
Abstract
In this work, three different nanoclays (1.44P, 1.34MN, and Cloisite 15A) were used to reinforce an injection grade poly(lactic acid) (PLA). The nanocomposites (NCs) were prepared using three different nanoclay concentration levels (1, 3, and 5 wt%) in a twin-screw extruder. To evaluate their mechanical performance (static and dynamic tests) and thermal properties, the respective samples were obtained by injection molding. Results showed that the three nanoclays significantly increased the tensile and flexural modulus of the injection grade PLA. The 1.34MN NCs also showed improvement in the tensile strength. An increment in flexural strength was obtained with 1.34MN and 1.44P nanoclays, while with nanoclay 15A, the flexural strength decreased. Additionally, the use of 5 wt% of 1.44P nanoclay allowed an increase in impact strength while using 1.34MN and 15A nanoclays, the impact strength was similar to the one observed for pure PLA. In general, mechanodynamic analysis results showed that storage modulus increased with nanoclay content; while thermogravimetric analysis indicated that none of the nanoclays has a significant effect over the degradation temperature of pure PLA. Differential scanning calorimetry results showed that the crystallinity of PLA is enhanced with nanoclay inclusion. For 1.34MN NCs, X-ray diffraction observations exposed that the mineral clay relative intensity peaks disappeared indicating nanoclay exfoliation, which contributes to the increase in tensile and flexural strength in the NCs. Nevertheless for 1.44P and 15A nanoclays, an increase in the interlayer distance (intercalation) was detected.
Introduction
The negative environmental impact of oil products has spawned the interest in the production of more friendly polymeric materials (e.g. biodegradable polyacids or polyesters). Poly(lactic acid) (PLA) is a versatile thermoplastic biopolymer produced using lactic acid which is commonly obtained by the fermentation of corn, potato, sugar beet, or sugar cane. 1 Currently, it is the most used biopolymer due to its rigidity (similar to polypropylene) and easy processability in comparison to other biopolymers. 2 Due to its biocompatibility, PLA is used extensively in medical applications such as implant devices, tissue scaffolds, and internal sutures. 3 Nevertheless, it also presents some disadvantages (high cost, brittleness, sensitivity to high temperature and humidity, low molecular weight and low impact strength) that limit its applications. For those reasons, different methods have been proposed to modify the physico-mechanical properties of PLA. A method used to increase crystallinity and to enhance PLA thermal stability is thermal annealing (a post-processing treatment), in which the samples are heated to temperatures between their thermal transitions for a given time. This thermal treatment has promoted an important increase in mechanodynamic moduli at temperatures above 60°C. 4,5
The presence of additives in a polymer resin can also influence crystallization kinetics and crystalline morphology due to their nucleating sites role to ease crystallization, or promoting polymer chain mobility, that leads to an increase in crystallization rate. 6 Since nanocomposites (NCs) are prepared to improve properties by the incorporation of small amounts of nano-sized fillers into polymer matrices, the use of biopolymers as polymer matrices may also be useful to form promising materials with improved properties that additionally preserve material biodegradability without ecotoxicity. 7,8 Montmorillonites (MMTs) have a great industrial value due to their plate morphology intercalative capacity, 9 which makes them one of the most used nanofillers in the present days. Ray et al. 10 used three layered silicates: MMT, saponite, and synthetic fluorine mica (the three of them with different organic modifications) to prepare PLA NCs by twin-screw extrusion followed by compression molding. The evaluated thermal properties showed that crystallization increased with MMT but not with the other two clays. They also evaluated the flexural properties and found that MMT caused a higher increase in flexural modulus and strength than the other silicates. Ray et al. 11 also studied PLA NCs prepared with MMT that was modified with trimethyl octadecylammonium cation, reporting a significant improvement in the biodegradability of PLA by the nanoclay inclusion. Krikorian and Pochan 12 prepared PLA NCs using three different cloisites 15A, 25A, and 30B; their samples were prepared via solution-intercalation and film-casting; the results showed increments in storage modulus and decrements in the heat of fusion as clay content increased. Araujo et al. 13 prepared NC films and found that a nanoclay modified with quaternary ammonium (Cloisite 30B) caused an increase in PLA glass transition temperature (Tg) from 48°C (for pure PLA) to 57°C using 3 wt% of nanoclay. Piekarska et al. 14 evaluated the dynamic and tensile behavior of MMT-PLA composites obtained by extrusion followed by compression molding and found increments for storage modulus of PLA from 3010 to 3600 MPa and decrements in yield strength from 49 to 43 MPa. Ozdemir and Hacaloglu 15 investigated the effect of Cloisite 30B (C30B) over poly(lactic acid)-polyethylene glycol (PLA-PEG) blends and reported increases in tensile strength and modulus. Zaidi et al. 16 studied the effect of weathering over bio-NCs; the Fourier transform infrared (FTIR) analysis showed that the photo-oxidation mechanism of PLA did not change with the inclusion of C30B, while the degradation rate increased significantly. Arroyo et al. 17 prepared PLA/MMT NCs and found that tensile modulus increased from 3.8 to 4.1 GPa with 5 wt% of clay content, while tensile strength decreased from 58 to 46 MPa, relating such decrease to inefficient/low particle–matrix interaction. Solarski et al. 18 reported a polylactid/clay NC using C30B and a plasticizer; they found decrements on tensile modulus and strength when the amount of C30B increased. Mansa et al. 19 used smectite-rich clay fraction to formulate PLA NCs and compared them with NCs prepared with commercial MMT. They reported improvements on thermal stability by the addition of both clays. Ozdemir et al. 20 studied the effect of interspace distance and possible chemical interactions between PLA and organically modified MMTs (Cloisites 15A, 20A, and 30B) obtained by extrusion or solution. Their results showed exfoliation of C30B, which was related to a better interaction between the C30B clay and PLA in comparison with the other nanoclays.
As it has been exposed, there are numerous reports of PLA-based NCs; however, most of the studies have been performed with films or sheets obtained by compression molding or extrusion, focusing on the effect of nanofillers over the NCs’ thermal properties. Thus, there are very few reports 8,21,22 regarding the effect of nanoclay addition on the mechanical properties of NCs obtained by injection molding (which is an important process for high production scale in the plastics industry), especially on flexural and impact properties, which are important properties to be delimited for many applications. Prakalathan et al. 21 evaluated the effect of the inclusion of different nanoclays in an extrusion grade PLA with a MFI of 6 g/10 min. Their results showed increments in flexural properties and impact strength.
In this study, the objective is to look at the improvement in mechanical properties that can be achieved selecting a PLA of high MFI value (35 g/10 min), to accomplish an efficient intercalation of PLA into the nanoclays galleries, looking for a fine polymer-NC integration. With such purpose, three commercial nanoclays with different organic modifications were individually mixed with PLA, evaluating tensile, flexural, and impact properties of PLA, along with mechanodynamic behavior as a function of temperature, as well as their thermal transitions to attain the whole mechanothermal perspective of the formulated NCs.
Experimental
Materials
PLA 3251D from Nature Works LLC (USA) was used as the polymer matrix. This biopolymer has a MFI of 35 g/10 min (190°C/2.16 kg), a density of 1.24 g cm−3, and a melting temperature (Tm) range of 188–210°C. The nanoclays used in this study were Cloisite 15A modified with dimethyl, dihydrogenated tallow quaternary ammonium, obtained from Southern Clay and Products with an average particle size of ≤6 μm, and nanoclay 1.44P modified with dimethyl dialkyl (C14–C18) amine (35–45 wt%) and nanoclay 1.34MN modified with methyl dihydroxyethyl-hydrogenated tallow ammonium (25–30 wt%) were obtained from Sigma Aldrich (USA) with average particle size ≤20 μm. The chemical structure of the used nanoclays is shown in Figure 1.

Nanoclay fillers structure.
NCs preparation
The NCs were prepared with three nanoclay contents according to Table 1, choosing common nanoclay contents, as it can be seen in the literature. 13 -15 The nanoclays and PLA were dried at 80°C for 24 h in an oven to remove the moisture; then, both components were blended in a twin-screw extruder Leistritz Micro 27 GL/GG 32D (Germany) using nine heating zones within 150–180°C. Using 60 r min−1 for blending, the extruded material with 2 mm diameter was pelletized. The pellets were then oven-dried for 24 h at 80°C before injection molding, to obtain rectangular samples with dimensions of 130 × 40 × 2.5 mm3 on a NISSEI machine, model ES-1000 (Japan) with a mold temperature of 30°C and a screw temperature profile of 165/185/190/185°C.
Nanocomposites composition.
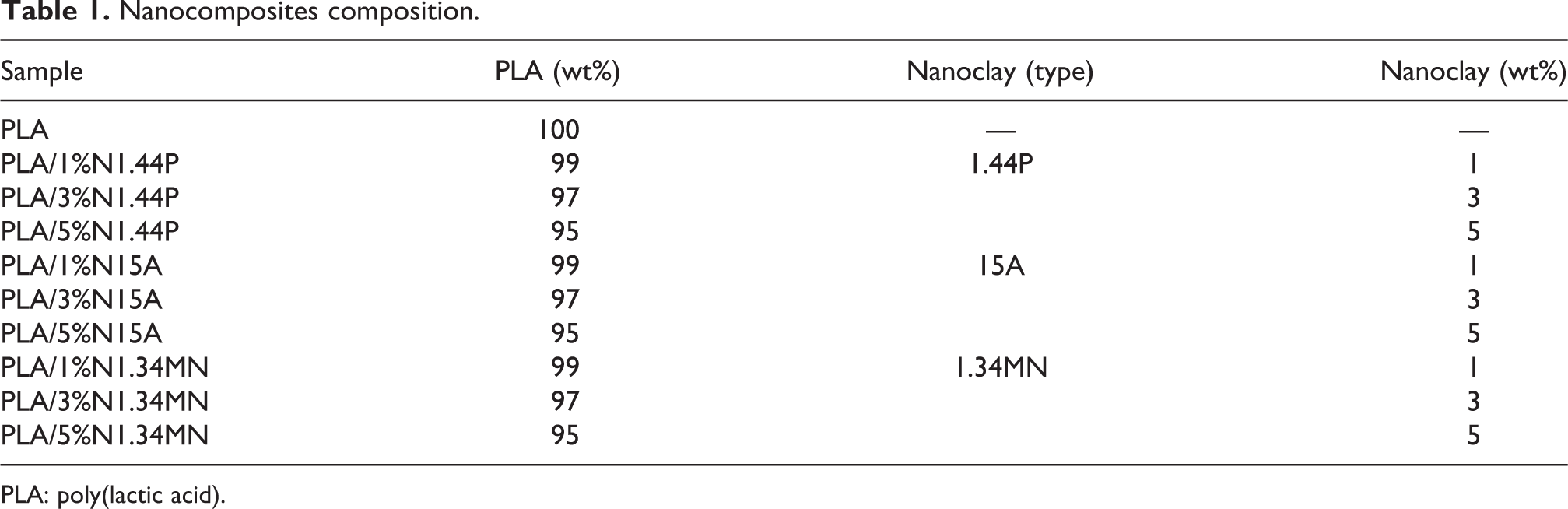
PLA: poly(lactic acid).
Thermal properties
Thermal behavior of the NCs was evaluated by differential scanning calorimetry (DSC). The samples used for DSC were cut from the injected specimens (2–5 mg). A TA Instruments DSC Discovery Q5000 model (USA) was used to perform a scan between 20°C and 160°C at a heating rate of 10°C min−1 under a nitrogen flow of 50 mL min−1. The Tg, crystallization (Tc) temperature, and Tm were measured to study the effect of each nanoclay over those temperatures. The crystallinity (X) was determined using the following expressions

and

where Xm is the crystallinity measured in the melting peak and Xc in the cold crystallization peak; ΔHm and ΔHc are the experimental heat of fusion and crystallization, respectively, determined from DSC; ΔHref is the theoretical heat of fusion of 100% crystalline PLA (93 J g−1) 4 and x is the weight fraction of PLA in the NCs. Additionally, thermogravimetric analysis (TGA) was conducted to evaluate the thermal stability of the PLA and the bio-NCs. The tests were carried out on a TA Instruments TGA discovery model using samples of 5–10 mg at a heating rate of 10°C min−1 from 40°C to 600°C under nitrogen atmosphere.
Dynamic mechanical analysis
The dynamic mechanical analysis (DMA) of the NCs was carried out in a TA Instruments DMA Q800 using a three-point bending clamp and a temperature sweeping mode from 35 to 85°C at a heating rate of 1.5°C min−1 (frequency of 1 Hz and oscillating amplitude of 15 µm). Tests were performed following ASTM D5023.
Mechanostatic properties
For the static properties, the samples were tested according to the following experiments: Charpy impact strength was determined using a Ceast machine model 6897 (Italy). The specimens were prepared according to ASTM D6110 and each reported value represents the average of 10 notched samples. Flexural and tensile properties were evaluated using a Universal testing machine, Instron model 3345 (USA) at room temperature (23°C). Flexural tests were carried out according to ASTM D790 and sample dimensions were 80 × 12.7 × 2.5 mm3 with a span length of 40 mm. Six samples for each material were tested at a crosshead speed of 2 mm min−1. Tensile tests were carried out according to ASTM D638 (type IV specimens) using a crosshead speed of 5 mm min−1 for seven specimens of each material. An analysis of variance was performed (Statgraphics software, Centurion 10) for all mechanostatic properties to ensure statistically significant differences.
X-ray diffraction
The diffraction patterns of pure PLA and its NCs were obtained using an X-ray diffractometer (XRD) Malvern Panalytical (UK) Empyrean, with a copper Kα (λ = 1.5406 Å) at 45 kV and 40 mA, in a 2θ range from 5° to 50° with a step size of 0.02° s−1.
Results and discussion
Thermal properties
The thermal properties of PLA and its NCs (1.44P NC, 15A NC, and 1.34MN NC) are shown in Table 2. The DSC behavior of pure PLA is presented in Figure 2(a). Thermal behavior of all the NCs was very similar to that of pure PLA. The melting temperature (Tm) and glass transition temperature (Tg) values for the PLA are around 160°C and 58°C, respectively. According to the results, it was found that Tm and Tg remain very similar to PLA values for all NCs in spite of the different type and content of the nanoclays. As it was mentioned above, a common approach to increase the crystallization rate is to add nucleating agents. In this study, such effect was observed in all NCs since nanoclay inclusion decreased the Tc. The higher decrease in Tc values was obtained for 15A NC, going from 85°C (for pure PLA) to 78°C regardless of nanoclay content. The NC with nanoclays 1.44P and 1.34MN showed the higher decreases for 1% of nanoclay (81°C and 82°C, respectively). Similar behavior has been reported by other authors that point out the nucleating effect of nanoclays over the crystallization of PLA. 13,23 It was also found that the addition of nanoclays increased the degree of crystallinity of pure PLA (which is 52%), and these increments are a function of the nanoclay content, presenting the higher Xm values for 5 wt%. The NC with nanoclay 1.44P reached the maximum crystallinity (58%) while the ones with 15A or 1.34MN achieved crystallinity values of 56% and 54%, respectively. Arroyo et al. 17 suggest that this behavior is related to the clay layers or aggregates that increase the nucleation density to increase crystallization. They reported an increase of cold Tc in PLA by the incorporation of Cloisite 30B at 2 and 5 wt% loading, but at 10 wt%, it was reduced. The crystallinity calculated as Xc also shows increments by nanoclay addition with the difference that in this case, the higher values are for 3 wt% for all the nanoclays used. TGA results showed small modifications in the degradation temperature with the addition of nanoclays (Figure 2(b)). It was shown that nanoclays addition practically did not modify the degradation temperature of PLA. The TGA results are presented in Table 3, and in Figure 2(b), it can be observed that the TGA curve of pure PLA and the curves of the NCs are very similar (as it was found in DSC tests); they showed the same trend up to 360°C for all types and contents of nanoclays. Pure PLA shows a weight loss of 5% at 306°C which is attributed to the beginning of degradation of the material. In the case of NCs, this temperature is increased between 2°C and 10°C with nanoclay addition. The weight-loss temperature curve shows that the residual percentage left beyond 360°C corresponds to the inorganic material content of each sample. 24
Thermal parameters of PLA and nanocomposite materials using DSC.

Tg: glass transition temperature; Tc: crystallization temperature; Tm: melting temperature; PLA: poly(lactic acid); DSC: differential scanning calorimetry.

PLA thermal behavior: (a) DSC and (b) TGA tests. DSC: differential scanning calorimetry; PLA: poly(lactic acid); TGA: thermogravimetric analysis.
Thermal analysis by TGA of PLA and nanocomposites materials.
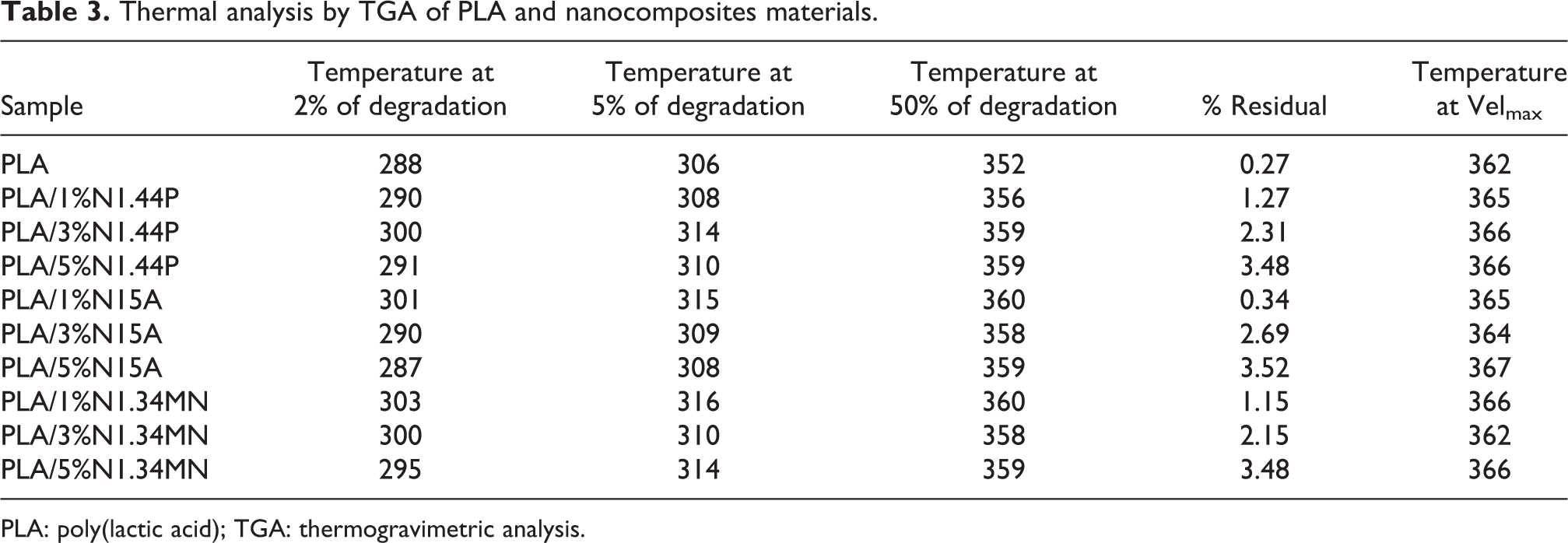
PLA: poly(lactic acid); TGA: thermogravimetric analysis.
Dynamic mechanical analysis
The storage and loss moduli as a function of temperature are presented in Figure 3. In Figure 3(a), the results showed that for 1.44P NC the storage modulus of the plateau zone, increased with nanoclay content, from 3490 to 4350 MPa (25%) as an indication of the increase in stiffness due to the nanoclay addition. In the case of the material with nanoclay 15A, for 1 and 3 wt% content (Figure 3(b)), the storage modulus presented the same values as pure PLA, while with 5 wt% content, the plateau value reached 3870 MPa (10% of increment). The behavior obtained for 1.34MN NC (Figure 3(c)) was similar to the observed for 1.44P NC that presented a maximum storage modulus of 4390 MPa (for 5 wt%). Additionally, the results obtained in this test showed that NC promotes an increase in storage modulus that is sustained even beyond 60°C, which corresponds to the Tg of PLA. The loss modulus results presented in Figure 3(d) to (f) show that the addition of nanoclays to pure PLA did not modify significantly the PLA Tg (probably due to the small amounts of nanoclays used). Pure PLA shows a peak at 60°C. Small changes are observed with the addition of 3 and 5 wt% of nanoclays 1.44P and 15A, where a Tg shifting to lower temperature (58°C). Prakalathan et al. 21 using an extrusion grade PLA (i.e. low viscosity) found that nanoclay addition increases Tg, while the storage modulus is not increased. This different effect of the nanoclay addition can be attributed to the differences in the PLA viscosity that influences the dispersion/intercalation of the nanoclay inside the matrix.

DMA results: (a) 1.44P, (b) 15A, and (c) 1.34MN nanocomposites.
Mechanostatic properties
The values obtained in flexural strength (Table 4) presented increments with the inclusion of nanoclays 1.44P and 1.34MN. For 1.44P NC, a flexural strength value of 94 MPa was obtained (pure PLA was 83 MPa) regardless of the nanoclay content. Conversely, with 1 wt% of nanoclay 1.34MN, the flexural strength did not change while for both, 3 and 5 wt%, the flexural strength value increased up to 106 MPa which represents an increase of 27% respect to pure PLA. Bozkurt et al. 25 reported improvements in this property up to 16% by nanoclay addition (6%) to a fiber-epoxy composite. They related the increments with the presence of clay layers located at the interface of the filler and the matrix. An interesting result observed in the flexural tests is the improvement in flexural strength obtained due to nanoclay 1.34MN addition (up to 25%), since other studies have reported decrements in flexural strength with nanoclay inclusion. Arao et al. 26 reported a flexural strength decrease for polypropylene by the addition of 1.44P nanoclay; they showed that for 1 wt% of nanoclay content the flexural strength was 86 MPa and with 4%, it decreased to 70 MPa. Hetzer and Kee 27 reported a decrease of flexural strength (up to 23%) by 3 wt% of nanoclay Cloisite 20A, added to wood–polyethylene composites. The enhancement of the flexural strength reported in this study could be attributed to a good dispersion of the nanoclay layers in the PLA achieved by the extrusion blending and the injection molding processing. For the flexural modulus (Table 4), the nanoclay addition of 1, 3 and 5 wt% allowed an increase in modulus of 5%, 17%, and 29%, respectively (from 3570 MPa for pure PLA to 4625 MPa for NCs with 5 wt% of 1.44P or 1.34MN). The results with nanoclay 15A showed a smaller improvement of flexural modulus (3%, 11%, and 17% for 1, 3, and 5 nanoclay wt%, respectively).
Mechanostatic properties of nanocomposites.
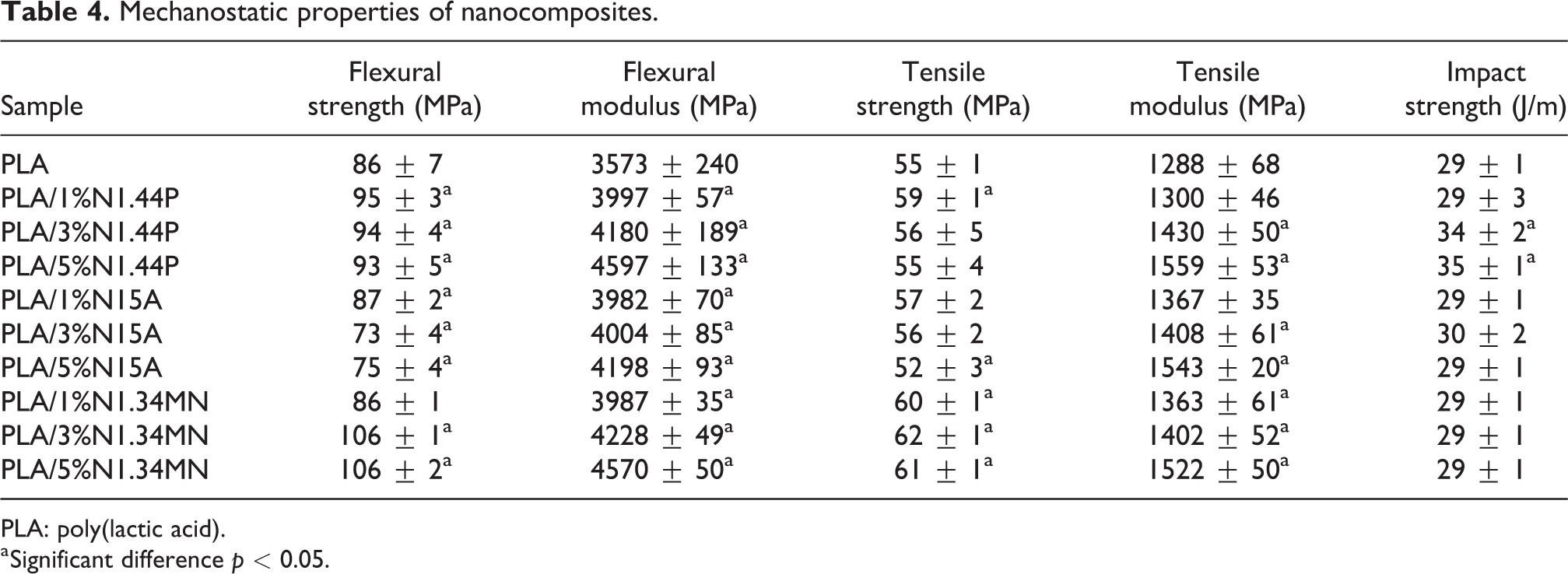
PLA: poly(lactic acid).
a Significant difference p < 0.05.
The impact strength results shown in Table 4(c) indicate that in 1.44P NC, this property is enhanced as a function of nanoclay content: for 3 and 5 wt% of nanofiller, increments of 17 and 19% were, respectively, obtained. Conversely, the 15A NC and 1.34MN NC showed a different tendency, since the three concentrations did not show an effect in this property. As it was mentioned before, the nanoclays used have different modifications, Cloisite 15A was modified with dimethyl dihydrogenated tallow quaternary ammonium, 1.44P was modified with dimethyl dialkyl (C14–C18) amine (35–45 wt%), and 1.34MN was modified with methyl dihydroxyethyl hydrogenated tallow ammonium. The 1.44P has no polar groups, as the 1.34MN has, and it does not have hydrogenated tallow as the 15A NC does. These chemical modifications cause different interactions between PLA and each nanoclay, explaining why some properties are enhanced with 1.44P NC, but not with the 1.34MN or 15A. Jandas et al. 28 applied a surface treatment to a natural MMT to reduce its hydrophilicity. They prepared NCs with this MMT and with a commercial MMT C30B (which has the same type of modification as the nanoclay 1.34MN does) and reported that the 3 wt% addition of either MMT produced an increase in impact strength; however, at contents higher than 3 wt%, it caused a reduction in impact strength. In the end, their results showed that reduced hydrophilicity in the natural MMT allowed higher impact strength increments than those obtained with the MMT C30B. It was reported earlier that the replacement of the inorganic exchange cations in the galleries of the native clay by alkyl ammonium surfactants can generate a compatibilizer effect between the nanoclay surface and a hydrophobic polymer matrix, 29 which could produce better performance in tensile and flexural strength properties than in impact strength. There are some discrepancies between reported results about the effect on nanoclays over impact strength; Ferreira et al. 30 used PP with a commercial nanoclay; they reported increments of 18% (for 4 wt% of nanofiller content) in impact strength. Muriaru et al. 31 prepared modified calcium-silicate PLA-sulfate NCs (PLA-AII-OMLS) reporting a decrease in impact strength (50t %) due to the addition of sulfates and silicates. The mechanical performance of PLA-AII NCs was mainly attributed to the uniform dispersion of the filler material as well as to the positive interactions between the components.
For tensile strength results (Table 4), the nanoclay 1.34MN exhibited a positive influence over this property with increments of 10% in comparison to pure PLA. Araujo et al. 13 worked with three different nanoclays (Cloisites) and found out that nanoclays which present poor dispersion in PLA promote the formation of filler aggregates causing decrements in tensile, flexural, and impact strength. Chavoshi et al. 32 varied Cloisite 15A content in MDF-PP composites and observed that addition of 2% of nanoclay is the optimal to prevent agglomeration of such nanoparticles. Composite strength and toughness are very much dependent on the adhesion at the interface. 33 From the flexural and tensile strength results obtained in this work, it is inferred that the nanoclay 1.34MN presented a better intercalation in PLA than the 1.44P and 15A. As it was mentioned before, due to its organic modification, its OH group allows interaction with the PLA carbonyl group, which can enhance adhesion between the components. 28 This explains the higher increments obtained in tensile and flexural strength with the addition of 1.34MN to PLA. It is known that the increase in strength indicates good interfacial adhesion between the matrix and the fillers. 34 To increase the tensile and flexural strength with 1.44P and 15A nanoclays, it may be necessary to use a coupling agent to improve the matrix–nanoclay adhesion.
According to the literature, different theoretical models can be used to predict the tensile modulus of the NC. In this study, three well-known models were used to observe which one gives the best fitting with experimental data (Figure 4). The Halpin–Tsai equation (1) is frequently used to predict the Youngs’ modulus of semi-crystalline polymer composites and NCs 28,35,36

where Ec and Em are the respective modulus of the composite and matrix materials, ϕ is the volume fraction of the filler, ξ is a geometric factor, and
The rule of mixtures (ROM) has also been used to obtain the Young’s modulus of clay-HDPE composites, 37 which is given by the following equation:

where Vm is the matrix volume fraction.
The other common model utilized here to predict the modulus was the Kerner model, which was generalized by Lewis and Nielsen 38 and is given by:




where A is a constant that depends on the filler shape, ν is the Poisson’s ratio of the resin, and B is a constant related to the modulus of the filler and the A parameter. The maximum packing fraction of the reinforcing phase in the matrix is termed as φ.
The nanoclay density (which was used to estimate the filler modulus) was measured with a gas pycnometer ULTRAPYC 1200e (Quantachrome Instruments, USA) using nitrogen to calculate the volume fraction, obtaining the values of 1.5 ± 0.002, 1.4 ± 0.004, and 1.9 ± 0.012 g cm−3 for 1.44P, 15A, and 1.34MN, respectively. The results presented in Figure 4 show that the Halpin–Tsai equation gives an excellent prediction of moduli as a function of nanoclay content; the maximum deviation between the model equation and the experimental values is only about 5% for the composites with 1 wt% of nanoclay, while in the case of NCs containing 3% and 5%, the deviation is less than 1.5%. As it was expected for the three NCs (15A NC, 1.44P NC, and 1.34MN NC), the tensile modulus increased with nanoclay addition. The tensile modulus of PLA (1290 MPa) was increased by 10% with 3 wt% of nanoclay and 19% with 5 wt% of nanoclay content. Such behavior was very similar for all the nanoclays used. The results obtained for the tensile and flexural modulus showed that using PLA injection grade, the nanoclays produce a higher increase in these properties than using PLA extrusion grade. 21 The reinforcement factor ξ varies with the geometry of the reinforcement, its distribution, and the volume fraction. 39 According to the results, displayed in Table 5, the ξ values were 0.7 for 1.44P and 15A NC while for 1.34MN, the obtained value was lower (0.5).

Young’s modulus of NC adjusted to Halpin–Tsai, ROM, and Kerner models: (a) 1.44P, (b) 15A, and (c) 1.34MN nanocomposites. ROM: rule of mixtures.
Halpin–Tsai and Kerner parameters for the nanoclays.

The ROM and Kerner models showed large deviations from the experimental data. In the case of the Kernel model, it produces a more exact prediction in composites with high contents of filler or reinforcement where the maximum packing fractions are as important as the modulus along with the shape of the filler. 36 In the same way, the ROM model gives better predictions with higher reinforcement contents and additionally the large deviations are related to the fact that the ROM model considers perfect bonding between the composite phases and ideal filler continuity, 37 which are not present in these systems.
XRD analysis
The X-ray diffraction pattern of the nanoclays and their respective NCs are presented in Figure 5. The pure PLA exhibits a crystalline peak at 15.7°, corresponding to the (200) and/or (110) plane of a typical orthorhombic crystal. 40 The three nanoclays show relative intensity peaks at 6.6°, 19.5°, 21.9°, 24.1°, 26.2°, and 27.5°; it is important to point out that for the nanoclay 1.44P, the intensity of the peak at 26.2° is stronger than it is in others; the same situation occurred for the peak at 21.9° in nanoclay 15A. It was detected that in 1.44P NC and 15A NC, the peaks position is shifted, which could be attributed to intercalation. It is reported that the intercalation of the polymer chains increases the interlayer spacing, leading to a shift of the diffraction peak toward lower angle according to Bragg’s law. 41 In the case of 1.34 M NC, the disappearance of the clay mineral peaks that is observed might be attributed to its complete exfoliation obtained because of the better compatibility between PLA and this nanoclay. For exfoliated structures, the diffraction peaks of the nanoclay disappear for one of two reasons: because of a large spacing between the layers or because the NC does not present ordering. 42 In Figure 5(a), it is shown that the diffraction peaks of 1.44P and 15A NC are shifted to lower angles than the peaks of pure nanoclay, which means that there is more space between the layers of the galleries. 43 Additionally, Ozdemir et al. 20 showed the XRD analysis of three organo-modified nanoclays mixed with PLA and observed that the interlayer distance and peaks intensity was changed for each nanoclay due to the differences in chemical modification.
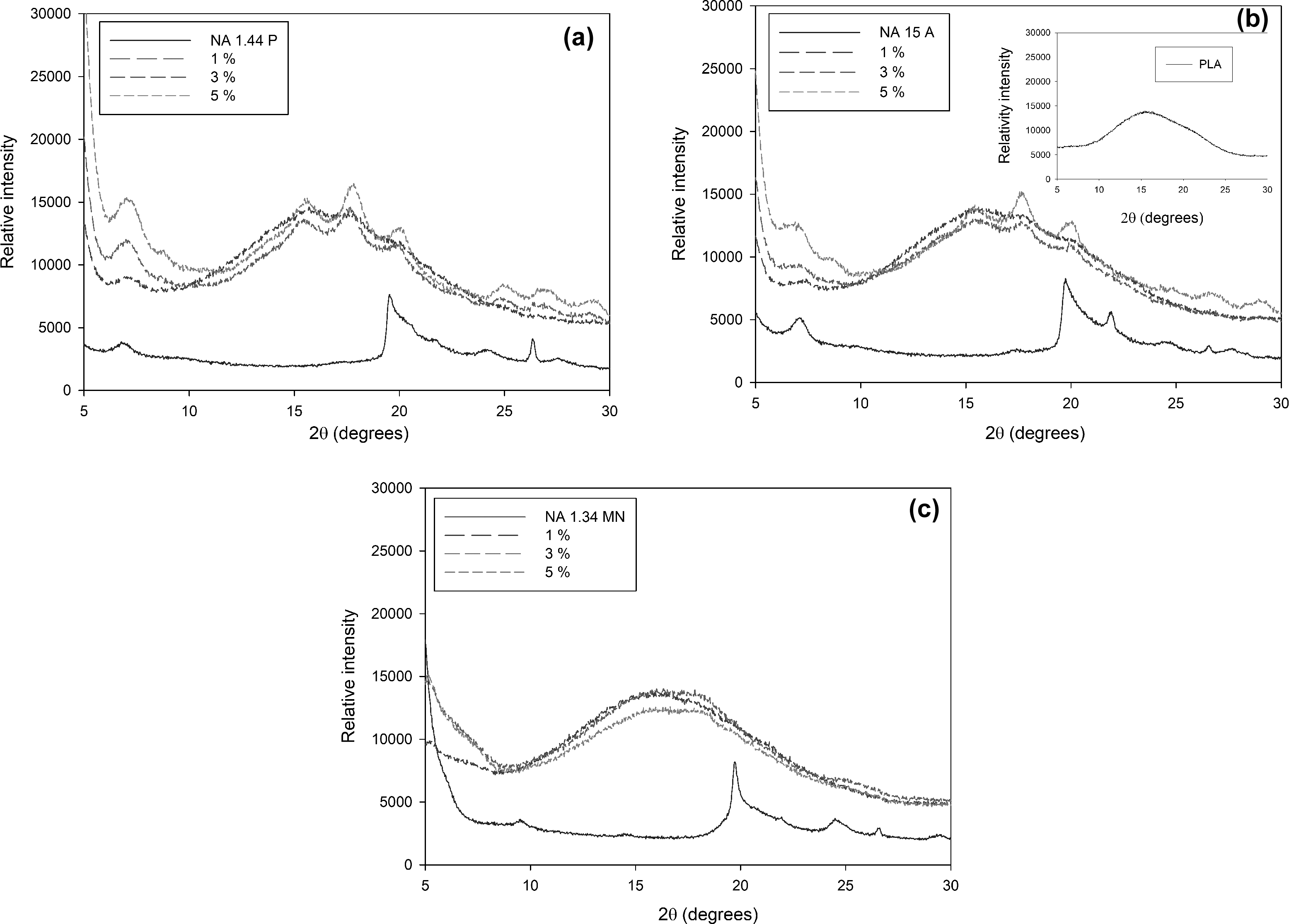
XRD diffraction: (a) 1.44P, (b) 15A, and (c) 1.34MN nanocomposites. XRD: X-ray diffraction.
Conclusions
By the promising results obtained in thermal and mechanical tests and X-ray analysis, it can be inferred that the two-step processing method proposed here as well as the high melt flow index of the injection grade PLA allows appropriate nanofiller dispersion for the preparation of NCs with low reinforcer content.
The results obtained from thermal analysis showed that the inclusion of nanoclays in the PLA matrix promotes an increase in crystallinity, along with a small decrease on Tc. The thermal stability of PLA was not affected by nanoclay inclusion. The XRD studies showed that the nanoclays 1.44P and Cloisite 15A are intercalated in the PLA matrix while the nanoclay 1.34MN seems to be exfoliated. DMA results revealed significant increments in the storage modulus of the NCs as a function of clay content for the three different NCs, obtaining values up to 25% higher than pure PLA. This is an important finding because this type of test is non-destructive (sample defect effects are minimized), as it happens with static tests. Another promising effect was observed in the flexural strength results, since the 1.44P and 1.34MN nanoclays promoted increments up to 10% and 25%, respectively. Additionally, tensile strength was increased 10% with the nanoclay 1.34MN. The impact strength was also increased 19% with 5 wt% of nanoclay 1.44P. The different behaviors in tensile and impact strength between 1.44P and 1.34MN NC could be attributed to the fact that the nanoclays have different chemical modification and also (as it was shown in XRD analysis) that 1.34MN seems to be exfoliated while 1.44P and 15A were just intercalated.
In general, for injection-molded PLA NCs, it could be pointed out that the chemical modification of the 1.34MN nanoclay promotes an efficient interaction with PLA, which was reflected in positive results for all mechanical tests performed in the NCs.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.