
Abstract
In this study, olive husk flour was added to poly(lactic acid) (PLA) to produce fully biosourced and biodegradable composites. In particular, untreated and alkali treated particles were used to produce the biocomposites at 20 wt.% via melt extrusion followed by injection moulding. The samples were then subjected to accelerated ageing (UV irradiation and water spray at 50°C) for different amounts of time (120, 240, 360 and 480 h). The results show that accelerated ageing decreased the tensile strength (TS) and Young's modulus (YM) for both untreated and alkali treated biocomposites, but the treated particles presented a lower reduction. Further comparison was made via differential scanning calorimetry (DSC) and Fourier transform infrared spectroscopy (FTIR) to detect any changes in the samples.
Introduction
Polymers based on petrochemicals resources are facing several issues related to oil price (raw material costs) and availability (limited supplies). This is why biobased polymers were developed because they are more sustainable, especially in terms of biodegradation and carbon life cycle analysis. But as their petrosourced counterparts, biosourced polymers properties can be improved by adding different types of particles. To keep their green origin, composites based on natural fibres attracted the attention of both industrial and academic research. This led to the development of biocomposites having properties similar to usual ones made from inorganic fillers1,2. This is even more interesting since these particles are locally available (agro-forestry residues), low cost, low density and easily modified. So far, several types of natural fibres were introduced into different matrices to produce fully biodegradable materials3,4. These materials are expected to have a positive global effect by using renewable resources, but they are new with limited applications and their long terms properties (stability) and degradation rates are still not fully understood.
One of the most known biopolymer having a commercial success is polylactic acid (PLA). Despite having similar mechanical properties than industrial polyolefins, PLA sensitivity to atmospheric conditions such as UV irradiation (sunlight), humidity and temperature limits its use for outdoor applications. Thus, the weathering behaviour of PLA and its biocomposites should be more studied to extend their application.
Olive husk, one of several lignocellulosic materials, is an agricultural residue produced as by-products of the olive milling process in olive-producing countries such as Algeria. Olive husk is commonly used as a biofuel in the form of pellets due to its high combustion energy or simply burned causing major environmental concerns. For this reason, this study was undertaken to find other applications for this waste by developing biocomposites based on poly(lactic acid).
The resistance of natural fibre composites upon UV light exposure is of particular concern since polymer surface chemistry changes, commonly known as photodegradation, occurs5,6. This degradation ranges from slight surface discoloration affecting the aesthetic appeal for indoor applications to extensive loss of mechanical properties for outdoor applications7–9. Furthermore, the combined effect of light, humidity, and temperature can totally destroy lignocellulosic networks limiting the performances of unprotected materials such as wood, especially for outdoor applications 9 .
The photodegradation of natural fibres is attributed to the degradation of its components namely cellulose, hemicelluloses, and lignins 10 . It is also known that lignins and hemicelluloses are more inclined to degradation than cellulose 11 . But lignins degrade upon UV-light exposure, while hemicelluloses degrade upon moisture absorption and biological means 12 . The UV degradation process is known to start by the formation of free radicals and possibly with the oxidation of phenolic-hydroxyl groups 13 . Moreover, singlet oxygen developed by oxygen quenching of photoexcited lignins plays a significant role in lignocellulosic natural fibres degradation 13 . The formed singlet oxygen is a peroxides source 14 , which can initiate carbohydrate auto-oxidation and lignins cleavage15,16. In PLA, active oxygen species can initiate the degradation reaction by attacking neighbouring chains and the degradation process extends into the polymer through the diffusion of these reactive oxygen species 17 .
It is well known that lignocellulosic materials surface treatments create some structural modifications influencing interfacial bonding with the matrix. An alkali treatment is the most commonly used chemical modification to decrease the fibres hydrophilic nature, thus improving their compatibility with most matrices 5 . On the other hand, some other changes on the lignocellulosic fibres surface (morphological, chemical and physical) can also be obtained by alkali treatments.
Similar as for lignocellulosic materials, organic polymers degrade when exposed to UV light in the presence of air, and a question arises whether filler addition accelerates or not the oxidative processes. So composite degradation is not only important in terms of material's resistance within its useful lifetime, but is also paramount for post-consumer uses as it determines the possibility of recycling or reusing these materials.
Based on the literature, the degradation of PLA based biocomposites mainly consists of hydrothermal degradation and photo-degradation 18 . In hydrothermal degradation, the PLA-natural fibres interface is one of the main factors affecting the hydrothermal degradation rate 19 . Associated with natural fibres water absorption and swelling properties, the fibre-matrix interface is the main parameter controlling the hydrothermal degradation process via water molecules diffusion 20 . Combined with photo-degradation, a complex degradation process can be obtained, especially taking into account the reflectivity and deep penetration of UV radiation as the main factors affecting the photo-degradation rate of biocomposites.
So based on the limited amount of information available in the literature, the main objective of this work is to study the effect of different degradation (UV, humidity, temperature) on a biocomposites. In particular, olive husk flour, with or without alkali surface treatment, was introduced into PLA to determine its effects on mechanical properties and degradation rates.
Experimental Procedure
Materials
The matrix used was PLA grade 2003D in the form of pellets and supplied by NatureWorks LLC (USA). NaOH (Sigma-Aldrich, USA) was used for the surface treatment. The olive husk flour (OHF) used in this study was supplied by local olive manufacturers (Algeria) after the olive oil extraction process. The material was sieved to keep only the particles having a diameter less than 100 μm.
Methods
Alkali Fibre Treatment
The OHF was treated with 5% NaOH for one hour. The particles were then washed several times with distilled water containing 1% acetic acid to clean their surface and neutralise the sodium hydroxide excess. Finally, they were washed with distilled water until neutral pH to be dried in ambient air for 12 h and then in an oven at 80°C for 6 h.
Biocomposites Processing
Untreated and alkali treated biocomposites with 20 wt.% of particles were prepared by extrusion/injection moulding.
According to the PLA 2003D data sheet, the pellets were dried for 12 h at 50°C under vacuum before being extruded and injection moulded.
A twin-screw extruder (Haake Rheomex OS PTW16) was used to perform melt compounding. A uniform temperature (180°C) and a constant screw rotation speed (50 rpm) were used. After extrusion, the material was cooled in a water bath and cut into pellets. The samples were then injection moulded on a Nissei model PS60E9ASE machine. The injection temperature was set at 190°C with a mould temperature at 40°C. The specimens were directly moulded to perform the mechanical characterisation.
Accelerated Ageing
Accelerated ageing was carried out using an accelerated weathering tester (QUV by Q-LAB) following ASTM G154. A fluorescent bulb (UVA) with a 0.68 W/m2 irradiance (at 340 nm) was used with cycles of 1 h UV irradiation, followed by 1 min of spray with de-ionised water and a subsequent 2 h condensation, while maintaining a temperature of 50°C. Five specimens from each batch of tensile, impact and morphological testing were subjected to the ageing process for different amounts of time (120, 240, 360 and 480 h).
Characterisation
Tensile Properties
Tensile tests were carried out using a mechanical tester model 5565 (Instron, USA) with a 500 N load cell. Type V dog bone samples according to ASTM D638 were used to perform the tests at room temperature with a rate of 10 mm/min. For each material, five specimens were tested to get an average and standard deviation.
Differential Scanning Calorimetry (DSC)
Thermal characterisations using DSC were performed using a DSC7 from Perkin Elmer. A heat/cool/heat procedure was applied over a temperature range from 40 to 250°C at 10°C/min under a nitrogen atmosphere (N2). The glass transition temperature (Tg), crystallisation temperature (Tc), and melting temperature (Tm) were determined, while the melting degree of crystallinity (x) was determined as:

Colour changes after each accelerated weathering period were determined via observation made by optical images of the weathered specimens and comparison with unweathered ones.
After each accelerated weathering period, the samples were kept in a dry desiccator until analysis. Average weight loss (WL) was determined as:

Scanning electron micrographs (SEM) were taken to characterise the morphology of the OHF before and after treatment and the biocomposites. Firstly, the samples were broken under cryogenic conditions (liquid nitrogen). Then, a Au/Pd layer was sputtered onto the exposed surfaces to take images at different magnifications on a JEOL JSM-840A microscope operated at 15 kV.
Fourier Transform Infrared (FTIR) Spectroscopy
FTIR spectra were recorded using a SHIMADZU FTIR-8400S in the 4000–400 cm−1 range with a resolution of 4 cm−1.
Results and Discussion
Morphological Studies

(a) Micrographs of the cryofractured surface of PLA and the biocomposites before and after accelerated ageing (b) Micrographs of untreated and treated OHF and (c) Micrographs of the cryofractured surface of PLA and the biocomposites before and after accelerated ageing
During processing, the crystallisation might have induced internal rearrangements leading to a more fragile behaviour. Also, limited particle-matrix adhesion produced particles pull-out. Although the treated particles may have better contact (wettability) with the matrix, mechanical adhesion might not be present.
The SEM images of untreated and alkali treated OHF is shown in
But after accelerated ageing (
As shown in the magnified images of untreated and treated composites before and after ageing (
Weight loss during accelerated ageing and visual aspect of the samples are presented in
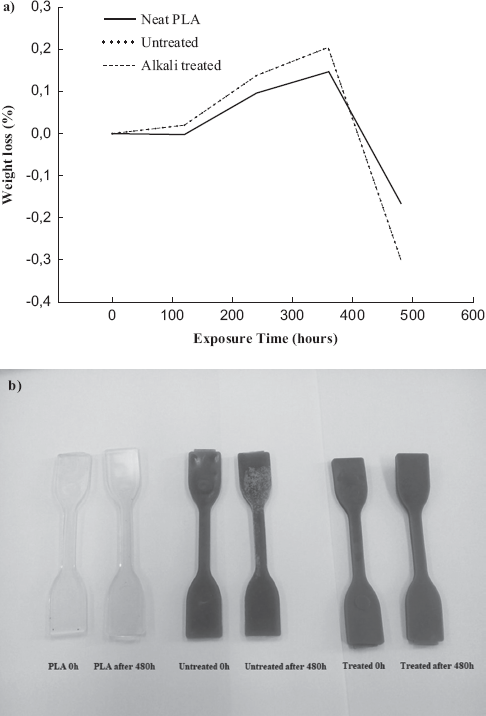
a) Weight loss curves as a function of weathering time and b) variations of the visual aspect
As
Colour change is also a significant problem for polymer composites. Colour changes were first evaluated by comparing images of the specimens after each accelerated weathering period.
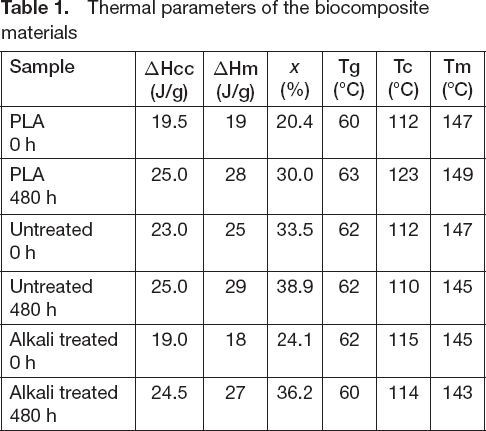
Thermal parameters of the biocomposite materials
Neat PLA and the biocomposites before and after different weathering time were analysed by FTIR to detect any changes in specific chemical groups to determine possible composition variations 27 .

FTIR spectra of the samples: (a) neat PLA, (b) untreated biocomposites and (c) treated biocomposites
It has been reported that the main degradation mechanism associated to UV irradiation is known as “photolysis” leading to “chain scission”, especially in the C–O and C–C bonds of the PLA ester backbone structure by photon absorption. Effectively, the intensity of these IR bands is decreasing after each weathering cycle. Apart from photolysis, another effect of UV irradiation is “photo-oxidation” that might initially result in organic peroxide formation and their subsequent degradation into carboxylic acid and ketone end groups having C=O bonds 33 . It is also observed that the intensity of this IR band either increases or shifts to lower wavenumbers with time.
It is known that hydrolysis also contributes to main chain scission, especially in the C–O bonds of the PLA ester structure 34 . It was also reported that, similar as for photo-oxidation, hydrolysis leads to the formation of carboxylic acid and ketone end groups. Therefore, changes in the IR spectrum due to hydrolysis would be very similar as for the changes discussed above.
For the untreated biocomposites,
DSC measurements were used to characterise the thermal properties and the thermograms are presented in

DSC traces for: (a) neat PLA, as well as (b) untreated and (c) alkali treated biocomposites before and after accelerated ageing (480 h)
As observed in
The biocomposites have higher Tg compared with neat PLA. Similar increases for PLA based materials were reported by Acioli-Moura and Sun 39 , Hablot et al. 40 , Moura et al. 41 and Spiridon et al. 42 . This trend is associated to the nucleating effect of the particles, as well as their limiting effect on molecular chain motion (steric hindrance).
The combined action of temperature, humidity and UV led to surface embrittlement of the exposed samples, explaining the slight increase in the melting temperatures, with the exception of PLA/olive husk flour biocomposites. It seems that in this biocomposites the higher crystallinity level can be attributed to the scission reactions occurring at the lamellar surfaces leading to higher crystal surface free energy 43 . Another reason for the increased crystallinity during accelerated weathering is chain scission (decreased molecular weight) from photolysis and hydrolysis as shorter chains are more mobile, so conformational requirement for the creation of an ordered crystalline structure is easier.

Effect of accelerated ageing on: (a) tensile strength, (b) Young's modulus and (c) elongation at break of neat PLA, as well as the untreated and alkali treated biocomposites
The lower tensile strength (TS) for the biocomposites is usually related to poor fibre/matrix interfacial adhesion. As expected, the alkali treatment was able to improve tensile strength. This can be associated to better interfacial contact/bonding between the olive husk flour and PLA matrix.
As expected, tensile strength (TS) decreases with increased weathering time. The most important TS reduction is observed for the untreated biocomposites. For example, the tensile strength was found to decrease from 54 to 39 MPa (28%) for untreated biocomposites, while the decrease is lower for treated ones (22%) (
As seen in
Finally, lower elongation at break with OHF addition in PLA was observed (
In this work, biocomposites based on poly(lactic acid) and olive husk flour (OHF) were produced via melt processing (extrusion followed by injection). In particular, a chemical modification of the particles was performed (alkali treatment). The main objective of the work was to determine the effect of particle addition and surface treatment on the long term properties and degradation (acceleration weathering) of these biocomposites.
The results showed that the addition of olive husk flour into PLA had a positive effect on the biocomposites Young's modulus and the treated particles had higher mechanical properties.
After accelerated ageing, tensile strength and Young's modulus were found to decrease for both untreated and alkali treated biocomposites. However, untreated biocomposites had the highest overall mechanical properties reduction compared to alkali treated biocomposites. After accelerated aging, the neat PLA became yellow, while the biocomposites had a darker brown colour (loss of surface gloss).
FTIR and DSC analyses were used to confirm that degradation occurred with time leading to changes in crystallinity content and chemical groups present to explain the mechanical properties loses upon exposure to accelerated ageing. These results were also confirmed by morphological analysis (SEM).
Finally, our results showed that PLA/OHF is a suitable combination to produce biocomposites derived from fully natural resources, allowing the development of environmentally friendly materials having better properties than the neat matrix. Nevertheless, more work needs to be done to improve on the results obtained, especially in terms of interfacial adhesion by using a “natural” coupling agent.
Footnotes
Acknowledgement
The authors would like to thank the Bejaia oil mill for the olive husk used in this study. We also thank the research centre on advanced materials (CERMA) and the research centre on renewable materials (CRMR) for technical help on processing and characterisation.