
Abstract
To achieve an excellent workpiece surface quality and longer tool life in the machining of hardened steel is an excessive challenge. Recently, conventional emulsion cooling assisted machining processes are being used to address this problem. However, such traditional processes have adverse effects on the environment as well as on the machine shop worker’s health. Hence, in this study, the effects of emulsion cooling and sustainable Cryo-LN2 cooling approach on sustainable metrics, such as surface roughness, energy consumption, tool life, and production cost in the external turning of AISI-52100 have been investigated and compared. The comparative results showed that the Cryo-LN2 technique outperformed emulsion cooling for all measured indices. The Cryo-LN2 assisted turning process not only improved surface quality but also consumed 18% less energy consumption and produced 70.9% low-priced products at aggressive cutting parameters as compared to the emulsion. The findings of the current study encourage metal processing industries to use such type of sustainable techniques at a machine shop. This study is based on the “Think Green, Plan Green and Execute Green” strategy.
Introduction
AISI-52100 or GCr15 steel lies under the category of hardened steel. The cutting of hardened steel has been a great challenge in the recent past. However, the advancements in cutting tool materials such as Polycrystalline Cubic Boron Nitride (PCBN) cutting tools have enabled the cutting of AISI-52100 much easier. However, it is hard to get economic benefits in hard turning with the application of PCBN tools owing to a relatively higher price. Commercially available carbide cutting tools are conceived as the best choice to solve this problem. However, their meager tool life is underscored as another big issue. To cope with this situation, improved chemical deposition coatings, fine binder, and uniform grain size have been applied in the manufacturing of carbide tools to extend their tool life. 1 In the past, researchers have used the multi-layered coated carbide tool with wiper geometry to machine hardened steel. 2 Cutting tools manufacturers provided “wiper” geometry to the cutting tool to enhance productivity and surface finish even at higher feed rates. 3
Improvement in the cutting tool geometry is not enough to get significant benefits in the machining process. In industry, the external turning of hardened steel was performed under dry or emulsion approach. Although, it is the most sustainable process; however, high thermal impact led to poor surface roughness and rapid tool wear has made it unsuitable for high productivity. 4 To get better surface roughness and longer life, different kinds of advanced cooling techniques are being used by the metal processing industry. These advanced cooling techniques use various kinds of emulsions and cryogenic gases such as liquid nitrogen (LN2) and CO2 snow. 5
In mechanical machining processes, Higher Material Removal Rates (MRR) should be practiced for high productivity and lower costs. However, higher MRR leads to severe wear of cutting tools while machining difficult to cut materials. 6 Each metal processing industry has a requirement to achieve higher productivity without compromising cutting tool life. For this purpose, advanced cooling approaches have been introduced. Liquid nitrogen assisted machining technology is getting fame in industry and academia. Researchers enhanced the productivity of the machining process without compromising the life of cutting-tool. 7 It is a fact that cost and emission incurred by cutting-tools is just a small fraction of the total cost at lower cutting parameters; however, it can contribute up to the maximum fraction at aggressive cutting parameters. Thus, the influence of cutting parameters on tooling cost under advance cooling assisted machining needs to investigate in detail.
Literature review
Application of bulk amount of Metal Working Fluids (MWFs) in the machining process is discouraged by the US Occupational Safety and Health Administration (OSHA). National Institute for Occupational Safety and Health (NIOSH) said that globally 38 million tons of lubricants were used in 2005. 8 In addition, it was also reported that 320,000 tons of coolants were used in the manufacturing sector by the EU countries alone. 9 With such bulk usage, these MWFs also responsible for a serious health issue of workers. The harmful chemical agents, obnoxious and toxic gases used in MWFs cause genetic and skin related diseases and cancer. In addition to this, the disposal of used coolants is also a problem for the industry. Inappropriate disposal of these conventional coolants causes pollution and a severe risk for the environment. Mostly, straight, soluble, semi-synthetic, and synthetic oils are either used separately or as-in hybrid cooling agent and these all fluids are not sustainable. To seek sustainable options, dry, Near Dry Cooling (NDC), Solid Lubrication integrated with sprayed cooling, Nanofluid and Hybrid Nanofluids, and cryogenic approaches are being employed at machining workshop to machine hard and difficult-to-cut materials. 10
The implementation of environmentally benign machining processes in the machine shop is essential to adopt the eco-friendly system. 11 The use of cryogenic gases (liquid nitrogen, liquid CO2) in machining processes has got popularity due to their excellent performance. The application of LN2 gas in the cutting zone helps to reduce the cutting temperature, and after its usage, it decomposes into the environment. Thus, the use of LN2 gas has no side effects on the environment. 12 Sun et al. worked on the machining of Cryo-LN2 assisted machining of titanium alloys. The authors noted less cutting forces and more cutting tool life as compared to dry cutting and compared air-assisted machining. 13 In another study, Dinesh et al. performed turning experiments to study the effect of Cryo-LN2 on the machinability of ZK60 magnesium alloy. The results showed that Cryo-LN2 assisted turning process produced less cutting forces and surface roughness. 14 Islam et al. investigated the effect of internal Cryo-LN2 on the machinability of hardened steel. It was observed that cryogenic cooling reduced 28% SR values, and 35% cutting forces when compared with dry machining. 12
As the electrical power consumption for different components of a machine tool varies, it is difficult to determine the energy consumption demand for each component. The electrical power structures in the machining process change with the change of the machining stage. 15 Pusavec et al. 16 supposed the equal amount of cutting power (5 kW) is consumed in both emulsion and cryogenic assisted machining. However, the assumption of constant power consumption under various cooling approaches will result in the same amount of energy cost. However, Hegab et al. 17 observed that cutting power changes under various cooling approaches. The electrical energy consumed during the machining stages is responsible for CO2 emission. As such, during the machining process, each machining stage and consumed-resource contributes to CO2 emissions depending upon the corresponding machining process time.
The fundamentals of cost modeling can be understood from the state of the art study published by Tipnis.
18
It is a well-known fact that cooling cost varies from 7% to 17% of the total production cost in machining processes. However, the effect of the application of cryogenic fluids on machining difficult to cut material is explained in detail from the machinability perspective. Furthermore, a holistic sustainability assessment is missing in the literature. Conradie et al. conducted machining experiments and found that the cryogenic assisted machining process decreases 43% machining time and 39% machining cost as compared to the convention machining process.
19
In addition, the cost of electrical energy is a minimal part of total production cost, and there is a need to include the cost of all consumed resources in the economic model.
20
Many researchers consider that the cutting tool cost is usually 2%–4% of the total machining cost. From this perspective, a cutting-tool cost may be an important part of the total cost. However, cutting tool cost (
To find the optimal cutting parameters for low cost, the researcher mainly focused on conventional costs and always neglected environmental cost.21,22 In recent days, when climate change is a big issue, and increasing industry has severe adverse effects on environments, carbon cost cannot be avoided. Implementing carbon price is a motivation to reduce carbon emission and help to enhance the sustainability of the machining process. 23 In a recent report in 2017, it was decided that the G20 countries should impose a carbon price of 25$/tonne CO2 in the industry to guide manufacturing strategy. 24 Branker et al. investigated the effects of including environmental cost on total production cost in metal forming processes. The authors concluded that the electric power grid with the highest signature is responsible for higher environmental cost. 21
Mathematical models regarding the estimation of energy consumption and production cost were reported in the literature. Therein, the Black-Box Approach (BBA) is used for developing mathematical models in a holistic system boundary. 25 BBA is relatively a simple approach in which the sub-units or sub-functionality states of machine-tool are not explored. Consequently, in the BBA-based modeling approach, the machine tools are considered as a black-box entity. Thus, the BBA approach is not suitable for the holistic investigations and sustainability assessment of machining processes. However, Bottom-Up-Approach (BUA) consists of detailed analysis which not only includes power and energy consumption of sub-stages of the machining process but also considers the economic and environmental impacts of used resources. 20
Aims of the study
After getting motivation from the published literature, this study investigates the effect of cryogenic cooling on the energy consumption and economic aspect of the external turning process. Although many studies have been published on the effectiveness of cryogenic machining processes; however, this study has three novel aspects: (1) the development of economic cryogenic assisted machining setup and its sustainability analysis; (2) new extended empirical cost model was proposed which includes cryogenic fluid cost and environmental cost; and (3) the use of “Wiper” geometry lower-priced coated cutting tools to investigate the energy energy-integrated economics in the hard turning of bearing steel.
Mathematical modeling for the economics of machining
The economic analysis of machining processes is an essential pillar of sustainability. The cost model presented in Kalpakjian et al. 22 has some limitations; it defines total cost per part produced as the sum of (1) machining cost, (2) tool change cost, and (3) cutting-tool cost. The new cost models are developed to estimate the cost per part in sustainable and non-sustainable techniques which consider energy cost, LN2 cost and environmental cost. All abbreviations and symbols are explained in detailed in Appendix A1 (Notation table).
It is essential to mention that energy cost

It is worth mention that equation (1) is a generic holistic model that includes all cost components. However, some cost components can be neglected according to the problem under consideration. For example, the cost of machine spindle oil, material transposition cost, and inventory cost are not in the system boundary and thus neglected. The components of equation (1) are further explained in details
Energy cost
Electricity prices are significantly is increasing in the world due to high oil prices. 26 Energy cost is defined as the cost incurred due to electricity consumption during the machining process. Energy cost mainly depends upon the two factors, namely: (1) electricity price and (2) cycle time.
The cycle time was defined as;


In equations (2) and (3),

In equation (4),
Machining cost
Machining costs (

Where
Components of machining cost rate (

Cutting-tool cost
The cost of cutting tools mainly depends upon the tool life.

Workpiece cost
In machining of expensive material, workpiece cost is the main chunk of the total cost, and it can be calculated as

In equation (7), unit amount cost of the workpiece is shown as by
Cost of liquid nitrogen LN2
Nitrogen can be the cheapest used resource if it is a by-product of the liquefaction. However, it is used by a metal processing industry, particularly, aerospace and defense sector where machining of large components takes several hours, the cost of LN2 cannot be ignored. Liquid nitrogen cost can be obtained from the following expression. Unit cost of

Cost of conventional emulsion
A tank with a capacity of 50 L of the conventional emulsion was used during the machining process. Although emulsion can be used multiple times, however, it has a lifetime and after lifetime recycling or disposal is required.

In equation (8),
Cleaning related cost
Additional cost incurred when cleaning the wet workpiece after emulsion assisted machining. Cleaning related cost-share a small portion of the total cost.

Disposal related cost
After reaching the lifetime, proper disposal of the emulsion is inevitable. And, disposal cost is required to dump the used emulsion according to ISO standards.

Environmental cost
Determining the amount of carbon emission is essential before estimating the environmental cost


In equations (12) and (13), TCE denotes Total Carbon Emissions; CES represents Carbon Emission Signatures. Similarly, C, NG, and P show the source of primary energy (Coal, Natural gas, and Petroleum, respectively) used in the local power grid.
The environmental cost can be defined as;

In equation (14),
Production cost
The total cost per part can be added by summing up all cost components from equation (2) to (14). Total production cost for emulsion and cryogenic assisted machining is shown in equations (15), and (16), respectively.


Material and methods
The following section will elaborate on the cutting tool and workpiece materials used in the experiments. It will also discuss the methods used and response measurement.
Experimental setup
The experiments were performed on a CNC turning machine (Model: BOOHI SK-50P) with two different cooling and lubrication environment, that is, conventional emulsion and cryogenic-LN2 cooling. The CNC machine has a motor power of 7.5 kW and the capacity to reach a maximum of 1620 RPM. The cylindrical workpiece with dimension
Chemical composition of workpiece material AISI521000.

A wiper shaped cutting tool (CNMG 120408) with 3 to 10 µm thick PVD-TiAlN coating was for cutting hard material. The nose radius of the cutting tool was 0.8 mm. The cutting tool was mounted on the tool holder (MCLNL 1616-H12). The tool holder actually positioned the cutting tool at −5° end and back rake angles as hard machining commonly set at a negative rake angle. The detail specifications of the workpiece and cutting tools are given in Figure 1.
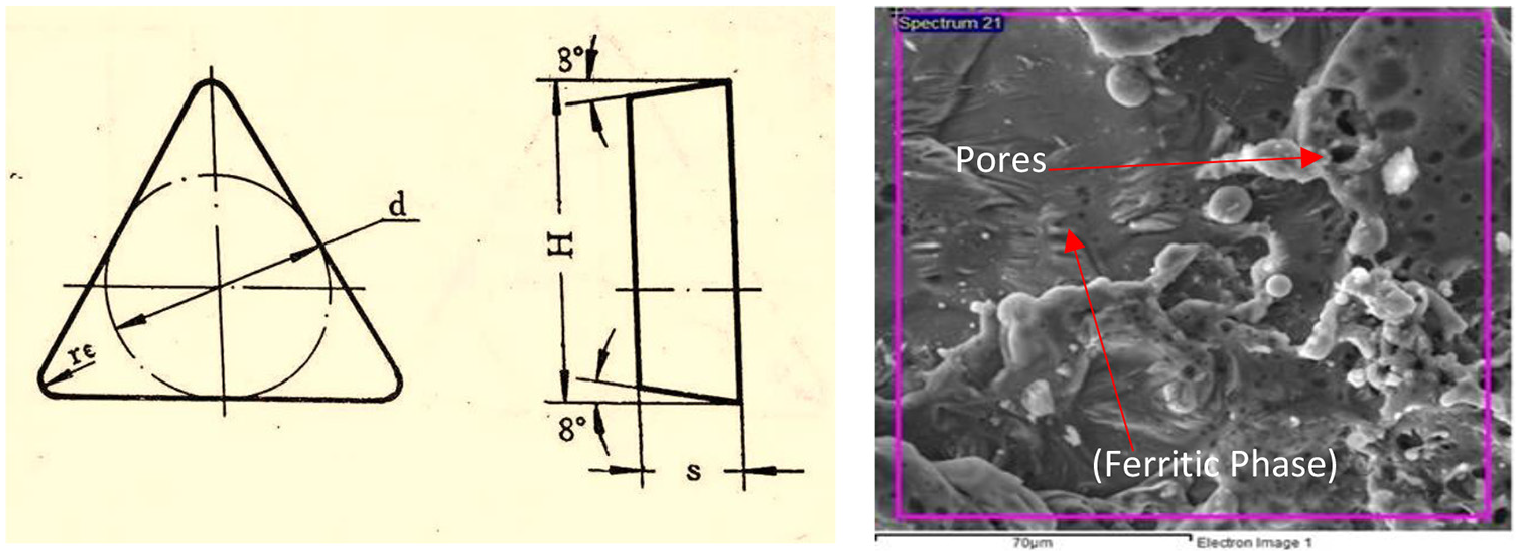
Specification of cutting tool and workpiece: (a) Geometry of workpiece and (b) AISI 52100 microstructure SEM image.
Taguchi method (L9 Array) with cutting speed of (70, 120, 170 min/min), and feed of (0.04, 0.1, 0.16 mm/rev) was used to design the experimental plan. It is worth mentioning that the cutting parameter was chosen from published work and preliminary experiments. The depth of cut was kept constant (0.40 mm) in all experiments. An advantage of the Taguchi method is that it emphasizes a mean performance characteristic value close to the target value rather than a value within certain specification limits. Additionally, the Taguchi method for experimental design is straightforward and easy to apply to many engineering situations, making it a powerful yet simple tool. It can be used to narrow down the scope of a research project quickly or to identify problems in a manufacturing process from data already in existence. Also, the Taguchi method allows for the analysis of many different parameters without a prohibitively high amount of experimentation. Experimental design of Taguchi method has been shown in Table 3.
Experimental design of Taguchi method.
Cooling approaches
There is no standard definition for cryogenic temperature. However, usually, scientists assume a gas as cryogenics if it can be liquid at −150°C. Liquid nitrogen was stored in a cylinder known as cryogenic storage Dewar and delivered to the nozzle via a cryogenic pipe. In the past LN2 is used in a bulk quantity that is economically sustainable.5,30 However, efforts are made to develop an economical cryogenic system. Preliminarily experiments were performed to find the optimal flowrates of LN2 (0.3 L/min) in the study. The nozzle has an outer orifice of 0.5 mm attached with a regulator that controls the pressure of LN2 and allows cryogen to reach the cutting zone effectively. The special tube (DN20-DN2000) was used to carry LN2 from the tank to the cutting zone.
A coolant pump (Model: LDPB2-15) with a power of 180 W was attached to CNC lathe. The coolant pump was used to deliver Castrol cutting oil-based emulsion with a flow rate of 4 L/min. The emulsion was synthesized by mixing 8% of Castrol oil with water. The CNC turning lathe along with a complete experimental system has been shown in Figure 2(a).
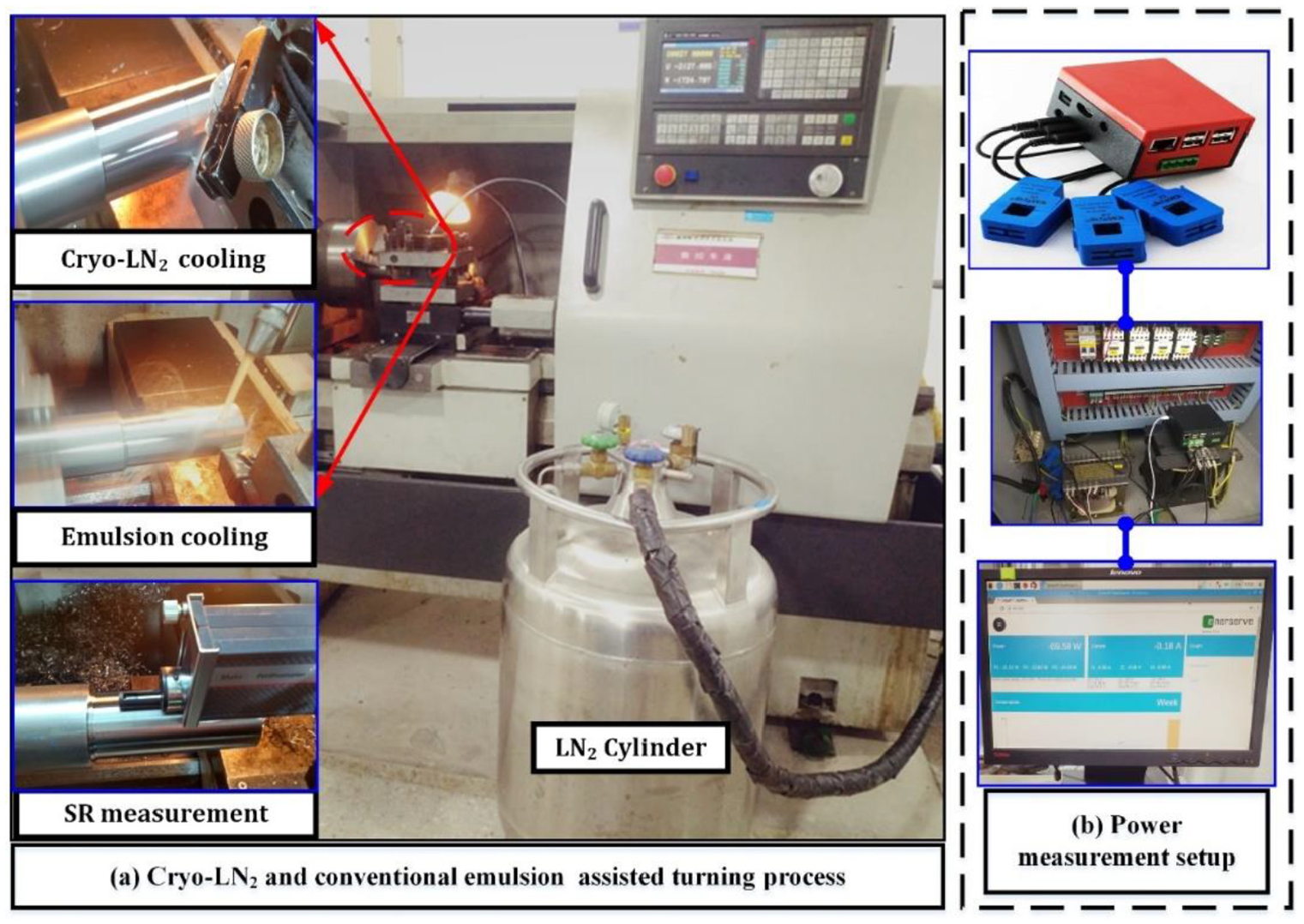
Experimental setup involves: (a) Cryo-LN2 and conventional emulsion assisted turning and (b) power measurement setup.
Response measurements
The average surface roughness (Ra) values of hardened steel were measured using the portable surface tester (Mahr: Perthometer-M1). To mitigate the error and to ensure the precision, surface roughness was measured at three different positions of the machined surfaces. The customized power monitoring system (smart meter) was the combination of two development boards, that is, Raspberry Pi-3 Model B and Smart Pi. The smart meter is shown in Figure 2(b). The current sensors of the smart meter were plugged on the main power cable of the CNC turning to get voltage (Figure 2(b)). Then, the Data accusation system was used to get real current values. It is worth mentioning that the measurement accuracy of the smart meter was validated by comparing its data with commercially used Load Controls PPC-3 Power Meter, which was available in our laboratory. 31 An optical microscope ARTCAM with the model (130-MT-WOM) was used to measure the tool wear. ISO standard 3685 was taken as a criterion to dispose of the tool. The tool wear was measured after a specific range of cutting length and a specific time interval.
Result and discussion
This section describes the experimental data related to surface roughness, energy consumption, tool wear, tool life, and productivity. The subsequent analysis and discussions are presented in the subsections. The detail of each response calculation is given in Appendix A2.
Surface quality
It is evident from Figure 3, the surface roughness Ra decreases as the cutting speed increases. However, on the other hand, Ra values increased with the increase in feed rates. That can be explained as the thermal softening effect of the material at higher cutting speeds.
32
Another reason which can reduce Ra at higher cutting speed could be the reduction of friction between the cutting tool and chip interface.
33
At lower cutting speed, vibrations are induced, and it caused a poor surface finish. The increase of SR with increasing feed rate is also in agreement with the theoretical investigations (Ra ∞
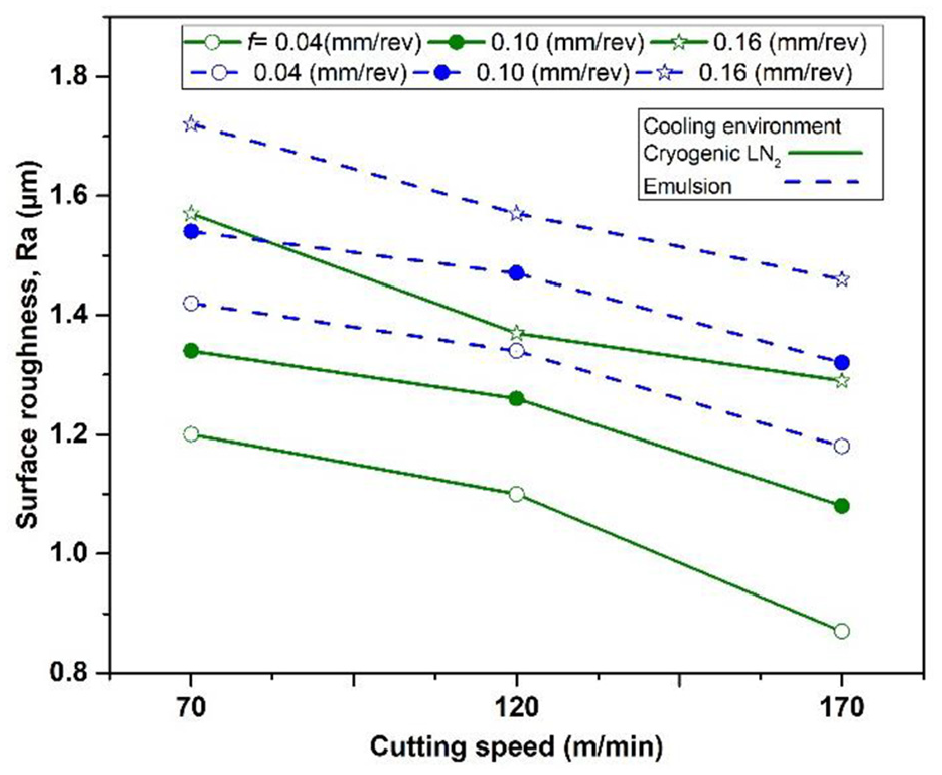
The SR variation under emulsion and Cryo-LN2 at varying cutting speed and feed rate.
Figure 4 shows the comparison of SR values in the Emulsion and Cryo-LN2 environment. It can be seen from the observations that LN2 assisted turning exhibit lower values of Ra as compared to emulsion.
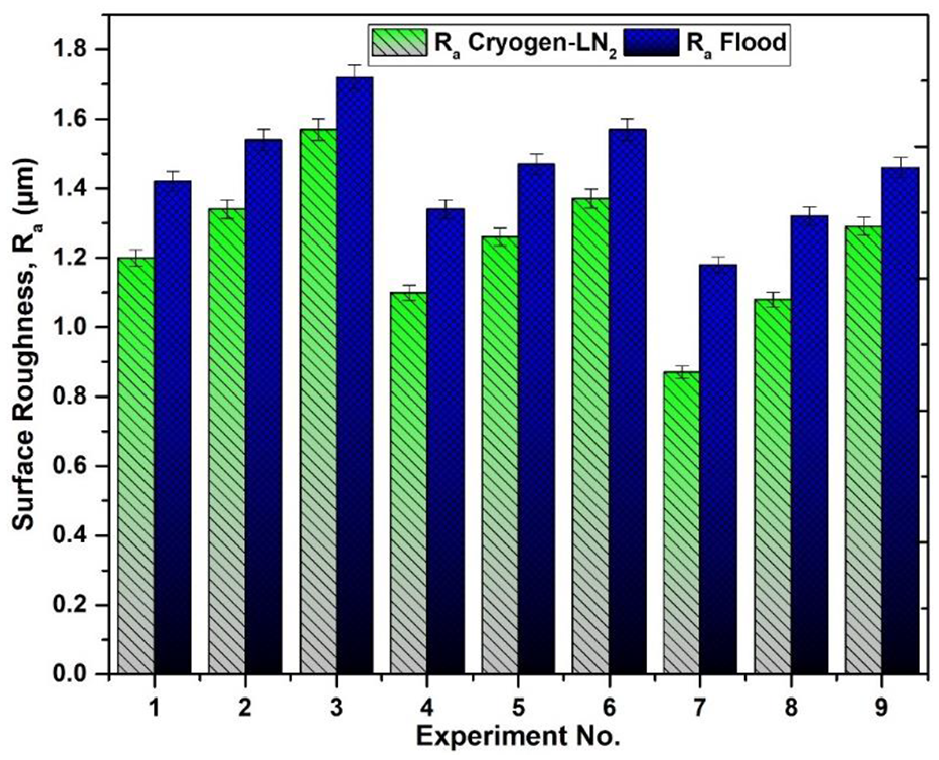
The SR variation based on experiment Numbers.
Since in this study, hardened steel is used, excessive heat generated during the Emulsion environment causes the material to deform plastically. Although the Castrol oil removes heat from the cutting zone, incomplete penetration of cutting oil into cutting zone and poor cooling generate reasonable Ra, however, on the contrary, efficient cooling provided by LN2 yielded better Ra by reducing the maximum of 35.60% Ra values for conventional flood approach. The proper lubri-cooling effect helps to retain uniform hardness of workpiece and to maintain tool edge sharp for a longer time. In summary, LN2 assisted turning provided a better surface finish than the emulsion environment. 14
Cutting power and energy consumption
Figure 5 shows the difference in variation of cutting power and energy consumption during the turning process. The cutting power increased almost linearly with an increase of MRR. This is due to the high power requirement of the spindle motor at a higher speed. However, energy consumption decrease as the increase of MRR. 34
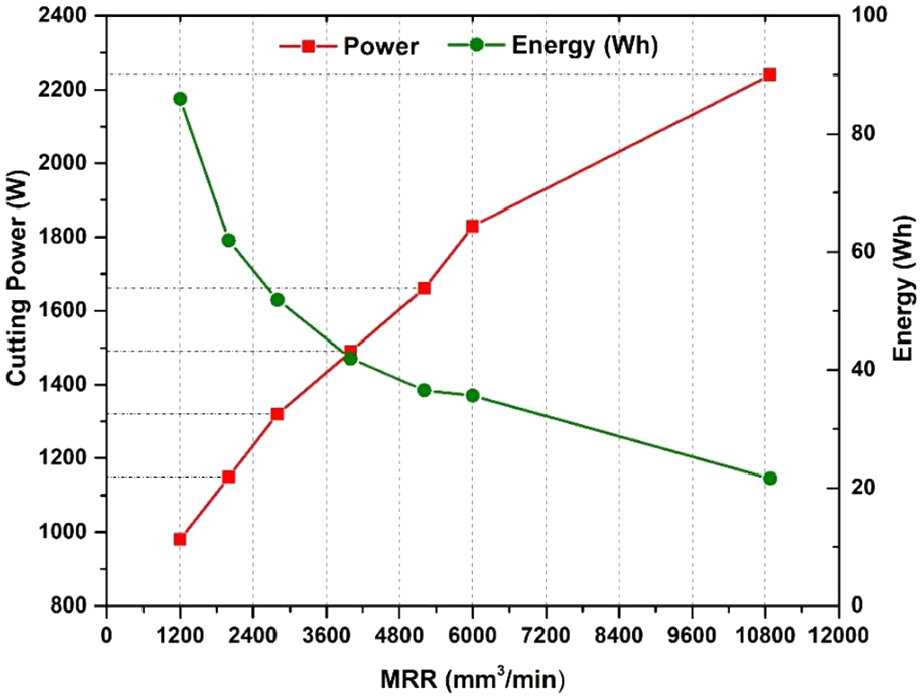
Analysis of energy and power consumption as a function of MRR.
Figure 6 shows the variation in the SEC based on experiments number. Like the Ra values, SEC also decreases with the increases in cutting speed. However, SEC also decreases with the increases in feed rate. This can be explained as the feed rate increase less time is required to finish the task. Moreover, variation in the cooling and lubrication environment also affects the cutting power. 35 From Figure 6, it can be seen that LN2 assisted turning process consumed 9%~18% less energy than emulsion assisted turning. This happened due to two possible reasons; First, in Emulsion cooling, the coolant pump consumes an extra 150 watts’ power, and another reason is associated with the low coefficient of friction provided by the efficient lubri-cooling effect of LN2. The variation and trend of SEC found in Figure 3(a) are in agreement with the research published in Bagaber and Yusoff. 36
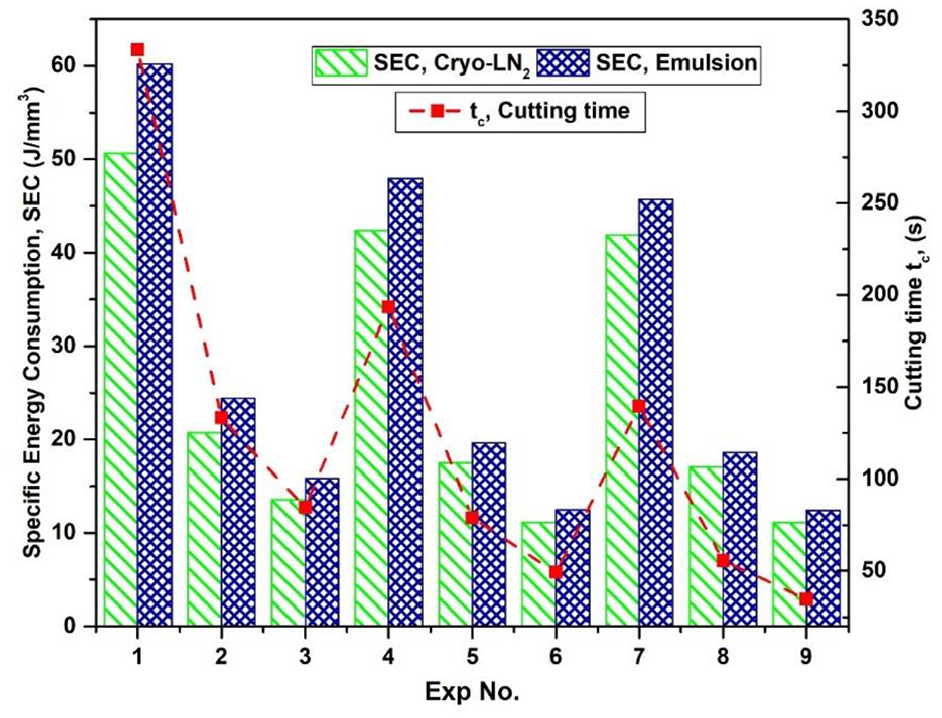
Variation in SEC and cutting time-based on experiments number.
In the present study effect of various conventional emulsion and cryogenic-LN2 on power consumption was investigated. Unlike conventional cooling, cryogenic-LN2 jet impinged at the rake surface of the cutting tool and it does not induce fracture, and chipping. The minimum power consumption is achieved due to (1) effectively-efficient lubricooling effect, (2) cryogenic hardening of the entire cutting-tool material, (3) absence of unexpected catastrophic familiar of cutting tool makes stable the cutting process, 37 and (4) reduction in thermal gradients at cutting insert surfaces due to the boundary film effect and the Leidenfrost phenomenon. 38 The boundary film of LN2 is achieved under the controlled jet-condition, and it reduces the chances of shock and prevent drastic changes in the thermal gradient at the rake surface of cutting tool. 39 The results also show the high effectiveness of cryogenic machining using liquid nitrogen as a highly recommendable alternative at all cutting levels.
Tool wear and tool life analysis
Figure 7 depicts the variation of tool wear under the Cryo-LN2 and Emulsion environment based on cutting length. The cutting parameters (vc: 170 m/min, f: 0.16 mm/rev and DOC: 0.4) was kept constant under both environment and tool wear was measured after specific cutting length until cutting tool reaches its maximum wear 0.3 mm. It is evident from the graph that, initially, both Emulsion and cryogenic exhibits rapid tool wear. It is worth mentioning that tool life is calculated for the holistic sustainability assessment. The SEM-EDAX analysis for tool wear mechanism was out of the scope of the study and it will be considered in the stand-alone study.
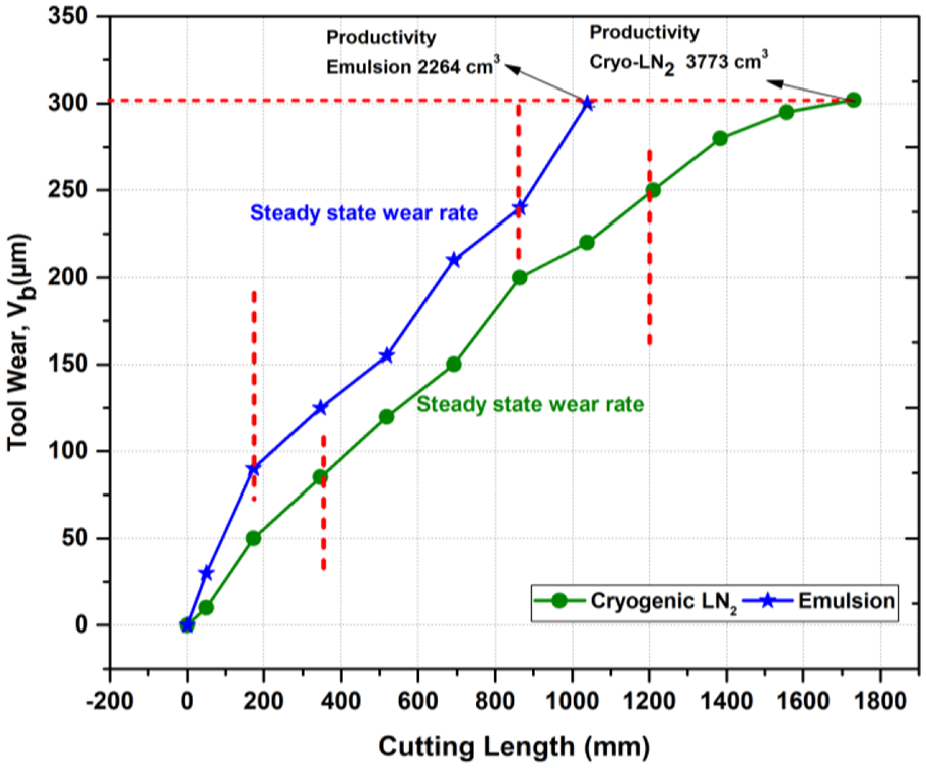
Progression of cutting tool flank wear and tool life based on cutting length.
This break-in wear is due to a sudden rise in tool temperature, and it causes a high-temperature difference between two different materials. However, later, temperature difference gets lessened and help cutting tool flank face to wear less. It is also clear from Figure 8, Emulsion cutting limits the tool life to 1038 mm cutting length, but Cryo-LN2 allows the tool up to 1780 mm cutting length without failure. So, Cryo-LN2 prolongs 66.6% more tool life in terms of cutting length. Sun et al., also reported that the cryogenic environment produces more cutting tool life as compared to Emulsion environment machining during machining of titanium alloys. 13 Figure 8 analyzes the trade-off between tool life and productivity. It can be seen that cutting speed 70, 120, and 170 m/min Cryo-LN2 assisted the turning process yields 47.05%, 36.36%, and 66.66% more productivity as compared to the emulsion environment respectively.
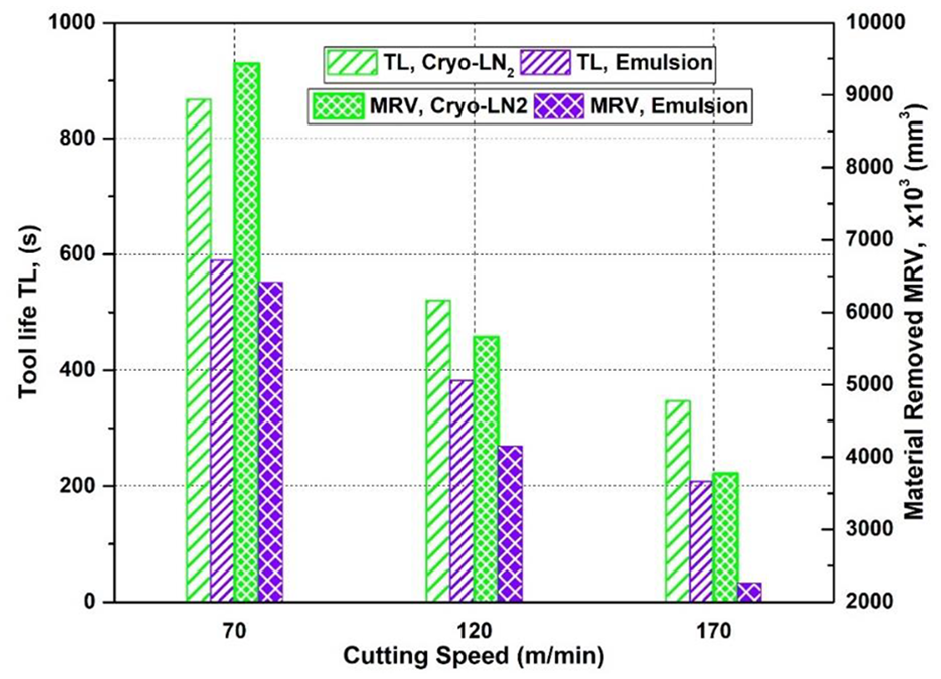
Comparison of tool life and productivity based on variation in cutting speed.
Economic investigation of machining
There are various kinds of machining cost simulators available online. In addition, cost estimation calculators have been developed by cutting tool companies such as Walter and Sandvik. Such kind of cost estimation usually follows traditional methods of cost estimation and does not consider the resources used in advanced machining technologies.
In the present study, an extended cost model has been proposed, which includes not only direct electricity energy cost but also considers various resources consumed in the external turning of hardened steel. In the holistic cost estimation model cost of six electrical energy consumption stages and cost of nine various kinds of resources have been considered Figure 9.
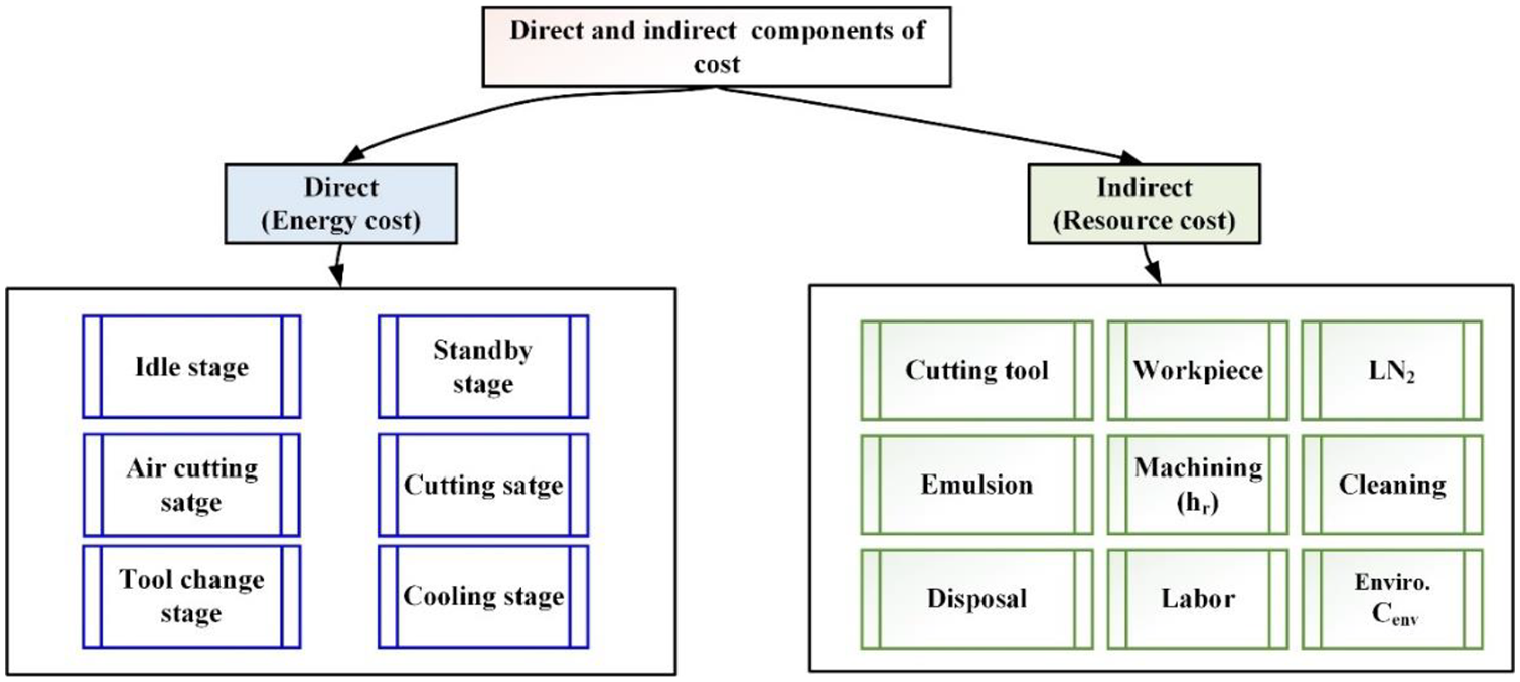
Direct and indirect consumed-resources considered for cost estimation.
Equations (15) and (16) are used to estimate the production cost in conventional emulsion and Cryo-LN2 assisted machining, respectively. It can be observed from Figure 10, production cost in emulsion assisted machining decreases with the increase of feed rates at cutting speed of 70 m/min. A similar kind of trend is also found medium cutting speed. However, at the highest cutting speed of 170 m/min, production cost initially decreases, but at the highest feed rate values, it reaches the highest value. It can be explained in Figure 11(d); even the machining cost reduces significantly, but, cutting tool cost drastically increases, and it shares 84.74% of the total cost. Thus, it is recommended not to use the aggressive cutting parameters while machining hardened steel under emulsion assisted machining.
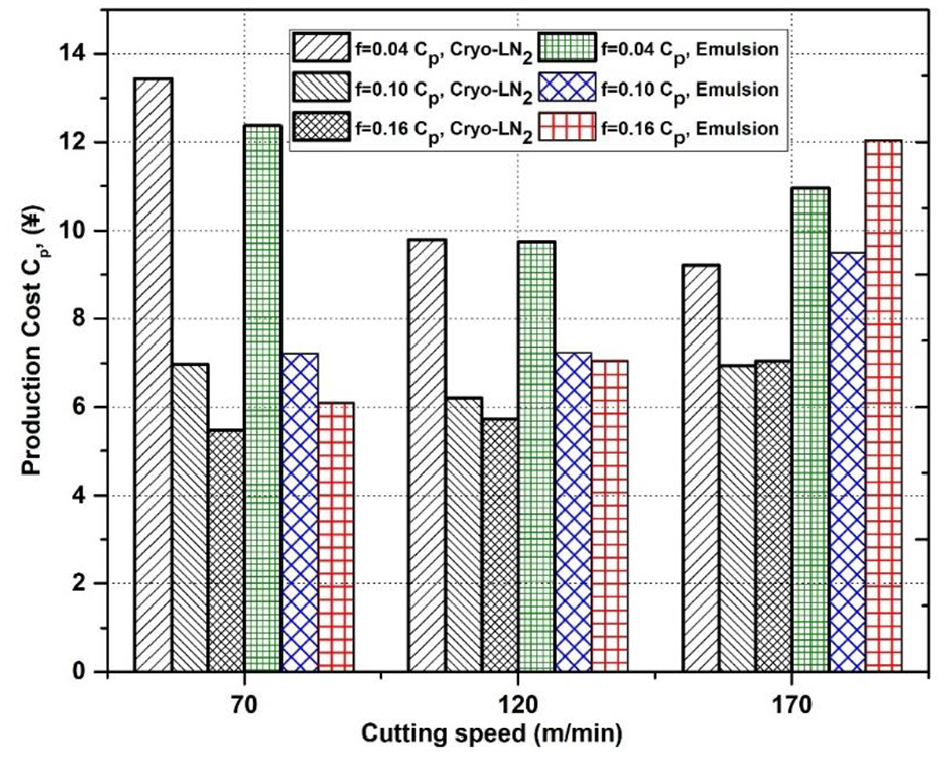
Influence of cutting parameters on production cost.
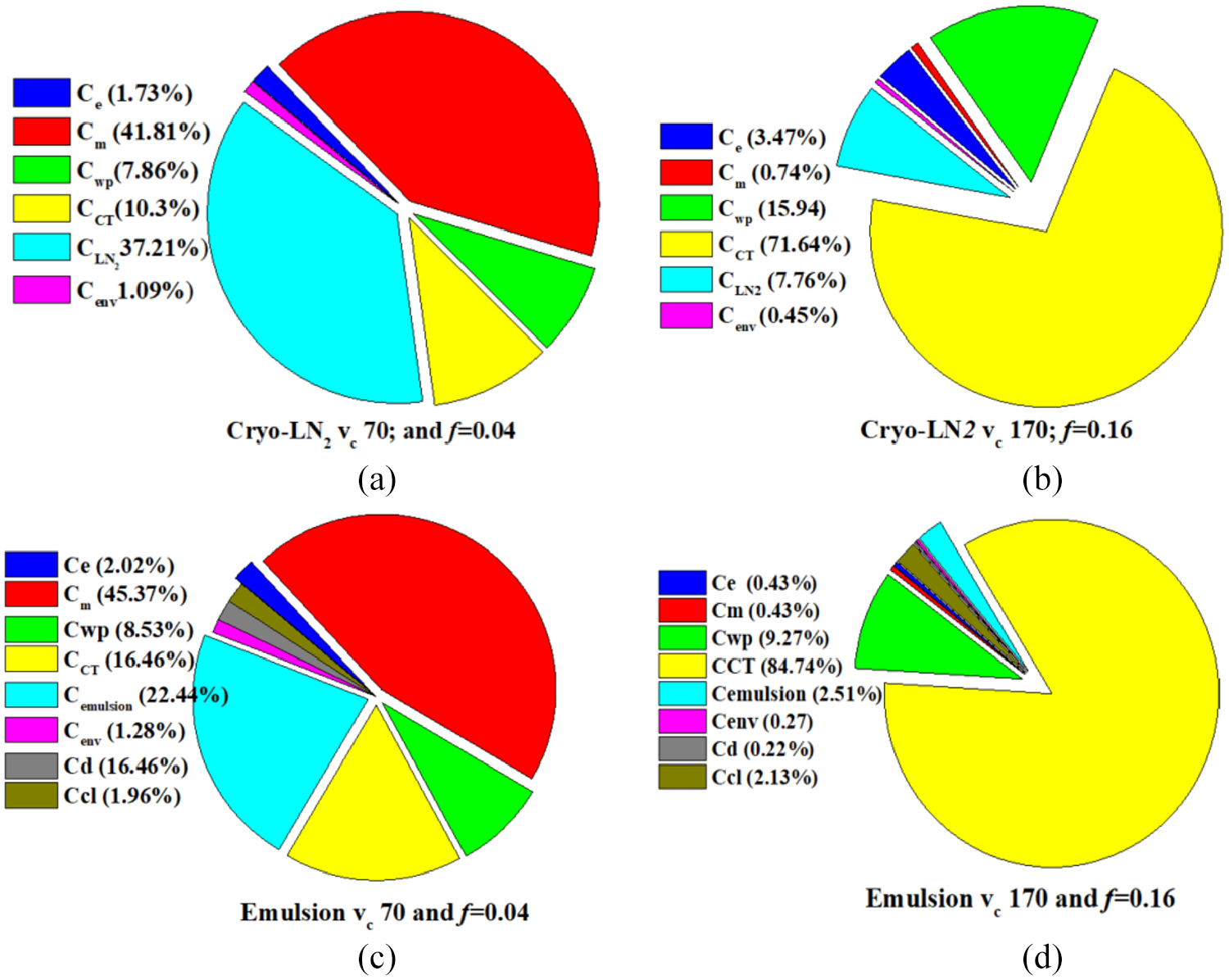
Production cost-shares at the lowest and highest cutting conditions. (a, b) Cryo-LN2 assisted machining (c, d) conventional emulsion assisted machining.
On the other side, in the case of Cryo-LN2 assisted machining, production cost at fix cutting speed values decreases as with the increase of feed rate. However, at cutting speed 170 m/min production cost increases just 1.4% at the highest feed values when compared with medium feed value. Overall, from lowest to medium cutting speed values, production cost decreases. However, from medium to highest cutting parameters, production cost increases drastically in the case of conventional emulsion assisted machining.
The maximum amount of liquid nitrogen was consumed at the lowest cutting speed and lowest feed rate, and it shares 37.21% of total production cost. However, in cases of emulsion assisted machining, emulsion costs only share 22.44% of the total production cost. Thus, at the lowest cutting condition, an 8.5% lower price was produced in the case of conventional emulsions. However, LN2-assisted machining produced lower-price parts for all remaining cutting conditions. In cases of combination of highest cutting speed and highest feed rate, LN2 assisted machining produced 70.9% low-price parts. In summary, it can be concluded from Figure 10 that Cryo-LN2 assisted machining is mainly suitable and economical for the highest cutting condition.
The cost shares for emulsion and LN2 assisted machining at the lowest, and the highest cutting conditions are plotted in Figure 11. The percentage contribution of direct and indirect resources and their variation from lowest to highest cutting parameters are shown in 2D pie charts (Figure 11(a)–(d)). In both cooling approaches, machining cost dominates and contributes nearly half of the total cost at the lowest cutting condition (Figure 11(a) and (c)). On the other hand, tool wear is sensitive to the application of aggressive cutting parameters. Thus, cutting tool life shares more than one-third of the production at the highest cutting condition (Figure 11(b) and (d)).
Overall comparison
The overall sustainability analysis of hard turning under two cooling approaches was also performed by developing a radar graph, as shown in Figure.12.
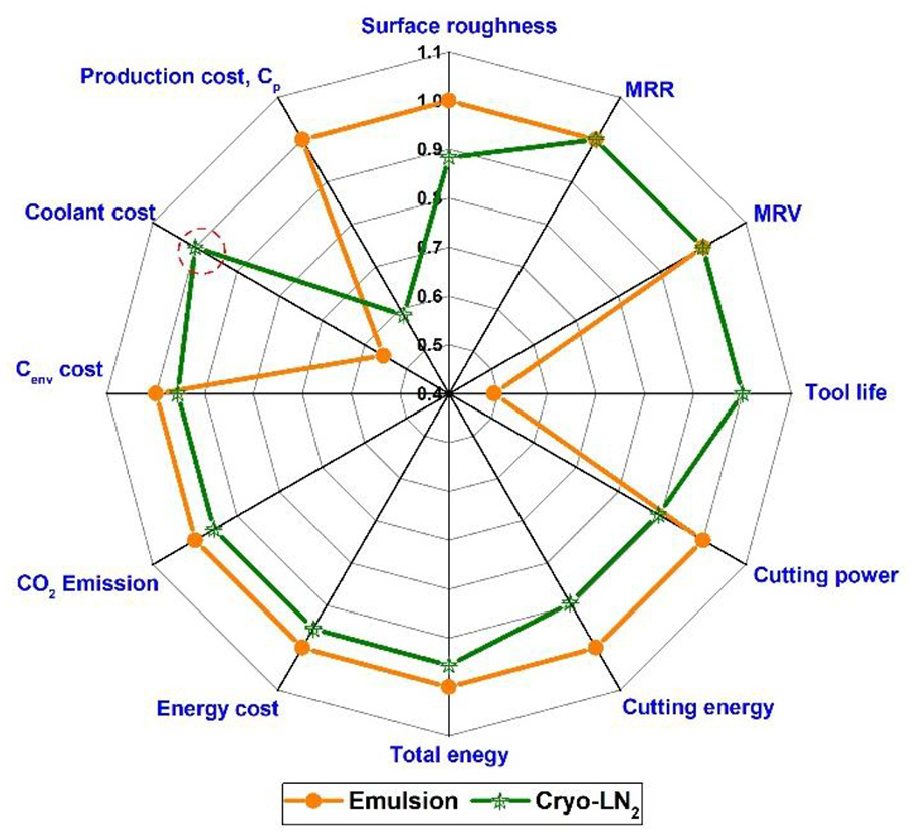
Overall comparison from power, energy, environment, and economic perspective (at highest cutting conditions).
Data for a total of twelve metrics were measured/calculated and then normalized to get the same scale. In the radar graph, all response data varied from 0 to 1 and 1 always does not the best response. Few responses, such as tool life, productivity, are desired as largest the best, so their maximum values are desired. On the other side, many machinability related metrics such as, surface roughness power consumption is always desired at least. At the highest cutting conditions, cryo-LN2 performed much better than emulsion assisted machining. In summary, from Figure 12, it can be seen that the overall sustainability of CryoMQL is very high.
Conclusion
Recently, machining cost and time-based empirical modeling have become an inevitable part of sustainable metrics assessment in the manufacturing industry. The present study investigated the performance of two cooling approaches from the perspective of sustainability. Two sets of experiments for both cooling approaches were conducted under the same cutting conditions. A new model for production cost estimation was proposed. Overall, this study deals with the assessment and comparison of surface quality, energy consumption, productivity, tool life production cost. The results are summarized below,
Results showed that the type of cooling medium significantly affects the cutting mechanism. Cryogenic-LN2 assisted sustainable machining process produced better surface quality at all cutting conditions.
Cutting time significantly affected the energy consumption, and Cryo-LN2 assisted machining consumed 9%∼18% less SEC as compared to the emulsion.
The application of Cryo-LN2 allows the cutting tool to cut 66.6% more length of the workpiece at aggressive cutting parameters.
Conventional emulsion showed excellent economics only at the lowest cutting parameters. However, Cryo-LN2 produced 70.9% low-priced parts as compared to the emulsion.
The results revealed that application of liquid nitrogen has good potential to increase productivity and reduce cost. However, LN2 assisted machining processes are only suitable at the highest cutting parameters.
Future recommendation
In this study, empirical models were developed for the assessment of energy emission and cost. However, there is a dire need to perform multi-objective optimization using heuristic techniques. The sustainable production of utilized resources, that is, emulsion and LN2 considering sustainable energy as input is out of the scope of the study and will be discussed in future research. In addition, experiments will be conducted to explore economic sustainability for the metal Chinese Manufacturing Industry (CMI). SEM-EDAX analysis for tool wear mechanism will also be investigated in the future study.
Footnotes
Appendix
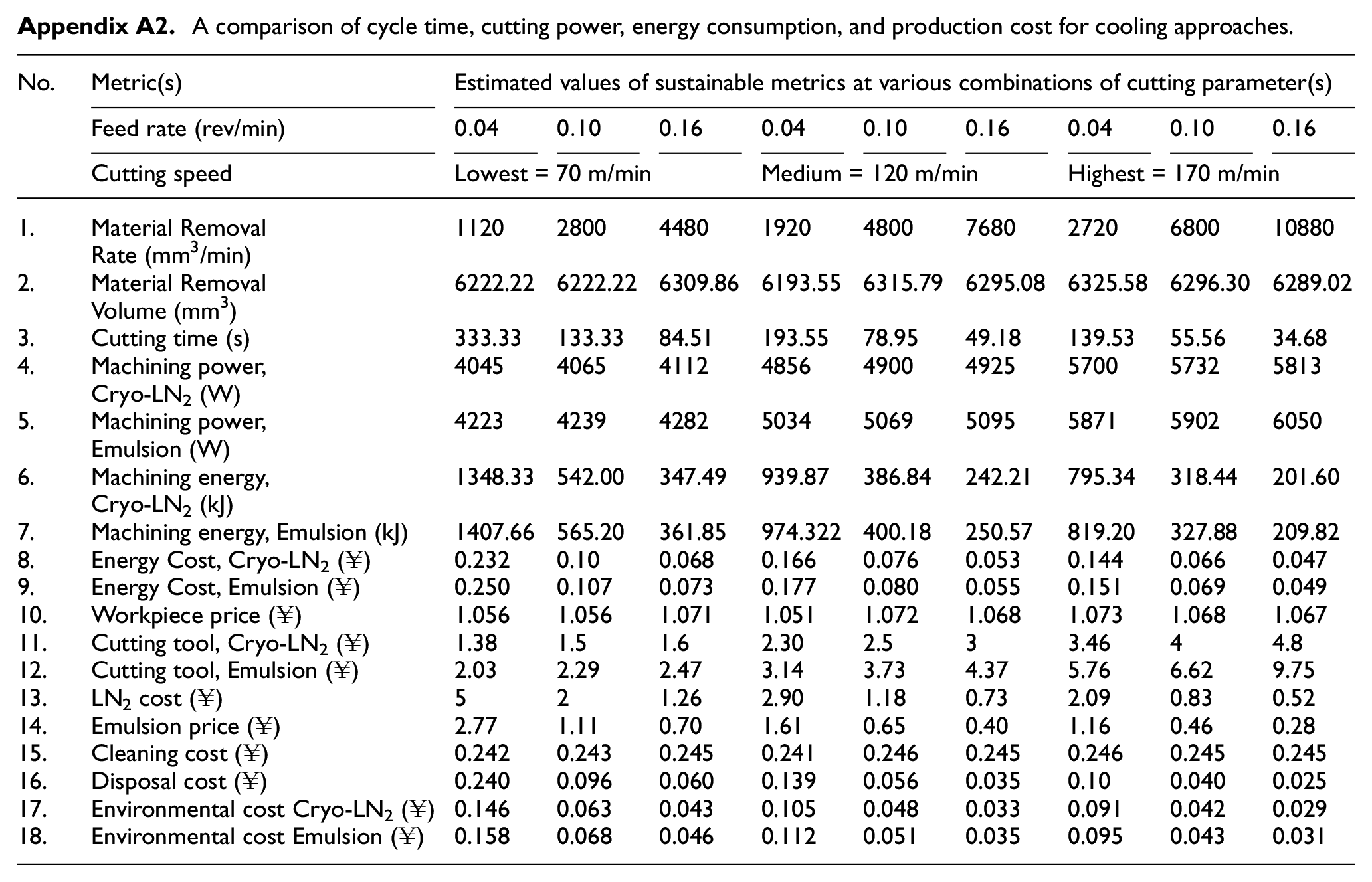
A comparison of cycle time, cutting power, energy consumption, and production cost for cooling approaches.
| No. | Metric(s) |
Estimated values of sustainable metrics at various combinations of cutting parameter(s) |
||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Feed rate (rev/min) |
|
|
|
|
|
|
|
|
|
|
| Cutting speed | Lowest = 70 m/min | Medium = 120 m/min | Highest = 170 m/min | |||||||
| 1. | Material Removal Rate (mm3/min) | 1120 | 2800 | 4480 | 1920 | 4800 | 7680 | 2720 | 6800 | 10880 |
| 2. | Material Removal Volume (mm3) | 6222.22 | 6222.22 | 6309.86 | 6193.55 | 6315.79 | 6295.08 | 6325.58 | 6296.30 | 6289.02 |
| 3. | Cutting time (s) | 333.33 | 133.33 | 84.51 | 193.55 | 78.95 | 49.18 | 139.53 | 55.56 | 34.68 |
| 4. | Machining power, Cryo-LN2 (W) | 4045 | 4065 | 4112 | 4856 | 4900 | 4925 | 5700 | 5732 | 5813 |
| 5. | Machining power, Emulsion (W) | 4223 | 4239 | 4282 | 5034 | 5069 | 5095 | 5871 | 5902 | 6050 |
| 6. | Machining energy, Cryo-LN2 (kJ) | 1348.33 | 542.00 | 347.49 | 939.87 | 386.84 | 242.21 | 795.34 | 318.44 | 201.60 |
| 7. | Machining energy, Emulsion (kJ) | 1407.66 | 565.20 | 361.85 | 974.322 | 400.18 | 250.57 | 819.20 | 327.88 | 209.82 |
| 8. | Energy Cost, Cryo-LN2 (¥) | 0.232 | 0.10 | 0.068 | 0.166 | 0.076 | 0.053 | 0.144 | 0.066 | 0.047 |
| 9. | Energy Cost, Emulsion (¥) | 0.250 | 0.107 | 0.073 | 0.177 | 0.080 | 0.055 | 0.151 | 0.069 | 0.049 |
| 10. | Workpiece price (¥) | 1.056 | 1.056 | 1.071 | 1.051 | 1.072 | 1.068 | 1.073 | 1.068 | 1.067 |
| 11. | Cutting tool, Cryo-LN2 (¥) | 1.38 | 1.5 | 1.6 | 2.30 | 2.5 | 3 | 3.46 | 4 | 4.8 |
| 12. | Cutting tool, Emulsion (¥) | 2.03 | 2.29 | 2.47 | 3.14 | 3.73 | 4.37 | 5.76 | 6.62 | 9.75 |
| 13. | LN2 cost (¥) | 5 | 2 | 1.26 | 2.90 | 1.18 | 0.73 | 2.09 | 0.83 | 0.52 |
| 14. | Emulsion price (¥) | 2.77 | 1.11 | 0.70 | 1.61 | 0.65 | 0.40 | 1.16 | 0.46 | 0.28 |
| 15. | Cleaning cost (¥) | 0.242 | 0.243 | 0.245 | 0.241 | 0.246 | 0.245 | 0.246 | 0.245 | 0.245 |
| 16. | Disposal cost (¥) | 0.240 | 0.096 | 0.060 | 0.139 | 0.056 | 0.035 | 0.10 | 0.040 | 0.025 |
| 17. | Environmental cost Cryo-LN2 (¥) | 0.146 | 0.063 | 0.043 | 0.105 | 0.048 | 0.033 | 0.091 | 0.042 | 0.029 |
| 18. | Environmental cost Emulsion (¥) | 0.158 | 0.068 | 0.046 | 0.112 | 0.051 | 0.035 | 0.095 | 0.043 | 0.031 |
Acknowledgements
The authors would like to acknowledge the efforts made by Prof Dr IS Jawahir of the University of Kentucky and Editor in Chief of “Machining Science of technology” for his valuable suggestion to improve the manuscript. We are thankful to the procurement department of Nanjing Dongmo Electromechanical Manufacturing Co., Ltd for providing cost-related data.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work is supported by National Key Research and Development Project (Grant No. 2018YFB2002202), and National Natural Science Foundation of China (No. U1601204).