
Abstract
Nowadays natural fibre composites have gained great significance as reinforcements in polymer matrix composites. Composite material based on a polymer matrix reinforced with natural fibres is extensively used in industry due to their biodegradability, recyclability, low density and high specific properties. A study has been carried out here to investigate the fibre volume fraction effect of hemp fibre woven fabrics/PolyPropylene (PP) composite laminates on the tensile properties and impact hammer impact test. Initially, composite sheets were fabricated by the thermal-compression process with desired number of fabric layers to obtain composite laminates with different fibre volume fraction. Uniaxial, shear and biaxial tensile tests were performed and mechanical properties were calculated. Impact hammer test was also carried out to estimate the frequency and damping parameters of stratified composite plates. Scanning Electron Microscope (SEM) analysis was performed to observe the matrix and fibre constituent defects. Hemp fabrics/PP composite laminates exhibits viscoelastic behaviour and as the fibre volume fraction increases, the viscoelastic behaviour decreases to elastic behaviour. Due to this, the tensile strength increases as the fibre content increases. On the other hand, the natural frequency increases and damping ratio decrease as the fibre volume fraction increases.
Keywords
Introduction
Researchers and engineers are interested in natural fibre composites in the past decades due to their low cost, recyclability, renewability and biodegradability. Moreover, they have several more advantages like low density, low energy consumption, less health risk in inhaling, easy tooling, etc. compared to synthetic fibre composites. 1 In the engineering industry, the utilisation of plastic raw materials is widely increasing recently which are creating many environmental issues. The introduction of natural fibre into plastic parts in several applications can not only reduce the plastic usage but also improve the mechanical properties. Due to these reasons, there are plenty of research going on to expand the natural fibre composite utilisation in engineering applications. Interior automotive parts such as backrests, headrests, dashboards, door panels, cabins, etc. were manufactured with natural fibre composites and they provide better thermal - acoustic insulations. In addition to that, natural fibre composite parts can reduce the weight of the structures by conserving good mechanical properties which can provide better fuel efficiency. 2 Mercedes-Benz used jute based composite to manufacture the door panel for its E-class car. 3 Audi Car Company used flax/sisal materials to build door panels for A2 midrange car. Ford made storage bin and inner lid with wheat straw composite for 2010 Flex crossover vehicle and BMW produce lower door panel for 7 Series sedan using pre-preg natural fibre mats. 4
Fibre volume fraction is one of the crucial criteria that have huge influence on the mechanical properties of composites. Singh et al. 5 studied the influence of fibre volume fraction and curing temperature on mechanical properties of jute/ PolyLactide (PLA) green composites. It was observed that the tensile and flexural strength increases till 30% fibre fraction and later decreases with further increase in fibre content. Wang et al. 6 studied the effect of fibre volume fraction on the mechanical properties of bamboo PLA composites and it was noticed that tensile modulus increases as the fibre content increases. In addition, from the thermal test, it was found that the glass transition temperature and crystallisation temperature enhances by the increment of the fibre content. Dhakal et al. 7 studied the tensile and flexural behaviour of hemp fibre reinforced unsaturated polyester composites with different fibre volume fraction and concluded that as the fibre volume fraction increases, the water intake increase due to the high cellulose content. Liu et al. 8 studied the damping and vibration parameters of composite with different fibre volume fraction and it was observed that the damping ratio decreases and natural frequency increases with the increase in the fibre volume fraction. Raajeshkrishna et al. 9 studied the Influence of fibre content on mechanical, tribological properties of short basalt fibre reinforced nylon 6 and polypropylene composites. It was noted that the increase in fibre content increases the mechanical properties, whereas the coefficient of friction decreases.
It is evident for new composite material and from these studies that, it is essential to study the effect of the volume fraction of composites laminates. The stratified hemp fibre/PP laminates’ volume fraction effect investigation was not studied in details yet. It is established that the thermoplastic composite laminates made by thermal-compression process have a limitation of a maximum volume fraction 50–55%. Due to this, it is significant to estimate the maximum possible fibre volume fraction and thickness before fabricating automotive or engineering parts in further studies. In addition, the study of delamination phenomena at the hemp/PP interface is crucial for studying the static and dynamics behaviour of composite.
The aim of this work is to investigate the effect of fibre volume fraction on the mechanical properties of hemp fabrics/PP composite laminates in static and dynamic. Firstly, hemp fibre fabrics taffeta and serge (2 × 1) based composite laminates with different fibre volume fraction will be prepared by thermal-compression manufacturing process. Uniaxial-tensile, tensile-shear and biaxial tensile tests will be performed and mechanical properties will be estimated. SEM analysis will also performed to observe the constituents and defects in the composite. Impact hammer test will also have performed to determine the frequency and damping ratio.
Material and composite specimen fabrication
In this section, the material (dry woven fabrics and Polypropylene thin sheets) utilized in this study and the manufacturing thermo-compression process of stratified laminate agro-composite specimens will be detailed.
Materials
Two different dry woven hemp fabrics (Naturellement chanvre©) are used given different mechanical properties due to the unbalanced fibre density in warp and weft direction, weaving type, fibre crimp and strength. Taffeta dry hemp fabrics (plain weave) and serge (2 × 1) dry hemp fabrics (twill weave) with an areal density of 0.29 kg/m2 and 0.38 kg/m2 respectively (see Figure 1) and PP thin sheets (Dow plastics©) with a density of 910 kg/m3, melt flow index of 3.2 (230°C/2.16 kg), thickness 0.8 mm are used to fabricate composite specimens. The characteristics of hemp fibre woven fabrics were listed in Table 1.

Dry Taffeta and Serge (2 × 1) fabrics.
Characteristics of dry hemp fibre woven fabrics.

Composite sample fabrication
Hemp fabrics/Polypropylene PP composite sheets were fabricated by traditional thermal-compression manufacturing method by stacking the appropriate number of fabric layer between the PP sheets in four stages (Figure 2). Drying stage: Initially, fabrics were cut into desired dimensions and dried in conventional oven for 20 min at 160°C temperature to remove the moisture contents. Staking stage: Fabrics and PP sheets were stacked inside the mould and closed moulds were placed inside the oven for 2 h 30 min at 190°C temperature which melts the PP sheets. Thermal-compression stage: Hydraulic thermal press machine (Enerpac VLP106PAT1, 101 kN Bench Press with RC106 Single-Acting Cylinder and PATG1102N Air Pump) was pre-heated for 100 min with 190°C temperature and the moulds were pressed for 10 min. Cooling stage: Finally, the moulds were allowed to cool down to the ambient temperature. Demoulding stage: The composite sheets were demoulded and cut into the appropriate sample dimensions for each mechanical test. The fibre volume fraction and thickness of each combination were calculated (Table 2). (P is Polypropylene thin sheet, H is dry hemp fabrics and for instance PHP have two layers PP sheets and one layer hemp fabrics between them). The cross-section of the laminates were also calculated by measuring the thickness of the laminates from the microscopic images (Figure 2). Approximated fibre volume fraction was also calculated by considering the porosity is less and negligible.

Thermal-compression process, thermal cycle and microscopic section view of hemp fabrics/PP composites.
Fibre volume fraction Vf and thickness (t) of composite specimens.

Experimental analysis
In this section, the mechanical tensile tests (uniaxial, shear and biaxial), water absorption aging test and dynamic impact hammer test of composite material based on a polymer matrix (PP) reinforced with natural dry fabric with different fibre volume fraction were presented and discussed. Three types of tensile tests were performed. First, the elastic uniaxial-tensile and in-plane shear modulus of taffeta fabrics (plain weave) and serge (2 × 1) fabrics (twill weave) were measured. Second, the ultimate tensile strengths and failure strains of composite are measured. Third, the deformation of bidirectional laminates specimens under biaxial tensile test were measured.
Mechanical tensile tests
Hemp composite specimens were prepared with a gauge length of 150 mm and width 25 mm with 0°/90° fibre orientation for tensile tests and with +45°/−45° fibre orientation for shear test. Cruciform shaped specimens having an arm width of 30 mm and a total specimen gauge length of 60 mm were used for biaxial tensile tests (see Figure 3). Uniaxial-tensile and tensile shear test specimens were prepared according to ASTM D638, whereas the biaxial tensile test specimens were prepared according to ISO 16842 standards. 10 Mechanical tests were performed at ambient temperature with static load using INSTRON 4484 machine (50 KN load cell) with a crosshead speed V = 3mm/min. Different number of specimens were tested and force versus displacement curve for each test were analysed.

Stratified composite laminate specimens and mechanical test setup.
Impact hammer test
Natural fibre composites have high ability to reduce damping and vibration characteristics. In order to study the dynamic characteristics, composite specimens were excited using impact hammer (Brüel & Kjaer impact hammer 8204) and the responses was measured (Brüel & Kjaer photon+ Dynamic Signal Analyzer). The experimental procedure used to measure the natural frequencies and the damping at room temperature is given in Figure 4 and can be divided into four steps. First, the composite specimens are fixed at both ends (clamped-clamped boundary conditions) using a test rig. The clamped regions are 10 mm long and the free span of the specimens is 140 mm. Second, an impact excitation is applied using an impact hammer. Third, the free vibration response of the composite specimens is measured by an accelerometer. The vibration signals are recorded for 0.5 s at a sampling rate of 50 Hz and each measurement is repeated five times per specimen for all specimens with different fibre volume fraction. Finally, the free vibration responses are used to calculate the first five natural frequencies using the fast Fourier transform and the damping via the logarithm decrement method.
11
The damping responses were measured by the half power band-width method as used for the first frequency mode of specimens. The frequency range around the resonance peak was chosen according to the classical 3dB method and an automatic polynomial fit was applied to extract the eigen-frequency and damping factor. The damping factor was calculated by:

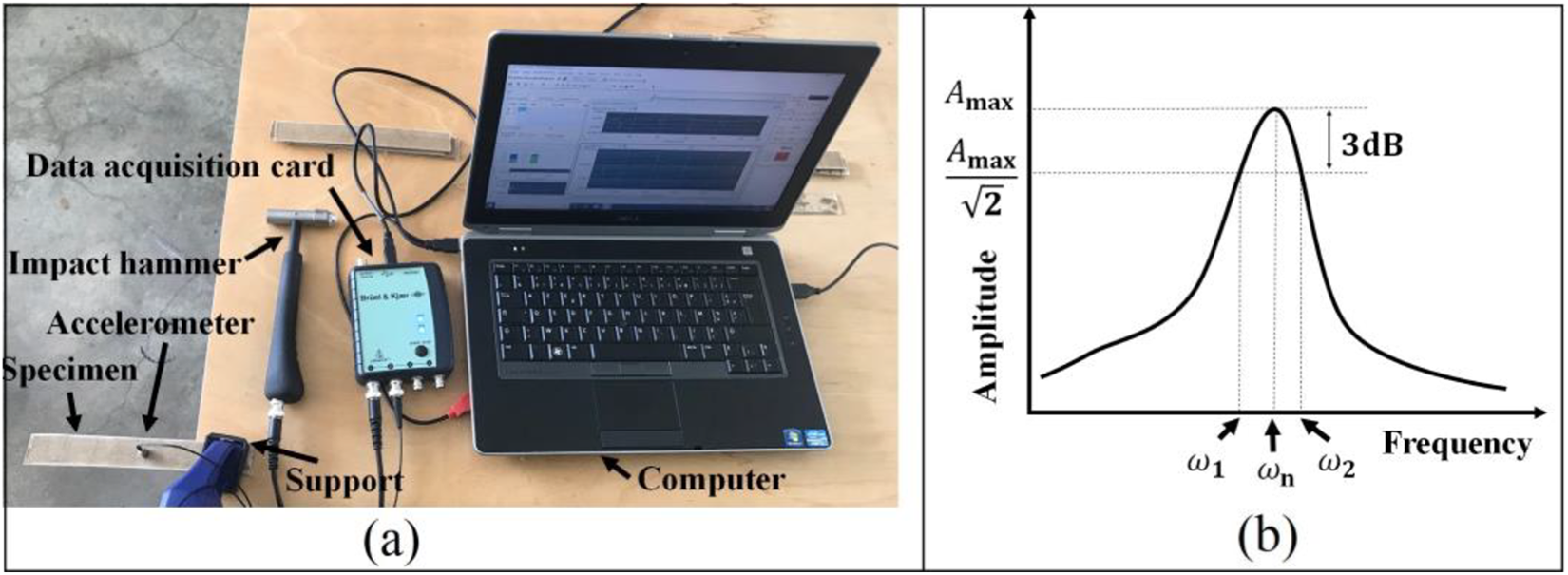
Impact hammer test setup.
where
Scanning electron microscope (SEM) analysis
Scanning Electron Microscopy (SEM) is used to reveal microstructural information of fractured surfaces of composites. SEM analysis was performed using Hitachi S-3500N with accelerating voltage of 1 kV and the working distance of 10.9 mm. The sample failed in tensile test was analysed to observe the fibre delamination and defects.
Results and discussion
Several studies have concentrated their efforts on the study of the natural fibre content effects on the behaviour of composites.12-15 It was concluded that the fibre content strongly affects the overall properties of composites; 30% fibre loading displays the best tensile strength, while the tensile modulus, thermal stability, hardness, and flexural strength increased with increase of fibre content, but the strain decreased. However, the experimental results are different due to the properties of fibres and viscosity of matrix; therefore, the effect of fibre loading on the mechanical behaviour of composites is one of the significant interests of many researchers. 16 Many studies investigate the fibre loading effects on mechanical properties of composites, introducing new matrix into the field of natural fibre gives more alternatives with a broad set of properties. They indicated that the mechanical behaviours of the hemp/PP composites improved when the hemp fibre content increased, up to 50%, and reduced gradually at 70%. In this section we study the effect of fibre content on the mechanical performance of woven woven hemp reinforced PP laminate composite. 15
Mechanical tests
Tensile tests were performed on stratified composite reinforced by natural hemp fabrics to characterize three mechanical properties: Elastic uniaxial-tensile and in-plane shear modulus of taffeta fabrics (plain weave) and serge (2 × 1) fabrics (twill weave). Ultimate tensile strength. Failure strains.
In this section, the results obtained from mechanical tensile tests, water absorption and dynamic vibration tests of stratified composite reinforced by hemp fabrics (taffeta and serge) for different fibre volume fraction will be analysed and discussed.
Uniaxial-tensile test
During the mechanical tests, the displacement versus load until failure occurred were recorded. Tensile stress versus strain for each specimen (four tests by each stratified specimen) were calculated and plotted in Figure 5. Ultimate failure was defined as the maximum load with the specimen could support (matrix cracking, delamination, fibre damage). The strength σmax is defined as the stress corresponding to this maximum load. The elastic modulus (E) obtained from the initial slope of the curve in the range of 0.1–0.5% strain as: Tensile modulus (E): Due to the unbalanced fibre density in each direction, the taffeta woven reinforcement PHP presents tensile modulus of E = 1143.50 MPa in warp direction and E = 1356.81 MPa in weft direction. As the fibre volume fraction increases from 18% to 45%, the hemp taffeta/PP composite have a tensile modulus of increases from E = 1143.50 MPa to 2377.59 MPa (100% increase) in warp direction and from E = 1356.81 MPa to 2629.41 MPa (93% increase) in weft direction. Similarly, the serge (2 × 1) PHP composite have a tensile modulus of E = 1871.80 MPa in warp direction and 1233.40 MPa in weft direction. As the fibre volume fraction increases from 22% to 54%, the serge (2 × 1) tensile modulus of increases from 1871.80 MPa to 3577.4 MPa (91% increase) in warp direction and from E = 1233.40 MPa to 2638.25 MPa (113% increase) in weft direction. Tensile strength σmax: Taffeta PHP composite presents a tensile strength of σmax = 25.67 MPa in warp direction and 28.13 MPa in weft direction. As the fibre volume fraction increases from 18% to 45%, the tensile strength increases from σmax = 25.67 MPa to 44.33 MPa (72% increase) in warp direction and σmax = 28.13 MPa to 45.24 MPa (60% increase) in weft direction. Similarly, the serge (2 × 1) PHP composite have a tensile strength of σmax = 40.93 MPa in warp direction and σmax = 26.52 MPa in weft direction. As the fibre volume fraction increases of 145%, the tensile strength increases of 52% in warp direction and 43% in weft direction. Tensile failure strain ∊f: For the taffeta stratified composite, as the fibre volume fraction increase of 150%, the taffeta composite increases of 2% in warp direction and of 18% in weft direction. Similarly for the serge (2 × 1) composite, as the fibre volume fraction increases of 145%, the tensile failure strain increases of 54% in warp direction and of 18% in weft direction.

Tensile stress versus tensile strain for hemp/PP composite with different Vf.
Generally, in composite material, fibre is the reinforcement and matrix holds the fibres together. When the load is applied to composite structure, the fibres transfer the load between them and the lack of enough fibre will reduce the stiffness of the material. From the results, it can be observed that the decrease in the fibre content reduces the stiffness of the material. This lower strength occurs due to the limitation of fibres to transfer the load equally in the whole material. As a consequence of this, stress concentration will be initiated in the matrix and cracks will be propagated. It can be concluded that as the number of hemp fabric layer increases, i.e. the fibre content increase and thereby the load will be carried by more amount of fibre which increases the tensile modulus and tensile strength of the composites (Tables 3 to 5). This increase in the tensile modulus and tensile strength with respect to the fibre content was also observed by Lee and Jang. 17 According to Thomason, 18 the increase in the fibre content after a limit will produce poor fibre matrix adhesion and this high fibre content creates high stress concentration. This creates crack propagation in the local area and create damage to the whole structure.
Tensile modulus E(MPa) of hemp/PP composites with different Vf.

Tensile strength σmax(MPa) of hemp/PP composites with different Vf.

Tensile failure strain ∊f (mm/mm) of hemp/PP composites with different Vf.

Tensile shear test
Woven fabrics plays a crucial role in the shear behaviour of the stratified composites and the addition of each layer of fabrics provides better shear properties to the composite material. The main purpose of in-plane shear test to estimate the maximum shear stress, shear modulus and shear strain failure. It is very essential to estimate these parameters for the better designing of composite parts and the shear failure can cause huge damage to large structures.
In the uniaxial shear test, the fibres of the different layers of the laminated composite are oriented at 45° to the direction of the tensile load. Shear stress in-plane versus shear strain curves for each specimen were calculated and plotted in Figure 6. The tensile shear test exhibits similar behaviour likewise in the tensile test as expected. A notable increase in the shear modulus of stratified taffeta and serge (2 × 1) composite was observed as the fibre content increases (see Tables 6 to 8).
It is observed that the taffeta stratified composite with one fabric layer (PHP) present a shear modulus of G = 417.29 MPa and as the fibre volume fraction increases from 18% to 45%, the shear modulus increases to G = 1138.11 MPa (172% increase). Similarly, the serge (2 × 1) PHP laminate composite has a shear modulus of G = 518.61 MPa and as the fibre volume fraction increases from 22% to 54%, the shear modulus increases to G = 1310.06 MPa (152% increase). Taffeta stratified composite have a shear strength τmax increases of 37% (τmax = 12 to 16 MPa) as the fibre volume fraction increases from 18% to 45%. Similarly, the serge (2 × 1) PHP laminate composite shear strength increases of 58% (τmax = 14 to 22 MPa) as the fibre volume fraction increases from 22% to 54%. Shear failure strain γf (mm/mm) of taffeta stratified composite increases of 16% as the fibre volume fraction increases of 150%. Similarly, the serge woven fabric (2 × 1) shear failure strain increases of 36% as the fibre volume fraction increases of 145%.
In shear loading, the fibre and matrix produces different strain and this will cause interfacial shear stress on the composite part. Interfacial shear stress will generate plastic deformations and stress concentration will be increased. This will result in the small cracks and cause delamination. 19

Shear stress versus shear strain for hemp/PP composite with different Vf.
Shear modulus G(MPa) of hemp/pp composites with different Vf.

Shear strength τmax (MPa) of hemp/pp composites with different Vf.

Shear failure strain γf (mm/mm) of hemp/pp composites with different Vf.

Biaxial tensile test
Due to the anisotropic behaviour of hemp fibre woven fabric reinforcement, it is essential to study the biaxial tensile behaviour of the composite. To apply biaxial loads using tensile machine on cruciform specimens a specific device is required. Development of a test device and associated experimental procedure for evaluating the strength of composite laminates under an in-plane biaxial tensile stress state is presented. Compression force was applied from the top jaw of the tensile machine which allows the composite to deform in four directions. The system is in equilibrium and the force applied at the single point will be shared by the composites in four directions equally
Biaxial tensile test shows that (Figure 7), the taffeta PHP composite have a maximum biaxial tensile force of 3461.75 N and as the fibre volume fraction increases from 18% to 45%, the taffeta PHHHHP composite have a maximum biaxial tensile force of 5270.99 N. Similarly, the serge (2 × 1) PHP composite have a maximum biaxial tensile force of 4171.82 N and as the fibre volume fraction increases from 22% to 54%, the taffeta PHHHHP composite presents a maximum biaxial tensile force of 6128.44 N (see Table 9).

Maximum biaxial tensile force versus crosshead displacement for hemp/PP composite with different Vf.
Maximum biaxial tensile force Fmax(N) of hemp/pp composites with different Vf.

Boisse et al. 20 mentioned the importance of the yarn behaviour in the transverse compression and it is noted that the yarns are quite stiffness in this direction. Due to this, when the loading starts, the yarns flatten. Initially, the undulated yarns will strengthen and as the force rises, the yarn will be locked. After a limit, they are no longer able to extend. This will initiate micro cracks on the matrices in the fillet region of the cruciform specimens and extend to complete damage. 21
The comparison curve for each test were plotted in Figure 8 and significant enhancement in the mechanical properties can be analysed compared to the composites with low fibre volume fraction. As the fibres are load carriers in the composite, the increase in the tensile modulus is due the stiffening effect of the fibres. 22 In addition, as the stiffness increases, the mobility of matrix, i.e. PP molecular chains will be weak. 23 Fibre orientation, micro fibril angle, cellulose content, degree of crystallinity, etc. are the major factors which affect the Young’s modulus of the natural fibres.12,13 The tensile strength was also observed to be increasing due to the increase in the fibre content, which resists the force. Even though, tensile strength of the composite will decrease if the fibre volume fraction increases too much large high.
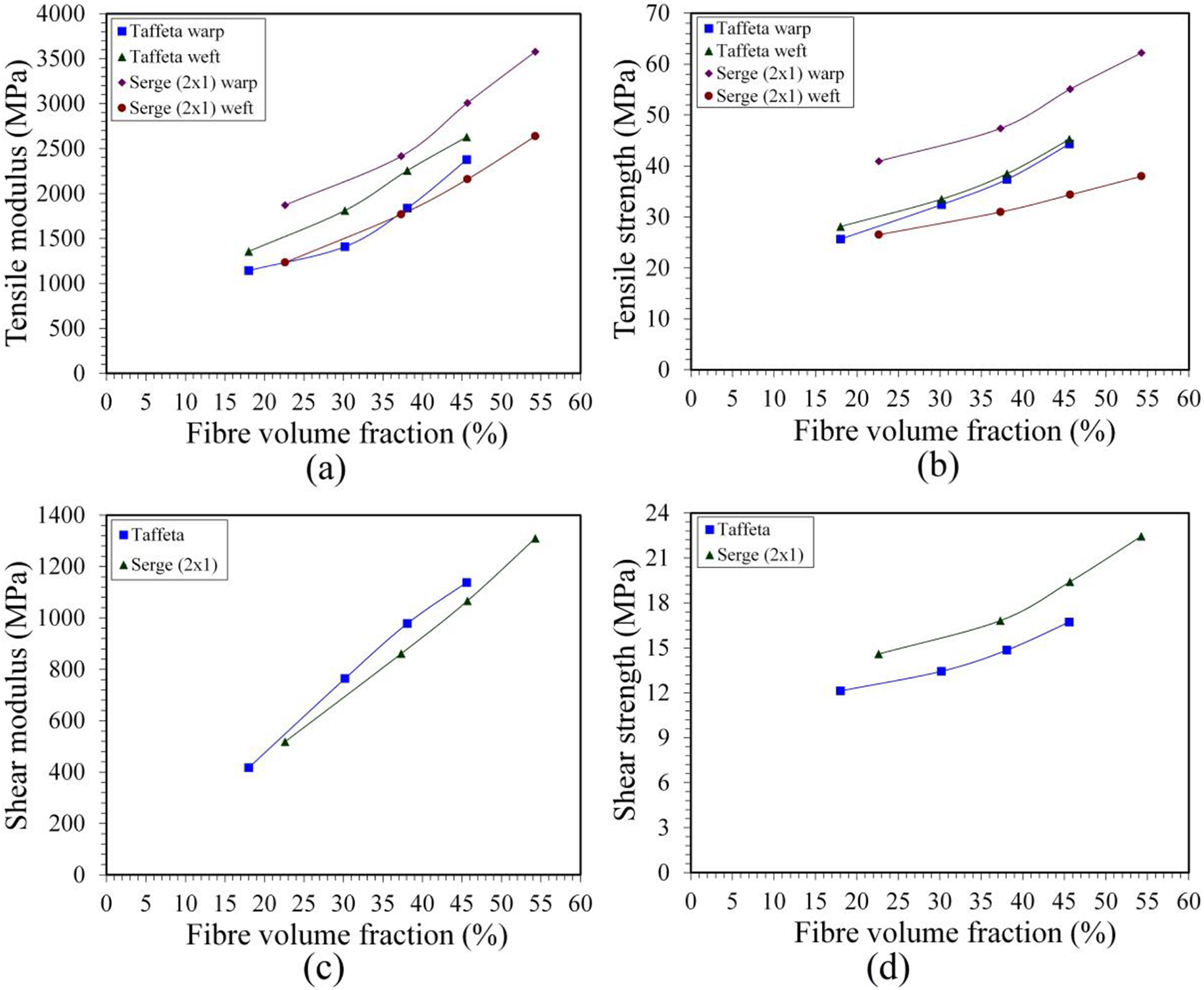
Comparison of tensile modulus, tensile strength, shear modulus and shear strength for hemp fabrics/PP composite with different fibre volume fraction.
Impact hammer test
Damping ratio is the measure showing how oscillation decay after vibration or any disturbance in a system. 14 Damping ratio is a significant parameter in the dynamic behaviour analysis of composite structures as it influences the vibration and noise levels significantly. A stiff material (hemp woven fabric) that lack sufficient damping is sandwiched between two soft viscoelastic layer PP. Due to its high level of energy dissipation, the viscoelastic layer is provided to play a damping role and improves the dynamic response of the composite structure. For woven reinforced composites, the damping behaviour could be tailored by changing the parameters of woven fabric type, matrix and interface. In addition, vibration-coupling effect in the composite are significantly influenced by fibre orientation and stacking sequence, which are prone to increase the damping. It is necessary to investigate the damping behaviour of woven reinforced composites.
Natural frequencies ωn and damping factors
Damping and natural frequency parameters.

The comparison curve for the damping ratio versus fibre volume fraction and natural frequency versus fibre volume fraction were plotted in Figure 9. It was observed that the damping ratio decreases from

Comparison of damping ratio and natural frequency for hemp fabrics/PP composite with different Vf.
The results showed that the damping factor is highly sensitive to local microstructure any variation in the fibre volume fraction or in the intrinsic properties of the components will have a strong influence on the measured damping. The increased fabric volume fraction could improve the damping of fabric-reinforced composites. Considering the significant role of shear deformations in energy dissipation, the interfacial damping leads to significant improvement due to the high shear strain energy stored in this region.
Scanning electron microscope (SEM) analysis
SEM analysis was performed using Hitachi S-3500N with accelerating voltage of 1 kV and the working distance of 10.9 mm as mentioned above. The sample failed in tensile test was analysed to observe the composite constituents and the defects. Hemp fabrics/PP composite was analysed under SEM and the typical composite defects such as matrix crack, fibre breakage and fibre-matrix interface debonding were observed (see images of Figure 10).

SEM images of hemp fabrics/PP composite damage.
Conclusion
Hemp fabrics/PP composites with different fibre volume fraction was fabricated by conventional thermal-compression process. Uniaxial, shear and biaxial tensile tests were performed. The various investigations carried out on these agro-composites have shown the importance of the characterisation of the mechanical properties in static and dynamic for a more detailed understanding of the overall behaviour of composite structures based on hemp fibre: From the uniaxial-tensile test, it was observed that as the fibre content increases tensile modulus increase for stratified composite reinforced with woven fabric (taffeta and serge). It can be concluded that as the number of hemp fabric layer increases, i.e. the fibre content increase and thereby the load will be carried by more amount of fibre which increases the tensile modulus and tensile strength of the composites. Damage and constituents in the composite (fibre, matrix and interface) were also observed by SEM analysis. Fabrics plays a crucial role in the shear behaviour of the composites and the addition of each layer of fabrics to the composites provides better shear properties to the composite. A notable increase in the shear modulus of taffeta composite and serge (2 × 1) composite was observed as the fibre content increases. The maximum biaxial tensile force was also increased after the addition more fibre content. It can be concluded that the mechanical properties of hemp/PP increases remarkably as the fibre content increases and it was also observed that maximum achievable fibre volume fraction for hemp fabrics/PP by the thermal-compression process is approximately 50–55%. The damping factor of the composite is highly sensitive to local microstructure any variation in the fibre volume fraction or in the intrinsic properties of the components will have a strong influence on the measured damping.
Footnotes
Acknowledgments
The authors would like to acknowledge the valuable financial support of University of Technology of Troyes and Grand Est Region France - European Regional Development Fund (FEDER) during this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This research was supported by the University Technology of Troyes and Grand Est Region France - European Regional Development Fund (FEDER).