
Abstract
This article presents an experimental study on the effect of polymeric matrix flow behavior on the properties of the reprocessed wood–plastic composites (WPC) of high-density polyethylene (HDPE) and wood sawdust. WPCs are considered as sustainable materials due to their durability in the environmental conditions and recyclability. Three grades of HDPE were utilized as polymeric matrix with different melt flow indices (MFIs). Composites containing 60 wt% of sawdust were manufactured via a twin-screw extruder to produce 15 mm rod-shaped profiles (named here as virgin WPCs). In reprocessing, the produced WPC profiles were then ground to obtain WPC granules and then reprocessed (reextruded) via the same extruder. The mechanical properties of both the virgin and the reprocessed profiles were obtained from the bending tests and tensile tests, and the physical tests including water uptake and density measurements were also carried out. Interestingly, reprocessed composites produced with the low and middle MFI HDPE showed an increase in mechanical properties compared with the virgin ones, while for the composites with the high MFI HDPE, opposite result was observed. Water uptake measurement also indicated the best performance of the composites produced with the middle MFI HDPE.
Keywords
Introduction
In general, the term wood–plastic composite (WPC) refers to a composite consisting of two main components, wood and plastic. Wood can be utilized as fiber or particle. Fibers are mainly used for reinforcing purpose in order to improve the mechanical performances. Wood particles are utilized as fillers for decreasing plastic consumption and reduction in final price. Polyethylene (PE), polypropylene (PP) and polyvinyl chloride are the widely used thermoplastics for WPCs. 1 Improving WPC strength is highly challenging and there are numerous published research works conducted on this issue. Strength of WPCs depends on many parameters such as processing method, polymeric matrix strength and the type and geometry of wood particles, and the amount of coupling agent. Shakouri et al. 2 investigated the effect of die pressure on mechanical properties of WPC produced via an extrusion process. The observed increase in the strength was accompanied with a decrease in porosity and an increase in bulk density or compactness of the material due to higher die pressure. Migneault et al. 3 also investigated the effects of processing method and fiber size on the structure and properties of WPCs. They found that increasing fiber length-to diameter (L/D) ratio had a beneficial effect on the flexural strength, but the effect on water absorption characteristics was negative.
Production of WPCs has experienced extensive growth in the recent years and a considerable growth in global markets was observed in 2003 with 771 million kg (1.7 billion lbs.) production volume. 4 Based on a report published in 2007, WPC market observed an average annual growth rate of approximately 18% and 14% for North America and Europe, respectively. 5 Durability of WPC products in biological and environmental conditions, low material costs and ability to reprocessing, as a result of the thermoplastic matrix utilization, and absence of toxic adhesives (such as formaldehyde used in production of particle boards) are the main reasons for the growth of this technology in recent years. 2,6 –10 WPCs are being used in a large number of applications and sectors such as in automotive, constructions, marine, electronic and aerospace. According to the European Guideline 2000/53/EG administered by the European Commission, 85% of the weight of a vehicle had to be recyclable by 2005. This recyclable percentage is to be increased up to 95% by 2015. Vehicles must be constructed of 95% recyclable materials, with 85% recoverable through reuse or mechanical recycling and 10% through energy recovery or thermal recycling. 11 This will open an outstanding opportunity for the usage of WPCs in vehicle industry.
With an increase in the necessity of producing environmentally friendly materials, some researchers compounded plant fibers with biodegradable polymers including polylactic acid, starch plastics, soybean plastics and cellulosic plastics for producing fully biodegradable composites. 12 Biodegradable polymers are synthetic high polymers originating from natural products: they are stable in their lifetime during usage and storage but degrade microbially and/or environmentally after disposal. 13 This property can hinder their use in any environmental applications. Similar to any other material that is durable in the environment, growth in WPC manufacturing demands more attention to its recycling. Recyclability is a significant benefit of thermoplastics, which allows the usage of their wastes in the other applications such as WPC industry. This advantage is very attractive for WPC manufacturers because of its commercial aspects. Several researchers 14 –17 have studied using waste plastics in WPCs, where in some reports that the composites made from waste plastics showed better mechanical properties in comparison with the virgin ones. 15 In addition, waste plastics in these composites, the by-products of wood industries, such as sawdust, can be used as filler. WPC role in preserving natural sources (forests), its sufficient mechanical and physical properties and lacking toxic chemicals in their compositions 11 have made them as one of the favorable green materials in the recent years. 18
As noted above, the production rate of WPCs has increased in the recent years 7 and thus the demand for their recycling and returning them to the life cycle has become highly important. Study of literatures indicates that there are few research works conducted on the recyclability of WPCs. As an example, Beg and Pickering 19 describe the effects of reprocessing on the physical and mechanical properties of these composites based on radiata pine fiber in a PP matrix produced via injection molding.
Due to the incompatibility of wood particle with (high-density PE (HDPE)) plastic matrix, particles wetting and especially their distribution in the polymeric matrix have significant effects on the strength of the final products. Melt flow index (MFI) represents an aspect of the rheological properties of the resin such as flow ability. Studies carried out on the properties of WPCs showed that matrix melt flow behavior plays a key role on the structure–property relationship of the wood–PE composites. 20 Study of literature indicates that MFI influences the quality of mixing of the two ingredients; plastics with a high MFI (low viscosity) present better wetting and distribution. 20 On one hand, using low MFI HDPE gives rise to a poor wetting and distribution. On the other hand, using a very low viscose matrix (very high MFI) could impair the interface between the wood particles and the polymeric matrix. This article explores the recyclability of WPC profiles produced via an extrusion process. The effect of MFI of the polymeric matrix on the properties of the virgin and reprocessed WPCs is emphasized. This could show whether the reprocessed WPC could be used again for the same application. The results of this study could be highly useful for WPC industry from economical and environmental viewpoints.
Experimentation
Materials and equipment
Three grades of HDPE were used as the polymeric matrix: HDPE 5620 with an MFI of 20 g/10 min (named as high MFI), HDPE 6070 with an MFI of 7 g/10 min (middle MFI) and HDPE EX3 with an MFI of 0.45 g/10 min (low MFI). They were supplied by Arak Petrochemical Co., (Iran) Tabriz Petrochemical Co., (Iran) and Amir Kabir Petrochemical Co., (Iran) respectively. The characteristics of the selected HDPEs are given in Table 1.
Properties of HDPEs used as polymeric matrices.
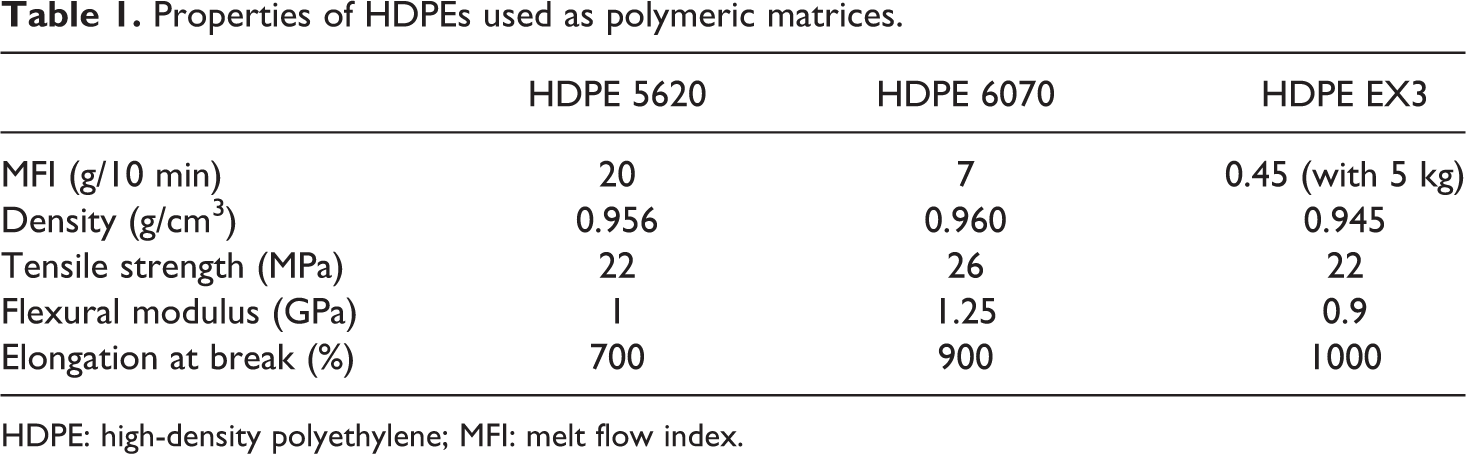
HDPE: high-density polyethylene; MFI: melt flow index.
Sawdust supplied from local carpentries was sieved into 22 mesh size (about 0.8 mm in length). To decrease moisture content, wood particles and plastics granules were dried in an oven at 100°C for 24 and 8 h, respectively. A laboratory, counter-rotating twin-screw extruder having an L/D ratio of 22:1 was utilized to produce WPC profiles with 60 wt% wood content. In the productions, screw rotational speed was maintained at 2 r/min. Temperatures of the extruder barrel and the die were maintained at 170°C and 140°C, respectively. A circular die with a diameter of 15 mm and a land length of 75 mm was utilized to shape the products. After 24 h exposure of the profiles in the ambient conditions, some portion of the produced WPC profiles were ground to obtain WPC granules and extruded again via the same die in order to produce reprocessed WPCs. Production procedure of the virgin and reprocessed WPCs are depicted in the diagram given in Figure 1.
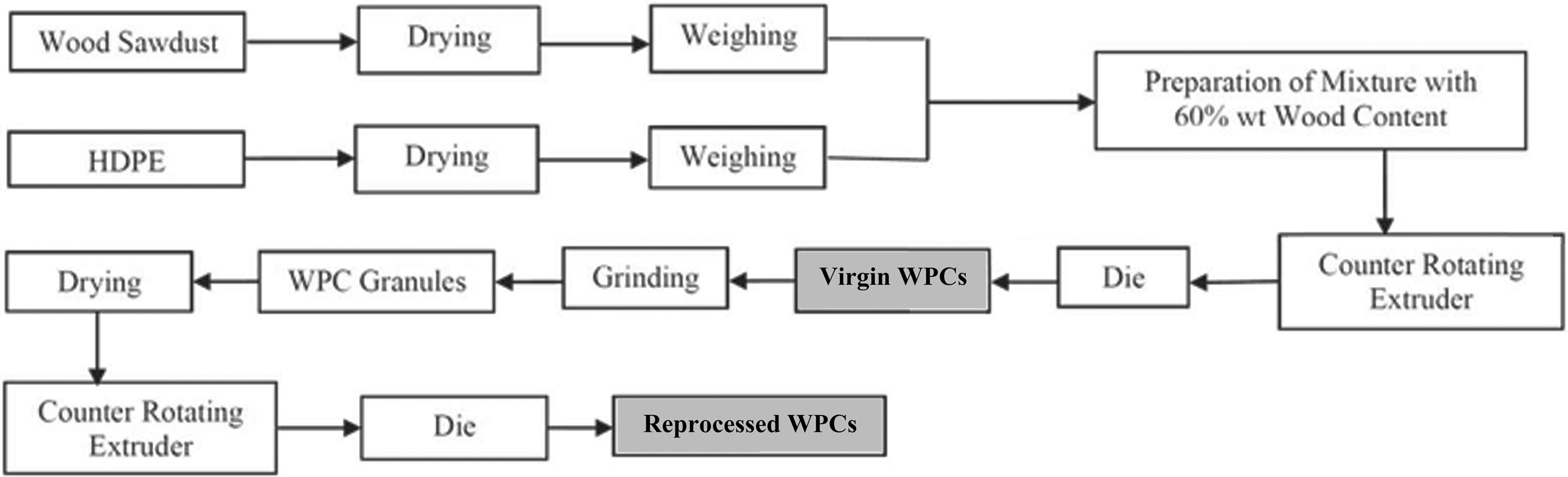
Production method of virgin and reprocessed WPCs. WPC: wood–plastic composite.
Testing
A laboratory rheometer (Physica UDS 200, Anton Paar, Germany) was used for measuring the complex viscosity of the three polymeric matrices. The flexural and tensile properties of the produced WPC specimens were determined at the ambient condition according to ASTM D-790 and ASTM D-638 standards, respectively, in a computer-controlled Instron testing machine (model 5500R) with three replicates for each data point. These specimens were conditioned at room temperature and humidity for 24 h prior to the tests. For water absorption measurement, WPC specimens were immersed in water for 24 h (based on standard ASTM D-1037 B). Water absorption contents were measured as:
where M and M o are the weights of the specimens after and before immersing, respectively. The weights were measured using Adam digital weighing machine with a resolution of 0.001 gr. Based on the Archimedes’ principle, the density of the specimens was measured by dividing the obtained weight and volume.
Results and discussion
Rheological measurements for the three polymeric matrices are presented in Figure 2. These results, consisting of both real and imaginary parts, display the differences in complex viscosity of the selected matrices.
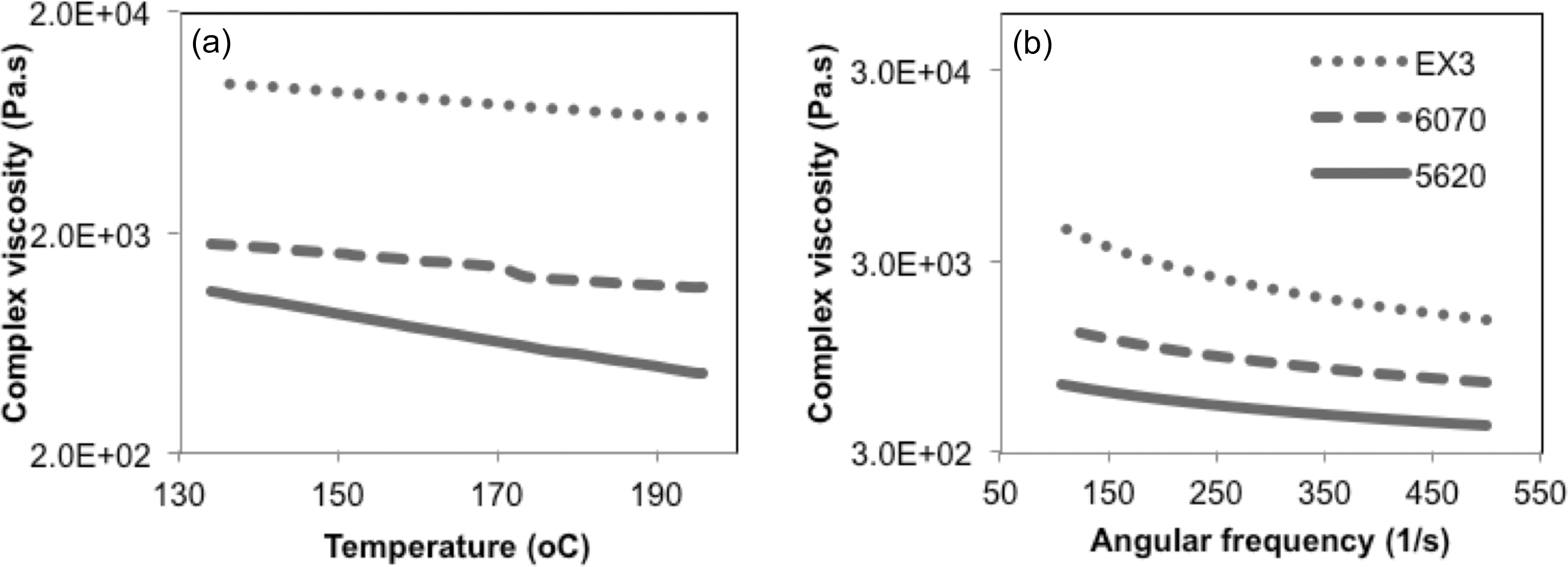
Complex viscosity of used HDPEs versus (a) temperature at 10 s−1 angular frequency, (b) angular frequency at 140°C temperature. HDPE: high-density polyethylene.
Table 2 gives the code classification of WPC profiles produced in this study.
WPC profiles names.
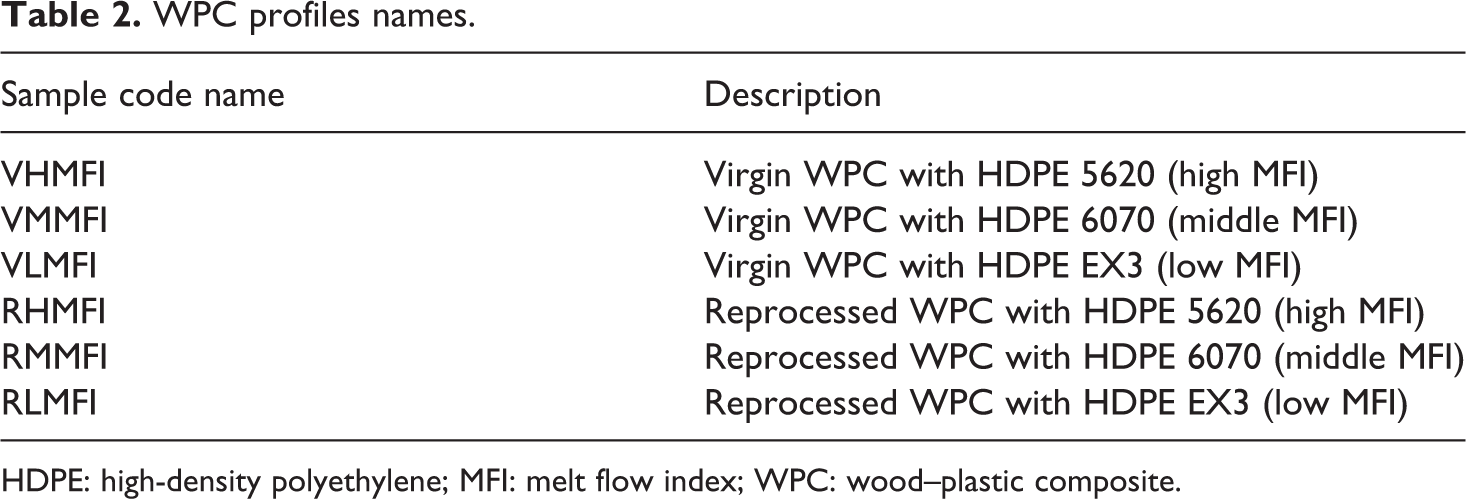
HDPE: high-density polyethylene; MFI: melt flow index; WPC: wood–plastic composite.
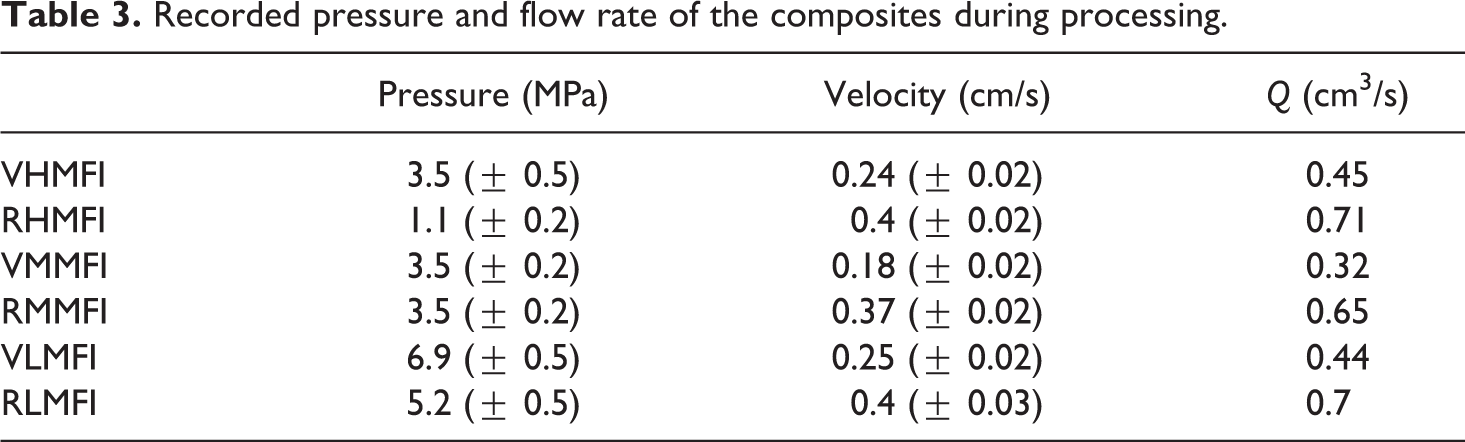
The recorded processing pressures and the measured flow rates are given in Table 3. The results indicate a lower flow rate for VMMFI compared with that of VHMFI (at the same pressure), which is expected due to the higher viscosity (or lower MFI) of the polymeric matrix of the former composites. However, the flow rate becomes larger for VLMFI as the pressure also shows a higher value (6.9 MPa). Since the screw rotational speed was unchanged at 2 r/min for all the WPCs production, further lowering the system pressure, for VLMFI, was not practical. Therefore, in addition to the viscosity effect of polymeric matrix of VLMFI on production rate, the higher die pressure influenced the flow rate to counteract the lower fluidity of LMFI. The corresponding results for the virgin WPCs are in good agreement with the viscosity data indicated in Figure 2. It is interesting to observe that the flow rate of reprocessed WPCs is larger than that of the virgin ones. This could be due to the influence of processing conditions such as thermal and mechanical stresses on the rheological properties of the composites such as breakage in molecular chains of the matrix.
Recorded pressure and flow rate of the composites during processing.
Physical properties
Density
Figure 3 shows the results of density measurements of the produced WPC profiles. The density of the WPC (by adding wood particles to HDPE) is larger than the consisting components and also observed in the previous reported data. 2,6,21 The figure demonstrates that there is no significant difference in the densities of the six composites (virgin and reprocessed). It could be expected as the densities of the polymeric matrices are almost the same (Table 1) and that they all include the same amount of wood content. It has been found that in WPCs, mechanical properties increase with increasing density, 3 and thus, achieving the highest density for WPC is important from the mechanical point of view. One of the factors that could affect the WPC density is the presence of porosity. It is almost practically impossible to completely eliminate porosity. There are some known sources of porosity creation: steam given off from still damp wood particles, volatile organic compound (VOC) produced via decomposition of plastic during processing and CO2 released from burning wood particles at a high temperatures. 22 Using a vented extruder is a very effective solution to remove VOC, CO2, steam, decreasing porosity and increasing profiles density. Using vented extruder in this research, the best effort was made to obtain densities close to the highest possible ones.
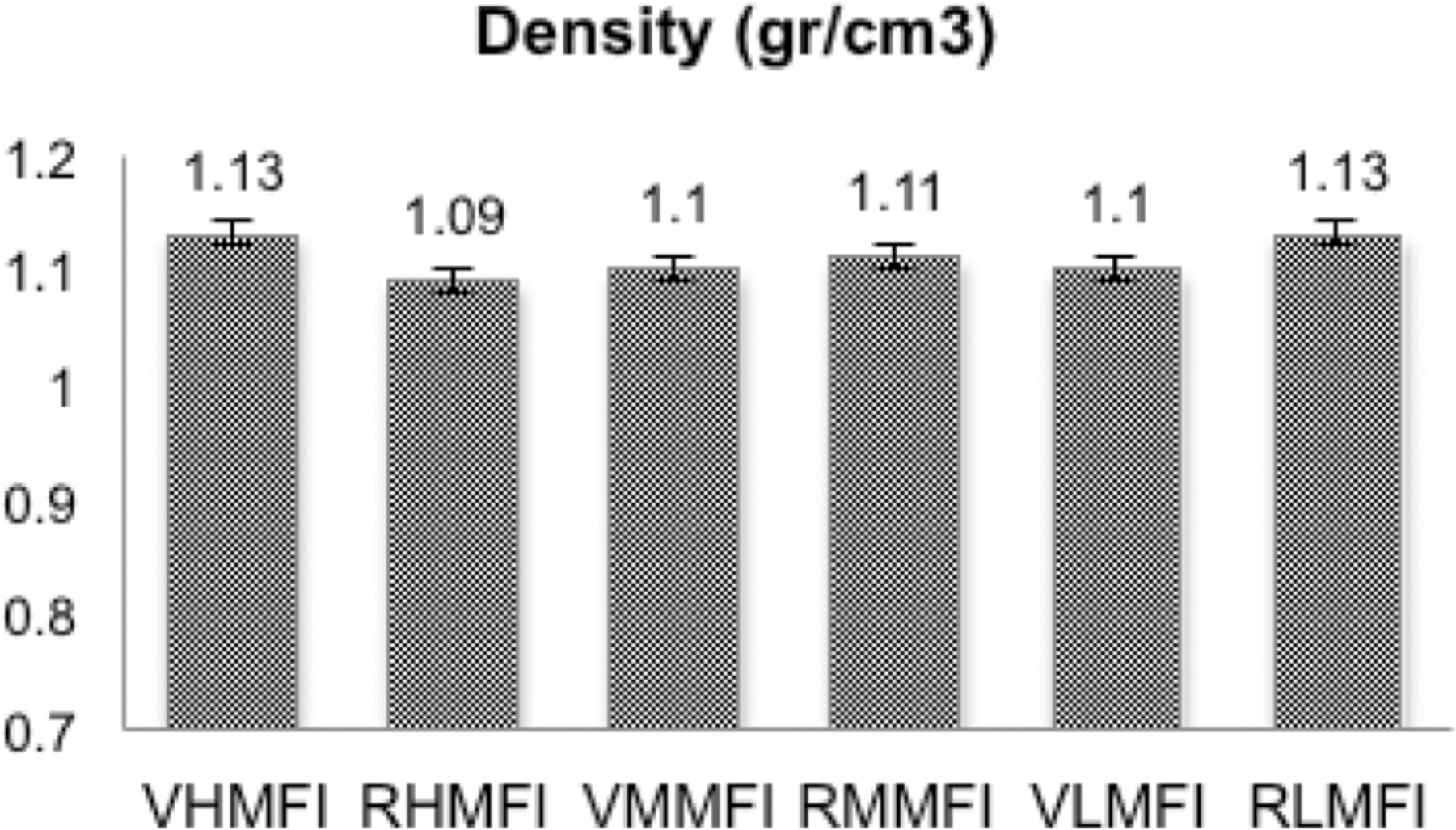
Densities of the produced WPCs. WPC: wood–plastic composites.
Water absorption content. Figure 4 depicts the results of water absorption test for virgin and reprocessed WPC samples. The absorption of water in WPCs depends on a number of parameters including weight fraction of wood content, type of polymeric matrix, level of interfacial bonding and overall temperature. HDPE does not significantly absorb water. In contrast, wood tends to absorb moisture and is not dimensionally stable with changes in moisture. 23 The results indicate that the greatest value of the absorbed water belongs to VMMFI and RLMFI composites.
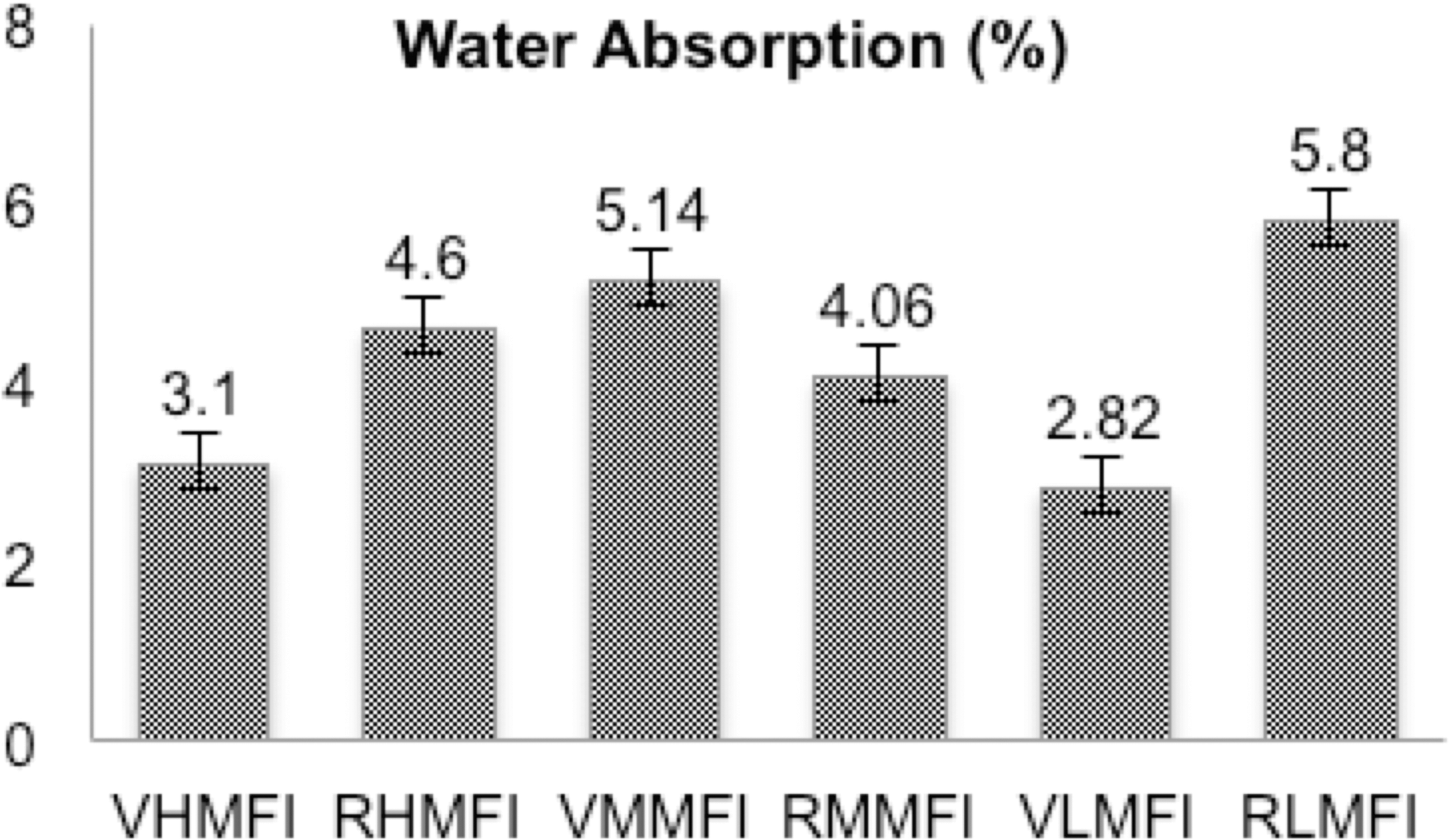
Water absorbed by produced composites.
Water absorbed by WPCs depends on the degree of wetted sawdust by the surrounding hydrophobic polymeric matrix. In other words, the more sawdust wetted by polymer, the less water will be absorbed. Therefore, higher MFI could cause a more efficient coating for wood particles that in turn could reduce water absorption. In addition to polymer MFI, distribution and exposure of the wood particles at the surface has a significant influence on the amount of absorbed water. The die pressure during extrusion also has effect on water absorption content due its effect on the compactness. These three factors are effective and their interaction determines the water absorption content. Hence, the lower amount of absorbed water by VHMFI compared with VMMFI relates to better mixing (in equal die pressure). However, the less water absorption of VLMFI compared with VHMFI could be due to the higher die pressure during processing (6.9 MPa vs. 3.5 MPa).
The results exhibit a noticeable effect of reprocessing on the water absorption. Polymers are exposed to thermal and mechanical stresses during processing, which induce downgrading of the molecular architecture (such as chain scission that could yield a less viscose material). 24,25 The possible downgrading can affect interfacial linkage between the wood particles and the polymeric matrix via better wetting and mixing of wood particles with plastic. This interesting observation could be a reason for the reduction in the amount of absorbed water (about 21%) by RMMFI composites compared with VMMFI composites. In contrast, the amount of absorbed water by RHMFI composite is higher than that of VHMFI composite. Composites made from plastic with low MFI (VLMFI and RLMFI) show the highest and the lowest amount of water absorption among the six types of composite, respectively. This result could be the consequence of domination of better compactness due to higher die pressure (for VLMFI), which results in lower water absorption content. On the other hand, the larger amount of wood particles present at the surface of WPCs can increase the water absorption content, for RLMFI composite, this status may be the reason for the higher water absorption content. Further investigation is required to explore in further details.
Mechanical properties
Flexural and tensile strengths, strain at break for flexural and tensile loads as well as flexural and tensile moduli were measured for WPC specimens.
Flexural and tensile strengths. The measurements of the WPCs flexural strengths are exhibited in Figure 5. Among virgin composites, VLMFI showed the highest value of the flexural strength. Lower MFI indicates a polymer with longer chain that yields a greater chance for chains entanglement. 26 This will in turn cause less chain mobility that gives rise to a higher viscosity (or less MFI) and strength, simultaneously. However, as given in Table 3, the system pressure for producing composites with a low MFI (VLMFI) matrix is much higher than those of the other two composites (6.9 MPa vs. 3.5 MPa). It has been shown that a greater system pressure could enhance mechanical strength due to the more packed structure. 2 It must be mentioned that since a high fluidity could yield a better mixing and wetting, a higher MFI could contribute to an improved mechanical strength. On the contrary, polymeric matrices with higher MFIs have weaker architectural characteristics from mechanical strength point of view. These opposing phenomena could justify similar strength of the two WPCs produced from the high and middle MFI resins (VHMFI and VMMFI), where their die pressures are the same. From the similarity in die pressure and flexural strength, it may be presumed that the higher flow ability of the polymeric matrix compensates its intrinsic weakness (tensile strengths of 22 MPa vs. 26 MPa for high and middle MFI polymers, respectively).
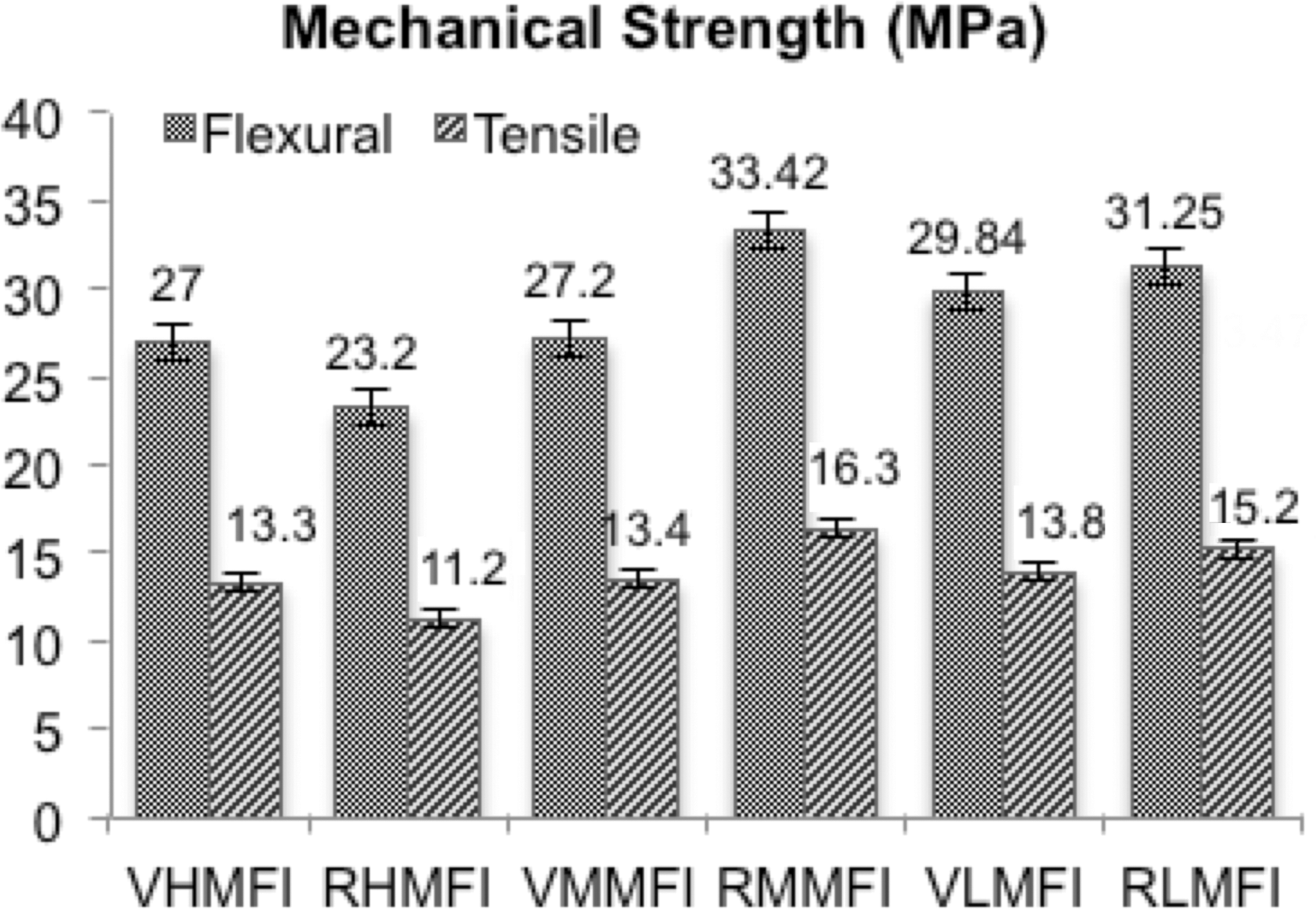
Flexural and tensile strength of virgin and reprocessed WPC samples. WPC: wood–plastic composite.
For reprocessed composites, interesting results were observed in which, the reprocessing stage caused an increase in the strength of the composites. This phenomenon could be attributed to the effects of processing condition on the molecular architecture. As noted earlier, processes such as extrusion could have an impact on the rheological and mechanical properties of the polymeric matrix. By extruding the WPC profile at the first stage, two major parts of WPC, wood particles and polymeric matrix will be further mixed together. The mixing behavior of wood particles and plastic in the reprocessed WPC strongly depends on the matrix flow behavior. Effect of the process on the shortening of the polymeric matrix molecular chains could have either positive effect on the final strength (improvement in mixing due to a lower viscosity) or negative one (reduction in the strength of the polymeric matrix). Hence, for VHMFI and its reprocessed composite (RHMFI), downgrading role (the latter effect) of the reprocessing stage seemed to be more dominant, which caused about 14% reduction in flexural strength of the reprocessed composite (RHMFI). On the other hand, for the composites with the polymeric matrices of middle and low MFI, results show the opposite trend, where, interestingly, their flexural strengths increased after reprocessing. There is about 23% and 5% increase in the strength of WPC specimens made from middle and low MFI polymeric matrix, respectively.
The results of tensile strength measurement are exhibited in Figure 5. It is noticeable that the difference in the tensile strength among the composites is almost following the same trends as that of flexural strength. For instance, the highest flexural and tensile strengths belong to RMMFI composites and the lowest ones belong to RHMFI. Other interesting observation is that the tensile strength is almost half of the flexural strength in all the composites.
Maximum deformation
The ultimate bending deformation (no yield point was observed for the composites containing more than 40 wt% wood particles 10 ) of the virgin and reprocessed composites is represented in Figure 6. It indicates that the ductility of the produced composites with the low MFI polymer is the highest among the virgin composites. Although, maximum strain of the unfilled middle MFI HDPE is 28% higher than that of the high MFI HDPE, but there is no noticeable difference between the maximum strain values of their composites. According to the classical theory of mechanics, the load applied to a composite material is transferred from the matrix to the filler by shear stresses along the filler–matrix interface. 21 Therefore, stress transfer efficiency increases with increasing mixing and wetting at the interfaces. Hence, better mixing could enhance the role of wood particles in load transfer. Consequently, a low MFI resin could results in a poor mixing thus less effective the wood particle interaction. The final result would be a less brittle material. Based on this concept, poor wetting and mixing in composites made with the low MFI HDPE can be the reason for its higher deformation, because in this condition, applied stress is not well transferred to filler components and thus transfers in the ductile (polymeric) matrix. After reprocessing of the virgin composites, there are 31% and 14% reduction in strain for those composites made with high and low MFI HDPE. However, there is 10% increase in strain at break for those composites made with middle MFI HDPE.
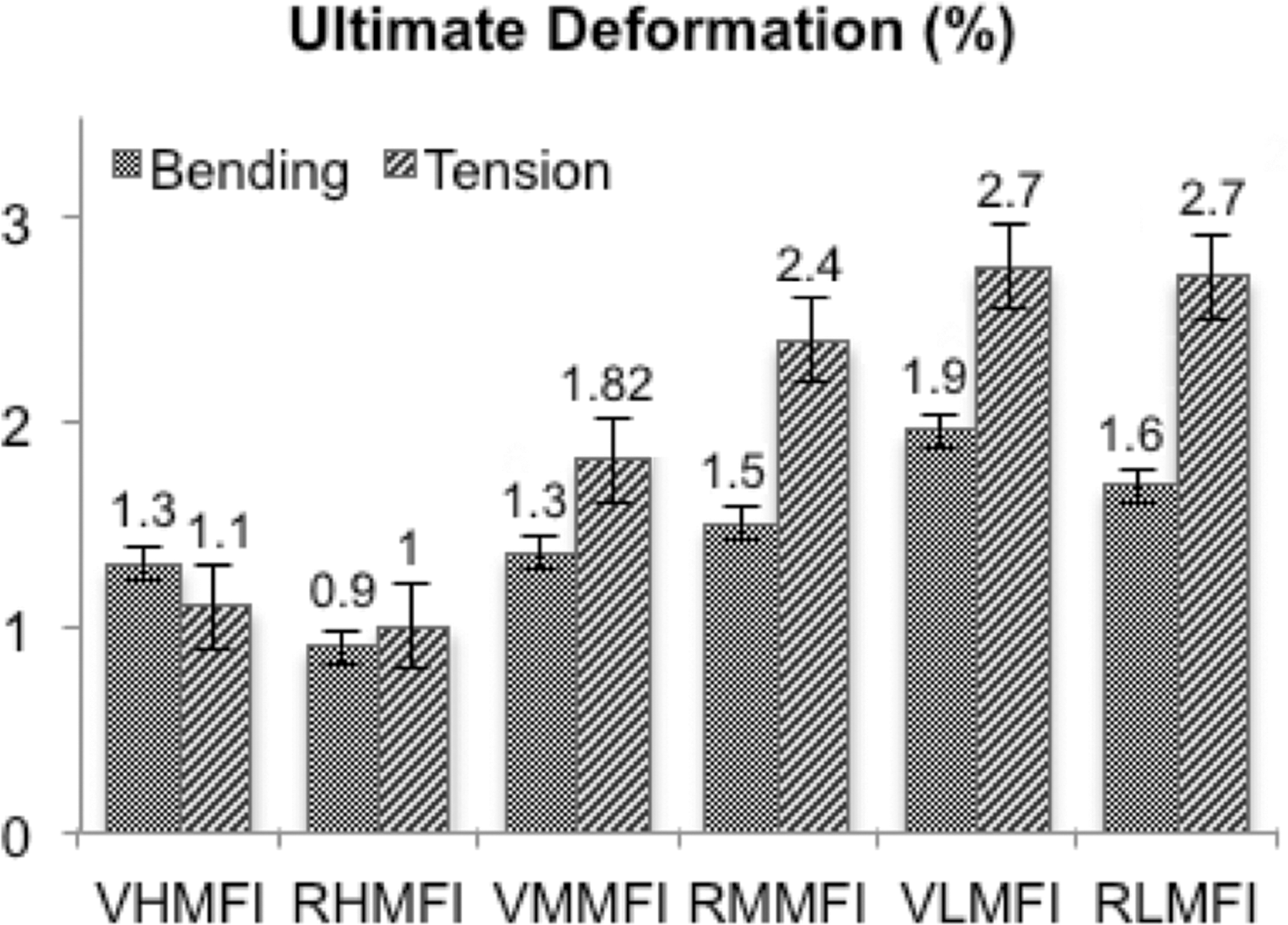
Deformation of specimens under bending and tension loads.
Results of maximum elongation of WPC specimens under tensile load are presented in Figure 6. As presented in Table 1, maximum elongation of the unfilled HDPE grades are 700%, 900% and 1000% for high, middle and low MFI HDPE, respectively, the highest value for the ultimate elongation of the virgin composites belongs to VLMFI composites. In addition to the reason presented above, the ability of wetting of polymeric matrix is the one of the most effective factors in this trend, VHMFI < VMMFI < VLMFI. The results of this trend are in good agreement with the properties of the matrices indicated in Table 1. There are 1.1%, 1.82% and 2.76% ultimate elongation value for virgin composites made with high, middle and low MFI HDPEs, respectively. However, in this chart, differences among the reprocessed composites made with high and low MFI HDPEs are not significant and meaningful, while 32% increase was observed for the composites made with the middle MFI due to reprocessing process.
Modulus of elasticity. The flexural modulus, a ratio between stress and strain within elastic region, was computed from the slope of a representative straight-line segment of load deflection curve obtained from flexural strength testing. 18 The measured flexural moduli of elasticity for the virgin and reprocessed composites are given in Figure 7. It is observed that the modulus of elasticity (MOE) of VMMFI is greater than those of the other two virgins. The trend of the flexural MOE of the unfilled HDPEs is middle MFI > high MFI > low MFI (Table 1). The flexural moduli of the composites as made with the high and low MFI are approximately the same and there is no significant difference between these values. As noted earlier, flexural modulus of the low MFI HDPE was less than that of the middle MFI and it can be the reason of its rank in this trend. Therefore, flexural modulus of VLMFI composites is less than that of VMMFI composite due to high viscosity and poor sawdust distribution. Modulus of WPC also depends on the interaction and adhesion between the matrix and filler. 20,27 From reprocessing point of view, there is a slight difference among reprocessed and virgin composites made with the high and low MFI matrices. On the other hand, via reprocessing, about 12% increase in MOE value of composites made with the middle MFI HDPE was observed. This increase in MOE of WPC profiles after reprocessing could be the result of the change in chain architecture of polymeric matrix during extrusion process. By decreasing the molecular length and/or side chain branching, degree of crystallinity and MOE would be enhanced. In addition to the effect of extruding on chain length, better wetting and mixing resulted in the second stage of processing is the other reason for increase in flexural MOE of WPC products after reprocessing.
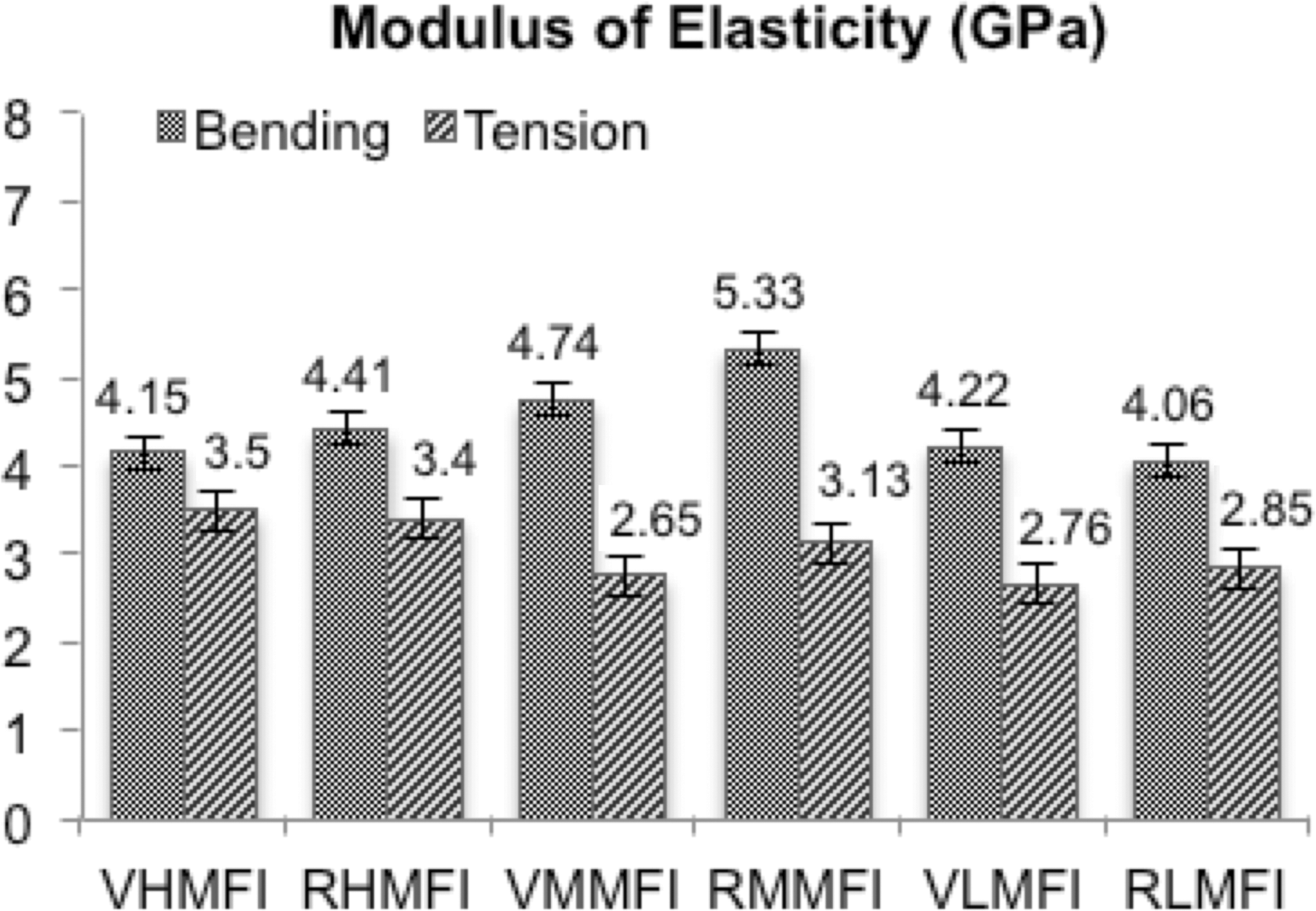
Modulus of elasticity of the composites under bending and tension loads.
Results of modulus of elasticity in tensile test are also represented in Figure 7. It can be seen that the highest value for MOE in tensile test is for WPCs made with the high MFI HDPE matrix (virgin and reprocessed WPCs). Among virgin composites, VHMFI has the highest MOE under tension load and the other composites made from the middle and low MFI HDPEs presents no meaningful difference in their moduli. Despite the results carried out from the bending test, where the VMMFI composites showed a higher MOE than VHMFI, here VHMFI composites resulted in a larger MOE in tensile test. This difference indicates that in tensile test conditions, flow ability of matrix (that influences interaction between wood particles and polymeric matrix) seemed to be more dominant on MOE. This effect can be observed in the reprocessed WPCs made with the high MFI HDPE.
Conclusion
The effect of reprocessing and the polymeric matrix flow behavior (MFI) on the mechanical and physical properties of the extruded WPC were investigated. Three grades of HDPE with three different MFIs were utilized as polymeric matrix of the WPCs with 60 wt% sawdust content. Utilizing a counter-rotating twin-screw extruder, 15 mm rod-shaped profiles were produced. For reprocessing, produced WPC profiles (at the first stage) were ground to obtain WPC granules and then reprocessed via the same extruder. Physical tests including water uptake and density measurements were carried out. The mechanical properties of both the virgin and the reprocessed profiles were also obtained from bending and tensile tests. Results of density measurement indicated that there is no noticeable difference among WPC specimens. Water absorption test indicated that the highest content of absorbed water among the virgin composites belongs to VMMFI and the lowest water absorbed content in reprocessed composites belongs to RMMFI. Composites made with the low MFI HDPE indicated the lowest and highest content of water absorption among both the virgin and the reprocessed composites, where VLMFI and RLMFI showed the minimum and the maximum, respectively. From the mechanical properties point of view, VLMFI and VHMFI composites resulted in the highest and lowest values of strengths, respectively, among the virgin composites in both flexural and tensile tests. On the other hand, among the reprocessed composites, RMMFI and RHMFI composites were observed as the toughest and the weakest, respectively, under both flexural and tension loads. As one of the most notable results of this research is that RMMFI (reprocessed one) showed the highest value of strength for bending and tensile tests among all the composites. The presence of opposing phenomenon in production indicates the complexity of the process, which requires more exploration.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.