
Abstract
The main objective of this work is to assess the performance of graphene nanoplatelets–based cutting fluid in minimum quantity lubrication grinding of Inconel 718. Nanocutting fluids with varying concentrations and different specific surface areas of graphene nanoplatelets were developed, and basic properties like viscosity and thermal conductivity were evaluated at different temperatures. The role of graphene nanoplatelets concentration and specific surface area is investigated by comparing force generated during grinding, surface roughness, grinding temperature, grinding coefficient and specific grinding energy. The experimental results show that graphene nanoplatelets significantly lower the grinding force, temperature, specific grinding energy and roughness of the finished surface. Nanocutting fluid with 0.3 wt% graphene nanoplatelets and 750 mm2/g was found effectively improved the surface quality of the Inconel 718 compared to dry grinding and minimum quantity lubrication grinding with soluble oil.
Introduction
In general, grinding process is selected as finishing operation in the machining of components, due to its ability to obtain a better surface finish, dimensional as well as form accuracy. During grinding operation, only a few of the abrasive grits take part in the real cutting action, while the rest simply results in the generation of heat by rubbing the surface of the workpiece. High negative rake angle and larger wheel–workpiece contact length also contribute to the high heat generation in the grinding zone. Enhanced workpiece temperature due to high heat generation at grinding zone results in deterioration of the surface and sub-surface quality of the materials especially “difficult to machine materials” such as stainless steel, titanium alloys, nickel-based alloys and composites. High hardness and low thermal conductivity of these materials cause high heat generation and accumulation on the surface of the workpiece, which causes micro cracks, residual stresses, thermal burns, and so on. This, in turn, affects the corrosion resistance, wear rate and life of the ground components particularly when subjected to dynamic loading. Hence, the negative effect of high temperatures at grinding zone has to be prevented for the better ground products by providing cooling and lubrication at grinding zone.
Conventionally, grinding fluids are employed in flood form to aid lubrication and cooling. In spite of having numerous advantages, flood cooling has some serious disadvantages concerned to economical and ecological aspects. A prospective alternative to flood grinding is “minimum quantity lubrication (MQL)” grinding. In this process, a small quantity of lubricant in the form of aerosols, a mixture of lubricant and pressurized air is fed into the grinding zone to provide the necessary cooling and lubrication actions. Performance wise, MQL is superior to dry grinding but inferior to flood grinding. Barczak et al. 1 observed a better surface quality and lower grinding temperature for MQL grinding as compared to dry grinding, whereas MQL surface quality and temperature were found to be inferior to that of flood grinding. Silva et al. 2 found deteriorated workpiece completeness with MQL grinding as compared to flood grinding. From the ample study carried out by various researchers on MQL performance, a conclusion can be drawn that the surface quality of the workpiece is inferior for MQL grinding as compared to the flood grinding. This observation may be ascribed to insufficient cooling and improper lubrication during MQL grinding. Hence, the development of new lubricants which can provide better cooling and lubrication at the grinding zone is very much essential for energy-efficient and sustainable MQL grinding.
To address these challenges, nanocutting fluids are being used in MQL. Nanofluids are dispersions of nanosized (<100 nm) solid particles in a base fluid. These solid particles have better heat transfer capability as compared to liquids and gases. Moreover nanosized particle has a higher specific surface area and heat capacity as compared to millimeter- and micrometer-sized particle. Thus, the addition of nanosized solid particles to grinding fluids can enhance the heat exchange capability of grinding fluids which in turn help in better cooling of the grinding zone by dissipating the heat generated. This is evident from the works carried out by various researchers,3–10 in which MQL grinding performance was improved by adding various nanoparticles such as copper, nickel, Al2O3 and carbon nanotubes. In all these studies, addition of nanoparticles resulted in the reduction of specific grinding energy and improvement in wheel life and quality of the workpiece surface.
Among various nanosized solid particles, graphene nanoplatelets (GNP) are attracting the researchers due to its inherent ability to provide excellent lubrication along with high thermal conductivity. 11 Even though GNP possess basic properties like thermal stability, surface adherence and lamellar structure that should be normally possessed by solid lubricants, its potential in providing lubrication at the machining zone is not explored to its fullest extent so far. Huang et al. 12 observed an enhancement of anti-wear ability of the paraffin oil with the incorporation of optimal concentration of GNP. In the study carried out by Filleter et al., 13 bi-layer graphene was found to outperform graphite in the lubrication viewpoint due to its reduced adhesion. Wang et al. 14 revealed that the effectiveness of solid lubricants in providing lubrication increases if they exist in lamellar structure. Lin et al. 15 ascribed the outstandingly effective lubrication performance of GNP to their nanosize and layered structure. Marcon et al. 16 developed GNP-based cutting fluid to reduce the friction at the machining zone in micro-milling. GNP-based cutting fluid has resulted in reduction of friction and associated heat generation leading to improvement of tool life. Alberts et al. 17 studied the effectiveness of GNP in providing lubrication in surface grinding and observed a significant decrease in the grinding force, specific grinding energy and surface roughness of hardened D-2 tool steel. MQL milling with nano grapheme–based cutting fluid has resulted in low initial flank wear as compared to both dry milling and MQL milling with pure cutting fluid. 18 Ravuri et al. 19 observed a remarkable improvement of life of the grinding wheel and surface finish of Inconel 718 with grinding wheels impregnated with GNP.
From the review of the literature, GNP was found to be quite effective in providing the lubrication of the machining zone. Hence, the main focus of this study is to assess the process efficiency of MQL grinding of “difficult to machine material” Inconel 718 using GNP-based nanocutting fluids. For this purpose, nanocutting fluids with different weight fractions and specific surface areas of GNP are developed. Since the effectiveness of the cutting fluid in providing effective cooling and proper lubrication at cutting tool–workpiece interface depends on the thermal conductivity and viscosity, these properties are evaluated. Furthermore, the performance of GNP-based cutting fluid in MQL grinding of Inconel 718 is investigated in terms of the components of the grinding force (normal and tangential), grinding temperature, surface roughness, friction coefficient and specific grinding energy.
Materials and methods
Materials used in the preparation of GNP-based nanocutting fluids and the grinding conditions adopted in the present work for assessing its performance are detailed in the following sections.
GNP
GNP with varying specific surface area, thickness and width are given in Table 1, procured from “XG Sciences, Inc. (Lansing, MI, USA)” were used in development of nanocutting fluids. They are made by microwave exfoliation of synthetic, acid-intercalated graphite, 20 consisting of a stack of graphene sheets (Figure 1) that were kept together by Vander Walls forces. These sheets slide over each other when subjected to shear loads. In order to obtain a stable and uniform dispersion of GNP in the cutting fluid, GNP were functionalized using a cationic surfactant “cetyl trimethyl ammonium bromide” (CTAB). Unlike the most of the surfactants, CTAB will not damage morphology of GNP, 22 and moreover, it is also economical. The non-covalent functionalization process of GNP using CTAB was discussed elsewhere. 19
Physical characteristics of graphene platelets.

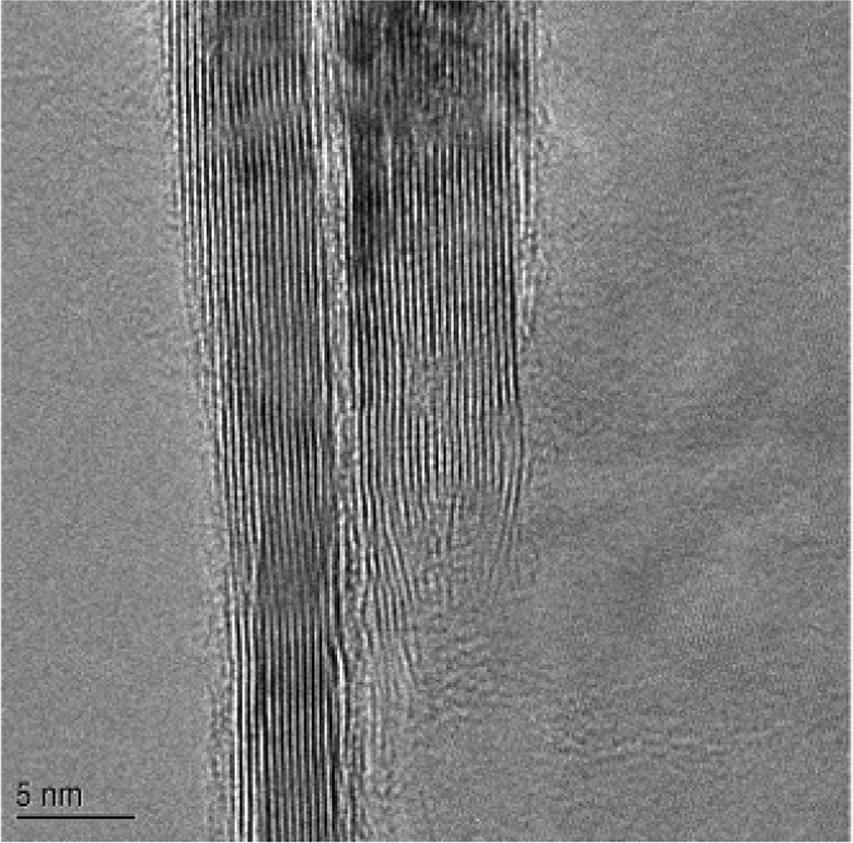
TEM image of graphene nanoplatelets. 21
Preparation of GNP-based nanocutting fluids
Water soluble oil, a mixture of water and concentrated soluble oil (95:5 by volume), is used as base cutting fluid for preparation of nanocutting fluids. When the cutting fluid with GNP inclusions is used in MQL grinding, it is expected that the GNP adhere to the grinding surface and reduces the friction as one graphene sheet slides over the other. Nanocutting fluids are prepared by adding various weight fractions (0.1, 0.2, 0.3, 0.4 and 0.5 wt%) and specific surface areas (300, 500, 750 mm2/g) of surfactant-wrapped GNP to base cutting fluid, as shown in Table 2. The mixture is sonicated for 30 min using a probe sonicator at 35% amplitude. When pristine GNP are used for preparation of nanofluids, GNP started segregating especially in nanofluids consisting higher concentration (0.3, 0.4 and 0.5 wt%) within a day, whereas for nanofluids with surfactant-wrapped GNP, dispersion remained stable even after 5 days. Figure 2 shows the stability of nanocutting fluids. Figure 2(a) shows the base cutting fluid which is white in color. Figure 2(b) shows stability of 0.4 wt% raw GNP after 1 day. It can be seen that graphene platelets agglomerated at the top, separating them from the base cutting fluid. Separation of graphene platelets from sample (b) has caused difference in color at top and bottom. Top dark layer is of agglomerated graphene. Movement of graphene platelets from bottom region to top has made the color of bottom cutting fluid lighter. Figure 2(c) shows stability of 0.4 wt% functionalized GNP after 5 days. No agglomeration is formed. Uniform dispersion of GNP has given black color to the sample. Therefore, nanofluids, that are developed with surfactant-wrapped GNP, are used for further study.
Nomenclature of nanocutting fluids.
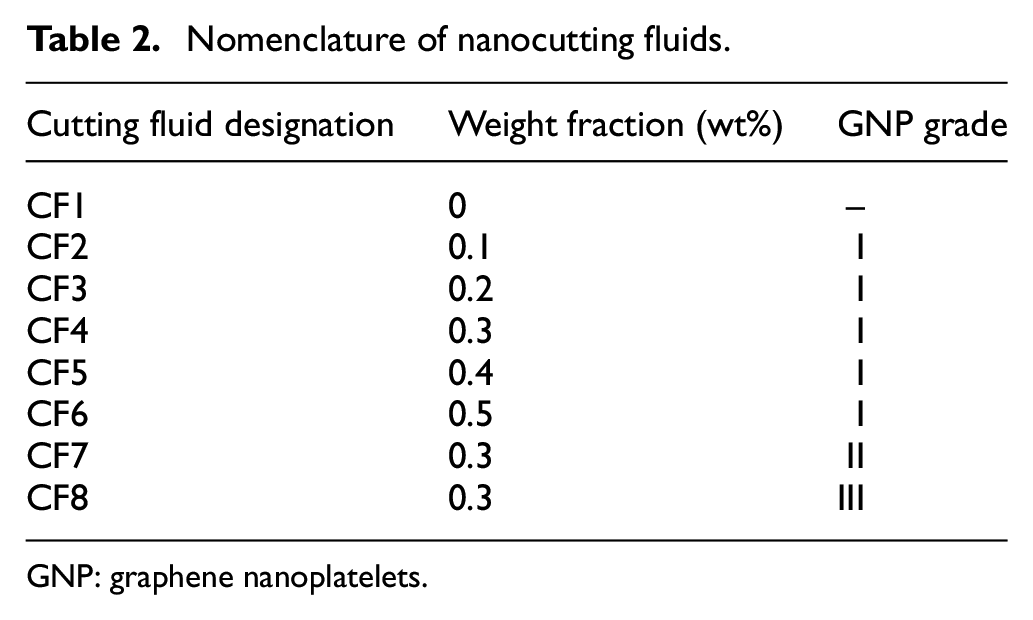
GNP: graphene nanoplatelets.
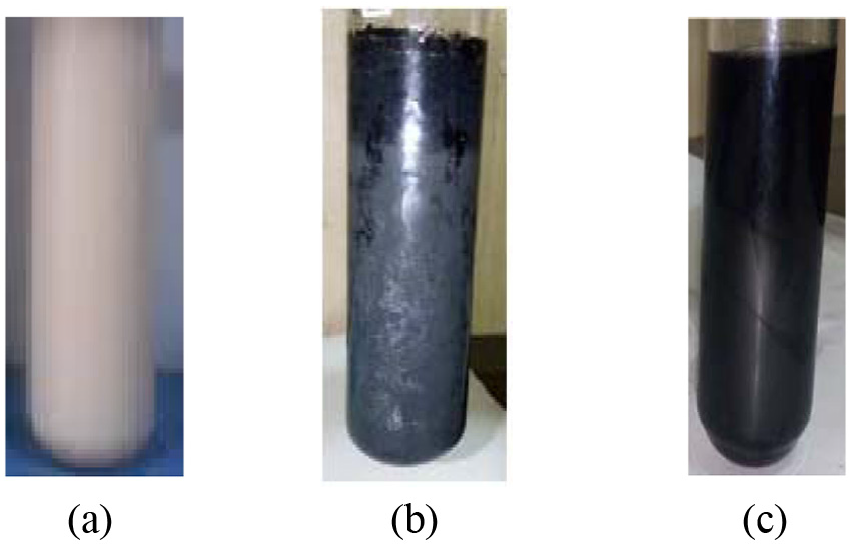
Stability of nanocutting fluids with (a) 0 wt% GNP, (b) 0.4 wt% raw GNP in a day and (c) 0.4 wt% functionalized GNP after 5 days.
Basic properties of GNP-based nanocutting fluids
The thermal conductivity of the nanocutting fluids was measured using KD2 Pro (a transient heated needle) within the temperature range of 30 °C–70 °C. Thermal conductivity of each sample is measured for five times, and mean values were reported. Before measuring, the equipment is calibrated by evaluating thermal conductivity of water.
Dynamic viscosity of the GNP-based cutting fluid is measured using Brookfield viscometer as per ASTM D 2983. Initially to ensure the accuracy of the instrument, dynamic viscosity of the distilled water was measured at room temperature, and error was found to be within ±2%. After confirming the accuracy, dynamic viscosity of each prepared nanocutting fluid was measured within the temperature range of 25 °C–60 °C. Each sample was measured for five times, and average values were reported.
Grinding experiments
To investigate the performance of GNP-based nanocutting fluids, Inconel 718 workpiece samples are ground using surface grinding machine under dry and MQL application of nanocutting fluids consisting of various weight fractions and specific surface areas of GNP. Resin-bonded aluminium oxide grinding wheels (1-200 × 25 × 31.75-99A-80K6B-50) are used for this purpose. In order to ensure uniform initial surface conditions, all the workpiece samples were pre-machined upto a 1-mm depth of cut before actual machining. To minimize the effect of grinding wheel conditions on output variables of the process, grinding wheel is dressed before each trail with constant dressing conditions using a single point diamond dresser. Table 3 provides the experimental conditions adopted in the current work. All the experiments are repeated for six times, and average values are reported along with standard deviations. Accu-Lube system with nozzle diameter of 3 mm is used for controlled supply of a minimum quantity of lubricant at grinding zone. Experimental setup and schematic diagram are shown in Figures 3 and 4, respectively. Cutting force, force ratio, specific grinding energy, surface roughness and temperatures were taken as performance measure for assessing the performance of the developed nanocutting fluids. A piezoelectric Kistler dynamometer (type: 9272) is used for measuring cutting force. Mitutoyo Surftest SJ-301 is used for measuring the surface roughness with cutoff value 0.8 mm. Roughness of the surface is measured at five points across the grinding direction, and average values are reported. The temperatures developed at 4 mm below the ground surface are measured using the K-type thermocouple with digital indicator. As seen from this Figure, a slot is made at the bottom of the Inconel plate (80 × 80 × 10 mm3) to accommodate the thermocouple. Once thermocouple is put in the slot, the bottom plate is glued with an adhesive to the top plate. The surface morphology of the ground surfaces was analyzed using a metallurgical microscope (Make: Olympus; Model: GX51) with image analysis software.
Experimental conditions.
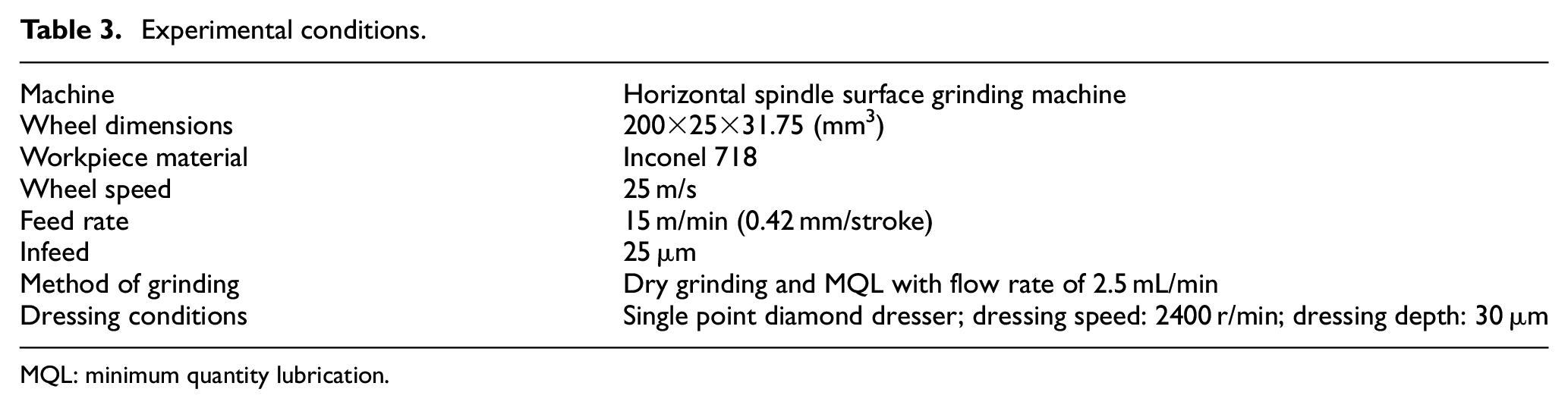
MQL: minimum quantity lubrication.

Experimental setup.
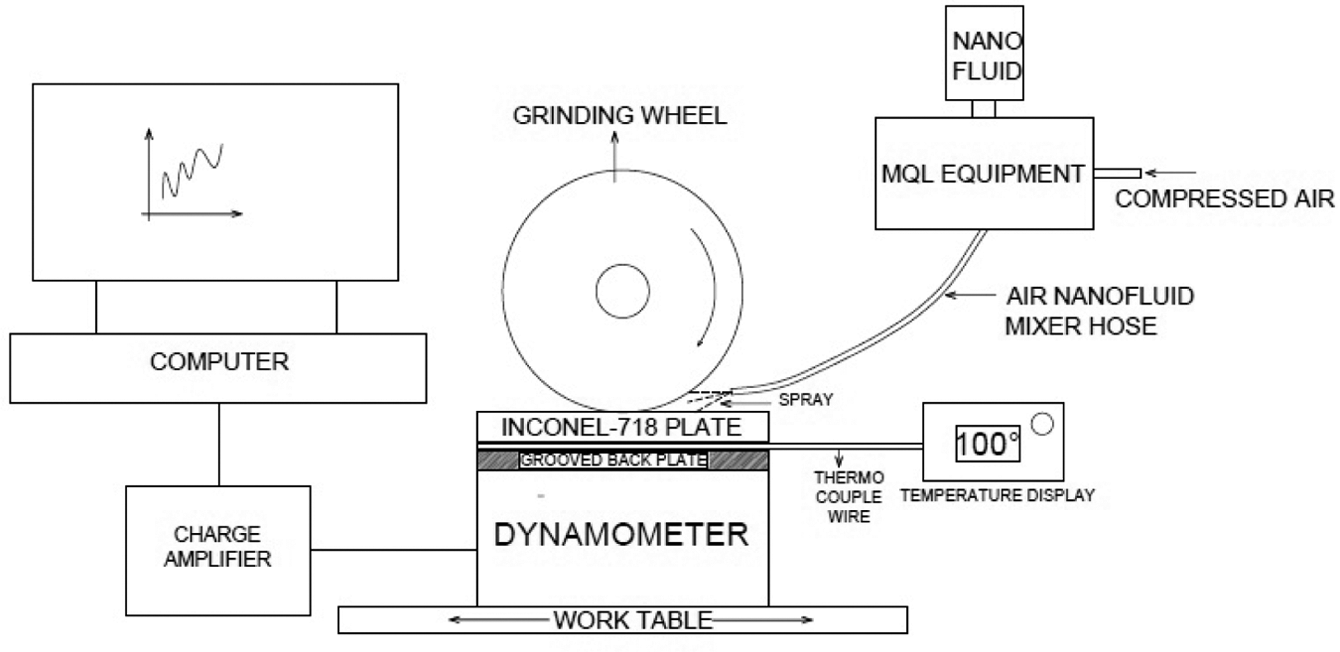
Schematic representation of MQL grinding of Inconel 718.
Results and discussions
The properties of the developed GNP-based nanocutting fluids and the effect of its MQL application at the grinding zone on various grinding performances are detailed in the following sections.
Properties of nanocutting fluids
In this section, variations in thermal conductivity and viscosity of the nanocutting fluid with respect to the varied weight fractions and specific surface areas of GNP are measured to find the best possible weight fractions and specific surface area of GNP.
Thermal conductivity
Thermal conductivity is an important property that should be possessed by a cutting fluid for providing effective cooling at the grinding zone. Enhanced thermal conductivity with the dispersion of nanosized particles into the conventional cutting fluids results in an increase in the heat extraction capability which in turn decreases the temperature at the grinding zone. The thermal conductivity of nanocutting fluids with varied weight fractions and specific surface areas of GNP are measured within the temperature range of 30 °C–70 °C in the intervals of 10 °C, and results are presented in Figure 5. It can be observed from these results that the thermal conductivity depends on weight fractions of GNP in the cutting fluid, specific surface area of GNP and as well as on the temperatures. For all the weight fractions and specific surface areas considered in this work, thermal conductivity increases linearly with increase in temperature. Increase in random motion of molecules and the rate of collisions with a rise in temperature might be responsible for variation of the thermal conductivity with respect to temperature. Furthermore, thermal conductivity also enhanced with increase in concentration of GNP in the base fluid. Nanocutting fluids with 0.5 wt% GNP exhibited the highest improvement of thermal conductivity. Enhancement of thermal conductivity with the addition of GNP may be ascribed to the Brownian motion of the GNP in the fluid which in turn results in better heat transfer. Besides this, the observed enhancement of thermal conductivity may also be ascribed to the formation of nanolayer at solid–liquid interface and nanoclustering. Apart from the temperature and the concentration of GNP, specific surface area of the GNP also profoundly influenced the thermal conductivity of the nanocutting fluid. Thermal conductivity is observed to be increased with an increase in the specific surface area of GNP. Cutting fluids with GNP having a specific surface area 750 mm2/g exhibited the highest improvement at all the temperatures considered as compared to GNP having specific surface areas 300 and 500 mm2/g.
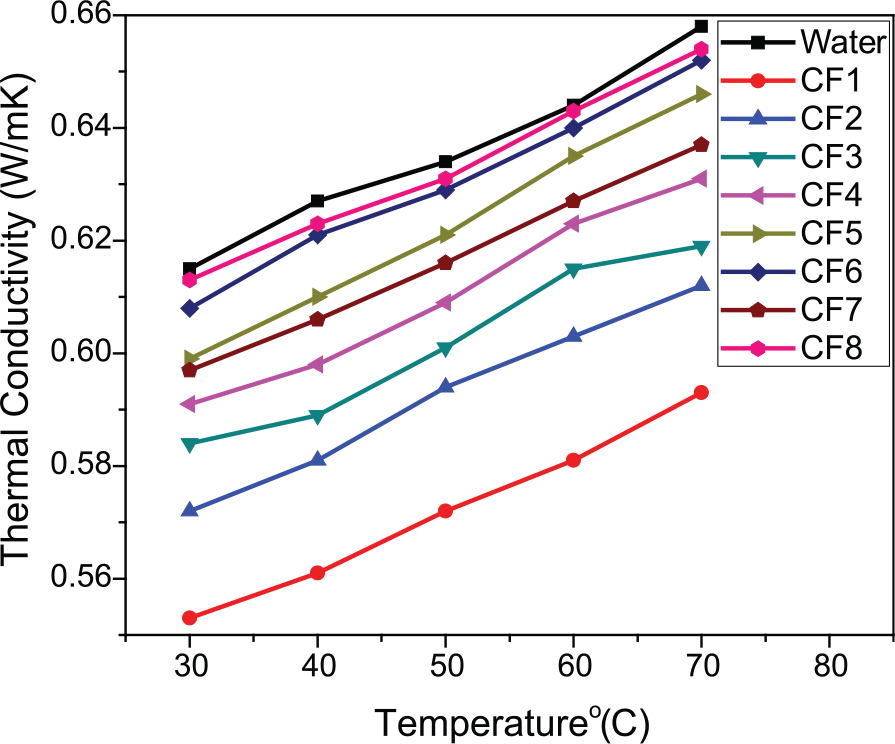
Thermal conductivity of nanocutting fluid as function of temperature.
Viscosity
The effectiveness of the cutting fluid in providing proper lubrication at the machining zone largely depends on the viscosity of the cutting fluid. Variation of viscosities of the base fluid and nanocutting fluids with respect to temperature is presented in Figure 6. The viscosity is observed to decrease with an increase in the temperature. With increase in temperature of the fluid, intermolecular attractions among the molecules of the base fluid and nanoparticles become weak; this in turn increases the molecular mobility and result in a decrease of viscosity. Furthermore, at all the temperatures considered, viscosity is found to be increased with the increase in GNP concentration. A similar trend is reported by many studies.23–25 Enhanced viscosity may be attributed to increased hindrance to the flow of the fluid with the increase in concentrations of GNP. Moreover, as the concentration increases, nanoparticles agglomerate within the suspension. This, in turn, might lead to enhancement of internal shear stress of the nanofluid because of the higher shear resistance offered by solid particles. In the study reported by Hussein et al., 26 friction factor was found to be increased with the increase in nanoparticles concentration. This observation is attributed to the reduced mobility of the fluid due to the enhanced viscosity at higher concentrations of nanoparticles. The specific surface area of the GNP also influenced the viscous behavior of the nanocutting fluids. An increase in viscosity is observed with increase in the specific surface area of the GNP. Nanocutting fluid with specific surface area 750 mm2/g GNP exhibited the highest viscosity at all the temperatures considered. Mehrali et al. 27 also observed a similar trend, wherein the viscosity of the GNP-based nanofluid increased with an increase in specific surface area of nanoplatelets.
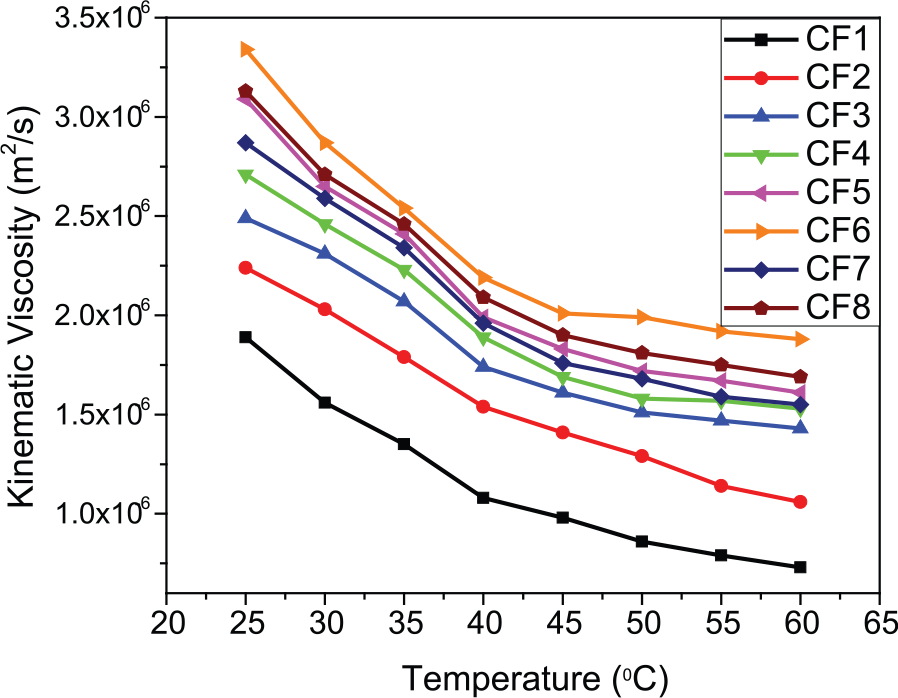
Viscosity of nanocutting fluid as function of temperature.
Grinding performance
Effect of MQL application of the developed nanocutting fluids at the grinding zone on grinding force, grinding coefficient, grinding temperatures, surface roughness and specific grinding energy are evaluated and presented in the following sections.
Grinding force
Performance of any cutting fluid can be evaluated by measuring the normal and tangential components of grinding force. Ploughing (primary and secondary), micro fracturing, wheel loading, shearing, friction, debris and so on are the various components that contribute to the grinding force. However, the relative contributions of these components on the final grinding force depends on variety of factors like workpiece material, process parameters, efficiency of the cutting fluid and application of the cutting fluid at the grinding zone. Components of the grinding force generated (normal and tangential) during the MQL grinding of “difficult to machine material” Inconel 718 using GNP-based nanocutting fluids are presented in Figures 7 and 8, respectively.
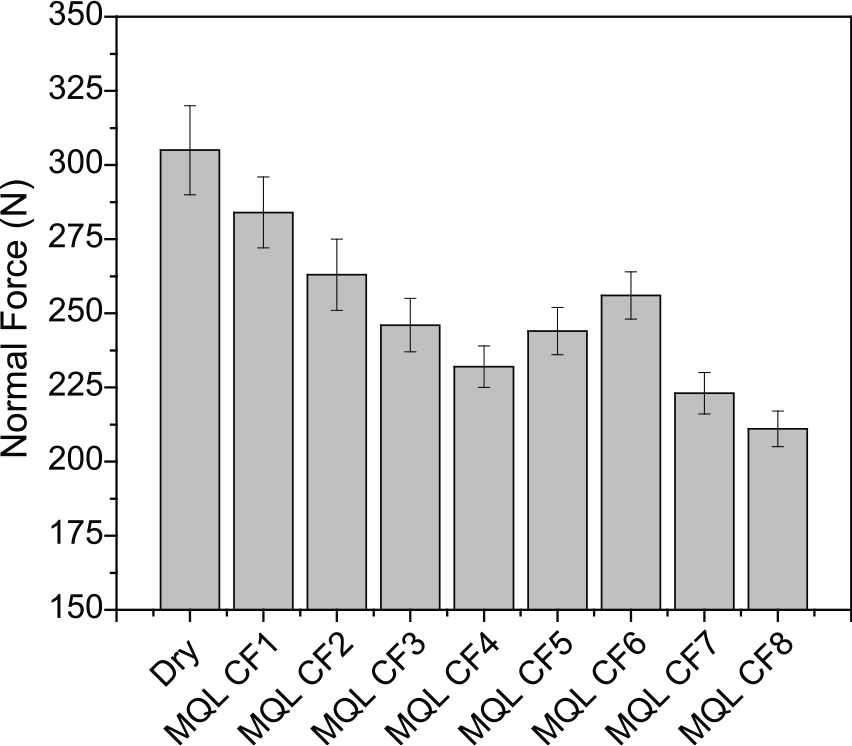
Effect of GNP-based nanocutting fluid on normal grinding force.
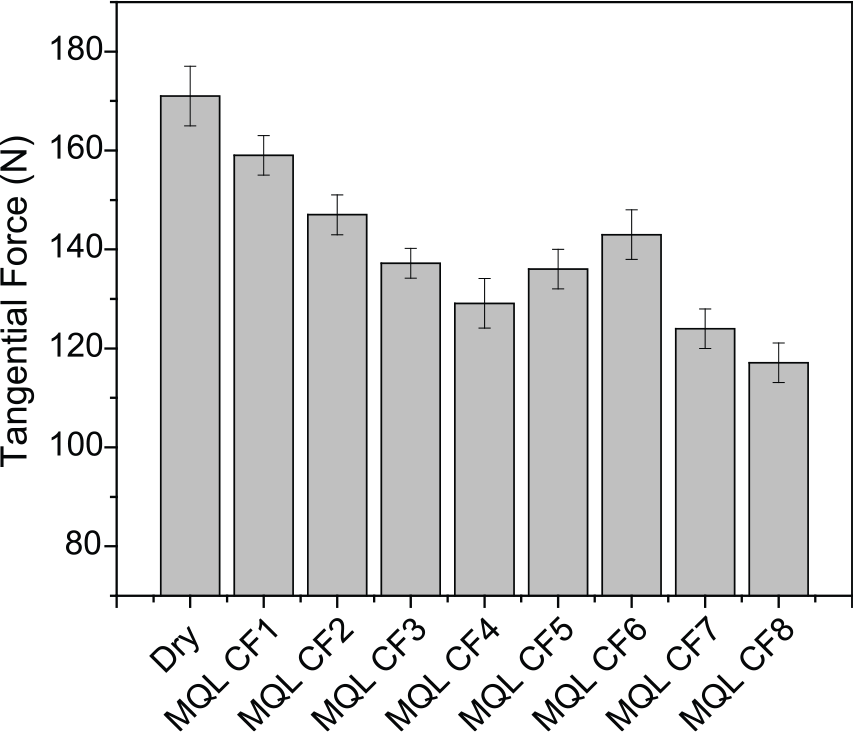
Effect of GNP-based nanocutting fluid on tangential grinding force.
The wheel wear, surface roughness, geometrical and dimensional accuracy of the workpiece is largely influenced by the normal force generated during the grinding process. As seen from Figure 7, MQL with soluble oil has resulted in significant reduction of normal force as compared to dry grinding. This might be attributed to effective delivery of pressurized soluble oil at the grinding zone with MQL technique. Moreover, application of the pressurized fluid at the grinding zone might have reduced the wheel clogging, which in turn might have led to the reduction of normal force. In comparison with dry grinding and MQL grinding with soluble oil, MQL grinding with graphene nanoplatelets–dispersed soluble oil has led to a significant decrease of normal force. Decrease in normal force with nanocutting fluids might be ascribed to the reduced friction at the grinding zone due to the increase in lubrication provided by graphene nanoplatelets at the grinding zone. As the in-feed is kept constant, productive components that contribute to the normal force remains constant, 28 while the non-productive components that are frictional in nature might have reduced due to the efficient lubrication provided by GNP and might have ultimately led to reduction of normal force. As the weight fraction of GNP in the soluble oil increases, the normal force is found to be decreased upto 0.3 wt% GNP content. Beyond this weight fraction, the normal force is found to be increased which may be due to the formation of aggregates at higher concentrations and might also be due to the possible saturation of lubricant effectiveness. Furthermore, from Figure 7, it can also be observed that the specific surface area of graphene has also influenced the normal force generated during the grinding process. Incorporation of GNP with higher specific surface area has resulted in a reduction of the normal force. As compared to dry grinding, the normal grinding force is reduced by approximately 31% (from 305 to 211 N) with MQL application of nanocutting fluid consisting of GNP with 0.3 wt% and specific surface area 750 mm2/g.
Tangential force is found to have a profound influence on the intensity of heat generated at grinding zone, surface integrity of the workpiece and power consumption during the grinding process. Variation of tangential force with GNP concentration is shown in Figure 8. Better penetration of cutting fluid into the grinding zone with MQL technique has resulted in a decrease in tangential force as compared to dry grinding. The incorporation of GNP to the soluble oil has lead to further reduction of tangential grinding force. The effectiveness of the GNP in providing effective lubrication in pursuant to the enhanced viscosity and thereby resulting in a diminution of frictional effects at the grinding zone is apparent from the decrease in tangential force. Tangential force reduced with increase in concentration and specific surface area of GNP. In comparison with dry grinding, maximum reduction of tangential force (from 171 to 117 N) is achieved at 0.3 wt% GNP concentration and specific surface area 750 mm2/g.
Surface roughness
Surface finish has profound influence on the fatigue life, stress corrosion and so on of the component. The life of the machined components and its performance is largely affected by the surface finish. Rougher surface will lead to premature failures of the components. Thus, to broaden the service life and performance of the ground components, surface roughness needs to be decreased by providing effective lubrication and better cooling at the grinding zone. In order to provide efficient cooling and effective lubrication at the grinding zone, nanocutting fluids are developed and delivered at the grinding zone by MQL technique. Effect of MQL of grinding zone with nanocutting fluids with varying concentrations and specific surface areas of GNP on the surface roughness is presented in Figure 9. Dry grinding resulted in maximum surface roughness, which might be due to absence of cutting fluid to lubricate and cool the grinding zone. As compared to dry grinding, MQL of the grinding zone with soluble oil has led to the significant reduction of the surface roughness. This reduction can be attributed to effective delivery of the cutting fluid by the pressurized air at the grinding zone, which in turn might have led to better cooling and lubrication of the grinding zone. Addition of GNP to soluble oil has resulted in a further decrease in surface roughness, which might be ascribed to enhanced viscosity and additional lubrication provided by GNP. Good lubrication properties of GNP are attributed to its platelet structure. When the GNP enters into the grinding zone, platelets slide over each other due to shear load and thereby results in reduction of the friction between grinding wheel and workpiece. Furthermore, improved thermal conductivity of the developed nanocutting fluids with respect to base fluid might also have resulted in the decrease in surface roughness in pursuant to the better heat extraction from the machining zone. As seen from Figure 9, up to 0.3 wt% of GNP, surface roughness decreased with increase in concentration. Jia et al. 29 also reported a similar trend with nano MoS2–based cutting fluid. At further higher concentrations of GNP, surface roughness is found to be increased, which might be attributed to the aggregation of GNP at higher concentrations. Because of these aggregates, the effective number of platelets that contribute to the reduction of friction at the grinding zone gets reduced, which in turn might have resulted in enhancement of surface roughness. Furthermore, roughness of the ground surface decreased with increase in specific surface area of the GNP. Platelets having a higher specific surface area were found to be more effective in lubricating the grinding zone as compared to that of the platelets possessing smaller specific surface area. This might be attributed to excessive lubrication provided by the platelets having larger specific surface area due to its higher contact area at the machining zone.
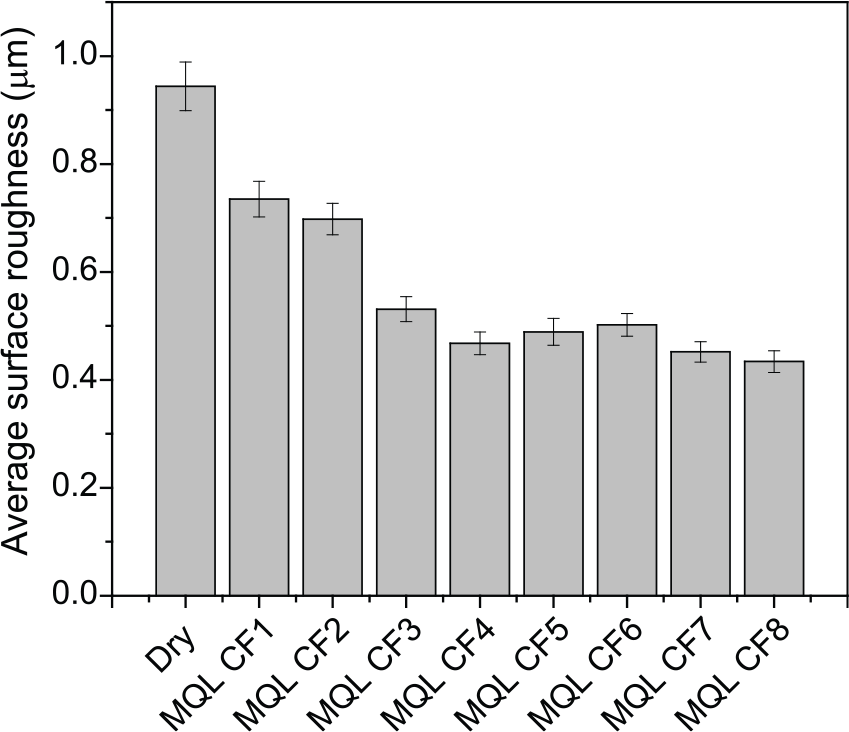
Effect of GNP-based nanocutting fluid on surface roughness of Inconel 718.
The micrographs of the Inconel 718 surfaces that were ground with varying concentrations and specific surface areas of GNP are shown in Figure 10. As seen from Figure 10(a), dry grinding of Inconel 718 has resulted in deep ridges, surface burnings and surface damage. This might be attributed to the lack of lubrication and cooling at the grinding zone, which in turn might have led to the high heat generation and heat accumulation on the workpiece surface. Especially in Inconel 718, heat generation and heat accumulation are more severe due to its high hardness and low thermal conductivity. MQL technique has resulted in finer surface morphology (Figure 10(b)), which may be due to better lubrication of the grinding zone through effective penetration of the cutting fluid into grinding zone. The better surface quality with MQL technique can also be attributed to effective heat removal from the grinding zone by the pressurized cutting fluid carrying medium. As observed from Figure 10(c)–(f), MQL grinding with nanocutting fluid has yielded much superior surface quality as compared to dry and MQL grinding. This confirms the effectiveness of the GNP in lubricating the grinding zone. The shallow ridges observed in Figure 10(d) and (f) as compared to relatively deep ridges in Figure 10(e) indicates the obvious effect of the concentration and specific surface area of the GNP on the surface quality.
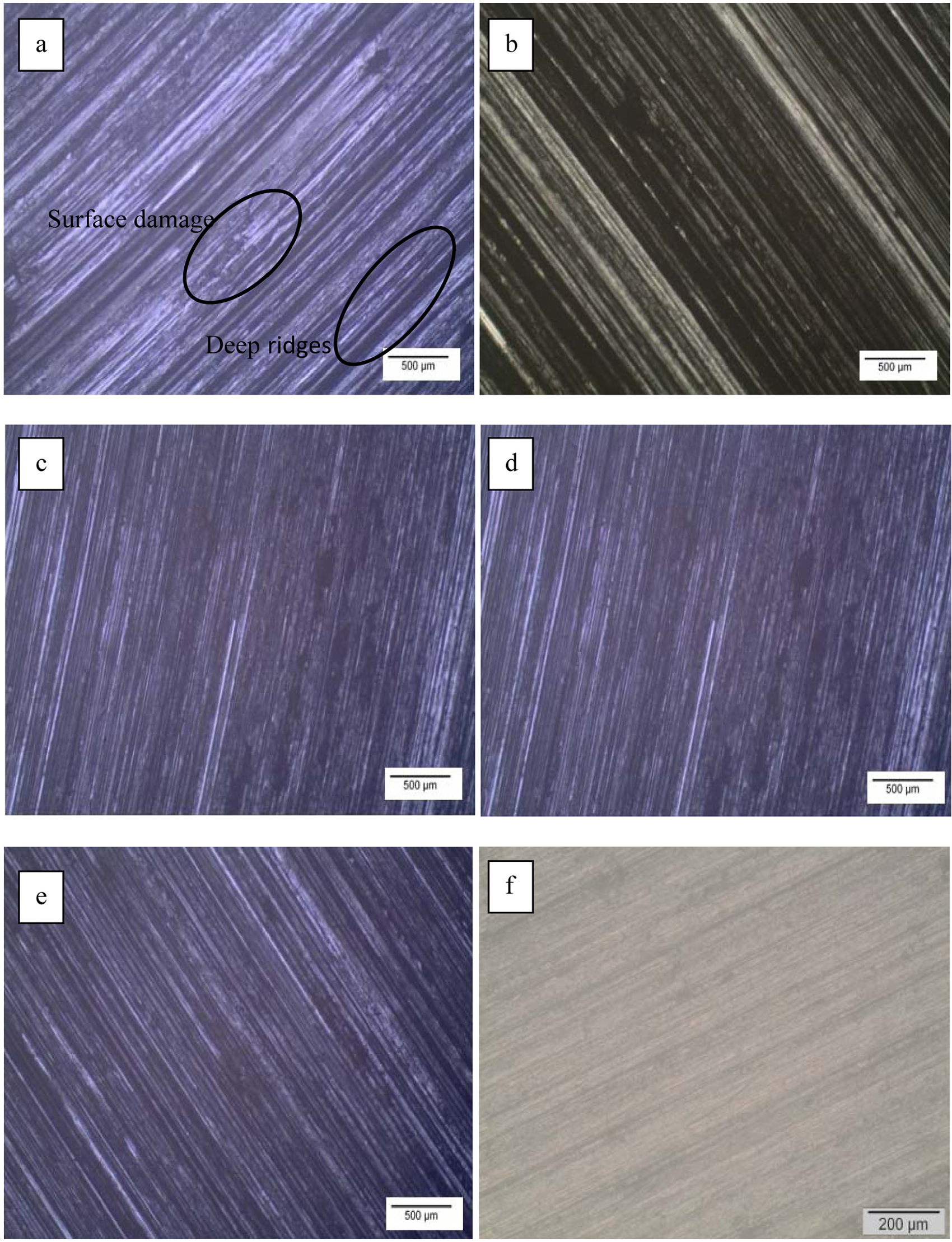
Micrographs of workpiece surfaces after (a) dry grinding and MQL grinding with (b) CF1 (c) CF3 (d) CF4 (e) CF5 and (f) CF8.
Grinding temperatures
In order to have an insight on the role GNP inclusions in the soluble oil in providing cooling and lubrication of the grinding zone, temperatures were measured at 5 mm below the ground surface and presented in Figure 11. As observed from Figure 11, MQL grinding has resulted in the reduction of the temperature generated at the grinding zone as compared with dry grinding. This decline in grinding temperature may be attributed to better cooling and lubrication offered at the grinding zone by pressurized air and soluble oil, respectively. Further reduction in grinding temperature is observed with nanocutting fluids. This reduction may be attributed to the lower friction at the grinding zone due to presence of solid lubricants, which softens at high temperatures. Grinding temperatures were found to be decreased with increase in GNP concentration. However, beyond 0.3 wt% GNP concentration, only a marginal decrease in temperature is observed. Unlike the grinding force and surface roughness, grinding temperature is found to be decreased for cutting fluids with higher concentrations of GNP, that is, 0.4 and 0.5 wt%. Even though the friction generated at the grinding zone at higher concentrations of GNP is more as evident from surface roughness results, marginal reduction in grinding temperature may be attributed to enhanced thermal conductivity at these higher concentrations. Apart from GNP concentration, specific surface area also has a profound influence on grinding temperatures. Grinding temperatures were noted to be lowered with the increase in platelet surface area. This might be due to reduced friction at grinding zone and enhanced thermal conductivity. MQL application of nanocutting fluid at the grinding zone has resulted in reduction of grinding temperature from 244 °C to 203 °C, as compared to dry grinding.
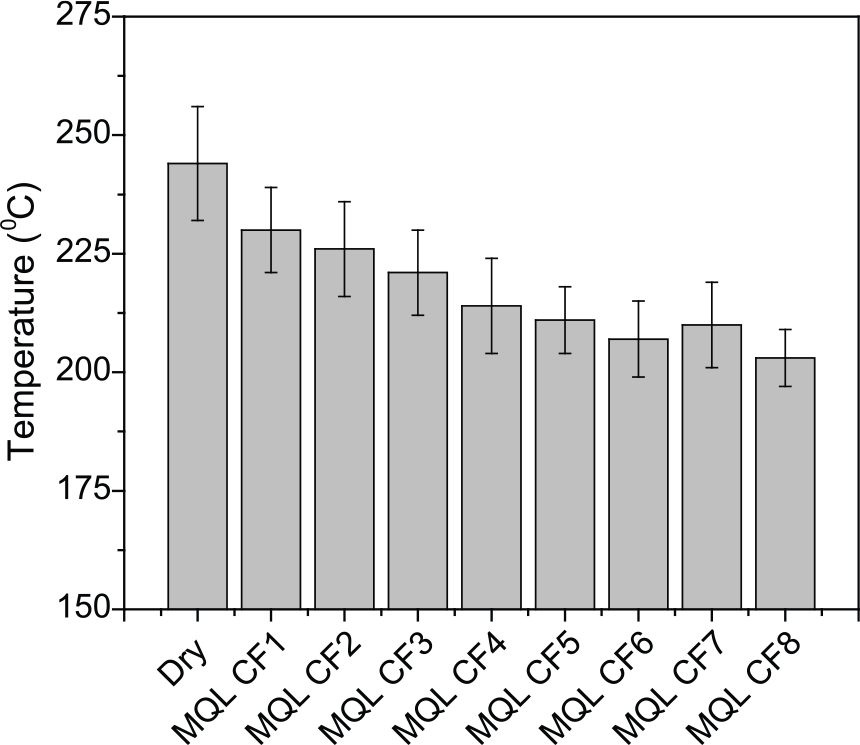
Effect of GNP-based nanocutting fluid on grinding temperature.
Grinding coefficient
Grinding coefficient, the ratio between tangential and normal grinding force, is often referred as grinding force ratio. The grinding coefficient gives an indication of the friction between wheel and workpiece. In grinding process, due to large negative rake angle, excessive rubbing and adverse chip accommodation space, tangential force will be nearly half of the normal force. Figure 12 depicts the effect of GNP weigh fractions and specific surface area of the GNP on the grinding coefficient. When compared to dry grinding, MQL grinding has exhibited lower grinding coefficient. Initially, up to certain GNP concentration, grinding coefficient decreased with increase in GNP weight fraction, and thereafter increasing trend is observed. A similar trend was also reported by Zhang et al. 30 Among the different GNP concentrations and specific surface areas considered in this work, nanocutting fluids consisting of GNP with 0.3 wt% and specific surface area 750 mm2/g exhibited the lowest grinding coefficient. In comparison with dry grinding, nanocutting fluid (CF8) has resulted in a reduction of grinding coefficient from 0.561 to 0.555. This indicates the lower friction at the grinding zone due to the efficient lubrication provided by the nanocutting fluid.
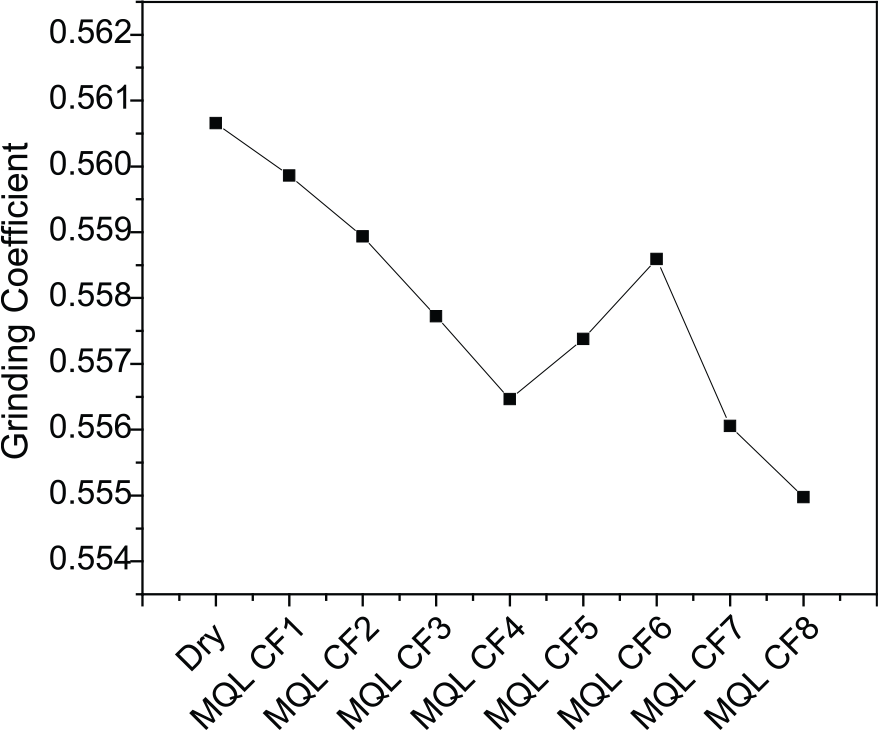
Effect of GNP-based nanocutting fluid on grinding coefficient.
Specific grinding energy
Figure 13 shows the variation of the specific grinding energy with GNP concentration and specific surface area. MQL grinding resulted in lower specific grinding energy as compared to dry grinding. As the specific grinding energy majorly depends on the interface friction, lower energy requirement in MQL grinding may be attributed to lower friction at the interface, which is also apparent from the results of surface roughness and grinding coefficient. Incorporation of GNP in the soluble oil has resulted in reduction in energy requirements. Nanocutting fluids have resulted in further reduction of energy requirements in the grinding process. This reduction might be because of the efficient lubrication provided by the GNP at the grinding zone. This in turn might have reduced the energy required for ploughing and sliding (non-productive energy components). Nanocutting fluid with 0.3 wt% GNP concentration and 750 mm2/g has exhibited considerable reduction in specific grinding energy nearly 32% (from 273.6 to 187.4 J/mm3) as compared to dry grinding. A similar trend was observed in the work reported by Kalita et al., 31 where nanolubricant has resulted in 43% decrement in specific grinding energy.
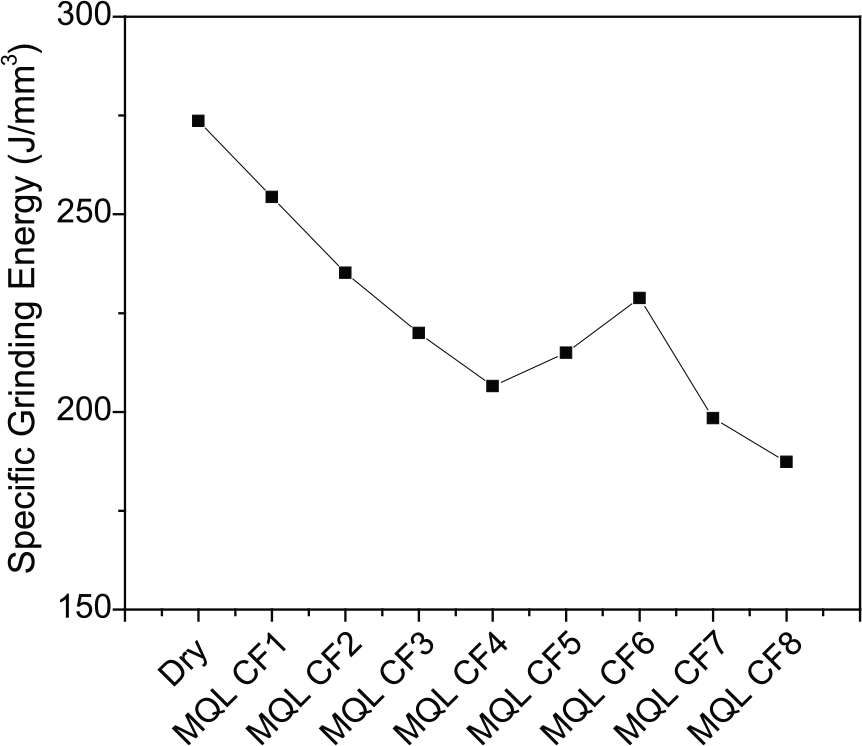
Variation of specific grinding energy with variation in GNP concentration and specific surface area.
Conclusion
Nanocutting fluids with varying concentrations and specific surface areas of GNP were developed, and their performance in MQL grinding of Inconel 718 was investigated. Viscosity and thermal conductivity were found to vary with varying concentrations and specific surface areas of GNP. Viscosity increased with increase in GNP concentration and specific surface area but decreased with increase in temperature. Thermal conductivity enhanced significantly with increase in GNP weight fractions, specific surface area and temperature. As compared to dry grinding and MQL grinding with soluble oil, MQL grinding with nanocutting fluids has exhibited improved grinding performance due to the diminution of frictional effects at the grinding zone in pursuant to better lubrication and cooling provided by the GNP. This in turn can be attributed to the enhanced viscosity and thermal conductivity with addition of GNP to soluble oil apart from inherent ability of GNP to provide lubrication and effective penetration of GNP into grinding zone with MQL technique. Among various concentrations considered, nanocutting fluid with 0.3 wt% GNP has resulted in significant decline in grinding force, grinding coefficient, roughness, specific grinding energy and temperature. Furthermore, GNP with specific surface area 750 mm2/g are more effective in enhancing the surface quality of Inconel 718.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.