
Abstract
Based on the necessity of a solid study on the orientation of liquid nitrogen jets in turning, this study investigates the specific cutting energy, surface roughness, chip morphology, chip–tool interface temperature, tool life, and wear of coated carbide tool under the single and duplex jets liquid nitrogen for congenial turning of a hard-to-cut superalloy (Ti-6Al-4V). The single jet was aimed at rake face, whereas the duplex jets were impinged at rake and flank surfaces, simultaneously. Results showed that the later coolant employment method ensured the most favorable machining characteristics, which can be accredited to the extreme cooling by liquid nitrogen jets, in terms of reduced specific cutting energy, temperature, roughness, and admittedly, an increased life of tools. The duplex liquid nitrogen jets prolonged tool life by 60% and 30% compared to dry and single jet assistance, respectively. However, no visible difference in chip formation has been noticed. In recapitulation, the duplex liquid nitrogen jets are established as sustainability promoter as—tool life is increased thus tool cost is reduced, required energy is lessened, temperature is pacified, surface quality is improved, and above all, favorable machinability of Ti-6Al-4V superalloy is attained.
Keywords
Introduction
The principle of clean production emphasizes on the neatness in any manufacturing processes. Especially in machining of metals and alloys, the neatness is absolutely compromised when conventional cutting fluids (liquid/oil) are utilized. 1 Notable problematic issues related to conventional fluids are fume, liquid splashing, after work cleaning of machine tool and work part, chemical reaction, and so on. Furthermore, different diseases such as skin problem, cancers, respiratory, and nasal problems are prominently identified in machine operator’s health by their long-term exposure to cutting fluids. 2 Although it is agreeable that such cooling and lubrication established favorable machining by providing effective heat removal, improved wear behavior and surface quality, the modern concept of clean production is emerging and forcing the management to adopt an eco-friendly clean production system. 3
Cryogenic cooling condition has been investigated in machining different soft and hard metals, refractory materials, difficult-to-cut superalloys, and so on, with a view to embrace this coolant technology in machining industries.4–9 Efficient cooling and lubrication along with higher value of heat transfer coefficient has made cryogenic environment as an appropriate alternative cooling mode. 10 Liquid nitrogen (LN2) gets evaporated when employed at the cutting zone by taking the energy from the hot surface interfaces. Consequently, the temperature of the chip–tool interface is reduced. According to the studies presented in literature, this temperature reduction by coolant is the prime cause of better machinability. 11 At the same time, benefits like clean and neat machining environment, removal of produced chips from cutting zone due to high pressure of cryogenic jet, no smoke or fume, and no oil or liquid cutting fluid spattered over the surfaces are attained by the application of cryogenic coolant. 12 In addition, the cost-related issue has been reported by Tirelli et al., 13 where it has been shown that cryogenic cooling incurs reduced cost than traditional wet cooling and improves tool life which eventually increases the machining productivity. For these reasons, cryogenic cooling by LN2 has presented itself as a tenable solution to conventional cutting fluids.
It is well established that the machining of superalloy is categorized as “difficult” due to their inherent special characteristics. Chemical reactivity, high temperature strength, low value of Young’s modulus, and low thermal conductivity are such rare but ominous properties.14,15 Surprisingly, some of these characteristics have made these materials so lucrative for high-performance engineering applications. Owing to this dual nature of Ti-6Al-4V superalloy, intensive care has to be given in its heat transfer characteristic and therefore cryogenic condition by liquefied nitrogen has been studied. It is mentionable that other cooling and lubricating methods such as high-pressure coolant,16–18 minimum quantity lubrication,19–21 and compressed cold air 22 assisted cutting are also likely to generate improved performances; however, total neatness is hardly achieved in those methods. Consequently, the application of cryogenic agent has been expected to overcome the shortcoming of low thermal conductivity of material by the extremely low temperature (–196 °C) of liquefied nitrogen induced cooling of hot cutting zone.
Dry condition is totally neat and most sustainable if the machining outcomes are favorable. Sun et al.,23–25 in three of their studies, have presented some aspects of dry machining of Ti-6Al-4V; in one study, they investigated tool wear and made its relation with cutting force; while in other two parts, presented effects of tool wear development and failure modes of tool on the chip formation. Al-Ghamdi et al. 4 developed a fuzzy model and comparably investigated the machining performances per se cutting force, tool wear, and specific cutting energy under hybrid cooling and lubricating condition (MQL and cryogenic cooling) in machining steel and Ti alloy. Another comparative study is reported by Gupta and Sood, 15 in which the Inconel 800 and Titanium II alloys were machined under dry and MQL conditions, and the cutting forces, tool wear, surface roughness, and chip evolution were studied and statistical analysis was performed for the output parameters. Other studies of MQL-assisted machining of Ti alloy were reported by Liu et al., 26 wherein the cutting force and temperature are evaluated in end milling; and by Rahim and Sasahara 27 who have studied drilling operation and presented the results of surface integrity and tool wear.
Apart from clean aspects of machining, the process requires to be sustainable. This can be performed by several ways: by employing a technique that improves the performance of a system, like prolongation of tool life in turning; generates superior quality so that the rejection rate (waste) of machined product is reduced; required energy is minimized for unit amount of material removal. Studies those concentrated in these issues have found fruitful results. For instance, Shokrani et al. 28 investigated the specific cutting energy, surface quality, power consumption, and tool life in milling of aerospace grade Ti superalloy. Based on the studied cutting environments, the cryogenic condition has revealed the best machinability. Sun et al. 22 performed a study to evaluate the cutting force and tool wear in turning of Ti-6Al-4V when cryogenic jet was used. The outcomes showed that the reduced chip–tool contact and effective cooling had revealed favorable machining. Yuan et al. 29 conducted an experimental study in machining Ti-6Al-4V alloy under the cutting environments such as dry, MQL, and MQL mixed with cold air by varying the temperature of the cold air. The performance was measured by tool life and wear, surface quality, chip formation mechanism, and cutting force. Significant influence of air temperature on machining performance characteristics has been reported. Mia et al. 9 studied surface roughness and cutting forces under the cryogenic conditions applied at the rake and flank faces of the cutting tool; the study was mainly concerned with the performance modeling of outputs rather than experimental investigation and the study lacks in comparison of the used jets with other jet or with that of dry condition.
In the aforementioned studies, different machining performances have been assessed in respect of various quality indices. In most of them, single jet cryogenic cooling was employed; few studies were conducted using double cryogenic jets. Furthermore, the studies do not clearly message the difference in the consumption of cryogenic fluid. In other words, if the duplex jets divulge better machining performances, then is it due to the extra consumption of cryogenic agent. Finally, few works have concentrated on the turning process of Ti-6Al-4V. On the other side, energy utilization and saving have become two of the most significant research topics of sustainable manufacturing in recent years. Albeit few studies30,31 have presented specific energy utilization in machining of different materials, the study of energy for Ti-6Al-4V under cryogenic atmosphere seems missing and requires severe attention. Thereby, this study has focused on the energy requirement. As outcome of this study, a sustainable cooling technique is expected for machining a hard-to-cut superalloy.
Motivation and objectives of this work
Based on the literature works, to a researcher or an industrial practitioner, some of the issues remain unanswered: for instances, the number and orientation of the LN2 jet; the benefits of using different jets of cryogenic cooling in turning Ti-6Al-4V; ability of cryogenic cooling as a sustainability promoter in processing of Ti-6Al-4V; gain of tool life due to the change in the number of cryogenic jets; saving of cutting energy using cryogenic jets; behavior of chip under super-chilled cryogenic jet/jets; alteration of surface finish by these cryogenic conditions; and required trade-offs for above benefits. To suitably answer the above queries, this study is accomplished. The study concentrates on the behavior of specific cutting energy, chip–tool interface temperature, surface roughness parameter, tool wear and tool life, and chip morphology with respect to the cutting speed, feed rate, and cutting conditions. The cutting conditions are categorized as dry, single jet cryogenic LN2 at the rake surface, duplex jets cryogenic LN2 at the rake and flank faces simultaneously.
Experimental conditions
In this study, the subject material was Ti-6Al-4V of which chemical composition is listed in Table 1. The reason of choosing this material herein is its wide acceptability in aerospace, turbine, and biomedical industries due to its superlative properties. However, it has some properties which make this material very difficult-to-process. For decades, the researchers are trying to seek the right way of processing this material. In continuation of this ongoing effort, this material has been studied here with an aim to find a sustainable processing method so that this material is congenially and economically machined. The turning operations have been conducted in a powered center lathe (China, Power 7.5 kW) at different cutting speeds and feed rates. The machining variables are listed in Table 2. Also, see Appendix 1 for other notations. The cutting conditions (machining environments) were chosen as dry cutting and cryogenic-assisted cutting. The cryogenic environment was further divided into two categories, that is, single jet and duplex jets. Note that, when single jet is used, the cryogenic LN2 was applied at the rake surface (chip–tool interface) of the tool insert while the duplex jets were employed at the rake (chip–tool interface) and flank (tool–workpiece interface) surfaces simultaneously. The used tool was coated cemented carbide insert with ISO specification SNMG 120408. This tool had square shape with both the clearance and rake angle of 0° and adorned with chip breaker in both sides of tool; other parameters are as follows: effective cutting edge length of 11.91 mm, tool insert thickness of 4.76 mm, and nose radius of 0.8 mm. The coating material was TiCN/Al2O3/TiN over cemented carbide. The prime cause of selecting this tool was its superior performance in respect of tool wear and tool life, thermal stability, and ability to generate smoother surface.32,33
Chemical composition of Ti-6Al-4V.

Investigated factors with levels.

The experimental setup is shown in Figure 1. The LN2 (–196 °C) was delivered at pressure 50 bar from cryogenic Dewar to the cutting zone in two ways. First, at the rake face of insert using simple external nozzle of internal diameter 1.0 mm. Second, using a specially designed nozzle, as shown in Figure 2, with two openings – each with diameter 0.5 mm, one opening aiming at rake face, and another opening focused at the flank face. Note that in case of duplex jets, the amount of delivered LN2 remains same as used by single jet as the pressure is unaltered (50 bar); however, the delivery pipe of Dewar instead of impinging to cutting zone, connected to the input of the specially designed nozzle and thereafter the LN2 stream is divided into two jets and implemented to the rake and flank surfaces. In doing so, the amount of used LN2 for duplex jets remains same as the used LN2 of single jet.
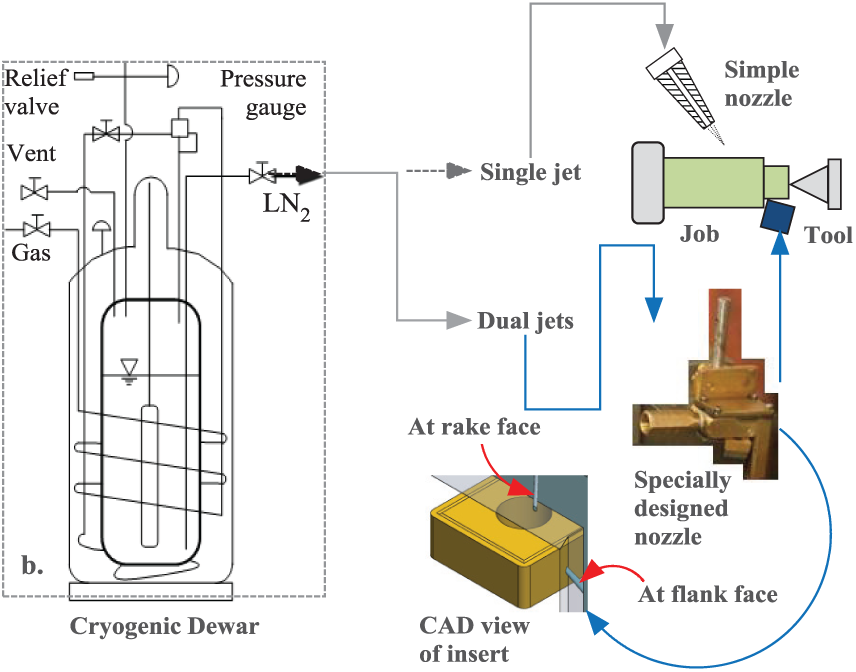
Experimental setup.
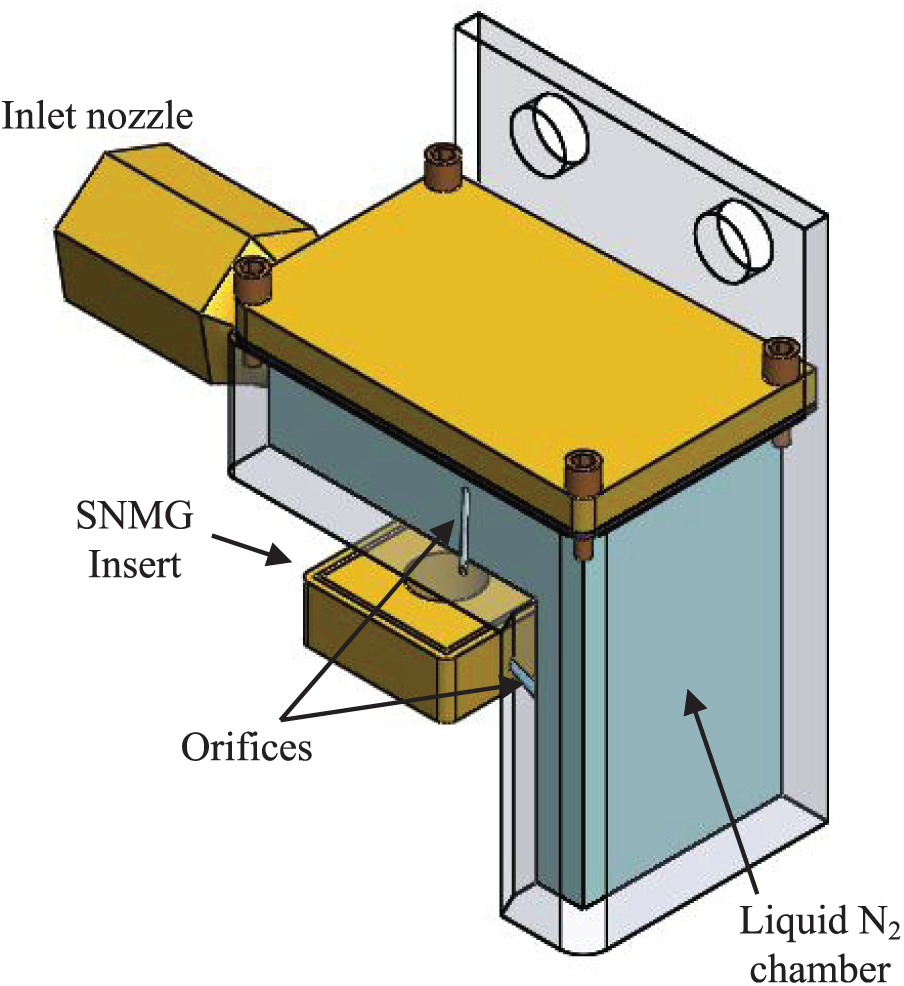
CAD view of the specially designed nozzle for dual cryogenic jets application.
The chip–tool interface temperature has been measured using tool–work thermocouple technique. 16 The setup is shown in Figure 3. Prior to using this tool–work thermocouple, a proper calibration has been conducted. In doing so, the material pair of workpiece and tool formed the junctions of thermocouple. These materials were Ti-6Al-4V and tungsten carbide (WC) insert. In addition, an extended carbide rod was used to eliminate the possibility of parasitic electromotive force (EMF) generation. Then, a graphite block attached with porcelain tube was taken as the heat sink. The graphite block was heated electrically and its temperature was measured by a K-type thermocouple (Eurotherm, UK). At the same time, the generated EMF in tool–work thermocouple was read by a digital multi-meter (Rish Multi, India).
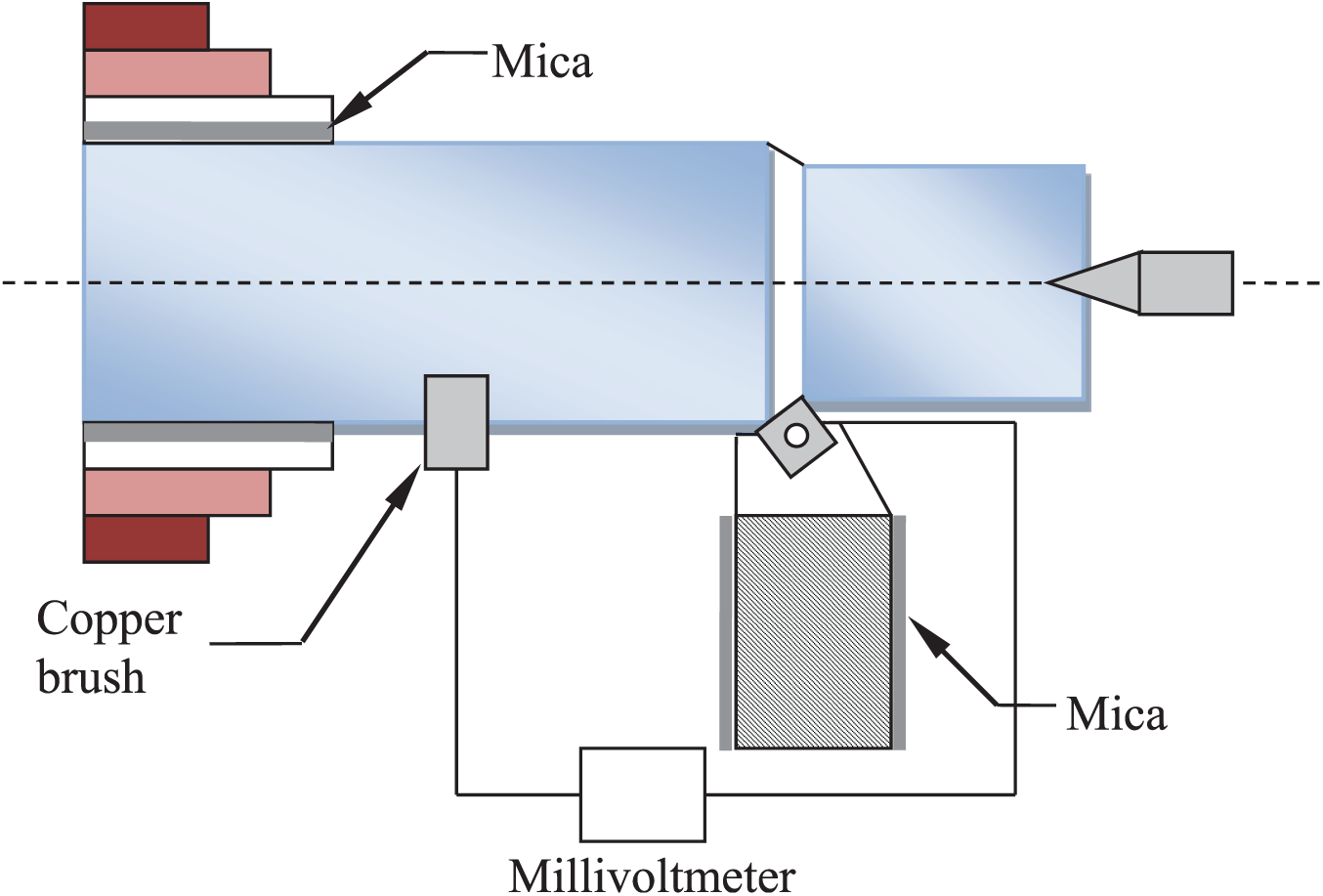
Setup of tool–work thermocouple.
Based on these two readings, a graphical plot is constructed to determine the coherence of EMF and temperature as can be visualized in Figure 4. In this linear relation, the correlation coefficient has been found as 0.9995 which justifies the adequacy and reliability of the developed tool–work thermocouple which was put into function later in this study.
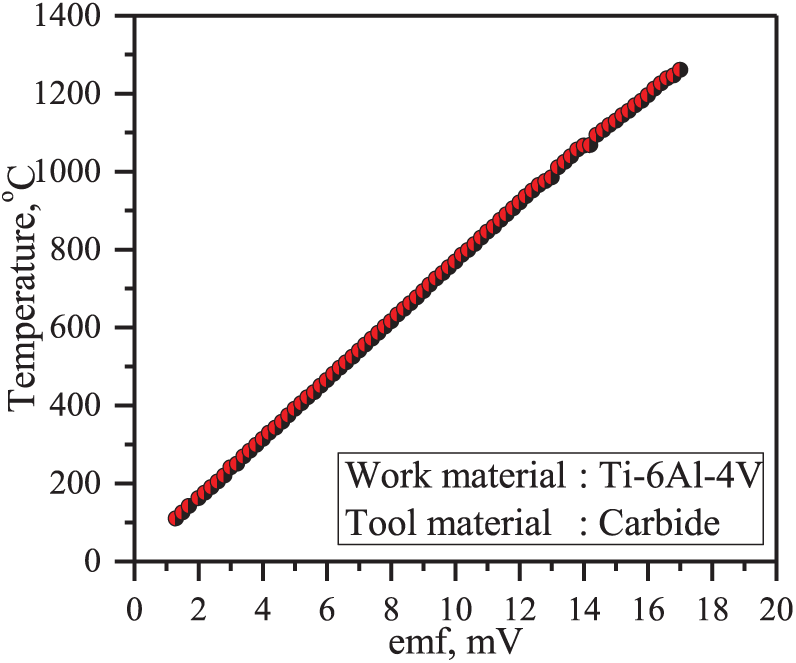
Relation of temperature and electromotive force.
Surface roughness parameters notably represent the surface finish quality of a machined part. Out of many used roughness parameters, the average surface roughness parameter (Ra) is the oldest and mostly used. According to EN ISO 4287, Ra represents the arithmetical average (mean) of the surface profile deviations, taken in absolute value, with respect to the mean line of the accounted roughness profile. The values of Ra were measured using a Talysurf (Surtronic 3+) roughness tester; sampling length was 0.8 mm. The cutting force was measured using a three-dimensional (3D) dynamometer (Kistler) which was equipped with a load cell and automatic data acquisition device. The specific cutting energy was then computed from cutting force and cutting parameters using equation (1) 34

where Pz is the main cutting force (N), f is the feed rate (mm/rev), and ap represents the depth of cut (mm).
The amount of flank wear was observed using an optical microscope (Carl Zeiss, Germany) and quantified by the attached precision micrometer; whereas the pattern of wear was scrutinized by taking scanning electron microscopic (SEM) images (Philips XL 30, Belgium). The images of machined chips were captured by a digital camera. The presented responses (cutting force, cutting temperature, surface roughness, and amount of tool wear), while measured, have been collected in three times and afterward the mean of these three readings was calculated and used thereafter in the subsequent graphical analysis and other examinations.
Results and discussion
Conventionally, in the commercial application, the Ti-6Al-4V alloy is machined under the delivery of liquid coolant at a low pressure and the cutting area is flooded; it has been believed that doing so an effective heat removal is achievable. Nonetheless, it has been reported mostly ineffective by many researchers;14,35,36 urging the necessity of alternative cooling strategies. In this respect, cryogenic-assisted machining has been conducted and the obtained results of this study have been presented here in this section under different sub-sections. Furthermore, the findings of cryogenic condition assisted machining have been compared with the results of conventional flood cutting of literature.
Specific cutting energy
One of the objectives of today’s sustainable manufacturing is the reduction of required cutting energy. The specific cutting energy is defined by the amount of energy required for the removal of unit volume of work material. Researcher has found that the cutting energy and power consumption are explicitly defined by the generated forces in machining. 37 It has been reported that cutting force is extensively dependent on the cooling and lubrication conditions. 20 Figure 5 shows that the specific cutting energy is found to show a downward trend with the progression of cutting speed for all the feed rates and cutting conditions. The increased cutting speed is associated with reduced coefficient of friction and therefore divulged lower cutting forces. If interpreted differently, the increased cutting speed, that is, increased kinetic energy is converted into thermal energy upon impacting of tool with work material, precipitating a higher temperature that creates local softening phenomenon. Presumably, locally softened part of material requires lower machining force compared to its harder state. According to equation (1), the lower cutting force is associated with lower specific cutting energy, provided other parameters remain identical. Consequently, the specific cutting energy is decreased with increased cutting speed.
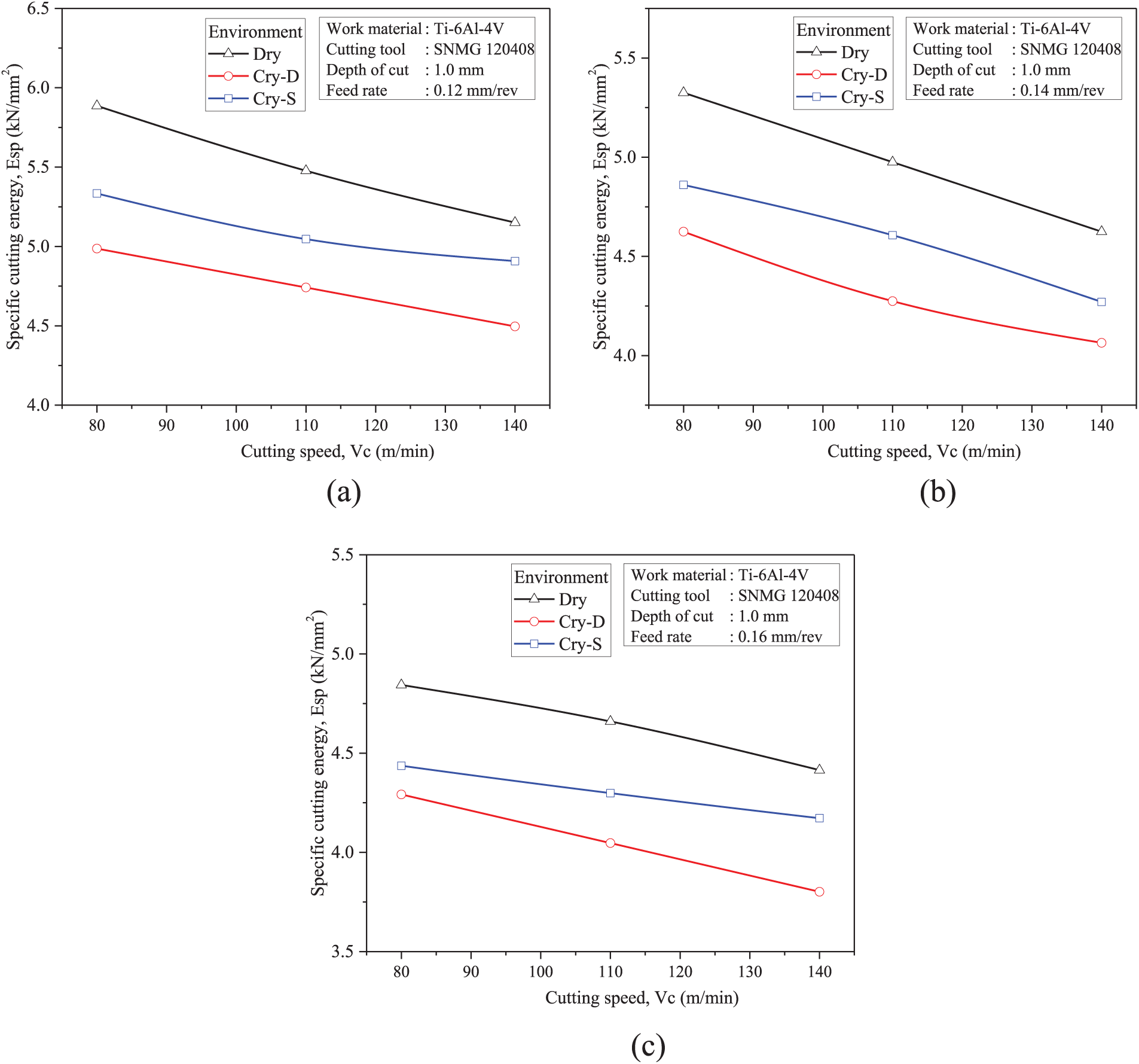
Effect of cutting speed on specific cutting energy at feed rate of (a) 0.12 mm/rev, (b) 0.14 mm/rev, and (c) 0.16 mm/rev.
On the other side, the employment of cryogenic cooling reduced the cutting energy requirement in two steps; first, by the application of single jet cryogenic coolant and second, by the duplex cryogenic jets which are capable of reducing the cutting energy more than the reduction achieved by the single jet. These reductions are attributed to the reduction in cutting force. The reduction of cutting force by cryogenic jet is verified in the works conducted by many researchers.12,22,29 This is credited to the lubrication effect of cryogenic LN2 at the chip–tool interface and tool–work interface. The required specific cutting energy is highest at the dry cutting irrespective of feed rate. The softening effect creates the stickiness of the Ti alloy due to its low heat transfer characteristic during turning. Because of this, higher cutting forces are required thus higher cutting energy is consumed. When the cryogenic coolant is applied as form of single jet, only the rake surface is cooled, whereas the double jets of cryogenic LN2 further decreased the temperature of flank surface. In addition, the effective penetration of LN2 to the interfaces creates lubrication. Swaying of produced chips by the pressure of cryogenic jets from the rake and flank faces also acts in reducing the forces. Therefore, the higher cutting speed and duplex jets of LN2 reveal a lower specific cutting energy.
The behavior of mean specific cutting energy is shown in Figure 6. With increasing cutting speed and feed rate, the mean specific cutting energy reduces. At the similar fashion, due to effective cooling and lubrication, the cryogenic coolant with single jet and cryogenic coolant with duplex jets reduces the specific energy as well. This result is in good agreement with the outcomes of the work performed by Shokrani et al. 28 Moreover, low cutting speed and feed rate are likely to induce low material removal rate and thus hinder higher productivity, and at the same time, consume high cutting energy. All these surge against sustainability. Therefore, to achieve sustainability, higher cutting speed and feed rate must be practiced for greater material removal rate. 38
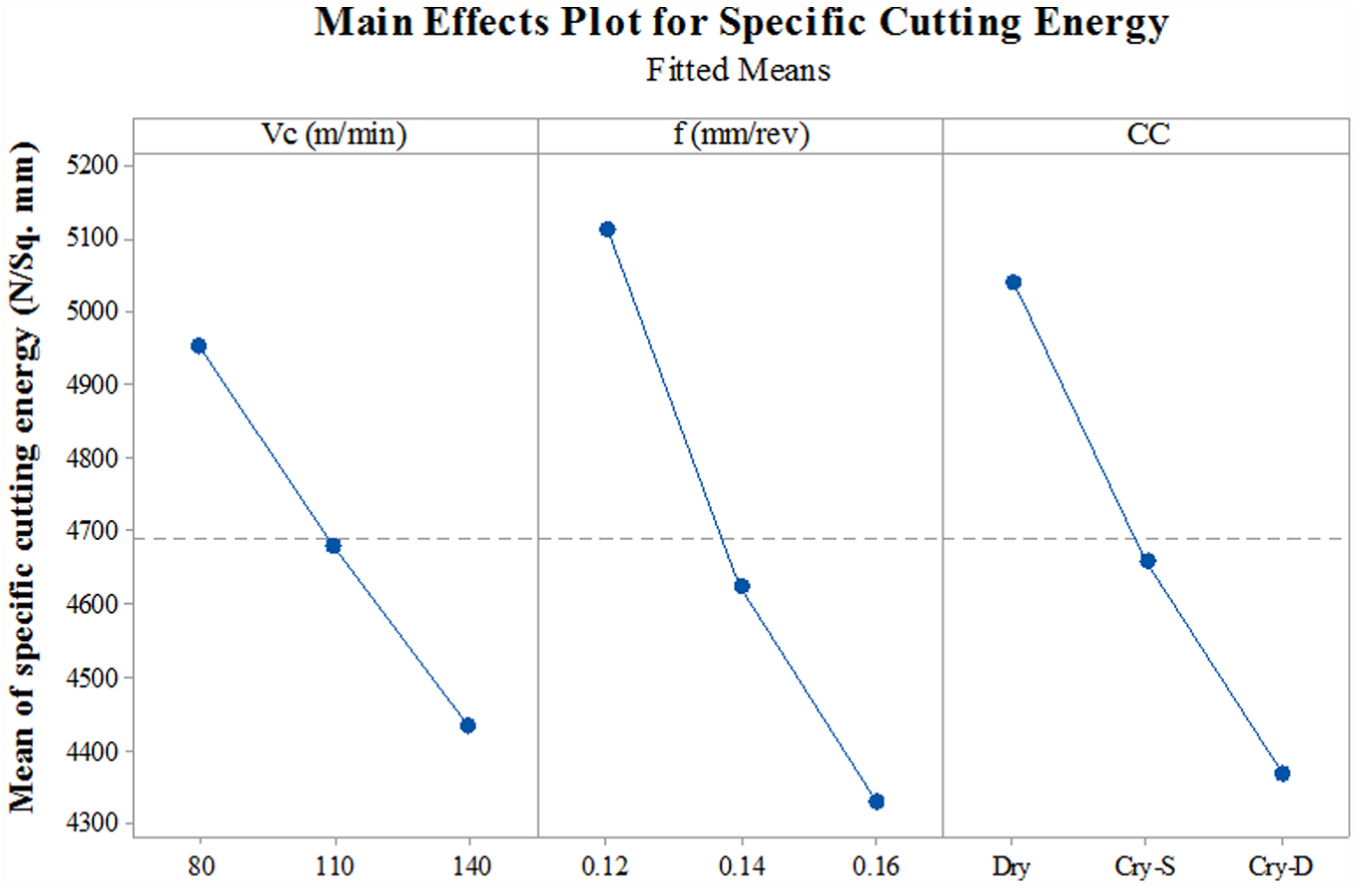
Variation of specific cutting energy with different factor levels.
Dhananchezian and Kumar 39 reported 38% reduction of cutting force in cryogenic condition compared to wet cooling condition. Similarly, Strano et al. 40 claimed that all components of cutting forces reduced due to the effective lubrication created by cryogenic nitrogen than the water–oil flood coolant. Jerold and Kumar 41 showed that the cutting force was reduced by 9%–22% compared to wet cooling using cryogenic condition. One can see that in all cases the cryogenic condition reduced cutting forces than the wet condition, that is, it reduced the consumption of specific cutting energy. Likewise, in this study, the cryogenic condition provided a lower energy consumption than dry cutting.
Chip–tool interface temperature
In machining process, the thermal attitude primarily depends on the cutting speed and feed rate, and secondarily, on the friction behavior. Therefore, the produced heat energy, which has been longed to be minimized, directly affects the chip–tool interface temperature. Moreover, the performance of the cutting tool got affected by the elevated temperature profile of the cutting zone; subsequently, this poor performance impacts the machining economy. An efficient cooling is thereby desired for higher tool life and improved surface quality. In this regard, the ways of achieving efficient cooling are investigated. It is reported that the orientation of LN2 jet(s) predominantly determines the cooling effectiveness during machining. 42 Thence, the single and duplex jets were used to investigate the chip–tool interface temperature.
Figure 7 shows that the chip–tool interface temperature is increased by an increase in cutting speed at different feed rates. To be specific, in Figure 7(a), the uprising of temperature with increasing cutting speed at 0.12 mm/rev feed rate is shown; likewise, Figure 7(b) and (c) is for 0.14 and 0.16 mm/rev feed rate, respectively. Examination of Figure 7(a) reveals that the chip–tool interface temperature of dry and cryogenic duplex jets assisted machining forms a bi-concave profile with respect to the mid-straight line of cryogenic single jet aided turning. It can also be seen that at cutting speed of 110 m/min the application of cryogenic coolant insignificantly reduces the temperature wherein the reduction in temperature at the lower and higher cutting speeds are appreciable. This reduction of temperature is possibly due to an effective cooling created by the capillary action of the LN2 jet via proper penetration to the interface. 42 Moreover, this behavior of disparity of the chip–tool interface temperature, at different cutting speeds, at different degrees may be imputed to the instantaneous chip–tool contact length. It is reported that the cutting velocity influences the chip–tool contact length. 43 Further dependence of chip–tool contact length is at effective shear angle which in turn depends on the chip formation mechanism. As, during machining, it is really unlikely to predict the exact type and form of chips, the machining in this study at cutting speed 80–110–140 m/min therefore may cause the fluctuation of the contact length and thus the chip–tool interface temperature. In the second case, that is, turning at 0.14 mm/rev feed rate (Figure 7(b)), the chip–tool interface temperature has increased with the progression of cutting speed for all three cutting conditions. Nevertheless, the duplex jets of LN2 significantly reduced the cutting temperature compared to the single jet of LN2. This can be attributed to the fact that duplex jets LN2 reduce the temperature, from the rake as well as from flank surface, in a more effective manner. This means that the impinged LN2, having a significantly low temperature (–196 °C), at the rake surface (between chip and tool) mollifies the generated chip–tool interface temperature (or cutting temperature), thereby ensuring a thermal congeniality. It is understandable that the LN2, at the moment of releasing from highly pressurized Dewar to ambient, expands and evaporates by absorbing the latent heat of evaporation from the hot surface (here, the chip surface and tool rake surface); ultimately, it reduces the temperature of rake surface. Admittedly, this phenomenon is rightly delineated for single jet LN2 exposed at rake surface; while, another jet focused at the tool–work interface experiences similar physics. Consequently, the heat removal is chiefly from rake surface only in case of single LN2 jet; and, from rake and flank surfaces when duplex jets are used. In sum, the cutting zone of a used tool under duplex jets experienced higher heat removal; therefore, the lower temperature is achieved compared to single jet of LN2. With the increase in cutting speed, this reduction becomes more significant. Finally, when Ti-6Al-4V is machined at the highest feed rate as shown in Figure 7(c), the behavior of chip–tool interface is similar to the behavior found at 0.14 mm/rev feed rate except that the effect of cryogenic cooling by duplex jets deems outstanding in respect of temperature reduction. Remarkably, this reduction is highest at the highest cutting speed. In other words, the interface temperature progressed steadily with cutting speed under duplex jets as if the slope of temperature curve at higher speed is close to zero.
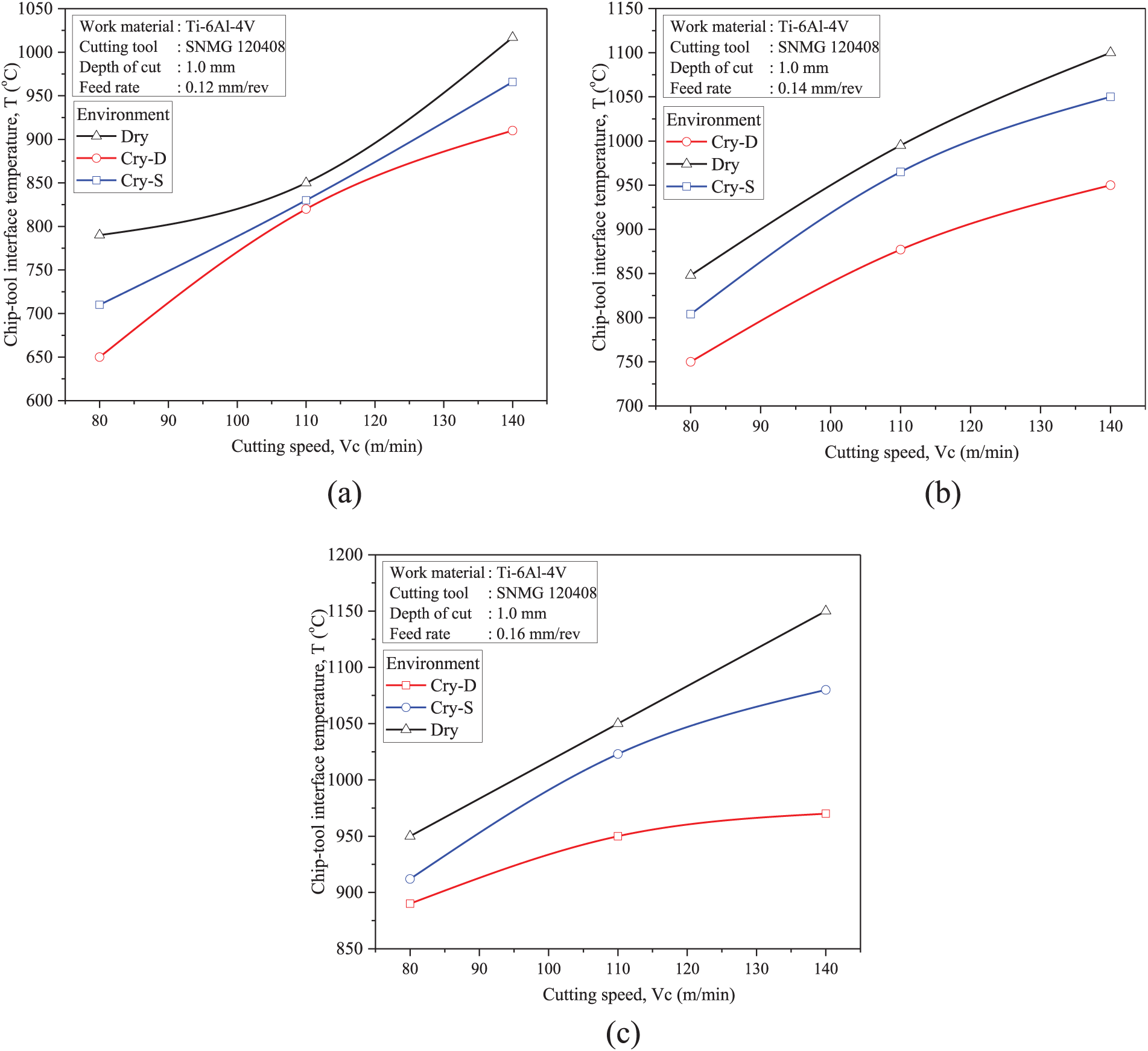
Effect of cutting speed on chip–tool interface temperature at feed rate of (a) 0.12 mm/rev, (b) 0.14 mm/rev, and (c) 0.16 mm/rev.
The increase in chip–tool interface temperature with cutting speed is accredited to the extended chip–tool contact region produced by the expedited tool wear at higher speed. The greater exposed contact area was responsible for increased friction, thus temperature. However, the cryogenic jets applied at the rake and flank faces during turning reduce the friction coefficient of chip and tool to 0.22 from 0.42. 14 This reduction of frictional coefficient may be attributed to the evaporation of LN2 to gas which inevitably happens when the LN2 comes to low-pressure atmosphere from high pressure (inside Dewar). Furthermore, an increased feed rate means more material deformation by chip formation and straining. These effects increase the chip–tool interface temperature too.
Figure 8 illustrates the behavior of the mean of chip–tool interface temperature with respect to the exploited variables. It is noticeable that the mean temperature increases with an increase in cutting speed and feed rate. On the contrary, the mean temperature is reduced gradually when the cryogenic coolant is applied separately as single jet and duplex jets. Therefore, the lowest feed rate and cutting speed are likely to provide the lowest chip–tool interface temperature. However, if this is practiced then the productivity will be compromised due to lower material removal rate. Consequently, the implementation of coolant has become inevitable to lessen the cutting temperature so that a higher cutting speed and feed rate are practiced to boost up the productivity. This objective is achieved by employing the cryogenic coolant as can be seen from Figure 8 as the cryogenic cooling not only possess significantly low temperature (–196 °C) but also it has a higher heat transfer coefficient. 44 In a different context, the low chip–tool interface temperature is desired for prolonged tool life. Hence, cryogenic-assisted machining is expected to prolong the tool life if the temperature is controlled effectively. The effect of cryogenic cooling on tool life and tool wear is described under sections “Tool life” and “Tool wear” in detail.
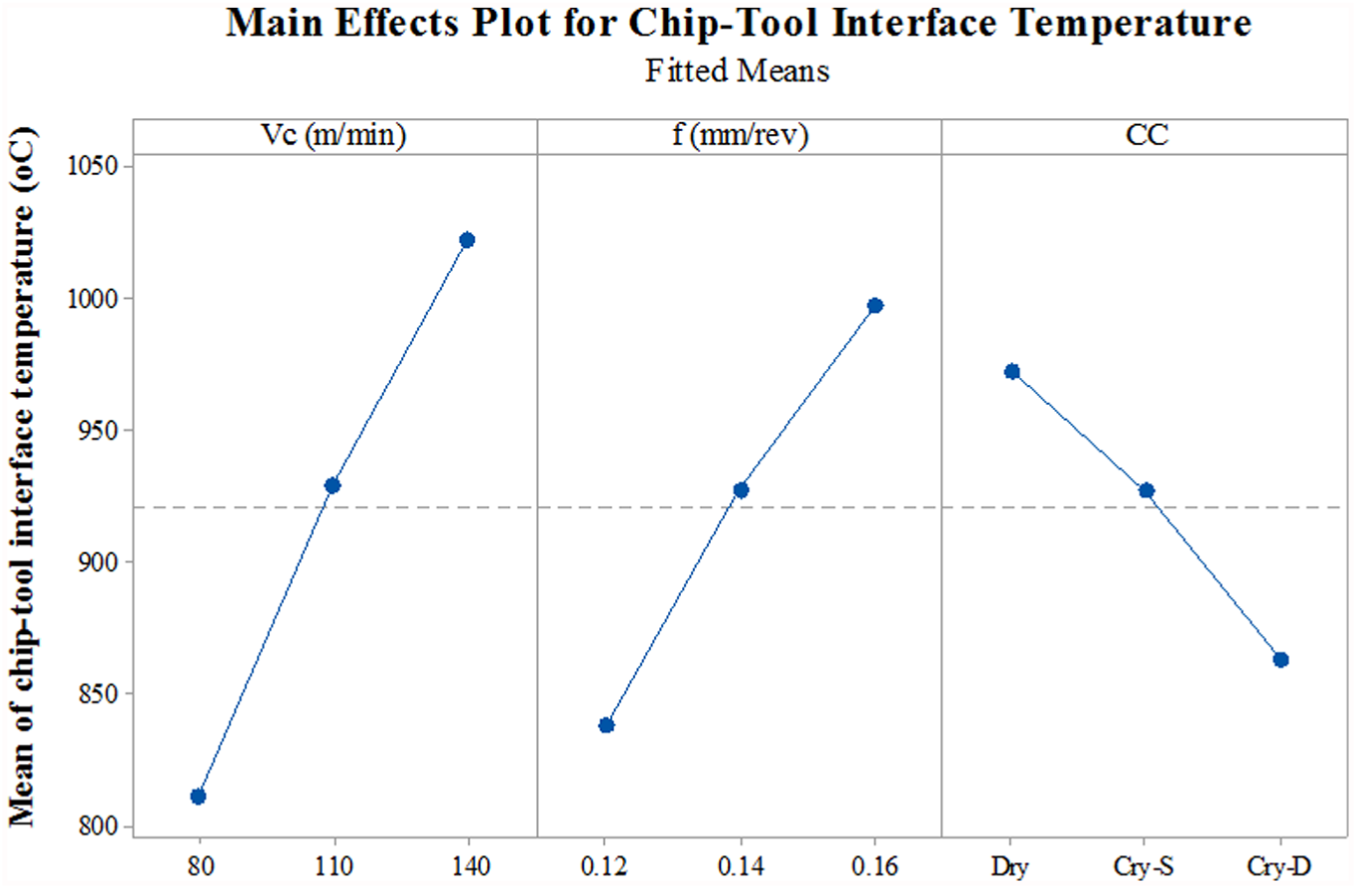
Variation of chip–tool interface temperature with different factor levels.
From literature, it is appreciable that the traditional flood cooling is unlikely to bring the best machining performance due to the ineffective cooling by flood cooling. Some researchers have pointed out this ineffectiveness and presented superiority of cryogenic cooling than wet cooling; for instance, Dhananchezian and Kumar 39 claimed 62% and Jerold and Kumar 41 reported 47% reduction of cutting temperature using cryogenic cooling over conventional wet cooling. The results of this study have also reported the reduction of cutting temperature by the use of single jet cryogenic cooling and duplex jets cryogenic cooling, provided the duplex jets have reduced the temperature in greater quantity due to the simultaneous cooling of rake and flank surfaces of tool.
Surface roughness
The quality of a machined product directly influences the sustainability and cost of production of a manufacturing process. For instance, a rejected product has consumed resources like material, tool, machine power, and human hour, just like an accepted product consumed. This rejected part is recorded as waste and any waste is an obstruction to achieve sustainability. 38 Therefore, during the production process, corrective measures need to be practiced so that the waste of this type is reduced and, at best, eliminated. The high temperature in machining and its detrimental consequence on the product quality have been reported by researchers. Effective and efficient cooling and lubrication practice is required for better surface quality. In this respect, the average surface roughness parameter which defines the performance of a product in any critical engineering application has been studied herein.
Figure 9 depicts the average surface roughness parameter with respect to cutting speed, constructed at different feed rates. Overall, the surface roughness parameter is found to decrease with the increase in cutting speed except at few points. This is valid for all three cutting conditions, that is, dry, cryogenic with single coolant jet, and cryogenic with duplex coolant jets. Figure 9(a), a depiction of surface roughness when Ti-6Al-4V is machined at a feed rate of 0.12 mm/rev, shows that the surface roughness at dry cutting forms a concave shape. In this case, from cutting speed 80 to 110 m/min the surface roughness decreased and then from 110 to 140 m/min, the surface roughness slightly increased. This slight increase, though unexpected, may be attributed to the increased machine vibration during high speed cutting (vc > 100 m/min). A similar curve is appreciated when cryogenic condition is created by single jet of LN2. However, the cryogenic with duplex jets (one at rake face, another at flank face of tool) lowered the surface roughness compared to other two cutting conditions. In addition, the surface roughness maintained a consistent negative slope with increasing cutting speed. Figure 9(b) shows that the surface roughness decreases with the increment of cutting speed and at this feed rate (0.14 mm/rev), all curves are leaning almost linearly. Compared to 0.12 mm/rev feed rate, the influence of duplex jets is more prominent as decrement of surface roughness is higher at 0.14 mm/rev feed rate. At last, in Figure 9(c), when machined at a feed rate of 0.16 mm/rev, the pattern of surface roughness is similar to the pattern found while machining at 0.12 mm/rev feed rate. However, for all cutting conditions, the highest cutting speed produced the lowest surface roughness. This is attributed to the lower chance of BUE formation and improved tribological behavior based on reduced value of the coefficient of friction. Moreover, a higher cutting speed is associated with less chatter of machine tool. In all three plots, the duplex jets impacted at consistent rate in reducing the surface roughness. In other words, the change in roughness value when the cutting speed is changed from 80 to 110 m/min is almost equal to the change in roughness occurred when the cutting speed is shifted from 110 to 140 m/min. It is mentionable that this consistent alteration is not evident in other cutting conditions and this strongly supports the uniform cooling ability of dual cryogenic jets.
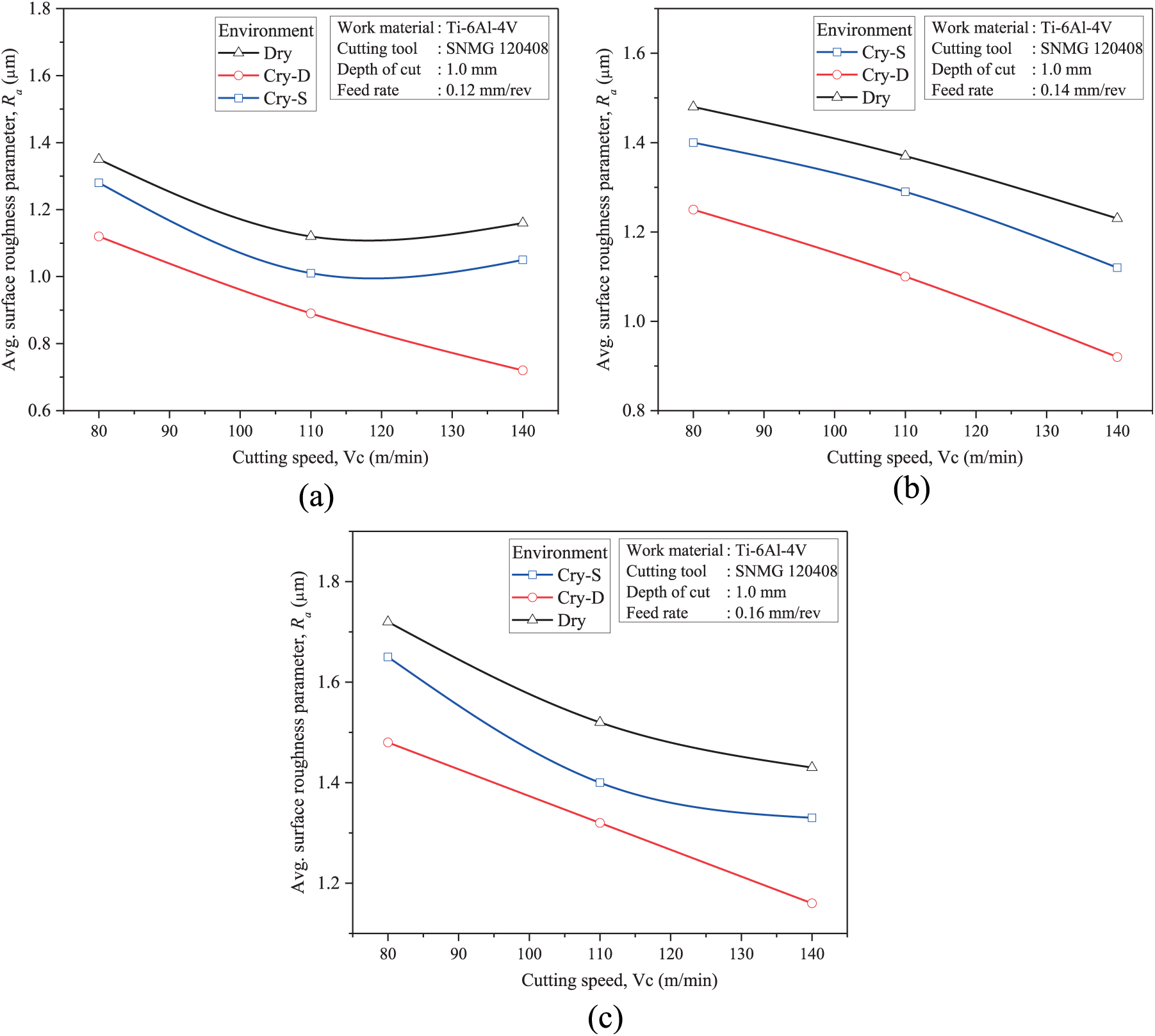
Effect of cutting speed on average surface roughness parameter (Ra) at feed rate of (a) 0.12 mm/rev, (b) 0.14 mm/rev, and (c) 0.16 mm/rev.
Figure 10 illustrates the behavior of mean of average surface roughness parameter at different levels of studied variables. The mean surface roughness is found to decrease with the increase in the cutting speed. On the other side, the increment in feed rate produces higher surface roughness. This is in good agreement with the theoretical relation of roughness with feed rate (Raα f 2 ) in turning for a constant nose radius of tool. 16 Cryogenic cooling application reduces the surface roughness; this has been reported by other researchers too.12,45 Consequently, the lowest feed rate, that is, 0.12 mm/rev and the highest cutting speed, that is, 140 m/min are likely to generate the lowest mean surface roughness and therefore these speed-feed values are recommended for a better finished product. Nonetheless, if the requirement is rough turning then increased feed rate can be used for higher productivity. Moreover, the use of cryogenic jets is probable to divulge beneficial effects on the surface roughness reduction.
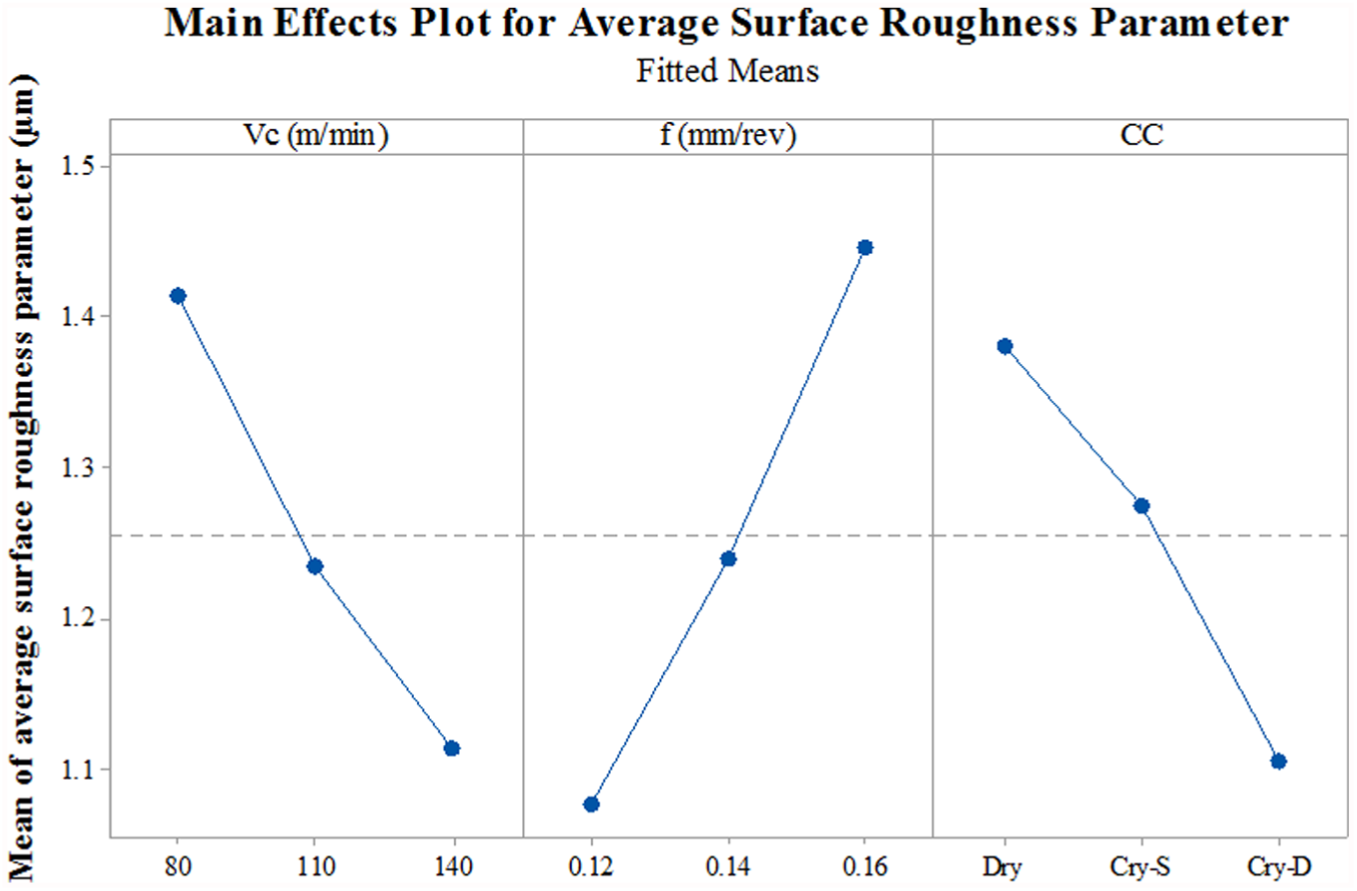
Variation of mean of surface roughness parameter at different factor levels.
The surface roughness generated in wet condition, in machining Ti-6Al-4V, is higher than that of cryogenic condition, reported by researchers.39,41,46 Prime reason of this occurrence is the failure to reduce the temperature and happening of adhesion of particles (i.e. chip debris) to the machined surface. However, cryogenic cooling enabled a reduced contact friction between the chip-work and promoted better surface quality. To be specific, the surface roughness reduction in this study is found first by the single jet and then by the duplex jets of LN2.
Chip morphology
The machinability of hard-to-cut materials depends on the mechanism of chip formation as it affects the tool wear and machined surface quality. 47 Therefore, to attain one of the objectives of this work, that is, sustainable machinability of Ti superalloy, the chips were studied to observe the differences in chip formation under different cutting conditions. To do so, the chips were collected and listed herein for different cutting speeds but at constant feed rate of 0.16 mm/rev at three cutting conditions, that is, dry, cryogenic with single jet, and cryogenic with double jets. As can be seen from Figure 11, magnified views of the chips, there is hardly any significant differentiations in the chip formation of Ti-6Al-4V alloy. The work of Kaynak 37 also reported potentially negligible chip formation difference under the investigated three cutting conditions, that is, dry, minimum quantity lubricant, and cryogenic cooling. The material hardness and cutting speed are suggested as the two most important determinants of chip formation types;48–50 as only material with hardness 40 HRC was employed in this study, the effect of material hardness deemed insignificant. Hence, the effect of cutting speed motivated the chip formation. However, in this study, a close observation reveals that the chips produced in the dry cutting possess sharp edges and burr at irregular manner. Furthermore, the chips are segmented. As possible cause of segmentation, the balance of thermo-mechanical effect and thermo-plastic instability can be accredited in machining of hard-to-machine material. 51 Under the single jet cryogenic LN2, this segmented chip formation remains prominent; however, the edges of the chips are well finished and the burr is reduced moderately. This effect mostly favored the chips formed under the application of duplex jets of cryogenic LN2. Comparatively smoother, brighter, and shiny chips are prevailing in duplex jets of cryogenic cutting condition. Nonetheless, the chips produced at the lowest cutting speed are highly addicted to the burrs and irregularities.
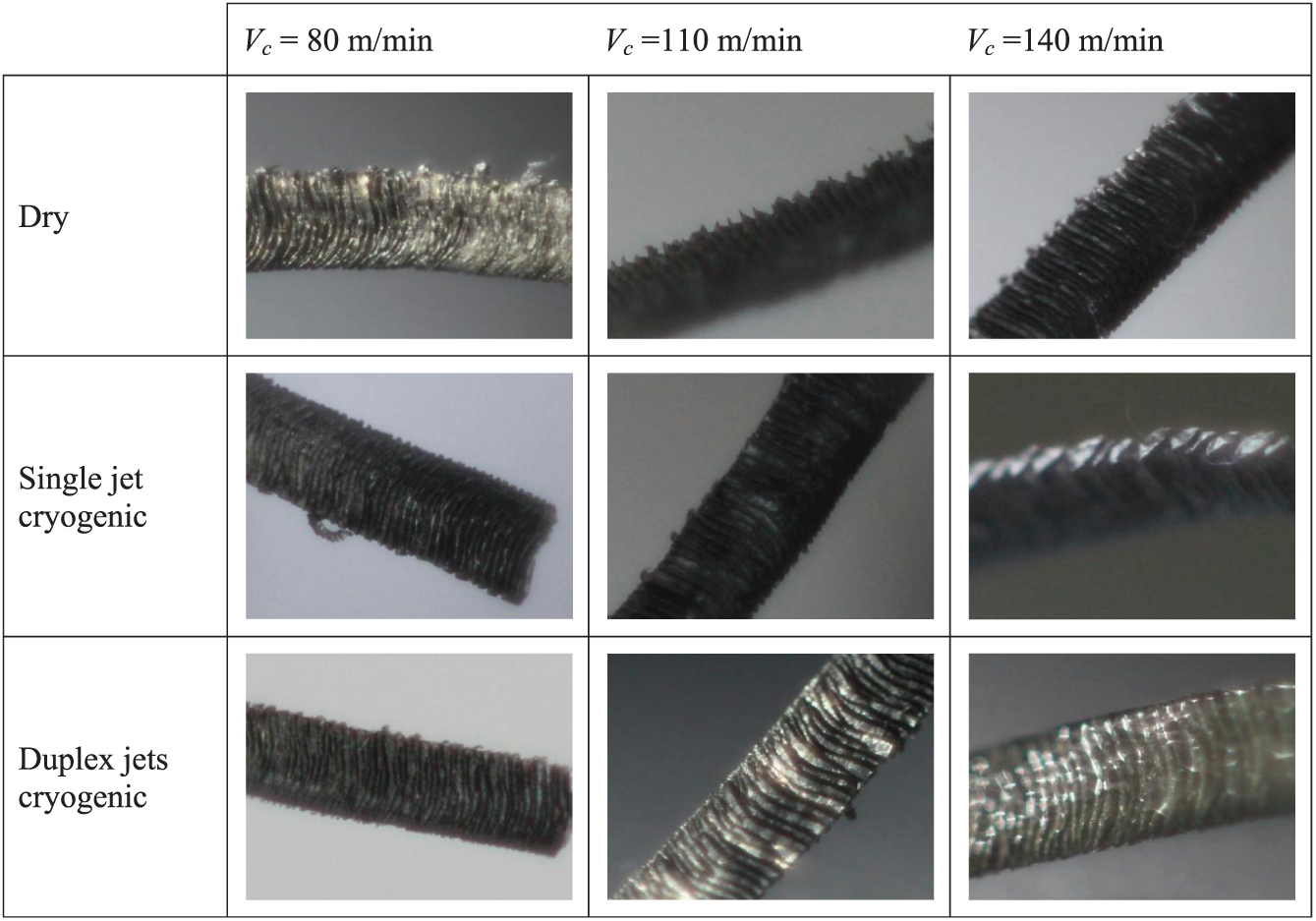
Magnified view of the produced chips at feed rate of 0.16 mm/rev.
Tool life
The productivity of machining operation is dependent on the performance of a cutting tool as a high-performance tool enables practicing of higher values of cutting parameters to reduce the active machine hour; hence, prolongation of tool life has become one of the main objectives of modern manufacturing sustainability. In this study, the tool life has been evaluated in terms of average principal flank wear and average auxiliary flank wear which is the usual practice found in the literature. 52 The wear test has been performed for a fixed cutting speed at 110 m/min, feed rate of 0.16 mm/rev and depth of cut of 1.0 mm. The undertaken variables were the machining time and cutting conditions, that is, dry and cryogenic cooling jet(s).
As visible in Figure 12 that the highest rate of tool flank wear has occurred at dry condition; subsequently, the wear amount is reduced by the single jet cryogenic application and mostly diminished by the duplex jets impinged at the cutting zone. A similar tool wear progression pattern has been reported by Kaynak 37 in machining of another difficult-to-cut alloy Inconel 718 and the cryogenic condition reduced the wear rate thus prolonged tool life. The acted tool–work contact stress is chiefly responsible for the flank wear 53 which got aggravated in dry cutting due to elevated temperature. Referring to Figure 7(c), the turning of Ti-6Al-4V alloy at a cutting speed of 110 m/min and at feed rate of 0.16 mm/rev generates a chip–tool interface temperature of ∼1050 °C and this high temperature is accredited for increased tool wear in dry cutting. Furthermore, at promoted temperature, the tool strength reduces and thereby plastic deformation occurs in tool insert as form of flank wear. 54 It is mentionable that the tool rejection criteria ISO 3685 of tool testing, which can be found in the study of Mia et al., 52 have been prefixed to determine the useful tool life. The machining runs for tool testing had been conducted until the average flank wear reached or surpassed 300 µm.
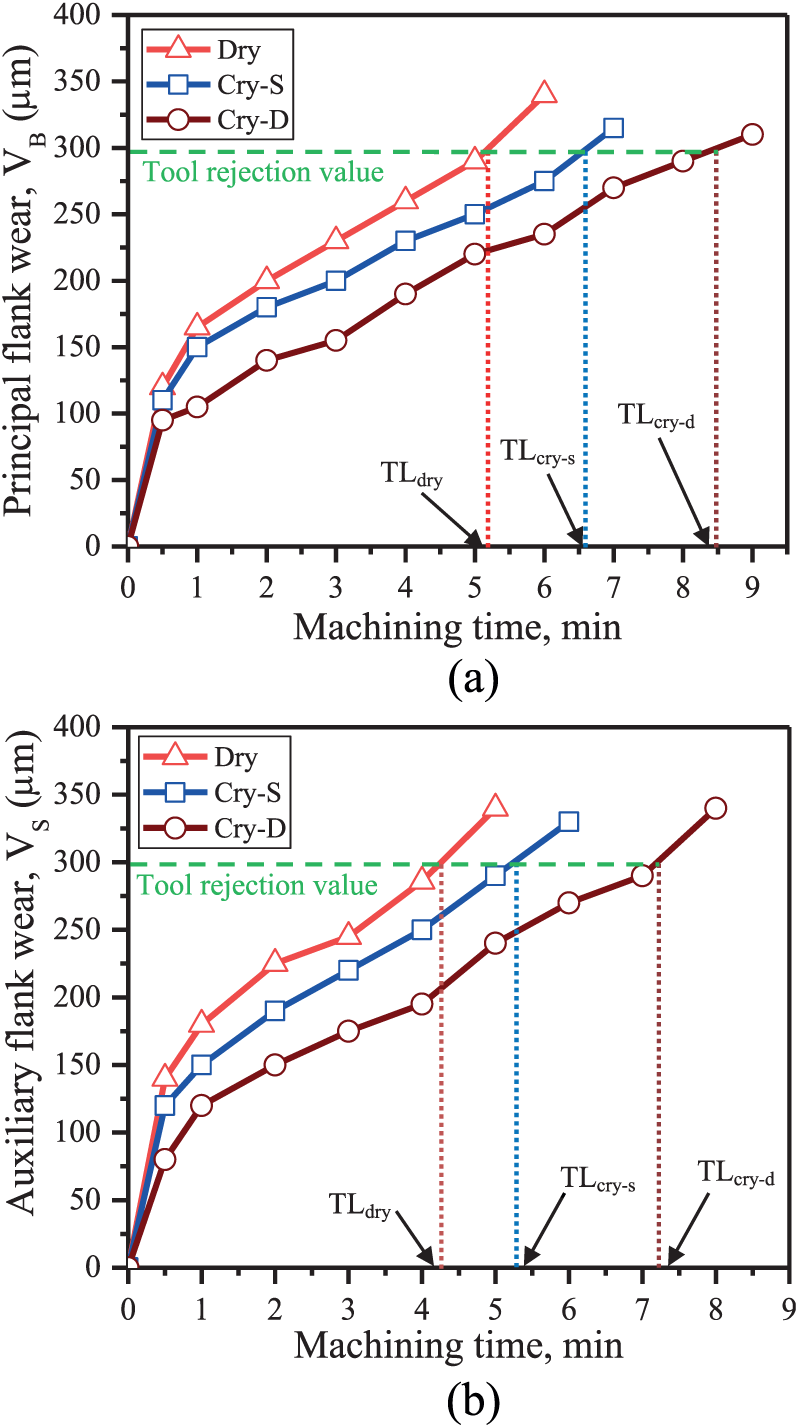
Growth of average: (a) principal and (b) auxiliary flank wears at Vc = 110 m/min, f = 0.16 mm/rev, and ap = 1.0 mm.
Based on the result found in Figure 12(a) of principal flank wear, the dry cutting revealed a tool life (TLdry) of 5.1 min, whereas the tool life for single jet cryogenic nitrogen (TLcry-s) was 6.5 min and finally the duplex jets cryogenic nitrogen exposed the longest tool life (TLcry-d) of about 8.4 min. This graphical evaluation comes up at the conclusion that the single jet cryogenic cooling extends the tool life by 27% and the duplex jets cryogenic condition prolongs the tool life by 65% compared to the dry cutting. In other words, the duplex jets cryogenic cooling adds extra 30% tool service life over single jet cryogenic cooling. Again referring to Figure 7(c), the single jet and duplex jets of cryogenic LN2 were able to reduce the temperature by ∼2.5% and ∼10%, respectively, which in return extended the tool life by 27% and 65% correspondingly.
It has been reported by Sadik et al. 55 that an increase in cryogenic coolant flow rate improves tool life in machining Ti alloy. However, an increased flow rate reflects a higher consumption of cryogenic fluid and this obstructs the sustainability. In this context, since no extra LN2 is applied by duplex jets in the cutting zone compared to the single jet, only by changing the orientation of nitrogen jets this 30% of extra tool life is achieved in this research. A similar assessment has been performed on the ground of average auxiliary flank wear. In specific, the cryogenic cooling by single jet prolongs the tool life from 4.2 to 5.2 min (24%); afterward, the cryogenic cooling by duplex jets enhances the tool life from 5.2 to 7.2 min (38%). Therefore, in total, duplex cryogenic jets elongate the tool life by (71%) compared to dry cutting.
A comparison of cryogenic cooling and wet cooling in machining of Ti-6Al-4V revealed that 39% tool life is extended in earlier cooling method. 40 Dhananchezian and Kumar 39 have also reported 31% less flank wear in cryogenic condition aided machining than conventional flood cooling. It can be attributed to the fact that in wet cutting the adhesion tendency is higher and the temperature of cutting zone is not properly cooled. At room temperature, the wet cooling is effective in facilitating the proper heat dissipation due to the adiabatic nature of the cutting zone; whereas in this system, the cryogenic-assisted extreme cooling divulges rapid heat removal, thereby prolonging tool life. Based on this study, it is strongly recommended to use cryogenic cooling to prolong the tool life, especially the cryogenic coolant applied at the rake and flank surfaces of tool simultaneously.
Tool wear
The tool wear behavior is afflicted by the tool material, chip–tool interface temperature, and induced plastic deformation of tool and work material. The carbide tool has been claimed to lose the hardness at the elevated temperature. This is caused by the low softening point (1100 °C) of carbide tool. 56 Moreover, the low thermal conductivity of Ti-6Al-4V alloy delays the heat dissipation and thus accelerates the tool softening phenomenon. To understand clearly the insight of tool wear, the SEM views of the worn-coated carbide inserts are exhibited in Figure 13. These images were captured from the inserts which were used for machining time until the useful tool life has reached the threshold of tool flank wear (300 µm) according to ISO 3685 standard. The machining runs were conducted at a cutting speed of 110 m/min, feed rate of 0.16 mm/rev and at three different cutting conditions.
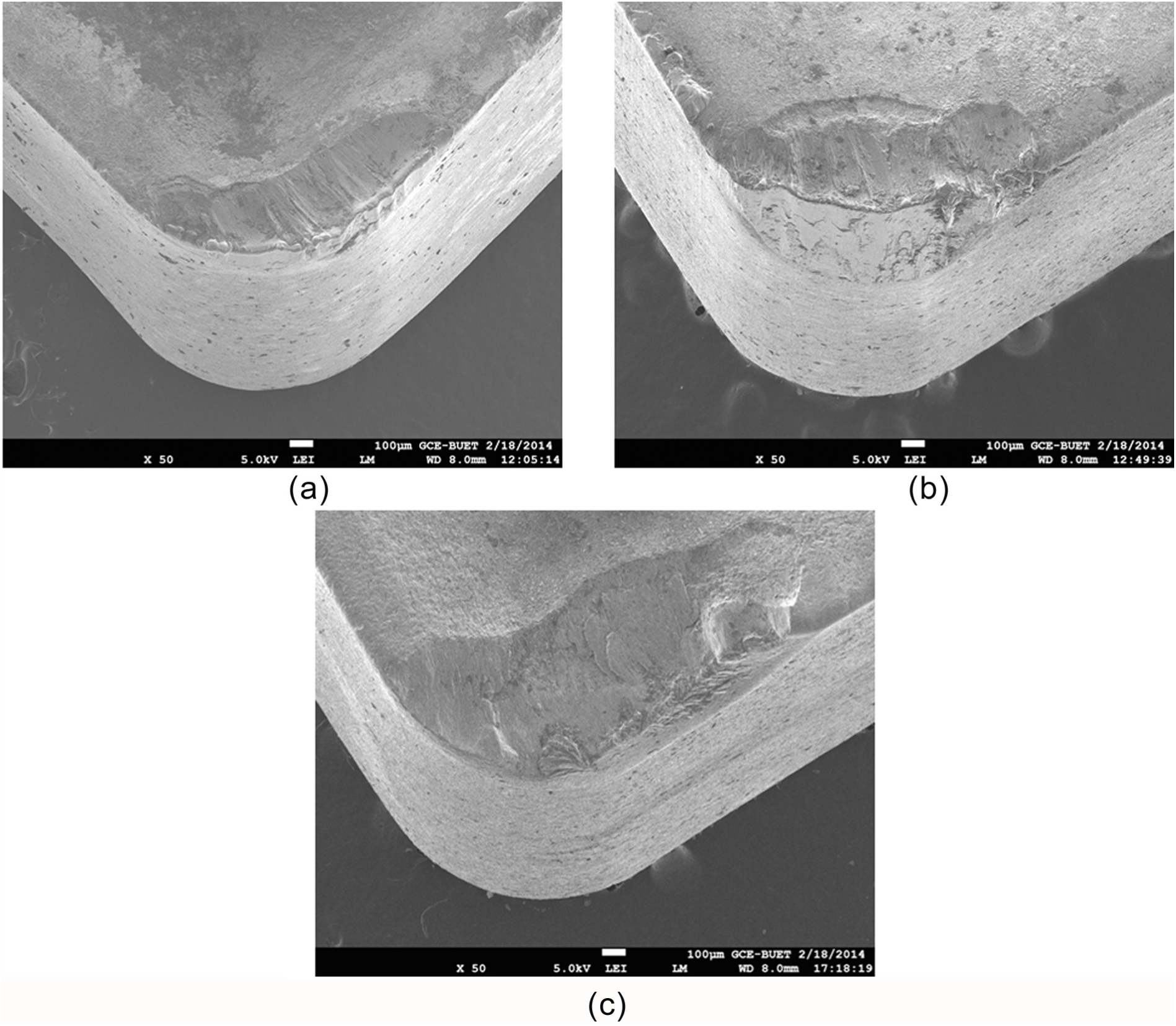
SEM views of the worn tool inserts: (a) dry cutting, (b) cryogenic with single jet, and (c) cryogenic with duplex jets.
Figure 13(a), an exhibition of dry cut worn tool insert, shows that the rake face endured severe crater wear; flank face is adorned with significant flank wear and there also exist some chipping at the auxiliary flank surface. The investigation of flank wear is significant due to its alterability of dimensional accuracy and thereby lower value is desired. 48 The evidence of crater wear is due to low thermal coefficient induced thermal effects in turning of Ti-6Al-4V. Furthermore, the increased contact stress, in dry turning due to higher cutting force, engenders crater wear on the rake face. 57 Jerold and Kumar 41 reported regarding tool wear that the excessive cutting temperature generated crater wear in dry and wet condition while machining Ti alloy. The chipping has been found most likely because of tool softening at high temperature. In this regard, with an objective of better tool wear, the cryogenic condition was employed.
Figure 13(b), SEM of single cryogenic jet applied worn tool, revealed the phenomenon of excessive rubbing due to thermo-mechanical interaction when the cryogenic jet stroked at rake face. The rapid cooling of hot alloy by LN2 jet (thermal effect) and the compressive stresses by the cutting force components (mechanical effect) integrally instigated the thermo-mechanical influence. Apart from this, notable amount of nose wear is discernible along with some flank wear. This is credited to the semi-effective cooling of the rake face by single cryogenic jet while there is yet heat at the tool nose and the flank face which are not effectively cooled. Compared to dry cutting, here the flank wear is smaller and thence the tool life is increased. Figure 13(c) shows a thin layer removal from the rake surface when the cryogenic jets are applied simultaneously at the rake and flank faces. Nonetheless, there seems a good tool wear pattern which is free of crater wear as well as possesses reduced flank wear. This is in good accordance with the results found by Kaynak. 37 Therefore, when the machining is conducted under duplex cryogenic jets, the tool wear has been found to improve. Improved cooling and effective lubrication at the interfaces (chip–tool and tool–work) are responsible for these promotions. Favorable tool wear pattern expectedly imparts greater tool life and better surface finish of machined product, thus aids in achieving sustainability in production.
Conclusion
This study was aimed to derive the sustainability in machining Ti-6Al-4V superalloy by employing two different cryogenic jet systems as the dry cutting of this alloy has been reported as difficult-to-process. First, the benefits of single cryogenic jet employed on tool rake surface have been evaluated in respect of specific cutting energy, chip–tool interface temperature, surface roughness, chip formation, and tool wear. Afterward, similar evaluation has been performed using duplex cryogenic jets aimed simultaneously on the rake and flank surfaces of insert. Finally, the SEM images of employed tool inserts have been analyzed to distinguish the wear extent and pattern corresponding to different machining environments.
The increase in cutting speed favorably influenced the specific cutting energy, surface roughness, and chip formation; however, chip–tool interface temperature was adversely affected thereby. On the other side, increment of feed rate positively afflicted specific cutting energy, whereas unfavorably affected the chip–tool interface temperature and surface quality.
The dry cutting of Ti-6Al-4V is not-at-all advised based on the obtained result. Rather, turning by the assistance of single jet of LN2 has been found fruitful in reducing the required specific cutting energy, cooling the chip–tool interface temperature and improving the surface finish greatly. In comparison to dry cutting, the mean specific cutting energy is reduced by ∼8%, mean chip–tool interface temperature by ∼5%, surface roughness by ∼8%, whereas the tool life is extended by 27% by the employed cryogenic single jet assisted cooling. In the similar fashion, the mean specific cutting energy is abridged by ∼13%, chip–tool interface temperature by ∼10%, surface roughness by ∼17% while the tool life is prolonged by ∼65% due to the duplex cryogenic jets cooling. Despite, the chip formation has been found insignificantly influenced by the cryogenic cooling except reduction of burr and sharp edges of chips.
In sum, the prolongation of tool life, improvement of surface finish, and reduction in the energy requirement directly establishes sustainable manufacturing by cryogenic-assisted machining as these improvements save cost of tool, material, and consumed power. Furthermore, the number and orientation of coolant jets are crucial in defining the machinability; at this perspective, the duplex cryogenic jets applied concurrently at the rake and flank surfaces of tool establish congenial machinability of difficult-to-cut Ti-6Al-4V superalloy and can be claimed as the most sustainable cooling technique among the investigated cutting environments.
Future scope of work
This study has not covered the cost analysis of the conserved resources; it can be a tentative scope of future research. At the same time, study of chip morphology in micro- and nano-scale can be studied in future to determine the effect of cryogenic cooling. Then, the performance of Ti-based cutting tools and non-Ti-based tools can be compared in respect of favorable machinability of Ti alloys.
Footnotes
Appendix 1
Acknowledgements
The authors are grateful to the Department of Industrial and Production Engineering, BUET, Dhaka, Bangladesh, for allowing laboratory facility to carry out the research work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are grateful to Directorate of Advisory Extension and Research Services (DAERS), BUET, Bangladesh, for providing research fund (Sanction No. DAERS/CASR/R-01/2013/DR-2103 (92)).