
Abstract
With the currently strict environmental law in present days, researchers and industries are seeking to reduce the amount of cutting fluid used in machining. Minimum quantity lubrication is a potential alternative to reduce environmental impacts and overall process costs. This technique can substantially reduce cutting fluids in grinding, as well as provide better performance in relation to conventional cutting fluid application (abundant fluid flow). The present work aims to test the viability of minimum quantity lubrication (with and without water) in grinding of advanced ceramics, when compared to conventional method (abundant fluid flow). Measured output variables were grinding power, surface roughness, roundness errors and wheel wear, as well as scanning electron micrographs. The results show that minimum quantity lubrication with water (1:1) was superior to conventional lubrication-cooling in terms of surface quality, also reducing wheel wear, when compared to the other methods tested.
Introduction
Advanced ceramics such as silicon carbide are being used widely in many engineering applications, such as bearings, valves, rotors, pistons and in every part where tighter tolerances are required. Ceramic materials may contribute with properties such as high thermal stability, hardness, wear resistance, stiffness and low weight. Grinding of advanced ceramics is however complicated due to its low fracture resistance, rendering it much more susceptible to cracking. Grinding is usually carried out under strict machining conditions, since efficient grinding of ceramics requires an adequate selection of machining parameters in order to maximize material removal rate, without harming surface integrity. 1
Since ceramic materials are usually composed of ionic, covalent or mixed bonds, dislocation displacement is difficult, which results in a structure prone to cracking and vacancy formation. 2 With that, it is not possible to achieve a great amount of plastic deformation before fracture (in comparison to metals). Grinding can thus insert continuous dislocation displacements due to shear stresses. Vacancies are formed due to dislocation of grain boundaries. 2 In ceramic materials, microcracks can be created by a combined effect of both external loads and residual stresses, where the latter are generated by anisotropic thermal expansion in one or more phase structures. Low toughness of ceramics is attributed mainly to two causes. One is the interaction of cracks and microcracks, causing stress redistribution and embrittlement, and the other is stress redistribution at the main crack, when microcracks are nucleated. 3
One of the most important factors to be considered in grinding of engineering ceramics is lubrication and cooling. Adequate selection and application of cutting fluids can result considerably in better performance, lower grinding forces, superior surface quality and lower wheel wear. 4 Nevertheless, conventional cutting fluid application, that is, abundant fluid flow, albeit its major usage in all grinding applications, does not optimize fluid penetration at the wheel/workpiece interface. 5 Costs associated with lubrication and cooling, including purchase, filtering and disposal, compose a great amount of the total grinding costs. 6 Besides, cutting fluids can be harmful to the health of operators and negatively impact the environment, and there has been an increasingly restriction of its usage by environmental policies.
Minimum quantity lubrication (MQL) is a technique that has been studied and applied in different machining processes, in order to stand as an environmentally friendly alternative to abundant cooling-lubrication. 7 In MQL machining, a pressurized spray of an air–oil mixture is aimed toward the workpiece/wheel interface. Besides reducing the consumption of cutting fluids, MQL can also result in better lubrication of the interface. In addition, the development of high quality lubricants, such as biodegradable synthetic oils or chlorine mineral oils, has been reducing environmental risks related to conventional lubricants, while increasing the output quality of the workpiece.
Tawakoli et al. 8 examined the influence of oil mist parameters, such as oil flow rate, air pressure and nozzle positioning, in MQL grinding of the 100 Cr6 quenched steel. According to that study, the amount of lubricant and air pressure in MQL grinding can greatly affect the forces involved and the final surface quality. They also related that nozzle positioning and orientation are crucial factors directly affecting the performance of MQL mist.
The present work aims thus to test the viability of MQL (with and without water) in grinding of advanced ceramics, as potential substitutes to conventional (abundant fluid flow) lubrication-cooling, in external plunge grinding of advanced ceramics. The results were compared based on the following output parameters: grinding power, surface roughness, roundness measurements and wheel wear, as well as scanning electron micrographs.
Literature review
Grinding
Grinding is used as the most efficient technique in finishing of ceramics. As the processing of advanced ceramics improved dramatically with modern techniques, defects were significantly reduced in size and numbers. The main source of ceramic workpiece damages is grinding and other machining processes. 2 Due to its intrinsic brittleness, grinding is conducted by material removal through cracking, pulverization layers and a limited amount of plastic deformation. Despite inducing compressive residual stresses, responsible for increases in mechanical and fatigue strength, grinding can also induce harmful tensile stresses, which have the opposite effect. The residual surface and subsurface damages can ultimately cause catastrophic failure in a ceramic part. 2
MQL
MQL is a lubrication-cooling method consisting of a spray of oil droplets in a pressurized air jet, aimed straightly toward the cutting zone. 9 MQL can minimize cutting fluid consumption, as well as the environmental impact and health hazards. 10 Besides, the workpiece is almost entirely clean after machining, and MQL improves visual monitoring of the process, since the workpiece is not covered by fluid.
Therefore, there is an increasing tendency of using MQL when it comes to reduction of machining cutting fluids in general. 7 However, the great disadvantages arising with MQL are the lack of efficient cooling capability, when compared to conventional (abundant fluid flow) lubrication-cooling, hindering its application when high cooling rates are required, that is, grinding. 8
Emami et al. 11 reported that MQL in grinding of ceramics can provide satisfactory results when compared to conventional (abundant fluid flow) lubrication-cooling, since it was able to reduce cutting forces, grinding power and specific energy. Surface roughness was also reduced due to the oil mixing. The most efficient lubrication reduced friction between workpiece and wheel, increasing grain bonding for a longer time. However, despite the fact that great hardness and brittleness associated with engineering ceramics can cause increases in grinding forces, lower material removal rates, excessive wheel wear and surface damages, MQL grinding of ceramics can minimize the current problems involved.
MQL can also decrease the operational costs (which may account for up to 20% of the total process costs), reducing problems usually associated with conventional cutting fluids, such as great amount of fluid used, as well as respiratory and skin problems and water and soil contamination (arising from improper fluid disposal). 12 The removal of fumes, however, must be of concern when using MQL, so it is also necessary to have a proper exhaustion system, as well as the usage of masks and other safety equipment.
Objective
The present work aims to test the viability of MQL (with and without water) as potential substitute to conventional (abundant fluid flow) lubrication-cooling, in external cylindrical plunge grinding of advanced ceramics, using a hybrid-bonded wheel, by comparing output parameters such as grinding power, surface roughness, roundness measurements and wheel wear, as well as scanning electron micrographs.
Materials and methods
Materials
The tests were conducted on a SulMecânica RUAP515H CNC grinding machine. The workpieces were alumina (96%) rings, with 4 wt% of other oxides (SiO2, CaO and MgO), and dimensions of 54 mm external diameter, 30 mm internal diameter and 4 mm thickness.
MQL fluid used was Accu-Lube LB-1000 from ITW Chemical Products Ltd. (organic and biodegradable lubricant, with extreme pressure additives). The device for MQL application is composed of a compressor, pressure regulator, air flow meter and mixture nozzle (Figure 1). This equipment uses a pulsing supply of oil, which allows independent control of air and oil flow rates.
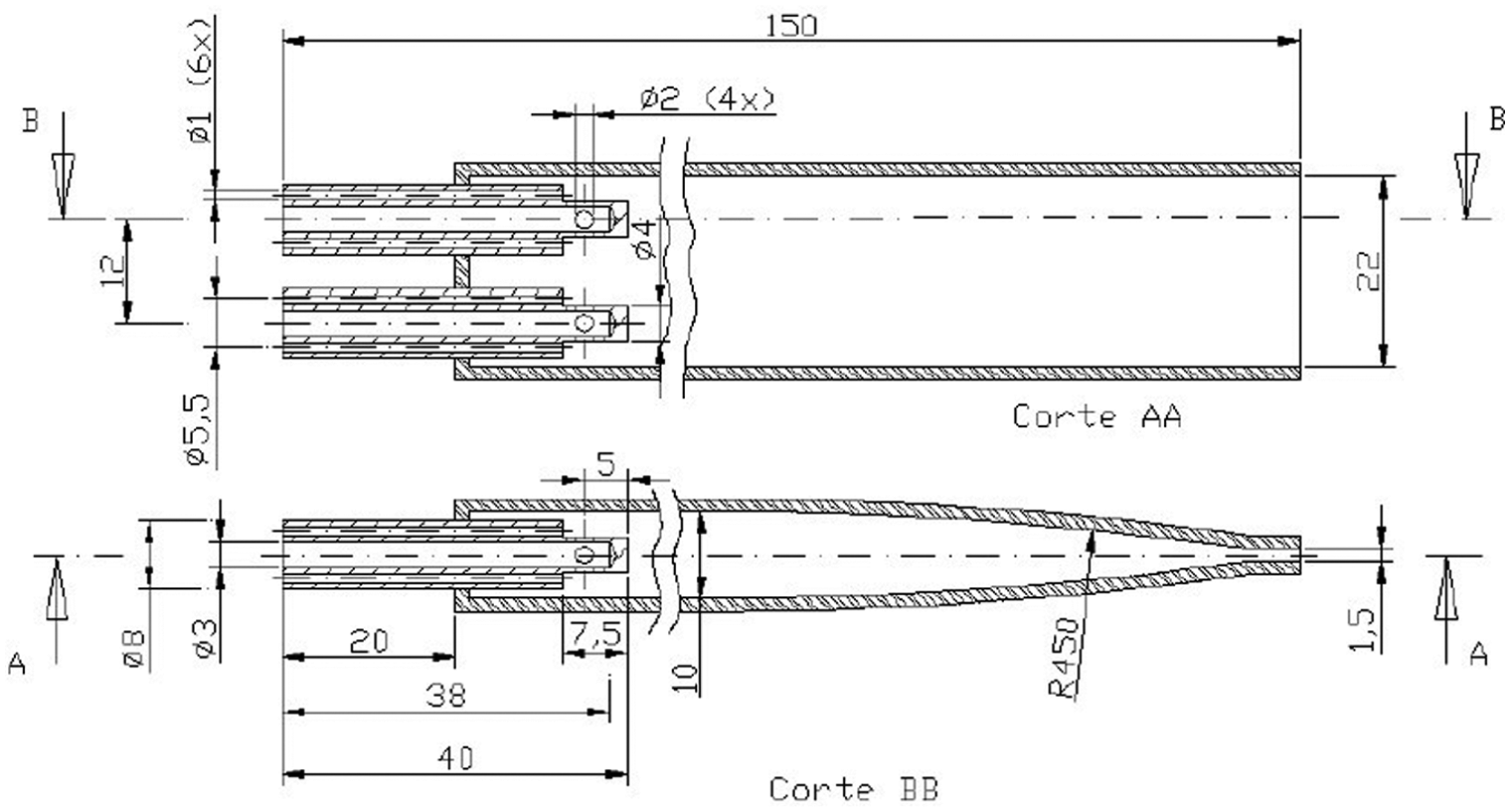
MQL nozzle design. 13
Conventional fluid used was an emulsion (2.5% concentration) of Quimatic ME-I semi-synthetic soluble oil. In its composition can be found anticorrosives, biocides, fungicides, alkalizers, antifoam, non-ionic tensoactives, alkanolomides and others additives. Concentration measurements were conducted periodically using Atago N-1E handheld refractometer. Conventional low-pressure high-flow nipple-like nozzles were used. Cutting fluid was applied at a flow rate of 18 L/min, at a pressure of approximately 0.6 MPa. This flow rate was measured by a turbine-type meter with a digital display.
Five lubrication-cooling methods were used: conventional (abundant flow) lubrication-cooling, MQL without water and MQL with water (1:1, 1:3 and 1:5 parts of oil per parts of water). Three feed rate (Vf) values were also used: 0.25, 0.50 and 0.75 mm/min. Three workpieces were ground for each grinding condition (lubrication-cooling method and feed rate), in a total of 45 specimens. Table 1 summarizes the grinding parameters, and Figure 2 displays the experimental setup.
Grinding parameters.
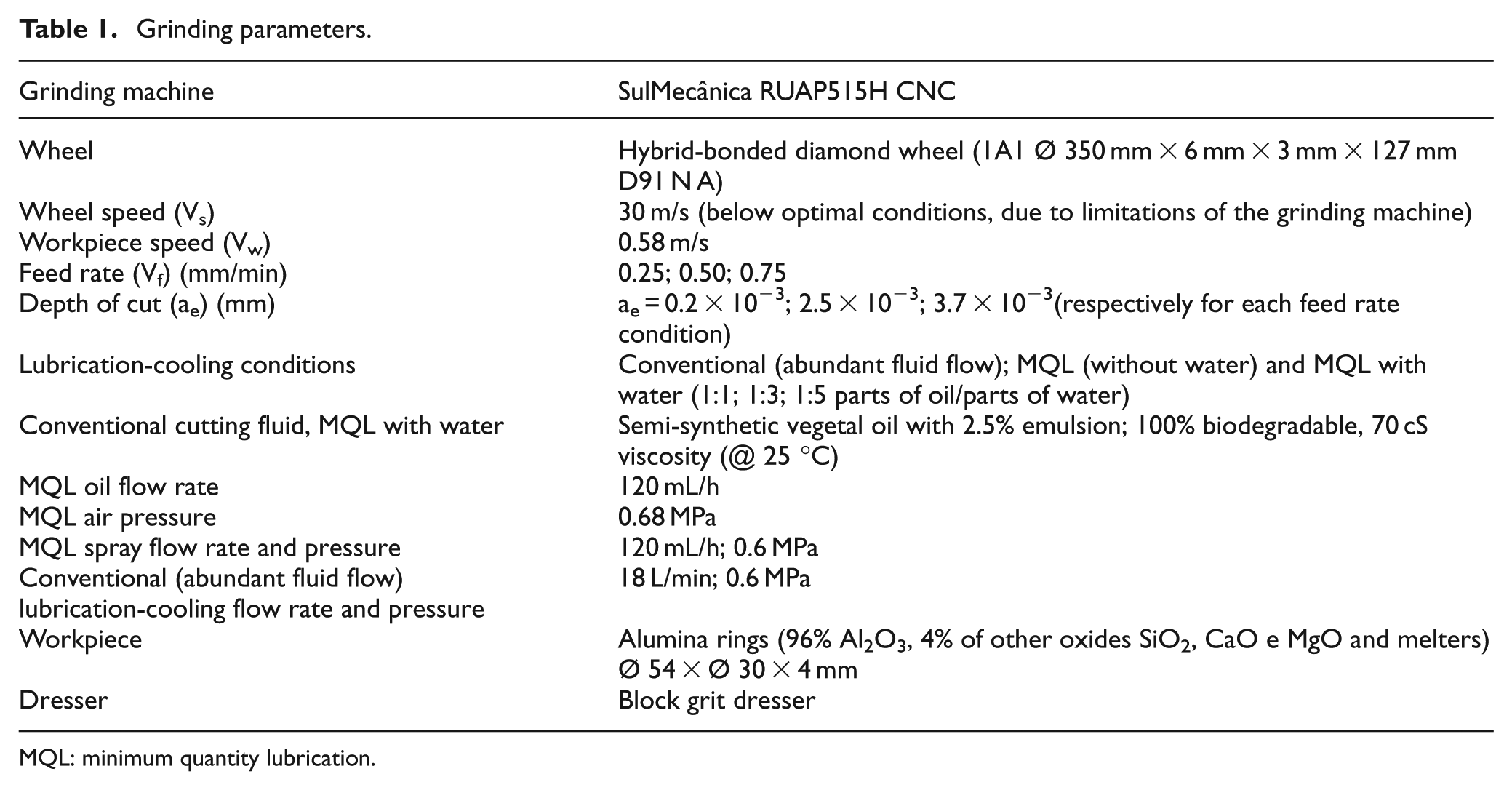
MQL: minimum quantity lubrication.
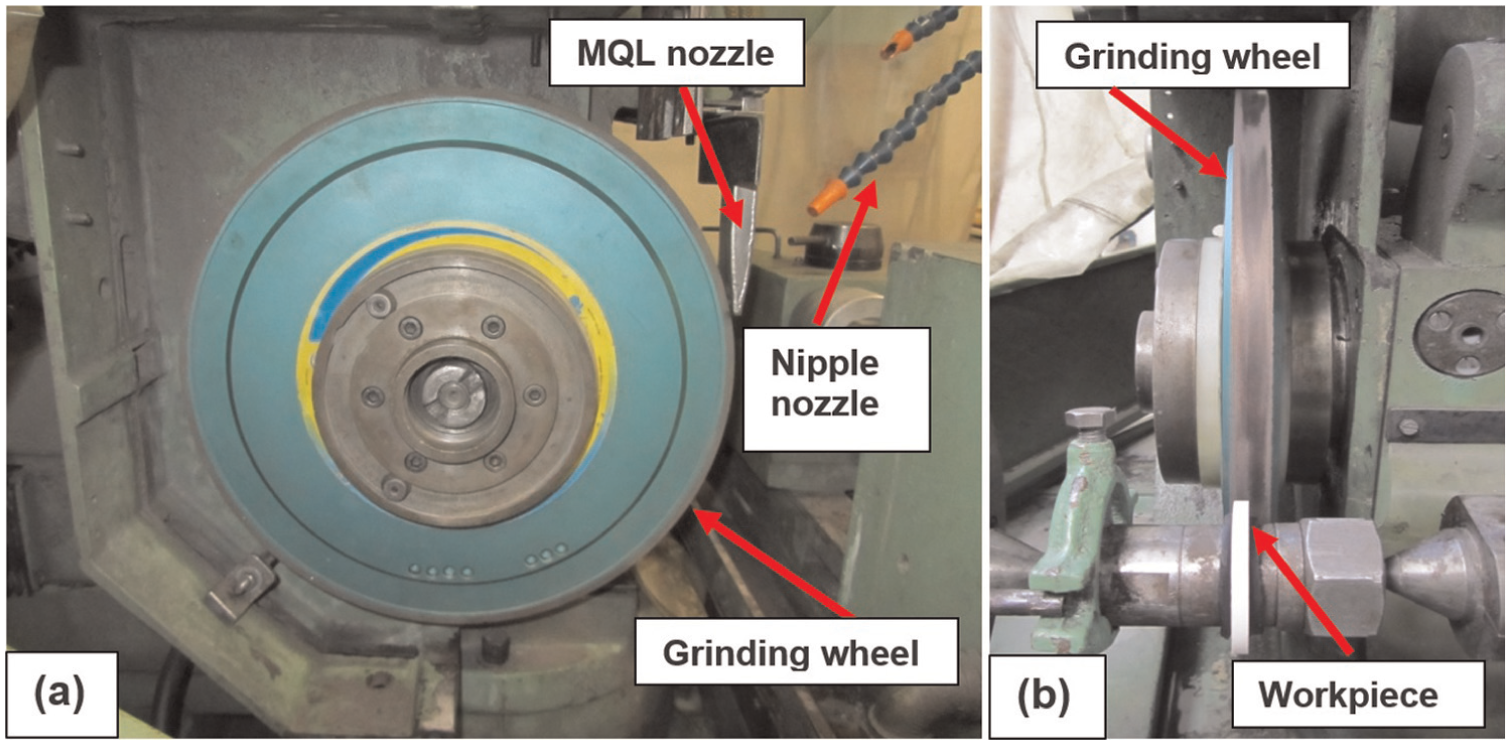
(a) Experimental setup and (b) workpiece positioning.
The output parameters measured were grinding power, surface roughness, roundness errors, wheel wear, as well as scanning electron micrographs, in order to identify thermal damages. Surface roughness was measured using the parameter Ra in a Taylor Hobson Surtronic3+ roughness meter. Roundness errors were obtained using a Taylor Hobson Talyround 31C meter.
The presented results are averages of readings in different positions for each ground workpiece in each condition. The number of surface roughness readings was enough to provide a confidence of 95% that the average result was a representation of the population average. Roundness error measurements were obtained for each condition through five different measurements of each workpiece.
In order to measure wheel wear, an indirect method was used, which consisted of printing the worn wheel profile by single-pass grinding on an AISI 1020 steel cylinder. This measurement turned out feasible since the wheel was not entirely worn out on its thickness (20 mm wheel width against 4 mm workpiece thickness). Thus, the profile obtained on the cylinder, by means of a profilometer, could be an indirect measurement of wheel wear. Five measurements were conducted for each workpiece and condition.
Scanning electron micrographs were obtained after proper sample preparation. The samples were sanded and polished using an abrasive paste containing 3 µµm particles. Nital 2% vol. was then used for etching.
Hybrid-bonded diamond wheel
A novel hybrid-bonded diamond wheel was tested with the following dimensions: 350 mm external diameter, 127 mm internal diameter, 20 mm width and 5 mm abrasive thickness (specification 1A1 Ø 350 mm×6 mm×3 mm×127 mm D91 N A). The wheel was properly dressed before each test.
Provided by Royall Diamond, this novel wheel possesses a hybrid bond, consisting of phenolic, ceramic and metallic resins. One of its advantages as an abrasive is the minimized hardness loss due to high temperatures, being thermally stable up to 300 °C in air and for more than 800 °C in vacuum. It presents itself very resistant to mechanical wear, since wear is associated with a thermal–chemical degradation product, in the presence of oxygen in high temperatures. Thus, this hybrid-bonded wheel can be subjected to more severe grinding conditions (higher values for wheel speed—Vs; and feed rate—Vf).
Results and discussion
Grinding power
Figure 3 presents the average values and standard deviation of measured grinding power for each condition tested (lubrication-cooling method and feed rate), since grinding power and cutting forces are proportional.
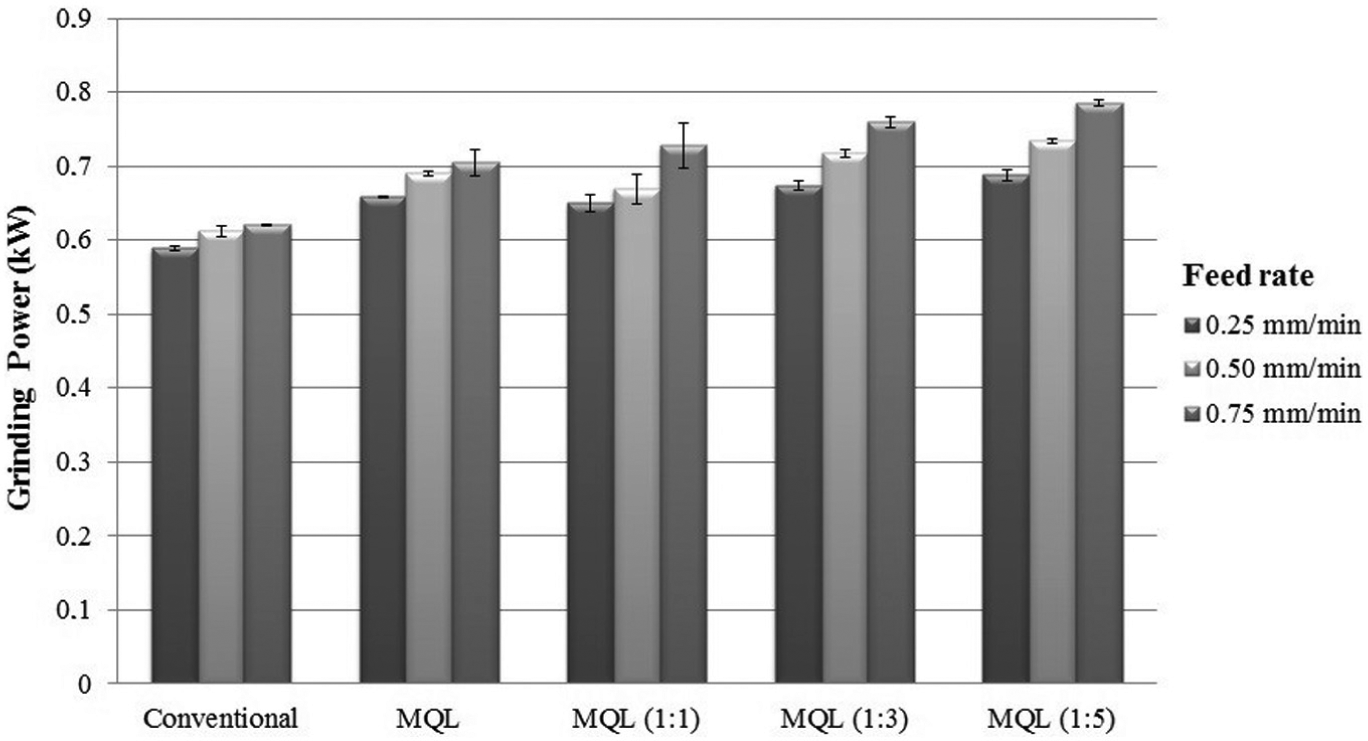
Grinding power values for each condition tested.
For MQL and MQL with water (1:1, 1:3, 1:5), when using low feed rates (0.25 mm/min), grinding power values were similar, which can be explained to the natural resharpening of the wheel, since the flat grains are preferentially removed from the wheel, after microfractured grains promote resharpening.
However, increasing water content in MQL promotes increase also in cutting forces, which explains the inefficient lubrication in this condition, since the abrasive grains are being worn during the grinding cycle, losing their original sharpness obtained during dressing. Since lubrication at the contact zone is not very efficient, due to the higher water content, the premature sharpening (loosening of the abrasive grains) resulted in an increase of cutting forces, since plastic deformation takes place instead of cutting. With the higher friction caused by the abrasive grains contacting the surface, more heat is generated and grinding power will increase, as it can be seen in worse results of MQL with water (1:3 and 1:5).
Surface roughness
Figure 4 presents the average values and standard deviation of measured surface roughness (Ra) for each condition tested (lubrication-cooling method and feed rate).
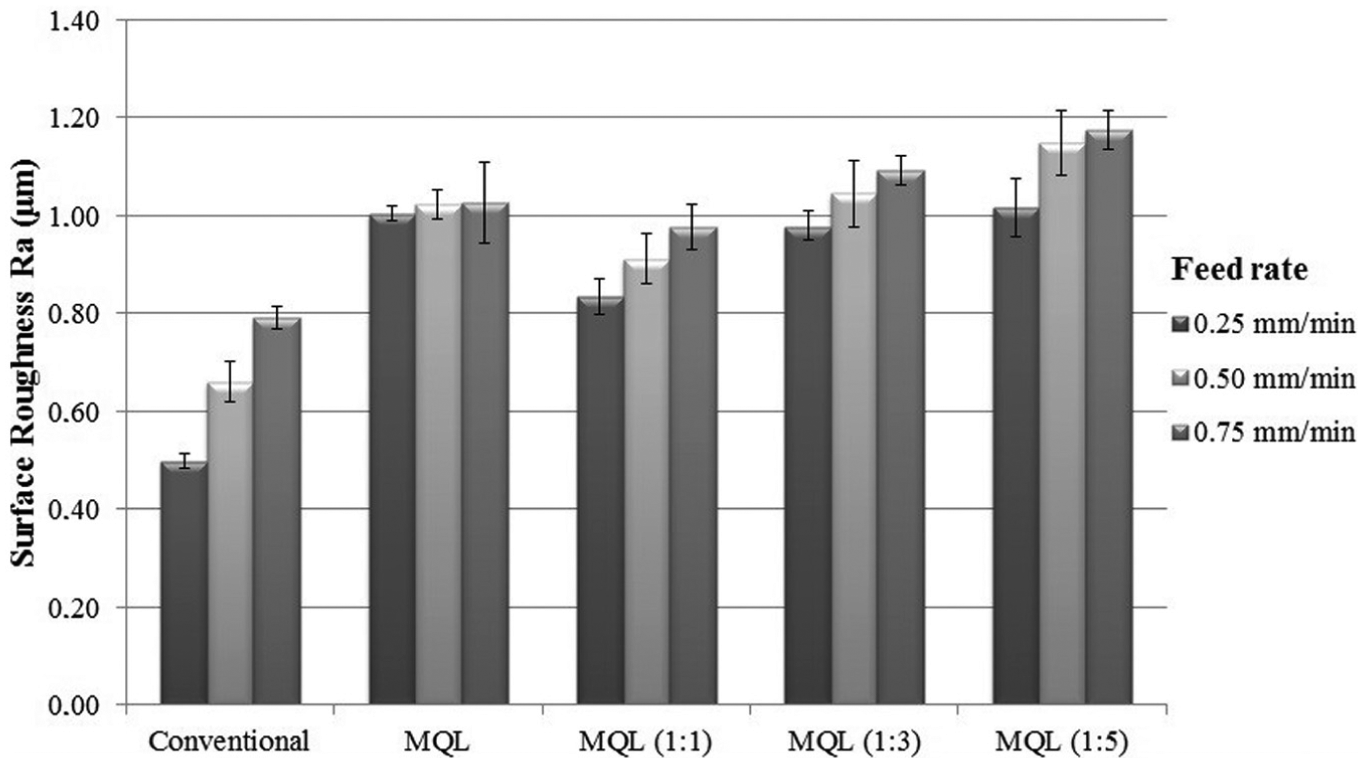
Surface roughness values for each condition tested.
MQL with water provided intermediate surface roughness values, when compared to conventional (abundant fluid flow) lubrication-cooling and MQL (without water), for every dilution and feed rate. MQL 1:1 provided the best results, about 40% better than abundant fluid flow and 20% worse than MQL without water.
In order to explain the best results of the mixture air–oil–water in comparison with air–oil in MQL, it can be stated that diluting the soluble oil in water reduces the overall viscosity, reducing the adherence of the grout (mixture of oil and machined chips) to the wheel surface. With that, less scratching of the workpiece occurs, and thus, surface roughness can be reduced. Another possible cause is the better cooling capacity of the mixture oil–water when compared to pure oil from MQL without water. It is evident, though, that while cooling capacity is increased with the increase of water content, lubrication capacity is reduced, which can also provide worse surface roughness values. Efficient lubrication allows the chips to be easily removed from the cutting zone, improving final quality.
For MQL with water, thus, the increase in water content promotes wheel cleaning (removal of the grout from the wheel pores), which positively affects the final quality in terms of surface roughness; however, lubrication of the wheel/workpiece interface is worsened, which impacts negatively in terms of surface roughness. The higher surface roughness results provided by MQL without water, when compared to MQL with water, corroborate with this effect. The worst surface roughness values among the results are that for MQL with the greatest amount of water (MQL 1:5).
Roundness errors
Figure 5 presents the average values and standard deviation of measured roundness errors for each condition tested (lubrication-cooling method and feed rate).
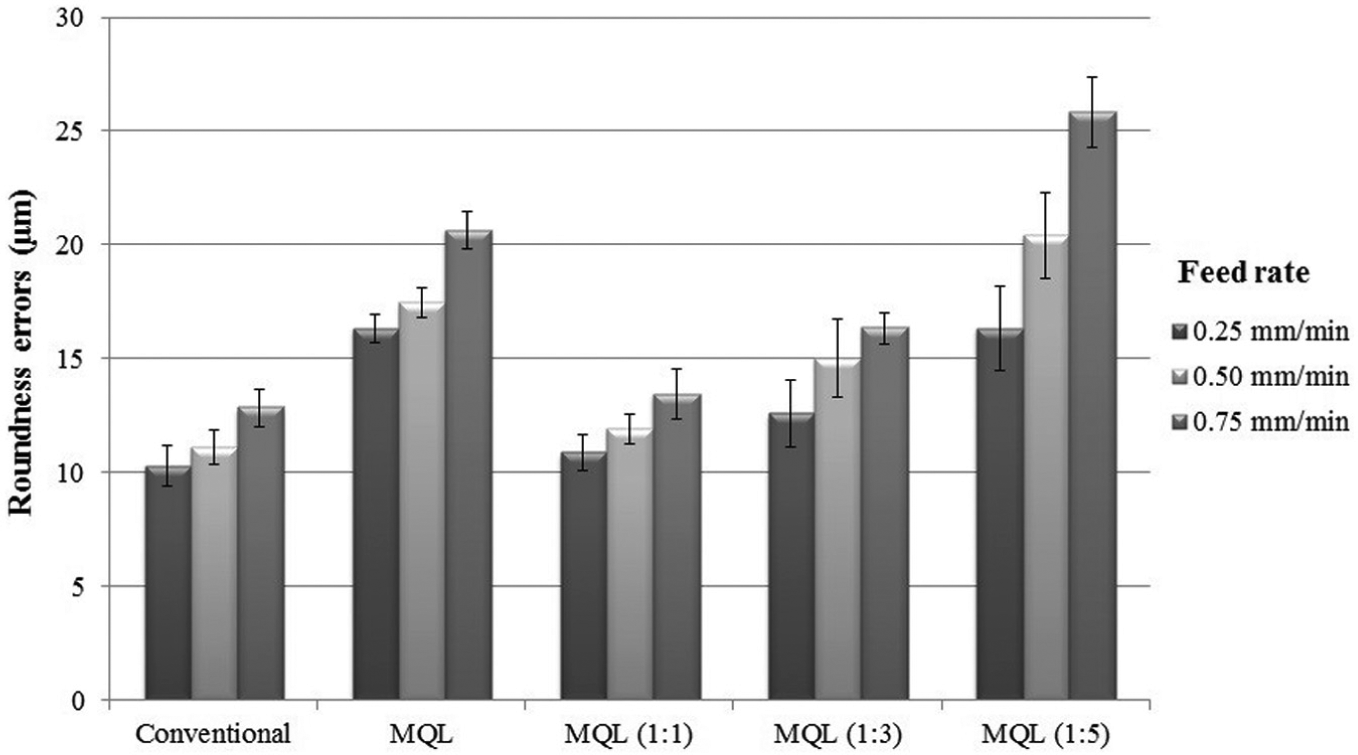
Roundness error values for each condition tested.
As observed for grinding power and surface roughness, with the increase of water content in MQL with water, roundness errors also increase, worsening the geometric quality of the workpiece. The possible cause is the reduction in the lubrication capacity of the mixture oil–water by the increase of water content.
On the contrary, however, when conventional MQL was applied (oil–water) as a lubricant-cooling medium, which possesses the higher lubrication capacity of all MQL systems tested, roughness values were higher than for MQL (1:1), and similar to MQL (1:5). That could be explained by the fact that despite the increase in lubrication capacity for conventional MQL, the air–oil mixture loses its wheel cleaning capacity, which, as aforementioned, also affects roundness errors. According to Silva et al., 14 efficient lubrication allows the chip to be removed effectively from the cutting zone, improving final quality of the surface.
Wheel wear
Diametric wheel wear is dependent on three main factors: bond wear, abrasive grain wear (and friability) and workpiece hardness. It is an extremely important variable for grinding, since it is a measurement of the wheel efficiency in long-term applications. Figure 6 presents the average values and standard deviation of measured wheel wear for each condition tested (lubrication-cooling method and feed rate).
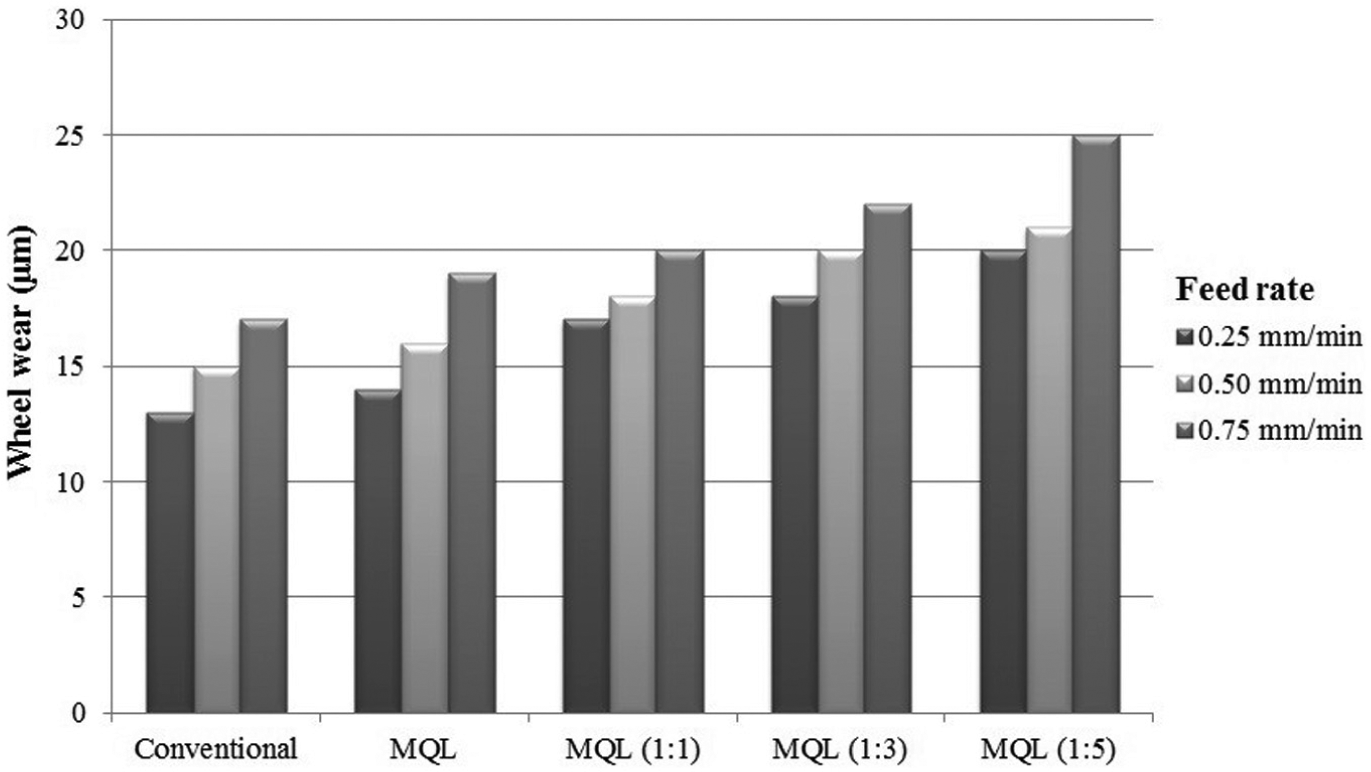
Wheel wear values for each condition tested.
First, it is important to note that the peripheral wheel speed (Vs) of 30 m/s was limited due to the grinding machine currently available for the tests. Despite this limitation in cutting speed having contributed for more wheel wear, it can be seen that the application of MQL with water resulted in higher values, in relation to the other lubrication-cooling methods tested.
As already mentioned, MQL (1:5) was the less effective lubrication-cooling condition, since more chips could be adhered to the cutting surface. With that, scratching of the workpiece occurs along with the poorer lubrication capacity of this condition, thus increasing wheel wear.
Scanning electron microscopy
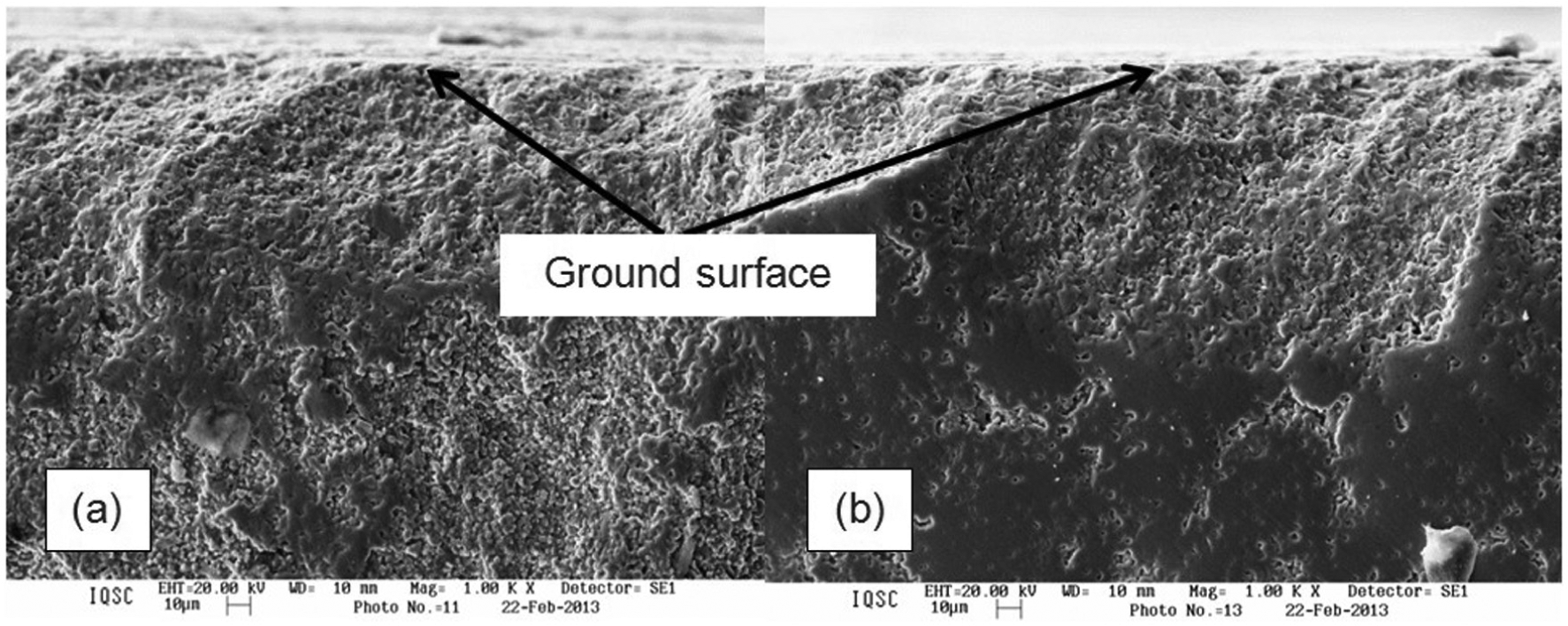
In order to compare microstructures and verify the occurrence of thermal damages, scanning electron microscopy (SEM) images were obtained for the cross sections of each sample. Figure 7 presents scanning electron micrographs for the conventional (abundant fluid flow) lubrication-cooling method near the surface.
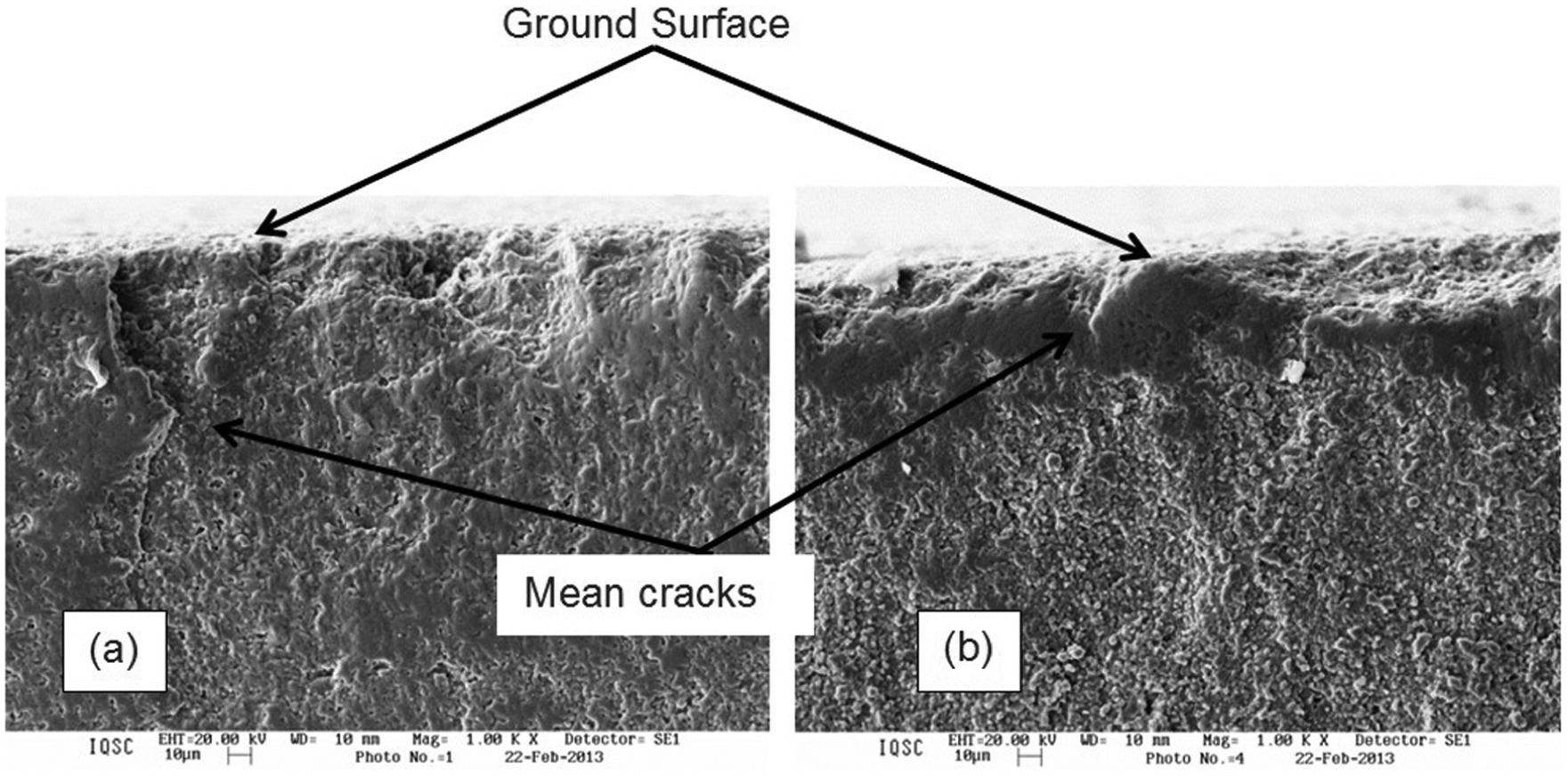
SEM micrographs for conventional (abundant fluid flow) lubrication-cooling method: (a) Vf = 0.25 mm/min and (b) Vf = 0.50 mm/min.
Analyzing Figure 7, it can be noted that for conventional (abundant fluid flow) lubrication-cooling method, fragile mode of material removal was encountered. In addition, a good surface finishing can be seen, despite this material removal mode, which can form microcracks, a predominant factor in chip removal for ceramics grinding. As for the edge integrity, some delamination can be noted (as a crater), due to crack propagation, caused by the high normal cutting force (Fn) during grinding.
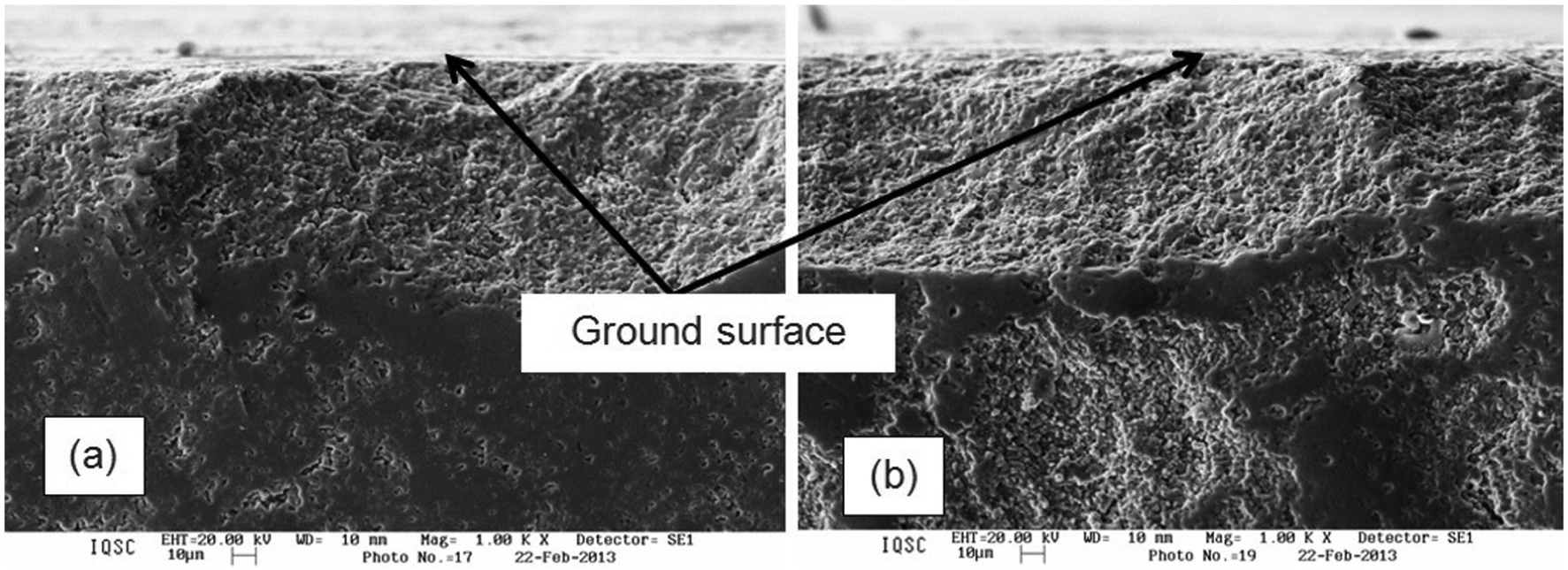
Analyzing Figure 8, it can be observed that, for MQL without water, ductile material removal mode was predominant, providing satisfactory surface finishing, with almost no microcracks, which contributes positively to the overall strength of the material.
SEM micrographs for MQL without water lubrication-cooling method: (a) Vf = 0.25 mm/min and (b) Vf = 0.50 mm/min.
Concerning edge integrity, it can be clearly noted that a crater is formed due to delamination caused by crack propagation, a consequence of the normal cutting forces (Fn) exerted by the wheel. This improved finishing of the ground surface when using MQL without water, in relation to the conventional (abundant fluid flow) lubrication-cooling method, can be explained by the higher lubricating capacity of the cutting fluid (oil), when compared to the 5% emulsion in water.
In Figure 9, it can be noted that ductile material removal mode also was predominant in MQL with water (1:1), since the same cutting fluid as of MQL without water was used. No significant differences can be noted between the two micrographs (Figures 8 and 9), which can imply that the water addition does not greatly influence the lubrication power and, consequently, does not harm the surface integrity of the workpiece after grinding.
SEM micrographs for MQL with water (1:1): (a) Vf = 0.25 mm/min and (b) Vf = 0.50 mm/min.
Conclusion
Based on the obtained results, it can be concluded out of the following items that MQL with water can be a good substitute to conventional (abundant fluid flow) lubrication-cooling, and even surpass (for some conditions) MQL without water, for the grinding of advanced ceramics, using a vitrified bond wheel, in conditions similar to the presented tests:
For surface roughness, it can be concluded that MQL with water (1:1) is a potential alternative to MQL without water, and a possible alternative for replacing conventional (abundant fluid flow) lubrication-cooling, since it is a more environmental friendly method, using a lower amount of oil, and being less costly in terms of maintenance and disposal.
The results of roundness errors were similar for those obtained for surface roughness, except that MQL 1:5 was the condition which presented the higher average values, due to lack of efficient lubrication. When MQL 1:1 was used, the best MQL results were found, very similar to conventional (abundant fluid flow) lubrication-cooling.
The lubrication-cooling condition which obtained highest wheel wear was the less efficient in terms of wheel cleaning (MQL 1:5), due to the fact that less efficient lubrication generated higher friction at the wheel/workpiece interface. However, the most efficient condition in terms of wheel cleaning was conventional (abundant fluid flow) lubrication-cooling, which provided the lowest wheel wear, due to its worse capacity of removing the machined chips and higher cooling capacity.
SEM micrographs show that a good surface integrity can be achieved, even when using MQL, using the conditions tested. No microcracks were found, and ductile material removal mode was predominant in MQL without water and MQL with water (1:1), while fragile material removal mode was observed for conventional (abundant fluid flow) lubrication-cooling method.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.