
Abstract
Wood–plastic composites (WPCs) are a promising environmentally friendly material refers to composite that contain plant powders or fibers as reinforcement and plastic matrix. In this study, an epoxy resin and Methyl metharylate-Butadiene-Styrene Copolymer (MBS) were used as a compatibilizer and toughener and were filled into recycled polyethylene terephthalate (PET) and recycled polyamide 6 (PA6) blends (PET/PA6) and filled with wood flour to prepare the WPCs. The mechanical properties of the WPCs, including the tensile, flexural, and impact properties, with different mixing ratio polymer blends of PET to PA6 (E60/A40, E50/A50, and E40/A60) were investigated under different environmental aging conditions.
The experimental results showed that different environmental conditions, such as temperature and humidity, markedly changed the mechanical properties of the WPCs with different mixing ratio polymer blends.
In addition, the mechanisms responsible for the interface of the WPCs were identified by studying the fracture surfaces with field emission scanning electron microscopy.
Keywords
Introduction
Wood–plastic composites (WPCs) are a novel environmentally friendly composite material composed of wood powders or fibers reinforced thermoplastic resins. WPCs inherit the intrinsic properties from their constituents. For example, they are resistant to corrosion and humidity and are durable and recyclable. Compared with wood, WPCs are resistant to cracks and bending properties; compared with traditional plastics, WPCs are easier to process and are more environmentally friendly. Therefore, WPCs have been extensively applied in outdoor applications such as decking, trails, and landscape gardening.
WPCs originated in Italy in the 1970s and were popularized in North America in the early 1990s. By the start of the 21st century, they had spread to India, Singapore, Malaysia, Japan, and China 1 . The traditional plastics industry has used inorganic materials such as talc, calcium carbonate, mica, and glass or carbon fibers to modify and reinforce plastics to prepare composites. Crucial industries such as the aerospace, automotive, construction, and packaging industries have shown considerable interest in the development of new composite materials 2 .
The term WPCs refers to any composite that contains plant (including wood and nonwood) fibers and thermosets or thermoplastics. This property allows other materials, such as wood fibers, to be mixed with the plastic to form a composite product. Polypropylene (PP), polyethylene (PE), and polyvinyl chloride (PVC) are widely used thermoplastics for WPCs and are currently common in building construction, furniture, and automotive products 3 .
WPCs are normally produced as pellets by adding wood flour as a filler to a polymer matrix through compounding process, to produce end WPC products for application through extrusion or injection molding process under high pressure and temperature.
Most thermoplastic polymers used in WPCs are PE, PP, and PVC. Because of their outdoor applications, WPCs are frequently exposed to ultraviolet rays and humidity. Because these two environmental factors degrade WPCs, the mechanical property of a WPC is deteriorated and its life span reduced. Moreover, humidity has a substantial impact on WPCs. Because of water adsorption and diffusion, the cell walls of wood fibers expand. The expansion of cell walls results in macroscopic cracks within WPCs and degrades their mechanical properties.
Core-shell toughener are used regularly to improve the toughness of the polymer matrix due to three major attractive features: (1) the rubbery core provides resistance to impact, especially at low temperature, whereas the grafted glassy shell provides rigidity and compatibility to the polymer matrix, keeping the particles desired shape and dispersibility; (2) the rubber particle diameter, particle diameter distribution, crosslink density, grafting degree, shell thickness, shell composition, and overall composition, can be individually studied and optimized. MBS has a soft core (butadiene–styrene copolymer) and a hard shell (PMMA). It is often used as an impact modifier of polymers because of its high stiffness, high modulus, and good miscibility with polymer 4 .
Polyethylene terephthalate (PET) is widely used as a thermoplastic polymer for fabricating molded objects and textiles. As a general plastic, it is used in injection stretch blow molding for plastic bottles and other applications (e.g., textiles). PET has good comprehensive properties, such as anticreep, antifatigue, antifriction, and features dimensional stability. However, its poor impact strength limits its extensive application as an engineering plastic. One of the most effective modifications of its drawbacks is to blend it with other polymers; that is, by using polymer–polymer blending techniques.
PA6 is extensively used in the manufacture of automobile parts, engineering products, and textiles because of its high mechanical strength, modulus and good processing ability. However, PA6 generally has a high affinity for water, and its mechanical properties are often considerably affected by the absorption of water. It is also a notch-sensitive thermoplastic because of a markedly lower resistance to crack propagation than to crack initiation 5 . Thus, PA6 is frequently blended with low modulus elastomers, such as methyl methacrylate–butadiene–styrene (MBS) to improve material properties, lower water absorption, and reduce material costs.
The PET/PA6 blend is a promising blend when it exhibits the rigidity of PET with the toughness of PA6
6
. In this study, we used epoxy as a reactive compatibilizer and methyl methacrylate–butadiene–styrene (MBS) as a toughener, filling them into recycled PET/PA6 blends and filled with wood flour to prepare the WPCs and to study their mechanical properties under different environmental aging conditions. Herein, we discuss the mechanisms responsible for the interface of WPCs determined using field emission scanning electron microscopy. A schematic of this study is shown in

The schematic illustration of this study
Materials
Recycled PET and recycled polyamide 6 (PA6) were supplied by Libolon Enterprise Co., Ltd., Taiwan. Impact modifier using MBS was purchased from Formosa Plastics Co., Ltd., Taiwan. Teak wood flour was used as a filler adding into polymer blends. The average particle size distribution of the wood flour was 100 mesh (150 μm), determined by screening through predetermined mesh size screens. Epoxy resin was used as a reactive compatibilizer (Nan-Ya Plastics Co., Ltd., Taiwan).
Preparation of PET/PA6 WPCs
The three PET/PA6 WPC mixture formulas shown in
WPCs mixing formulas

WPCs mixing formulas
Pure plastic pellet removal of moisture: Because moisture residues affect the mechanical properties of WPC, moisture must be removed before the compounding process. All polymer resins (PET and PA6) and wood flour were placed in an oven to remove moisture. Wood flour was placed in the oven for 8 h at 100°C. Before the drying process, the moisture content of the wood flour was 8.4% in weight fraction. After removal of the moisture, the weight fraction of moisture dropped to 0.2%. For polymer resins, PET was placed in the oven for 4 h at 140°C, and PA6 was placed in the oven for 4 h at 80°C.
Compounding process: Wood flour was compounded with PET/PA6 in a corotating twin screw extruder for melt blending of the mixed materials (Kobe Steel Group; L/D = 43.5; ψ = 30 mm). In the compounding process of the WPC pellets, the rotation speed was set at 180 rpm, whereas the temperature was maintained in the range of 220–250°C from the barrel to the die zone. A schematic of the compounding process for fabricating the WPC pellets is shown in A schematic of the compounding process for fabricating the WPC pellets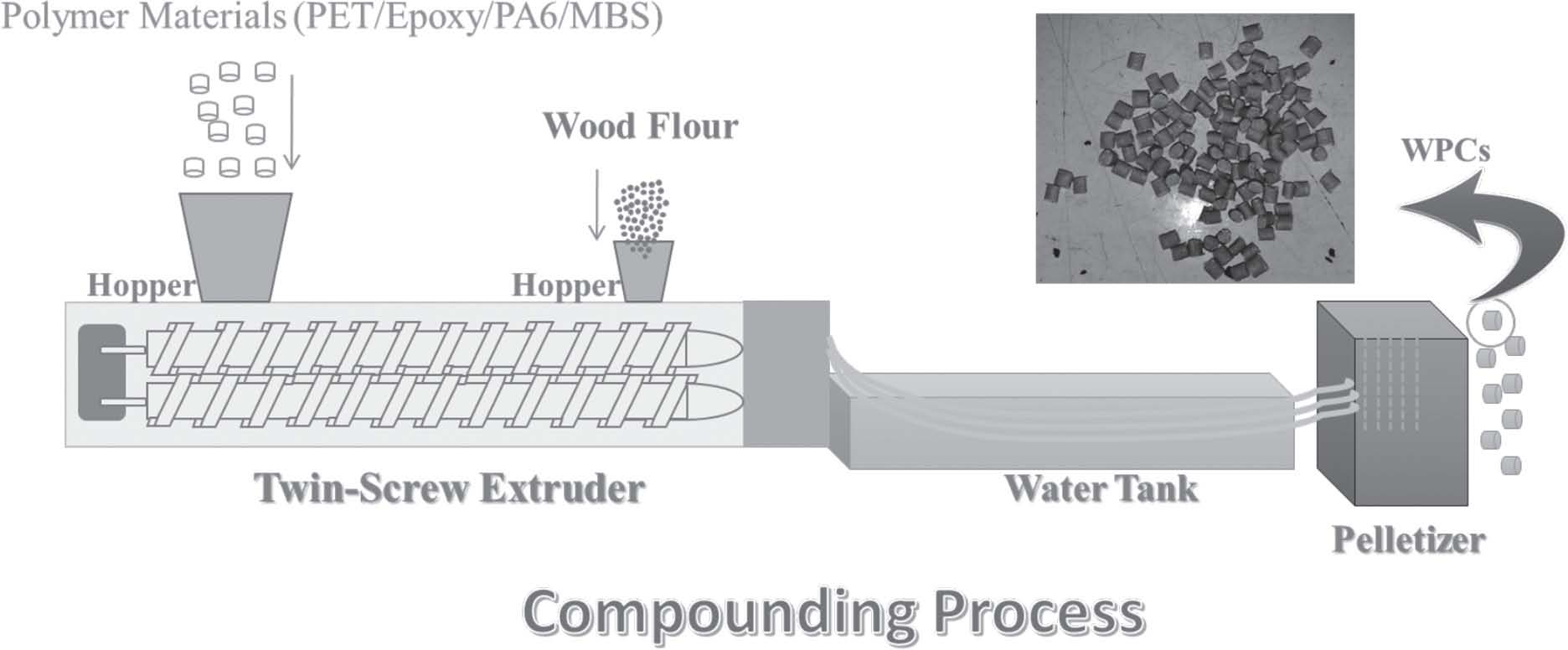
Injection molding process: After the compounding procedure, the manufactured WPC pellets were dried in the oven at 105°C for 4 h before being injection molded into ASTM test specimens. Test samples were molded to form tensile, bending, and impact specimens with a Battenfeld 75-ton injection molding machine (Wittmann Kunststoffgeräte GmbH). The injection molding parameters were 100°C for the mold temperature; 210–250°C from the barrel to the nozzle for the injection process temperature. A schematic of the injection molding process for fabricating the WPC specimens is shown in
A schematic illustration of the injection molding to fabricate the WPCs specimens
Environmental Aging Effects
WPCs with three mixing ratio polymer blends of PET to PA6 (E60/A40, E50/A50, E40/A60) were fabricated and investigated in this study. Temperature and humidity are noticeable factors that affect the mechanical properties of WPCs. Thus, the WPCs in this study were treated under three temperature and humidity conditions to determine the variations of physical environmental aging for the specimens. The conditions were 25°C/60% RH, 25°C/90% RH, and 55°C/90% RH for 0 h, 50 h, 100 h, and 200 h, respectively, for analyzing mechanical properties of WPCs such as tensile strength, flexural strength, flexural modulus, and impact strength.
Compatibility of PET/PA6 Blends
Because PET and PA6 blend without any compatibilizer being added, the blend has a weak interface that displays worse properties than those of neat PET or neat PA6; hence, considerable efforts have been directed to the improve the compatibility of the PET/PA6 blends.
Some studies have shown that the blending of PET and PA in the melting process will produce a polyester–polyamide block copolymer, which can improve the compatibility of the blends. Moreover, Huang confirmed that a reactive compatibilizer can improve the compatibility of PET/PA6 blends6–8. According to the aforementioned literature, epoxy resin could act as a good compatibilzier, in which the epoxide can react with the terminal functional group of the PET and PA6, thus led to a compatibilized blend, and enhanced their physical properties. The reaction scheme of the aforementioned reaction mechanism is depicted as follows:

Graft copolymers are efficient compatibilizers for polymer blending, which can reduce interfacial tension and may toughen the polymer blends. The main advantage of using compatibilizers in polymer blends is the suppression of coalescence achieved through stabilizing the interface 10 . Generally, a polymer filled with abundant fillers (e.g., wood flour) will result in the decrement of the mobility of polymer chains, and gradually becomes brittle11,12. In this study, PET/PA6 blends filled with wood flour were used to fabricate WPCs. For solving the brittleness of the blends, the WPCs, Methylmetharylate-Butadiene-Styrene Copolymer (MBS) was used as an impact modifier to toughen the WPCs.
Effect of Environmental Aging on Mechanical Properties of PET/PA6 WPCs
Moisture Content Test of WPCs after Environmental Aging
Humidity is an important factor in the applications of WPCs which to affects the mechanical property, dimensional stability, and other properties. Polymers will absorb significant amount of moisture in the beginning when the polymer is placed in a humid environment. After fast absorbing, the polymer starts to absorb moisture gently.
In this study, the moisture absorption was measured according to ASTM D570. The WPC specimen was placed in a heating oven to expose at 103°C for 24 hours then weighed immediately. Next, the WPC specimens were weighted after four environmental aging (i.e. 25°C/60% RH., 25°C/90% RH., 55°C/60% RH., 55°C/90% RH.) for 50, 100 and 200 hours, respectively. The moisture absorption values were calculated according to:

From

Moisture absorption of WPCs under different environmental aging conditions: (a) 25°C/60% RH (b) 25°C/90% RH (c) 55°C/60% RH (d) 55°C/90% RH
Tensile Strength

Tensile strength of WPCs under different environmental aging conditions: (a) 25°C/60% RH (b) 25°C/90% RH (c) 55°C/60% RH (d) 55°C/90% RH
Tensile strength of WPCs under different environmental aging conditions

From
Flexural Properties

Flexural strength of WPCs under different environmental aging conditions: (a) 25°C/60% RH (b) 25°C/90% RH (c) 55°C/60% RH (d) 55°C/90% RH

Flexural modulus of WPCs under different environmental aging conditions: (a) 25°C/60% RH (b) 25°C/90% RH (c) 55°C/60% RH (d) 55°C/90% RH
Flexural strength of WPCs under different environmental aging conditions

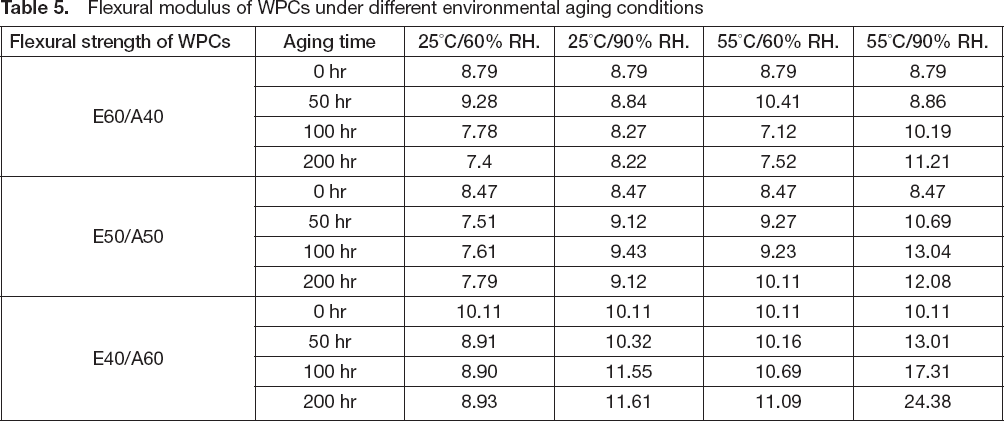
Flexural modulus of WPCs under different environmental aging conditions

When the WPCs were aging in a high temperature or humidity environmental condition (i.e. 25°C/90% RH., 55°C/60% RH., 55°C/90% RH.), the flexural properties markedly reduced. The reduce in flexural properties under different aging conditions can be attributed to the following three effect: (1) the water molecules infiltrated the interior of the WPCs and changed the structure and properties of the wood flour, polymer matrix, and wood/plastic interface 15 . (2) wood flour cell swelling lead to the weak interfacial bonding strength between the wood flour and polymer matrix and caused interfacial microcracks that affected the mechanical properties of the WPCs 16 . (3) the main materials of WPCs are plant fibers (wood flour in this study) and plastics (polymer matrix). Temperature generally affects the mechanical properties of WPCs through the polymer characteristics. When the temperature increases (25°C→55°C), the polymer molecular chain has a higher energy, the chain segment becomes active, the distance between the molecular chains increases, and the van der Waals force of molecular chains is reduced. Hence, water molecules infiltrate WPCs. Consequently, the flexural strength and flexural modulus of WPCs markedly decline.
Specifically, Polyamide contains numerous amino functional groups (-NHCO) with strong hydrophilic groups. When moisture infiltrates WPCs, water molecules may form hydrogen bonds with the amide of PA6, thus replacing the hydrogen bonds of the PA6 molecular chains and reducing the intermolecular hydrogen bond density and the crystallinity. Therefore, the flexural modulus of the WPCs with E60/A40 blends in this study was better than that of the other two polymer blends of WPCs.
Impact Strength

Impact strength of WPCs under different environmental aging conditions: (a) 25°C/60% RH (b) 25°C/90% RH (c) 55°C/60% RH (d) 55°C/90% RH
Flexural modulus of WPCs under different environmental aging conditions
The impact strength of WPCs aging in ambient temperature and humid conditions indicated a gentle decline (
The significant increase in impact strength of the WPCs under high temperature and humidity aging conditions was associated with the aging began, as shown in
For the WPCs with E40/A60 blends, the increase in impact strength again involved the formation of hydrogen bonding between polymers and wood flour. The dipole–dipole interaction between wood flour and polymer molecules became less effective, resulting in an increase in the flexibility of polymer chains, especially in the PA6 molecule chain. This mechanism is the molecular interaction between moisture and polyamide, with the flexibility (corresponding to an increased impact strength) of PA6 increasing with the presence of moisture 18 . Clark suggested that moisture present in PA6,6/glass fiber composites can serve as a plasticizer 19 . Thus, the impact strength of E40/A60 WPCs increases more substantially than do the other two WPCs with various polymer blends (e.g., E60/A40, E50/A50).
Fracture Surface of WPCs with Different Polymer Blends under 25°C/60% RH
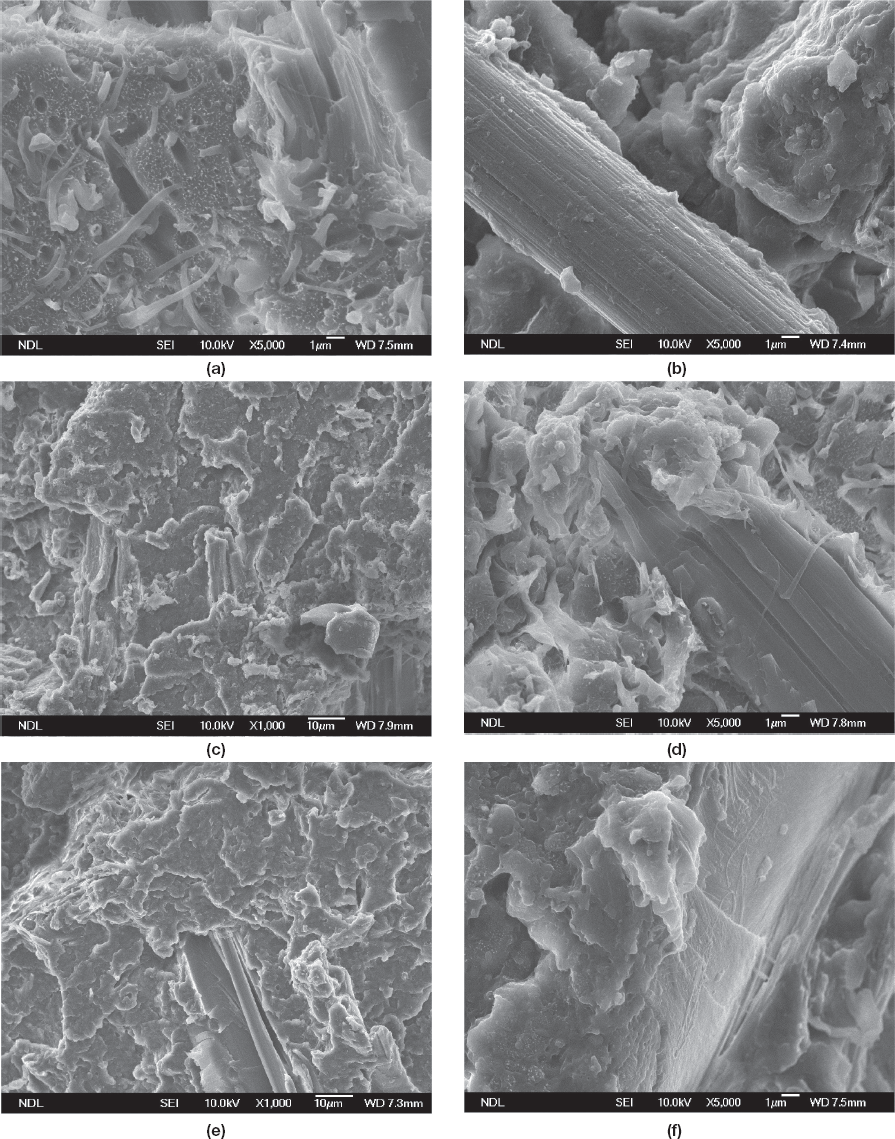
SEM images of PET/PA6 WPCs under 25°C/60% RH: (a)(b) E60/A40, (c)(d) E50/A50, (e)(f) E40/A60
The SEM image in
In this study, epoxy resin and Core-shell toughener (MBS) were used as compatibilizer and toughener filled into recycled PET and recycled PA6 blends (PET/PA6), and were filled with wood flour to prepare the WPCs. The mechanical properties of the WPCs, including tensile, flexural, and impact properties, with different mixing ratio polymer blends of PET to PA6 (E60/A40, E50/A50, E40/A60) were investigated under different environmental aging conditions.
Temperature and humidity are two important factors in the applications of WPCs which to affects the mechanical property, dimensional stability, and other properties.
The recrystallization of polymers occurred when the WPC was subjected to long-term environmental condition at room temperature or lower than the glass transition temperature (Tg). The mechanisms of gentle decline on the mechanical properties of the WPCs through recrystallization have been studied in this study.
When the WPCs treated under high temperature, the polymer molecular chain has a higher energy, the chain segment becomes active, the distance between the molecular chains increases, and the van der Waals force of molecular chains is reduced. Hence, water molecules infiltrate WPCs.
High humidity may cause the water molecules infiltrated the interior of the WPCs and changed the structure and properties of the wood flour, polymer matrix, and wood/plastic interface. Furthermore, the wood flour cell swelling leads to the weak interfacial bonding strength between the wood flour and polymer matrix and caused interfacial microcracks that affected the mechanical properties of the WPCs.
Footnotes
Acknowledgment
The authors would like to thank the Ministry of Science and Technology of Taiwan (National Science Council of Taiwan), for financially supporting this research under a Contract No. MOST 106-2622-E-218-005-CC2, MOST 105-2221-E-241-001-MY3.