
Abstract
This work explores the improvement in grinding characteristics of Inconel 718 (IN718) using soluble oil under minimum quantity lubrication and liquid nitrogen (LN2) environments. The coolant flow rate in minimum quantity lubrication and LN2 grinding has been regulated through indigenously developed setups. Grinding performance has been studied in terms of on-machine measured grinding forces and centre line average surface roughness (Ra). The obtained grinding characteristics have been compared with the outcomes under dry and wet grinding. Surface integrity of ground surface, wheel morphology, and chip formation characteristics has been studied using scanning electron microscope, energy dispersive X-ray spectroscopy, and atomic force microscopy. Analysis of variance has been carried out to capture the variability in the experimental data for tangential forces and Ra. The main effect of the factors and their first-order interactions have been considered, and second-order regression equations have been developed using response surface methodology. LN2 grinding has been proved to be more efficient as it yielded lowest grinding forces, least oxidation, minimal ground surface damage and better surface integrity. The occurrence of almost circular chips in dry grinding indicates severe oxidation, whereas small C-type chips formed under minimum quantity lubrication and LN2 conditions indicate effective cooling under these environments. The energy dispersive X-ray spectroscopy analysis of the ground surfaces also supports these results through the occurrence of the highest oxidation in dry grinding. From this work, it has been concluded that LN2 and minimum quantity lubrication grinding offer a clean and effective means to improve grinding performance of IN718 compared to dry and wet grinding.
Keywords
Introduction
The increased customer awareness, economic liberalisation, and globalisation have significantly contributed to the growing demand for quality products, leading to healthier competition among the producers globally. Right product at the right time at the right cost is becoming the punch line for most of the industries. Quality products at a reasonable price can be manufactured with the adaptation of the improved manufacturing processes. Grinding is one of the most versatile manufacturing processes widely used in making quality products, comprising around 25% of the total machining processes. 1 Nowadays, this process is being improvised to meet the customer’s requirement, initiating wide area of research aimed at process enhancement. Despite its importance, the productivity of grinding is relatively less, along with a high operating cost compared to other machining processes. Therefore, there exists a strong need for improving the productivity and reducing the associated cost of the grinding process. The important attributes of the improvement in grinding process effectiveness are shown in Figure 1.
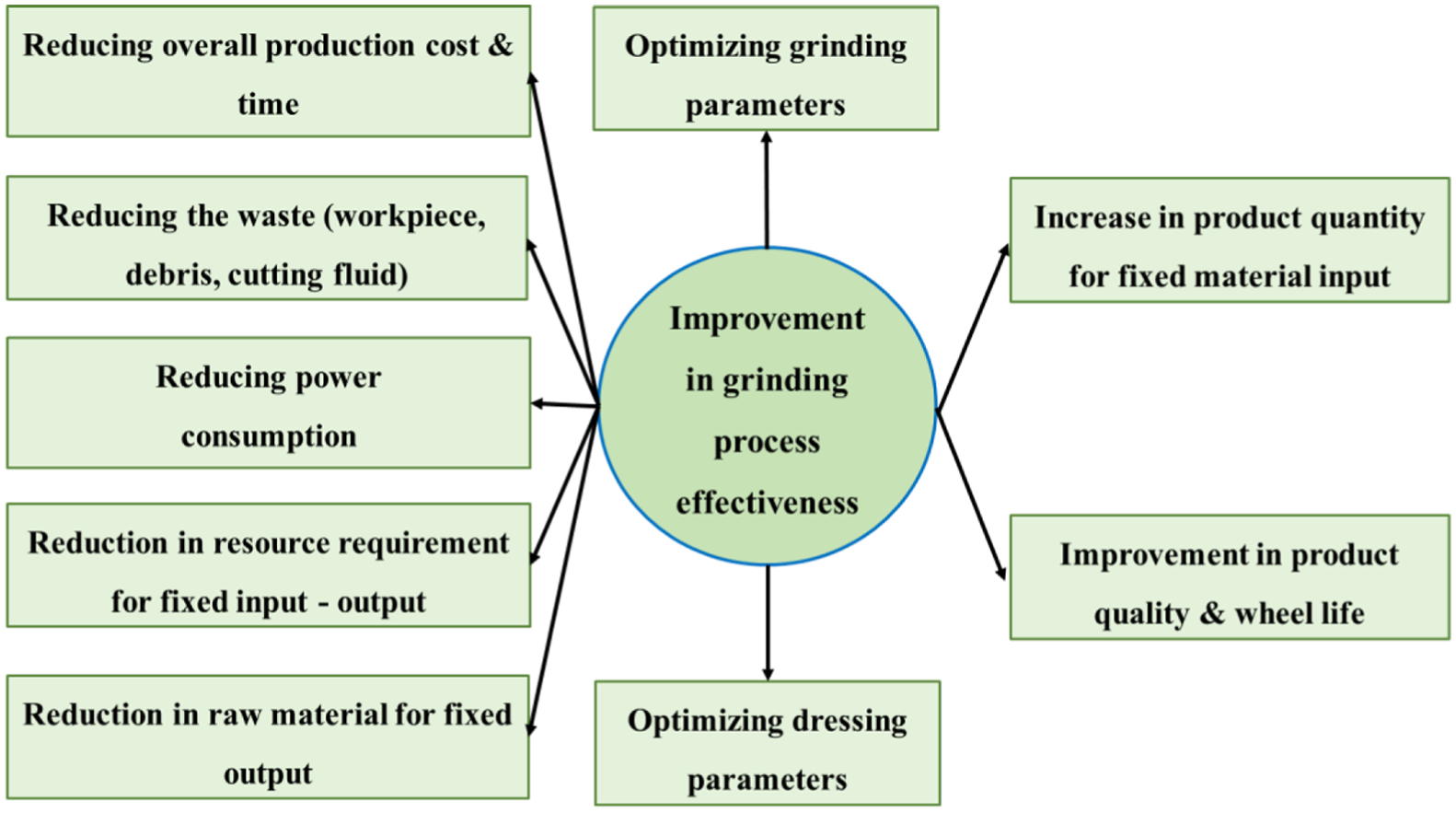
Schematic representation of the attributes for improvement in grinding process effectiveness.
The present work focuses on grinding process improvement through reducing the environmental load and promoting the usages of the environment-friendly grinding medium. Grinding is a high specific energy-intensive secondary manufacturing process, which can be attributed to the inherent multi-point cutting mechanism, and physical as well as geometrical parameters of the grits. 2 This culminates in high heat generation and eventually results in a high-temperature rise in the grinding zone. Moreover, in grinding with conventional wheels, the fraction of the total generated heat received by the workpiece is around 0.7.2,3 Such high heat may cause thermal damages such as surface oxidation, surface cracks, unfavourable tensile residual stress generation, and microstructural alteration in the work surface.4–6 Additionally, this high heat accumulation in the grinding zone can lead to rapid wheel wear. Therefore, to safeguard the ground surface from such thermal damages and minimise the wheel wear, the heat generated while grinding needs to be controlled and removed quickly. Quick heat removal can be accomplished through the application of suitable cutting fluid that must possess a high heat removal capacity. Along with proper cutting fluid selection, an appropriate method of introducing the cutting fluid into the grinding area is of prime importance. The most common way of cutting fluid delivery is wet cooling, in which plentiful supply of pressurised cutting fluid is provided into the grinding zone. This technique has been well appreciated and adopted by the manufacturing industries for many decades. 7 With the passage of time, however, the researchers realised that wet cooling has many inherent limitations. In this technique, only a fraction of the cutting fluid injected is utilised in cooling and lubrication whereas a substantial portion remains unutilised. The high volume of the cutting fluid results in storage as well as disposal problems and more pumping power is required leading to substantial increase in manufacturing cost. In some estimates, wet cooling accounts for 15% to 20% of the total manufacturing cost of the component and is reported as one of the biggest contributors to the environmental pollution.8–12
The cutting fluids often pose hazards to man, machine, and material by contaminating air, water, and soil. Water-mixed cutting fluids may cause staining, corrosion, and produce microorganisms, which may result in severe irritation to the operators, leading to diseases such as dermatitis and asthma. These issues necessitated effective usages of the cutting fluids or alternative ways, that is, adopting dry machining. Dry machining in its present form, however, may not be a solution since it has significant limitations in terms of high heat generation, and rapid tool wear, especially while machining high-strength alloys. However, stiffer pollution norms, consciousness towards green and ecological manufacturing, are enforcing the researchers to curtail the use of the cutting fluids. 7 These scenarios have opened the avenue for other techniques with limited usage of cutting fluids and are known as environment-friendly sustainable techniques. The minimum quantity lubrication (MQL), cryogenic cooling, high-pressure cooling, and hybrid cooling are a few of these techniques. 13
From economic and ecological considerations, MQL finds a unique position in machining domain. It has shown encouraging results in a higher heat generation process like grinding.14–17 This technique has emerged as one of the clean and environment-friendly techniques and has been widely adopted by several manufacturing industries. The application of cryogen in grinding is another important environment-friendly grinding condition. Typically, cryogens are in the form of supercooled liquefied gases such as liquid nitrogen (LN2), oxygen, and helium. However, in machining, LN2 captured a significant dominance, especially in alloy steels, Ti and Ni alloy machining predominantly due to its inert behaviour and extraordinary heat dissipation capability. 18 It is the most abundant, odourless, and non-toxic gas. Moreover, the direct discharge of liquid nitrogen into the atmosphere during machining processes is safe.
The industrial demand of the superalloys has increased many folds over last few decades. Ni-based superalloys are one of such superalloys getting broad appreciation and being used throughout the world due to their superior mechanical properties.19–22 IN718, an Ni-based superalloy, was invented in the 1950s. 20 It happens to be an attractive material for many engineering applications with a production rate of almost 50% of all superalloys in the world. 20 IN718, an austenitic structure alloy, is one of the most commonly used Ni-based superalloy primarily due to its capability to withstand high temperature and severe operating conditions. 20 It has high strength, high ductility, and fatigue resistance over a wide temperature range (−150°C to 700°C) and hence highly used in making various salient components. Moreover, it exhibits high corrosion, fracture, and creep resistance which appears to be a characteristic of the austenitic alloys.23–26 Due to these properties, it is widely used in chemical, nuclear, aerospace, and power industries exhibiting non-uniform strains.20,23,24,26–28 For such operating conditions, fatigue strength and creep strength become more important, which predominantly depends on the surface quality of the machined components. Out of the conventional machining processes, grinding is the process, which is used widely in making high surface quality components. IN718 has high toughness, severe strain hardening, low plasticity, and smaller thermal conductivity, which makes this material difficult-to-machine/grind (DTM/DTG) and possess machinability rating close to 15 on a scale of 100. 29
MQL aims to use a minimum amount of the cutting fluid to meet the requirements of the process. The acceptable range of the cutting fluid flow rates for MQL is about 50–500 mL/h. Hadad and Hadi 3 used vegetable oil in MQL grinding of AA6061 alloy and S34700 stainless steel using SiC and alumina grinding wheels. They studied the variations in grinding forces and surface finish of the ground surfaces and found lesser grinding forces and better surface finish in MQL grinding. Sieniawski and Nadolny 30 presented a novel approach using centrifugal grinding fluid delivery in grinding performance improvement of steel CrV12 alloy. They found almost 10 times reduction in the cutting fluid in this method compared to wet cooling for the same grinding performance level. Reddy and Ghosh 18 performed grinding of hardened AISI52100 steel under LN2 and wet cooling with soluble oil using vitrified bonded alumina wheel. They critically investigated the wheel wear in long-duration grinding and found wear flat formation on alumina grits in the case of LN2 grinding. This was attributed to the higher bond strength not allowing the dislodging of the worn-out grits due to much lower temperature while grinding under LN2 environment. However, they observed much higher grinding ratio (G ratio) while grinding under LN2 condition as compared to wet and dry grinding. Pavan et al. 31 studied the grinding performance of IN718 under MQL mode using graphene nanoplatelets–based cutting fluid. The obtained experimental results favour the application of graphene nanoplatelets–based cutting fluid as it lowered the grinding forces, grinding temperature, and specific grinding energy. Tawakoli et al. 32 investigated the effect of nozzle position, wheel structure, and wheel porosity in MQL grinding of 100Cr6 hardened steel using alumina grinding wheel. They studied the grinding performance through the measured value of grinding forces, surface roughness (Ra and Rz), and coefficient of friction (µ). They observed that coarse and porous grinding wheel were better for MQL grinding. Barczak and Batako 33 conducted grinding experiments with alumina wheel on EN8, M2, and EN31 steels in dry, wet, and MQL mode using Castrol ES1 oil. They studied the effectiveness of grinding by comparing the obtained specific grinding forces, Ra, and grinding temperature. They found lower specific forces, surface roughness, and temperature in MQL grinding compared to dry grinding. Retention of MQL oil film reduced the friction between the mating surfaces which eventually resulted in the low grinding zone temperature. Garcia et al. 34 used liquid CO2 in minimum coolant grinding (MCG) of AISI4140 steel using alumina wheel. They estimated the grinding performance in terms of measurement of wear flat onto the grits, grinding forces, and specific grinding energy. Based on their studies, they obtained a much favourable grinding situation in case of MCG compared to dry grinding. This was attributed to improved lubrication in case of MCG grinding. Setti et al. 35 investigated the grindability of Ti-6Al-4V using LN2 as grinding medium. They compared the obtained grinding forces, Ra, and wheel wear with dry and wet (soluble oil) grinding. In LN2 grinding, better surface finish and lesser grinding forces were observed due to the presence of cooling mist along the wheel periphery that provided better slipping of the grits over the work surface resulting in ease of grinding. They also called cryogenic grinding as ecological grinding especially suited for DTM like Ti-6Al-4V. Ramesh et al. 8 used chilled air mixed with a biodegradable oil in grinding of alloy steels. They developed a thermal energy equilibrium model that relates to the grinding energy, heat transfer, and internal energy rise. This model predicted the maximum material removal for chilled air grinding, which was in agreement with the experimental findings.
From the cited literature, it is evident that in the present scenario, MQL and cryogenic grinding are well accepted and appreciated cutting environments in the manufacturing sector. Till now, MQL and LN2 grinding have been used in the grindability improvement in various steel alloys, Ti alloys, and few Ni alloys as well. However, virtually no work has been reported for MQL and LN2 grinding of IN718. Therefore, it is of the highest importance to explore grindability of IN718 under these ecological grinding environments, which can be useful in appropriate process parameter selection. Hence, the present work is aimed at the grindability improvement of IN718 products through improvement in grinding process effectiveness by adopting environmental-friendly grinding mediums. Keeping this in purview, the objectives of the current work have been framed as follows:
Grindability study through observance of normal and tangential grinding forces, and Ra in surface grinding experiments under dry, wet, MQL, and LN2 environments.
Study of the ground surface integrity through the finding of scanning electron microscope (SEM) study, energy dispersive X-ray spectroscopy (EDS) analysis, and atomic force microscopy (AFM) analysis.
Finding the appropriate grinding environment based on the measured grinding forces and surface integrity of the ground surfaces.
Analysis of variance (ANOVA) of the two most significant grinding indices – tangential forces and Ra.
Materials and methods
This section includes the details of experimental runs, grinding wheel, and work materials. It also contains the detailed methodology of conducting grinding experiments. The section covers the description of the responses and their measuring methodology. In the end, there is a brief description about the ANOVA of tangential forces and mean surface roughness.
Deciding the experimental runs
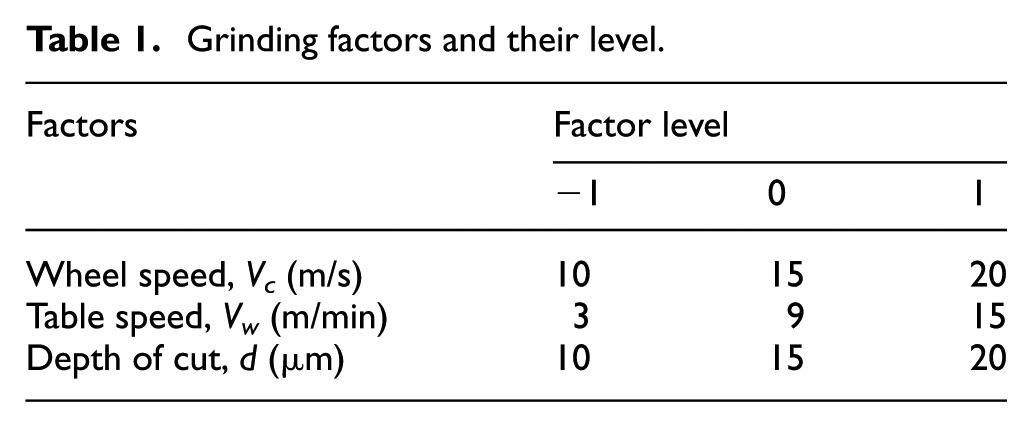
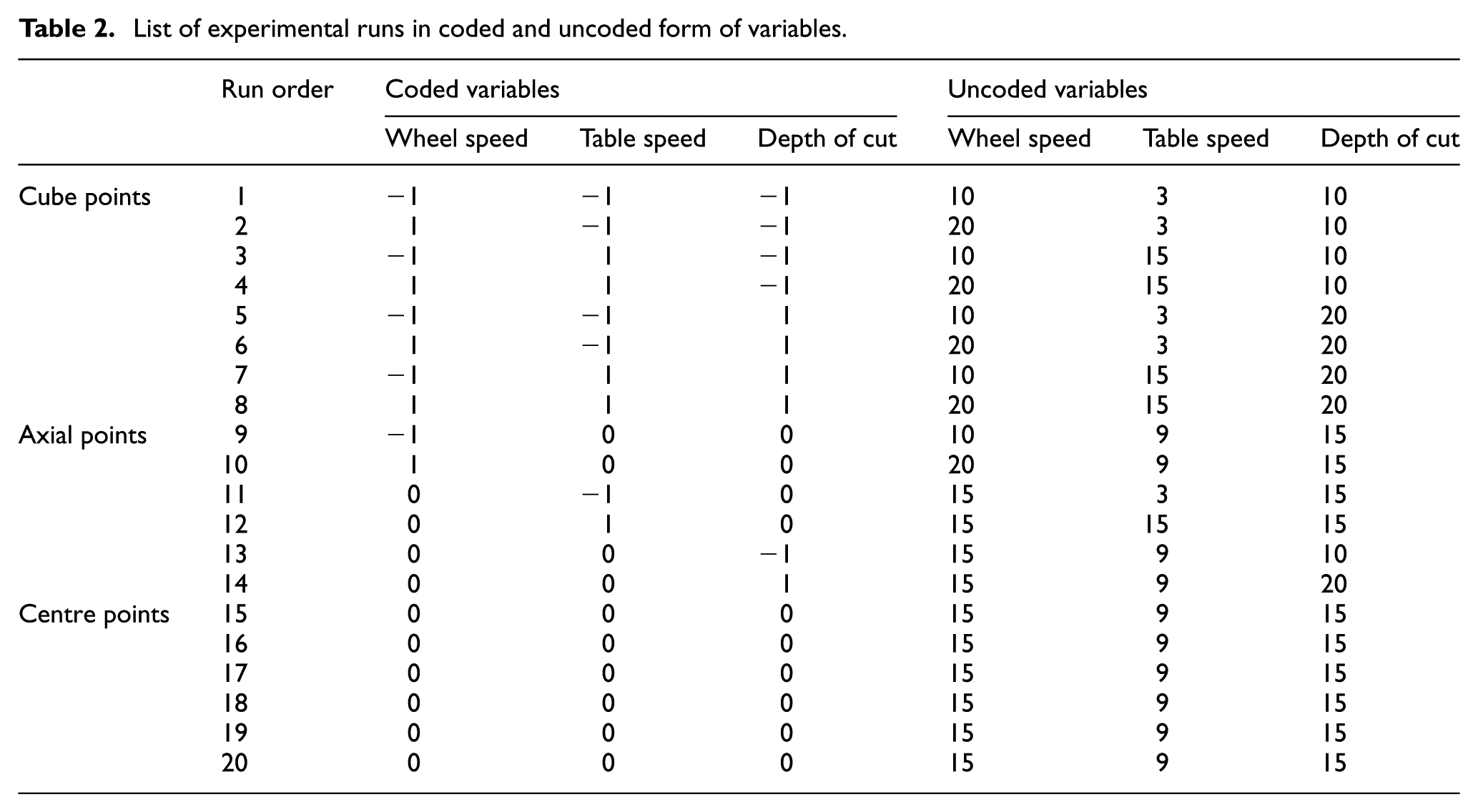
The number of experimental runs has been decided and customised using face-centred central composite design (FCC) which is based on the fundamentals of response surface methodology (RSM). In the present work, three factors with three levels have been selected, which gives 20 runs in each condition through FCC. All the experiments have been replicated three times, and subsequently, the calculated mean value of the responses (grinding forces and Ra) has been reported. Factors with their levels and complete details of the experimental runs are outlined in Tables 1 and 2, respectively.
Grinding factors and their level.
List of experimental runs in coded and uncoded form of variables.
Work material, grinding wheel, grinding environments, and grinding kinematics
The commercially available age hardened IN718 plate with the dimensions of 70 mm (length) × 60 mm (height) × 10 mm (width) has been chosen as a work material. All the grinding experiments have been performed in down grinding using vitrified bonded white alumina wheel (A-60-K-5-V) of dimensions 350 mm (diameter) × 40 mm (width) × 127 mm (bore size). Surface grinding experiments have been conducted using two axes Chevalier Smart H1224II CNC surface grinder under dry, wet with soluble oil, MQL with soluble oil, and LN2 environments. For ease, wet grinding using soluble oil, MQL with soluble oil grinding, and grinding with LN2 as grinding medium have been named as wet, MQL, and LN2 grinding, respectively. For wet and MQL experiments, a mixture of water-based mineral oil (Cool Edge SL, Castor oil) in 1:30 ratio has been used. The mixture of water and oil provides both excellent cooling and lubricating properties as required in the grinding process. The effectiveness of MQL primarily depends on the atomisation of the liquid droplets which primarily depends on the MQL parameters. Taking this into consideration, optimised MQL parameters as obtained by Sinha et al. 36 have been used. The optimised MQL parameters, grinding and dressing parameters are given in Table 3. In LN2 grinding, liquid nitrogen jet is injected into the grinding zone through the nozzle orifice of 1 mm diameter, as schematically shown in Figure 2. Self-pressurised cryogenic Dewar (CLPB160LN2; Cryofab, USA) of filling capacity 160 L has been used to store the liquid nitrogen.
Experimental parameters in grinding experiments.
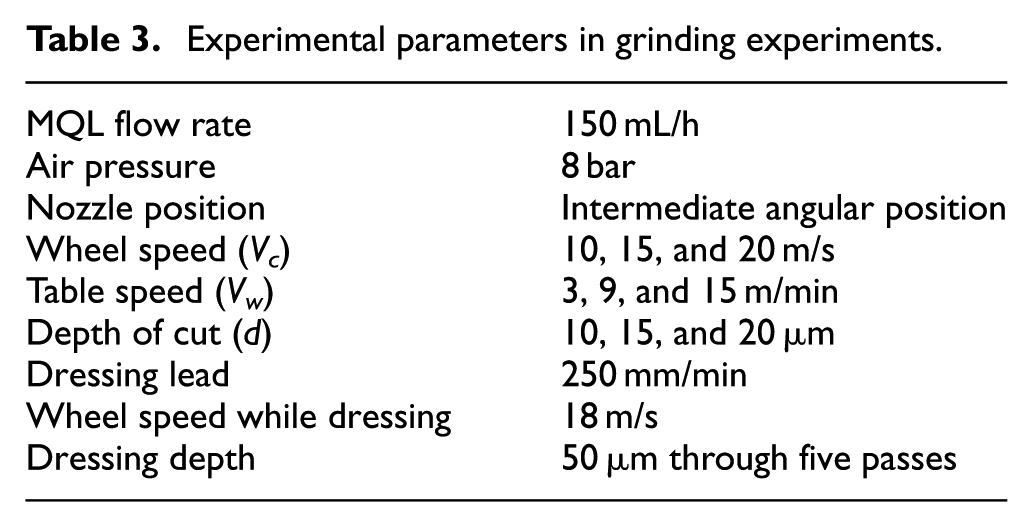
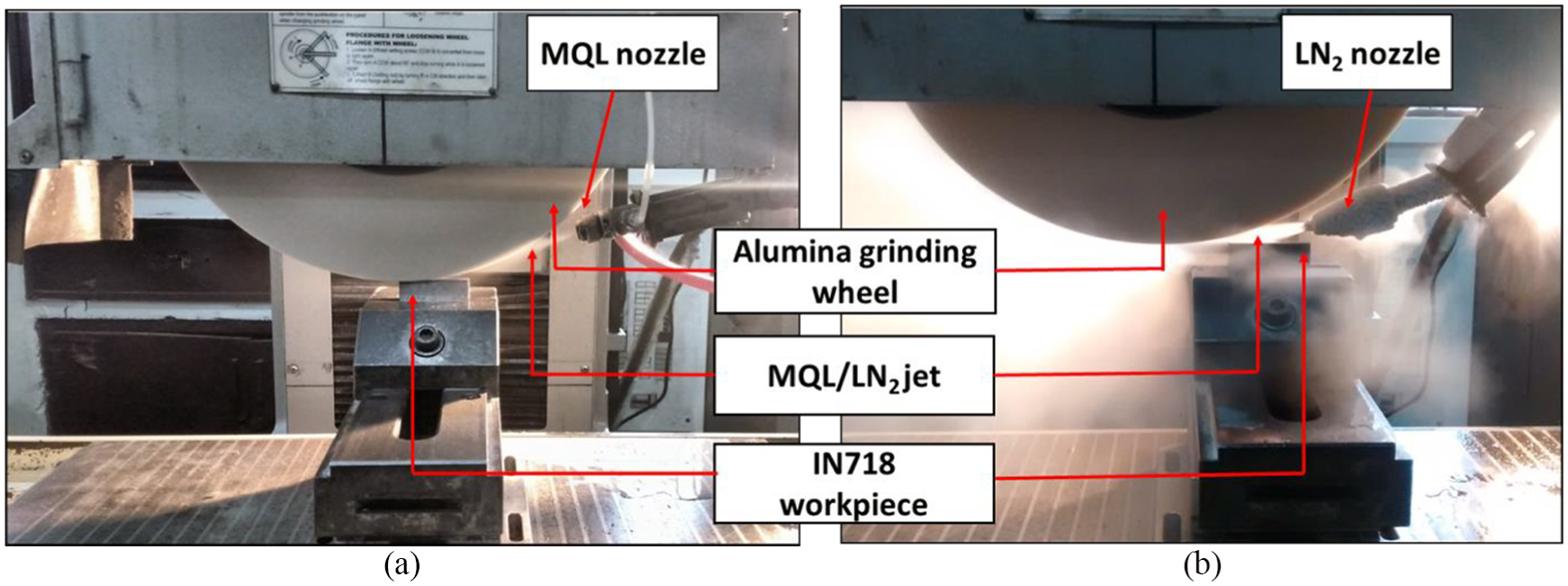
Image of the in-house developed experimental setup for (a) MQL grinding and (b) LN2 grinding.
Details of grinding forces, surface roughness, SEM, EDS, and AFM analysis
Normal and tangential grinding forces have been measured online using Kistler 9257B piezoelectric dynamometer attached to Kistler 5070A multichannel charge amplifier. Talysurf intra surface profilometer (Taylor Hobson Limited, England) has been used to measure Ra of the ground surfaces. For Ra measurement, 0.25 mm sampling length has been chosen as per ISO 4288 (1966) standard. 37 The surface roughness means of five replications taken across the grinding direction have been reported in the article.
For surface characterisations, specimen of size 8 mm × 8 mm × 5 mm is cut from the ground samples under dry, wet, MQL, and LN2 environments with wheel speed of 20 m/s, table speed of 9 m/min, and 15 μm depth of cut. These samples have been cut carefully from the ground workpieces by wire electrical discharge machining (WEDM) to avoid any surface damage. SEM tests of the ground surfaces, grinding wheel, and the grinding chips obtained after dry, wet, MQL, and LN2 environments have been carried out using ZEISS EVO 50 Series scanning electron microscope. Since the grinding wheel is made of alumina ceramic, before SEM or EDS test, the wheel surface needs to be coated. The pieces of the wheel have been sputter coated with 10 nm coating thickness using 99% pure gold target (DC Sputter Coater, Q150RS, England). 25 mA sputter current, 5 mbar pressure, 5 min deposition time, and argon as sputtering gas have been maintained while coating the alumina wheel pieces. The three-dimensional surface topography of the ground surfaces has been examined through AFM (Bruker INNOVAA2, USA) installed with Nanoscope 8.15 software. The AFM instrument scans 50 μm × 50 μm area with a scanning rate of 256 points along a line through raster scanning. The acquired topography can be helpful in understanding the surface characteristics in a better way compared to a two-dimensional surface topography. 37
ANOVA
In grindability studies, it is believed that tangential force (Ft) and surface roughness are the two most important indices which are commonly used to establish the grinding behaviour of any material. Therefore, in the present work, ANOVA of Ft and Ra has been performed under all grinding environments using Design Expert 7 software. For making the work more informative, few critical parameters such as the degree of freedom (DOF), and F value of each factor and their first interaction have been reported. Then, from F distribution table data, the significance of these is checked at 5% significance level. The quadratic regression models have been developed after ignoring the insignificant terms in terms of coded variables for Ft and Ra. The coefficient of determination (R2), which reflects the degree of variability in the experimental data accounted by the regression model, has been calculated and reported. The value of R2 lies in between 0 and 1. 38 To perform the adequacy testing of the quadratic model, adjusted R2 values for each regression model has been calculated and has been reported.
Results and discussions
The measurements of grinding forces and surface roughness are important aspects in the grindability study of an engineering material. The forces generated in grinding significantly contribute to the quality of the finished products. Average surface roughness gives a valuable insight into the surface quality of the ground product. The mean values of grinding forces and Ra have been obtained from the main effects plot using the MINITAB 14 software using experimental data. For Ft and Ra under all grinding conditions, ANOVA table has been presented. Subsequently, a quadratic model using the significant factors and their first-order interaction after the F test has been used to predict the responses. Later, the samples of ground surfaces obtained after grinding under different conditions have been characterised through SEM, EDS, and AFM studies. Furthermore, grinding chips collected under different grinding environments have been characterised by SEM studies.
Variation in tangential forces (Ft)
The magnitude of Ft acting in grinding direction is the key indicator of the degree of difficulty associated with the grinding of a material under prescribed grinding conditions. Moreover, it has the vital role in the estimation of specific energy consumption in grinding. High Ft causes high heat generation and thermal damage to the work surface. From Figure 3, it can be noted that Ft decreases with increase in wheel speed, whereas increases with increase in table speed as well as the depth of cut as expected. Moreover, it is observed that Ft in MQL and LN2 grinding are smaller than those obtained in dry and wet grinding; however, in LN2 grinding, it has been found to be the least. In dry grinding, the values of Ft are on the higher side, which is due to the formation of wear flat over alumina grits (refer Figure 7(a)) due to high heat generation and accumulation in the grinding zone. Furthermore, these wear flattened grits are rubbed against the workpiece surface instead of performing the cutting action, leading to decreased surface roughness (see Figure 5(a)). Rubbing rather than cutting increases the friction and consequently further raises the temperature at the grinding zone.
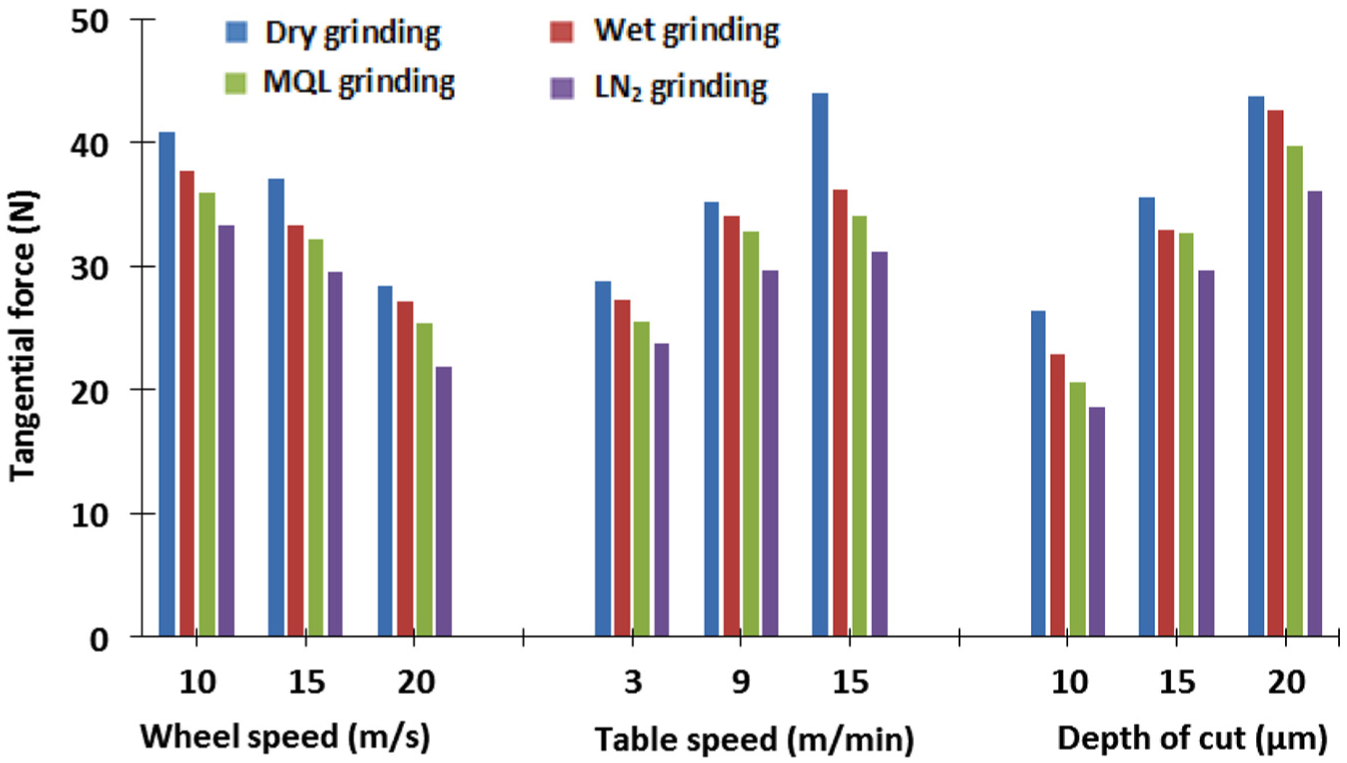
Variation in tangential forces with wheel speed, table speed, and depth of cut.
However, in other modes of grinding, relatively lower Ft has been found mainly because of cooling and lubrication provided by the cutting mediums. The percentage reduction in Ft concerning dry grinding in wet, MQL, and LN2 grinding are 10%, 14%, and 22%, respectively. In LN2 grinding, this decrease in Ft is due to excellent lubricity between the mating surfaces due to the formation of the lubricating film along the wheel periphery, which further assist in improving the slipping of abrasive grits over the work surface. 35 Formation of MQL lubricating film between the mating surfaces could be the reason behind the reduction in Ft in MQL grinding. 33 Smaller Ft further aids in retaining the sharpness of grains for longer duration resulting in lesser heat generation. At lower temperatures under MQL and LN2 grinding, the grains retain their cutting ability for a longer spell and, therefore, generate lower tangential forces and eventually result in increased wheel life.35,39 From this, it can be established that MQL and LN2 grinding condition leads to lesser power consumption resulting in lower heat generation which leads to a favourable situation for grinding of IN718.
Variation in normal forces (Fn)
Normal force variations in dry, wet, MQL, and LN2 with wheel speed, table speed, and depth of cut are shown in Figure 4. From Figure 4, it can be comprehended that Fn shows declining trend with an increase in wheel speed. Moreover, it can also be found that Fn is slightly lesser in MQL grinding compared to wet grinding, whereas in LN2 grinding, they are always smaller. Smaller Fn signifies the ease in indentation which eventually results in easy grinding. The application of soluble oil in MQL mode and LN2 jets significantly reduces normal force component thereby ensuring the retention of grit sharpness for a longer duration due to a reduction in grinding zone temperature resulting in lesser wheel wear. 35 Overall percentage reduction in Fn by 10%, 15%, and 20% in the case of wet, MQL, and LN2 grinding has been found. Moreover, Figure 4 shows an increase in Fn with an increase in table speed and depth of cut, which well agrees with the grinding basics. In dry and wet grinding, Fn is much higher compared to MQL and LN2 grinding that can cause erratic part tolerance and self-induced vibration, known as chatter.
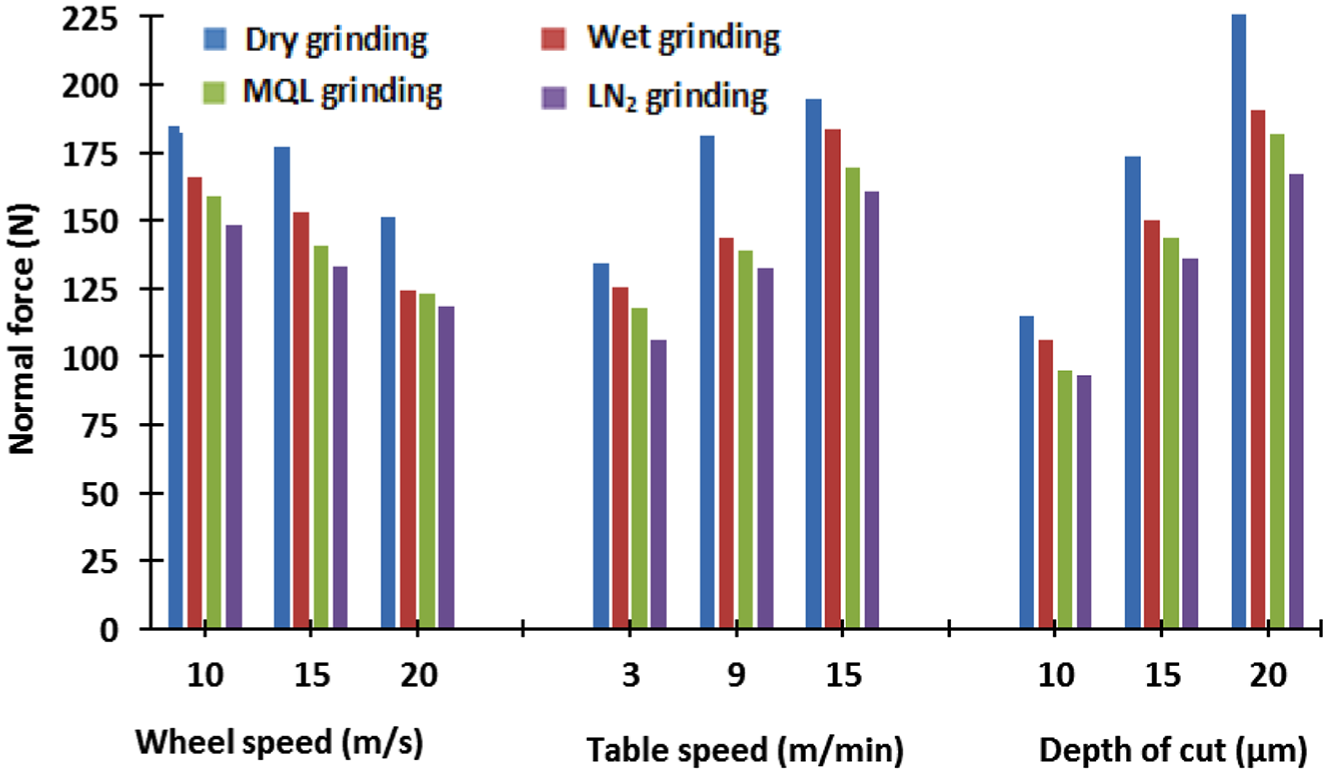
Variation in normal forces with wheel speed, table speed, and depth of cut.
Variation in centre line average surface roughness (Ra)
The change in Ra with wheel speed, table speed, and depth of cut has been shown in Figure 5(a). Here, it can be noted that Ra decreases with increase in wheel speed, whereas almost reverse trend has been observed with increase in table speed and infeed. This variation is in concurrence with the basic grinding principles. In dry grinding, Ra has been found to be the least compared to the other grinding conditions. It can be attributed to the severe wear flattening of alumina grits, which is apparent by the formation of a smooth, glazed, and shiny wheel surface. Glazing is due to relatively higher grinding forces which result in more blunting of the grits as can be noted in Figure 7 causing a high heat generation. In MQL grinding, larger Ra has been found in all cases as compared to dry, wet, and LN2 grinding. This may be due to the possible retention of sharp facets by the cutting abrasive grits for a greater period of time. The smaller grinding forces in MQL also supports this belief. Breakage of MQL film leading to partial direct contact between the mating surfaces may be another reason for observing higher Ra in MQL grinding. This argument appears to be in tune with the obtained result of slight surface oxidation in MQL grinding as will be discussed in the upcoming section. The Ra in MQL grinding is on the higher side, but the values are in the tune of 0.1 and 0.15 µm higher as compared to the LN2 and dry grinding. In the industrial practices, this much variation does not raise any serious concern. In LN2 grinding, Ra is much lower than that observed in MQL grinding, which indicates the improved lubricity effect due to the formation of a thin lubricating layer along the grinding wheel periphery. The onset of wear flats over the grits due to the higher bond strength at a cryogenic temperature in LN2 grinding may be another reason for the lower Ra (refer Figure 7) values. The lower temperature in LN2 grinding does not allow easy dislodgement of the worn-out grits, and hence, the grinding with such grits leads to initiation of wear flattening. 18 Figure 5(b) presents the main effects and interaction effects plot for Ra in the case of dry, wet, MQL, and cryogenic grinding conditions. These plots are helpful in understanding the effect of the individual factors as well as their interactions on the surface roughness.
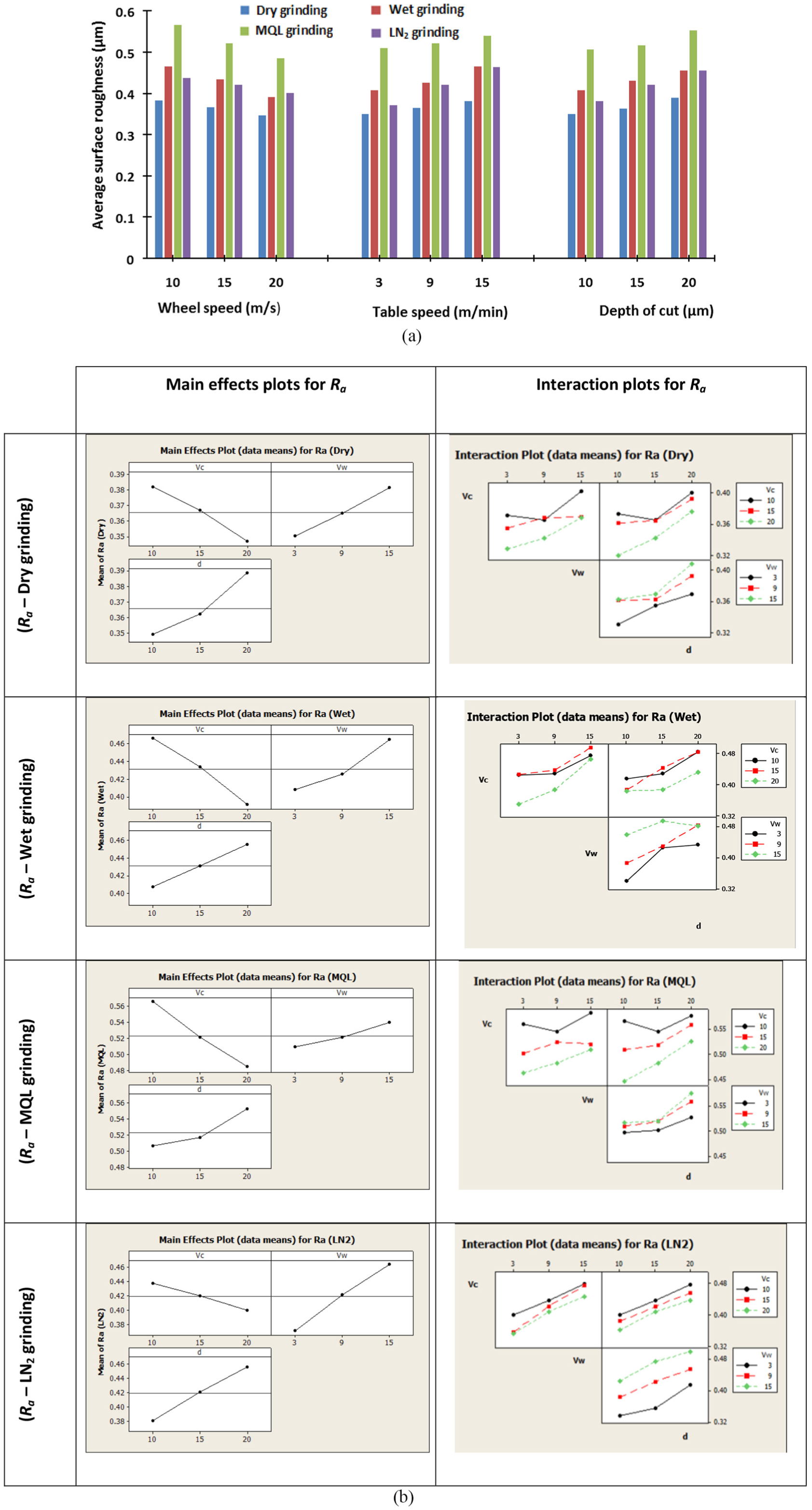
(a) Variation in average surface roughness with wheel speed, table speed, and depth of cut; (b) main effects and interaction plots for mean surface roughness in dry, wet, MQL, and LN2.
Wheel surface and ground surface topography investigations
Figure 6 shows the surface topography of alumina wheel after completion of grinding experiments under dry, wet, and LN2 grinding. From this figure, severe deposition of grinding chips on wheel surface in dry grinding can be seen, whereas in MQL grinding, the deposition is relatively mild. In the case of LN2 grinding, almost negligible amount of chip deposition has been obtained, which is possibly due to better flush away of the chips by the pressurised LN2 jet. Figure 7 shows the SEM images of the grinding wheel showing the excessive wear flat formation in the case of dry grinding. Consequently, the wear land over the grits leads to the wheel dulling and results in increased level of rubbing consuming more energy in dry grinding. The wear flat over the grits consequently results in wheel glazing with the increase in number of grinding passes, leading to relatively smoother ground surface in dry grinding. In LN2 grinding, such deposition and redeposition are almost negligible, and therefore, orderly splintering of grits occurred resulting in the retention of their sharpness. The sharper grits, in consequence, resulted in relatively higher roughness. In MQL grinding with soluble oil, a minute amount of the debris deposition has been found. Figure 8 shows the EDS analysis of the wheel surfaces after grinding under dry, wet, MQL, and LN2 conditions. The likelihood of the highest flash temperature in dry grinding is also supported by the maximum percentage of oxygen (around 40.7%), whereas in MQL, wet, and LN2 grinding, the corresponding values are 33.9%, 30.4%, and 26.6%, respectively (refer Figure 8).
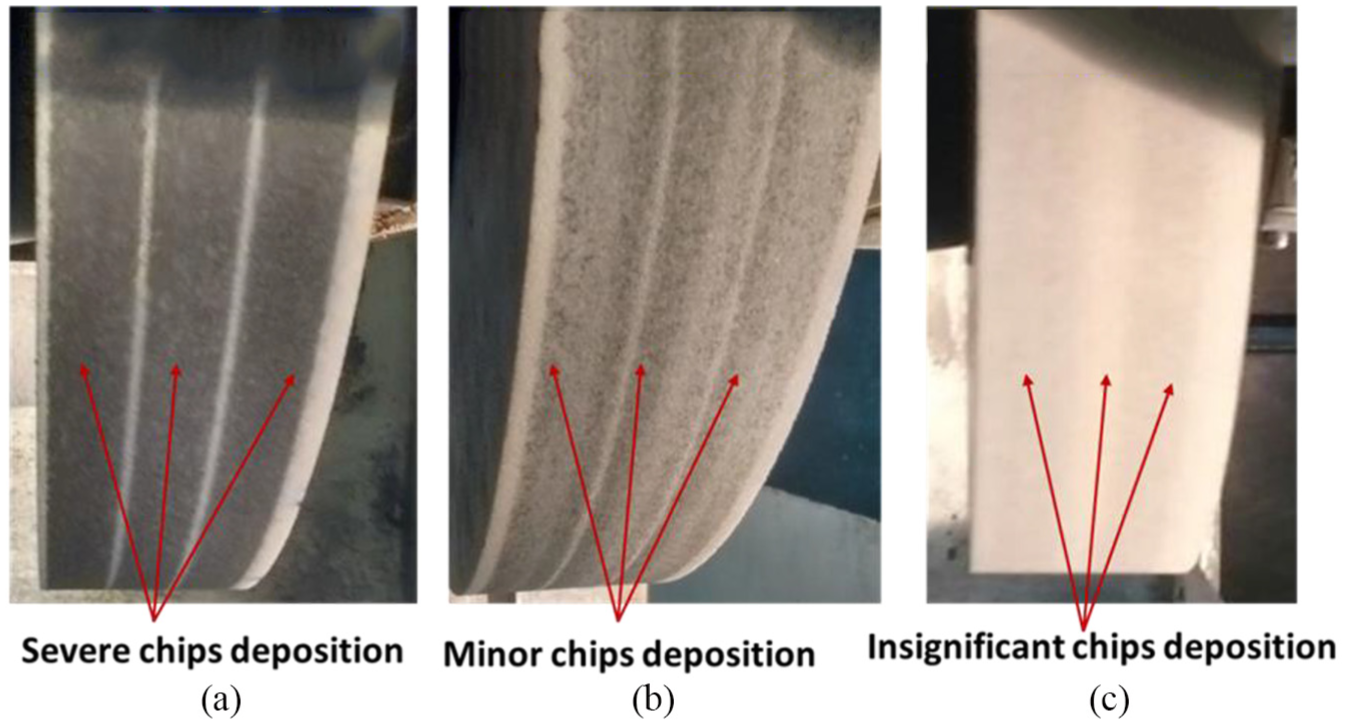
Grinding wheel images after the grinding experiments under (a) dry, (b) MQL, and (c) LN2 grinding.
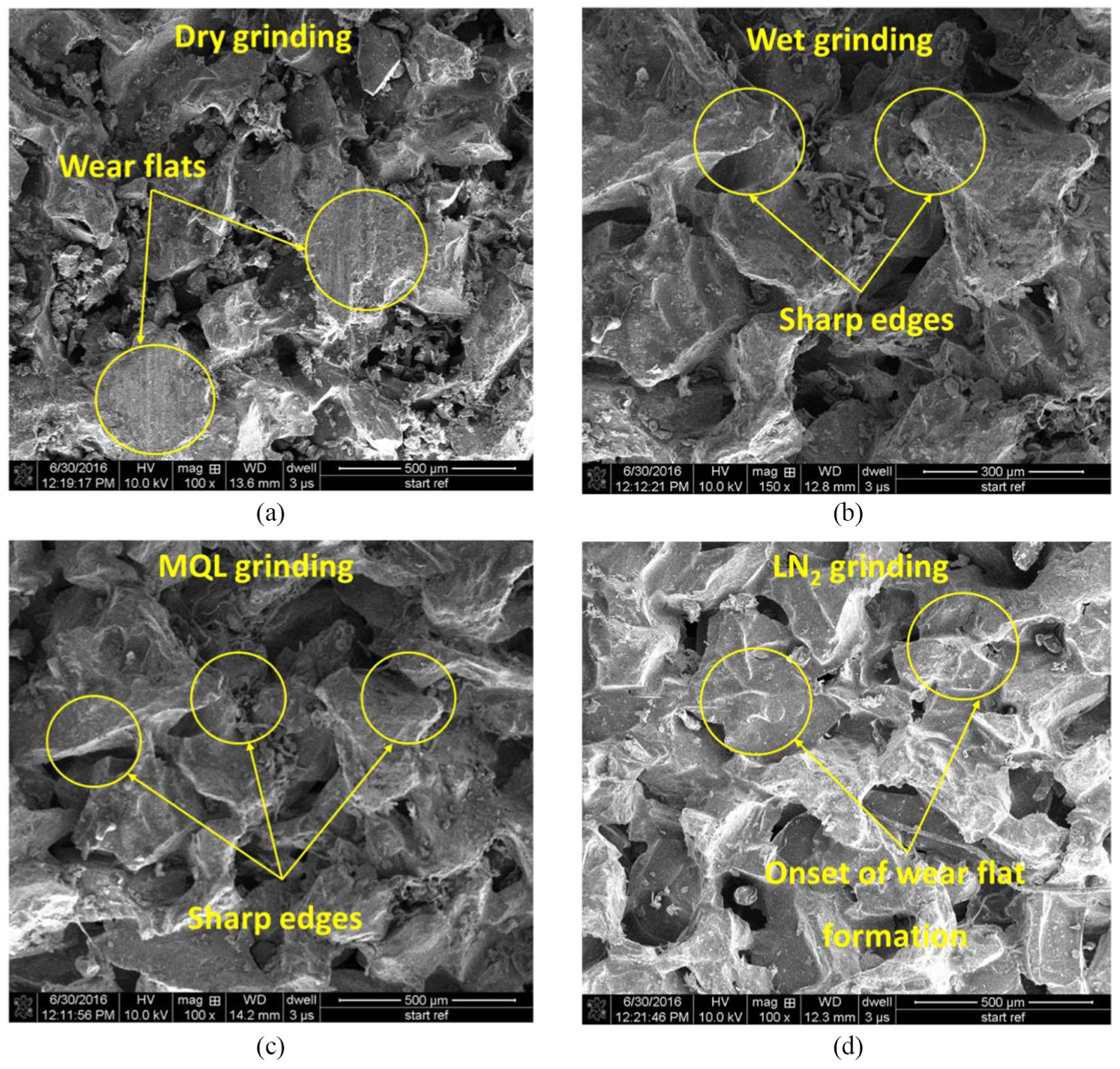
SEM micrographs of the wheel surfaces obtained after grinding experiments under (a) dry, (b) wet, (c) MQL, and (c) LN2 grinding conditions.
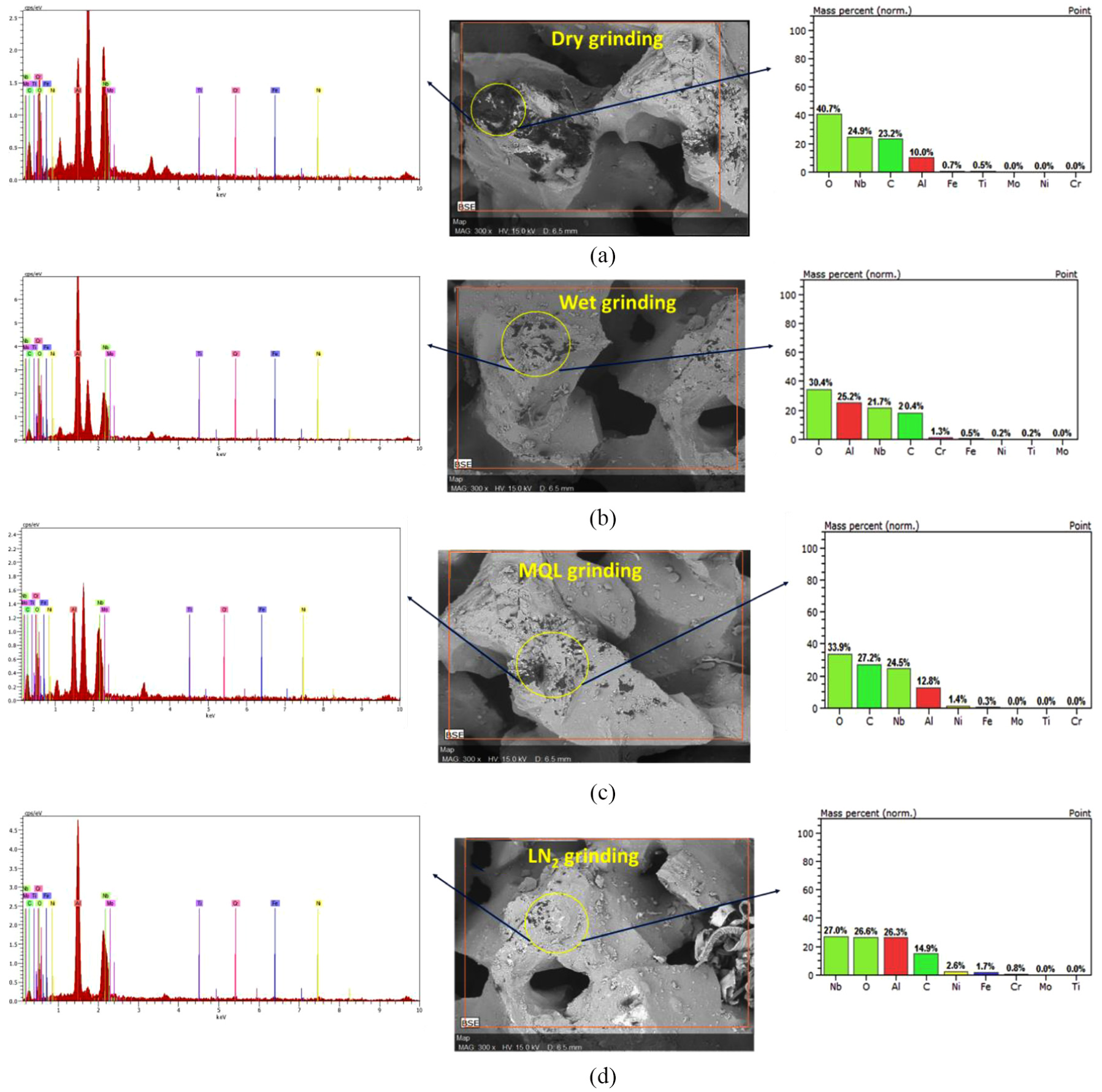
EDS analysis of alumina wheel surface post grinding under (a) dry, (b) wet, (c) MQL, and (d) LN2 environments.
AFM surface topographic images of the work surface ground under dry, MQL, and LN2 conditions are presented in Figure 9. The dimensions of the AFM images of the ground surfaces obtained after dry, MQL, and LN2 conditions are 50 μm × 50 μm × 0.807 μm, 50 μm × 50 μm × 1.3 μm, and 50 μm × 50 μm × 0.974 μm, respectively. The average height of the scanned area over the ground surfaces obtained under dry, LN2, and MQL grinding is 0.807, 0.974, and 1.3 μm, respectively, which shows an increasing trend. The least average height is found in dry grinding and the highest in MQL grinding which also supports the reasoning of intense wheel flat in dry grinding and grit micro-fracturing in MQL grinding. The Ra values obtained from AFM for dry, MQL, and LN2 grinding environments are 158, 316, and 259 nm, respectively, whereas the height of highest peak (Rmax) values are 1727, 2126, and 2061 nm, respectively. From these images, the relatively smoother surface has been observed in dry grinding, which is primarily because of intense rubbing due to wear flats on the grinding wheel. Moreover, the deposition of debris as shown in Figure 7 between the grit interspacing and over the grits makes the wheel surface shiny and glazed.
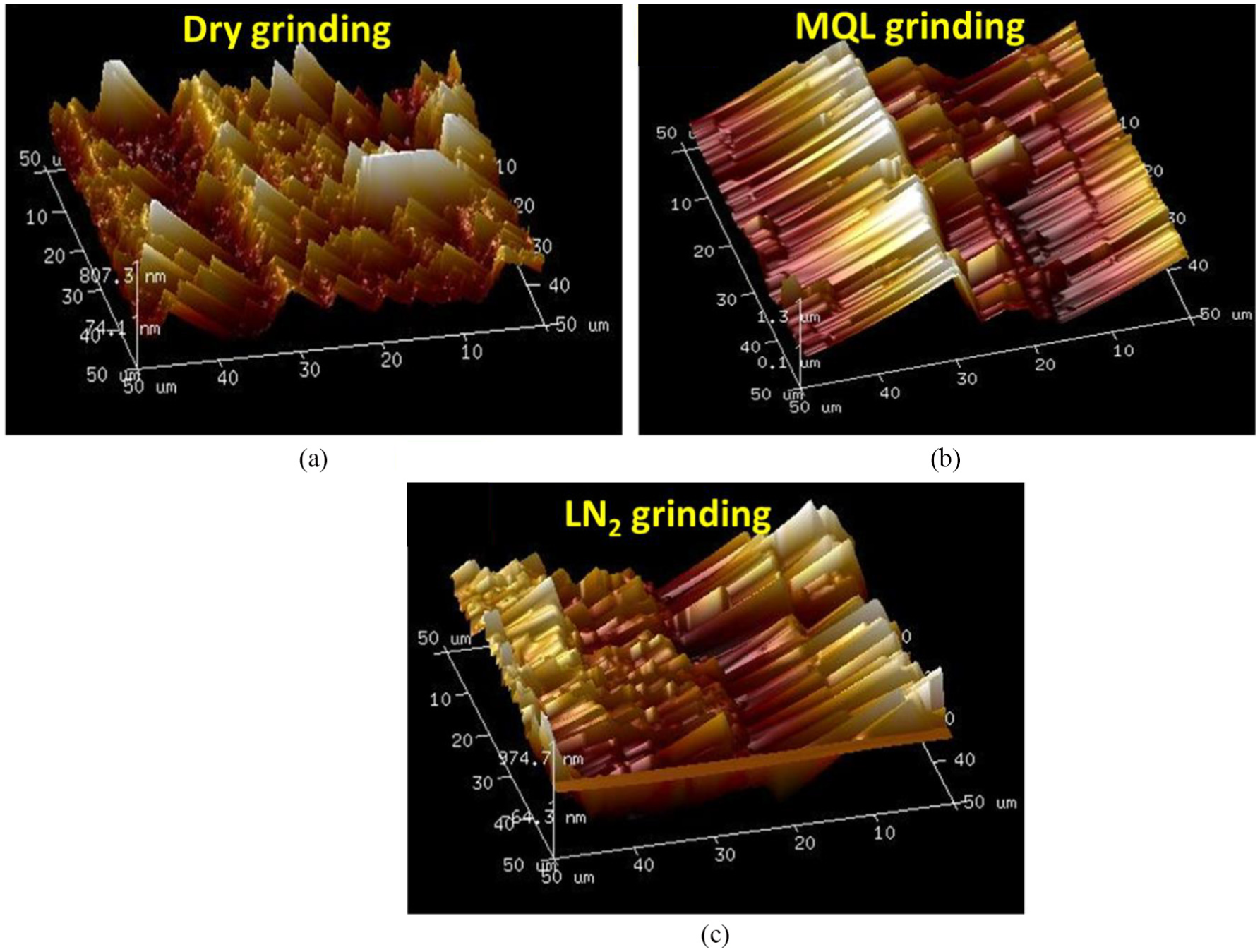
AFM image of the ground surface obtained after grinding under (a) dry, (b) MQL, and (c) LN2 environments.
ANOVA analysis of Ft and Ra
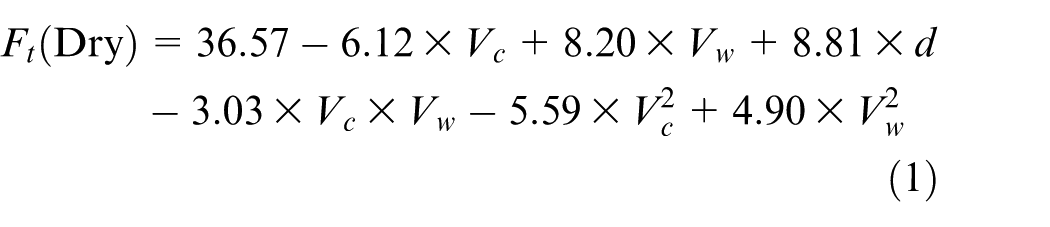
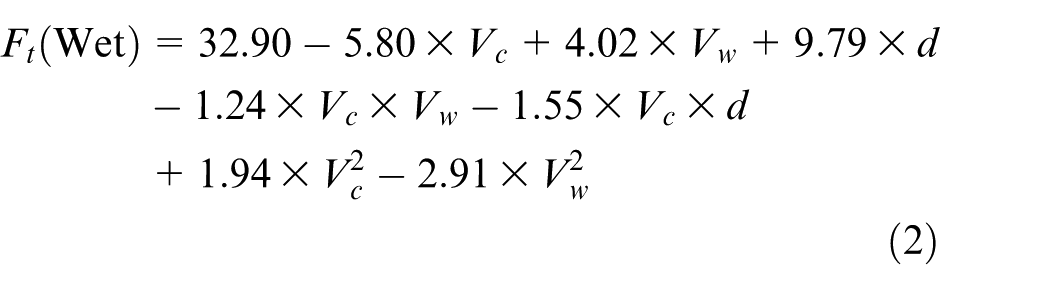
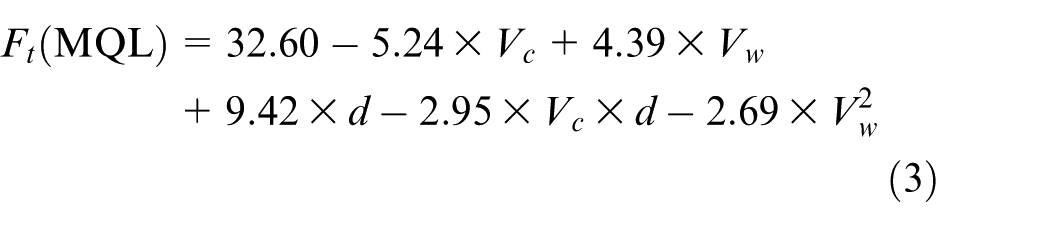
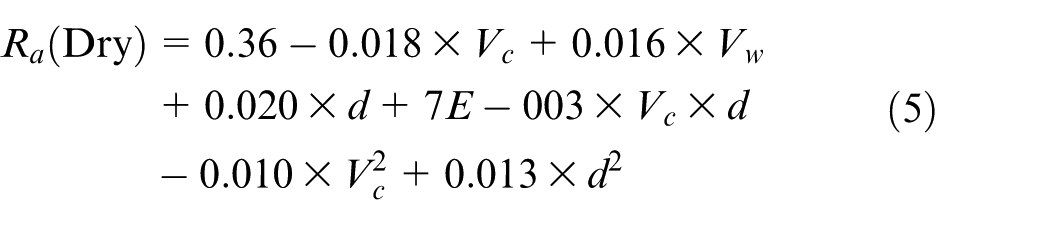
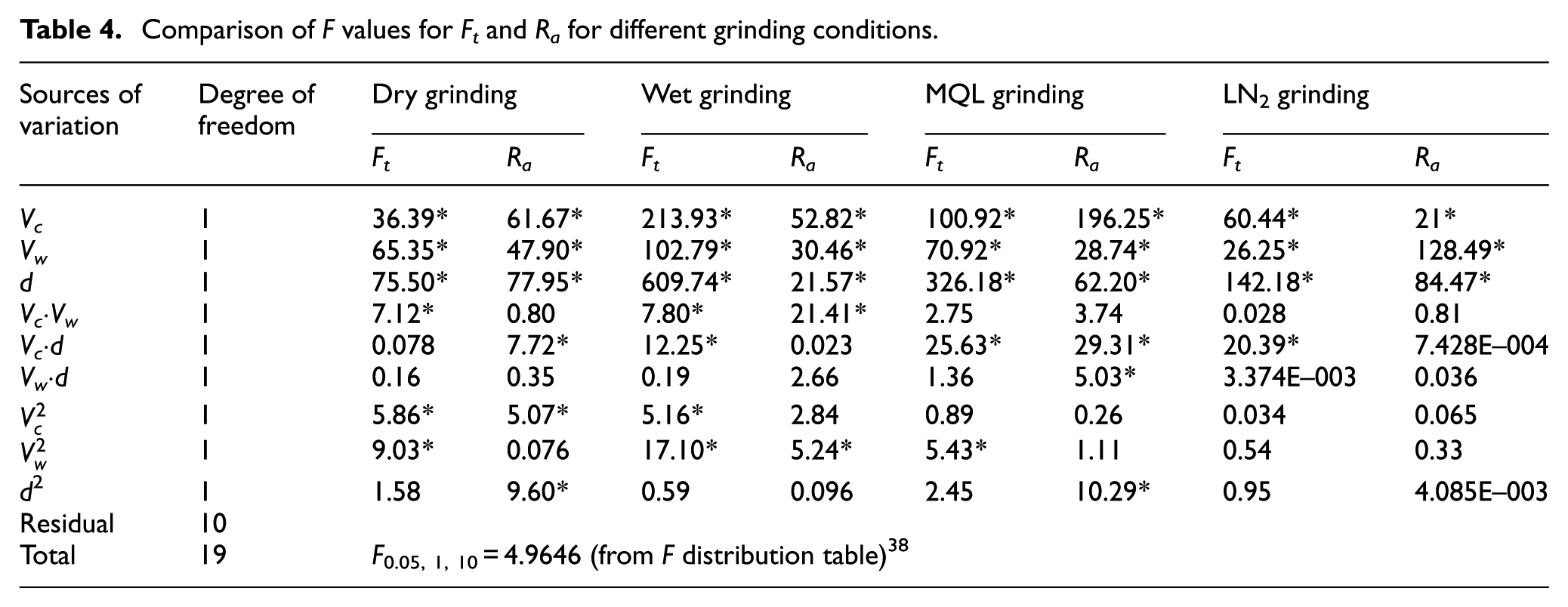
ANOVA of the two most significant grinding attributes Ft and Ra has been performed using Design Expert 7. With the individual grinding parameters’ effect, first-order interaction between the grinding parameters has been established through F test at 5% significance level. The calculated F values for Ft and Ra have been compared to an F value taken from the F distribution table for all the grinding environments as depicted in Table 4. Based on the relative F values, significant terms have been identified and marked with a star (*) mark. Then, after removing the insignificant terms, second-order multiple regression models in coded form have been fitted for both responses as given below in the form of equations. Furthermore, to ensure the adequacy of these models, the predicted and actual values have been compared, and the relations between the predicted and the actual values for Ra and Ft have been cited in Figure 10. In addition to the R2 value, the adjusted R2 value of these responses in all situations has been calculated using the software package and has been shown in Table 5. The adjusted R2 values of Ft and Ra have been found to be fairly close to R2 values. This closeness indicates that the adopted quadratic regression model is sufficient to capture the experimental data variations. Additionally, it also provides information that by further increasing the degree of the regression model, there will not be any improvement in the regression fit as obtained. The errors are also found to be randomly distributed not showing any distinct trend which is a prerequisite condition for checking the adequacy of the models 38


Comparison of F values for Ft and Ra for different grinding conditions.
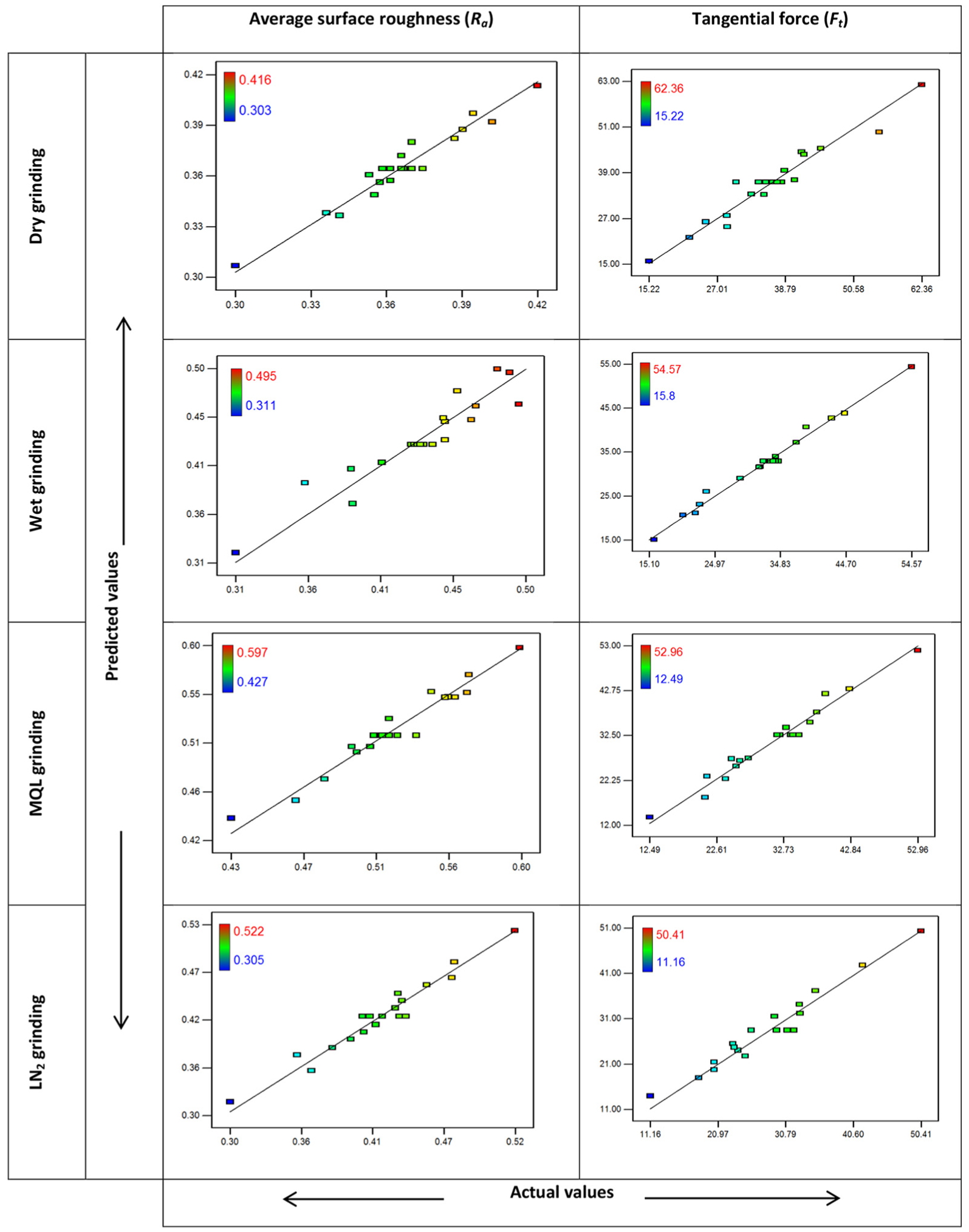
Comparison between predicted and actual values of surface roughness and tangential forces.
R2 and adjusted R2 values for Ft and Ra.

SEM and EDS test of ground surfaces
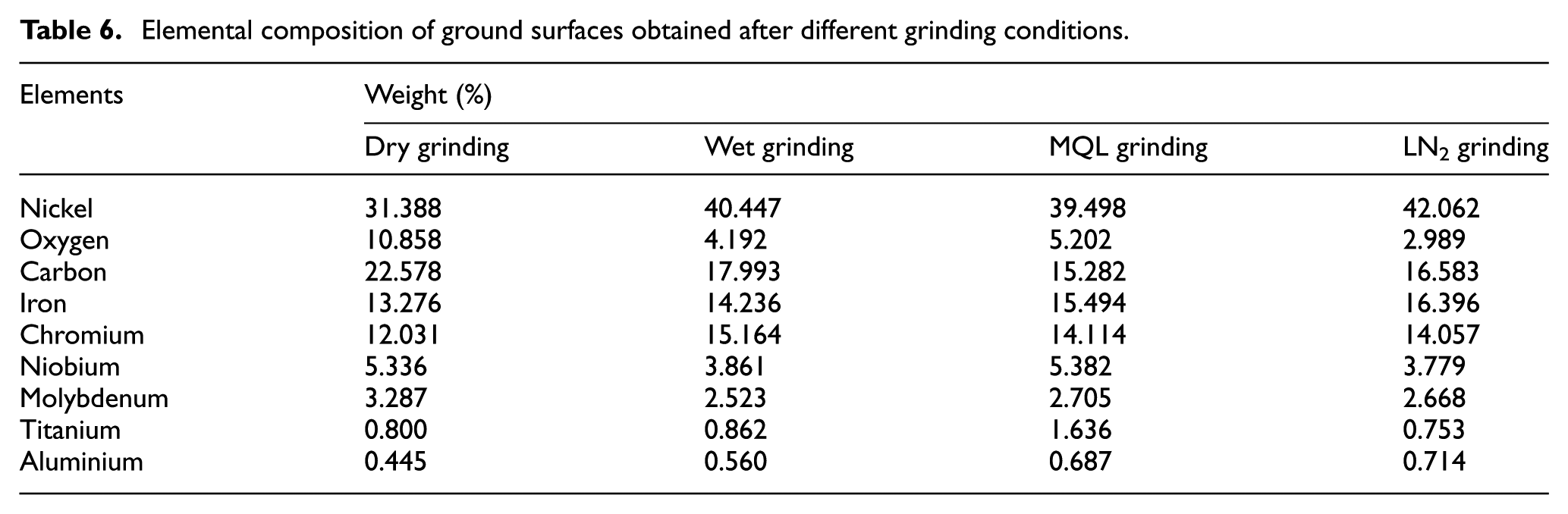
Figures 11 and 12 present the SEM and EDS images of the ground surfaces generated under different grinding environments, respectively. Distinct thermal cracks on the dry ground surface can be seen in Figure 11(a). These thermal cracks are due to high heat generation and more importantly, heat accumulation over the ground surface as a result of the lesser thermal conductivity of the work surface. From Figure 11(d), it is clear that cryogenic grinding reflects the best ground surface, whereas in dry grinding, surface cracks and severe redeposition can be seen. However, in wet and MQL grinding, the redeposition is relatively milder which can be attributed to the relatively lesser heat generation compared to the dry grinding. Figure 12 depicts the EDS analysis of the ground surface under dry, wet, MQL, and LN2 environments. The elemental composition of these test samples has been given in Table 6. The weight percentage of oxygen in dry, wet, MQL, and LN2 ground surface is 10.858, 4.192, 5.202, and 2.989, respectively, which indicates severe oxidation in the case of dry grinding compared to the other three. The decrement in Ni percentage from the LN2 ground surface: 42.062, MQL: 39.498, wet: 40.447, and dry: 31.388, respectively, also support the formation of nickel compounds primarily due to more heat generation in dry grinding. From this, it can be opined that minute oxidation has been found in the case of MQL grinding, whereas LN2 grinding generates the surface free from surface oxidation. This is due to the rapid heat extraction from the grinding zone by the LN2 jet leading to completely unoxidised ground surface. In wet grinding, the level of surface oxidation is slightly lesser than the surface oxidation obtained in MQL grinding. This improvement in wet grinding is at the high cost of the coolants used and possesses a threat to the operator and the environment. MQL grinding generates the ground surface having oxygen content in the level 5.202% which is marginally higher than the level of oxygen (4.192%) in wet grinding. This insignificant decrease in surface oxidation using litres of cutting fluid does not seem a viable and economical solution. Therefore, MQL grinding can be considered as a realistic alternative considering the cost and quality aspects of the ground component.
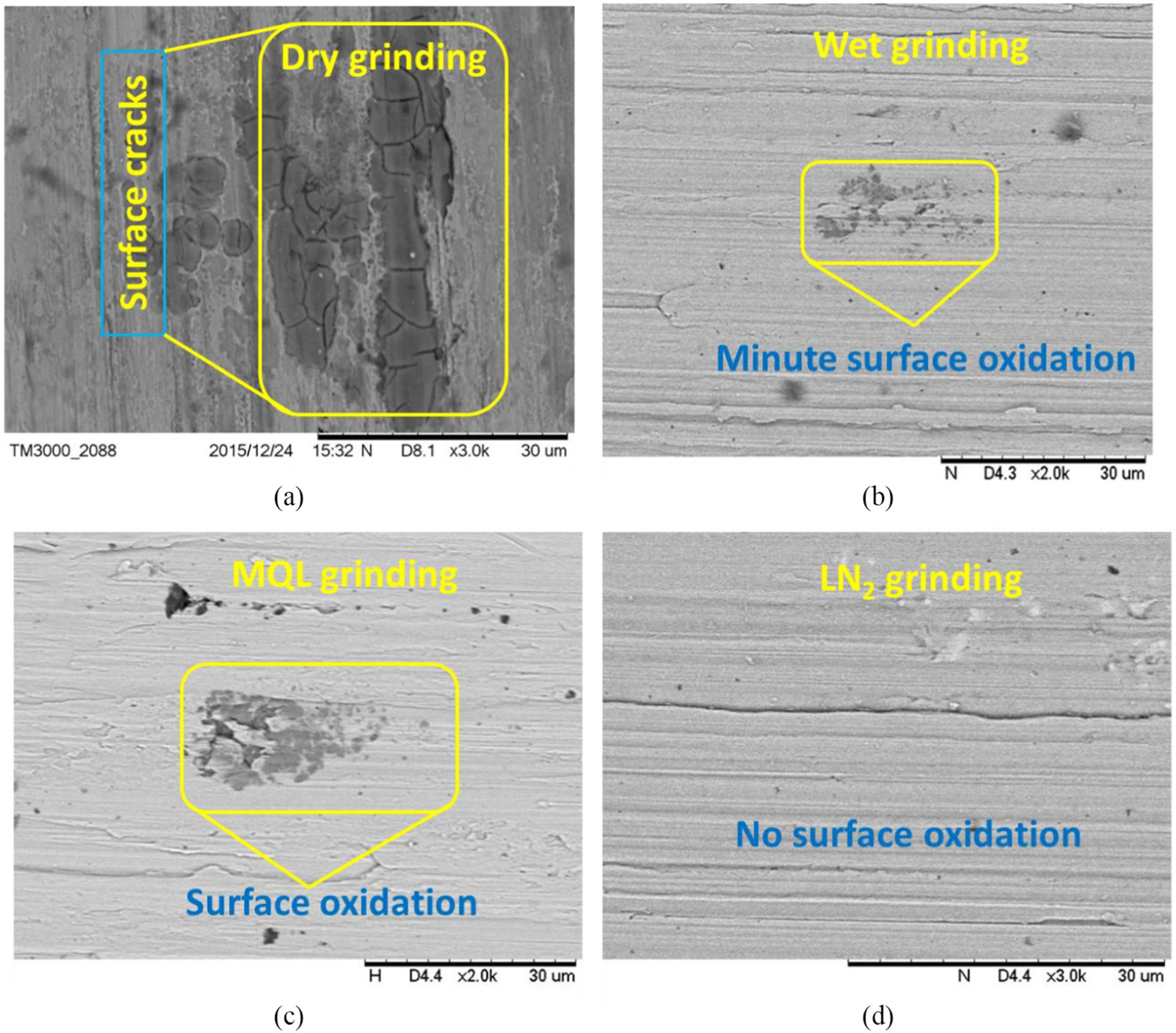
Ground surface SEM micrographs under (a) dry, (b) wet, (c) MQL, and (c) LN2 environments.
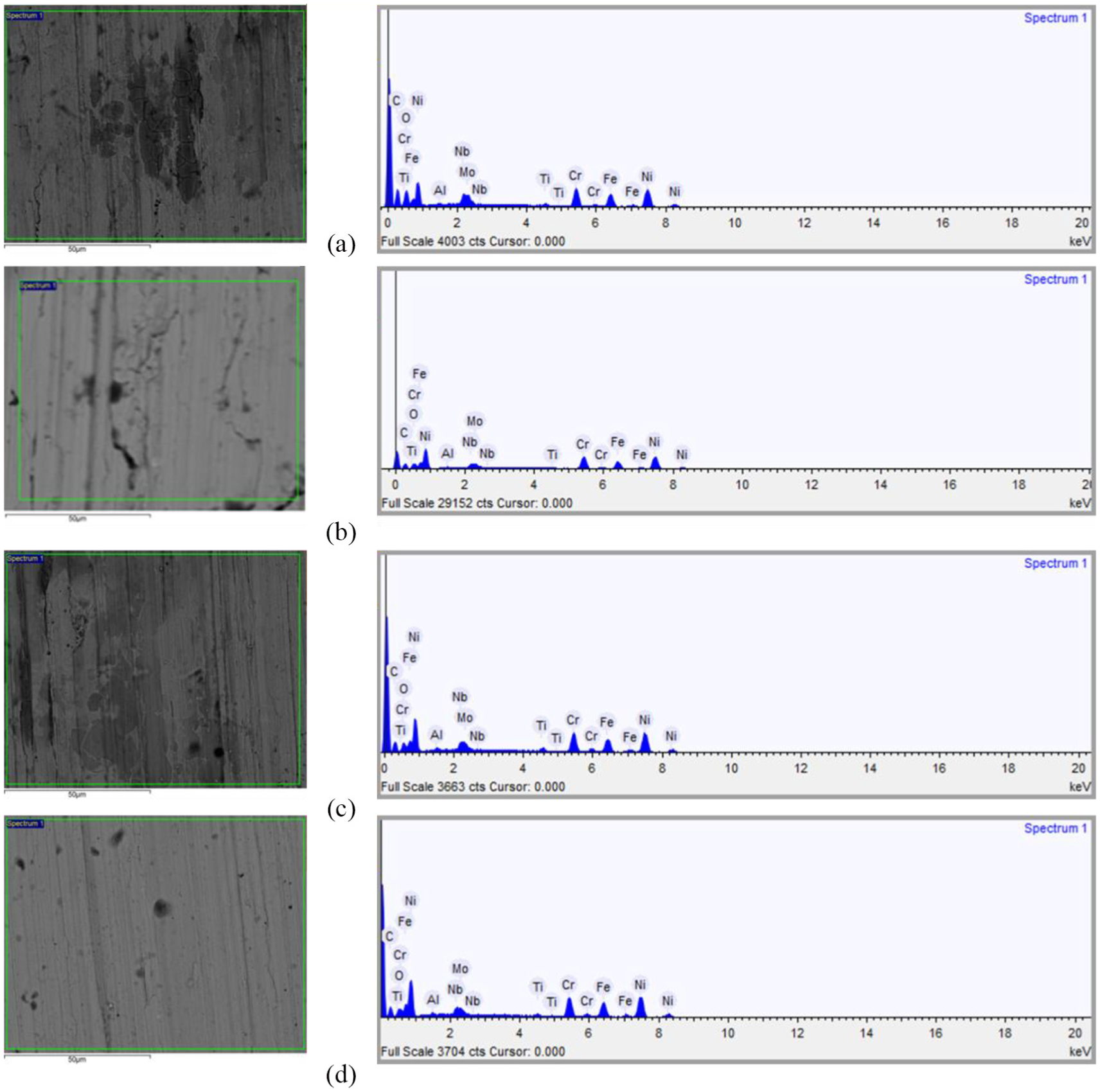
Ground surface EDS micrographs under (a) dry, (b) wet, (c) MQL, and (d) LN2 environments.
Elemental composition of ground surfaces obtained after different grinding conditions.
SEM characterisation of grinding chips
The SEM micrographs of the grinding chips collected on carbon tape under different grinding environments are depicted in Figure 13. From Figure 13, it is clear that in dry grinding, almost complete curling of chips (i.e. almost circular chip) has been observed, which proves that high heat generation and severe oxidation occurred. The curling of chips is more common, while grinding with conventional wheel such as alumina wheel possesses small thermal conductivity and therefore, more heat is flown to the grinding chips. 40 In the case of wet and MQL grinding, chip sizes are relatively smaller caused by chip breakage due to relatively high cooling effect compared to dry grinding. However, in LN2 grinding, almost C-type chip has been found which is due to the sudden and intense cooling of chips leading to its breakage from the middle (refer Figure 13(d)). In wet grinding, the chip size is random consisting of large as well as C-type chip, which hints towards the reduced level of cooling compared to cryogenic grinding. In MQL grinding, broken chips can be seen (refer Figure 13(c)) that explicitly points towards the reasonable high cooling effects. These chip morphologies also support the effectiveness of MQL grinding. However, the LN2 grinding seems to be better in grinding of high-strength IN718.
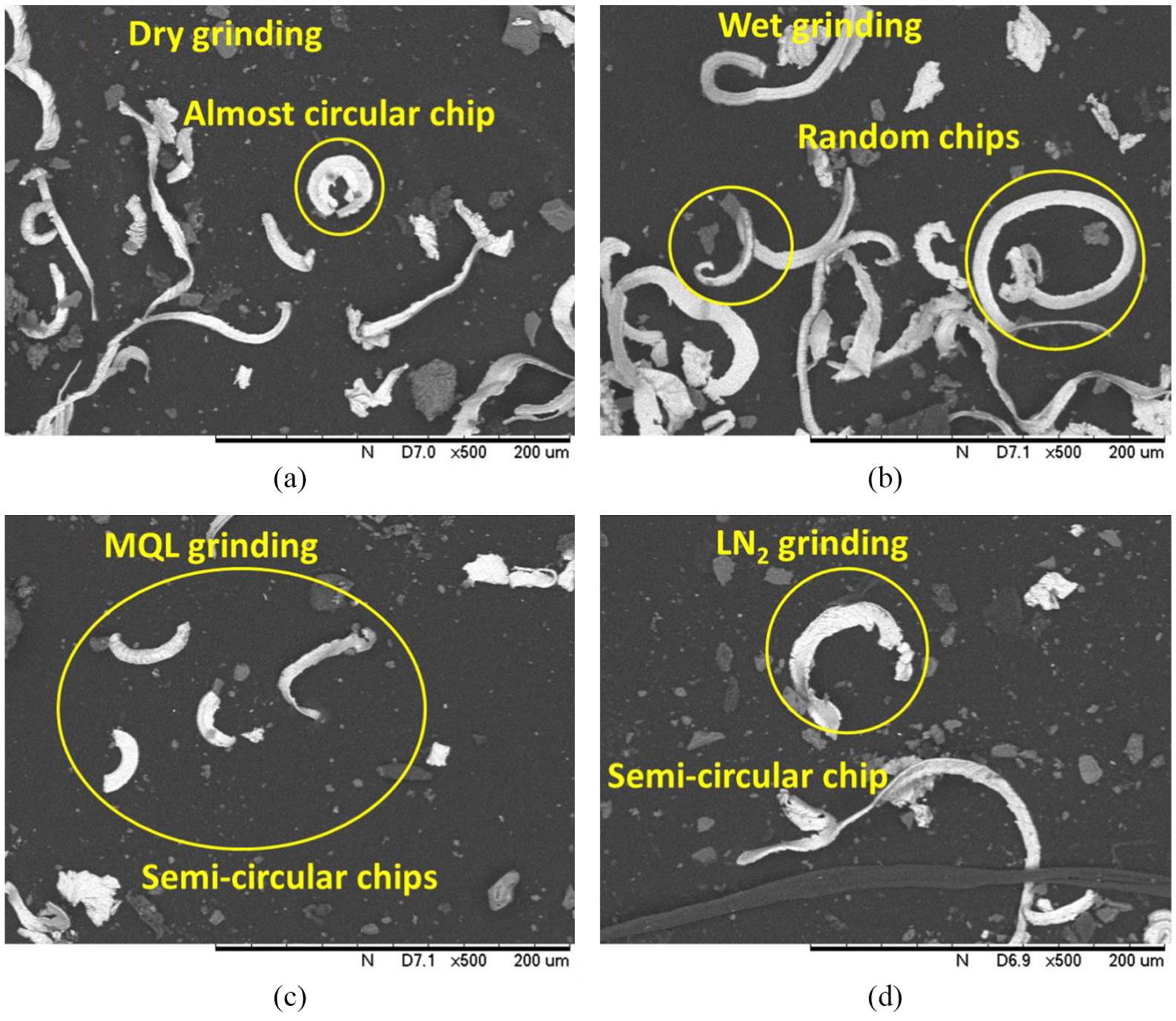
SEM micrographs of chips obtained under (a) dry, (b) wet, (c) MQL, and (d) LN2 grinding.
Conclusion
The present work is an attempt in the direction of grindability improvement of IN718 superalloy using ecological grinding environments such as MQL with soluble oil and LN2. From this work, the key conclusions can be summarised as follows:
In dry grinding, both tangential and normal forces have been found to be always larger primarily because of profound wear flattening of the grits. Thermal cracks over the ground surface, lower average surface roughness, and almost circular chip justify this likelihood in dry grinding.
In MQL grinding, lower tangential forces have been observed, which indicate favourable grinding condition as compared to dry grinding. From SEM micrographs and EDS analysis, it is concluded that MQL grinding resulted in minor surface oxidation. Marginally, higher mean surface roughness has been found in the MQL ground surface which may be due to better retention of the sharp cutting edges of the grinding grits.
MQL grinding can be a possible alternative to IN718 grinding. MQL grinding will not only enhance the grinding process effectiveness but will also significantly reduce the manufacturing costs by lowering the cutting fluid consumption and other associated costs.
The LN2 environment provides a significant reduction in grinding forces and grinding zone temperature, which consequently promotes favourable grit–work surface interactions. Moreover, the inert nature of LN2 provides cooling and lubrication without damaging the ground surface. This argument is also supported by the lowest oxygen percentage found in the case of a ground surface and wheel surface obtained under LN2 grinding through EDS test results.
SEM images of the ground wheel surface reveal the excessive debris deposition over the wear flat of alumina abrasives in dry grinding, whereas grit wear flattening is almost invisible in LN2 grinding.
Wheel glazing due to wear flats in dry grinding resulted in smoother ground surface compared to MQL and LN2 grinding. The three-dimensional AFM surface analysis well supports this postulate through the topographic images obtained.
The quadratic regression model has been fitted to predict the tangential forces and mean surface roughness. The presented models have been found to be adequate in capturing the variance in the experimental data.
From the EDS analysis of the ground surface obtained under dry, MQL, and LN2 conditions, it is also evident that ground surface has undergone severe oxidation under dry grinding reflected by the highest value of oxygen weight percentage compared to MQL and LN2 grinding.
Footnotes
Acknowledgements
The authors thank the anonymous reviewers for their comments which led to improvements in this article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.