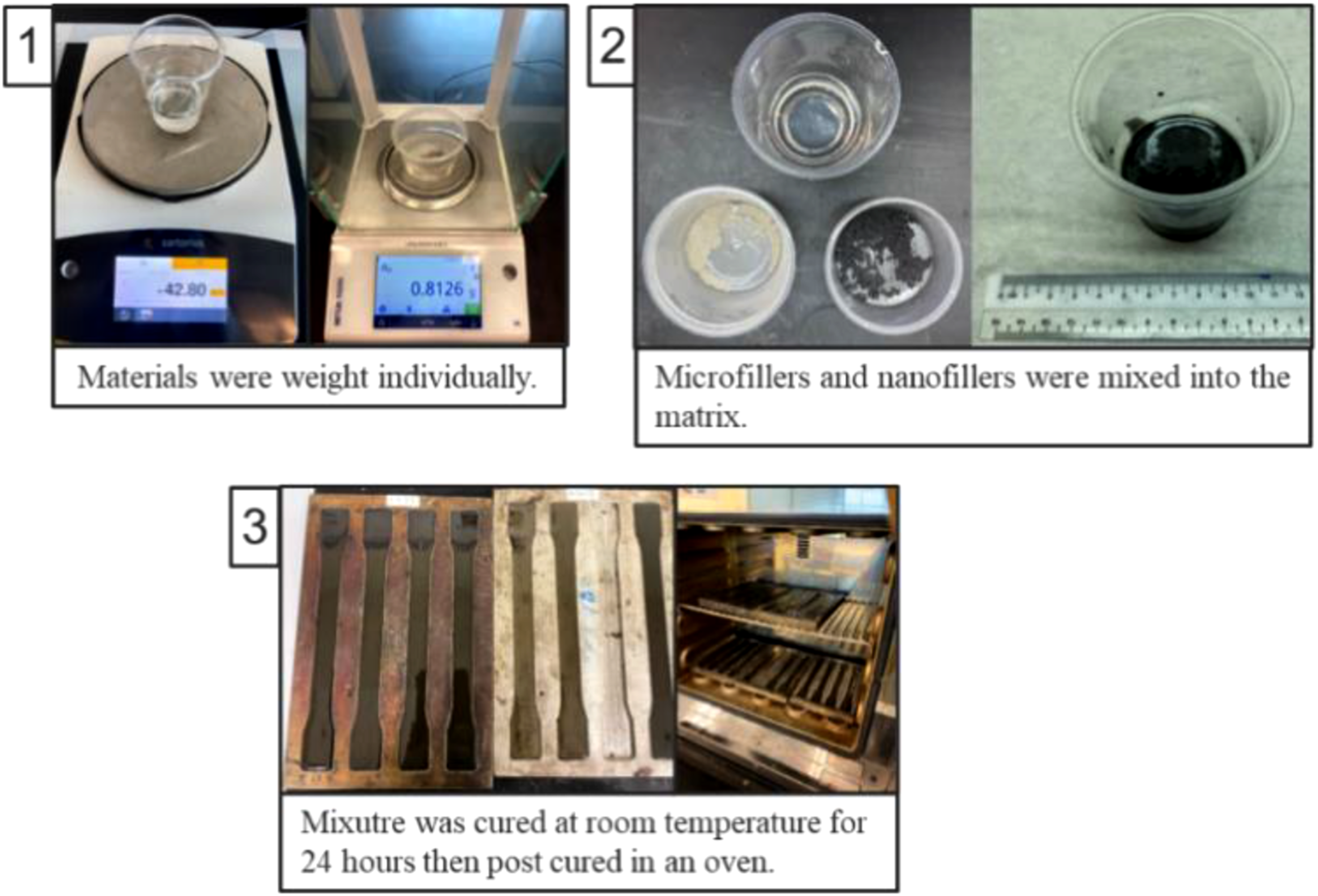
Vacuum-assisted resin transfer molding (VARTM) is widely applied due to its efficiency in producing high-quality composites within a shorter processing time and at a lower cost. The setup for VARTM is illustrated in Figure 8. According to Paglicawan et al.,
57
the fabrication process begins with mould preparation, which involves cleaning the mould surface and applying a release agent. This is followed by fabric lamination. The mould is then sealed while creating a vacuum, where multiple layers of fabric are enclosed using vacuum bags. Silicone tape is applied to ensure a secure seal. An injection pressure vacuum pump controller facilitates the transfer of resin into the mould. Once the resin is introduced, the specimen undergoes pre-curing before being removed from the mould for storage. As a closed-mould process, the vacuum-assisted method is considered an effective manufacturing technique capable of producing high-quality composite materials that meet structural standards.
158
Thorat et al.
159
did a comparative study by fabricating banana fibre-reinforced composite using both the hand lay-up method and the VARTM method. From the results obtained, composites manufactured through VARTM possessed overall better strength. Notably, the composite attained a higher tensile strength of 194.19 MPa compared to the ones fabricated through the hand lay-up method, which is 61.40 MPa.
159
8Schematic representation of the VARTM process displaying the position of inlet tube, valve/clamps, vacuum cavity, outlet tube, resin trap and pump.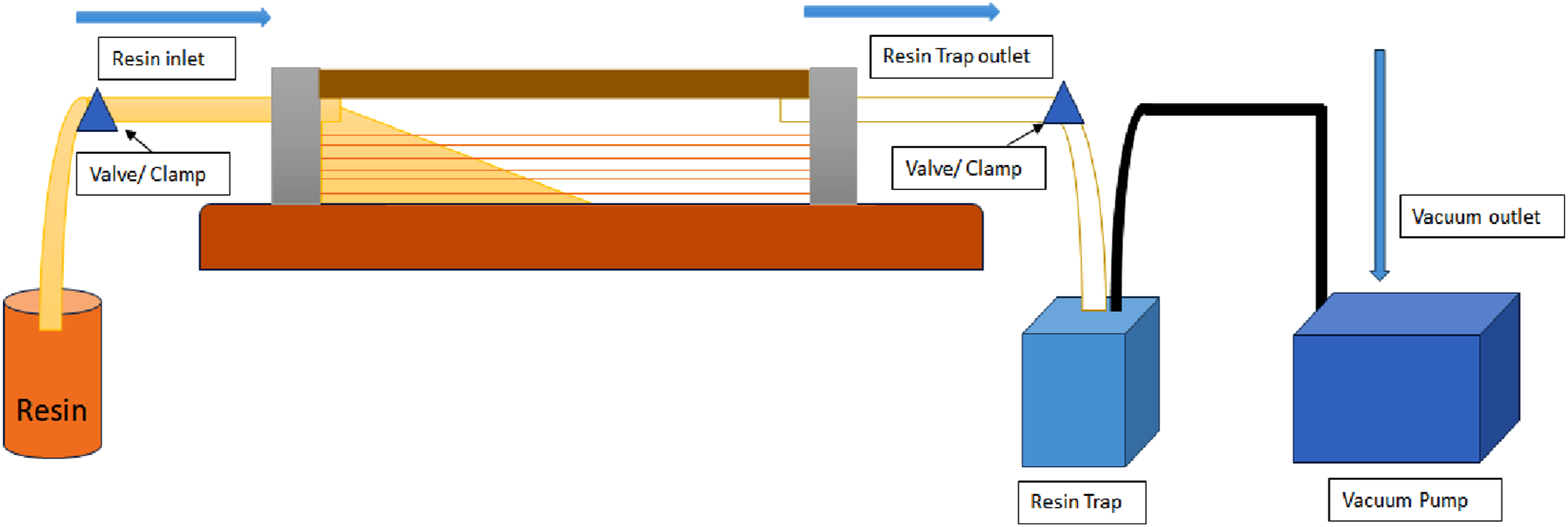
Compression molding is one of the most common closed-mold manufacturing methods for composite materials, as shown in Figure 9. It typically utilizes metal molds that are known as upper movable mold and lower fixed mold. In this process, a pre-measured amount of composite material is placed on the lower mold. When the molds are closed, high pressure and temperature are introduced into the mold cavity, which often up to 2000°C to allow the material to be shaped according to the desired shape and size.
160
In a study done by Kumar et al.,
161
the tensile strength of polypropylene (PP)/roselle/carbon fibre hybrid composite fabricated using the compression molding method has improved by 86% while the flexural strength of the hybrid composite has improved by 100% compared to PP composite. Schematic representation of the compression molding process showing the position of molded part, upper fixed and lower fixed mold.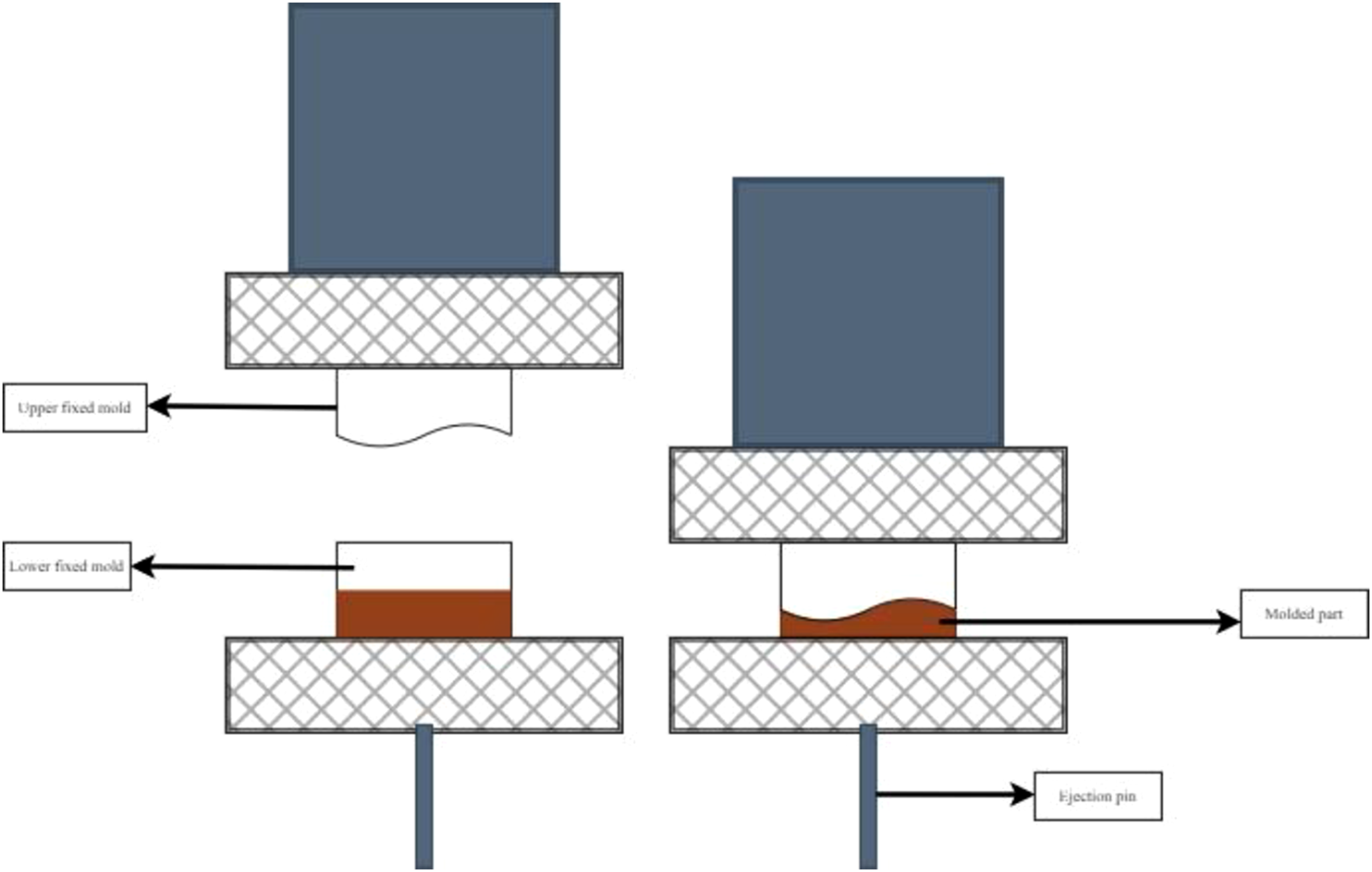
Injection molding is an enclosed mold technique where a mixture of polymer pellets and short fibres is sent to a high-pressurized split mold cavity, as illustrated in Figure 10. This composite fabrication method requires an external heating source, typically known as a heater band, to maintain the necessary temperature in the molding process. The injection molding process begins with the feeding of materials in pellet form. The pellets undergo heating to melt and being conveyed by the screw to enter the barrel and mold cavity. After filling the mold cavity, the resin is hardened by the cooling process and the composite is fabricated according to the mold shape. Then, the ejection process starts with mold opening, and the ejector rod pushes the ejector pin to release the fabricated composite.
162
According to Luz et al.,
1
composites fabricated through injection moulding under vacuum could achieve homogenous fibre dispersal without entanglements and voids, which will give the produced composite good strength properties. In another study done by Karthikeyan et al.,
163
the hybrid composite made up of epoxy as matrix, 20 wt% sisal fibre and 3 wt% nanosillica as reinforcement was fabricated through injection molding process. The produced hybrid composite possessed excellent tensile strength, which is 74% higher than the single-fibre composite.
163
Schematic representation of the injection molding process showing the placement of pellets, screws and molds.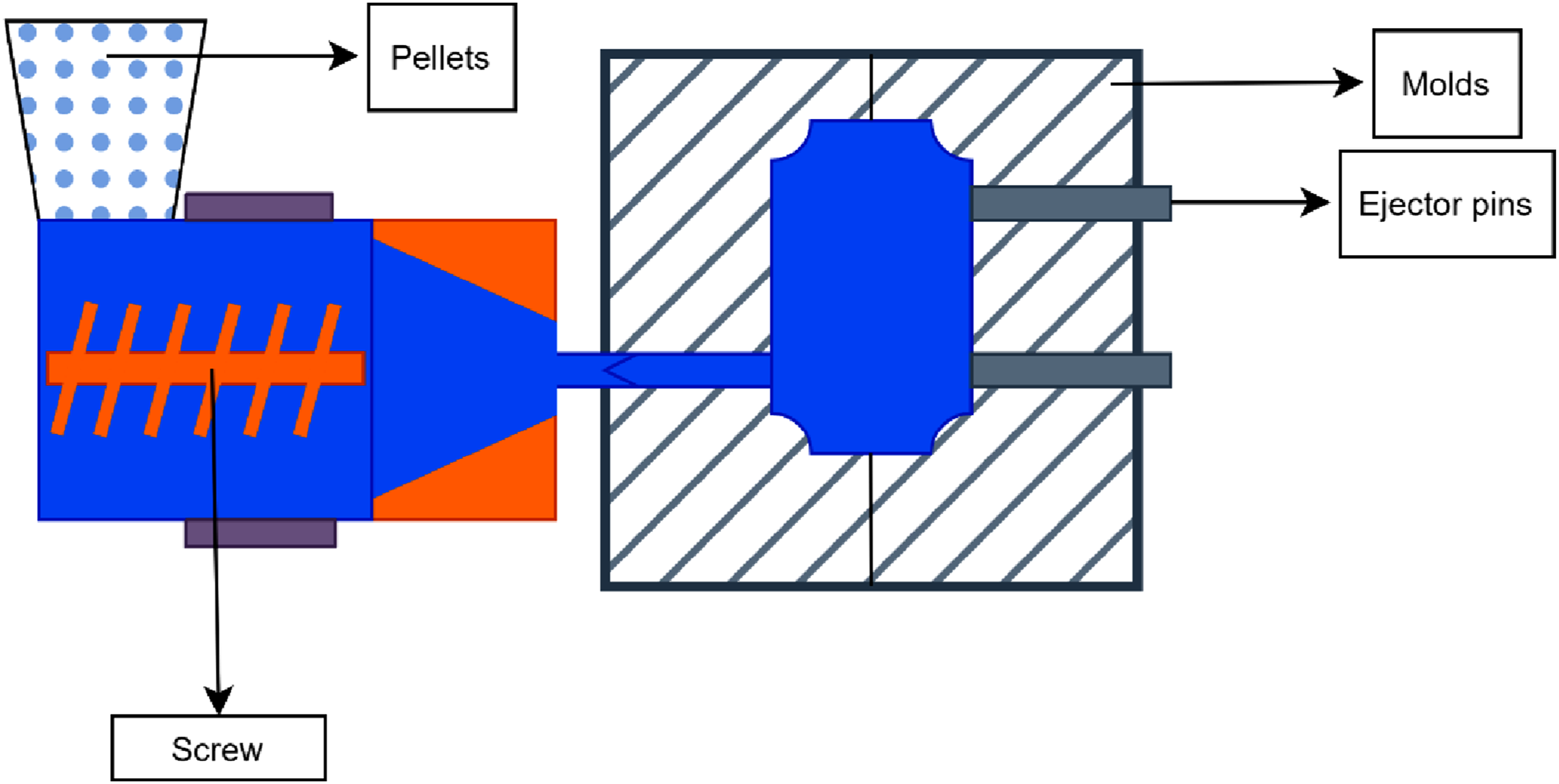
Addictive manufacturing (AM), or three-dimensional printing (3DP), is one of the most utilised manufacturing technologies in recent years. This manufacturing method has encouraged new innovative designs of structural materials while minimising cost and wastage, thus increasing the efficiency of material production. 164 This process is distinct from the established methods of subtractive manufacturing processing. The structure is built into its designed shape using a ‘layer-by-layer’ approach. AM process is suited for most industrial sectors and allows the utilisation of different materials, including polymer materials that consist of mixtures in the form of composites. 1 AM processes are preferable for polymers because of the good adaptability of polymers to different processes and the ability to be modified into complex geometries with good precision and accuracy. 165 In a study done by Vinod et al., 166 a hybrid natural fibre composite made up of nona and soy fibres as reinforcement in polylactic acid (PLA) has been fabricated. The material produced can be manufactured in complex geometries with improved properties in terms of tensile, flexural and durability properties through different stacking sequences.
Benefits and limitations of different hybrid composite manufacturing methods.
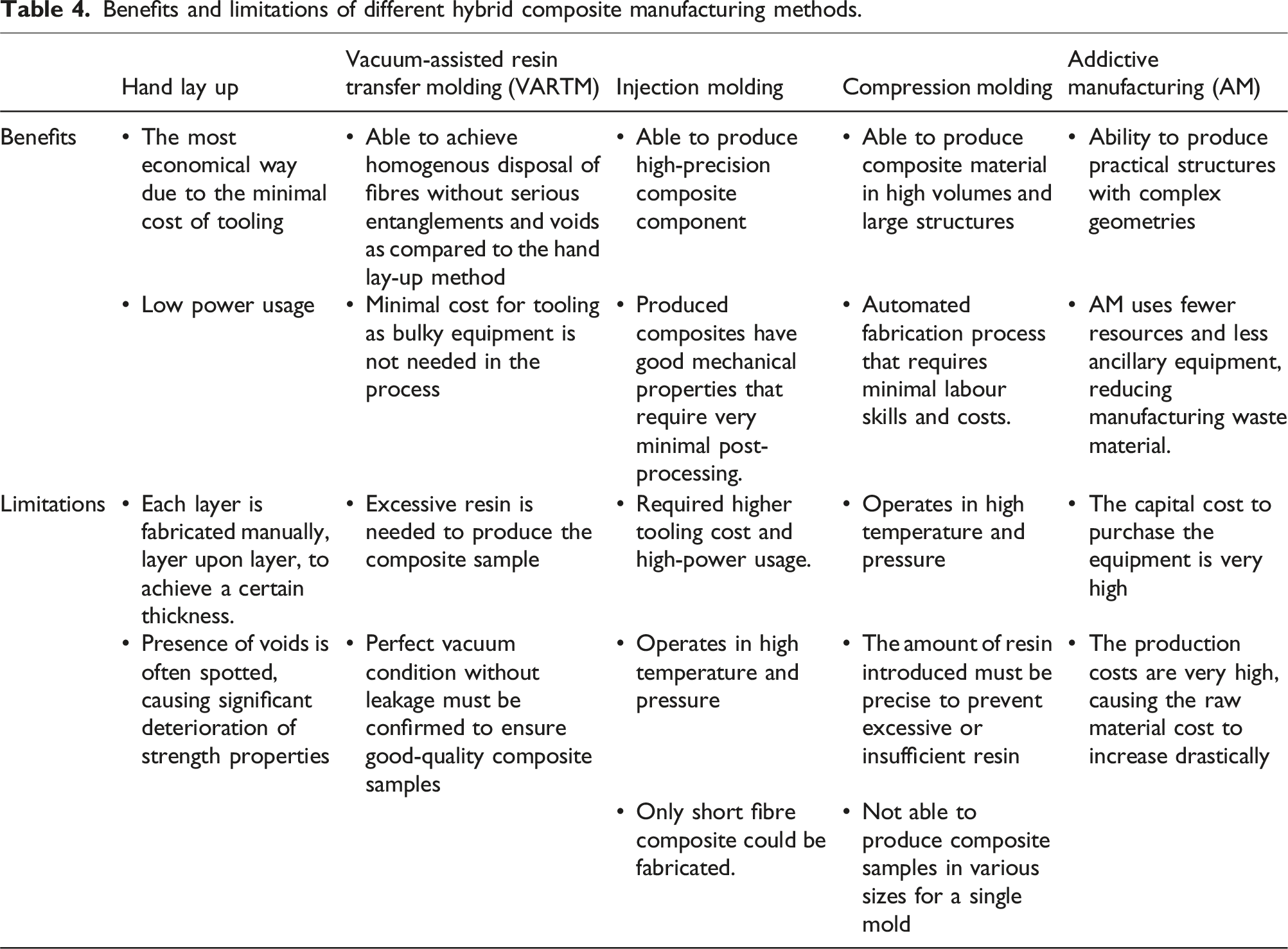
Mechanical properties of hybrid composite fabricated with different manufacturing methods.
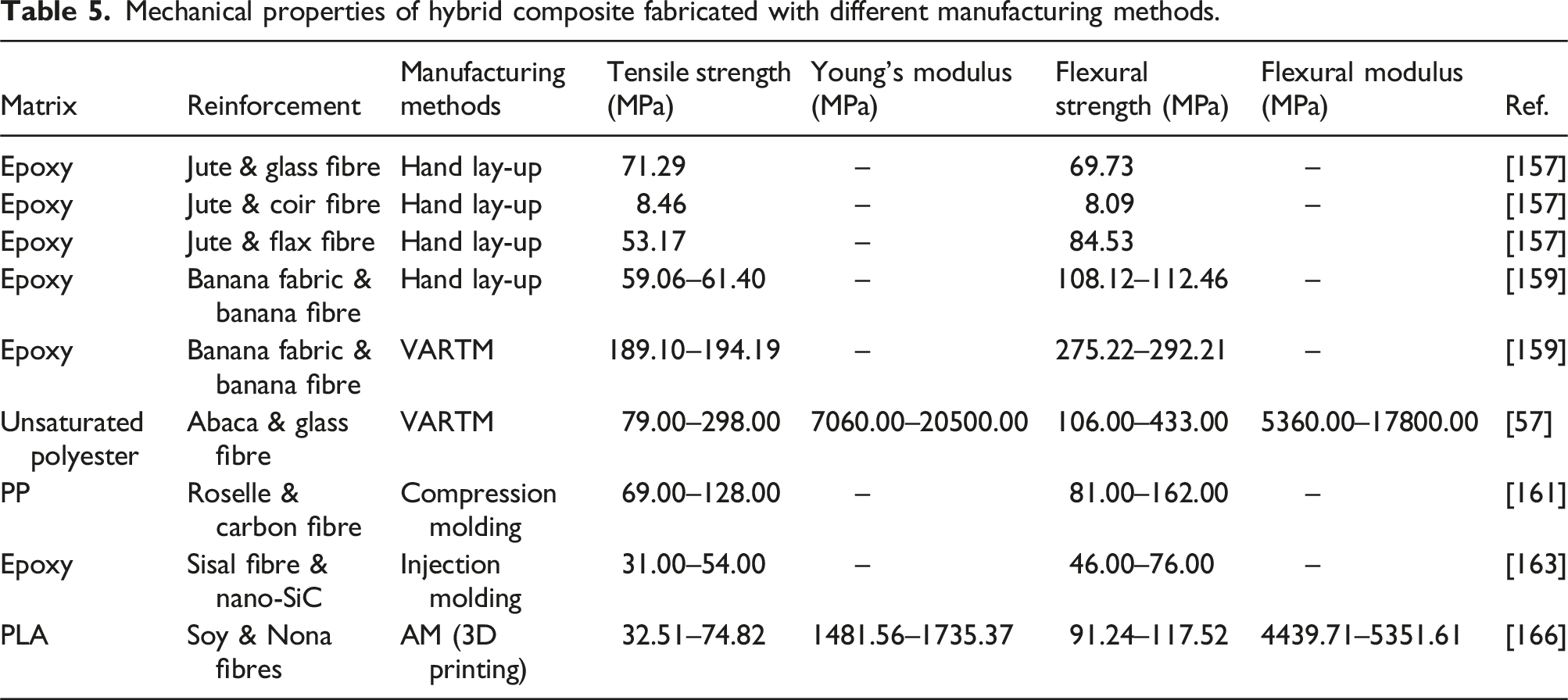
Future directions & conclusion
In conclusion, while synthetic fibres can provide robust mechanical properties to the reinforced composite, natural fibres are notable as an alternative due to their environmental sustainability and biodegradability. Numerous studies have recognized that natural fibres generally exhibit lower density, which ultimately reduces the overall weight of composite materials when used as a reinforcement medium. 168 These materials have gained traction in various industries, such as automotive, construction, and infrastructure, with market growth driven by rising awareness of sustainability and government initiatives supporting eco-friendly materials. The potential of natural fibre-reinforced composites is largely determined by the mechanical properties of the fibres, which remain a primary focus of research. Key mechanical properties associated with fibres include strength, modulus of elasticity, and elongation at break. 169 However, there are some challenges when utilising natural fibres due to the hydrophilic characteristic, which leads to relatively lower mechanical properties of natural fibres compared to synthetic reinforcements. Therefore, natural fibres were subjected to various surface treatments such as alkalinisation, silane treatment, addition of compatibilizers and enzyme treatment to address issues such as high moisture absorption and removal of the unwanted content.
Single fibre/filler-reinforced polymer composite have limitations in certain areas, especially to enhance mechanical properties. Therefore, the composites could be manufactured by hybridisation of different types of fibres or fillers, which include nanomaterials such as carbon nanotubes, graphene, nano clay and nanocellulose. Such hybrid composites exhibit attractive mechanical behaviours that can be tuned into different functionalities and have shown promising results in improving structural integrity while maintaining environmental benefits. The mechanical performance of hybrid green composites was comparable to synthetic composites, such as glass fibre composites, with the advantage of eco-friendly processing, lower cost production and raw material costs, making them a good alternative to conventional materials. The research community, and manufacturing industries, alongside regulatory authorities, have developed concerns regarding the safety of nanomaterials. 170 Recent studies have acknowledged the existing gap between the environmental health and safety of nanomaterials and potential exposure to people during the product’s life cycle as fear of inadequate safety assessments. 171 Uncertainties with the data required for proper risk assessment greatly diminish the potential application of products incorporating nanomaterials. 172 Therefore, additional research should consider the effects of nanomaterials concerning the environment, health and safety for both the short and long term.
Depending on the end-use applications, fibre preforms are tailored into various forms such as unidirectional, woven, knitted, braided, 2D or 3D, nonwoven, and multiaxial structures and reinforced with the matrix material using different techniques. 128 These fibre preforms also, known as reinforcement in textile composite, must be prepared before the manufacturing process of the fibre-reinforced composites. Natural fibre preforms are also formatted into different architectures and incorporated with nanofillers to produce hybrid composite materials that possess high toughness, damage tolerance and structural integrity to suit specific industrial applications.129,130
The recyclability and life cycle assessment (LCA) of natural FRP composites exhibited their potential as sustainable materials. With industries increasingly adopting these composites, the fabrication techniques will be critical in expanding their applications. The advantages and limitations of different manufacturing methods of natural hybrid composites, such as hand(wet) lay-up method, vacuum-assisted resin transfer molding (VARTM), compression molding, injection molding and additive manufacturing (AM), should be well acknowledged to suit the different needs of various industries.
This review paper will establish collective information to encourage further investigations on hybrid natural fibre-reinforced polymer composites which includes possible hybrid composite combinations, the inclusion of nanomaterials, and manufacturing methods of hybrid NFRP composite. Recent advancements in hybrid green composites have expanded their applicability, particularly in outdoor and load-bearing applications such as automotive exterior components, construction decking, and sports equipment. The rapid development of these composites highlights their significant potential as a sustainable material from both economic and environmental perspectives. Moving forward, continued research and development efforts are necessary to further refine the properties of hybrid green composites, ensuring their competitiveness as viable alternatives to conventional materials in engineering and industrial applications by enhancing both static and dynamic properties for green technology development.
Footnotes
Acknowledgments
The authors would like to express their gratitude to Curtin University Australia, Glasgow Caledonian University and University Kuala Lumpur (UniKL) for their support of this research. Additionally, A.L. Fong and D. Wong acknowledge the Curtin Malaysia Postgraduate Research Scholarship (CMPRS) from Curtin Malaysia Graduate School.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.