
Abstract
Diamond tools suitable for machining operations of natural stones can be divided into two groups: cutting tools, including blades, the circular blades and the wires, and the surface machining ones, involving mills and grinders, that can be of different shapes. For the stone sawing process, the most adopted tool type is the diamond mill, whose duration and performance are influenced by various elements such as: the mineralogical characteristics of the material to be machined; the working conditions such as the depth of cut, the feed rate and the spindle speed; the production process of the diamond segment and the characteristics of both the matrix and the diamond, such as the size, the type and the concentration of the diamonds and the metal bond formulation hardness. This work allows to indirectly assess the wear of sintered diamond tools by signal analysis (in time and frequency domain) of the cutting force components acquired in the process. The results obtained represent a fundamental step for the development of a sensory supervision system capable of assessing the tool wear and hence to modify the process parameters in process, in order to optimize cutting performance and tool life.
Introduction
In the industrial field, it is essential to have a great competitiveness on the markets through high product quality and high cost efficiency of the manufacturing process. In this context, monitoring the manufacturing process through the selection of proper sensory systems becomes essential. The need for ever more accurate monitoring leads to the use of intelligent systems employing different types of sensors: from force sensors to temperature sensors, from vibration sensors to noise emission sensors. The simultaneous use of the information deriving from these sensors allows a more accurate monitoring in progress of process.
The sintered diamond tools used in natural stone milling process, consisting of braze welded sectors in metal matrix and diamond grains, are subject to high wear generated during the cutting of the material. This wear covers the diamond and the matrix one. A factor that affects diamond wear is the abrasive of natural stone combined with the high temperatures and cutting forces at the tool/workpiece interface. But the matrix wear is due to the processing scraps that form an abrasive mixture with the refrigerant. Both mechanisms have an important influence on wear behaviour and process results. The wear progression of the sintered diamond sectors depends on tool properties, stone mechanical characteristics and the used process parameters.
In literature there are several works related to cutting of natural stones. Jerro et al. 1 reported a mathematical approach to define the theoretical geometry of the chip produced by the interaction between the diamond and the stone. He experimentally found the relationship between the cutting force and the maximum chip thickness in linear cutting of granite using sintered diamond discs.
Brach et al. 2 studied the relationship between the components of the cutting force, measured by a dynamometer, and the power absorbed by the spindle. The work highlighted that the horizontal component of the force generated during the cutting of granite with diamond disc could not always be used directly to obtain the cutting power. In fact, the cutting power depended on a parameter that is a function of the ratio between the radial depth and the diameter of the diamond disc.
Asche et al. 3 showed an empirical study of the influence of the process parameters on wear. The study shows the mechanical interaction of tool and workpiece as caused by the elastic and plastic workpiece deformation of the cutting grits, the friction between stone and diamonds, stone and matrix, and swarf and matrix.
Konstanty 4 presented a theoretical model for cutting natural stones by means of diamond impregnated tools for both circular and frame sawing. The chip creation and removal process was quantified with the intention to assist both the toolmaker and the stone mason in optimising the tool (diamond impregnated segment) composition and sawing process parameters, respectively. These models seem not to have been tested by means of experiments.
Pai et al. 5 showed the relationship between the force and the cutting energy, measured experimentally, and the shape of the chip observed by means of a scanning electron microscope. This work highlights that when grinding type I and type IV granites with diamond, the mean particle size is found to decrease with increased grindability.
These investigations do not try to give an organic comprehension of phenomena that happen at the interface tool-workpiece during stone cutting.
Instead, the problem to model the cutting process of natural stones with diamond tools has not been addressed so far. The only existing works in literature are related to the polishing of natural stones. These works are strictly experimental and mostly concern the measurement of the degree of surface finish obtained through polishing 6 or the measurement of temperature, through thermocouples, at the wheel-piece interface that develops during the polishing process. 7
A further model, suitable for the definition of cutting forces under several machining conditions, was proposed by Turchetta.8,9 The diamond grit cutting process was simulated by Wang and Clausen 10 through the study of the single point cutting tool; they saw that the grooves characters were comparable to the cutting forces tendency. An analytical model suitable for the prediction of the maximum wear rates of both matrix and grit was proposed by Di Ilio and Togna 11 who studied the wear mechanism too. The fundamental elements at the basis of the tool wear rate indicated by the model were: the grain characteristic and the matrix one, that had to be calculated through experimental tests. The diamond grit wear of a sintered tool was studied by Carrino et al. 12 In this work, a test method was developed to measure the wear of diamond grains when cutting granite with sintered diamond tools.
The diamond saw wear and the material properties were connected to the cutting specific energy by Ersoy et al. 13 for various stone types. The main objective of the study was to examine wear mechanism of the saw in scanning electron microscopy (SEM) and predictive models for the wear rate of the saw using multi-variable linear regression analysis.
The configuration of the diamond tool for various CNC machining processes was studied by Kenda and Kopač, 14 who described the forces and the tool wear mechanism operating in different type of machining technologies. The aim of this paper was to present and describe the structure of diamond tools, to present diamond tools for different CNC machining technologies and to characterize the principles of diamond tools wear and forces, which were active during the basic type of machining.
Zhang et al. 15 studied an innovative frame saw machine for cutting granite. A sawing test and a simulation were carried out to analyse the sawing trajectory, the surface topography of the segments and the percentage of worn diamond particles.
Turchetta et al.16,17 illustrated an innovative prototype machine to cut stone by a diamond wire. The developed prototype was provided by a sensory system to measure both the cutting power and the tensile force of the diamond wire during experimental tests. In this way, it was possible to verify the functionality of the prototype plant and, in the same time, to evaluate the productivity of the implemented cutting process.
Wang 18 shows the modelling and estimation of production rate in ornamental stones sawing based on brittleness indexes. The paper gives a precise identification and explanation on estimating sawability performance in diameter circular saw with the help of the brittleness indexes of natural stones.
There are several works in literature that deal with the machining with diamond tools. Sarıkaya et al. 19 realized a study focussed on the performance of whisker-reinforced ceramic cutting tool (WRCCT) under nano-sized solid lubricants dispersed in MQL (nanofluid-MQL) during turning of Co-based Haynes 25 alloy.
Singh et al. 20 showed a study on the diamond tool wear measurement by profilometry method for ultra-precision machining of silicon. Tool cutting edge was analysed by profilometric measurements at different orientations. Wear of cutting edge, rake face and flank face were measured. Measurement results were very helpful for understanding the possible reasons of wear and hence to optimize the machining conditions to minimize the tool wear.
Cui and Guo 21 shows a study performed to investigate the bioinspired fabrication, mechanical characterization and intermittent cutting performance evaluation of Al2O3/TiC micro-nano-composite ceramic with varying microscopic surfaces. In Cui et al. 22 analyses the effects of the bioinspired microscopic geometry of ceramic tool surface on tool temperatures in continuous and interrupted hard turning.
Katahira et al. 23 shows a study where experimental investigation into the manufacture of sapphire capillaries, involving femtosecond laser machining and diamond tool micromilling, was performed. However, few works in the literature deal with the optimization of natural stones machining. Optimization would allow to reduce processing costs in relation to the power required for cutting and tool wear. Precisely for these reasons, it is possible to summarize the main problems in cutting natural stones in the current difficulty of being able to optimize the machining processes, difficulties related to the absence of models capable of assessing the cutting force and energy, models capable of evaluate tool wear, models capable of evaluating the temperature at the piece tool interface.
At the present time there are works in the literature related to the cutting of natural stones that deal with the issue of wear through direct and/or indirect approach, but in no of these works is presented an approach to develop an intelligent processing system capable of evaluating and optimizing the diamond grains renewal through the automatic management of process parameters. In fact, the diamond tools wear, which is related to the ability of tool to renew diamond grains in time, depends not only on the tool properties and the workpiece material but also on the process parameters.
Therefore, the objective of the present work is to analyse the renewal ability of diamond grains as a function of process parameters in granite milling by means of a correlation between renewal ability of diamond grains and signal characteristic parameters of cutting force components. The obtained results represent a fundamental step for the development of a multisensory supervision system capable of assessing the tool wear and hence to modify the process parameters in process, in order to optimize cutting performance and tool life.
Materials and methods
The sensorial monitoring system developed for the control of tool wear during the milling of stone materials includes, in addition to a three-axis CNC machining centre, also:
Force sensor (dynamometric plate of the Kistler 9257BA);
Amplifier and conditioning of the dynamometer;
Acquisition card Nl PCl-6034E 200 kS/s, 16-Bit, 16-Analog-lnput Multifunction DAQ;
PC for the acquisition and processing of sensory data.
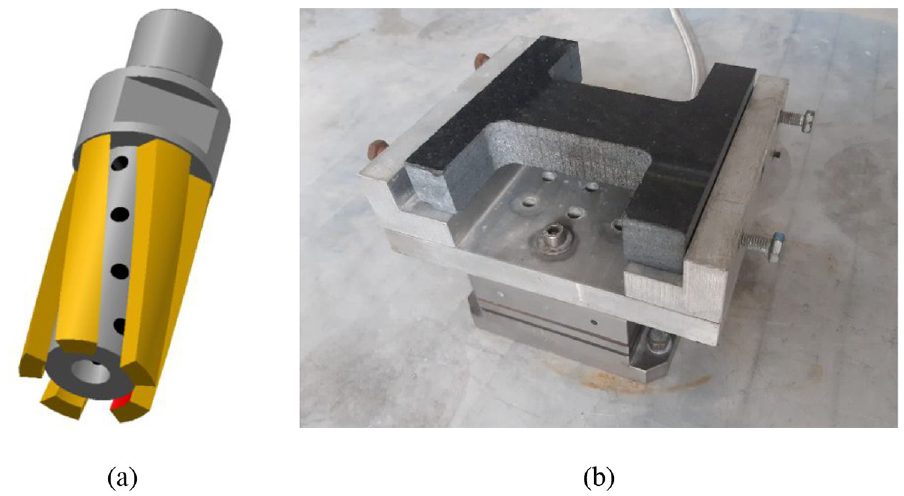
Figure 1 shows the scheme of the monitoring system developed, while Table 1 shows the experimental plan.
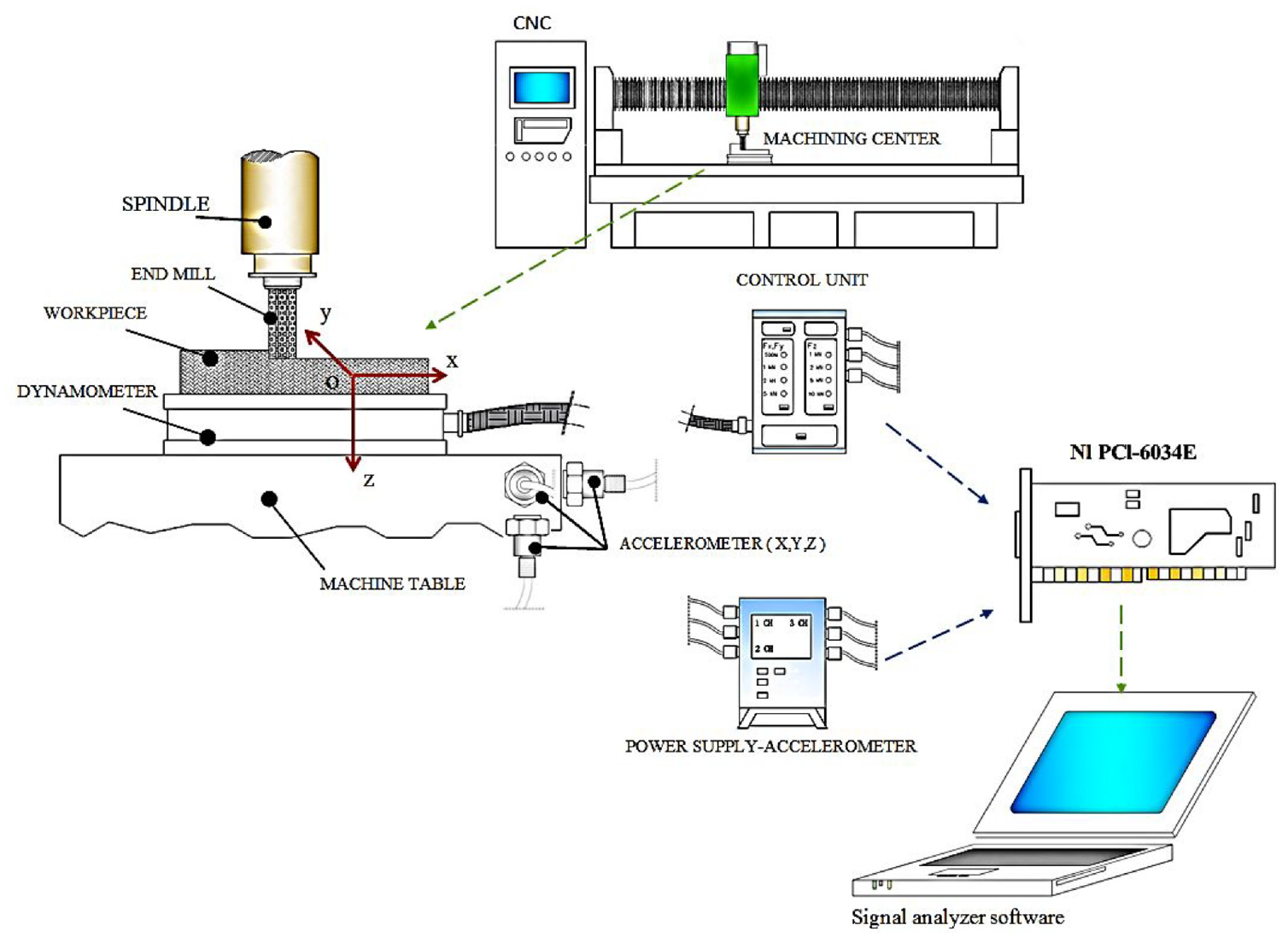
Scheme of the developed sensory system.
Experimental plan.
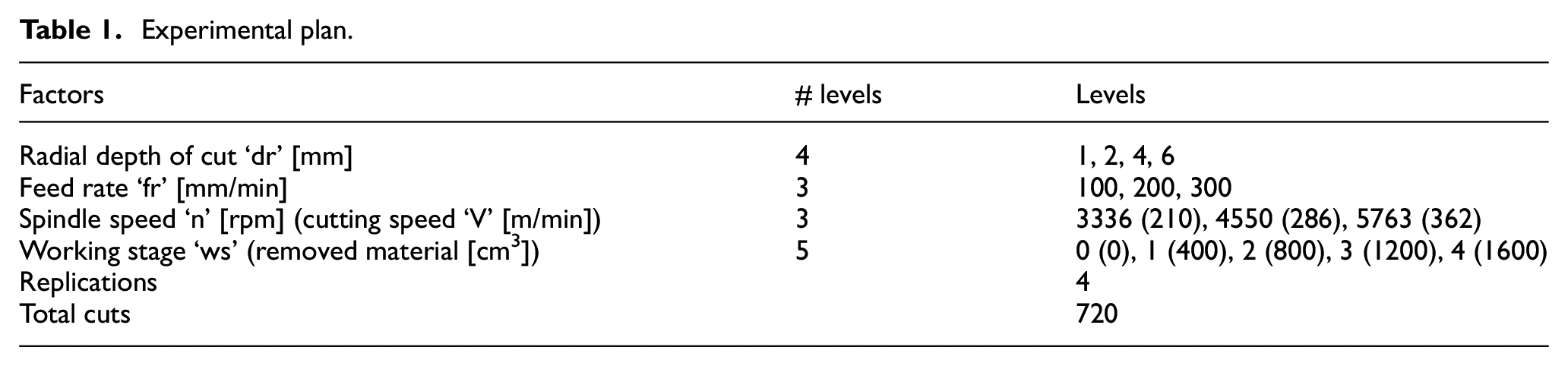
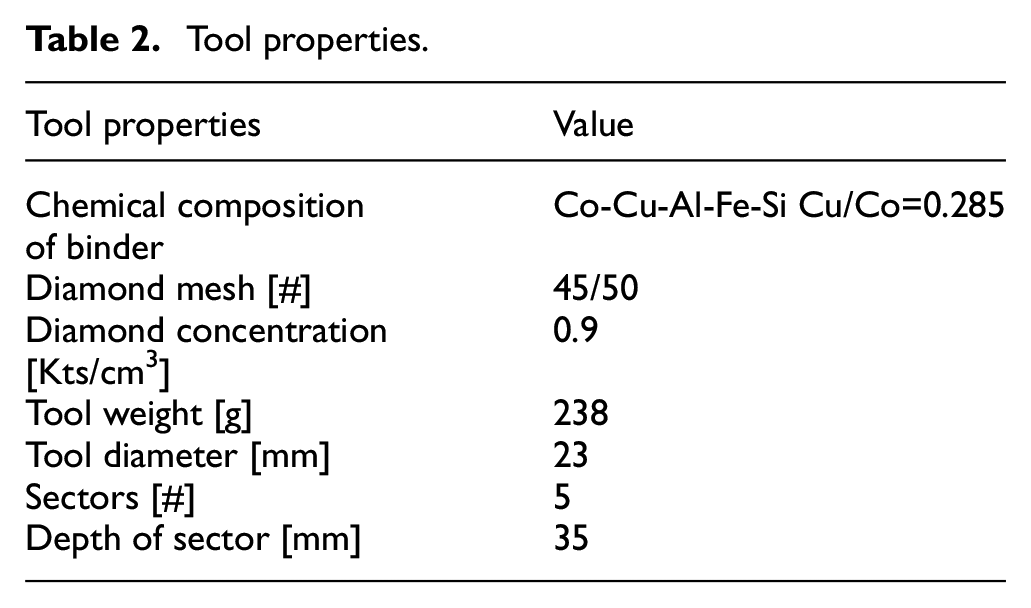
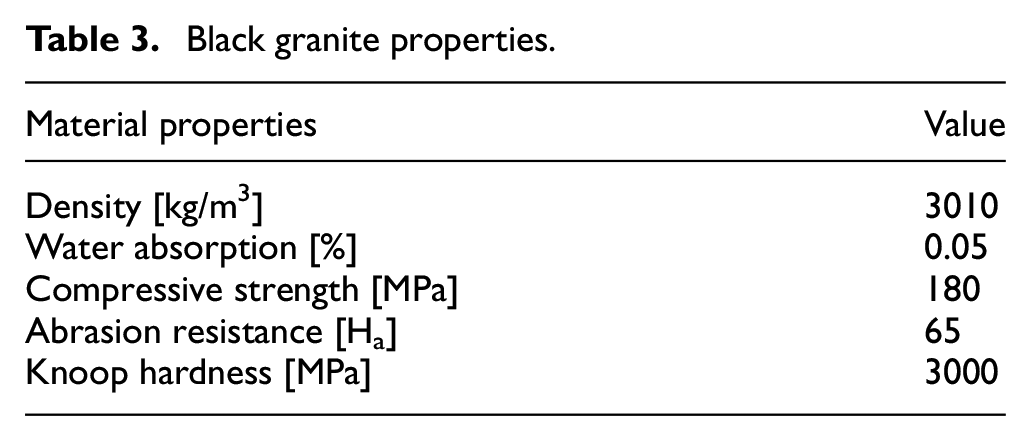
Based on the above mentioned considerations, an experimental factorial strategy was adopted, acquiring the force signals for each combination of the levels within which the three parameters taken into consideration were changed (cutting speed, depth of cut and feed rate). For tool wear, tests were performed and data acquired in five working stages. In particular, with working ‘stage 0’ the intact (or initial) tool has been indicated until it progressively reached a stage of increasing wear. The number of tests carried out was 720, therefore, considering the three force components, 2160 signals were obtained. The tool used for working natural stones was a sintered diamond sector cutter with a diameter of 20 mm. Figure 2 shows the tool geometry and the system used for the cutting tests. The tested material was a 30 mm thick absolute black granite. Tables 2 and 3 show respectively the properties of the tool and the processed material. The cutting tests were carried out with an axial depth of 30 mm, while the used cutting fluid for granite processing was water.
(a) Diamond milling tool with five sectors and (b) cutting test.
Tool properties.
Black granite properties.
The procedure performed for the evaluation of tool wear consisted of ‘interrupted’ milling operations on a sample in ‘absolute black’ granite with a thickness of 30 mm and a cut length of 45 mm, varying the process parameters according to the experimental plan reported in Table 1. The tool wear was assessed by analysing the diamond grains on the surface of the cutter in correspondence with the initial conditions (working stage 0) and in the following four states of wear (working stage 1–4); the analysis was carried out through the use of an optical microscope according to the methodology reported in Carrino et al. 12 In particular, the protocol provided for the acquisition of images on the surface of the diamond sector using an optical microscope (Figure 3). Specifically, it was analysed a statistically significant number of grains (at least 50), in order to identify for each stage of wear the percentage of intact grains, smoothed grains, fractured grains and pull-out grains. This procedure was performed for the initial conditions and all four stages of wear were considered. For each cut test, carried out according to the experimental plan shown in Table 1, the three components of the shear force were acquired by means of the dynamometer placed under the specimen. The signal was acquired with a frequency of 10 kHz and the number of acquired samples was 2. 15 In particular, the signal was analysed in time and frequency domain via fast Fourier transform (FFT) using the Labview software.

Optical microscope used for the acquisition of images on tool surface.
Results and discussion
This paragraph shows the results, in the time and frequency domain, related to the analysis of cutting forces according to the process parameters. In addition, in order to analyse the causes of increasing forces in the various working stage, the evolution of grain morphology was evaluated.
Forces analysis
For each test, three force signals Fx, Fy, Fz were acquired. The analysis of the acquired signals showed that the force components in the direction of the Z-axis ‘Fz’ were negligible compared to the force components in the X and Y directions since the machining took place mainly in the XY plane; in Figures 4 to 13 representative examples of the force trends in relation to the process parameters and working stages are shown.
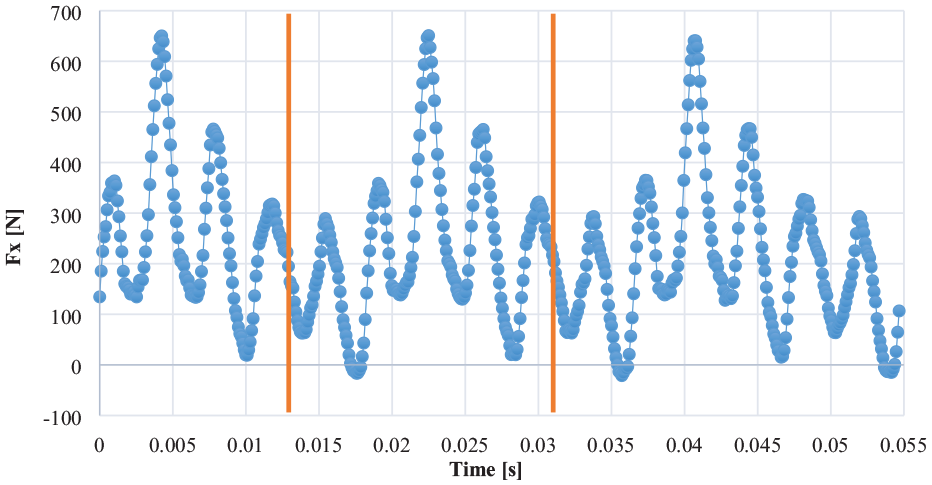
Component of the cutting force along the X-axis: dr = 1 mm; fr = 100 mm/min and n = 3336 rpm (time-period: 0.017986 s).
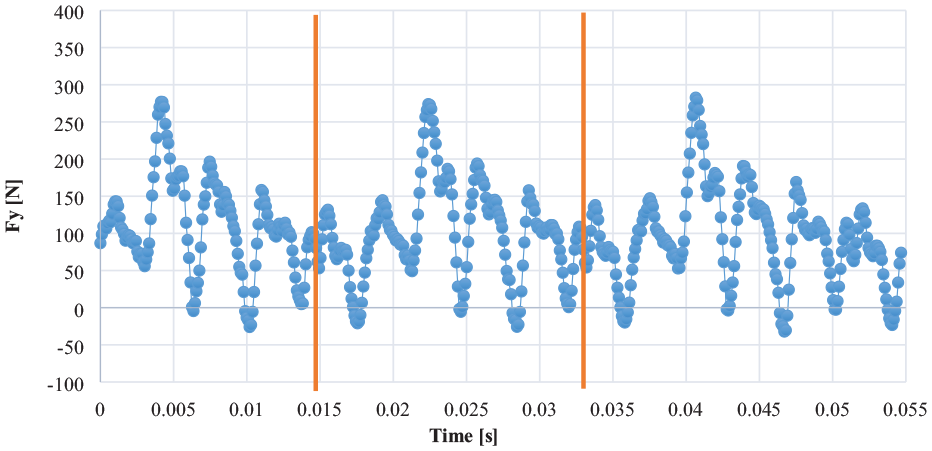
Component of the cutting force along the Y-axis: dr = 1 mm; fr = 100 mm/min and n = 3336 rpm (time-period: 0.017986 s).
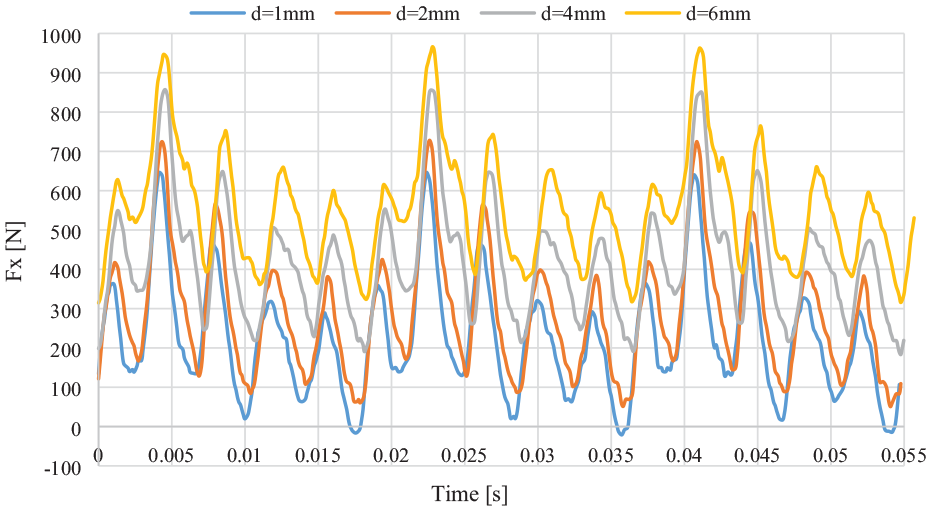
Fx component as a function of the depth of cut (dr); n = 3336 rpm, fr = 100 mm/min.
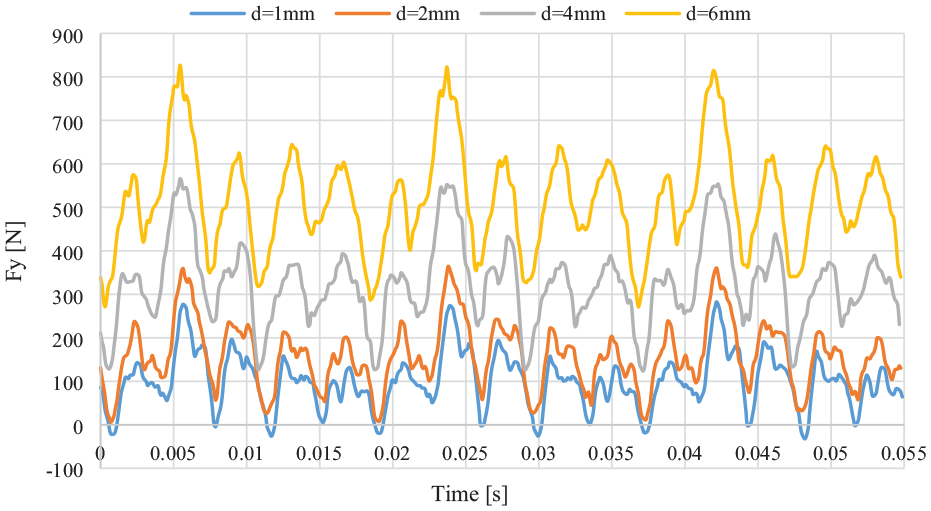
Fy component as a function of the depth of cut (dr); n = 3336 rpm and fr = 100 mm/min.
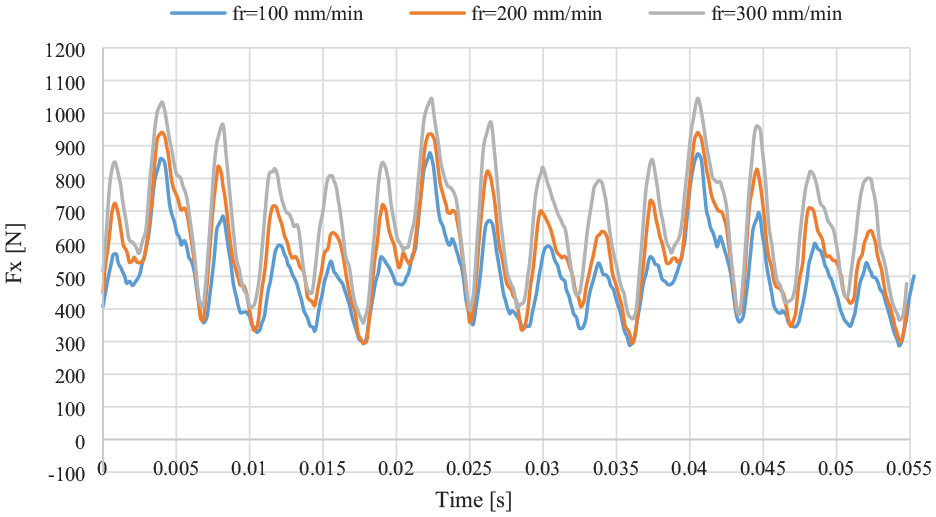
Fx component as a function of the feed rate (fr); dr = 4 mm and n = 3336 rpm.
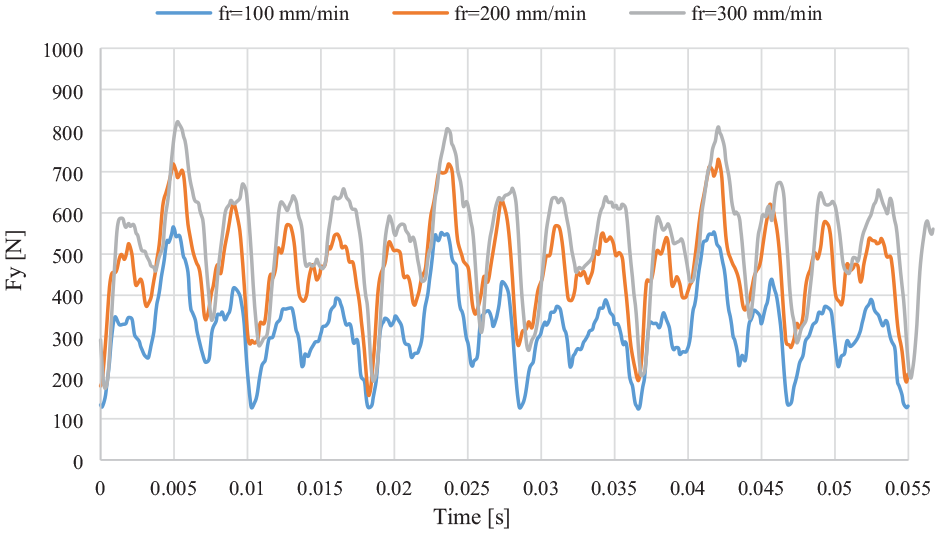
Fy component as a function of feed rate (fr); dr = 4 mm and n = 3336 rpm.
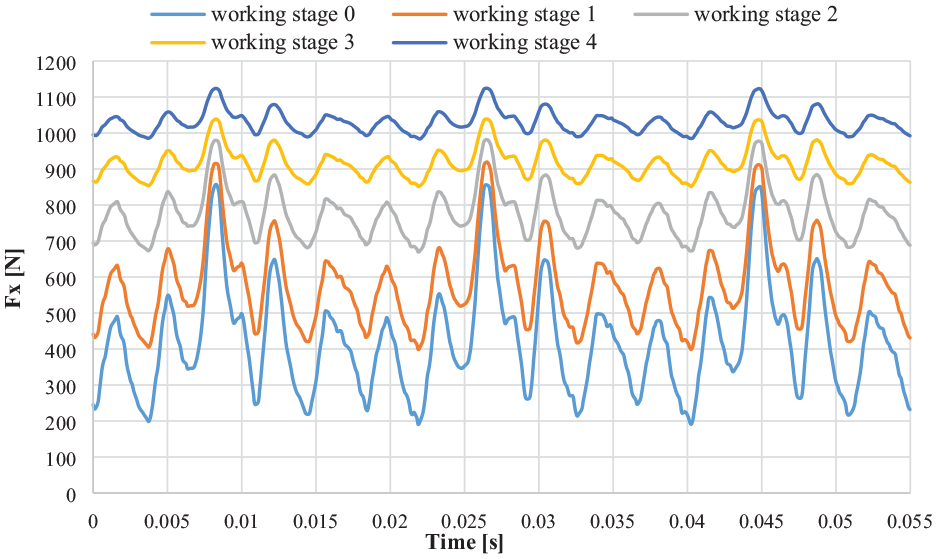
Fx component as a function of the working stage; fr = 100 mm/min, dr = 4 mm and n = 3336 rpm.
Fy component as a function of the working stage: fr = 100 mm/min, dr = 4 mm and n = 3336 rpm.
Fx spectrum as a function of wear of the diamond milling tool (fr = 100 mm/min, dr = 4 mm and n = 3336 rpm).
Fy spectrum as a function of wear of the diamond milling tool (fr = 100 mm/min, dr = 4 mm and n = 3336 rpm).
Figure 4 shows the signal relating to the component of the cutting force along the X axis relating to three turns of the tool. As can be seen, the signal for each revolution of the tool was variable and assumed the maximum values corresponding to the five diamond sectors of the tool. The signal was periodic with a frequency equal to the one of the tool rotation. Similar considerations were made for the Fy component of the cutting force, shown in Figure 5. By comparing the signals, it was noted that the Fx component varied between approximately −20 and 650 N while the Fy component varied between approximately −40 and 280 N. This highlights that the Fx component reached both a maximum value and a greater amplitude than the Fy component. Figures 6 to 9 show the Fx and Fy component of the cutting force as a function of the depth of cut and feed rate (with n = 3336 rpm), always relative to three turns of the tool. As showed by the graphs, as the depth of cut dr and/or the feed rate increased, the maximum and minimum values of the cutting force components increased. This growth, obtained by increasing the process parameters, was linked to the greater volume of material processed in the unit of time and to a consequent greater interaction between tool and processed material. The analysis, carried out at the working stage 0, allowed to evaluate the typical process forces of the machining in optimal conditions ‘new tool’. The subsequent analysis, carried out according to wear, will allow to evaluate the typical process forces of a processing obtained with a tool in conditions that are not optimal from the point of view of renewing the diamond grains. The analysis of the signals, in the various process and wear conditions, will allow to extract those features through which it will be possible to supervise the process.
Figure 10 shows the trend of the force signal Fx for three tool turns according to the working stage. As can be seen from the graph, with increasing wear, there was an increase in the Fx component of the cutting force, going from about 800 N at the working stage 0 to around 1100 N at the working stage 4. This was due to the fact that the diamond grains with the increasing wear come out less and less from the matrix, moreover the increasing loss of the cutting capacity of the grains significantly increased the cutting forces. As the state of wear increased, the variability of the signal also decreased significantly from about 600 N to about 100 N at the working stage 4.
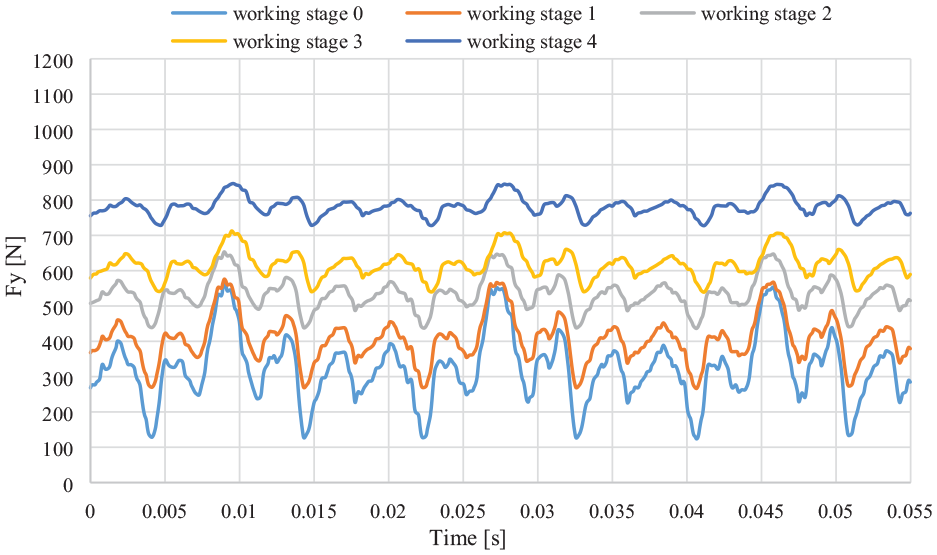
Figure 11 shows the trend of the force signal Fy for three tool turns according to the working stage. As it can be seen from the graph, with increasing wear, there was an increase in the Fy component of the cutting force, going from around 550 N at the working stage 0 to around 850 N at the working stage 4.
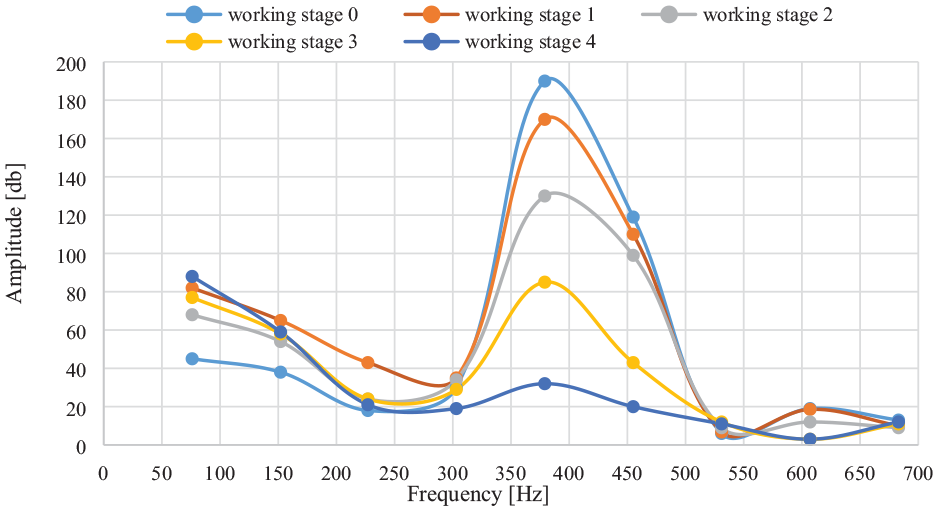
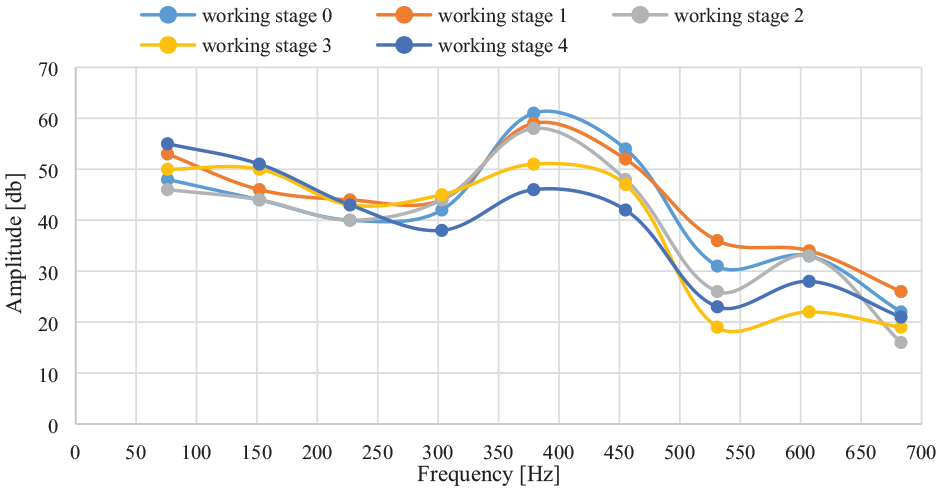
For a more thorough representation of the behaviour of the tool according to the stages of wear, an analysis of the processing, and therefore of the acquired signals, was performed in the frequency domain, determining the proper frequencies and the related harmonics of the system. In addition to the changing of the process parameters, the analysis was also carried out in function of the different stages of wear. Figure 12 shows the envelope of the spectrum of the Fx signal acquired for the various working stages, fixing the process parameters: feed rate, depth of cut and spindle speed (fr = 100 mm/min, dr = 4 mm and n = 3336 rpm). The analysis of these diagrams shows a decrease in the amplitude of the system’s resonance harmonic as well as a change in the resonance frequency itself. In fact, considering the tool wear in the working stage 0 (Figure 12) an amplitude of about 180 dB is highlighted at the resonance frequency of approximately 375 Hz. In the case of a tool wear in the working stage 4, an amplitude of about 85 dB is highlighted at a frequency of about 75 Hz, moreover, for a frequency of 375 Hz there is an amplitude of about 32 dB.
This energy shifts from higher to lower frequencies, as the wear of the diamond cutter increased, was due to the reduced removal capacity of the diamonds and a reduction in the variability of the cutting force components. Similar behaviour has also been observed for Fy signals.
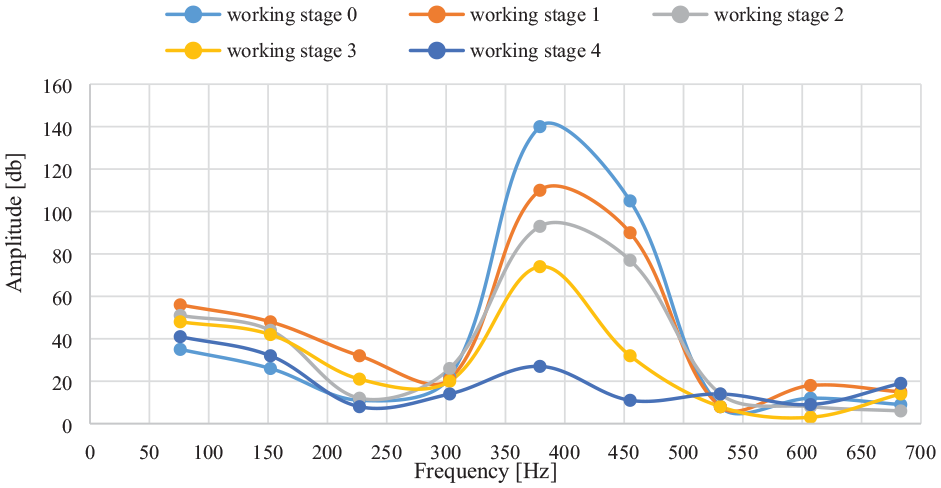
In particular, considering the tool in the working stage 0, at the fundamental frequency there was an amplitude of about 140 dB. In the case of a tool in the working stage 4, at the fundamental frequency there was an amplitude of about 40 dB, see Figure 13. From the analysis of the spectral density of signal power (PSD), that is, the signal force associated with the different frequencies, it is shown that as the stage of wear increased, the energy content shifted from the highest to the lowest harmonics, with a corresponding increase in the fundamental harmonic as shown in Figures 14 and 15.
PSD of the Fx signal as a function of wear of the diamond milling tool (fr = 100 mm/min, dr = 4 mm and n = 3336 rpm).
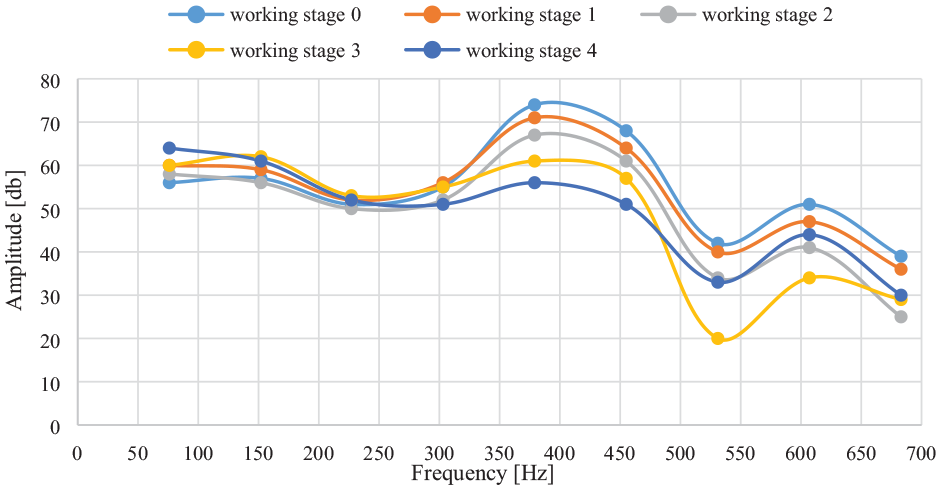
PSD of the Fy signal as a function of wear of the diamond milling tool (fr = 100 mm/min, dr = 4 mm and n = 3336 rpm).
The frequency analysis of the force signal shows that the fundamental frequencies and their amplitudes change for both components of the cutting force as the working stages increase. This result is decisive for the indirect assessment of the wear progression of the diamond tool. In particular, from the force signals, analysed in the time and frequency domain, it is possible to extract values which can be related to the renewal capacity of the diamond grits of which the diamond tool is made up.
Wear analysis
Figure 16 shows, for example, the acquisitions of certain diamond grains made using the optical microscope. In particular, in Figure 16(a), four grains are highlighted, two of which are intact grains and two pull-out grains in the condition of the tool at the wear stage 0. In Figure 16(b), three grains are highlighted, one of which is fractured grain, one smoothed grain and one pull-out grain in the conditions of the tool at the wear stage 4. The image shows that in the initial phase the percentage of intact grains is higher than the subsequent stages of wear, effectively increasing the fractured and smoothed grains, as shown below.
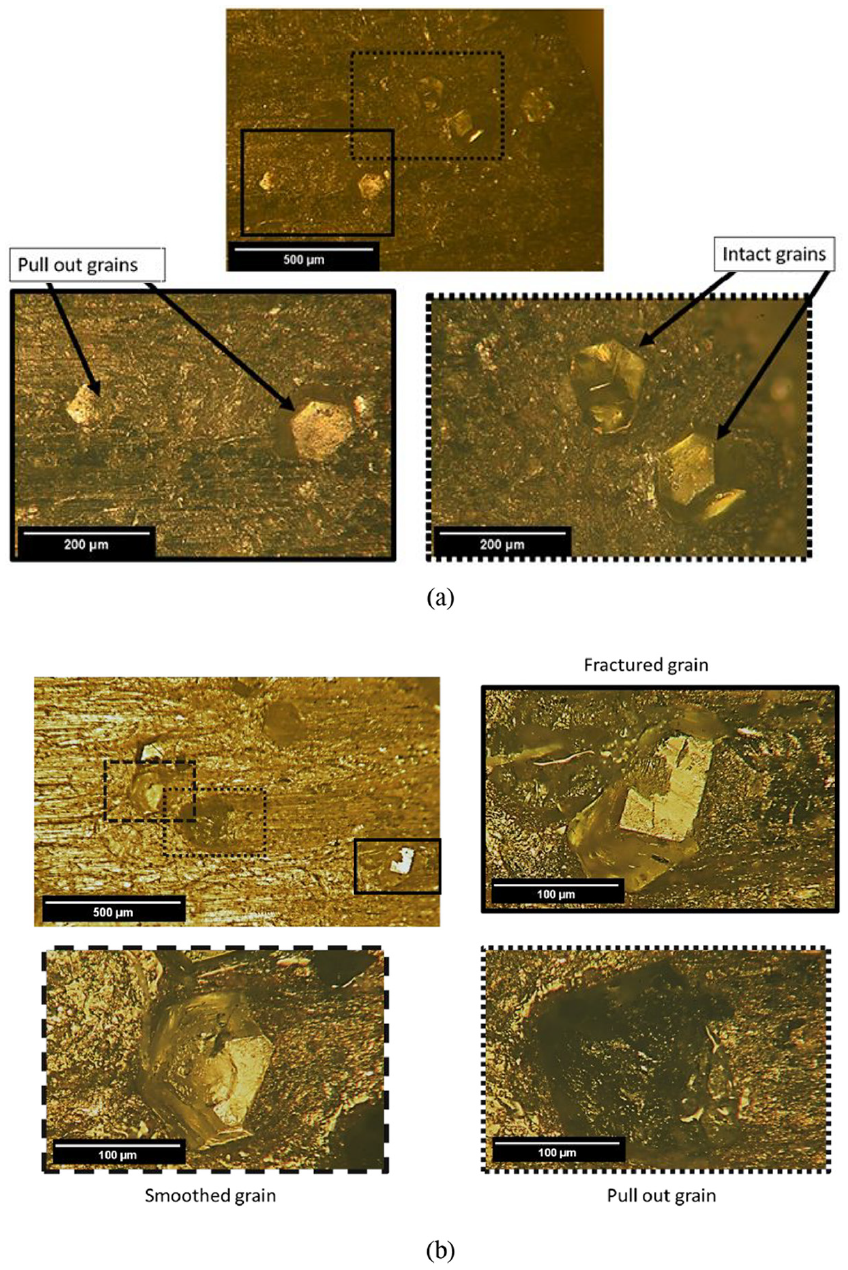
States of a diamond grain: (a) wear stage 0 and (b) wear stage 4.
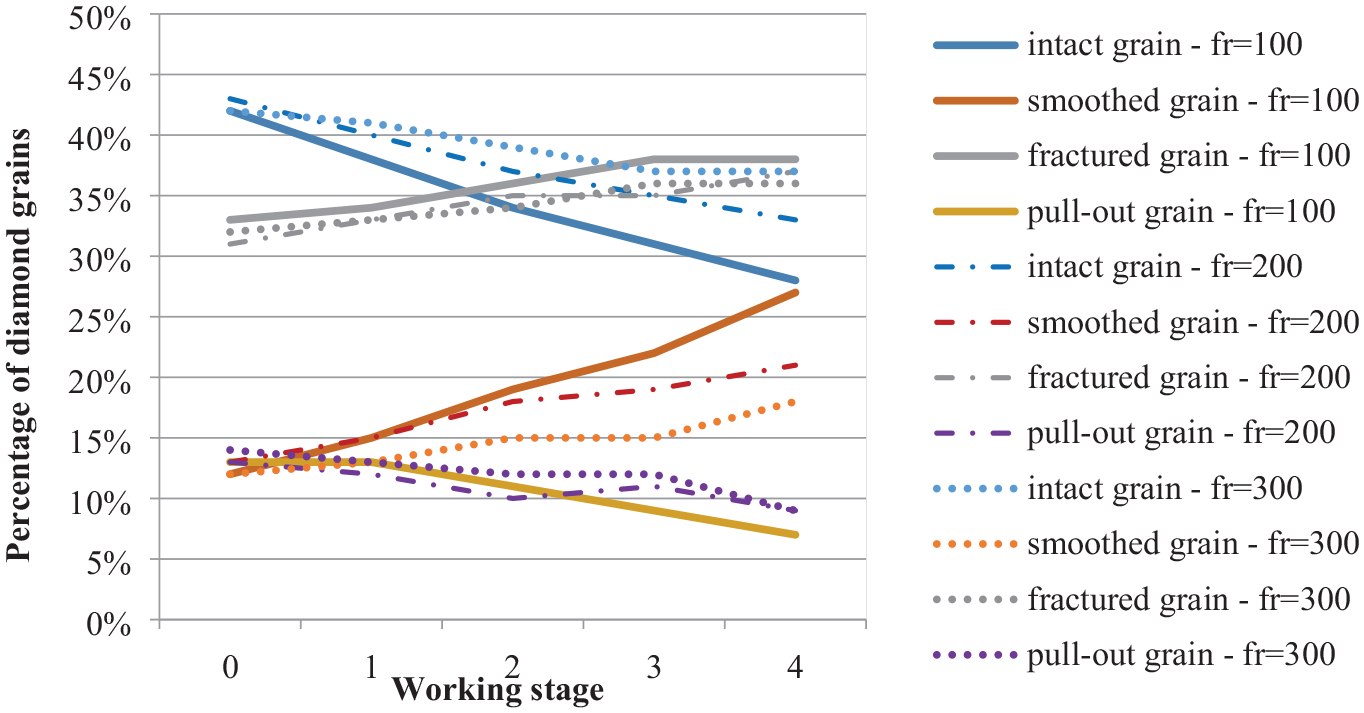
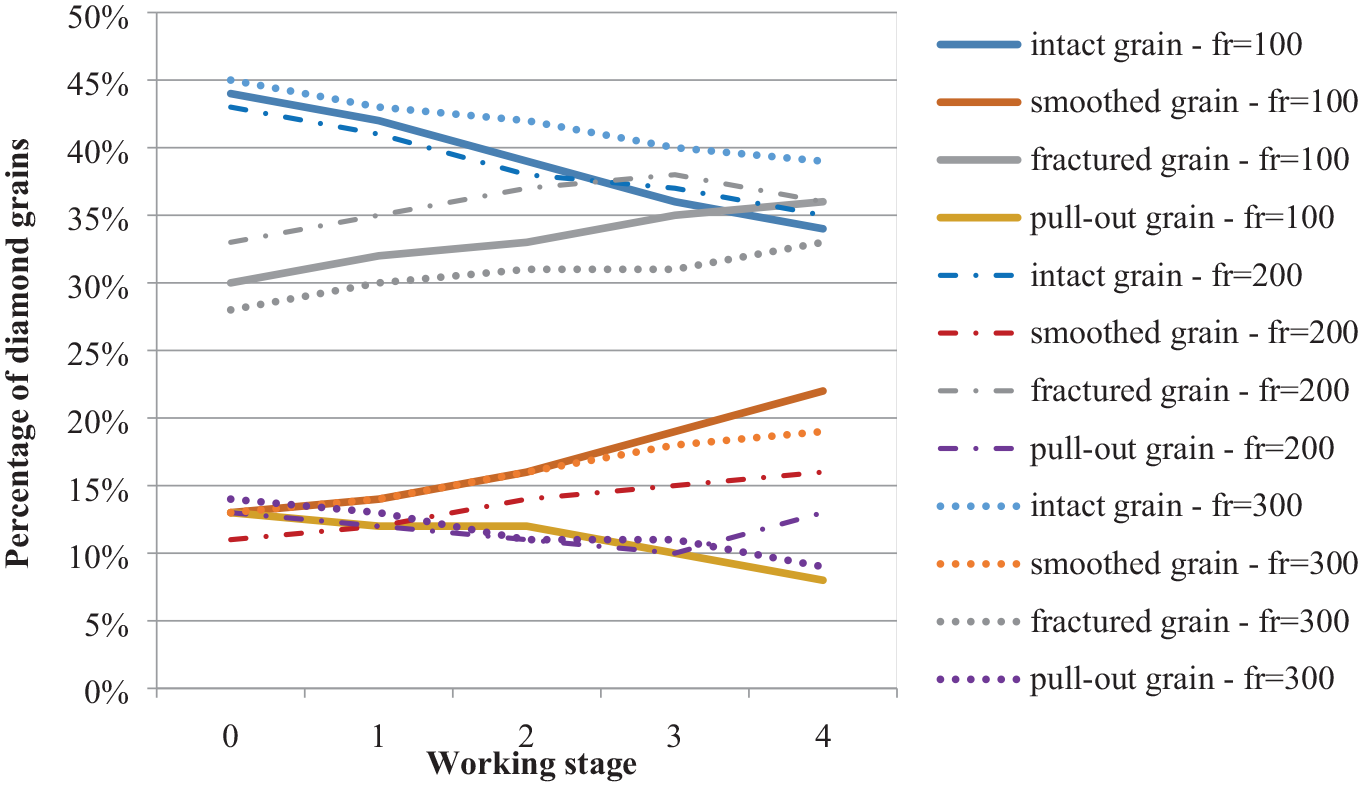
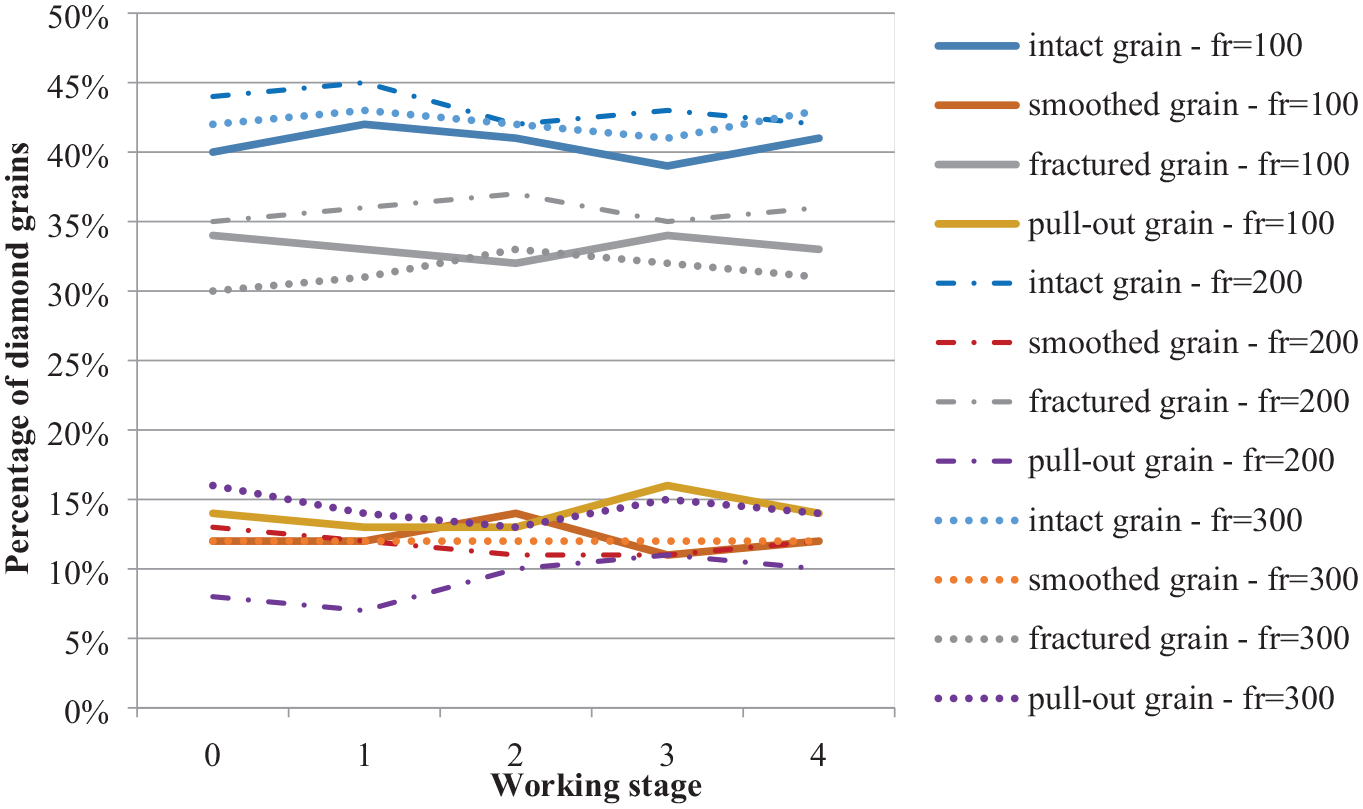
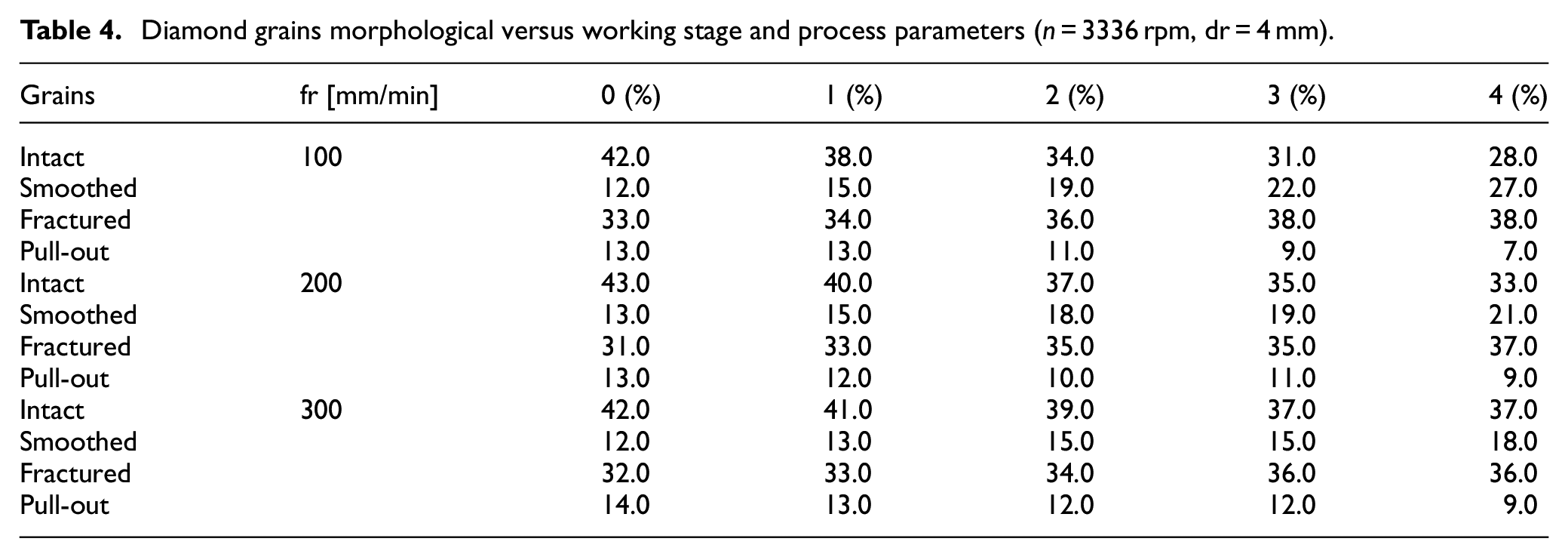
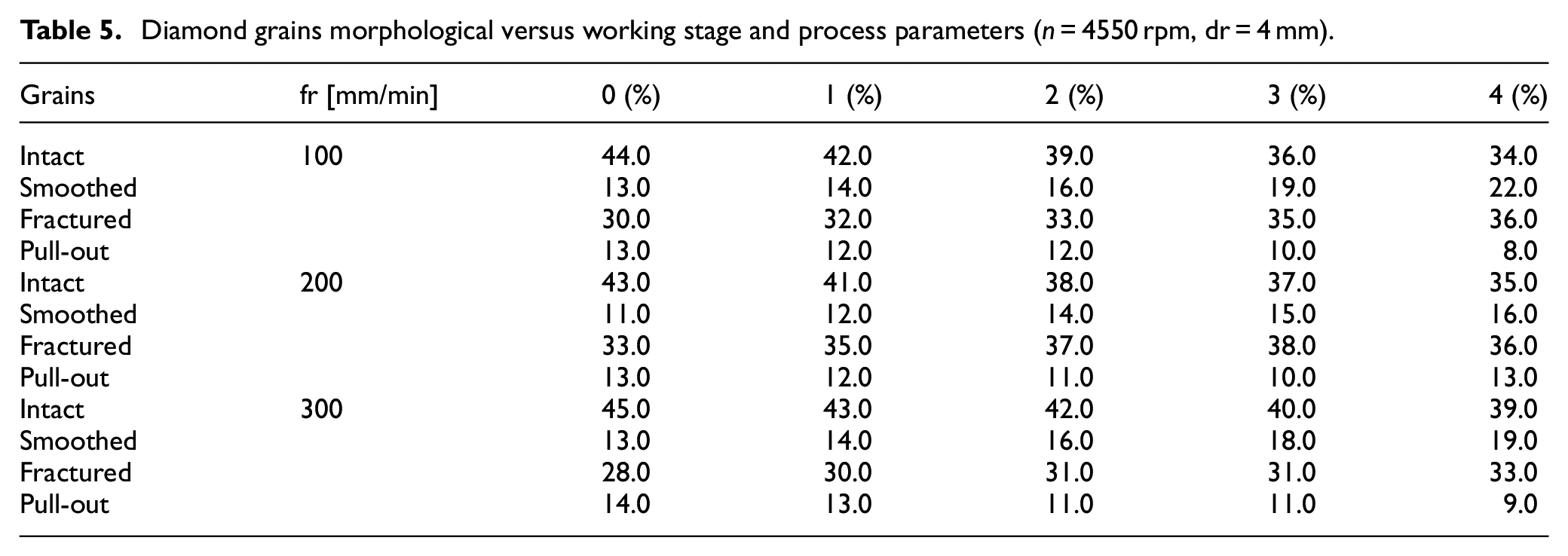
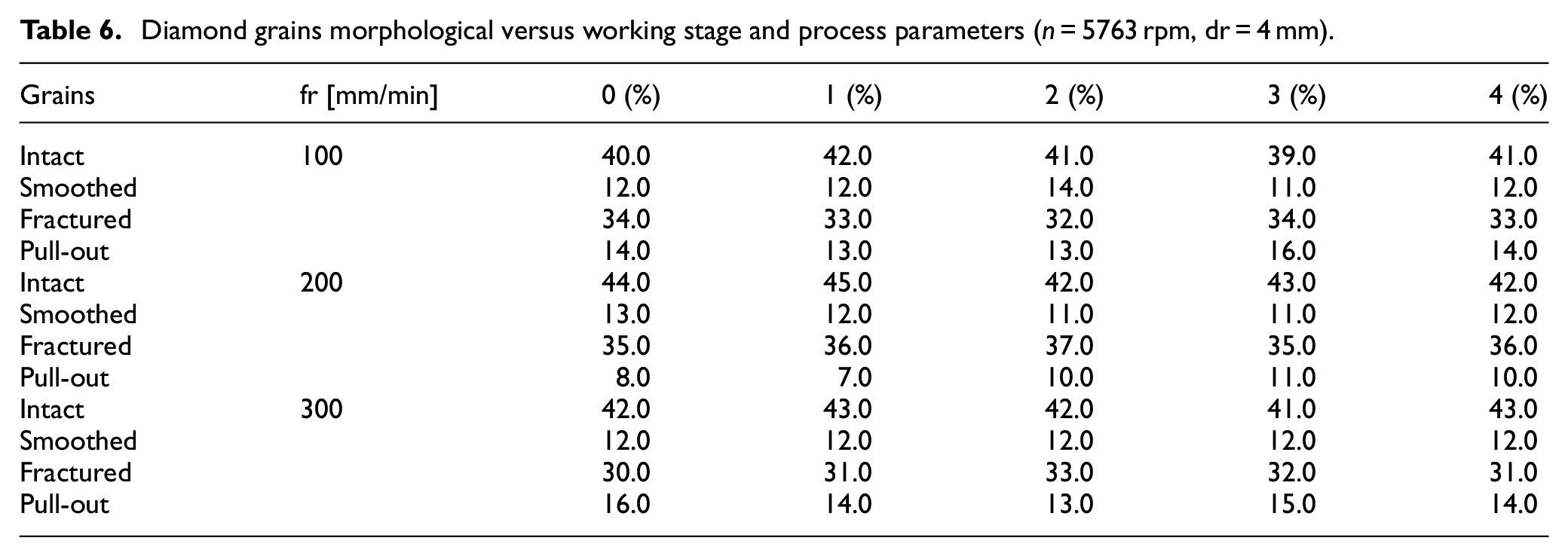
Figures 17 to 19 and Tables 4 to 6 show the average values of the percentage of four morphological types of diamond grains as a function of working stages, feed rate and spindle speed, setting a depth of cut of 4 mm. The deviation is low and always below 1.5%.
Percentage of diamond grains morphology for different working stages; n = 3336 rpm and dr = 4 mm.
Percentage of diamond grains morphology for different working stages; n = 4550 rpm and dr = 4 mm.
Percentage of diamond grains morphology for different working stages; n = 5763 rpm and dr = 4 mm.
Diamond grains morphological versus working stage and process parameters (n = 3336 rpm, dr = 4 mm).
Diamond grains morphological versus working stage and process parameters (n = 4550 rpm, dr = 4 mm).
Diamond grains morphological versus working stage and process parameters (n = 5763 rpm, dr = 4 mm).
As shown in Figure 17, with a feed rate of 100 mm/min and a spindle speed of 3336 rpm, the percentage of intact grains decreases with increasing working stages, from 42% at working stage 0 (in the initial conditions) to 28% at working stage 4; increasing feed rate, the percentage of intact grains decreases less rapidly. The percentage of smoothed grains is about 12% at working stage 0 and increases almost linearly with increasing working stages until it reaches 27% at working stage 4. In this case, too, the variation is less significant as the feed rate increases. The variations in the percentage of fractured and pull-out grains are less meaningful. A significant reduction in fractured grains combined with an increase in the percentage of smoothed grains highlights an incorrect renewal of diamond grains as a function of time. This shows how the tool, in ‘non-optimal’ process conditions, is not able to maintain the initial cutting performance.
Figure 18 shows the percentage of four morphological types of diamond grains as a function of working stage and feed rate, relative to a spindle speed of 4550 rpm. As shown in the graph, the percentage of intact grains decreases with the increase of working stages while the percentage of smoothed grains increases; however, these variations are less evident than those observed at 3336 rpm. This highlights how an increase in spindle rpm, with all other conditions being equal, leads to a better renewal of diamond grains.
Figure 19 shows the percentage of four morphological types of diamond grains as a function of the working stage and feed rate, relative to a spindle speed of 5763 rpm and a depth of cut of 4 mm. As can be seen from the graph, the percentages of the four morphological types of grains remain almost constant by varying the process parameters and the working stages. This highlights how, at 5763 rpm, there is a constant renewal of diamond grains on the tool, maintaining the initial performance.
For a complete overview of data, a statistical analysis was carried out by ANOVA on intact grains (Figure 20) and smoothed grains (Figure 21), highlighting the trend of grains as a function of three process parameters (fr, n, d) and the working stages. In particular, as already shown in the previous figures, the percentage of intact grains decreases with increasing working stage and increases with increasing spindle (cutting) speed, feed rate and depth of cut. The percentage of smoothed grains decreases with increasing spindle (cutting) speed and depth of cut and increases with increasing working stage; feed rate was less significant.
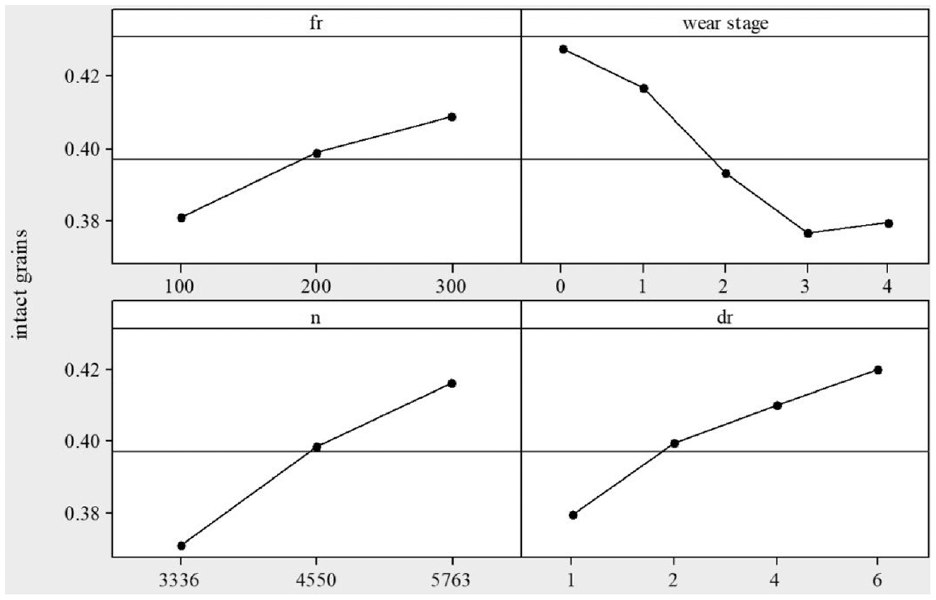
Main effect plot of diamond intact grains.
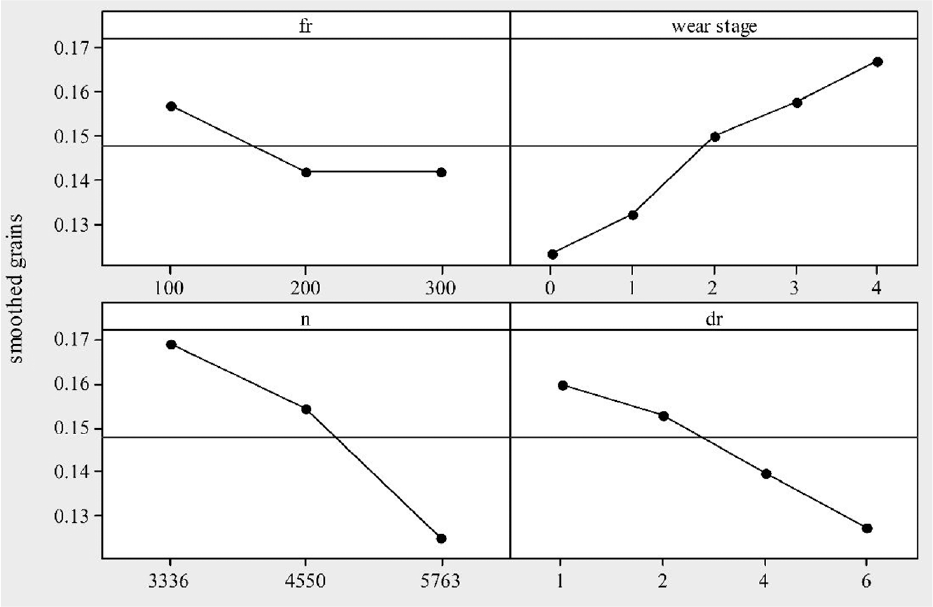
Main effect plot of diamond smoothed grains.
The analysis shows that at a speed of 3336 and 4550 rpm, the renewal capacity of the abrasive grits during machining decreases significantly with time, resulting in a change in the force signal as shown in the previous paragraph. Therefore, this allows monitoring the renewal capacity of diamond grains by analysis of force signals in the time and frequency domain as a function of process parameters.
Conclusions
The work highlights the potential of a multisensory system for monitoring and optimizing the milling process of natural stones. In particular, the results achieved highlight how the force signal depended on the process parameters and tool wear. The maximum value of the force Fx increased by about 60% with the increase in the depth of cut from 1 to 6 mm, while the amplitude of the signal decreased by about 50%. In addition, this component increased by about 40% with the increase in the feed rate from 100 to 300 mm/min. Regarding wear, the maximum value of the force signal Fx increased by about 100% in the transition from working stage 0 to working stage 4.
A further and important contribution was obtained from the frequency analysis, which highlighted how the reduction of the amplitude, in correspondence with the fundamental harmonic, was about 40% passing from the ‘working stage 0’ to the ‘working stage 4’. The analysis of the signal in the time and frequency domain allowed to extract useful information, which highlighted the wear conditions of the tool in process. This approach can be used to control the process in feedback loop to be able to modify the process parameters during working and therefore avoid that the tool becomes abnormally worn out, losing its cutting capability. In summary this work represents a valid tool for developing a smart system for in-process control necessary for Industry 4.0 context.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.