
Abstract
Microscopic and physico-chemical methods were used for a comprehensive surface characterization of different extruded polypropylene- and polyethylene-based wood–plastic composite (WPC) formulations. The surfaces were analysed using stereophotogrammetry, high-resolution scandisk confocal microscopy and scanning electron microscopy, resulting in detailed information about the topography and surface morphology. In addition, dynamic water contact angle measurements were carried out to characterize the wettability of the samples. The effects of polymer type, polymer content, additive content and processing method on the resulting topography and wetting were investigated. The correlation between topography and wetting resulted in a conceptual model of WPC surface morphology and wetting, which may be applied to optimize adhesion properties of this composite material.
Introduction
The quantitative description of the microstructure and the surface topography is a research field that can provide a better understanding of the relationship between surface topography, microstructure and mechanical and physico-chemical material properties. Surfaces of materials contain information about the mechanism of their formation as well as the factors that have influenced this mechanism. Besides, the surface morphology of a material can essentially influence its functional character. In many cases, a systematic surface characterization is necessary to establish quantitative correlations between processing conditions and physico-chemical properties of engineering surfaces to compare the resulting surface with standards and to enable modelling the surface behaviour.
During the last 30 years, the possibilities for surface topography quantification have been broadened by the availability of new methods. 1 For the evaluation of topographical data, several mathematical operations such as calculation algorithms and standard parameters can be applied today. 2 For this reason, the selection of the correct methodology whilst evaluation of the data measured and the optimal use of the topographical information obtained are especially relevant.
For any type of modification of a technical surface, the interaction between topography and surface chemistry determines the surface properties. Therefore, topographic qualitative description (morphology) and its quantitative description (topometry) are of great importance. Every manufacturing process or modification can define or produce changes on the surface in a specific way. In addition to the nature of the process (mechanical, optical, electrical, magnetic, chemical or biological), the duration of its effects and external mechanical/environmental influences must be considered. 3 The resulting topography correlates to nanoscopic, microscopic and macroscopic properties, which in combination define the final surface properties of the material.
According to the European Committee for Standardization (prEN 15534-1:2014), wood–plastic composites (WPCs) have been established as composites made from cellulose-based materials and thermoplastics. The most commonly used polymers are polyvinylchloride, polypropylene (PP) and polyethylene (PE). WPC materials may be considered neither as filled plastics nor as a special kind of wood; they should be considered as different materials having their own characteristics. One approach to improve durability and colouring options of WPC is to apply liquid coatings. Recently, legal and environmental requirements of volatile organic compound (VOC) directive (Council directive 1999/13 of the European Commission on the limitation of emission of VOCs due to the use of organic solvents in certain activities and installations) and Decopaint directive (Directive 2004/42/EC of the European Parliament and of the Council of 21 April 2004 on the limitation of emission of VOCs due to the use of organic solvents in certain paints and varnishes and vehicle refinishing products) have resulted in strengthened research and development efforts pertaining to water-based coatings. For successful application of water-based coatings, the surface of the WPC material should be wettable by the coating formulation. This means a polar surface with an optimized topography is needed.
Therefore, microscopic and physico-chemical methods were used for a comprehensive surface characterization of different WPC surfaces based on PP and high-density PE (HDPE). The principal aim of this study was to investigate and understand the relationship between topography and the dynamic wetting by water of WPC surfaces as a function of their formulation.
Materials
Seven PP- and six HDPE-based WPC samples were used in this investigation according to Table 1 for studying the influence of the processing method and the formulation of WPC on the surface properties. The PP used was produced by Basell (Moplen HF501N, The Netherlands, density 0.9 g/cm3 and melt flow rate (230°C/2.16 kg) of 10 g/10 min), while the HDPE was produced by Total Petrochemicals (56020S, Houston, Texas, USA, density 0.952 g/cm3 and melt flow rate (190°C/21.6 kg) of 2.1 g/10 min). Rettenmaier BK 40/90 softwood (main particle size 300–500 µm; bulk density 180–230 g/L, Germany) was used to process all WPC samples. In all formulations, Licolub H12 (oxidized PE wax, Clariant, Gersthofen, Germany) was added as lubricant. The coupling agents used were Scona TPPP 8112 FA (Byk-Kometra, carboxylated PP; maleic anhydride (MA) content at least 1.4 wt%) (Canada) and Scona TPPE 1102 PALL (Byk-Kometra, carboxylated linear low-density PE with MA content of more than 1.5 wt%) for the PP and HDPE composites, respectively.
Samples composition and processing.
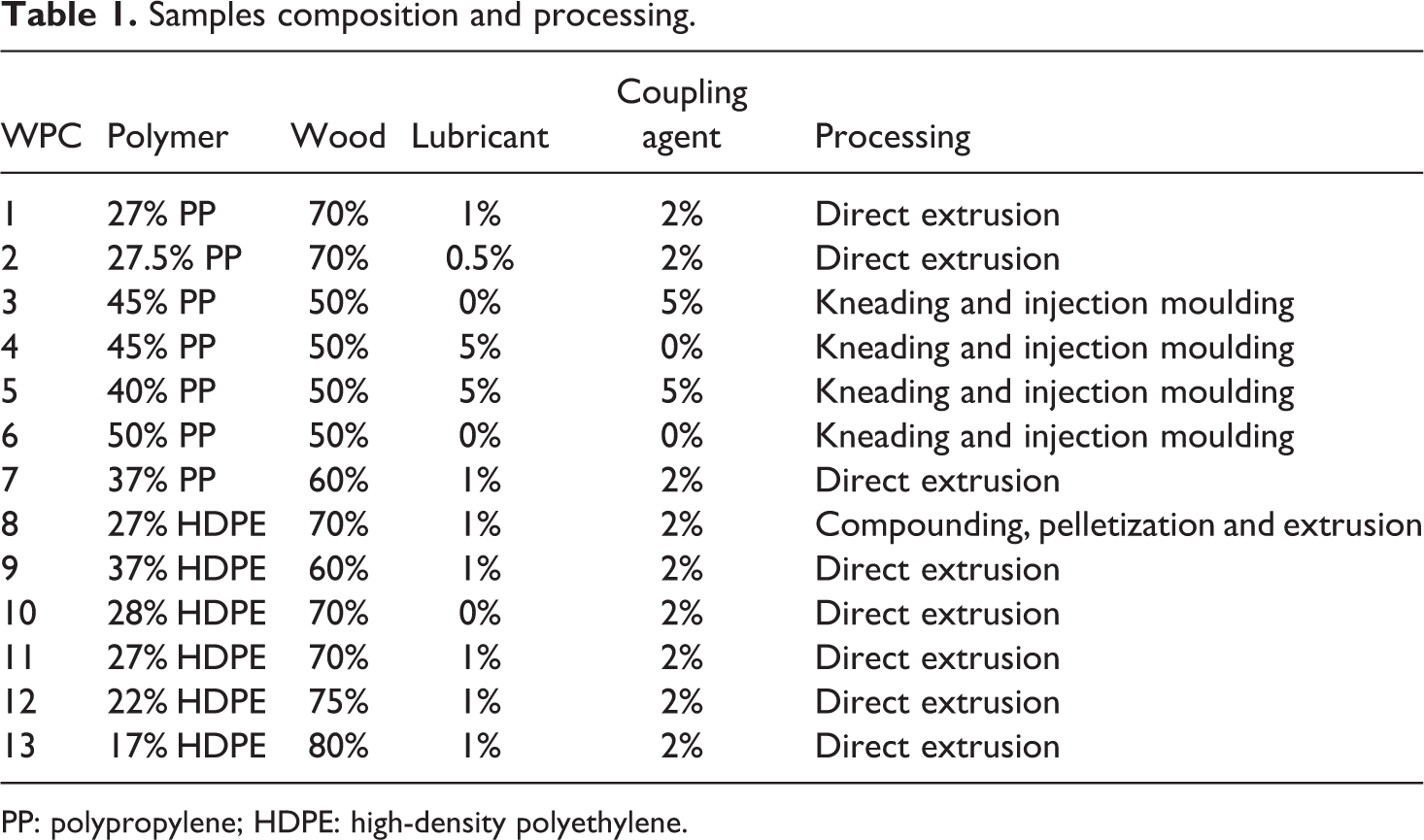
PP: polypropylene; HDPE: high-density polyethylene.
The composition of the samples in Table 1 was based on industrially relevant WPC formulations. In extrusion, most often high wood particle contents of up to 75% by weight are used. In injection moulding, wood particle level is usually restricted to a maximum of 50% (50% is at the high end – mostly, only 30–40% is used). A coupling agent (mostly MA-grafted PE or MA-grafted PP) is required to achieve sufficient strength properties and restrict the water uptake and swelling of WPC. The lubricant is needed in WPC formulations based on PP to enable profile extrusion; in PE-based formulations, it may be omitted.
Methods
Processing of WPC
WPCs were processed using three methods (Table 1). Direct extrusion was performed using a conical, counter-rotating twin-screw extruder with 54 mm screw diameter and gravimetric feeding system (Battenfeld Minibex 2-54C, battenfeld-cincinnati Germany GmbH, Bad Oeynhausen, Germany). Kneading was carried out in a batch mixer with Banbury rotors (Thermo Fisher PolyLab with Rheomix 3000 QC; mixing chamber volume of 379 cm3, Thermo Fisher Scientific, Waltham, Massachusetts, USA). Kneading was carried out for 15 min at 190°C and 50 rev/min. The hot, kneaded mixture was manually broken into small pieces, left to cool and converted into small granules using a cross hammer mill. The granules were processed into bars of 80 × 10 × 4 mm3 using a mini injection moulding device (Haake Minijet II, Thermo Fisher Scientific). ‘Compounding, pelletization and extrusion’ means that compounding was done using a conical, counter-rotating twin-screw extruder (same as above) without profile tool followed by pelletization using a granulator (Pell-Tec SP50 pure, Germany) and profile extrusion using a three-box profile (70 mm width and 4 mm wall thickness).
There are differences between direct extrusion and kneading–injection moulding regarding the composition of the respective surface layers and regarding fibre orientation; in injection-moulded composites, a thin, polymer-rich surface layer is formed whereas the surface layer of extruded composites contains less polymer than the injection-moulded ones. 4 Brushing will remove a polymer-rich surface. In addition, wood particle orientation in the direction of polymer flow is usually more pronounced in injection moulding than in extrusion; however, the level of particle orientation depends on the position of the particles across the thickness and width of the sample. These factors can determine the surface topography of the resulting WPCs.
Topographic and morphological characterization
The topographic characterization was realized at the micro and sub-microscales by means of stereophotogrammetry and high-resolution scandisk confocal microscopy (SDCM) respectively.
Stereophotogrammetry consists of photographing a surface using four different illumination angles. The data are processed using the ‘shape from shading’ algorithm 5 in order to reconstruct the three dimensional (3D) topography. A TraceIt device (INNOWEP GmbH, Germany) was used with a cut-off length of Lm = 5 mm, a lateral resolution of ▵x = 5 µm and a vertical resolution of ▵z = 3 µm. Four measurements on different positions were done on each sample.
SDCM is an optical imaging technique used to increase micrograph contrast and/or to reconstruct 3D images using a spatial pinhole to eliminate out of focus light or flare in specimens that are thicker than the focal plane. 6 This method allows fast 3D measurement of topography, structure and roughness with excellent height resolution and depth of field. In this study, a µSurf (Nanofocus AG, Germany) device was used. To characterize the composite surfaces, a cut-off length of Lm = 260 µm, a lateral resolution of ▵x = 0.5 µm and a vertical resolution of ▵z = 3–7 nm were used. Five measurements on different positions were done on each sample.
In addition, to visualize the surfaces with higher magnifications, a scanning electron microscope (Phenom Desktop SEM, PhenomWorld, The Netherlands) was used after sputtering the surfaces with a 7-nm thick gold layer, using magnifications of 500× and 1700×.
The surface area ratio (Sdr) was used to quantify the topography according to ISO/DIS 25178-2 standard. 2 This roughness hybrid parameter, also called developed interfacial area ratio or Wenzel factor, expresses the increment of the interfacial surface area relative to the area of the projected (flat) x–y plane and is recommended to characterize 3D topographic maps because it takes into account the vertical and horizontal distances between the measured points. 7 The typical statistic roughness parameters like arithmetic mean roughness (Sa), root mean square roughness (Sq) or mean rough height (Sz) provide information on the height distribution of the points on the surface and are independent of the lateral distances between them. Two additional parameters that can be useful to compare the topography of the samples are the surface waviness (sWz) and the void volume (SVo). The first is the average of the waviness profile according to DIN EN ISO 4287 and the second is the volume of the highest peak level and surface level in relation to the surface area.
As mentioned above, two measuring scales were used to characterize the topography, namely, a measured area of 5 × 5 mm2 by lateral resolution of 5 µm (microscale) and a measured area of 260 × 260 µm2 by lateral resolution of 0.5 µm (sub-microscale).
Characterization of wetting
The wettability was characterized by means of dynamic contact angle measurements. To determine the advancing and receding contact angles, a measuring device OCA 35 XL (Data Physics, Germany) was used. Fifteen microlitres of deionized water drops were placed and released from the surface with the help of a microlitre syringe at the rate of 0.25 µL/s. The video sequences were recorded using a rate of 3 frames per second. Thereafter, the contact angles were determined with the help of the software Software Communications Architecture (SCA) version software 20. Five water drops were applied to each WPC specimen to determine the advancing and receding contact angles.
Results
Composition and roughness
On the PP-based composites, the surface area at the microscale decreases with the increase of polymer content, as can be seen in Figure 1. More wood fibres in the composite mean higher Sdr. Figure 2 illustrates the morphological differences between the roughest sample 1 and the smoothest sample 3. The topography of sample 1 is clearly constructed following the wood fibres morphology, whilst the surface morphology of sample 3 is governed by the polymer accumulations due to its higher polymer and coupling agent contents, 45% and 5% respectively, as can be seen in Table 1. It is important to consider that sample 1 was produced by direct extrusion while sample 3 was made by kneading and injection moulding. At the sub-microscale, practically no topographical differences were observed (Figure 1). Only sample 5, which has the highest amount of lubricant and coupling agent (5% of each), showed a high Sdr of 9.72% and an important dependence on measuring position (higher standard deviation). The surface of this sample showed wood fibres released from the material that increase the roughness, as can be seen in Figure 3. On the other hand, although sample 6 presents the highest PP content (50%), the absence of lubricant and coupling agent led to larger roughness at both scales in comparison with the rest of the samples produced by kneading and injection moulding (samples 3, 4 and 5). No comparison of sample 5 with the rest of the samples is possible at the sub-microscale due to the high standard deviation – high dependence on measuring position – because of the presence of some wood fibres released from the surface, as mentioned above.
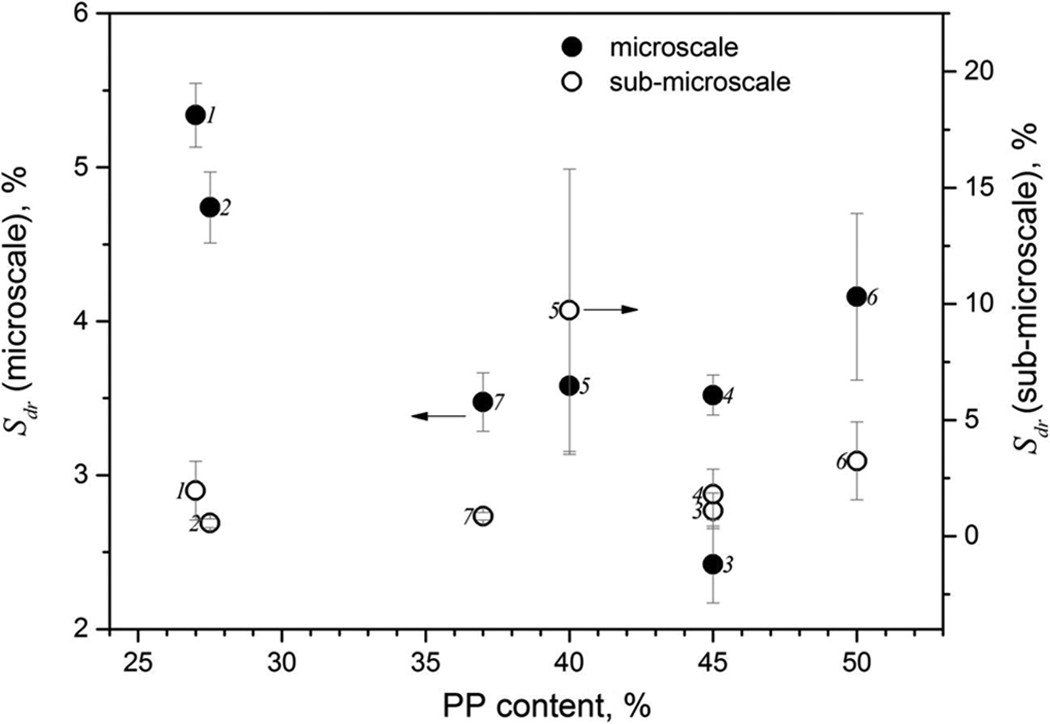
Sdr of the PP-based WPC samples at the micro- and sub-micro-length scales. Microscale results were obtained by measuring areas of 5 × 5 mm2 with lateral resolution of 5 µm and the sub-microscale results by measuring areas of 260 × 260 µm2 with lateral resolution of 0.5 µm. Sdr: surface area ratio; PP: polypropylene; WPC: wood–plastic composite.
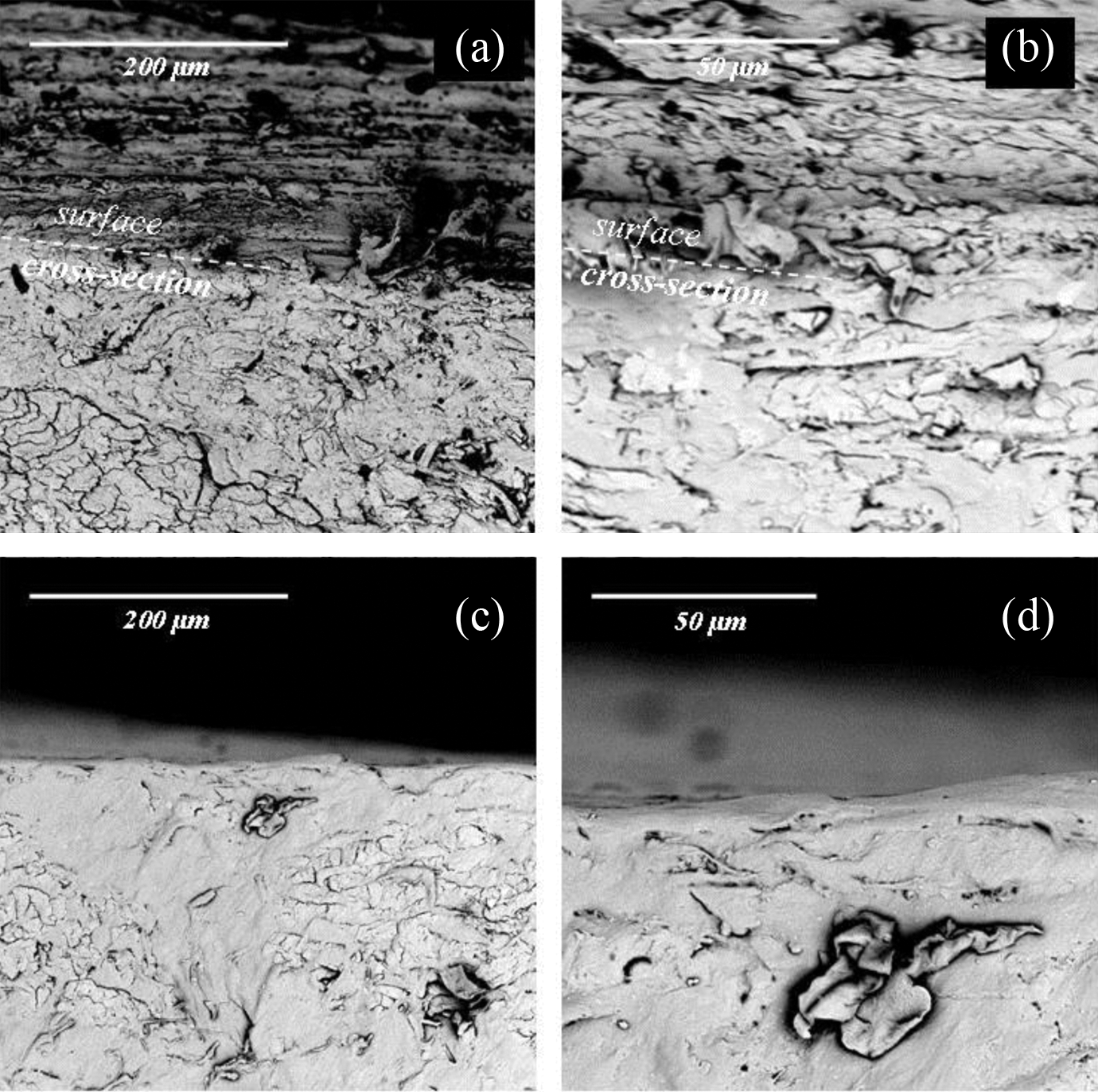
SEM images of PP samples 1 (a and b) and 3 (c and d). Images (a) and (c) were obtained using a magnification of 500×, whilst images (b) and (d) using a magnification of 1700×. It is important to consider that sample 1 was produced by direct extrusion while sample 3 by kneading and injection moulding. SEM: scanning electron microscopy; PP: polypropylene.
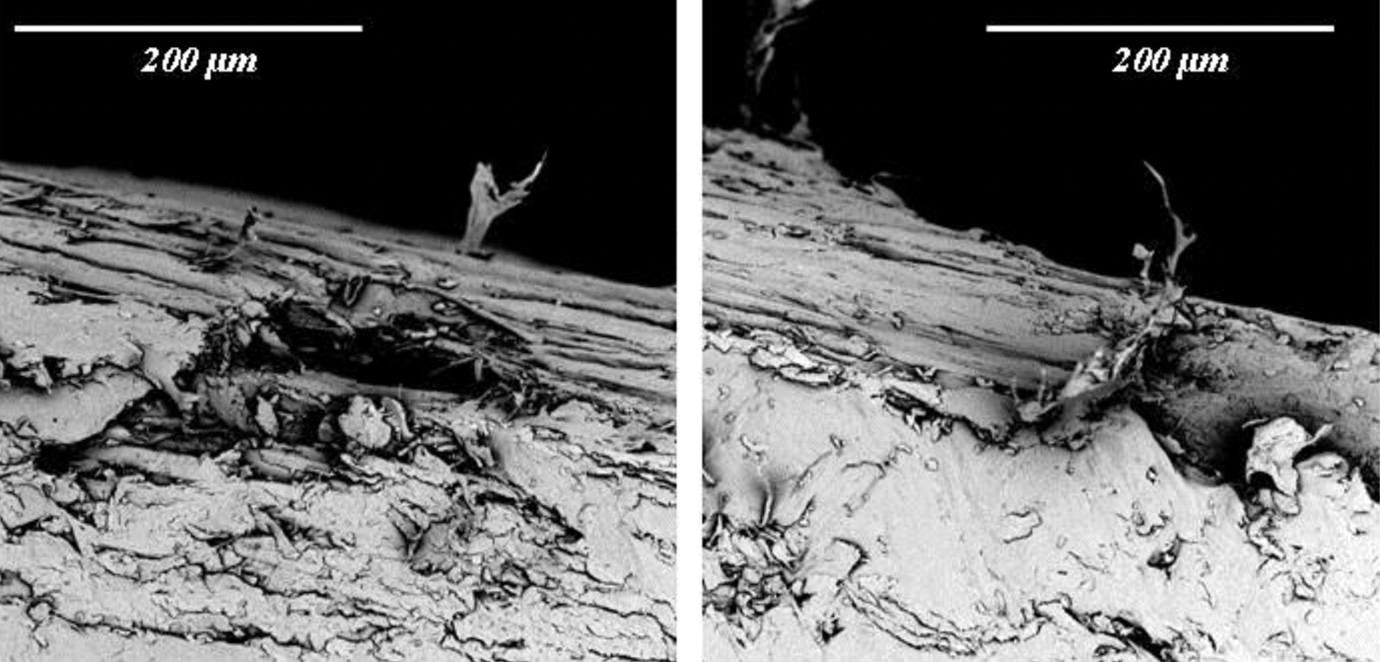
SEM images (500×) showing two locations on the surface of the sample 5 with released wood fibres. SEM: scanning electron microscopy.
On the HDPE-based composites, the microscale shows a direct correlation between polymer content and roughness (Figure 4). A completely opposite behaviour was observed for PP-based composites (Figure 1). However, at the sub-microscale, the presence of wood fibres increased the Sdr of HDPE-based WPC surface, similar to that observed in the microscale of PP-based composites. The high standard deviations, that is, strong dependence on measuring position, at the sub-microscale of HDPE-based composites are the result of large topographic heterogeneity. At the microscale, sample 9 (37% HDPE) presented higher sWz and SVo than sample 13 (17% HDPE), as can be seen in Figure 5. This fact led to higher values of Sdr on the surfaces of sample 9 at this scale, as shown previously in Figure 4. However, by comparing the surface morphologies of the same samples 13 and 9 at the sub-microscale using SEM images (see Figure 6), the texture of sample 13 (Figure 6(a) and (b)) is rougher than the texture of sample 9 (Figure 6(c) and (d)), which explains the values shown in Figure 4 for the sub-microscale. These morphological differences can also be quantified using topographic maps and the parameter Sdr by means of SDCM measurements, as shown in Figure 7.
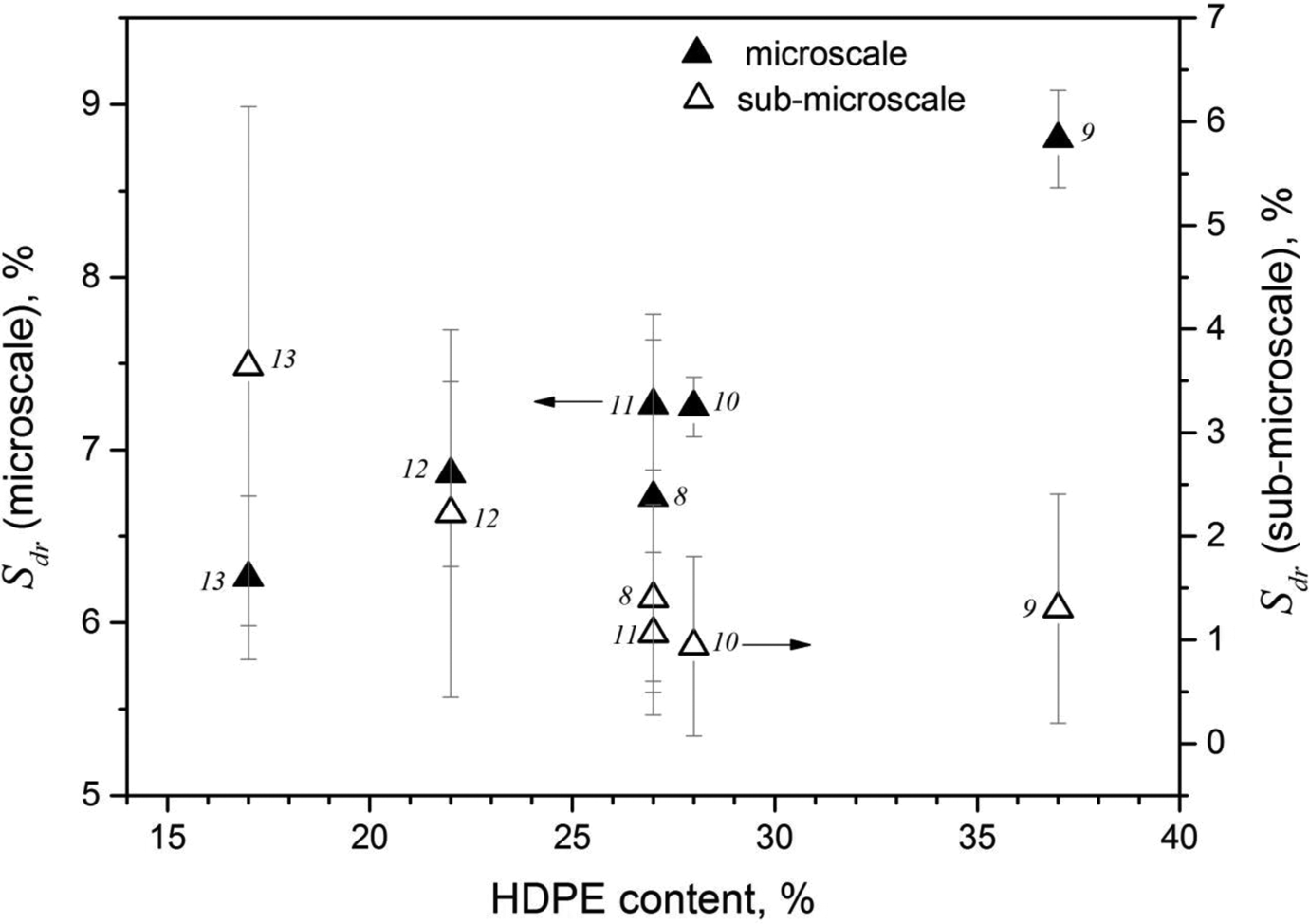
Sdr of the HDPE samples at the micro and sub-micro length scales. Sdr: surface area ratio; HDPE: high-density polyethylene.
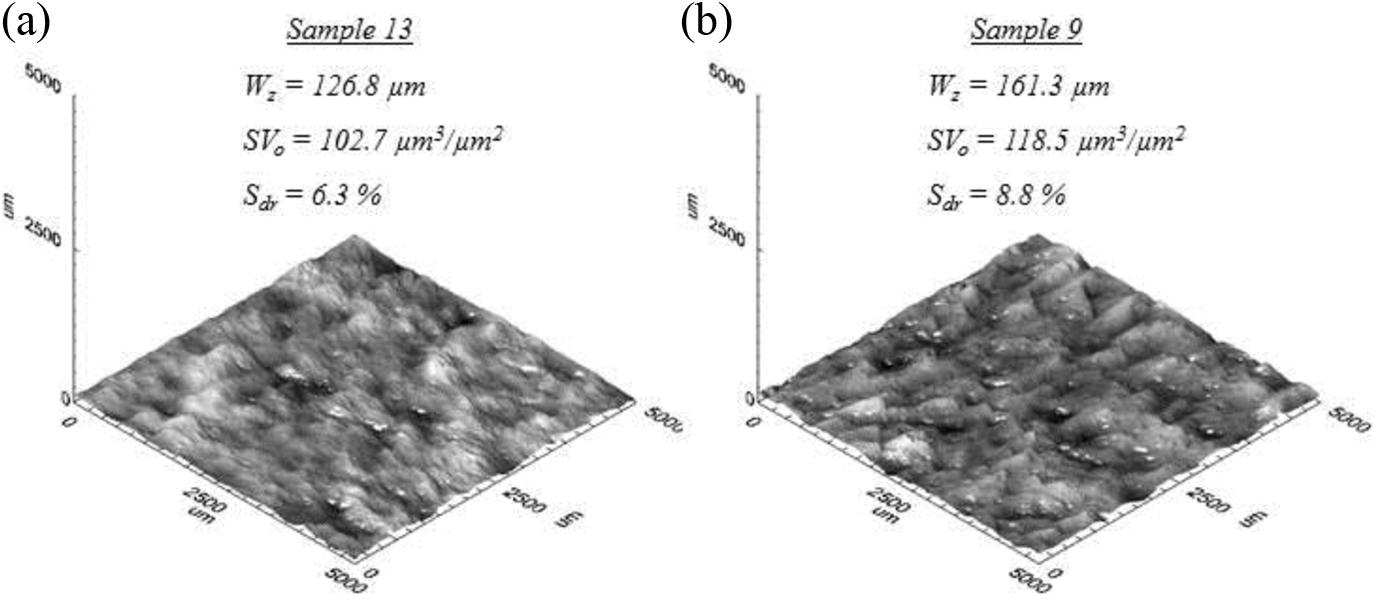
3D-Maps of the samples 13 and 9 at the microscale obtained using stereophotogrammetry (measure length 5 × 5 mm2, lateral resolution 5 µm). 3D: three dimensional.
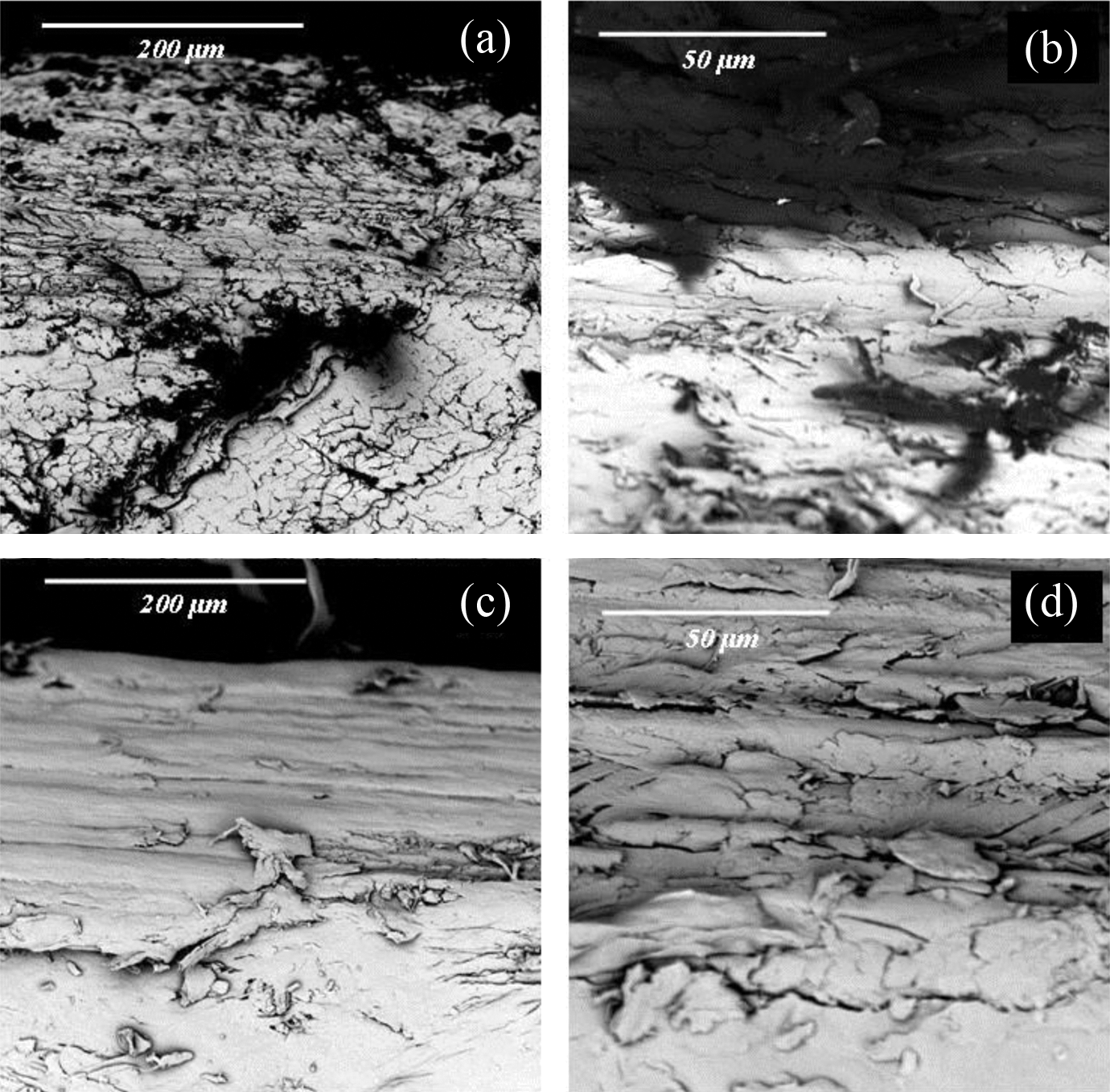
SEM images of PP samples 13 (a and b) and 9 (c and d). Images (a) and (c) were obtained using a magnification of 500×, whilst images (b) and (d) using a magnification of 1700×. SEM: scanning electron microscopy; PP: polypropylene.
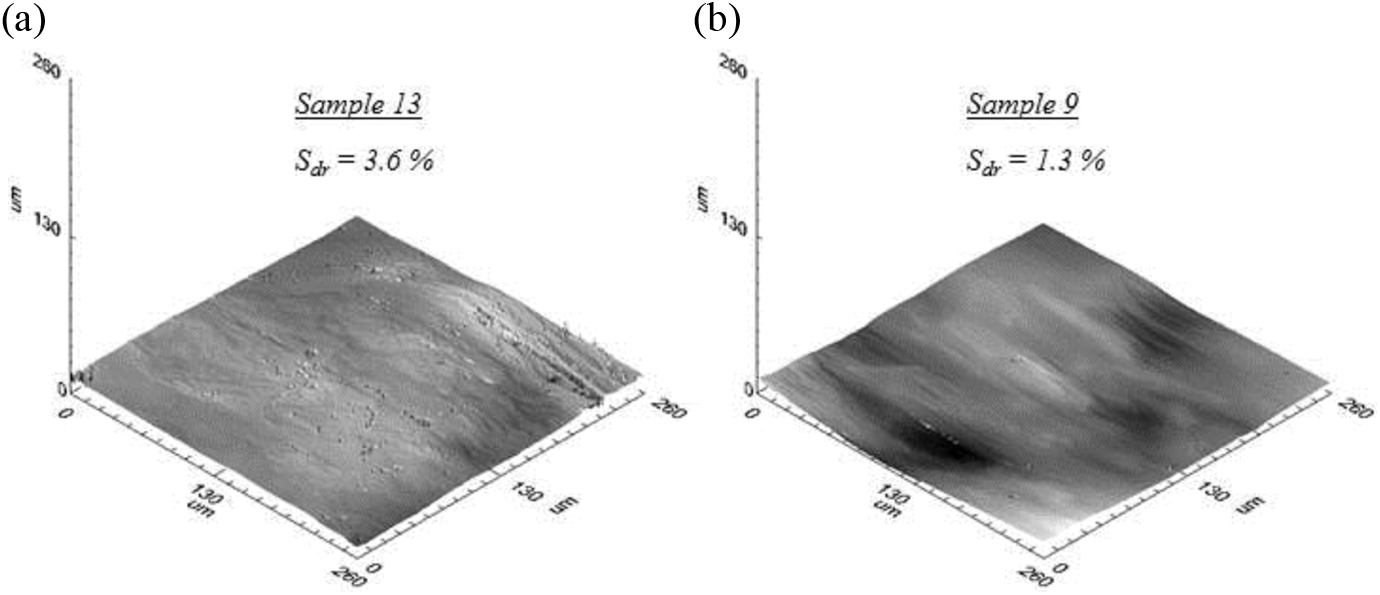
3D-Maps of the samples 13 and 9 at the sub-microscale using SDCM (measure length 260 × 260 µm2, lateral resolution 0.5 µm). 3D: three dimensional; SDCM: scandisk confocal microscopy.
Composition, roughness and wetting
According to the results of wetting measurements on the PP-based composites, the advancing contact angle decreases with the increase of polymer content (Figure 8). This effect is quite evident in the case of the samples processed by direct extrusion. Samples 1 and 7, for example, have the same content of lubricant and coupling agent but different polymer contents, 27% and 37%, respectively. More PP means not only lower roughness (see Figure 9) but also lower water contact angle. The measurement of water contact angle on an extruded pure and smooth PP sample (Sdr approximately 0%) using the same measuring conditions and equipment resulted in 87.3°. One could say that by increasing the content of PP in a WPC, its surface is turned smoother and the water contact angle tends towards the value of the contact angle obtained with the pure polymer. However, the presence of additives can change the surface energy and influence the wettability. Similarly, the small difference of 0.5% PP between samples 1 and 2 is enough to make the sample 2 less rough at both measured length scales, as shown previously in Figure 1, and less hydrophobic as well (Figure 8). Sample 2 contains less lubricant than sample 1, which should lead to higher roughness, because lubricants provide smoothness. Apparently, in this case, the content of polymer and wood fibre is more important to the topography than the effect of the lubricant. However the effect of the lubricant, as a hydrophobic agent, can be clearly seen in this case.
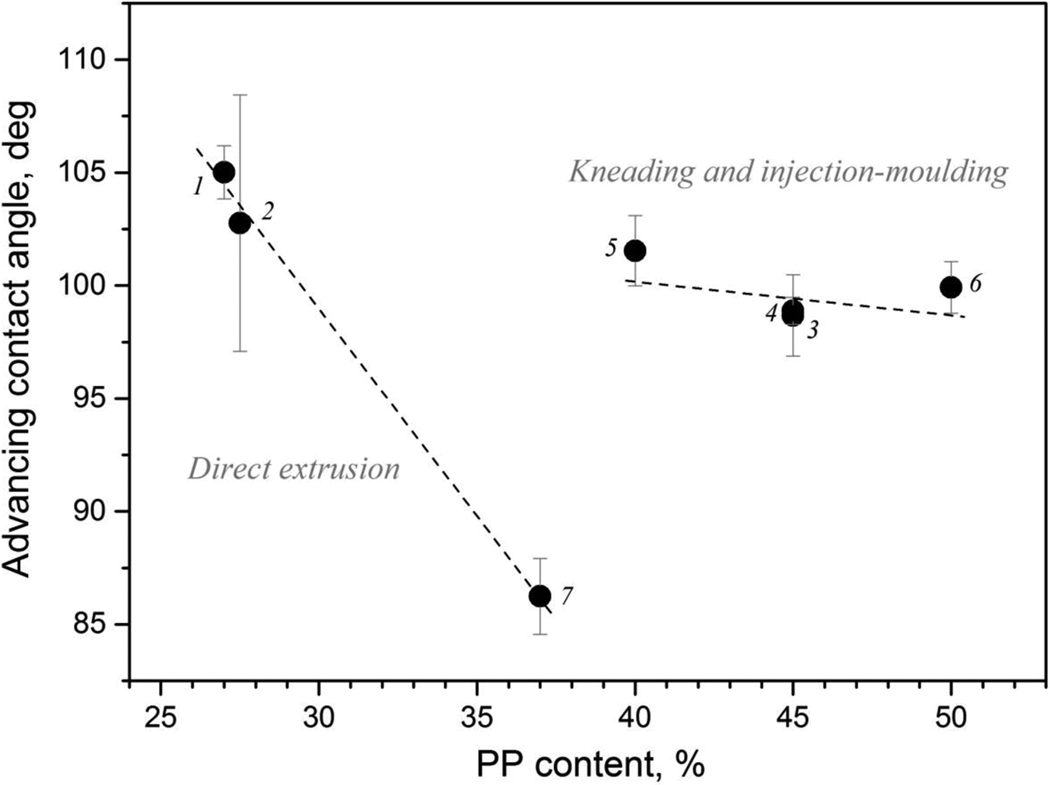
Dependence of advancing contact angles of the surfaces of the PP-based composites on the polymer content. PP: polypropylene.
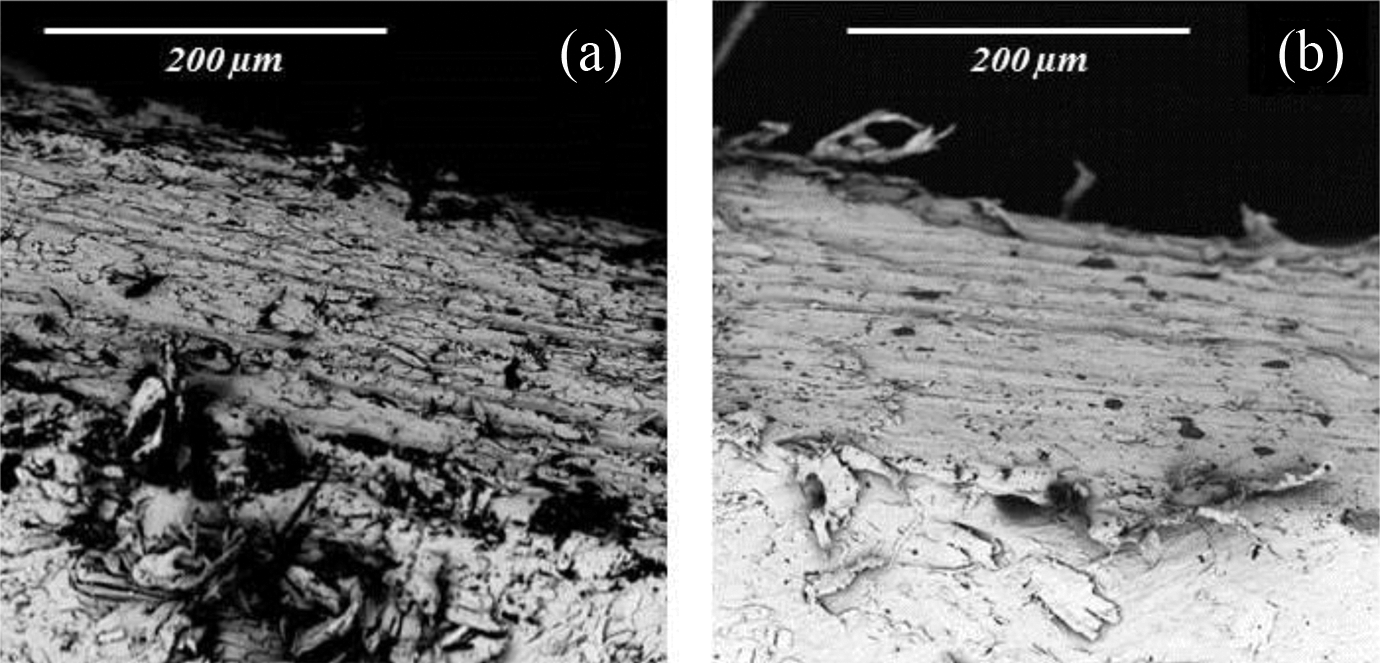
SEM images (500×) of samples 1 (a) and 7 (b). SEM: scanning electron microscopy.
It has been shown that the increase of wood fibre content on the PP-based composites led to higher roughness values. This effect also led to more hydrophobic surfaces, as can be seen in Figure 10. The roughness at the microscale controls the hydrophobicity of PP-based composites, whilst their topography at the sub-microscale seems to have less impact on hydrophobicity. Such relationship between roughness and hydrophobicity is known as Cassie–Baxter regime. 8 –10 This model considers the wettability in a solid–air–liquid interface. On a rough hydrophobic surface, air pockets are trapped between solid and liquid so that their contact area – also called ‘solid fraction’ – decreases leading to a decrease of surface energy, resulting in larger contact angles.
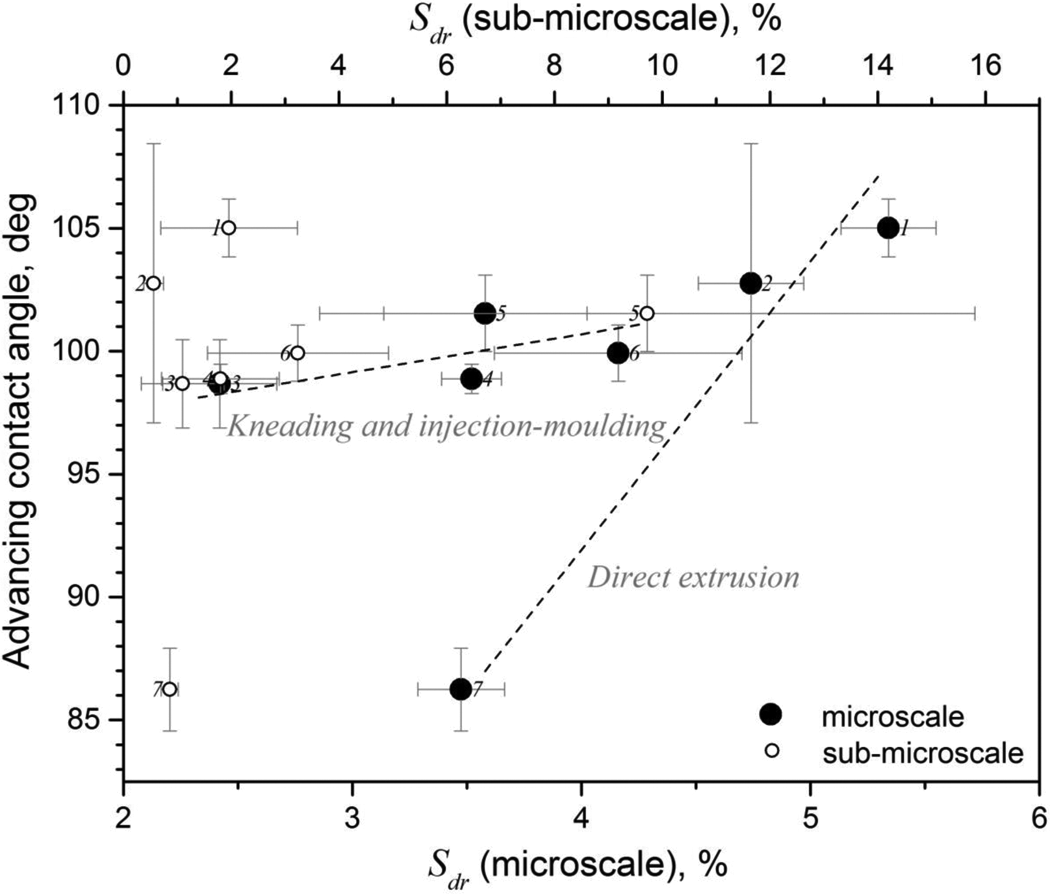
Correlation between topography and wetting on the surfaces of PP-based composites. PP: polypropylene.
A similar correlation to that observed for the PP-based composites was found between polymer content and the advancing contact angles of the HDPE-based composites (Figure 11). The increase of HPDE led to a decrease of water contact angle. According to the results of Figure 12, higher roughness at the microscale and lower roughness at the sub-microscale result in a lower contact angle and better wetting inside the surface cavities.
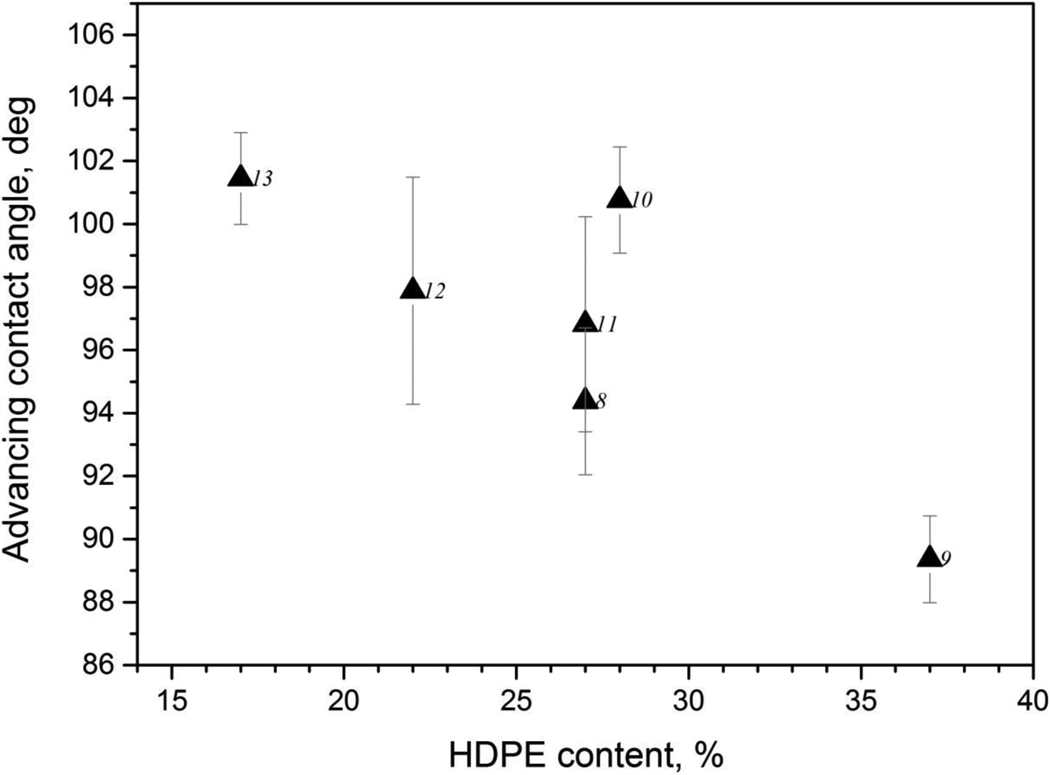
Dependence of advancing contact angles of the surfaces of the HPDE-based composites on the polymer content. HDPE: high-density polyethylene.
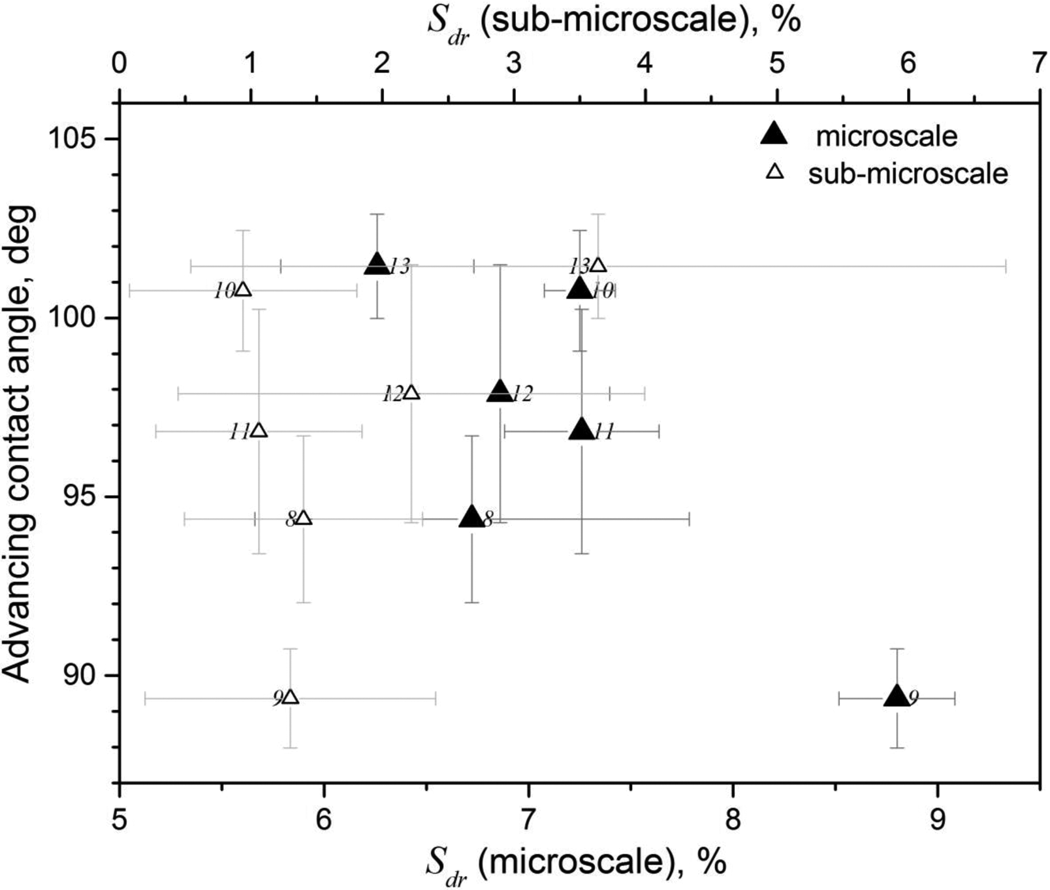
Correlation between topography and wetting of HDPE-based composites surfaces. HDPE: high-density polyethylene.
As mentioned before of the PP samples 1 and 2, the effect of the polymer/wood content on the topography seems to be more important than the smoothening effect of the lubricant. A clearer example of this observation is sample 3 (45% PP), which presents a very smooth surface despite the absence of lubricant in its formulation. Another example can be provided by samples 9 (37% HDPE, 1% lubricant); and 10 (28% HDPE, 0% lubricant): the first of them is rougher than the second, despite the fact that the second contains no lubricant. It is important to remark here that, as demonstrated above, the effect of the polymer/wood content on the topography depends on the nature of the polyolefin; more PP means lower roughness, whilst more HDPE means higher roughness. This effect could be probably explained by differences in the viscosities of both polymers during the extrusion of the WPC.
PP sample 3 (0% lubricant and 5% coupling agent) and PP sample 4 (5% lubricant and 0% coupling agent) can be used to investigate the effect of the lubricant and coupling agent. Both samples have the same amount of PP (45%) and were produced by kneading and injection moulding. According to Figure 1, the coupling agent decreases the micro-roughness more effectively than the lubricant. By comparing the resulting topographies, we should expect a much more hydrophobic surface on sample 4 due to its higher micro-roughness and the presence of lubricant (lubricants normally act as hydrophobic agents). However, according to Figure 4, both surfaces present the same water contact angle. This result suggests that the coupling agent could be providing an unexpected hydrophobic effect to the surface.
A conceptual model
The information provided by the topographical measurements at both micro- and sub-microscales, the SEM images and the contact angle measurements were used to elaborate a conceptual model that correlates topography and wetting of the WPC surfaces studied (Figure 13). Larger polymer contents in PP-based composites lead to larger polymer accumulations that decrease the roughness and result in contact angles close to the values of the pure polymer (means lower hydrophobicity). By increasing the amount of wood in the composite, the surface tends to follow the morphology of the wood fibres, and the microroughness increases. Consequently, the contact angle increases (means higher hydrophobicity) due to a decrease of the contact surface area between water and WPC, according to the Cassie–Baxter regime (partial wetting). HDPE-based composites with larger wood content have even higher roughness and follow the Cassie–Baxter regime as well (higher hydrophobicity). By increasing the HDPE content, the polymer accumulates on the surface. However, this type of accumulation is different from that observed in the PP-based WPC. Instead of forming gaps, HDPE coats groups of wood fibres and agglomerates them resulting in larger pores on the surface with lower sub-microroughness, as shown in Figure 4. Water tends to wet the inside of the surface cavities due to their large volume, resulting in an increase of solid–liquid contact surface and hence an increase in surface energy, which in turn results in the partial wetting of the cavities and lower measured contact angles (lower hydrophobicity). Samples 1, 7, 9 and 13, produced by direct extrusion, are used in Figure 13 to illustrate the conceptual model. All the HDPE samples, including the sample 8 (compounding, pelletization and extrusion) and the rest of the PP samples correlate well with the proposed model. PP samples 4 and 6 correlate only partially with the model due to their larger amount of PP and higher roughness, probably due to the absence of coupling agent.
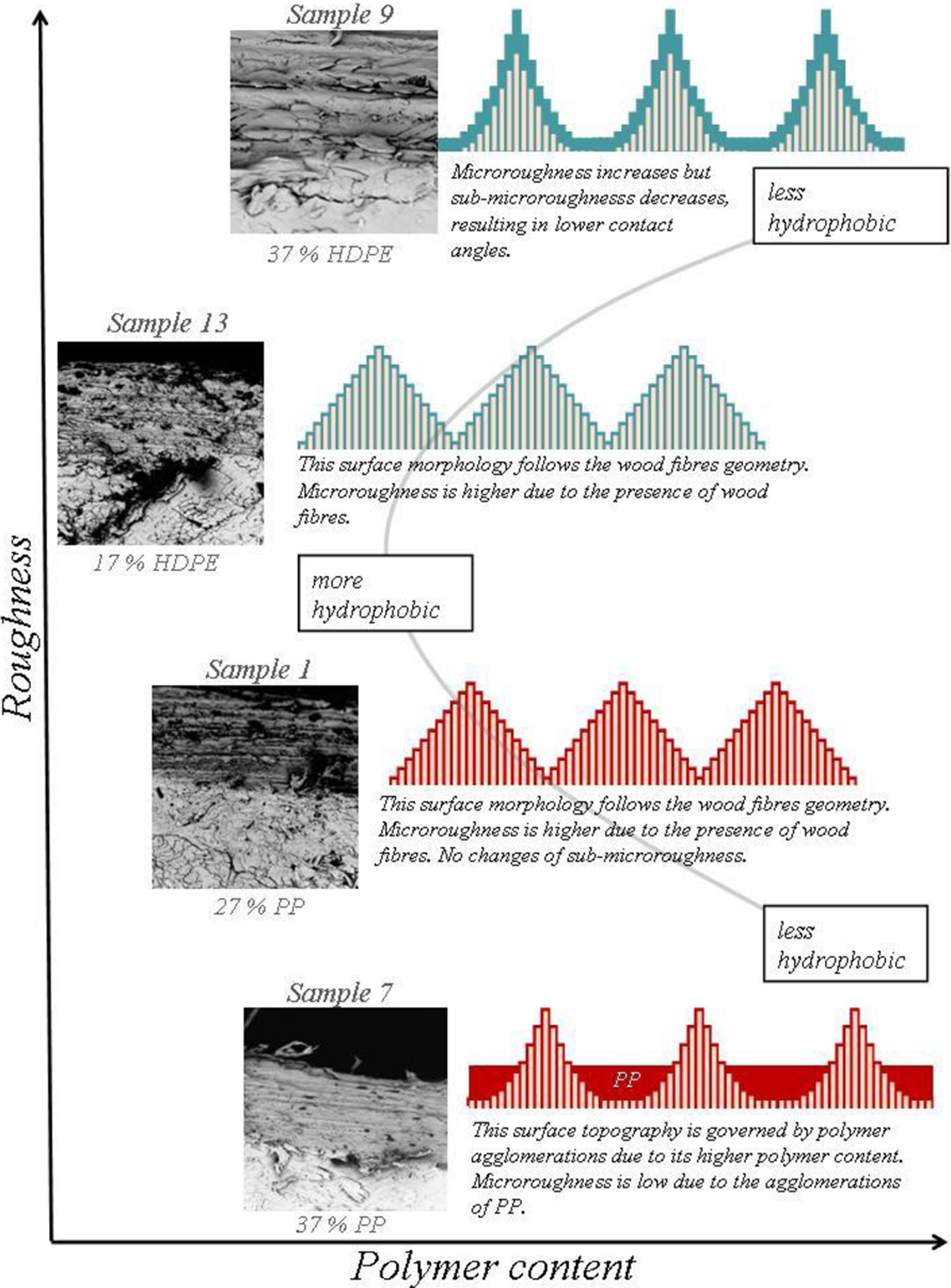
Correlation between polymer content, roughness and hydrophobicity. All the samples of this figure were produced by direct extrusion.
Dynamic wetting
The large heterogeneity in roughness of the studied WPC surfaces also resulted in a multiplicity of apparent contact angles, which were quantified by the contact angle hysteresis, the arithmetical difference between advanced and receding contact angles. Contact angle hysteresis is associated with the multiplicity of equilibrium states that a drop may assume on a rough or heterogeneous surface. 11 According to Figure 14, in the WPC surfaces studied, the topography at the microscale controls not only their wettability but also the contact angle hysteresis, that is, the multiplicity of equilibrium states (the number of energy barriers) that the water drops have to overcome during the dynamic wetting of the surfaces.
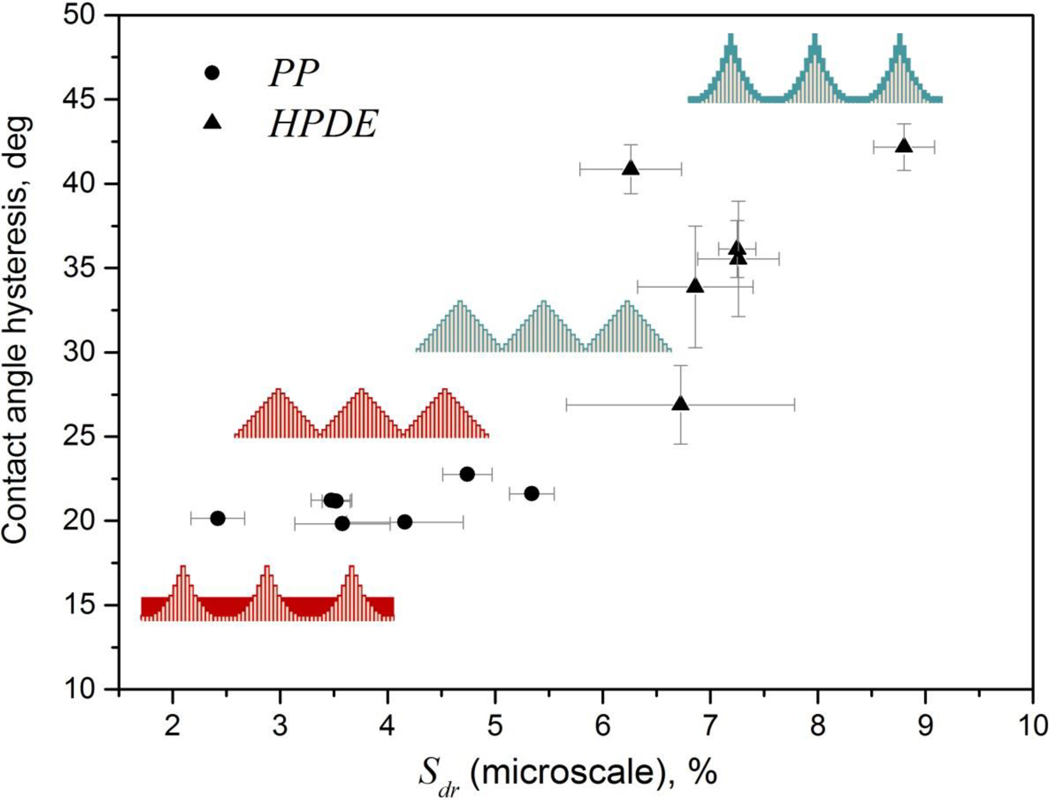
Correlation between roughness and contact angle hysteresis.
Conclusions
Microscopic and physico-chemical methods were used to characterize different PP- and HDPE-based WPCs. The surfaces were analysed using stereophotogrammetry, high-resolution SDCM and SEM, resulting in detailed information about the topography and surface morphology. In addition, dynamic water contact angle measurements were carried out to characterize the wettability of the samples.
It has been shown, that the increase of wood fibres content on the PP-based composites led to larger roughness values and more hydrophobic surfaces, according to the Cassie–Baxter regime. The roughness at the microscale controls the hydrophobicity of PP composites, whilst their topography at the sub-microscale seems to have less impact on wetting behaviour. A similar correlation to that observed for the PP composites was found between polymer content and advancing contact angle of the HDPE composites. However, at the microscale, the HDPE samples presented larger pores on the surface with lower sub-microroughness. These conditions lead to lower hydrophobicity.
The correlation between topography and wetting of the samples studied can be expressed as a conceptual model; larger polymer contents on PP composites lead to larger polymer accumulations that decrease the roughness and result in lower hydrophobicity. By increasing the amount of wood in the composite, the surface tends to follow the morphology of the wood fibres and the roughness increases at both topographical scales, resulting in higher hydrophobicity. HDPE composites with higher wood content display even higher roughness and higher hydrophobicity than PP composites. By increasing the HDPE content in this system, the polymer accumulates differently on the surface resulting in larger pores and smoother surface (lower sub-microroughness), resulting in lower hydrophobicity. This conceptual model contributes to the better understanding of the effect of the WPCs’ characteristics on the roughness and wetting of their surfaces and has important practical implications for adhesion of coatings on WPC.
Footnotes
Acknowledgments
Technical support by Martina Priebs and Oliver Weber is highly acknowledged.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Das IGF-Vorhaben 411 ZBG / 1 der Forschungsvereinigung Deutsche Forschungsgemeinschaft für Oberflächenbehandlung e.V. – DFO, Eurocenter – Europadamm 2-6, 41460 Neuss wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung und – entwicklung (IGF) vom Bundesministerium für Wirtschaft und Technologie aufgrund eines Beschlusses des Deutschen Bundestages gefördert [The IGF project 411 ZBG / 1 of the Research Association German Research Foundation for surface treatment eV – DFO, Euro Centre – Europadamm 2-6, 41460 Neuss was promote by the AiF within the program to industrial research and development (IGF) by the Federal Ministry for Economic and Technology promoted by resolution of the German Bundestag].