
Abstract
Poly(lactic acid) (PLA) has good environmental compatibility, however, its high brittleness, slow rate of crystallization, and low heat distortion temperature restrict its widespread use. To overcome these limitations, in this study, PLA was mixed with walnut shell (WS) powders. The effects of WS powders on the morphology and the thermal and mechanical properties of PLA were investigated. The products were characterized by differential scanning calorimetry (DSC), infrared (IR) spectroscopy, polarizing optical microscopy (POM), and various mechanical property testing techniques. The results showed that WS powders had a significant effect on the morphology and the thermal and mechanical properties of PLA. The tensile strength, impact strength, and elongation at break of the PLA/WS composites first increased and then decreased with the increasing addition of WS powders. When the addition of WS powders was about 0.5 wt%, they reached maximum values of 51.2 MPa, 23.3 MPa, and 19.0%, respectively. Compared with neat PLA, the spherulite grain size of the composites could be reduced and many irregular polygons were formed during crystallization. The melting, cold crystallization, and glass-transition temperatures of the composites were lower than those of neat PLA.
Introduction
In recent decades, increasing use of nondegradable polymers not only has become harmful to the environment but also places more pressure on the finite petroleum resources from which these materials are derived 1,2 ; therefore, the development of new polymeric materials from renewable resources that are easily degradable to replace petroleum-based plastics has been proposed. 3,4
Poly(lactic acid) (PLA) is a type of biodegradable, thermoplastic, aliphatic polyester that is derived from renewable resources, such as starch, and is a sustainable alternative to petrochemical-derived products. 5 –7 PLA has many advantages, such as good stiffness, strength, and processing features, and is especially environmentally compatible. PLA is now produced on a large scale and is used in various applications including packaging, agriculture, and textiles; however, some drawbacks, such as its high brittleness, slow rate of crystallization, and low heat distortion temperature have restricted its widespread use. 8 –10 Recently, extensive research has been carried out to improve the physical mechanical properties of PLA. Arrieta et al., 11 for instance, have studied the effect of limonene on mechanical properties of PLA films. The results showed that the mechanical properties of the films are altered by the presence of limonene and good plasticization was observed. Kowalczyk et al. 12 have prepared a novel composite material containing 2 wt% of cellulose nanofibers well dispersed within the PLA matrix: results showed that the nanocomposite exhibited a markedly higher storage modulus as compared to that of neat PLA. Furthermore, the yield strength of the nanocomposite was improved in comparison with that of neat PLA.
Walnut is an important crop that is cultivated throughout the temperate regions for its edible nuts. 13 WS powder, as a reinforcing filler, has significant competitive advantages when used in thermoplastic composites. 14 Meysam et al. 15 have successfully prepared WS/polypropylene (PP) composites. The results showed that the physico-mechanical properties of PP/WS flour composites could be improved with an appropriate addition of coupling agent content and organo-clay loading. Utilization of WS in composite manufacturing cannot only partially alleviate wood shortages in some walnut-rich countries but may also result in several benefits in such areas as environmental and socioeconomic spheres. Ayrilmis et al. 16 have studied the physical, mechanical, and thermal properties of PP composites filled with WS flour. The results indicated that the flexural and tensile moduli of such PP composites were improved by the addition of WS flour, while the flexural and impact strengths thereof decreased. Pirayesh et al. 14 investigated the suitability of walnut and almond shells as renewable underutilized agricultural waste materials for use in wood-based panel manufacturing. The results showed that the addition of walnut or almond particle significantly improved the water resistance of the panels and greatly reduced their formaldehyde emissions. The walnut, or almond, shells can be considered as an alternative raw material or filler in the manufacture of wood-based particleboard used in an indoor environment due to their lower thickness swelling, water absorption, and formaldehyde emission.
In this work, WS powders were used as a reinforcing material to improve the mechanical and thermal properties of PLA. As far as we know, no study has reported the preparation and characterization of PLA/WS composites. These composites were prepared via melt-compounding after WS powder modification. In this investigation, the effects of WS powders on the morphology, and the thermal and mechanical properties of PLA were investigated.
Experimental work
Materials
ThePLA (3051D) used in this work was supplied by Nature Works LLC (Minnetonka, Minnesota, USA). Its melt index was 14.28 g/10 min at 190 °C and under a load of 2.16 kg. The melting temperature (Tm) of the product was 170°C. WS powders, screened to equivalent spherical diameters of between 120 and 140 mesh size, were obtained from Yungou Nova Filter Co. (China). Modifying agents used in this study consisted of octadecylamine, a titanate coupling agent, and a silane coupling agent. Octadecylamine (analytically pure) was purchased from Aladdin Reagent Co. (China). The titanate coupling agent (analytical pure) was supplied by Nanjing Shuguang Chemical Group Co., Ltd (China). The silane coupling agent (KH550, analytically pure) was obtained from Nanjing Shuguang Chemical Group Co., Ltd.
Sample preparation
The PLA and WS powders (0, 0.2, 0.5, 1.0, 2.0, 5.0, and 8.0 wt%) (the average size of WS grains was about 123 μm) were dried at 80°C for 6 h under vacuum conditions. The dried WS powders were modified by octadecylamine, titanate coupling agent, or silane coupling agent.
The contents of KH550, titanate, and octadecylamine were 1% of the mass of the WS powders. For the titanate-modified WS powders (WS(Ti)), titanate was dissolved in an appropriate amount of petroleum ether and then poured into a beaker containing the WS powders, after being mixed evenly, the mixture was dried at 80°C in an oven to a constant mass. For the KH550-modified WS powders (WS(Si)) KH550, absolute ethanol and water were mixed to a mass ratio of 2:7:1, so that the KH550 was fully hydrolyzed. The solution was then mixed in the proper proportions with the WS powders and dried to constant mass. For the octadecylamine-modified WS powders (WS(ODA)), the amine was dissolved in an appropriate amount of chloroform, mixed with the WS powders, and then dried to constant mass.
PLA/WS composites were prepared via melt blending of the modified WS powders and PLA by using an Su-70 internal mixer (Changzhou Suyan Technology Co., Ltd, China) with a mixing time of 5 min, at 20 r min−1 and 190°C. The mixture was then pressed into sheets (2 mm thick) on an XLB-400x400 vulcanizing machine (Wuhan Changsheng Light Industry Machinery Factory, China) at 180°C for 5 min. After being cooled slowly to room temperature, the sheets were processed into standard bars for mechanical testing.
Melt index
The melt indices of the neat PLA and PLA/walnut shell (WS) composites were measured using an SRZ-400D melt flow rate instrument (Changchun Intelligent Instrument Equipment Co., Ltd, China) at 190°C under a load of 2.16 kg.
Mechanical properties
The tensile strength and elongation at break of the neat PLA and PLA/WS composites were determined using a WDW-S5 tensile-testing machine (Ji’nan Fine Testing Instrument Co., Ltd, China) according to GB/T 1040-2006 at a crosshead displacement rate of 10 mm min−1. The impact strength of the samples was measured on an XJ-300A impact tester (Beijing Luye Tongda Technology Co., Ltd, China) according to GB/T 1843-2008.
Scanning electron microscopy
The failure surfaces of the tensile test bars were observed with a scanning electron microscope (SEM; FEI Inspect F50, FEI Co., Hillsboro, Oregon, USA) under an acceleration voltage of 20 kV. The specimens were coated with gold under vacuum before scanning: morphological characteristics, such as filler dispersion and interfacial adhesion of the components, was investigated.
Polarizing optical microscopy
A small amount of sample was heated, melted, pressed into thin films, then crystallized at a constant temperature (100°C). The structure and morphology of the crystalline samples were observed using an XSZ-H7 polarizing optical microscope (POM; Chongqing Photoelectric Instrument Corp., China).
Infrared spectroscopy
A small amount of sample was heated, melted, and pressed into thin films. The IR spectra of the thin films were measured with an IRPESTIGE-21 IR Spectrum Scanner (Shimadzu Corp., Japan) in the mid-infrared range of 400–4000 cm−1 in transmission mode.
Differential scanning calorimetry
Differential scanning calorimetry (DSC) was performed on the samples using a NETZSCH Group (Germany) 200F3 DSC under nitrogen atmosphere (20 ml min−1). The temperature was increased from room temperature to 200°C at a rate of 20°C min−1 and kept at a constant temperature for 2 min. Then the temperature was reduced to −50°C at a rate of 10°C min−1, and the cooling curve thus obtained; finally, the temperature was increased again to 200°C at a rate of 10°C min−1 to obtain the second heating curve. The glass-transition temperature (Tg) was estimated from the inflection point based on the second heating curve. The crystallization and melting temperatures (Tc and Tm) were obtained from the maximum values of the DSC exothermic/endothermic peaks. The degree of crystallinity (Xc) developed during cooling was calculated by use of the following equation:

where ΔHc, ΔHm, and
Results and discussion
Melt index
Table 1 lists the melt index of neat PLA and the PLA/WS composites: the melt indices of the neat PLA before and after being melt-processed were 14.28 g/10 min (the molecular weight Μη = 169,548) and 14.67 g/10 min (the molecular weight Μη = 165,932), respectively. This indicates that the melt-processing contributed to a slight increase in both melt index and liquidity. The melt indices of the PLA/WS composites first increased up to 1% WS, then decreased significantly for 2% WS, followed by a further decrease, to a value below that of neat PLA. The composites had a high melt index of 18.06–18.21 g/10 min when the addition of WS powders reached between 0.5 wt% and 1.0 wt%, showing that the composites had a higher liquidity under these conditions. This was due to moisture in the WS causing degradation of the PLA. When the amount of WS powders was between 2% and 8%, the PLA content was decreased (in relative terms). Nonfluidity of WS powders resulted in the decrease of fluidity of PLA composite materials, as indicated by the decrease of the corresponding melt index (from 14.30 to 12.89).
Melt index of neat PLA and PLA/WS composites.
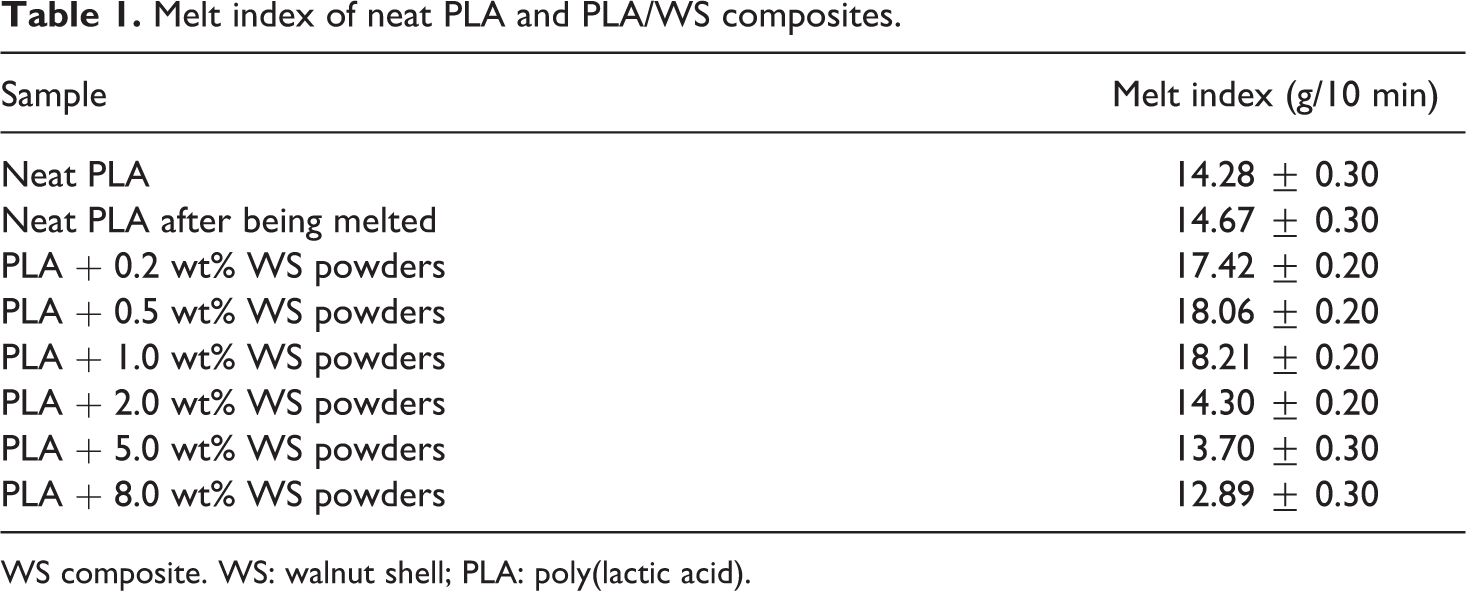
WS composite. WS: walnut shell; PLA: poly(lactic acid).
Mechanical properties
Figure 1 shows the effects of different contents of WS powders on the tensile strength and elongation at break of PLA, the tensile strength, and elongation at break of the PLA/WS composites first increased and then decreased with increasing WS powder content. When the addition of WS powder reached 0.5 wt%, they reached their maximum values of 51.2 MPa and 19.0%, respectively. Compared with neat PLA (31.4 MPa and 5.0%), the tensile strength and elongation at break of the PLA/WS composites increased significantly, increasing by 63% and 280%, respectively. This indicated that incorporation of the WS powders resulted in an improvement in the mechanical properties of PLA. This is mainly because the WS powders have a small particle size and high specific surface area which resulted in a large contact area between particles and matrix: however, the tensile strength and elongation at break of the PLA/WS composites decreased rapidly when the content of WS powders exceeded 0.5 wt%. The decreased tensile strength of the composites is suggested as having been mainly due to the fact that poor adhesion between the WS powders and PLA matrix created weak interfacial regions, which resulted in debonding and frictional pull-out. 18 The decrement in the elongation at break when the filler content exceeded 0.5 wt% was due to the distortion of the WS powders that restrict the flow of polymer molecules past one another. 18,19
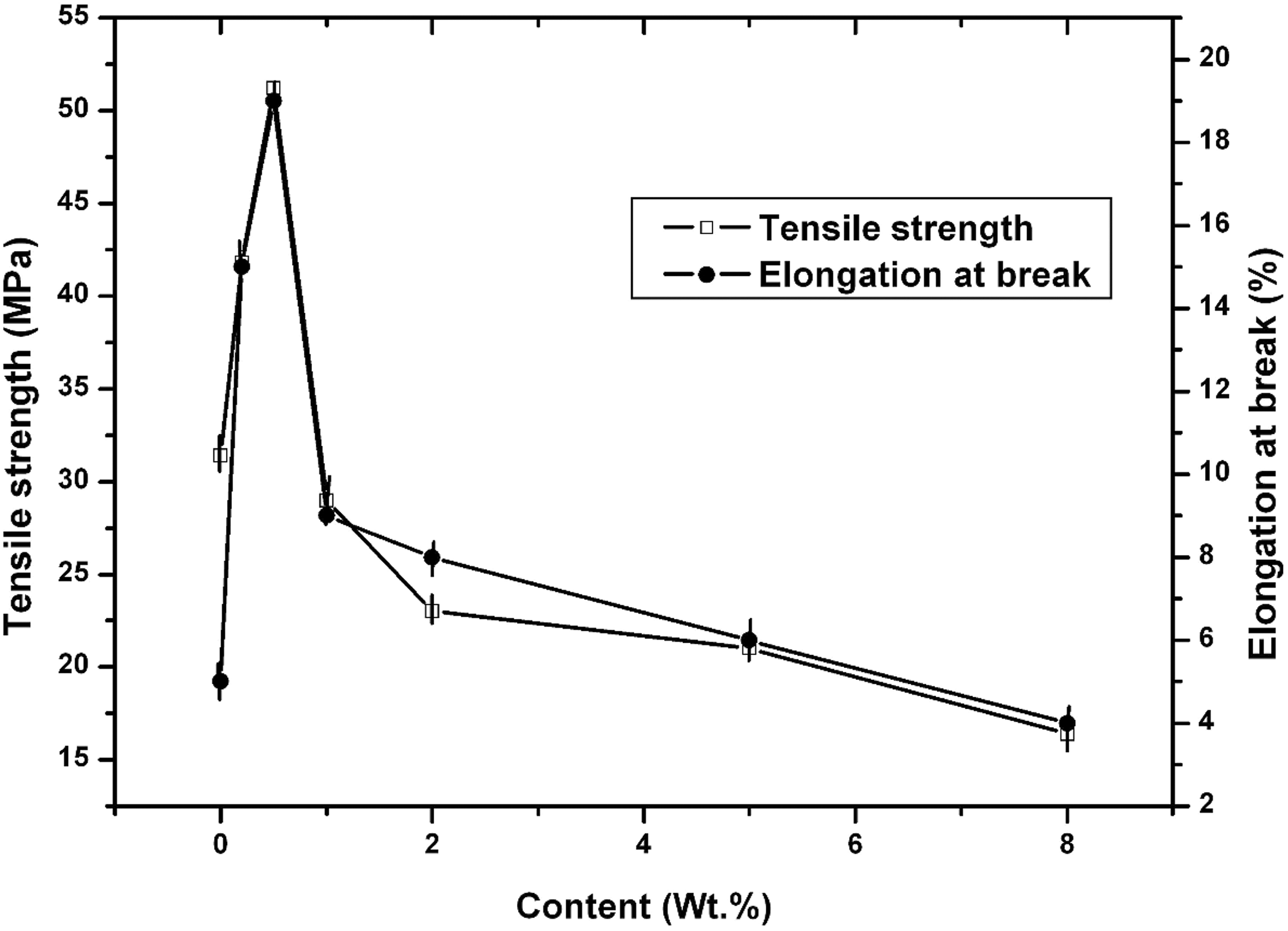
Effects of various contents of WS powders on the tensile strength and elongation at break of PLA.
Figure 2 shows the effects of various contents of the WS powders on the impact strength of PLA, the change in the impact strength of the PLA/WS composites with changing composition thereof was similar to that of their tensile strength and elongation at break, namely first an increase and then a decrease with the addition of increasing amounts of WS powders. The impact strength of the PLA/WS composites had a maximum value of 23.3 MPa when the addition of WS powders was 0.5 wt%, an increase of 37.1% in comparison with that of the neat PLA. That could be attributed to addition of WS that played the role of heterogeneous nucleation, with the crystallisation size decreasing and the impact strength increasing. With the increase in the amount of additive, the agglomeration between particles increased, the binding between the polymer matrix and particles weakened, the binding point became a point of weakness, and the impact strength decreased.
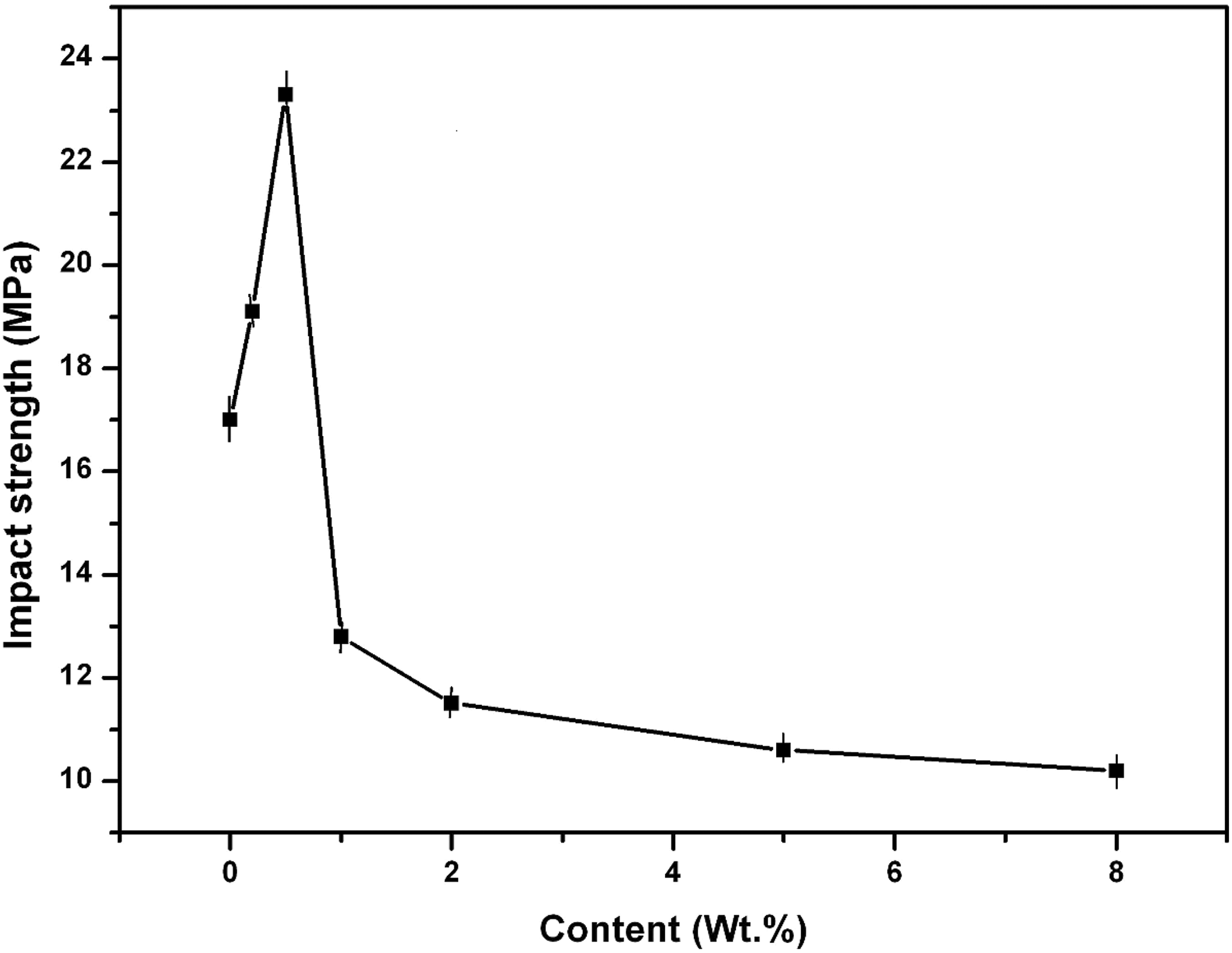
Effects of various contents of WS powders on the impact strength of PLA.
As shown in Figures 1 and 2, the mechanical properties of the PLA/WS composites could be significantly improved compared with neat PLA, and they reached their maximum values when the addition of WS powders was 0.5 wt%; however, the mechanical properties of the composites decreased rapidly when the content of WS powders exceeded 0.5 wt%. This was mainly ascribed to the poor compatibility (WS powders were not incompletely coated by PLA) between the polar WSs and the PLA (Figure 3), which resulted in weak interfacial regions, resulting in the reduction in the efficiency of stress transfer from the matrix to the reinforcement component. 18,20
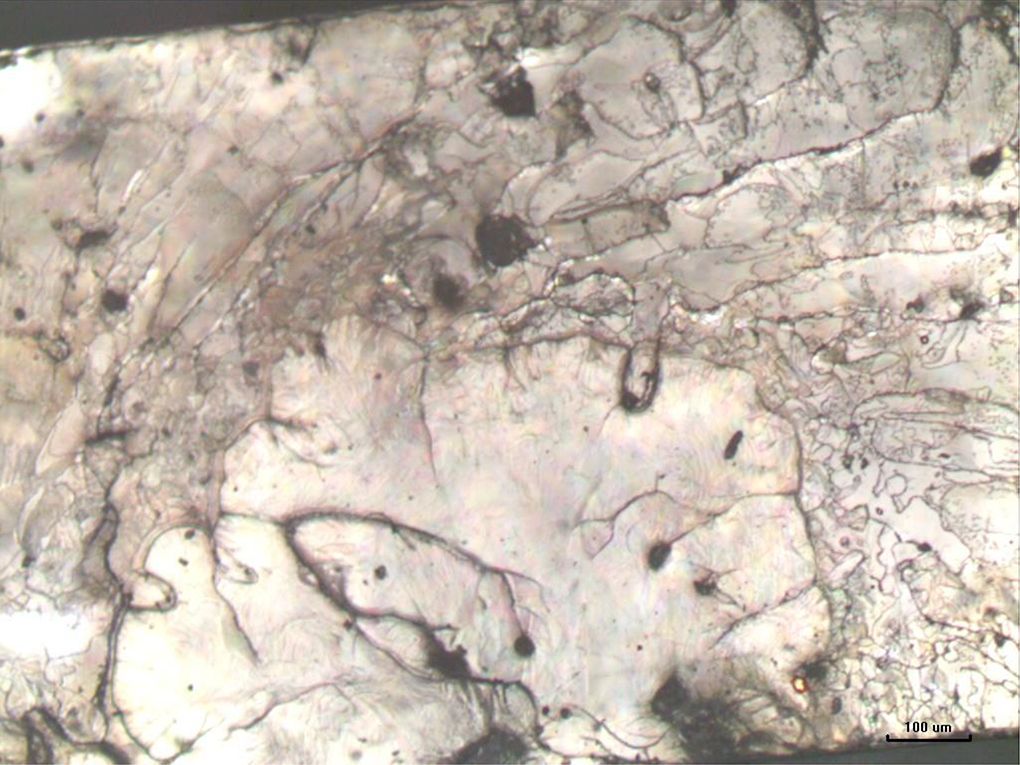
The SEM of the tensile failure surface PLA + 0.5 wt% WS powders composite.
Differential scanning calorimetry
To determine the physical phenomena occurring during the melt blending, DSC measurements were performed on neat PLA and the PLA/0.5 wt% WS composites, and the results are shown in Figure 4. As shown in the second heating DSC curves, the Tg of the composite (57.4°C) was similar to that of neat PLA (58.0 °C), indicating that the addition of WS powders did not affect the glass transition of PLA. As shown in Figure 4(b), the Tm of the PLA/0.5 wt% WS composites (151 °C) decreased compared to that shown in Figure 4(a) for neat PLA (154°C). This indicated that the WS powders decreased the mobility of the PLA macromolecular chains and thus created conditions conducive to PLA crystallization. 3 Moreover, the Xc of the neat PLA (13.2%) was much lower than that of PLA/WS composites (36.5%).
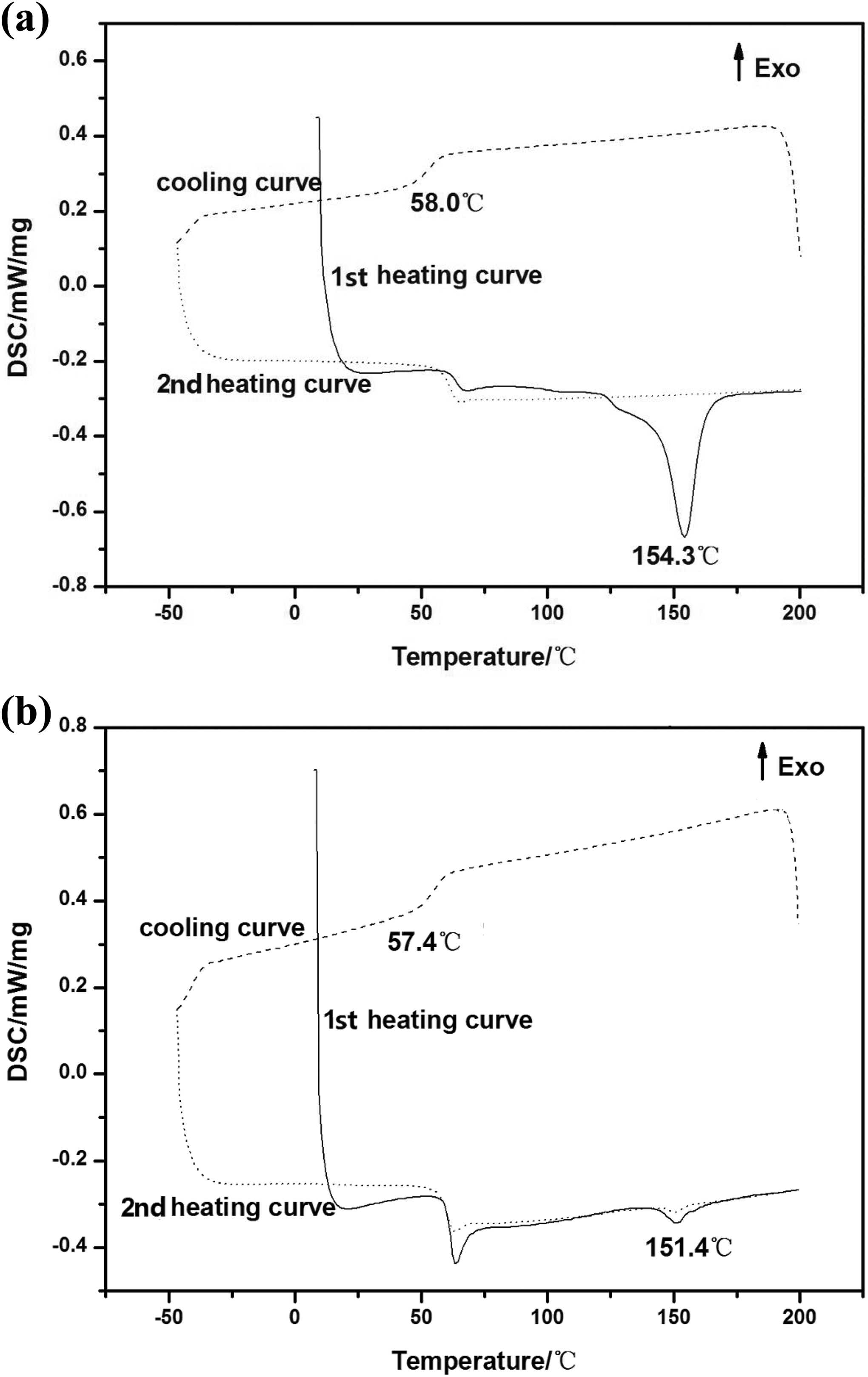
DSC curves of (a) neat PLA and (b) PLA/0.5% WS composite.
IR spectroscopy
Figure 5 shows the IR spectra of the neat PLA and PLA/WS composite with 0.5 wt% WS. The bands at 2995 and 2945 cm−1 represent the asymmetric stretching vibrations of CH2. Those at 1737 and 1746 cm−1 represent the stretching vibrations of C=O. Those at 1451 and 1454 cm−1 represent the asymmetric stretching vibrations of CH3. Those at 1315 and 1300 cm−1 represent the bending vibrations of CH. Peaks in the range from 400 cm−1 to 800 cm−1 and 955 cm−1 are caused by the rocking vibrations of CH3. The peaks at 869 and 756 cm−1 correspond to the crystalline and amorphous phases of PLA. After addition of 0.5 wt% WS powders, the C=O stretching vibration position migrated from 1737 cm−1 to 1746 cm−1 and the stretching vibration position of the CH3 changed from 1750 cm−1 to 1754 cm−1. These phenomena indicated that WS powders affected the structure and properties of PLA.
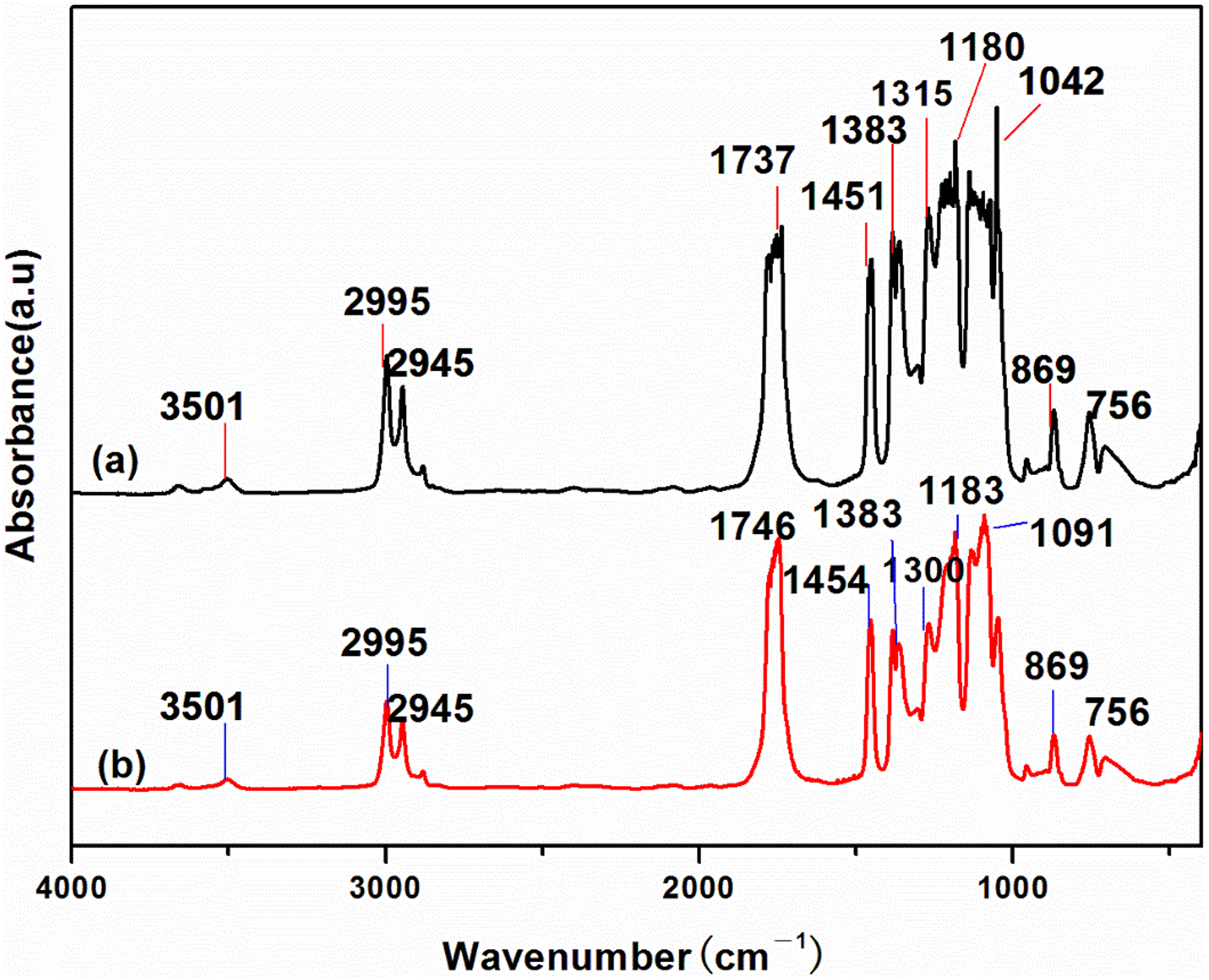
IR spectra of (a) neat PLA and (b) PLA/0.5% WS composite.
Polarizing optical microscopy
To determine the structure and morphology of the samples, POM measurements were carried out on the samples: the results are shown in Figure 6. On cooling from the melt, the first structure that formed was a single crystal. These rapidly degenerated into sheaf-like structures during the early stages of the growth of polymer spherulites. These sheaf-like structures have been variously called axialites or hedrites. These transitional, multilayered structures represent an intermediate stage in the formation of spherulites.
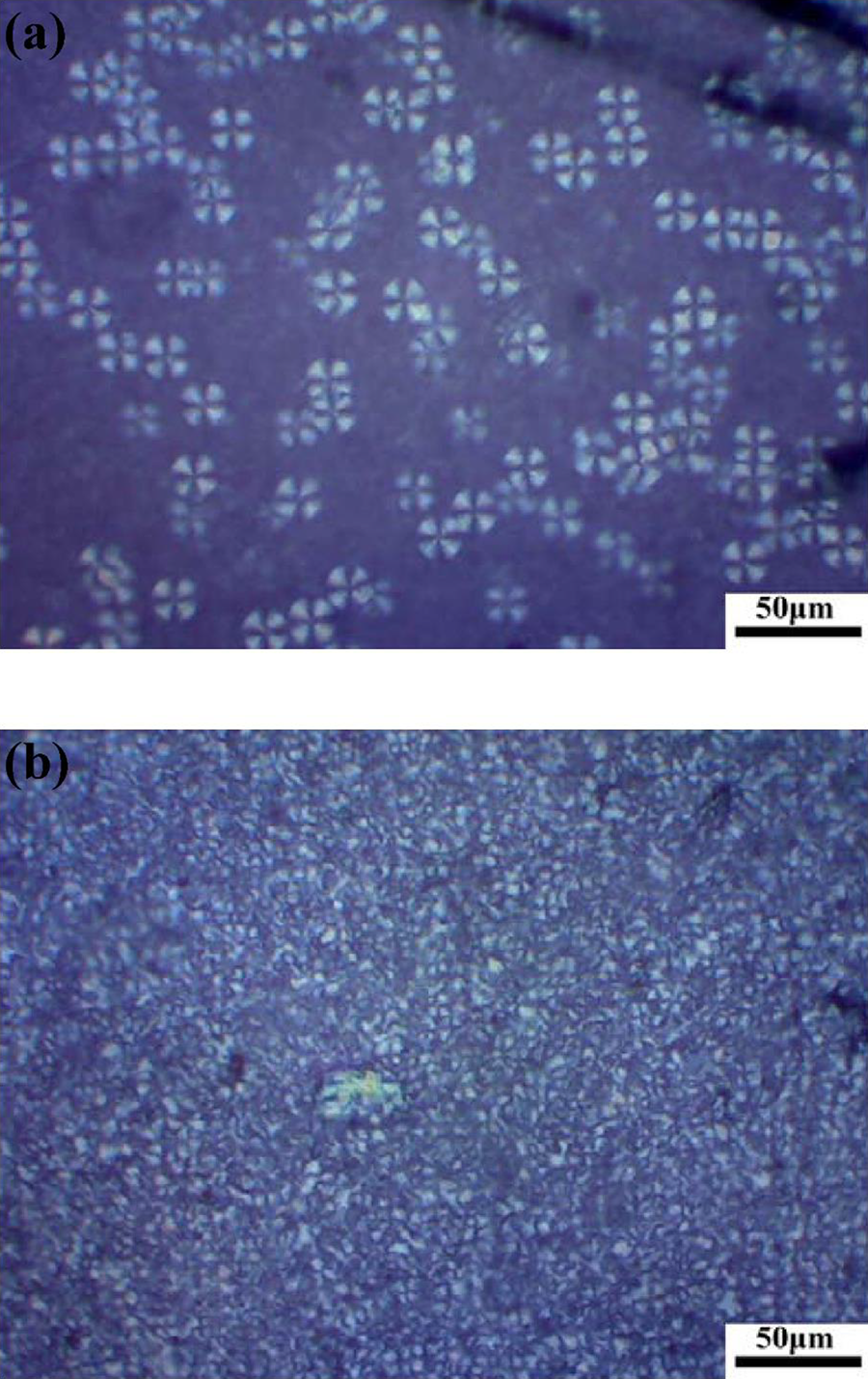
POM photographs of (a) neat PLA and (b) PLA/0.5% WS composite.
In Figure 6(a) it can be seen that the crystal morphology of the neat PLA mainly consisted of isolated large spherulites immersed in a uniform matrix with obvious interfaces, between them is a result of spherulite growth during only a portion of the cooling process. Stress concentration occurred at the interfaces, which resulted in the poor mechanical properties of the samples. Compared with neat PLA (with spherulite sizes of about 20 μm), the sizes of spherulites in the composites were reduced (to about 5 μm) and many irregular polygons formed during crystallization due to intersection of the spherulites (Figure 6(b)); thus the presence of the WS powders increased the nucleation of the PLA, serving as heterogeneous nucleation agents. 12 The formation of many irregular polygons arose mainly because collisions between spherulites increased with the addition of the nucleation agent, Similar phenomena have been observed, and reported in the literature, for PLA nucleated with hemp, 21 and other natural fibres. 22
Conclusions
In this study, WS powders were used as a reinforcing material to improve the mechanical and thermal properties of PLA. The results showed that the WS powders affected the morphology and the thermal and mechanical properties of PLA. The melt index and mechanical properties (tensile strength, elongation at break, and impact strength) of PLA/WS composites increased, then decreased, with increasing addition of WS powder: when the addition of WS powder reached about 0.5 wt% they reached the maximum values, which was attributed to the heterogeneous nucleation action of WS which could increase the crystallinity of the PLA composites; however, an excess of WS formed large agglomerates within the PLA matrix, which led to some defects, or flaws, forming in these PLA composites. When the composites were drawn, the defects would grow resulting in failure of the composites. Compared with neat PLA, the spherulite sizes of the composites were reduced and many irregular polygons formed due to the collisions between spherulites nucleated simultaneously during cooling. The Tg of the composites (57°C was similar to that of neat PLA (58°C). The Tm of PLA/WS composites (151.4°C) was decreased relative to that of neat PLA (154.3°C).
Supplemental material
Supplemental Material, supplementary_file - Effects of walnut shell powders on the morphology and the thermal and mechanical properties of poly(lactic acid)
Supplemental Material, supplementary_file for Effects of walnut shell powders on the morphology and the thermal and mechanical properties of poly(lactic acid) by Hongjuan Zheng, Zhengqian Sun and Hongjuan Zhang in Journal of Thermoplastic Composite Materials
Footnotes
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The above research work was supported by the Natural Science Foundation of China (21404032), the Young Backbone Teachers of Henan Province (2014GGJS-062), and the Development of Science and Technology Plan Projects of Zhengzhou City (20140771) China.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.