
Abstract
The surface integrity of a large screw in whirlwind milling was vital for the fatigue life. Firstly, the comprehensive evaluation of surface integrity (CESI) was modeled by the Analytic Hierarchy Process (AHP). The weights of selected important factors, such as surface roughness (Ra), surface residue stress (SRS), and full width at half maximum (FWHM), were calculated. Then aimed at minimizing Ra, SRS −200 MPa and maximizing FWHM, the single-factor improvements were achieved under different parameter combination, respectively. Lastly based on single-factor improvements, the CESI was markedly improved by 64% compared to factory processing. Thus, the proposed approach and methodology can be notably adequate for evaluating and improving the surface integrity comprehensively.
Introduction
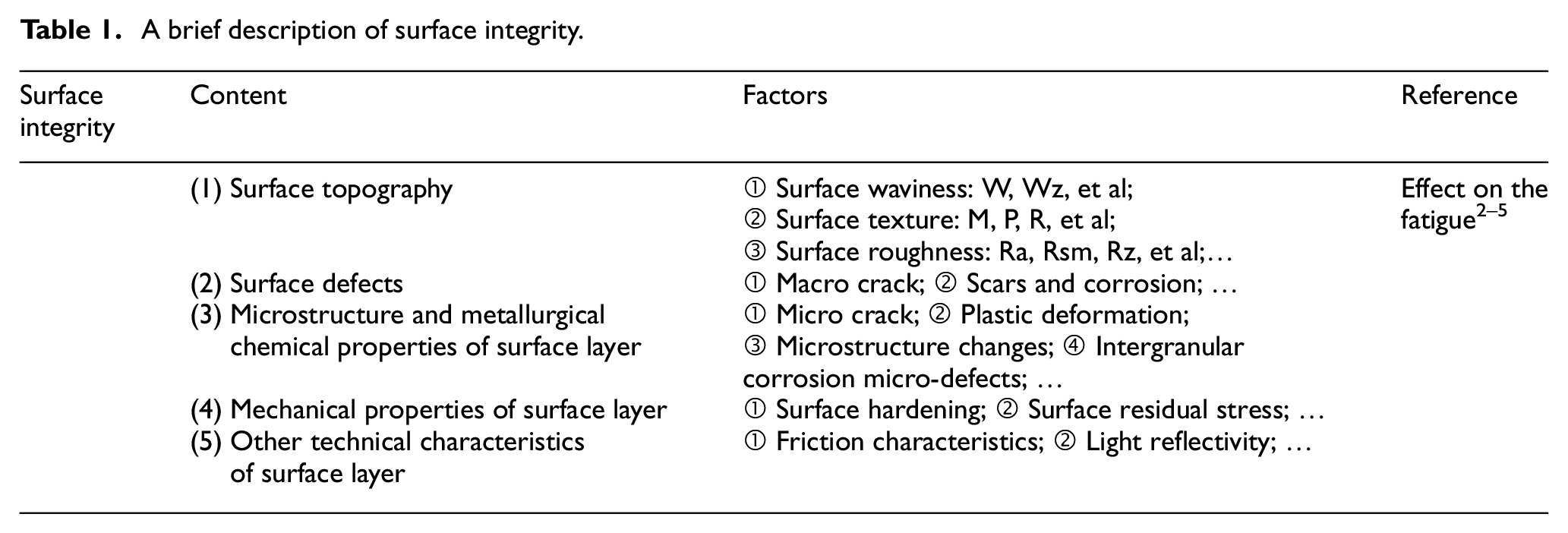
For a machined part, the surface integrity is vital for fatigue strength. Thus, the surface is firstly required to be intact and undamaged, and then its mechanical properties, physical properties, and metallographic structure of the surface layer should meet the requirements. 1 Generally, the surface mechanical properties, such as surface roughness, are used as the main criteria for evaluating. While in practical production, the physical properties and metallographic structure are the main cause of damage. Especially, some important parts are damaged from within a few tens of microns under the surface. Table 1 provides a brief description of the surface integrity. Due to various factors, the surface integrity cannot be measured by one certain side. Based on an objective, scientific, and systematic evaluation, the surface integrity can be improved comprehensively.
A brief description of surface integrity.
In comprehensive improvement, a reasonable and effective evaluation of surface integrity as a system was indispensable. For the evaluation, Analytic hierarchy process (AHP) 6 is one of the most commonly used methods for decision making. AHP is used to subjectively judge the significance of the material properties and determine their criterion weight combining with the entropy weight method. Warsi et al. 7 adopted AHP to calculate the normalized weights of material removal rate, specific cutting energy, and surface roughness as 0.659, 0.185, and 0.156 in rough turning. Dey et al. 8 employed AHP to determine the weighing factors for the criteria and select the optimal condition in machining of metal matrix composites. Cica et al. 9 applied AHP to determine the importance degree of cutting power, hydraulic power, and MRR as 0.2477, 0.2477, and 0.3461. Shumon et al. 10 used AHP to evaluate the priorities of the criteria and the alternatives in a reverse supply chain. Younas et al. 11 proposed AHP to assign the weights of MRR, Ra, and SCE in the optimization of turning Al 6061, and did as Warsi et al. 7 Ma et al. 12 applied AHP to determine the weighting coefficients of indexes in the multi-objective evaluation of performance.
For the improvement, the Response Surface Methodology (RSM) is viewed as one of the most effective technique. By applying RSM and particle swarm optimization (PSO), Fu et al. 13 achieved multi-response optimization under optimum machining factors. Vipindas et al. 14 applied a three-level full factorial experiment and ANOVA to minimize the top burr and surface roughness in micro end milling. By RSM, Saidi 15 conducted the desirability function analysis and multi-objective optimization of roughness, tangential force, material removal rate, and cutting power. Nguyen 16 explored AHP to determine the weights of energy consumption, machined roughness and rate, and then adopted RSM to optimize the hard turning. In turn milling, Babu et al. 17 used RSM to analyze the surface roughness, and obtain the minimal value under optimized cutting parameters. Chen et al. 18 utilized RSM to achieve the most significant factors and improve the grinding shape accuracy. Alharbi 19 applied RSM to realize the multi-objective optimization of energy consumption, hardness, and surface roughness in ultrasonic shot peening. The optimal parameters were validated experimentally.
Although that many works on various factors were reported, the surface integrity as a system was little reported, especially for whirlwind milling (WM). Thus for surface integrity of WM machined surface, the novelty of the paper is aimed at the comprehensive improvement of surface integrity based on the single-factor improvements. The proposed approach and methodology can be notably adequate for evaluating and improving the surface integrity comprehensively.
Experiments
Experimental preparation
As is known, the cutting speed, feeding speed, and cutting depth are the three important elements in cutting. Similarly in whirlwind milling (WM) (Figure 1), the cutting speed
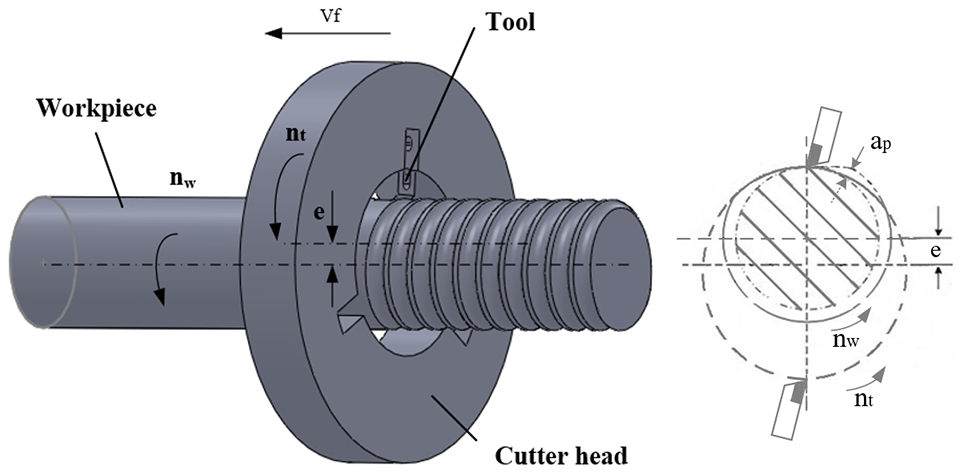
The principle of WM.
Different from traditional cutting, the instantaneous cutting depth in WM is changing regularly and not independent. Thus the nominal cutting depth

The experiments were on 10 m CNC whirlwind milling (WM) machine (HJ0920) developed by Hanjiang Machine Tool CO., LTD in Figure 2(a). The machine has a machining range of diameter
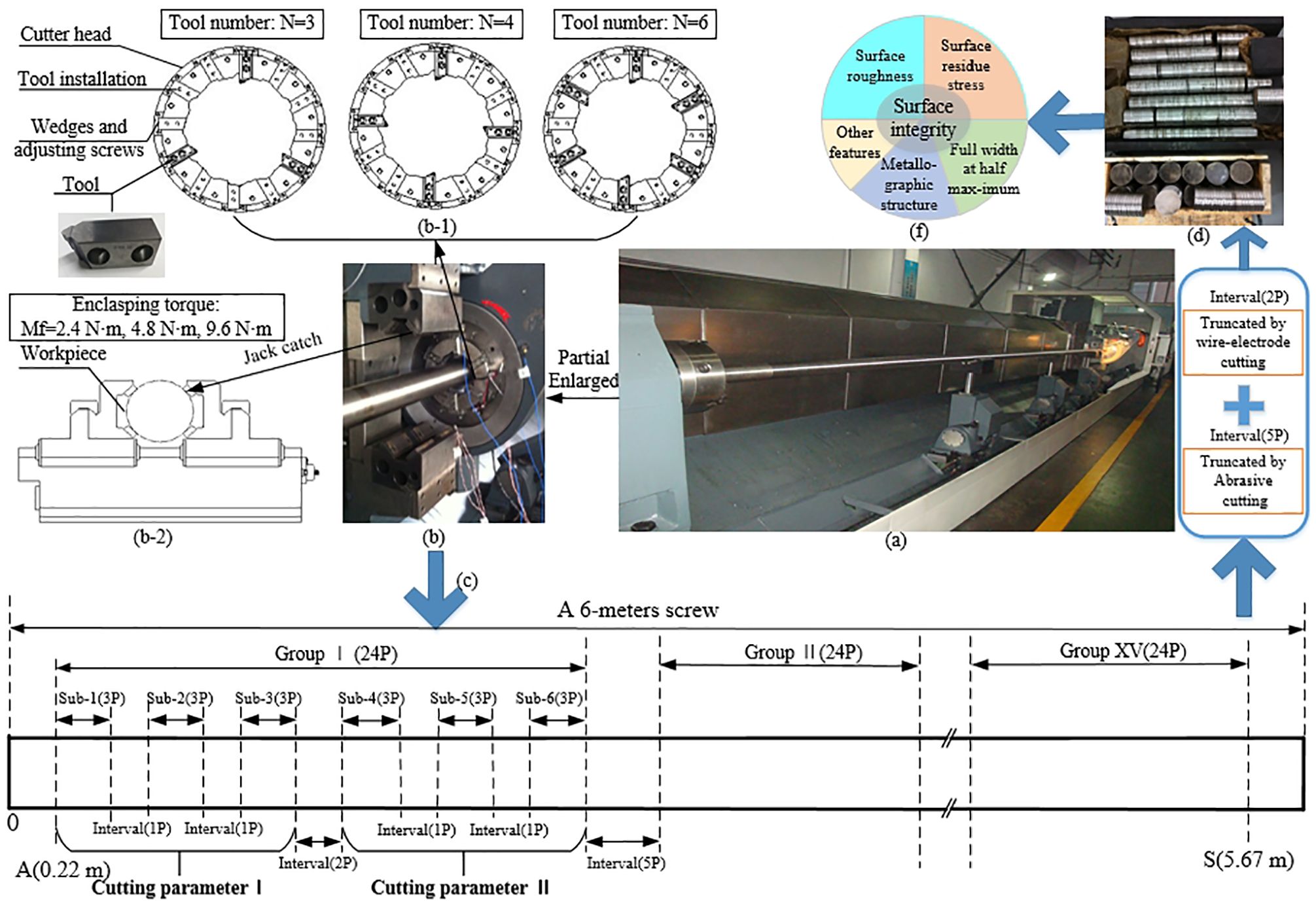
WM experiments’ chart.
Multiple forming tools, such as tool number
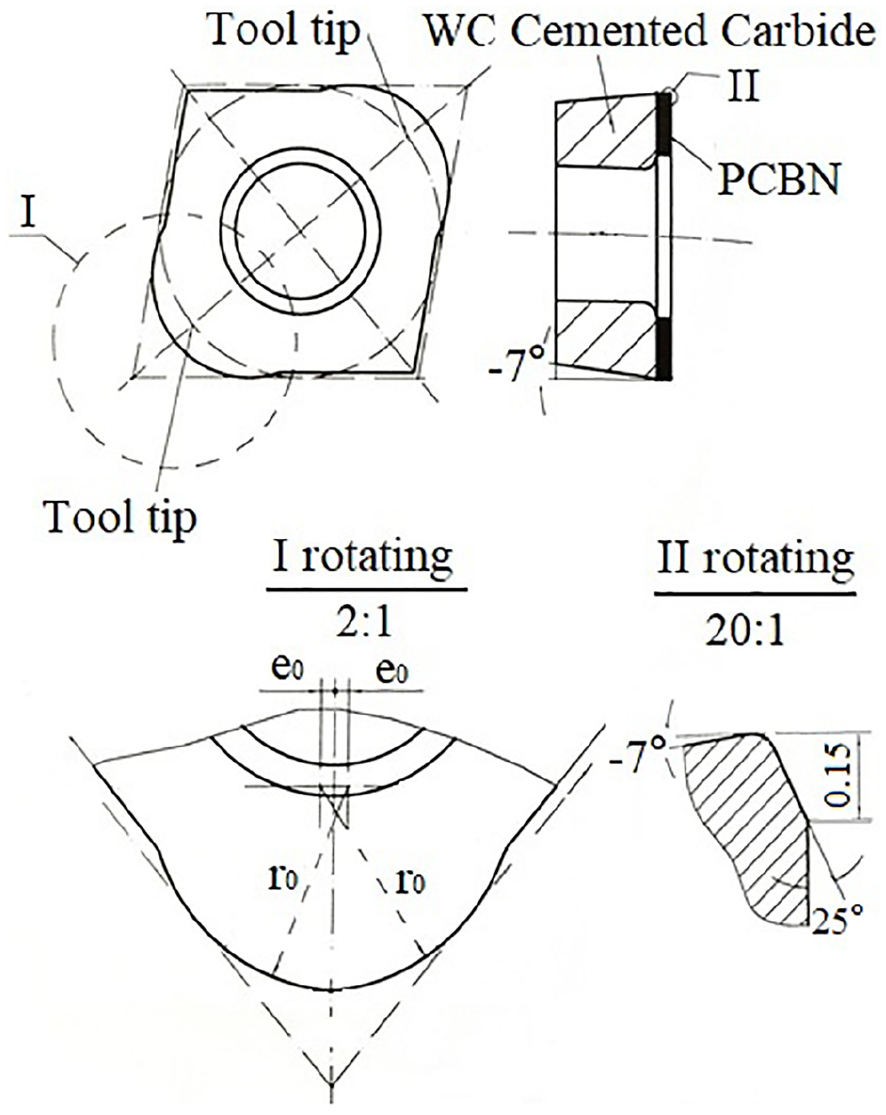
The schematic diagram of tool parameters.
Tests preparation
During the experiments, three cuttings was repeatedly under any cutting parameter. In Figure 2(c), one lead interval was separated for the same cutting parameter, and a small two times the lead for the different cutting parameters. In addition, every two cutting parameters were separated with a large five times the lead. For preparing the samples (Figure 2(d)), the workpiece must be truncated for test convenience. The small interval was truncated by wire-electrode cutting to guarantee the accuracy of residue stress test, while the large interval was by abrasive cutting to improve the truncation efficiency.
After truncating, the screw samples were collected for testing (Figure 2(f)). Firstly, the surface roughness (Ra) tests are with a Taylor-Hobsons white light interference surface profilometer. The testing was made in the feed direction, and the sampling length is 0.8 mm.
Then for testing convenience, the full width at half maximum (FWHM), which is the angle occupied by the half position of the maximum intensity of the X-ray diffraction peak in surface residual stress (SRS) testing, is used to analyze the hardness changes based on their highly linear. The SRS and FWHM were measured using X-350A Stress Analyzer with an area detector and Cr-Ka radiation. In testing, the tube voltage was set as at 27 kV, and the current was 7.5 mA. A 1 mm collimator was used to minimize divergence of the X-ray beam.
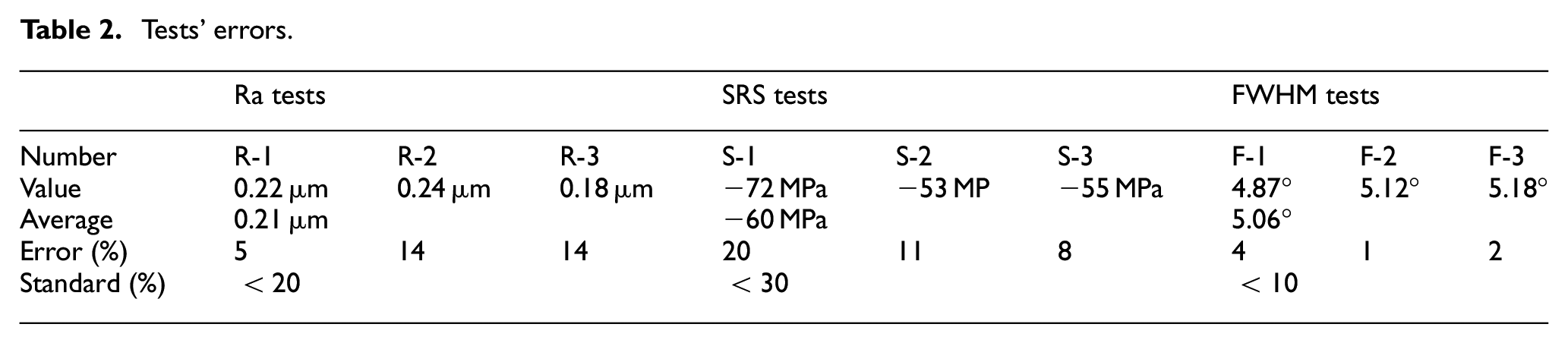
As mentioned above, the test values were averaged under any cutting parameter, and the errors were both less than their standards shown in Table 2. Thus the average was adopted in the following tests.
Tests’ errors.
Evaluation
Evaluation method
For evaluating the surface integrity, the influence degree of various factors is mainly reflected by its weights. Due to the importance of the weight on the accuracy of the evaluation, the key is to choose the method of calculating weights.
Combining with AHP method, the specific steps for determining the weights of important factors of surface integrity were as follows.
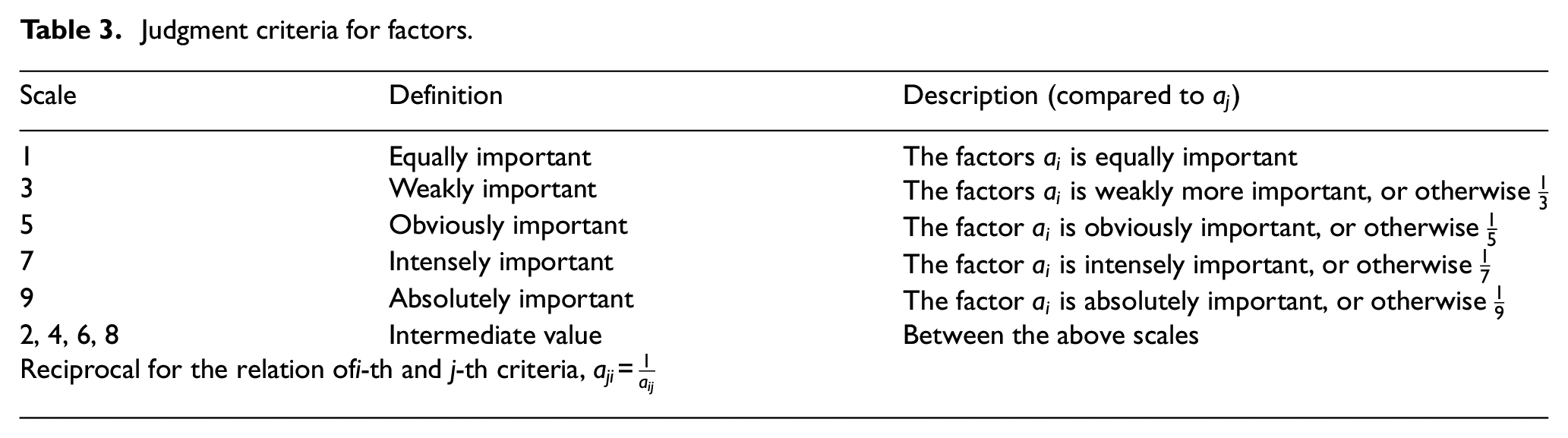
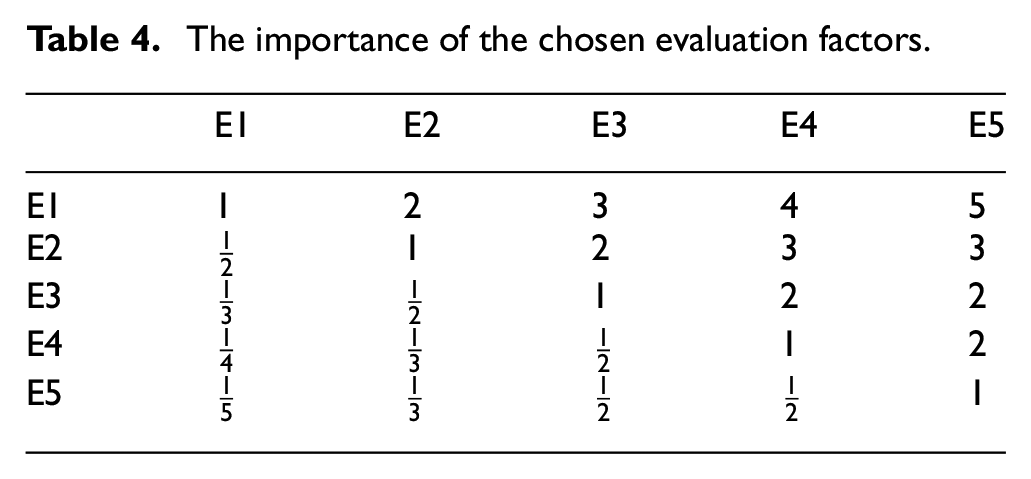
(1) The pairwise comparison method is used to measure the relative importance of various factors. The 1–9 ratio scale is introduced for quantitative analysis, and the determining criteria of factors are shown in Table 3. In WM, five factors of the surface integrity are chosen in the paper, which are expressed as: E1-Ra, E2-SRS, E3-FWHM, E4-metallographic structure, E5-other features. For determining the relative importance, the importance relationship among the five factors E1–E5 is obtained in Table 4.
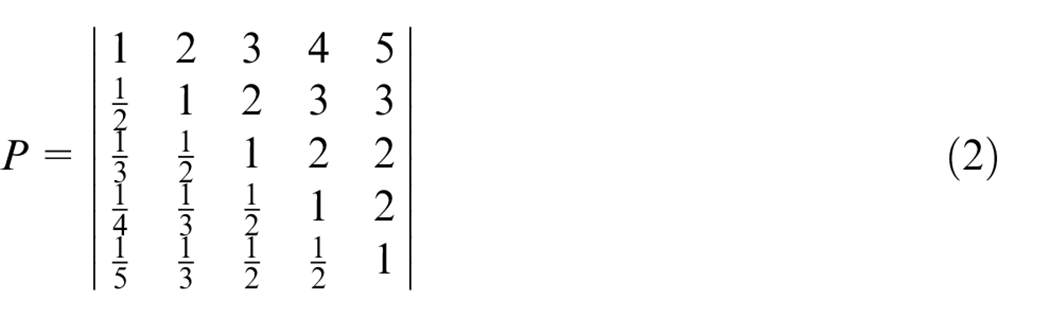
(2) Constructing a judgment matrix P =
Judgment criteria for factors.
The importance of the chosen evaluation factors.
In the study, the judgment matrix
3. For checking the consistency of judgment thinking, the average random consistency index
In the study, the random consistency ratio value of the judgment matrix
Among the above five factors, the corresponding relevant weights of Ra, SRS, and FWHM are
Evaluation modeling and experiments
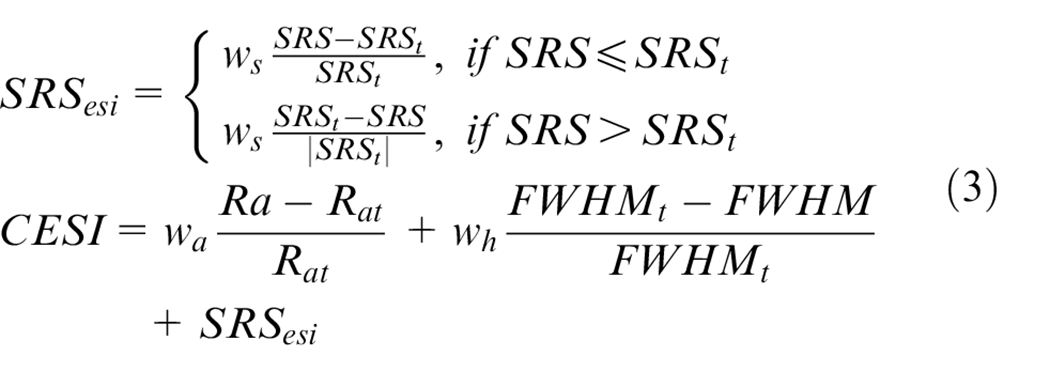
It was apparent to all that the smaller Ra and higher FWHM can more effectively improve the physical properties of the machined surface. For the SRS, the value −200 MPa was reported to be optimal for acquiring the lowest wear rate.
21
Thus, the minimizing Ra, SRS −200 MPa and maximizing FWHM were the targets and signed as Rat, SRSt, FWHMt. Combining with the weights
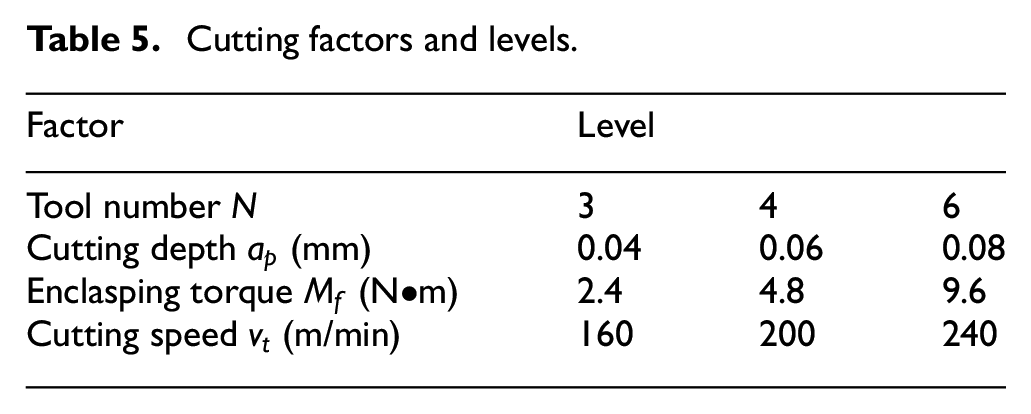
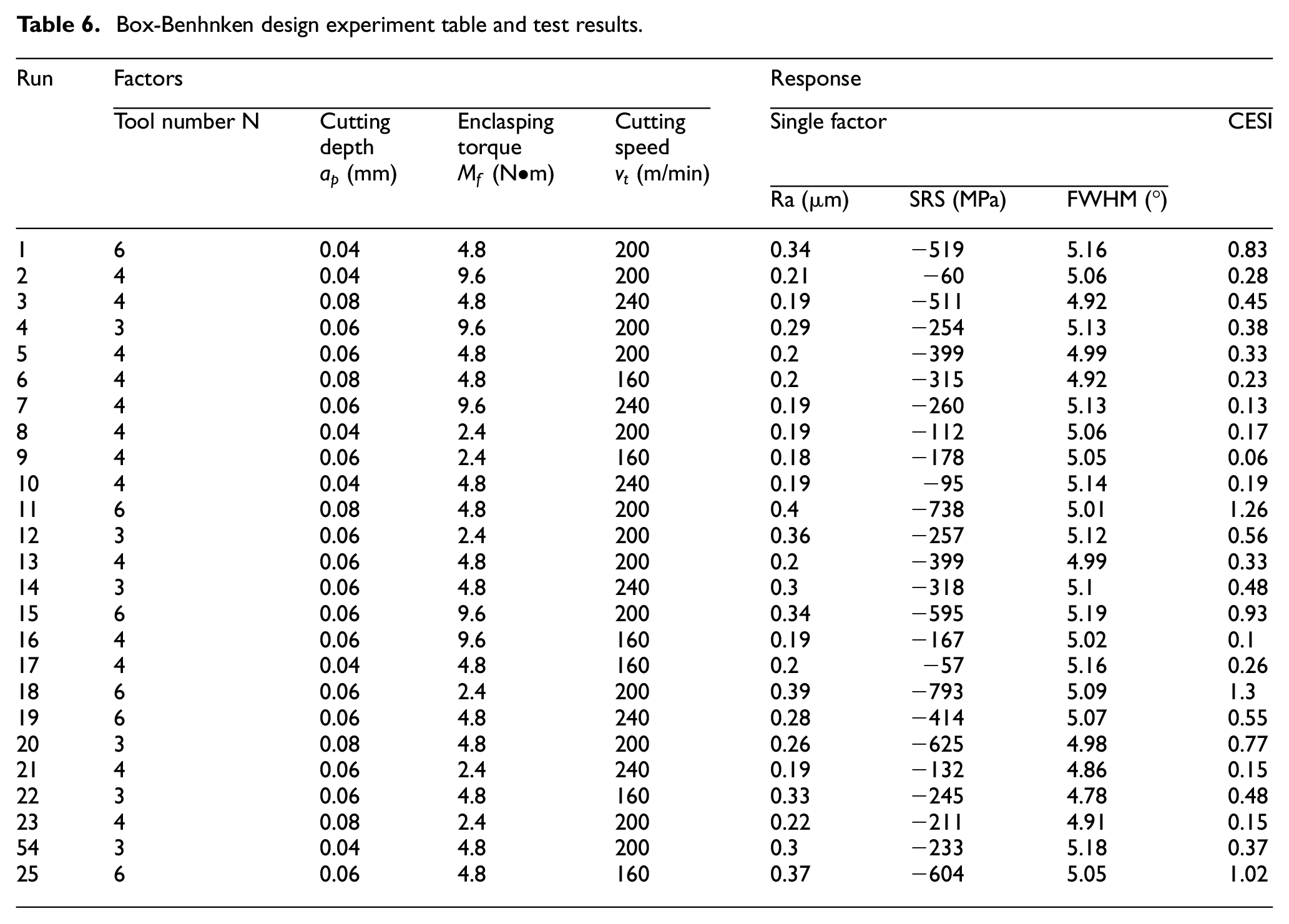
In experiments, three levels were selected in each of the four independent variables shown in Table 5. A total of 25 tests and responses were performed in Table 6, in accordance with the statistical requirements of the Box-Behnken test design.
Cutting factors and levels.
Box-Benhnken design experiment table and test results.
Improvement
Experimental data analysis
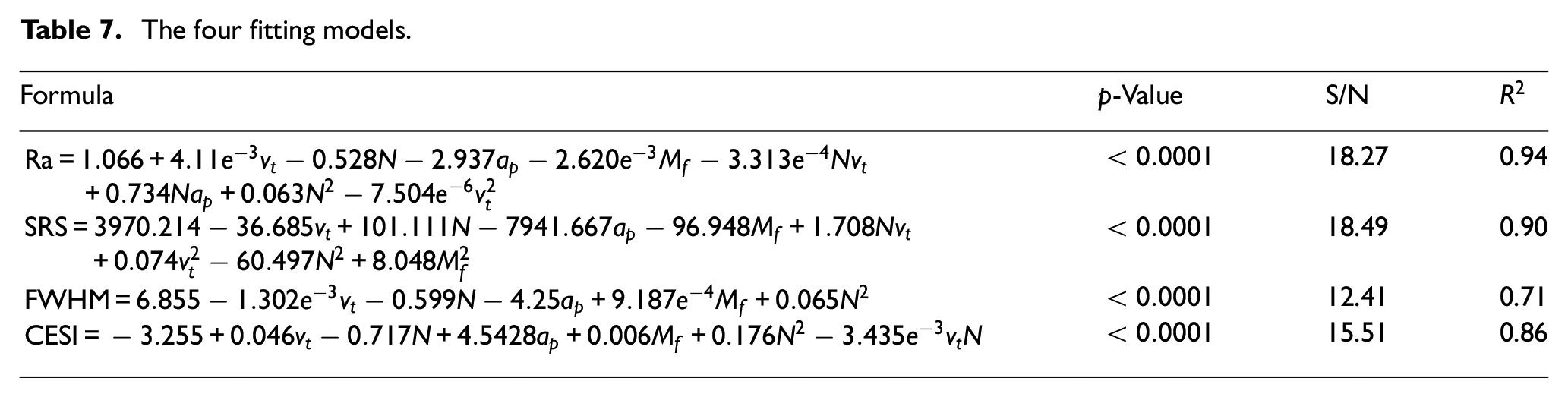
By the least squares regression method, the response of Ra, SRS, FWHM, and CESI were analyzed including significant parameters and their interactions. The fitting formulas in second-order model were adequately developed to present in Table 7. The fitting statistical significance was evaluated by the p-value which p-value ≤0.05 is preferred. The p-values were all less than 0.0001, showing that all formula were of statistical significance. The signal-to-noise (S/N) ratio of four models are greater than 4, stating that those models were with sufficient resolution. Additionally, as the determination coefficients
The four fitting models.
In the single effect plots, tool number followed by enclasping torque have greatest effect on the Ra (Figure 4(a)–(d)). Due to the fact that feeding speed is the function of tool number, it also can be concluded that the feeding speed also has the important effect on Ra. As the enclasping torque increases, the Ra will decrease due to the less negative effect of the cutting force oscillations and screw vibration on the machined surface, which is as reported in previous studies.17,22 As cutting speed increased from 200 to 240 m/min, the cutting temperature and soften effect gradually increase, then the Ra decreases slightly. In Figure 4(e) to (h), the SRS is strongly affected by cutting depth. The cutting speed has a negligible influence on SRS as reported in Guo et al. 23 For FWHM (Figure 4(i)–(l)), the most two influential parameters are cutting speed and cutting depth. The FWHM decreases drastically as those two parameters decrease. With the increase in tool number, the cutting vibration increased due to the increased material removal rate and plastic deformation rate as reported in Wang et al., 24 and finally the FWHM decreases. With further increasement, the interference between six tools would strengthen, and then FWHM increases. The effects of enclasping torque is found insignificant. In the response graph for CESI (Figure 4(m)–(p)), the tool number and enclasping torque are the most significant terms. The CESI is noticeably decreased as increasing the enclasping torque or tool number. The appropriate increase of enclasping torque can effectively keep cutting stabilization, and that of tool number can improve the flatness of machined surface.
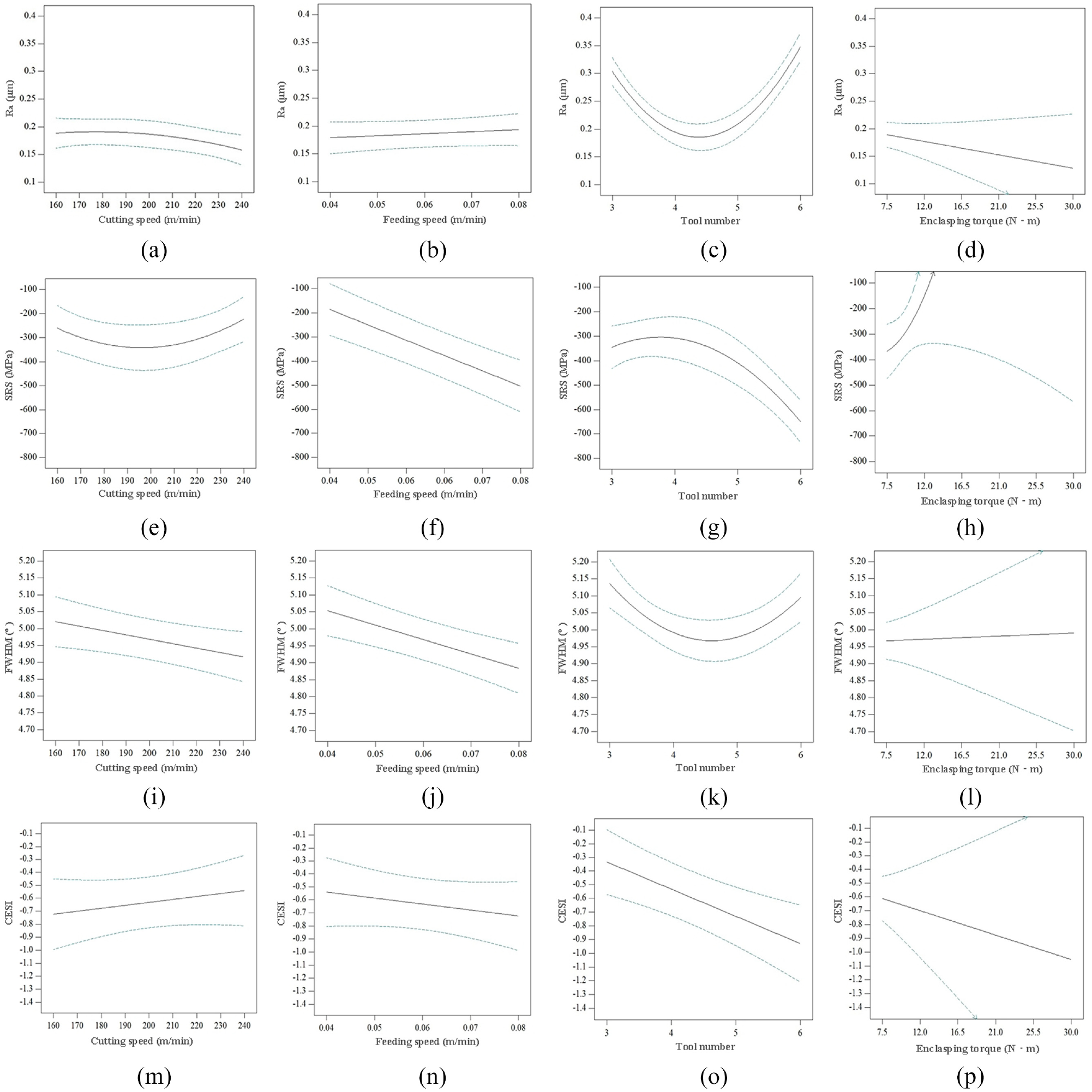
Single effect plots for (a–d) Ra, (e–h) SRS, (i–l) FWHM, and (m–p) CESI.
Although that the Ra is with not obvious change by solely changing cutting depth or cutting speed, their interaction effects with tool number (
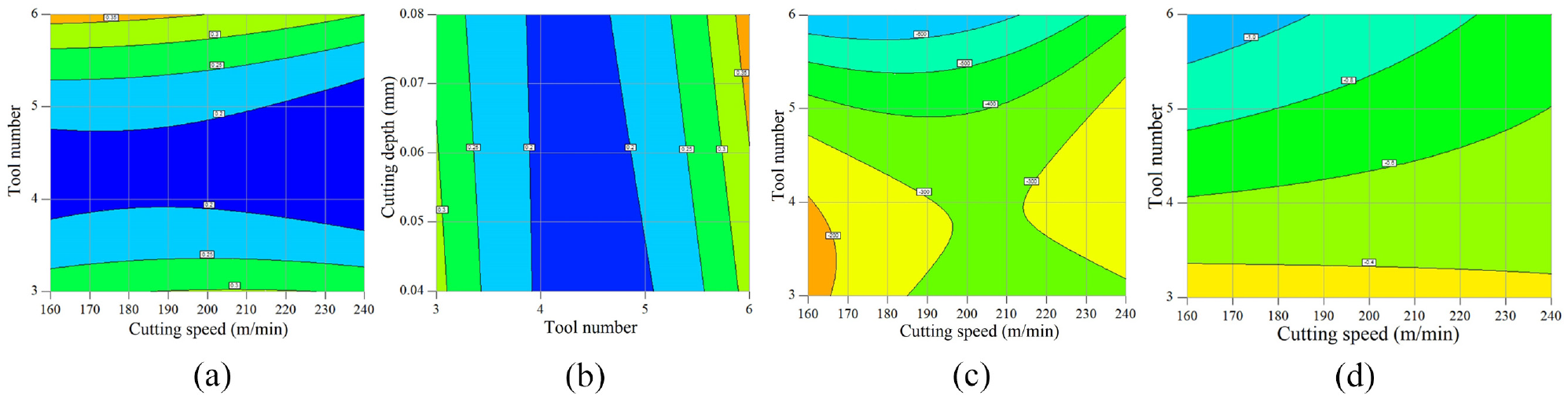
Interaction effect plots for (a and b) Ra, (c) SRS, and (d) CESI.
Improvement of surface integrity
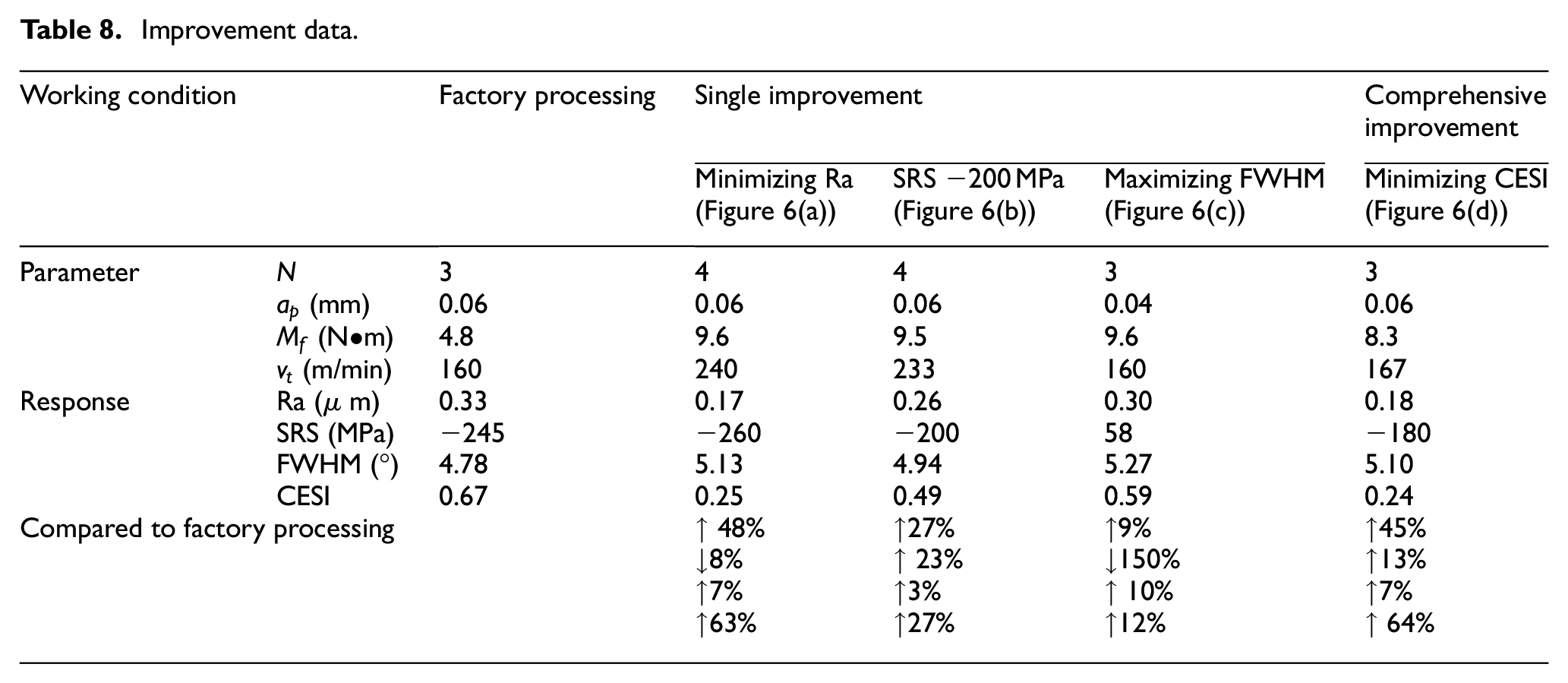
The various improvements were achieved in Table 8. Within the range of the experimental design variables, for minimizing Ra, the value 0.17
Improvement data.
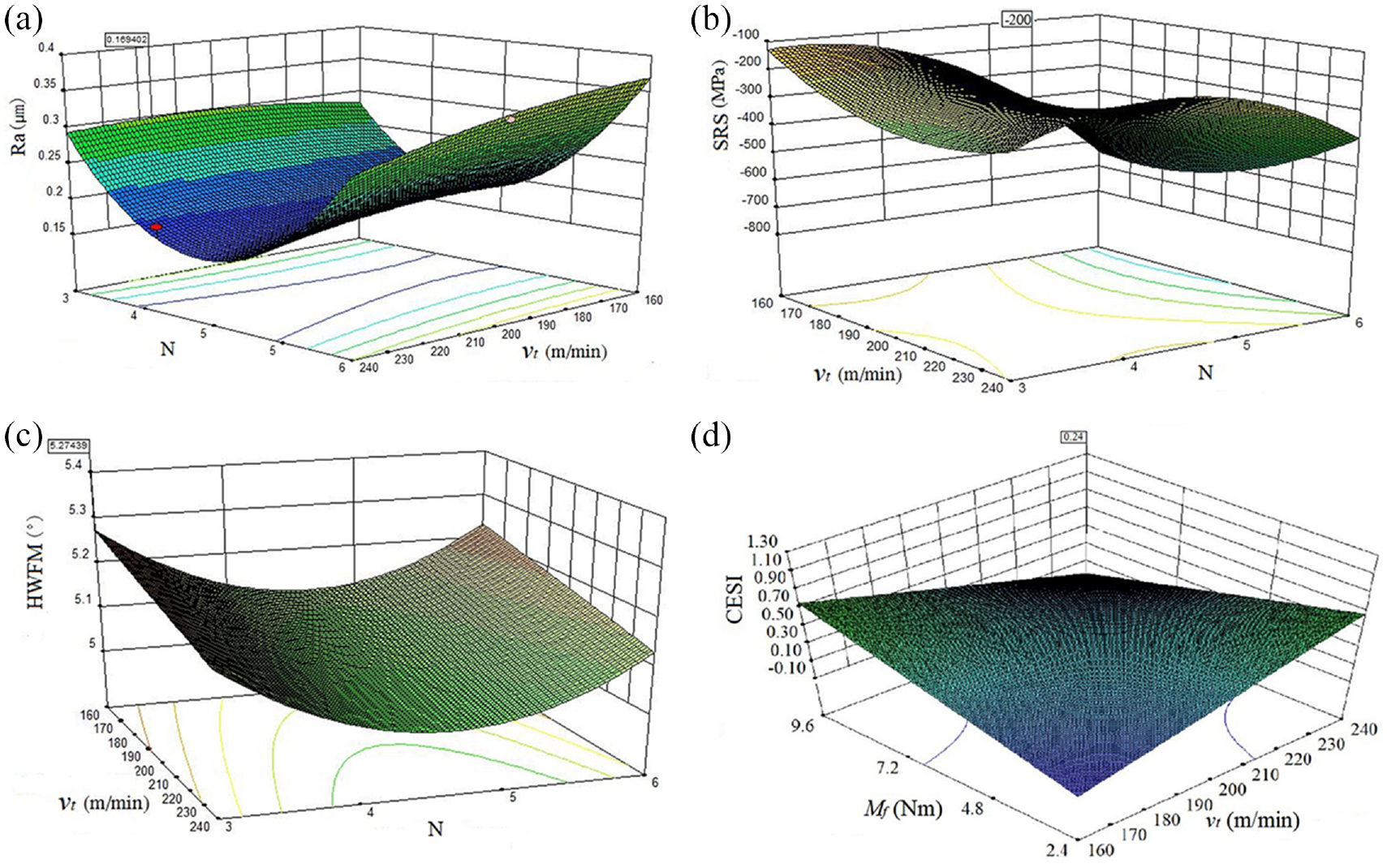
The response surface plots and improvements for: (a) minimizing Ra, (b) SRS −200 MPa, (c) maximizing HWFM, and(d) minimizing CESI.
For comprehensive improvement, the minimizing CESI 0.24 combining with Ra 0.18
Based on all above analysis, the optimized parameter combinations can improve the surface integrity solely and comprehensively, and achieve better machining accuracy and surface quality. It also provides theoretical basis and technical support for the promotion and application of high-precision and high-quality WM technology.
Conclusions
The present work proposed a method for evaluating and improving the surface integrity in WM. The evaluation was based on AHP method and the relative importance of weight assigned to the chosen factors. By RSM, the single and comprehensive improvements of surface integrity were realized under different parameter combinations. The results were summarized as follows:
(1) In evaluating the surface integrity, AHP was firstly used in WM to determine the importance and corresponding weight coefficient of different factors, separately 0.43 for Ra, 0.25 for SRS, and 0.15 for FWHM. Aimed at the minimizing Ra, SRS −200 MPa, and maximizing FWHM, the CESI was modeled and calculated based on the error from goals, which can qualitatively and quantitatively reflect the surface integrity in a more objective and scientific way.
(2) For the single improvement of surface integrity, three final regression equations were obtained in terms of machining parameters, and their effects were investigated in detail. Compared to factory processing, the Ra, SRS, and FWHM were separately improved by 48%, 23%, and 10% under different parameter combinations.
(3) For the comprehensive improvement of surface integrity, the regression equations of CESI was attained, and the effects of machining parameters were revealed. Compared to factory processing, the CESI was markedly improved by 64%, and obtained under the parameter combination of cutting speed of 167 m/min, cutting depth of 0.06 mm, enclasping torque of 8.3 N•m and tool number of 3.
In further work, the comparison with other techniques would be studied. Additionally, More contents, such as surface defects and metallurgical chemical properties, would be included for forming a more complete and systematic evaluation for surface integrity. Thus, the proposed approach and methodology can be notably adequate for solving the comprehensive evaluation and improvement, not only in whirlwind milling, but also in other processing.
Footnotes
Copyright statement
Please be aware that the use of this L
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China-Youth Found Project (51805243).
Declaration of conflicting interests
The Author(s) declares that there is no conflict of interest.