
Abstract
Advanced high strength steels have excellent strength-to-weight ratio and are widely used for automotive and structural applications. Grinding is commonly used as a final machining process for these materials to achieve the required dimensional tolerance and surface quality. In this work, the grindability of as-received microstructure of ferrite-pearlite and in-house developed ferrite-bainite-martensite steels using polycrystalline white fused alumina and microcrystalline sol-gel alumina grinding wheels under flood and minimum quantity lubrication conditions is studied. Grindability of these steels was evaluated based on the wheel wear, grinding forces, force ratio, specific cutting energy, surface roughness (Ra), and surface morphology. The sol-gel alumina wheel was observed with higher wear flat area and forces under all the grinding conditions as compared with white fused alumina wheel. The white fused alumina wheel exhibited higher force ratio values for all the grinding conditions than the sol-gel alumina wheel. The energy required per unit volume of material removal is lower for the white fused alumina wheel in both the steels under flood and minimum quantity lubrication conditions. This is due to the retention of sharpness of abrasive grains by self-sharpening for white fused alumina wheel than the sol-gel alumina. The presence of fractured, melted, and hollow chips on the ferrite-pearlite and ferrite-bainite-martensite steels under both the grinding condition confirms the change in material removal mechanism with the presence of higher wear flat area of the sol-gel alumina wheel. Based on the obtained results, the white fused alumina wheel was found to be a suitable grinding wheel for grinding of both the steels under all grinding conditions compared to the sol-gel alumina wheel.
Keywords
Introduction
Advanced high strength steels (AHSSs) are widely used for the automotive, construction, and heavy engineering industries due to their superior mechanical properties. The grinding process is one of the widely used finishing processes to meet the required dimensional and surface tolerances. Grinding is a complex material removal process due to the random orientation and size distribution of abrasive grains which act as cutting edges for material removal. In grinding process, high amount of temperature is generated at interface of wheel and workpiece causing thermal damage to the ground surfaces of the workpiece. The use of coolants is one of the solutions to overcome the thermal damages. It not only offers lubrication but also facilitates flushing away of the chips from the grinding zone. However, it has some significant drawbacks like excess consumption of the lubricant is required and filtering and additional maintenance processes become necessary, thereby increasing operational costs.1,2 It also contains harmful chemicals which not only pollute the working environment but also is a hazard of disposal affecting the operators’ health. 3 To overcome these problems, minimum quantity lubrication (MQL), also referred as near dry grinding, is introduced. With the help of compressed air, small quantity of cutting fluid is sprayed at the grinding region. The MQL method provides better lubrication, less grinding forces, and temperatures rise compared to dry grinding. It is also a cost-effective solution when compared to flood grinding.2,4
Grinding of different graded steels with an appropriate grinding wheel is the most important factor in reducing the cost of production. White fused alumina (W-Al2O3) and cubic boron nitride (cBN) are the most widely used grinding wheels for ferrous materials. Comparing these two grinding wheels, cBN wheel provides longer tool life due to its superior properties such as higher thermal conductivity, hardness, and wear resistance capabilities. Since cBN wheels are expensive, they are not recommended for grinding of materials having hardness below 67 Hardness Rockwell C (HRC). To trade-off the cost and grindability between cBN and W-Al2O3 wheels, sol-gel alumina (SG-Al2O3) abrasives are used for improved performance and efficiency. 5 SG-Al2O3 wheels are used for grinding tool steels, bearing steels, and super-alloys. 6
The crystalline structure of the grits in SG-Al2O3 and W-Al2O3 is different. SG-Al2O3 grit is formed with several microcrystals (0.1–5 µm sizes), while there are only three or four crystals in the polycrystalline W-Al2O3 grit. 6 Hence, the hardness of the SG-Al2O3 grits is higher. The microcrystalline structure of the grits also facilitates the micro-chipping, causing self-sharpening of the wheel. Whereas, the polycrystalline structure of W-Al2O3 grit cracks along the specific crystallographic planes due to severe strain. The crack propagation causes loss of the grit mass, increasing the number of defects which causes grit micro-chipping. 7 Comparing tool life, SG-Al2O3 grains are five and 30 times more durable than W-Al2O3, which leads to greater grinding efficiency. 6
Due to the introduction of a sol-gel (SG) grinding wheel into the commercial market, the need for comparative study with the W-Al2O3 wheel for grinding of steels is very much essential for improved performance and efficiency of grinding. There is limited number of literature available on the comparative study between W-Al2O3 and SG wheels under different grinding conditions. Some authors claimed the superiority of the SG-Al2O3 wheel in grinding different materials over W-Al2O3 wheel. Fathallah et al. 8 studied grindability of AISI D2 steel with the different types of abrasives (alumina oxide and SG-Al2O3) and cooling mediums (oil-based fluid and cryogenic cooling). The wear mechanism of each type of abrasive, grain flattening for W-Al2O3, and micro-fracture for SG-Al2O3 wheel influences the grindability. The experimental results concluded that SG-Al2O3 under cryogenic cooling substantially improved the grindability and surface integrity. Selvakumaran et al. 9 reported that SG-Al2O3 wheel retains wheel sharpness for a longer duration than W-Al2O3 during grinding of super duplex stainless steel (SDSS). The properties of SG-Al2O3 wheel, such as high fracture toughness and micro-fracture ability, helps in better grinding performance as compared to W-Al2O3 wheel. Manimaran and Pradeep Kumar 10 also perform comparative study on the grindability of AISI 316 stainless steel. The authors reported that using SG-Al2O3 wheel along with cryogenic coolant delivers a reduction of about 32% and 23% in grinding forces for dry and wet conditions, 30%–49% improvement in the surface roughness, and 45%–49% less temperature even at higher material removal rate with self-sharpening characteristics.
In contrast, the SG-Al2O3 wheel has a negative influence on grindability due to its characteristics of wheel. Umamaheswari et al. 11 studied two different types of wheels: one is 100% conventional W-Al2O3 grits and the other one is made up of 30% SG-Al2O3 and remaining 70% by fused alumina grits with the AISI 52100 steel under flood grinding condition. In SG-Al2O3 contained wheel due to higher fracture toughness of the grits, the contact area between the tool and work material increases during the grinding, resulting in attritious wear. Due to attritious wear, material removal mechanism changes from shearing to ploughing and rubbing which increases the cutting forces, temperature, and poor surface integrity. Better surface integrity can be achieved using fused alumina wheel as the grits are fractured once it reaches the critical value of the grinding forces retaining the sharpness, helps to shearing process throughout the grinding. Godino et al. 12 reported that the wear flats (WFs) phenomena comparison study between the W-Al2O3 and SG-Al2O3 wheels. The authors reported that around 23% higher WF area was obtained by microcrystalline SG-Al2O3 wheel and the presence of higher quantity of adhered particles in comparison of W-Al2O3 grits due to the low thermal conductivity of SG-Al2O3 grits. This causes accelerating chemical reactions and increasing the adhesion of particles on contact with the grits, hence increasing the WFs. The WFs are very much prominent in steels due to the higher chemical affinity towards the SG-Al2O3 grits.
Klocke et al. 13 and Mayer et al. 14 reported that excellent cutting properties of the microcrystalline Al2O3 grits are closely connected to the tribological properties of the smoothened out cutting edges in the contact area with the work material. Due to extreme strain and temperature, the cutting edges of the SG-Al2O3 grits are subjected to plastic deformation, creating flat surfaces of contact with machined material. This causes dispersion of a large amount of energy and local temperature rise, eventually melting the surface layer. The rise in temperature causes a liquid phase with high cohesiveness in 100Cr6 steel which results in the creation of iron oxide FeO and adheres to the grits. Also, the characteristics of grinding wheel influence the wear significantly. Nadolny’s 7 work focused on the influence of wheel characteristics on the wear behaviour of SG-Al2O3 wheels during cylindrical grinding. The characterization was conducted for different SG wheels varying in terms of vitrified volume of bond (11.5%–14.5%) and volume of pores (37.5%–40.5%). The high percentage of bonding and increased number of pores was causing the abrasive wear and plastic flow of alumina, leading to WF in SG-Al2O3 wheels.
However, the conventional W-Al2O3 wheel operated with different cutting fluids on a variety of steels with different microstructures changes the grindability.15–17 Chakraborty et al. 16 studied the grindability of different microstructural steels under flood grinding condition; ferrite-pearlite (FP); bainite; auto-tempered martensite (TM); and TM with hardness values of 252, 335, 640, and 495 Vickers pyramid number (VPN), respectively. The authors reported higher strength, and hardness of the steels caused rise in the cutting force and specific cutting energy. The material removal mechanisms by shearing, ploughing, and rubbing actions were characterized by observing the ground surfaces under scanning electron microscopy (SEM). They also observed that higher hardness values of the steel causes lower ploughing action and surface roughness values (Ra) due to the retention of grit sharpness. Different microstructural variations also influenced the types of chip formation. Long and ribbon-type chips were observed for ferrite and pearlite microstructure, and sheared chip along with long chips were observed in bainite phase. Non-TM produced highly deformed and irregular chips due to its rise in temperature during grinding. Bigger deformed chips were observed for TM than auto-TM. Both martensitic structures provided better surface roughness compared to FP and bainite microstructures. 16
Tawakoli et al. 17 examined the influence of workpiece hardness, process parameters, and grinding conditions (dry, flood, and MQL conditions) on the grinding forces and surface quality properties. The higher material removal, lower grinding forces, and better surface quality were obtained in MQL compared to the dry and fluid conditions for different work materials. The MQL due to its high lubrication effect reduced the friction coefficient and specific energy for the work materials.
The machinability study of steel is influenced by its hardness, the selection of tools, process parameters, and machining conditions. Sivaraman et al. 18 studied the machinability of different steels such as FP, TM, and ferrite-bainite-martensite (FBM) steels under dry condition. The authors conclude that FBM steel has better machinability compared to FP and TM steel. This FBM steel was developed by forging followed by quenching and annealing process. Since most of the applications of these high strength steels require a grinding as a final process to achieve the required tolerance requirements, this work explores grindability of in-house developed multiphase FBM steel.
From the above discussion, it is clear that the wheel and work material interaction depend on the characteristics of grinding wheels, work materials, and also grinding conditions. In order to investigate the individual effects, the grindability of as-received microstructure of FP and in-house developed FBM steels using polycrystalline W-Al2O3 and microcrystalline SG-Al2O3 grinding wheels under flood and MQL grinding conditions is studied. The grindability of corresponding steels is assessed in terms of abrasive WFs, grinding forces, specific cutting energy, surface roughness (Ra), surface texture, and chip morphology.
Production of AHSS
The production of thermomechanically processed steels depends on conventional cooling methodologies such as direct quenching (DQ) and quenching and tempering (Q&T). These cooling methods use water as their primary cooling medium. The water quenching process leads to non-uniform cooling due to rapid heat removal at the surface than the core. This resulted in a formation quench cracks due to high thermal gradient. In addition to this, the residual stress and the non-uniform microstructure were observed in the bulk of the material. To overcome the above limitations, post-heat treatment processes like annealing (A) or tempering (T) are recommended. However, the post-heat treatment process (A or T) consumes higher amount of energy and time, thereby increasing the production cost and consumption of power. To overcome these limitations, a novel in-house methodology is introduced for producing multiphase FBM steel. The conventional cooling medium (water) was replaced by forced air cooling method to achieve the desired microstructure without any additional post-heat treatment process.
The FBM multiphase microstructure is produced by thermomechanical processing of microalloyed steel. The chemical composition of microalloyed steel is given in Table 1 and the thermomechanical sequence of the processing operation is shown in Figure 1. The samples are soaked in furnace at 1150 °C for 60 min and then the samples are rolled from 6 mm to 2.4 mm thickness, the finish rolling temperature (FRT) was kept in the range of 800 °C–830 °C. After FRT, steel sample was air-cooled up to 690 °C to obtain sufficient fraction of polygonal ferrite followed by forced air cooling to transform the remaining austenite to hard bainite and martensite. The thick plate cut into the required sizes based on the need of the grinding experiment.
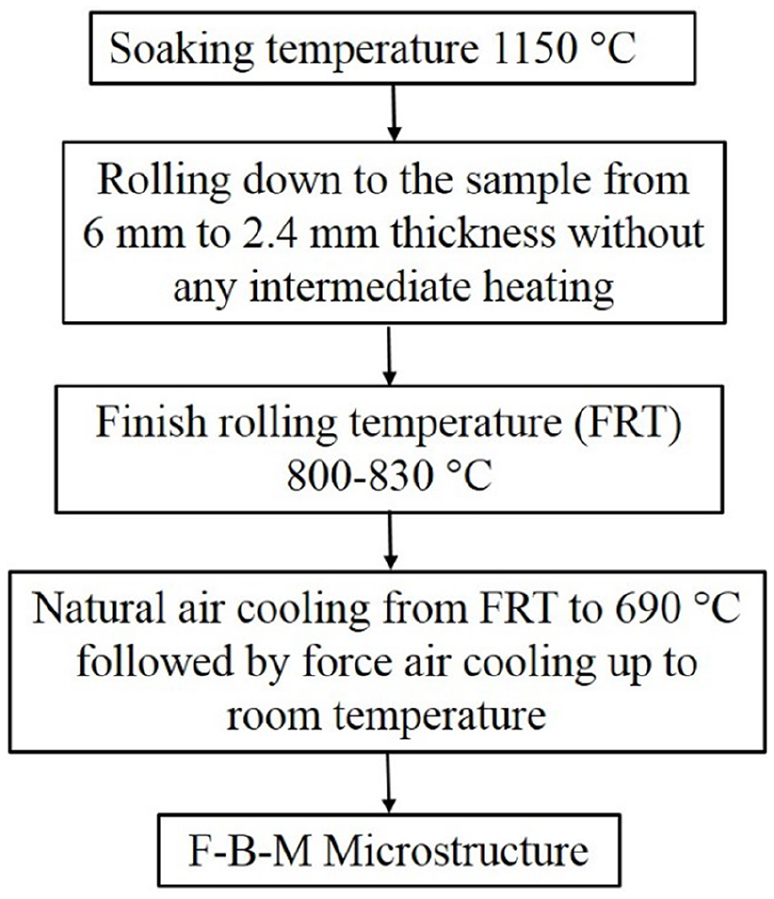
Sequence of thermomechanical process for producing in-house FBM microstructure.
Composition of steel (wt. %).

Experimental procedure
The mechanical properties of as-received (FP) and in-house developed (FBM) microstructure are presented in Table 2. The microstructures of the materials used in this study are shown in Figure 2(a) and (b). Ferrite (F) and pearlite (P) are identified in as-received steel, and ferrite (F) and bainite/martensite (B/M) colonies of FBM steel are marked in SEM micrographs seen in Figure 2(a) and (b), respectively. The dimensions of experimental specimens such as FP steel is 30 mm length × 15 mm width × 6 mm thickness and the FBM steel is 75 mm length × 25 mm width × 2.4 mm thickness. All grinding experiments were done along the rolling direction. For both of these steels, grinding experiments were carried out with two types of grinding wheels, that is, W-Al2O3 and SG-Al2O3 wheels. The characteristics of both the grinding wheels are presented in Table 3. The experiments were conducted on surface grinding machine (Chevalier H-B1-8II) and the grinding forces (tangential and normal) were measured using a dynamometer (Kistler 9257B) and recorded for every ten passes. A single point diamond dresser was used to dress both wheels for each grinding cycle, where 10 µm has been used as the dressing radial depth of cut (DOC) and 100 mm/min was used as the crossfeed velocity of the dresser.
Microstructural and mechanical properties of the steels.
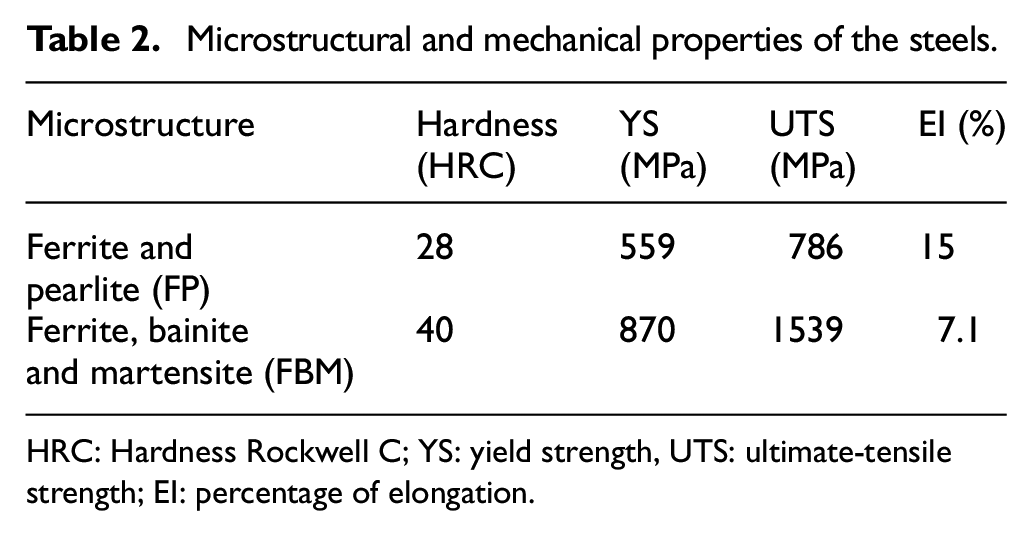
HRC: Hardness Rockwell C; YS: yield strength, UTS: ultimate-tensile strength; EI: percentage of elongation.
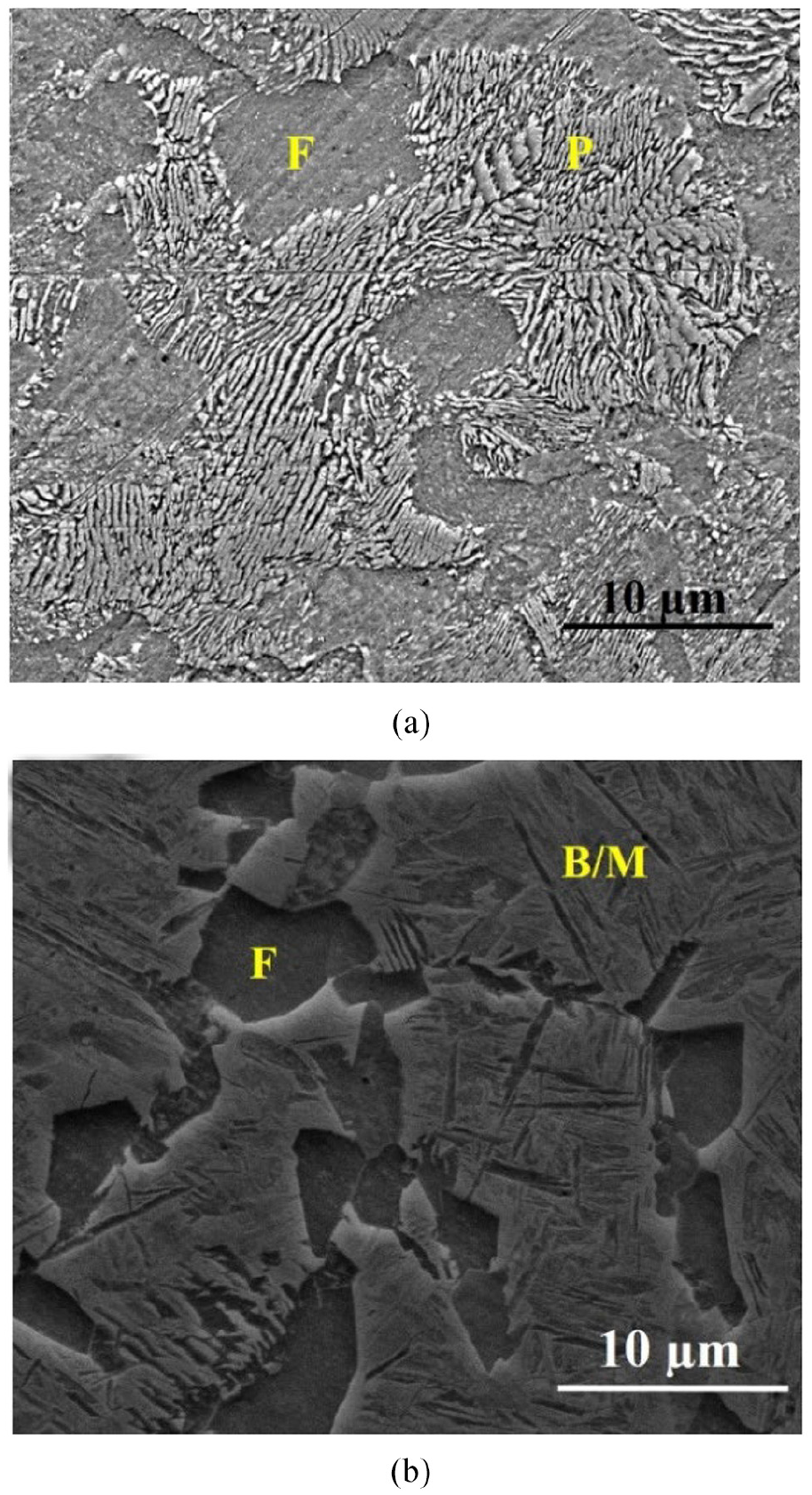
SEM micrographs of (a) FP steel (as-received) and (b) FBM (heat treated) steel.
Characteristics of grinding wheels.
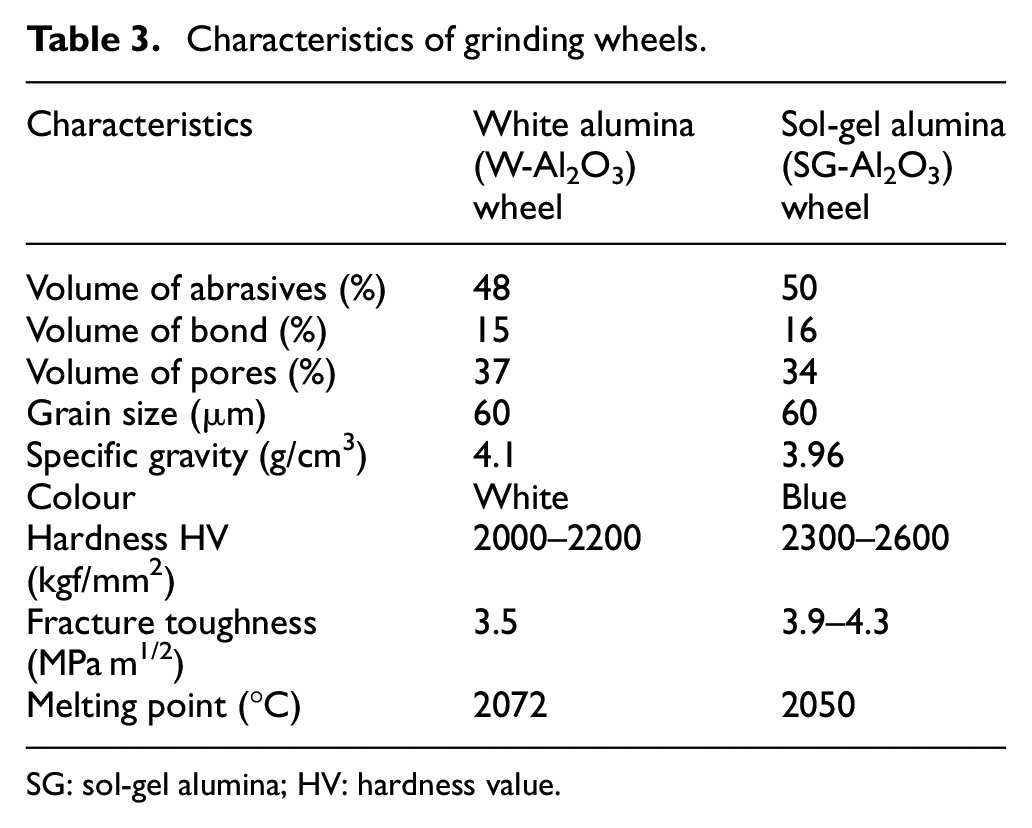
SG: sol-gel alumina; HV: hardness value.
The experimental setup is shown in Figure 3. The flooded and MQL conditions were used to carry out the experiments. The fluid flow rate adjusted to 250 mL/h using a control system which comprises peristaltic pump, and air was supplied at a pressure of 600 kPa from the compressor and connected to the atomizing nozzle. The synthetic oil was used as MQL lubricant which is connected through the other end of the nozzle from the reservoir. The distance maintained between the nozzle and centre of the wheel is 50 mm and it is placed 10 mm from bottom of the wheel. In flood condition, the emulsion used was KYROS EPSOL super S1-emulsion (concentration of the emulsion: 5% of soluble oil and remaining water). A pliable nozzle was used to supply the fluid at a pressure of 1 bar and a flow rate of 80 L/h. The experimental parameters were presented in Table 4. The chips were collected during the grinding. The collected chips and ground surfaces were examined under SEM. Energy-dispersive X-ray spectroscopy analysis (EDXA) was used to confirm the grit fracture. The surface roughness was measured using contact type Mitutoyo surface test SJ-400 portable surface roughness tester with a cut-off length 0.8 mm and a sampling number of 7 (transverse length is 0.8 × 7 = 5.6 mm). The grinding wheel images were taken using a Basler make charge-coupled device (CCD) camera with a resolution of 1392 × 1040 to evaluate the grinding wheel WF areas for both the cooling conditions. The wheel is divided into 12 parts and the CCD camera is fixed on the top of the wheel head as shown in Figure 3. The captured images were analysed using a region growing segmentation technique19,20 to find out the wheel flats and loading areas in percentage.
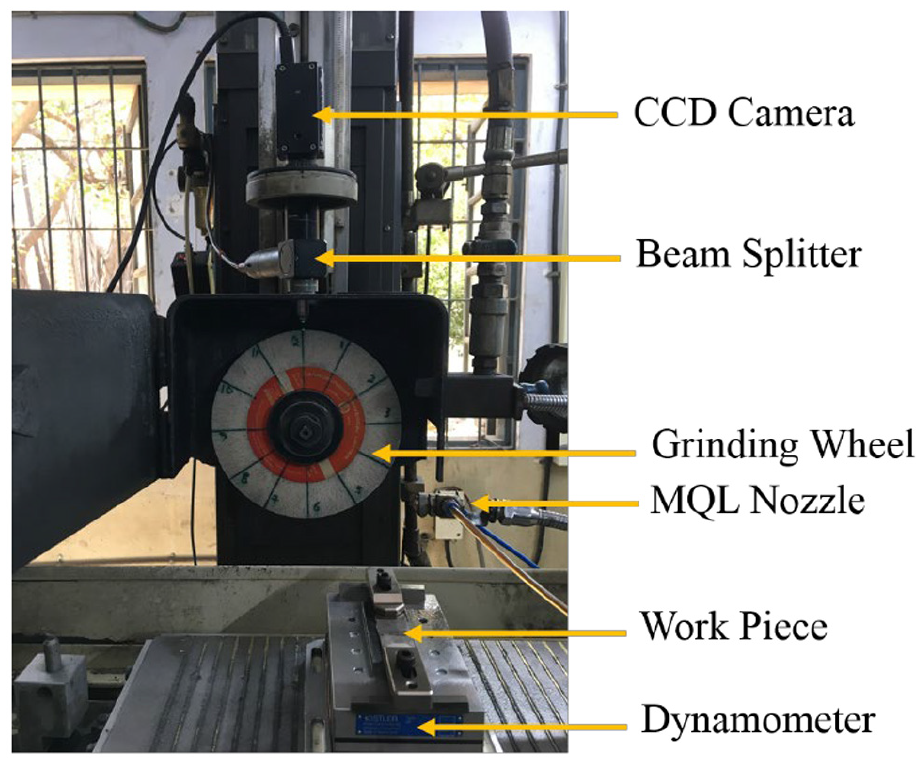
Photograph of the experimental setup.
Grinding conditions.
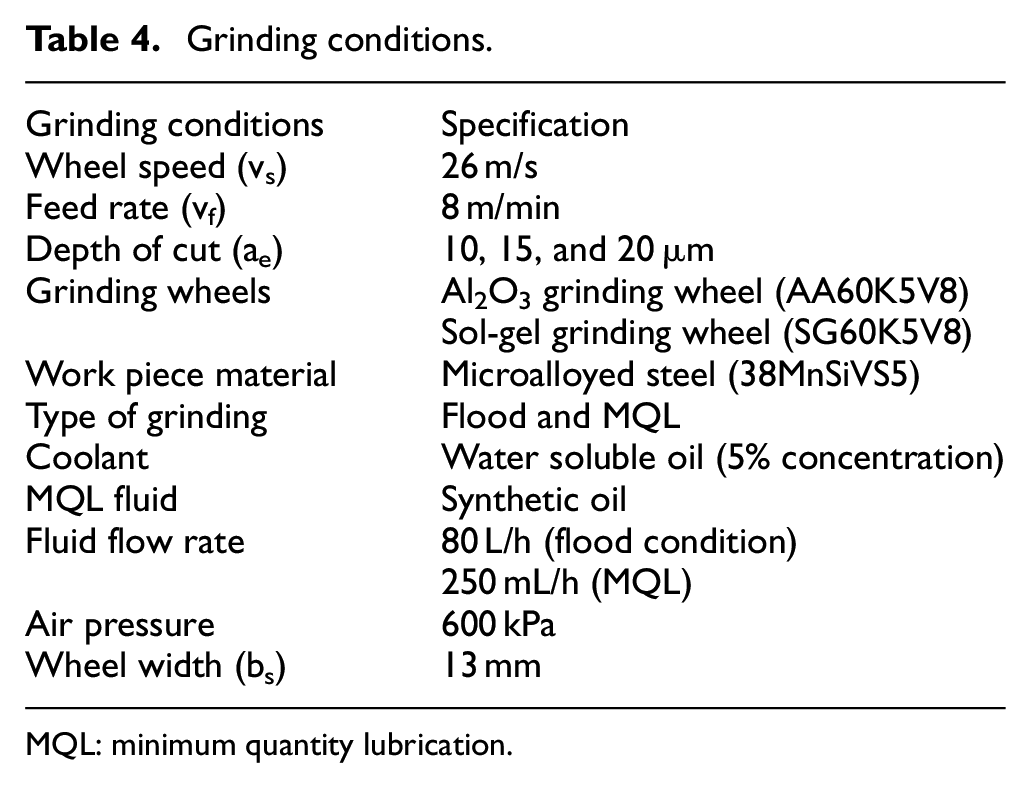
MQL: minimum quantity lubrication.
Results and discussion
Wheel wear and grinding forces
In this study, the wheel wear and loading of the W-Al2O3 and SG-Al2O3 grinding wheels were analysed using the region growing segmentation technique.19,20 The images of both W-Al2O3 and SG-Al2O3 grinding wheels after grinding for a DOC (20 µm) are shown in Figures 4 and 5, respectively. These figures also show the processed images used for evaluating the wheel loading (WL) and the WFs. The WFs and loaded particles were distinguished based on its pixel intensities ranging between 0 and 255. The pixels with intensities greater than 245 were considered as a loaded particle, and the pixel intensities between 138 and 245 are considered to WFs. 19 The bright areas of the processed images were quantified to find the percentage of WF and WL as shown in Figure 6(a) and (b) and Figure 6(c) and (d), respectively. It was observed that for both the flood and MQL grinding conditions, the percentages of WF as well as WL area increase with the increase in DOC for both the grinding wheels. The microstructure of the work materials, the grinding condition, and the characteristics of the grinding wheels influence the WL and WF of both W-Al2O3 and SG-Al2O3.
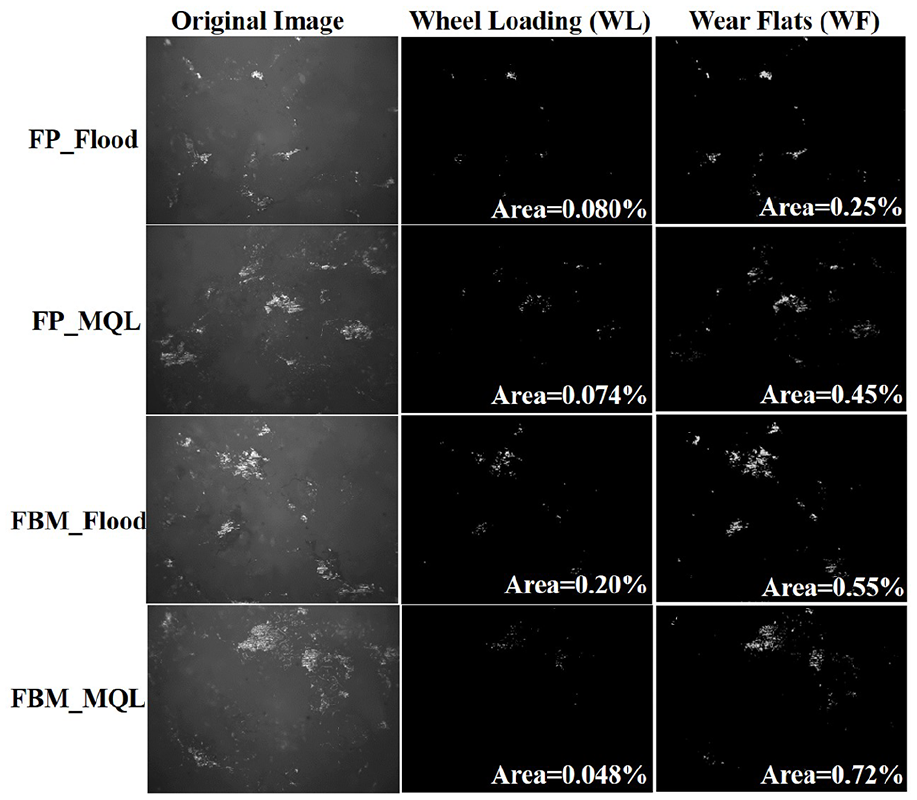
W-Al2O3 grinding wheel images of FP and FBM steels for different grinding conditions at 20 µm DOC.
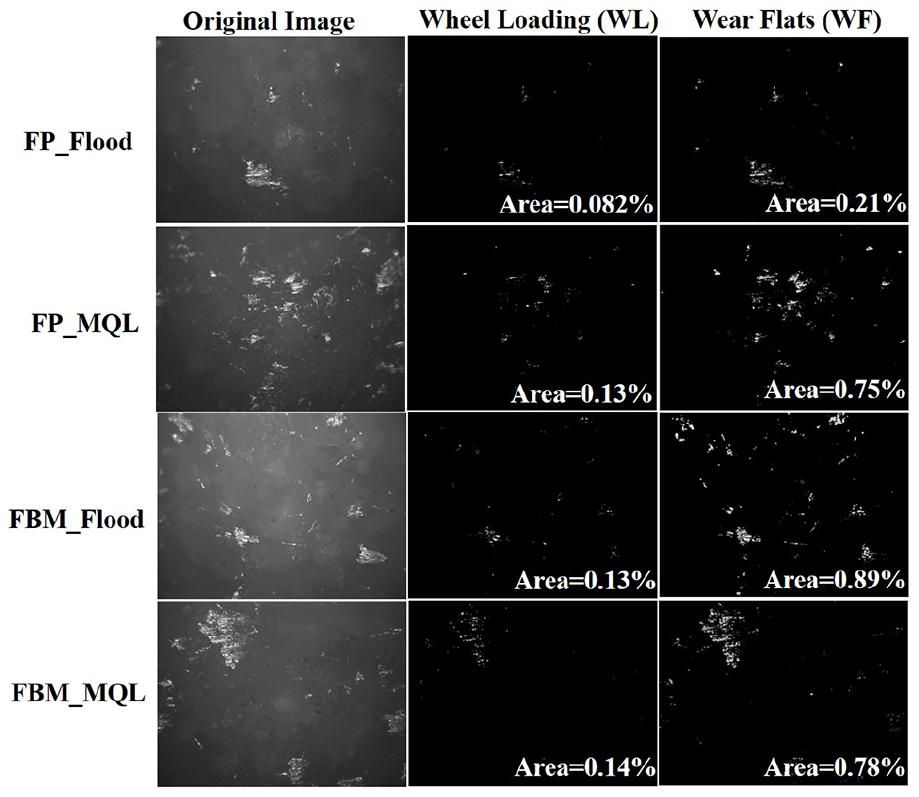
SG-Al2O3 grinding wheel images of FP and FBM steels for different grinding conditions at 20 µm DOC.
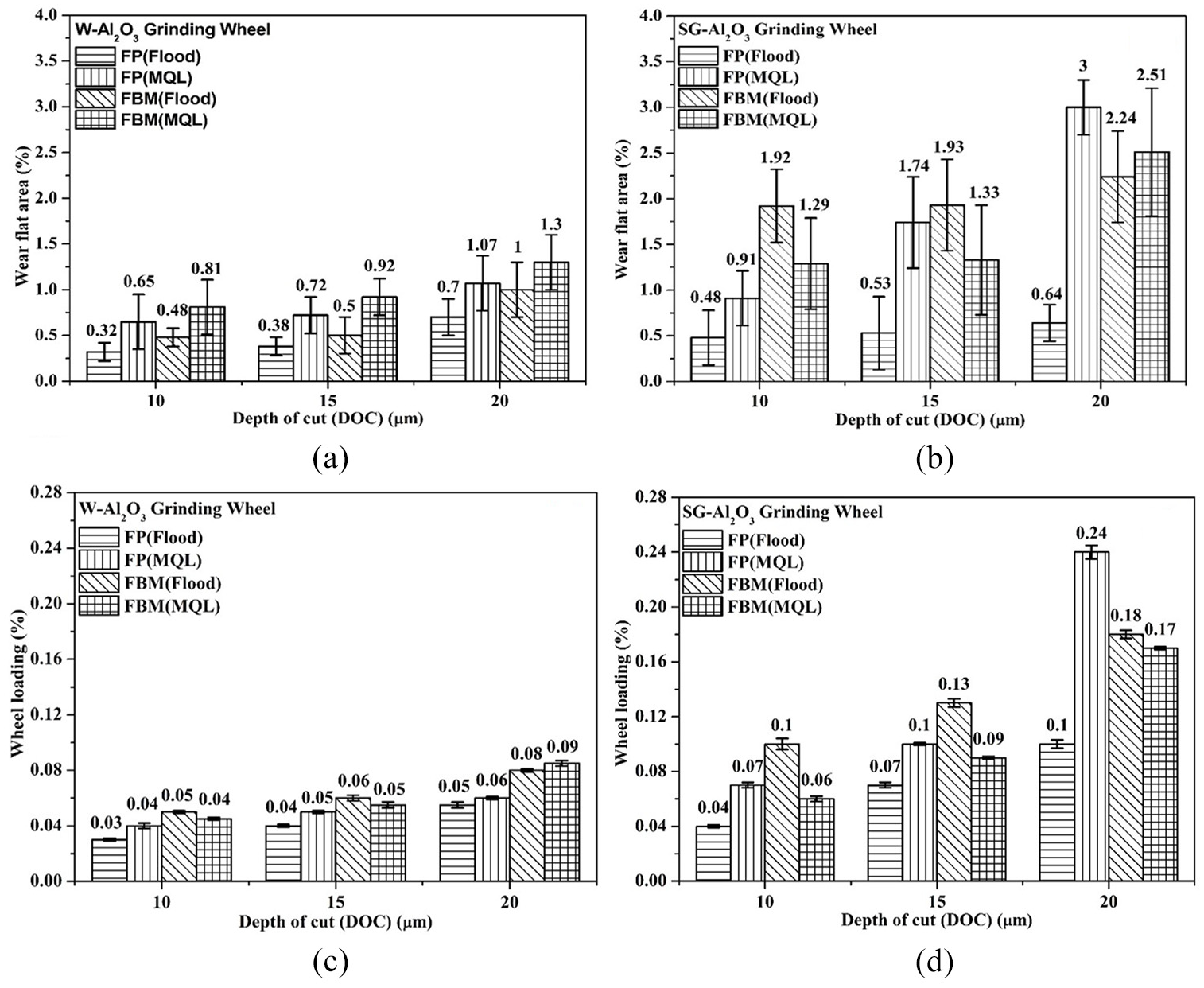
Variations of wear flats and wheel loading for the FP and FBM steels under flood and MQL conditions for both the grinding wheels: ((a) and (b)) wear flats and ((c) and (d)) wheel loading.
In general, the percentage of WL increases as DOC increases. This leads to an increase in the average force per grain. 21 As the DOC increases, the contact length between the abrasive grits and the work material increases, leading to higher grinding zone temperature. This intensified the WL with a formation large-size chips in a spherical globule form. 22 These loaded particles adhere to the grits under high temperatures and extreme stress, enhancing the frictional force between the wheel and the work material, causing abrasive wear. The wear process of polycrystalline alumina (W-Al2O3) is due to grain pull-out and grit fracture by microcrack propagation. The depth of the cracks increases the internal stress on individual abrasive grits causing grit fracture. 23 The fractured grits of W-Al2O3 wheel were observed for grinding FBM steel under flood and MQL conditions at 15 and 20 µm DOC, as shown in Figure 7(a)–(d). The grits were absent for grinding FBM steel with 10 µm DOC and FP steel for all DOC. The occurrence of grit fracture was confirmed with the presence of fractured grits in the collected debris through EDAX. At higher DOC, the hard secondary phases (bainite/martensite) of the FBM steel cause the microcracks of the alumina grits. The particles further work hardening during the subsequent passes, which interacts with the abrasive grits to produce higher depth of crack. This increased depth of cracks leads to the weakening of the grit and consequently leading to grit fracture. Whereas, for FBM steel at 10 µm DOC, the particles fail to attain sufficient hardness through work hardening to overcome the fracture toughness of the W-Al2O3 grits. In FP steel, for both flood and MQL grinding conditions, due to its lower hardness value, the grit fracture does not happen. Hence, the grits were absent in these cases.
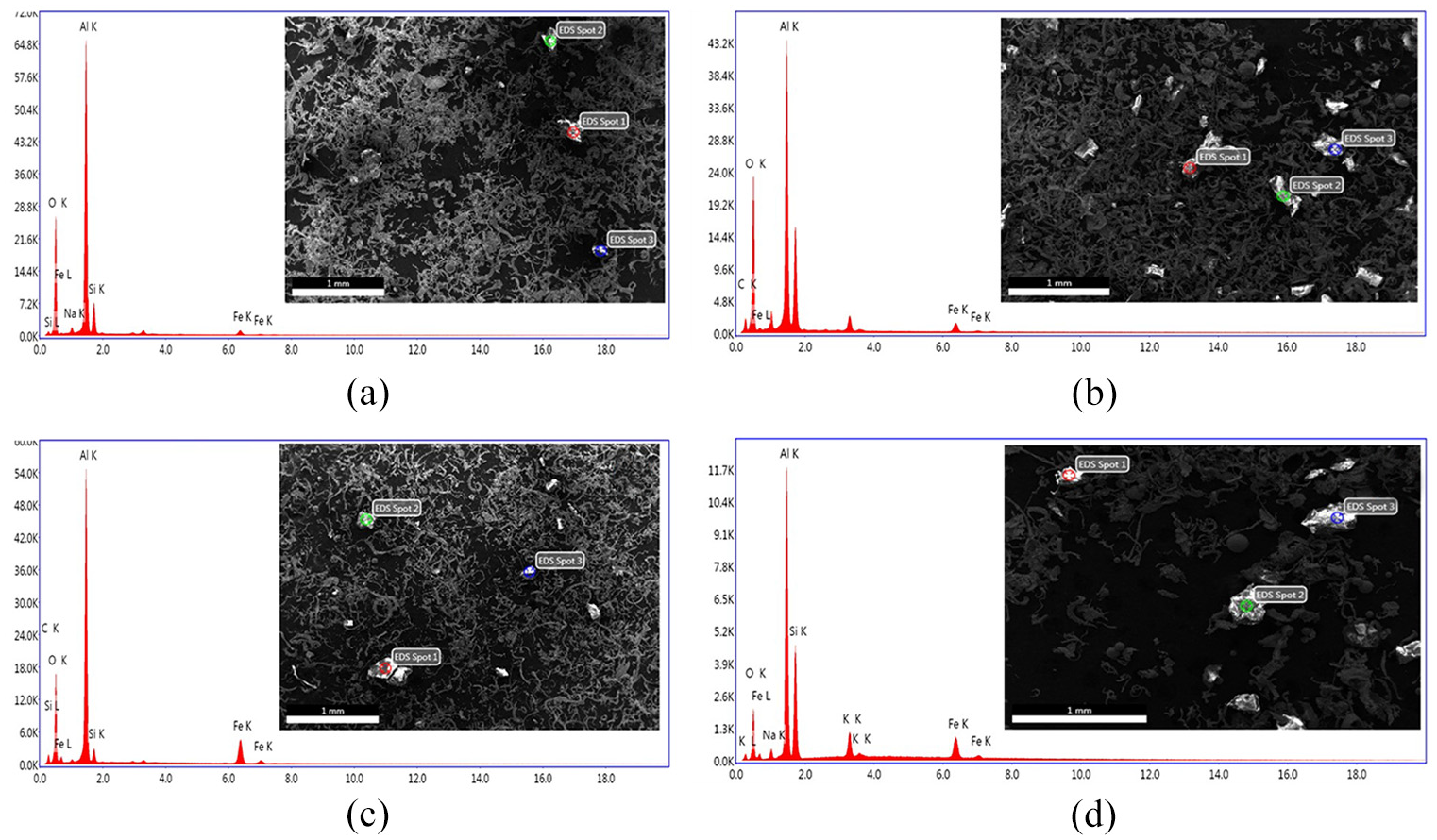
EDXA analysis of chips for grinding FBM steels with W-Al2O3 wheel at 15 µm and 20 µm DOC: (a) and (b) flood and (c) and (d) MQL conditions.
The microcrystalline SG-Al2O3 wheel has lower thermal conductivity than the W-Al2O3 grinding wheel which leads to the higher grinding zone temperatures. The microcrystalline structure of SG-Al2O3 wheel has higher number of grain boundaries, which resists the heat conduction from the grinding zone.7,14 During the grinding of FBM steel, due to the presence of microstructural constituents such as bainite and martensite, the work material undergoes severe strain that causes higher temperature rise compared to FP steel. The work material undergoes further work hardening during the subsequent passes and causes higher WFs. In FP steel, due to the absence of hard secondary phases, lower WFs were observed. In addition, other grinding wheel characteristics, such as bond volumes, pores, and fracture toughness of the grits, also play a vital role in increasing the WF. Compared to W-Al2O3 wheel, SG-Al2O3 wheel has lower pore and higher bond volumes, which provides the higher bond strength between the grits and bond. The higher bond strength and fracture toughness were reduced by the grit pull-out, dislodgement, and grit fracture. A similar kind of observation by Nadolny 7 reported that the characteristics of SG-Al2O3 wheel, such as higher volume of the bond and lower pore volume, result in plastic deformation of the abrasives. These factors produce higher WFs in SG-Al2O3 wheel compared to the W-Al2O3 wheel. As discussed, the elevated temperatures, same as the chip temperature, temporarily reaches the melting temperature of the abraded steel, causing the spherical chips. The formations of the spherical chips are discussed later in the section ‘Surface roughness’. The spherical chips are prominent during grinding of FBM rather than the FP steel.
In the SG-Al2O3 wheel with MQL condition, accelerated WFs were observed for all DOCs irrespective of the microstructure of the steel. As shown in Figure 6(b), the WF area from 10 µm to 20 µm DOC was increased three times while grinding FP steel and nearly two times for FBM steel. The removed debris causes the colloidal layer around the grinding wheel due to the high viscosity of synthetic oil. This causes higher abrasive action on the wheel, leading to the accelerated WF area and WL during grinding.
During the grinding of FP and FBM steel with flood and MQL conditions, it was observed that the cutting force using W-Al2O3 wheel is lower compared to SG-Al2O3, as shown in Figure 8(a)–(d). In W-Al2O3 wheel, the lower percentage of WF areas and WLs retain the cutting ability. It attributes to the sufficient shearing actions in the steels, resulting in lower grinding forces (Figure 8(a) and (b)) for both the grinding conditions. However, the higher forces (Figure 8(c) and (d)) occurred due to the increased WF areas in the SG-Al2O3 wheel. The WF areas provide higher contact surfaces with the work material and the abrasives grits. Thus, the rubbing action dominates shearing during the material removal process.
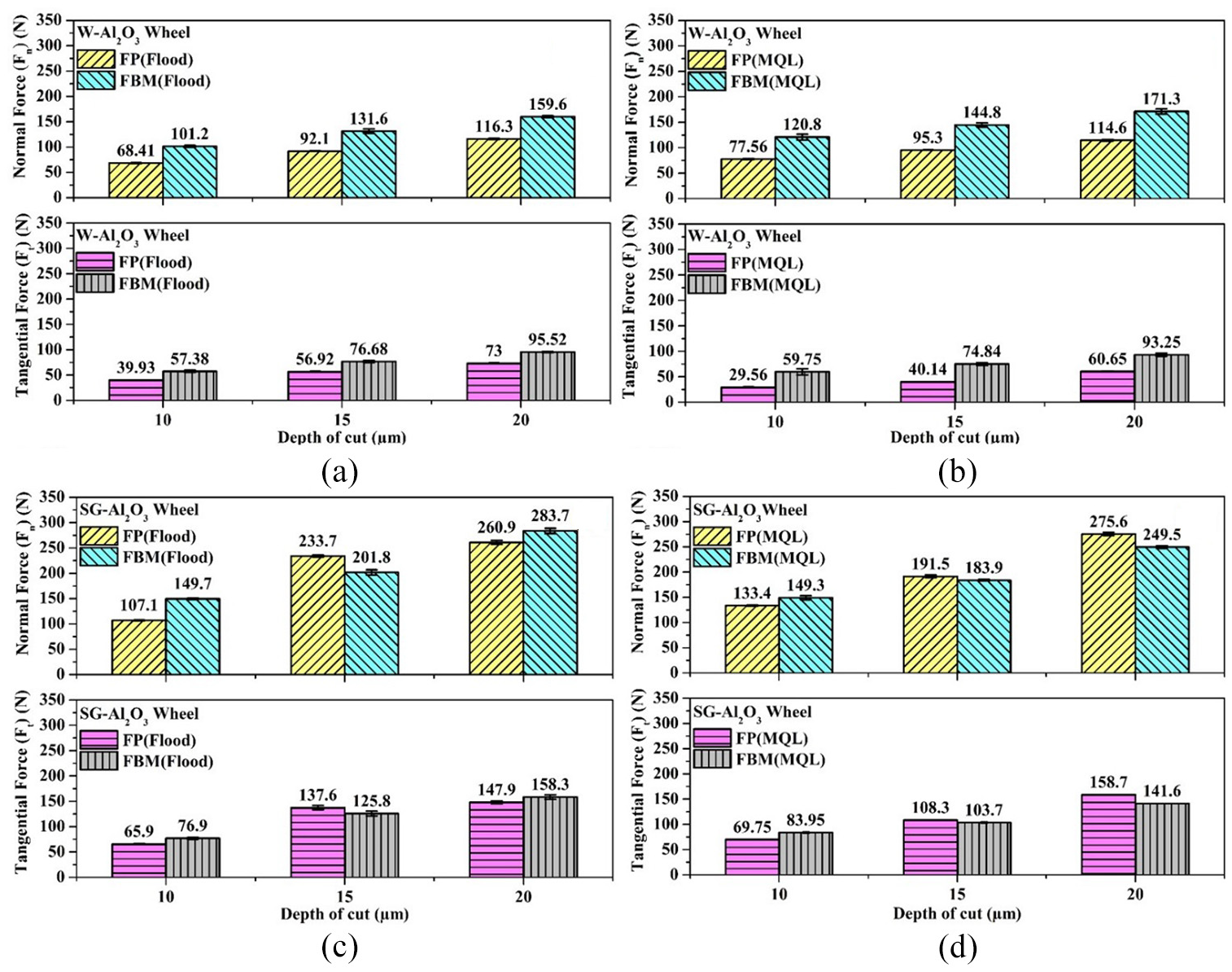
Normal and tangential forces developed in FP and FBM steels using ((a) and (b)) W-Al2O3 and ((c) and (d)) SG-Al2O3 wheels.
The forces are influenced by the microstructure of the work material also. It can be observed that the cutting forces are high in FBM compared to FP steel due to the presence of the hard secondary phases of bainite and martensite. In W-Al2O3 wheel, the average percentage of tangential cutting force between FP and FBM steel is increasing by 36% and 80% for flood and MQL grinding conditions, respectively. In contrast, SG-Al2O3 wheel shows a negligible increase in the average percentage of tangential cutting force between FP and FBM steel, around 5% and 1% for flood and MQL grinding conditions, respectively. This is due to the fact that characteristics of the grinding wheel are dominating over the effect produced by the microstructures on the cutting forces.
Force ratio
The force ratio indirectly measures the grinding efficiency of the wheel. In order to compare the grindability between W-Al2O3 and SG-Al2O3 wheel, it is important to understand the cutting ability between work material and wheel. The force ratio for both the grinding wheels under two grinding environmental conditions with different DOC for both FP and FBM steels are shown in Figure 9. In W-Al2O3 wheel (Figure 9(a) and (b)), for both the steels, the force ratio increases with an increase in DOC. This is because the favourable grit fracture mode of grinding wheel and lower WFs enhance cutting ability, resulting in gradual increase in the rate of material removal for increasing DOC. Thus, a reduced WF was observed, and sufficient cutting ability was retained for all DOC. In FP steel, the force ratios increase with DOC. It indicates that the material is removed mostly by shearing action. In FBM steel, the force ratios were lower compared to the FP steel. The hard secondary phases comparatively increase WFs changing the material removal by shearing to ploughing and rubbing from lower to higher DOC.
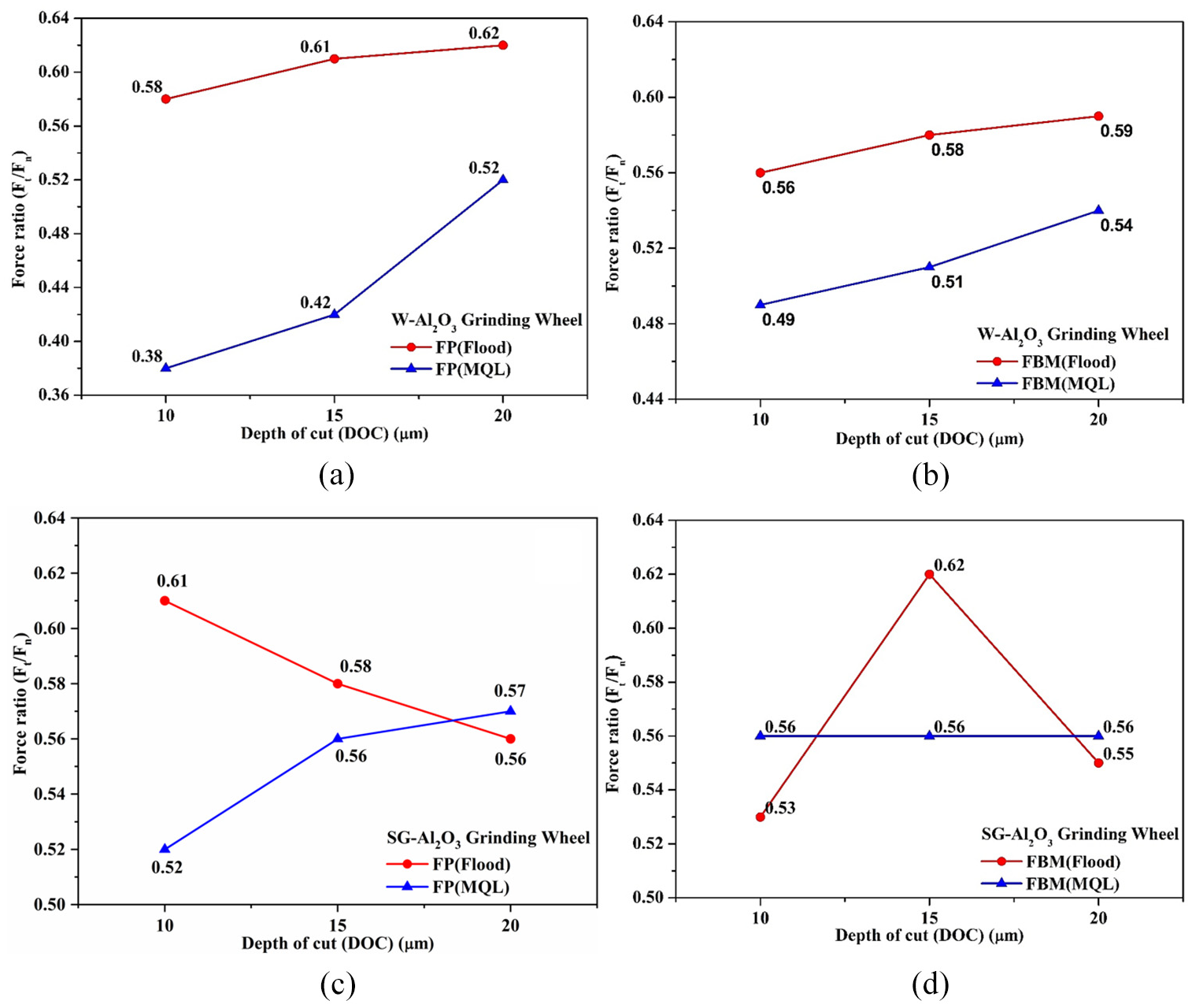
Force ratio of FP and FBM steels with varying depth of cut using ((a) and (b)) W-Al2O3 and ((c) and (d)) SG-Al2O3 wheels.
The variation of the force ratios with respect to the DOC in SG-Al2O3 (Figure 9(c) and (d)) were completely reversed as compared to the W-Al2O3 grinding wheel because of its higher WF area percentage variations. The lower thermal conductivity of microcrystalline SG-Al2O3 grits results in reduced conduction of heat away from the grinding zone causing the rise in the temperature. It increases the tendency of the chips formed to adhere with the grinding wheel. The adhered particles decrease the cutting ability and increase the ploughing and rubbing action. In addition, ploughing and rubbing action causes a severe rise in temperature, since the material side flow is retained in the grinding zone. Thus, it causes a reduction in force ratios in FP steel under flood condition. In FBM steel, the force ratios are inconsistent in all DOC. The microstructural variation and SG-Al2O3 wheel characteristics degrade the abrasive grits, thereby losing its cutting ability. The flattened grits cause the dominant rubbing action.
In MQL condition, all experiments show that the gradual increase in force ratios was observed except for grinding the FBM steel with SG-Al2O3 wheel. As compared to the flood grinding, lower force ratios were observed. This indicates that the cutting ability in MQL grinding condition is weaker than the flood grinding. The viscous colloidal layer formation on the grinding wheel causes reduction in the grit-work material interaction, reducing the cutting ability. In FBM steel under MQL condition, the force ratios were constant (0.56) in all DOC as shown in Figure 9(d). The increase in adhered metal particles to the abrasive grits leads to higher WF areas producing metal to metal contact between the wheel and work material. Hence, the rubbing action of the wheel is dominating the material removal process at all DOC.
Specific cutting energy
The specific cutting energy indicates the ease of grinding for a particular material. Greater the contact area between the abrasive grits and work material resulting from the WFs, higher cutting energy is required to remove the material. The specific cutting energy, U, is calculated as 11

where Ft is the tangential force in N, vs is the cutting speed in m/s, vf is the feed rate in mm/s, ae is the DOC in mm, and bs is the grinding wheel width in mm.
For FP and FBM steel under both grinding conditions, the higher specific cutting energies were observed with SG-Al2O3 wheel than the W-Al2O3 wheel as shown in Figure 10. The lower specific cutting energies are due to the retained sharpness of the grits in W-Al2O3 wheel. The characteristics of the W-Al2O3 wheel having a higher volume of pores facilitate chip clearance from the grinding zone. This leads to lower temperature rise during grinding which avoids the adherence of particles to the grinding wheel. The polycrystalline W-Al2O3 grits have high thermal conductivity which further reduces the occurrence of the adhered particles by further lowering grinding zone temperature. This results high depth of penetration into the work material with lower specific cutting energy compared to SG-Al2O3 wheel. However, the chips have high chemical affinity towards the microcrystalline SG-Al2O3 abrasive grits due to its lower thermal conductivity. In addition, the characteristics of wheel (SG-Al2O3) cause the higher WFs and loading. Hence, it enhances the contact area between the grits and work material, changing the material removal mechanism dominated by rubbing action. This has deleterious effect on the specific cutting energy of FBM steel in both grinding conditions.
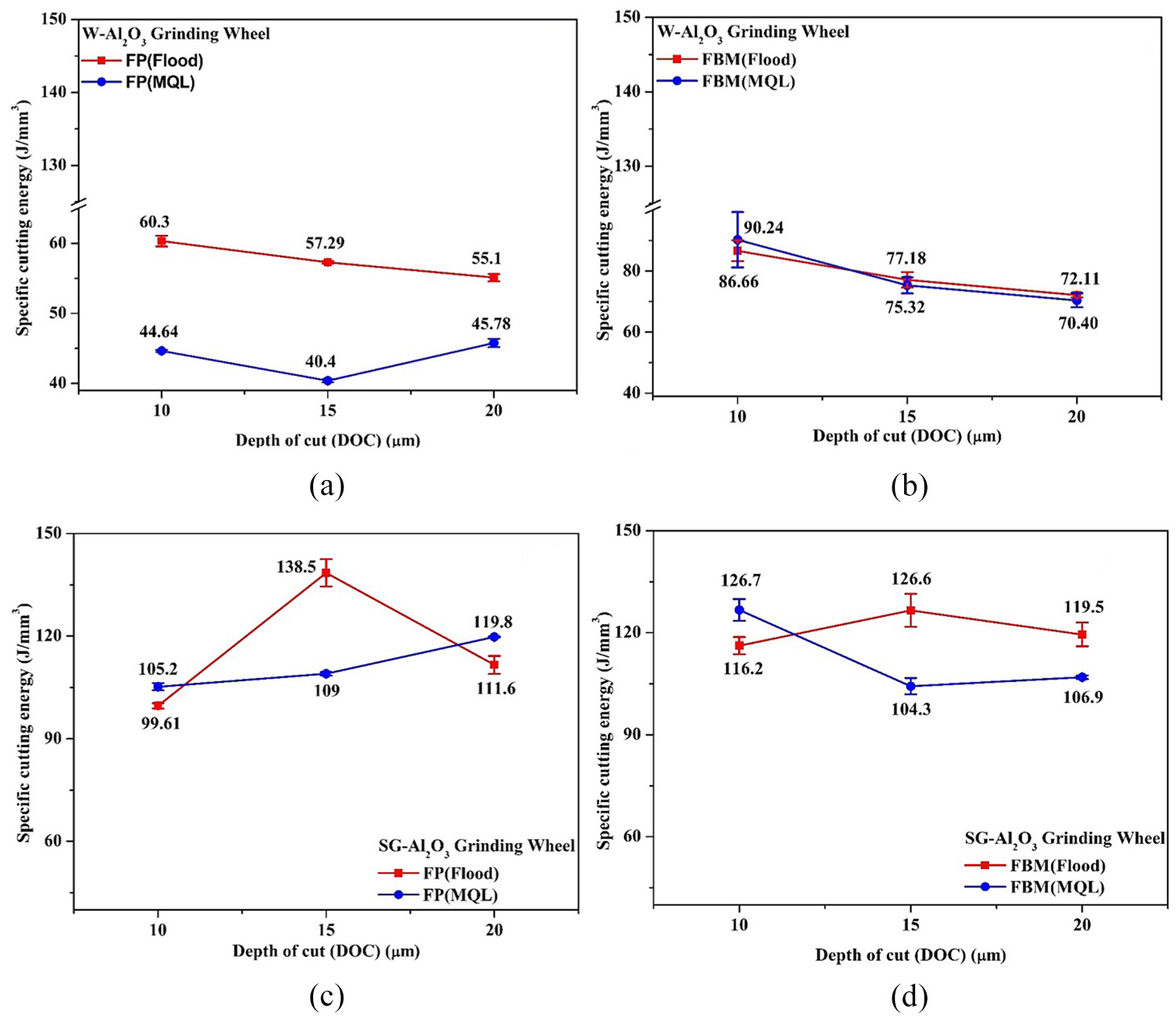
Specific cutting energy of FP and FBM steels by (a) and (b) W-Al2O3 and (c) and (d) SG-Al2O3 grinding wheels.
Comparing between two grinding wheels, the average specific cutting energy (ASCE) for grinding FP steel in flood condition was 57.5 J/mm3 using W-Al2O3 wheel, increased to 116 J/mm3 using SG-Al2O3 wheel. In MQL condition, the W-Al2O3 wheel used 43.6 J/mm3 ASCE which increased to 111.3 J/mm3 with SG-Al2O3 wheel. While grinding FBM steel, the ASCE increased from 78.65 to 128.7 J/mm3 in flood condition and from 78.6 to 112.6 J/mm3 in MQL condition using W-Al2O3 and SG-Al2O3 wheel, respectively. This confirms that W-Al2O3 wheel is providing better grindability compared to the SG-Al2O3 wheel irrespective of steel and grinding conditions.
Surface roughness
The surface quality of the work material is also one of the important parameters to study the grindability. Surface quality is quantified by average surface roughness (Ra) value. In addition, analysis on the texture of the ground surface and chip morphology was performed. The average surface roughness (Ra) values of the ground surfaces of FP and FBM steels under flood and MQL conditions by both the grinding wheels are shown in Figure 11. A comparison between ground surface textures generated using both grinding wheels, for FP and FBM steels with flood and MQL grinding conditions, is shown in Figures 12 and 13, respectively.
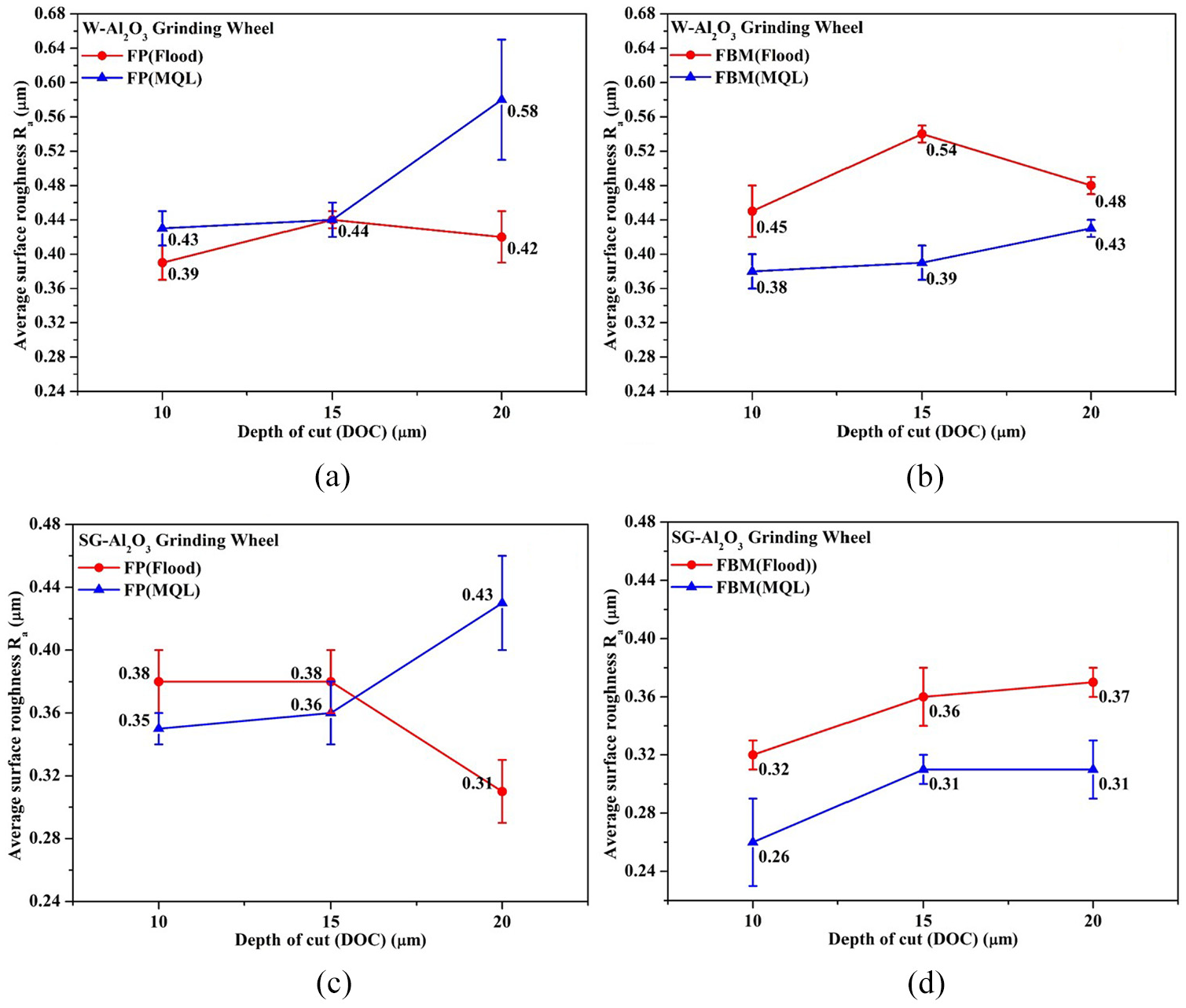
Surface roughness variation with DOC for the ground surfaces of FP and FBM steels using ((a) and (b)) W-Al2O3 and ((c) and (d)) SG-Al2O3 grinding wheels.
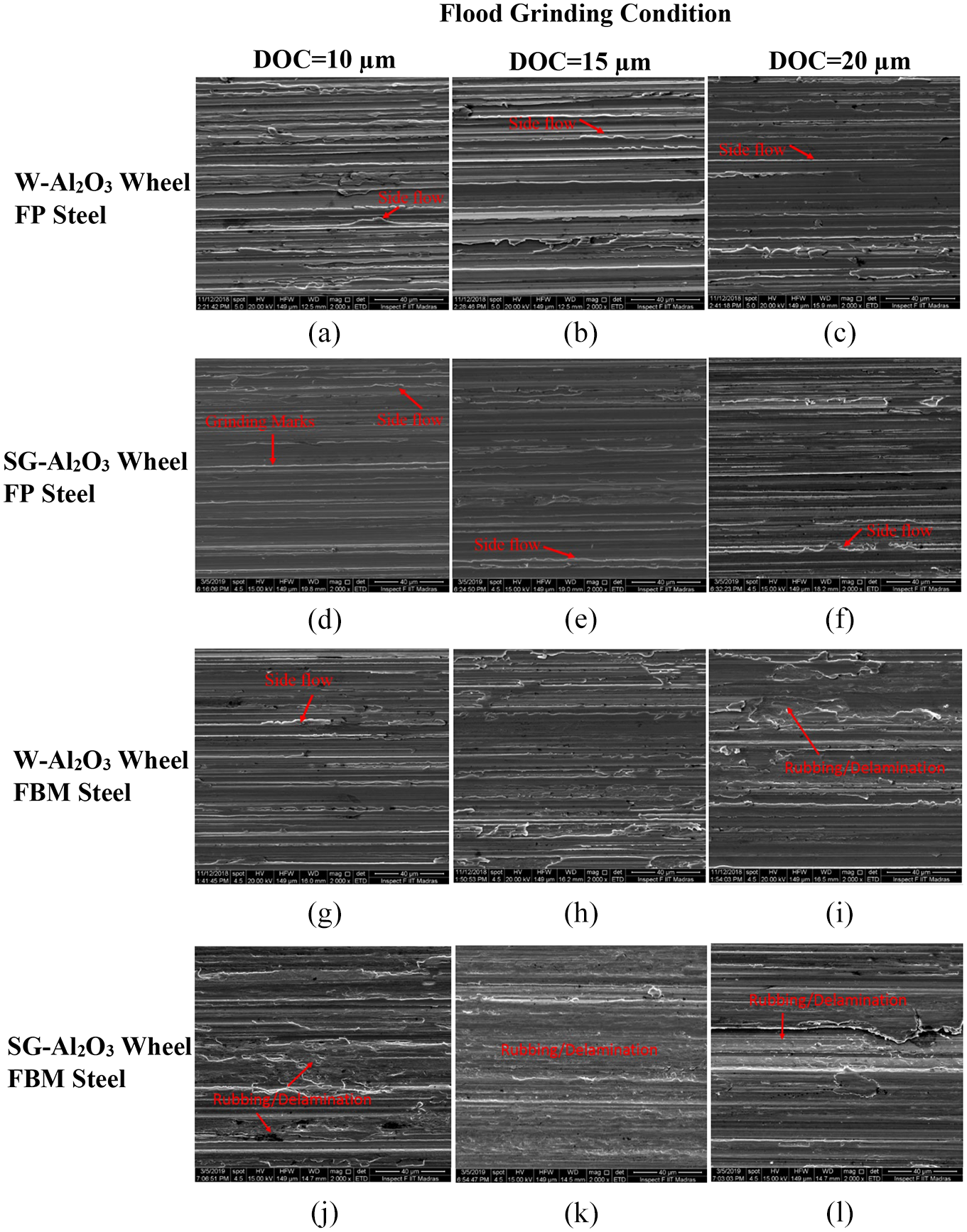
SEM photographs of ground surfaces for FP and FBM steels under flood grinding. FP steel with ((a)–(c)) W-Al2O3 wheel and ((d)–(f)) SG-Al2O3 wheel and FBM steel with ((g)–(i)) W-Al2O3 wheel and ((j)–(l)) SG-Al2O3 wheel.
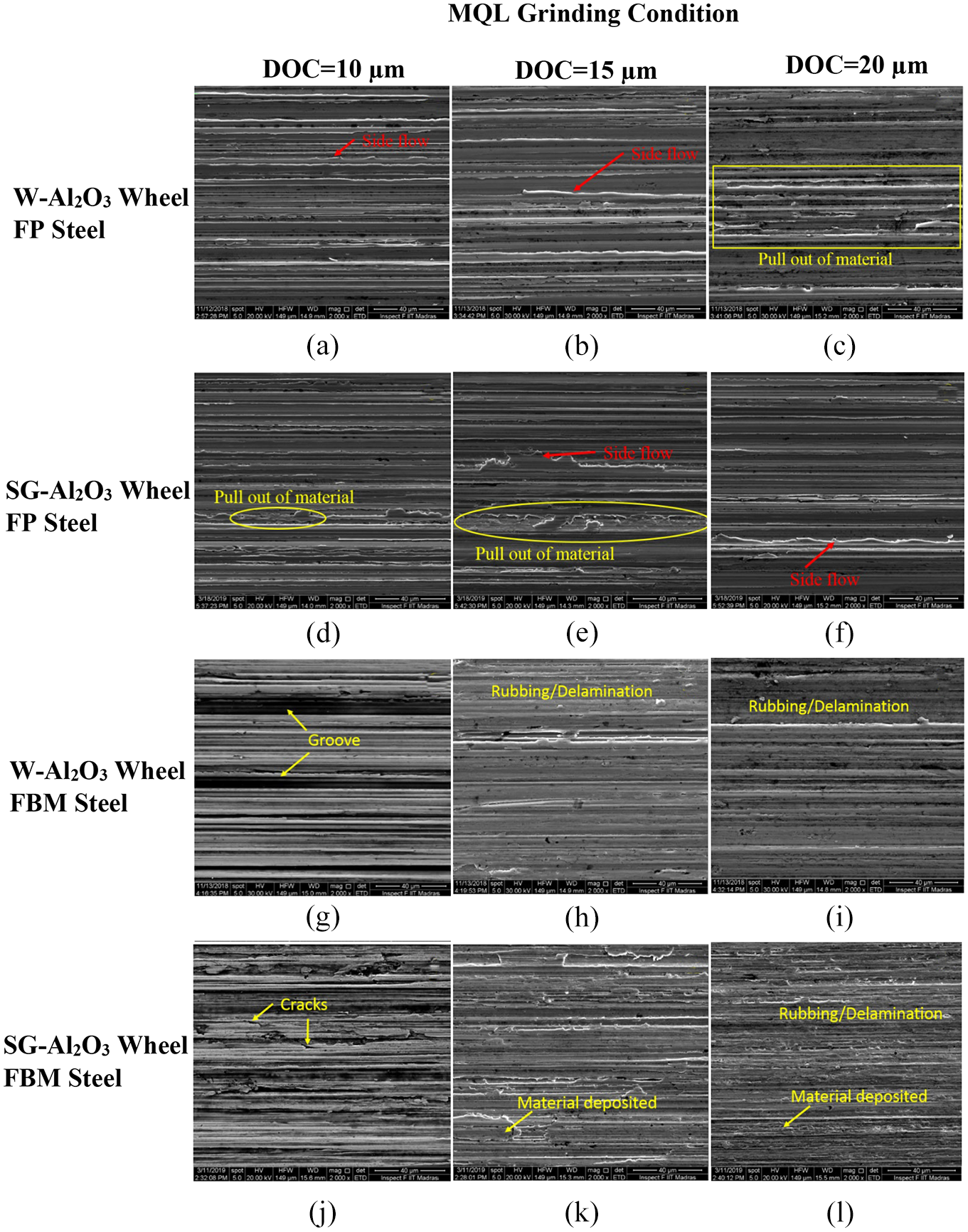
SEM photographs of ground surfaces for FP and FBM steels under MQL grinding. FP steel with ((a)–(c)) W-Al2O3 wheel and ((d)–(f)) SG-Al2O3 wheel and FBM steel with ((g)–(i)) W-Al2O3 wheel and ((j)–(l)) SG-Al2O3 wheel.
The surface roughness for FP steel under flood condition of W-Al2O3 wheel is shown in Figure 11(a). It can be seen that the surface roughness is invariant of the DOC. This is because the grain fracture phenomenon is almost negligible for W-Al2O3 wheel. The load applied to the surface being abraded falls below the minimum required force to cause any indentation fracture. Due to the lower hardness of the FP steel, the percentage of WF areas was reduced compared to the SG-Al2O3 wheel, whereas the surface roughness with SG-Al2O3 wheel is decreased, as shown in Figure 11(c). The microcrystalline structure of SG-Al2O3 grits dominates the wear of the active abrasive cutting edges and increases the flat surfaces. The primary difference between the two abrasive grits based on its crystalline structure and thermal conductivity gets reflected on the WFs during the abrasive grits’ interaction with the work material.
In FP steel under flood grinding with W-Al2O3 wheel, due to the lesser WFs, the penetration of grits is high. As DOC increases, the contact area between grit and work material increases. Due to the soft nature of material, the tendency of side flow as well as wider chips was increased. In SG-Al2O3 wheel, the penetration of grits is less which is due to the adhered particle’s domination and the interaction between grits and work material causes higher WFs. The material side flow is less and formation of chips was completely different as compared to the W-Al2O3 wheel. This is evident from the surface textures and the chip morphology as shown in Figure 12(d)–(f) and Figure 14(d)–(f), respectively.
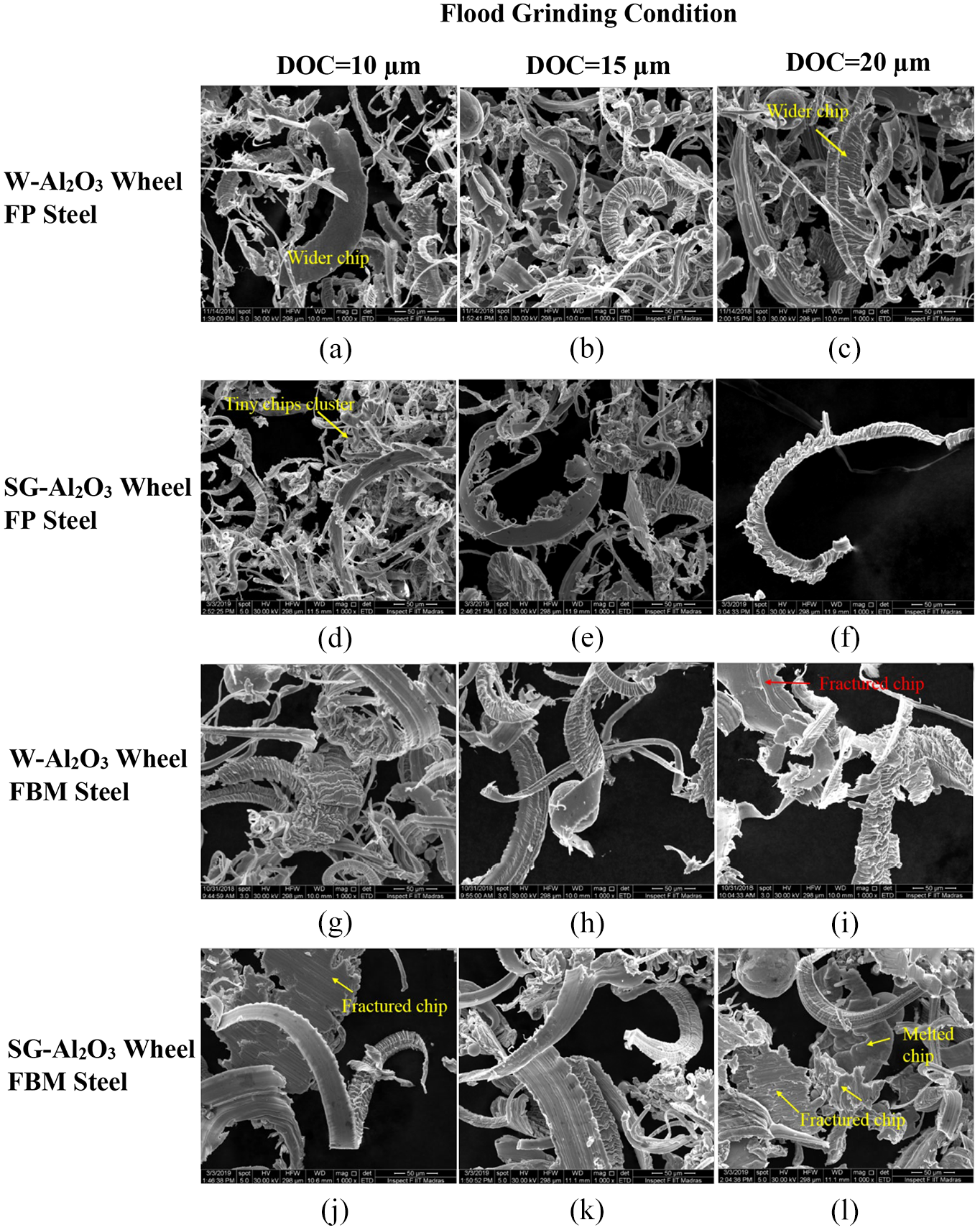
SEM photographs of chip morphology for FP and FBM steels under flood grinding. FP steel with ((a)–(c)) W-Al2O3 wheel and ((d)–(f)) SG-Al2O3 wheel and FBM steel with ((g)–(i)) W-Al2O3 wheel and ((j)–(l)) SG-Al2O3 wheel.
The flood condition of FBM steels for both the grinding wheels was higher surface roughness values, which was observed compared to the MQL condition, as shown in Figure 11(b) and (d). For W-Al2O3 wheel, the surface roughness values are higher than the SG-Al2O3 wheel. The surface texture shows rubbing actions resulted in smeared edges as the DOC increases, shown in Figure 12(g)–(i). From lower to higher DOC, active cutting edges lose its cutting ability due to the increase in WFs and causes change in material removal mechanism from shearing–ploughing to rubbing action. The chip morphology also justifies the change in material removal mechanism with the increase in DOC. The sheared and wider chips were formed at 10 µm DOC, which changed to irregular and fractured chips at 20 µm DOC, as shown in Figure 14(g)–(i).
In SG-Al2O3 wheel, the surface roughness values gradually increase due to the increase in WF. The material removal mechanism is dominated by rubbing action. The surface texture, as shown in Figure 12(j)–(l), provides evidence for the rubbing action on the ground surface. The chip morphology shows the fractured, highly deformed, melted, and irregular chips in all three DOCs, further confirms the rubbing action of the wheel, as shown in Figure 14(j)–(l). Due to the hard phase (bainite/martensite) distribution in FBM steel, the SG-Al2O3 wheel changes the grit geometry, WF area, and WL leading to higher cutting forces, specific cutting energy, and poor surface quality compared to W-Al2O3 wheel.
In FBM steel under MQL condition, lower surface roughness values were observed compared to flood grinding with both wheels as shown in Figure 11(b) and (d). The material removal mechanism changes from shearing to rubbing action with the increase in DOC. It can be confirmed by the surface textures of ground surfaces and the chip morphology as shown in Figure 13(g)–(i) and Figure 15(g)–(i), respectively. The rubbing action of the abrasive grits with the work material causes the dispersion of a large amount of energy leading to local temperature rise, causing melting of the surface layer. Due to this elevated temperature, the chips temporarily reach its melting point, causing formation of spherical chips. 7 These spherical chips were observed in both FP and FBM steels under both grinding conditions.
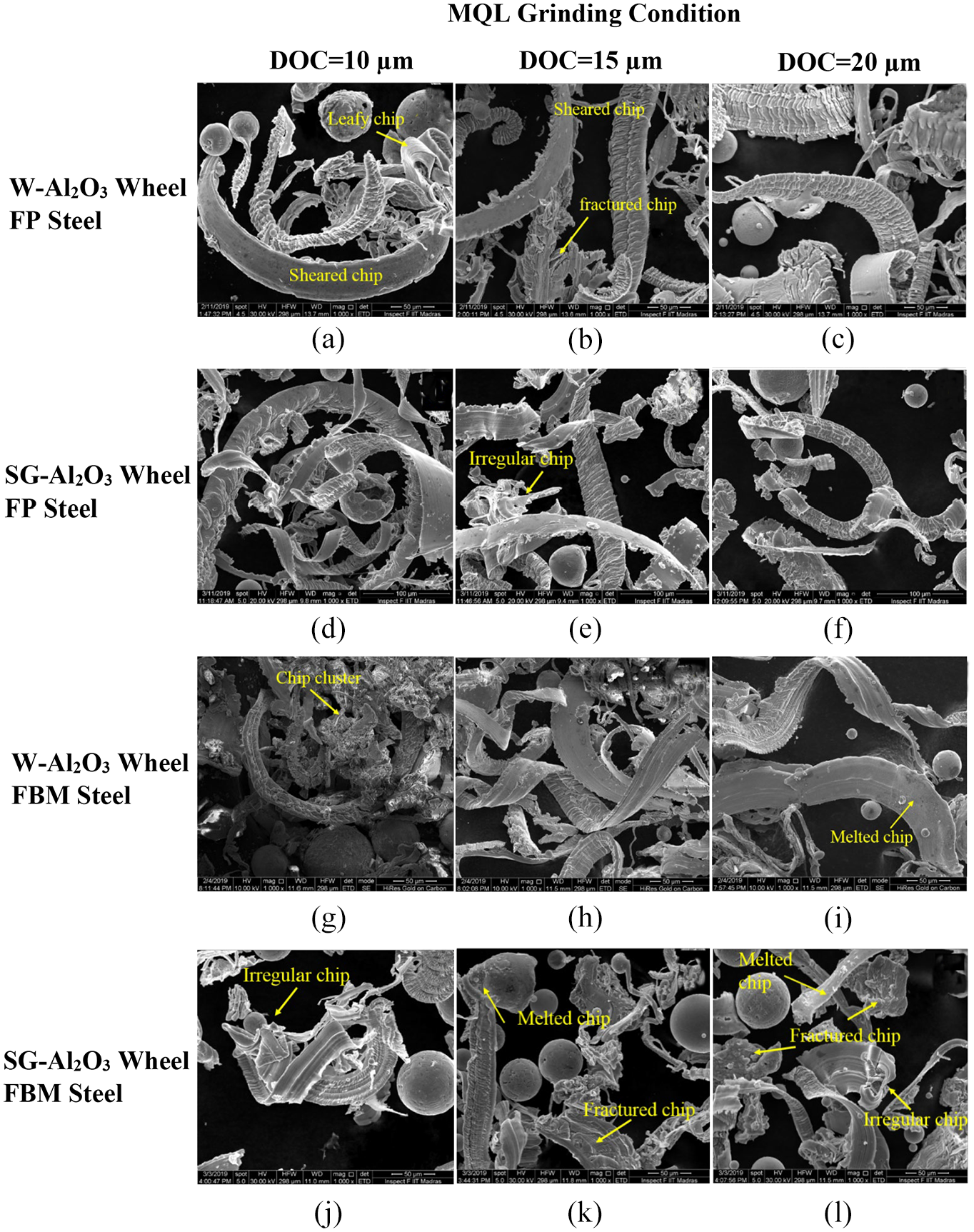
SEM photographs of chip morphology for FP and FBM steels under MQL grinding. FP steel with ((a)–(c)) W-Al2O3 wheel and ((d)–(f)) SG-Al2O3 wheel and FBM steel with ((g)–(i)) W-Al2O3 wheel and ((j)–(l)) SG-Al2O3 wheel.
SG wheel and work material interaction
To understand the interaction between work material and SG-Al2O3 abrasive grits, the following experiment was conducted. Figure 16 shows FP and FBM steels’ tangential forces for SG-Al2O3 grinding wheel under both grinding conditions at constant grinding parameters (cutting velocity of 26 m/s, feed of 8 m/min, and DOC of 20 µm). All grinding experiments carried out around 45 passes to assess the wheel and material interaction without dressing the grinding wheel. In flood grinding, both steels are following a similar trend for forces with number of passes. The FBM steel has higher forces compared to the FP steel due to its the hard phases of bainite and martensite. In this pattern, the plots are divided into three different stages (Figure 16(a)). Stage 1: initially the forces gradually increase after that it is in steady-state followed by sudden fall in forces. Stage 2: Thereafter, forces are increased a little and got stabilized for the few passes, followed by rise and fall of forces which are later on stabilized up to certain time. Stage 3: In this stage, forces slightly increase and then stabilize followed by the decrease in forces.
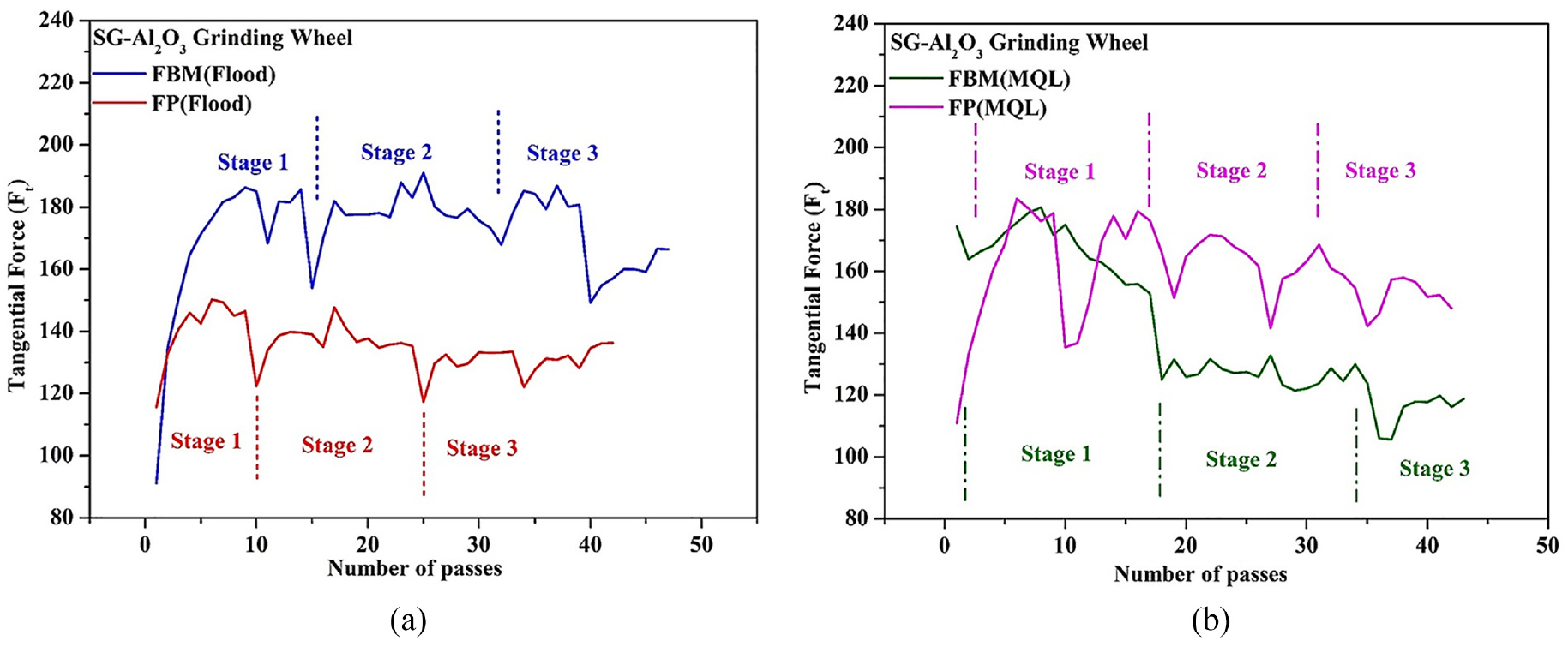
Variation in tangential forces w.r.t number of grinding passes for SG-Al2O3 wheel under (DOC = 20 μm): (a) flood and (b) MQL grinding conditions.
In MQL grinding, tangential forces at all three stages of wheel and work material interaction is completely different for both steels. In FP steel, the grinding forces never come down to steady-state, the trend clearly shows that approximately for every five passes the forces are gradually decreasing and increasing. It is clearly stated that the WF area while grinding FP steel is higher than the FBM steel (Figure 6(b)) due to that the grits are not properly engaged in the cutting action. Moreover, the microstructure of the steel also influences the retaining sharpness of the abrasives. For FBM steel, the forces gradually decrease up to the end of stage 1 followed by steady-state (stage 2) and further decreasing tendency (stage 3) is clearly noticed in Figure 16(b). According to the work by Tawakoli et al. 17 in MQL grinding, self-sharpening phenomena take place due to the excessive cutting edge stresses caused because of large uncut chip thickness of the material. So that, the intensive self-sharpening phenomenon is clearly observed in FBM steel due to its hard secondary phases of bainite and martensite which are helping to the micro-fracture of the abrasives to reduce the grinding forces gradually in all three stages under MQL grinding. In FP steel, it may be due to the lower hard phases of ferrite and pearlite, the self-sharpening phenomena wheel is not much effective because forces always fluctuate throughout the grinding process. It is worth to report that, in flood grinding, the most debris is removed with the help of high amount of coolant, and it reduces the stress intensity on the cutting edges leading to extend the grain breakage resulting in fluctuation of forces which is significantly low compared to the MQL grinding. In all the three stages of grinding forces for both FP and FBM steels, the trend is almost identical but in FBM steel there is slight drift, it may depend upon the microstructural constitutions of steel.
Conclusion
The grindability of FP and FBM steels using W-Al2O3 and SG-Al2O3 grinding wheels under flood and MQL grinding conditions was evaluated based on the wheel WFs, grinding forces, force ratio, specific cutting energy, and surface and chip morphology. Based on the experimental results and discussions, the following conclusions were made.
In comparison between SG-Al2O3 and W-Al2O3 wheel, the average tangential force in flood condition was increased by 49.6% and 34.7% for FP and FBM steels, respectively. Similarly, in MQL conditions, it increased by 60.8% and 30.2% for FP and FBM steels, respectively. SG-Al2O3 wheel characteristics, such as lower thermal conductivity and higher bond strength, are causing higher WFs, thereby increasing the average grinding force. From the wheel image analysis, the overall percentage of WF areas in SG-Al2O3 wheel was found to be increased by 80% compared to W-Al2O3 wheel; hence, the force ratio was decreased.
The ASCE during grinding FP steel under flood condition was 57.5 J/mm3 for W-Al2O3 wheel and increased to 116.5 J/mm3 for SG-Al2O3 wheel. For grinding FBM steel, the ASCE was 78.6 J/mm3 for W-Al2O3 which increase to 120.7 J/mm3 using SG-Al2O3 wheel. Similarly, in MQL condition, for FP steel, the ASCE increased from 43.6 to 111.3 J/mm3 and in FBM steel, from 78.6 to 112.6 J/mm3 using W-Al2O3 and SG-Al2O3 wheels, respectively. Thus, there is an overall increase in the ASCE for SG-Al2O3 wheel irrespective of the steel microstructure and the grinding conditions. This is due to the fact that increased WFs in SG-Al2O3 wheel cause dominant rubbing action and higher grinding zone temperatures.
The SEM images of the ground surfaces show texture variations indicating change in primary mode of material removal process from shearing to ploughing–rubbing action using SG-Al2O3 wheel. The chip morphology analysis shows different varieties of chips such as sheared, wider, tiny, irregular, fractured, melted, and hollow chips using both the wheels. Among them, the irregular, fractured, melted, and hollow chips were more in SG-Al2O3 wheel. This also confirms the increased rubbing action when SG-Al2O3 wheel is used. Hence, the results conclude that the W-Al2O3 wheel has better grindability on both the steels under all grinding conditions compared to the SG-Al2O3 wheel.
Footnotes
Appendix 1
Acknowledgements
The authors would like to acknowledge Mr Kanka Goswami, IIT Madras, India, for his support in language editing of the revised manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.