
Abstract
The abrasive flow finishing processes are advanced finishing techniques widely used as finishing solutions in high-end industries like aerospace, automobile, tool and die, and prosthetic. Abrasive flow finishing processes are mainly used for polishing, deburring, removal of cast layers, radiusing and finishing intricate shapes by flowing abrasive laden viscoelastic carrier over the surfaces to be finished. Although abrasive flow finishing have a wide range of applications and could be used in every shop floor as a finishing solution, their usage is limited owing to high initial and running costs associated with them. This article attempts to present a novel classification of abrasive flow finishing processes based upon the use of different energy and tooling, and highlights the critical research outcomes in each category. The physical abrasive flow finishing modeling, developments in abrasive flow finishing processes, and their hybridization with the other manufacturing processes are discussed. Finally, the future research challenges including the development of low-cost alternative media, development of tooling and fixture, and environmental issues in the area of abrasive flow finishing are highlighted.
Introduction
The finishing processes involve the improvement of finishing levels of surfaces and are broadly classified as traditional surface-finishing processes, like lapping, honing, polishing, and grinding, and advanced finishing processes, like abrasive flow finishing (AFF), magnetic abrasive finishing (MAF), magnetic float polishing (MFP), and magnetorheological finishing (MRF). Traditional finishing processes are appropriate only for certain type of workpieces such as flat or cylindrical and have a low degree of control on the achieved surface finish. There are some critical issues associated with traditional finishing processes, for example, in grinding, the generation of large amount of heat results into defects such as micro-cracks and thermal residual stresses. The traditional finishing processes cannot finish complex and miniaturized workpieces such as three-dimensional (3D) components, cooling holes in automobile components, and turbine blades having diameters less than 2 mm. Hand polishing or deburring produces inconsistent results and often impossible to perform on complicated or internal surfaces. 1
To overcome difficulties like finishing of intricate shapes and to achieve high surface quality for finished surfaces, AFF has been proposed by Extrude Hone Co. in the 1960s. AFF is one of the newest nonconventional finishing processes, and it utilizes a deformable viscoelastic abrasive laden (AFF media) to extrude over the surfaces to be finished. The major components of the AFF are the machine part, tooling, fixture, types of abrasives, abrasive flow machining (AFM) media composition, and process settings. 2 AFF process is used for deburring, polishing, and radiusing in difficult-to-machine materials and the workpieces having difficult-to-reach profiles. It has been reported in several research studies that using AFF processes a high surface finish quality can be obtained over a wide range of geometrically different components like fuel injector nozzles and bolt head dies, rapid tooling (RT), turbine blades, and knee joints. High-end industries such as aerospace, 3 medical tools and implants, 4 electronics, automobiles, and high-precision molds and dies manufacturing are widely using AFF process to achieve high degree of surface finish for their components. For example, AFF is used to finish automotive engine components like nozzle, gears, camshafts, and crankshafts, and superiorly finished components enhance the air and fluid flow resulting in lesser emissions, high-cycle fatigue strength, and increased performance of the engine.
The different configurations of AFF setup have been classified into (1) one-way AFF, (2) two-way AFF, and (3) orbital AFF 5 (see Figure 1). In one-way AFF process (Figure 1(a)), a hydraulically operated reciprocating piston cylinder and an AFM media cylinder are arranged in such a way that the AFF media flow unidirectionally over the internal surfaces of the workpiece. In two-way AFF setup, two vertically arranged media chambers extrude the AFF media backwards and forwards over the workpiece surfaces (see, Figure 1(b)). While in orbital AFF, the workpiece precisely oscillates in two or three proportions inside a slow flowing pad of elastic or plastic AFF media (Figure 1(c)). Besides these conventional types of AFF configurations, the literature also reports various hybridized AFF processes, such as MAF, MFP, MRF, drill bit–guided abrasive flow finishing (DBG-AFF), centrifugal force–assisted abrasive flow machining (CFAAFM), and elastic emission machining (EEM), for enhanced process performance.
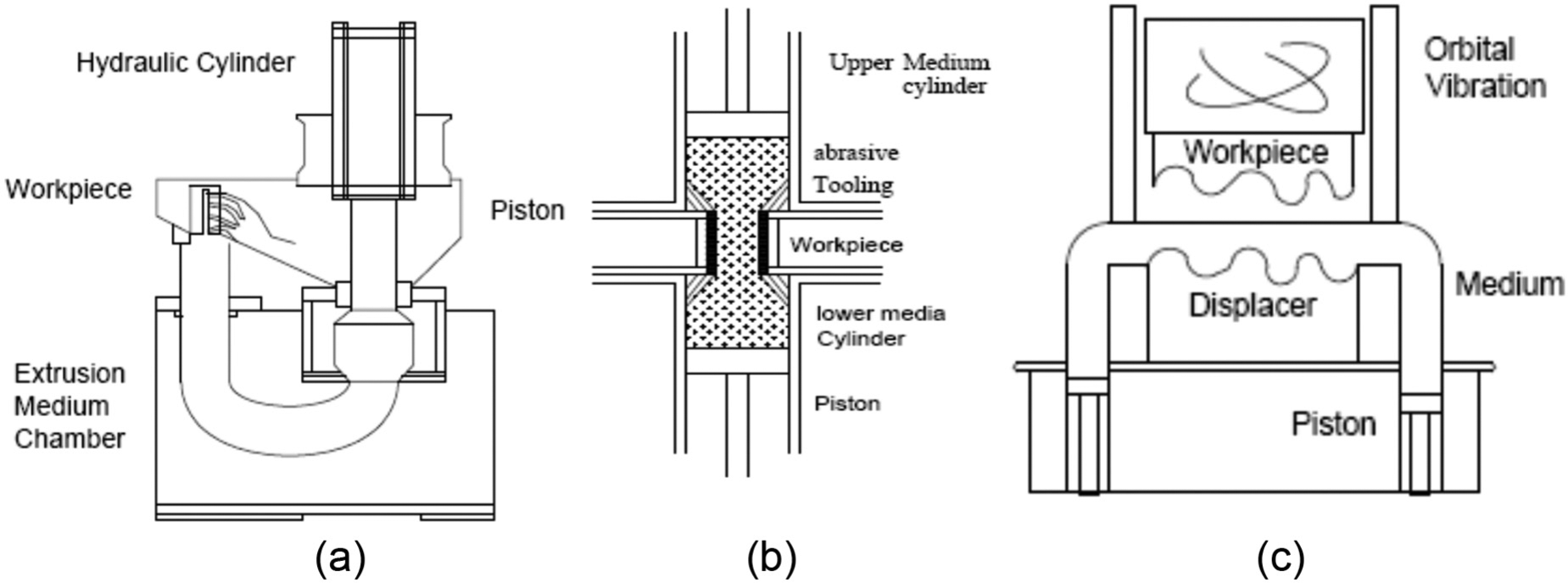
Different configurations of abrasive flow finishing process: (a) schematic of one-way AFF, (b) working principle of two-way AFF, and (c) orbital abrasive flow finishing.
In this review article, an attempt has been made to present a novel classification of AFF processes into relevant categories based on the use of different energy and tooling. A critical review on previous research studies to comprehend the state of the art in AFF has been reported. Furthermore, the developments in the area of AFF are classified into four categories for the comprehensive understanding of various studies. This article also attempts to present a novel classification of AFF media, which is not available in any previous review papers.6,7 Then, the integration of AFF with other machining methods, physical mathematical modeling in AFF, and experimentation using the different types of finishing media on different workpiece geometries also have been discussed. At last, the future research opportunities in the area of AFF are discussed.
Developments in AFF process
The research work reported in the development of AFF process by various researchers is reported in this section.
Preliminary developments in AFF process
To enhance the productivity (enhanced material removal rate (MRR) and improvement in surface roughness), variants of AFF have been developed by researchers. Initially, Rhoades et al. 8 designed and developed a one-way abrasive flow machine (AFM) apparatus using a hydraulically operated reciprocating piston and an extrusion medium cylinder (see, Figure 1(a)). Perry 9 established an improved method and tooling which permits small holes, multiple holes to be finished after drilling process. Rhoades et al. 10 developed two-way AFM having two sets of hydraulic piston cylinders and media chambers. The AFM media is extruded, hydraulically or mechanically, from the top media cylinder to the bottom media cylinder and in reverse direction over the component surface profile to be finished (Figure 1(b)). As shown in Figure 1(c), Rhoades 11 developed an orbital AFM for surface and edge radiusing, providing low-amplitude and vibration to workpiece, and finishing is performed by a self-forming elastic–plastic abrasive polishing device. Rhoades 12 provided a new controlled and automatic process for honing, polishing, and radiusing the workpiece surface or edge by providing a displacer chamber in between the workpiece and viscoelastic abrading medium. Williams 13 proposed a method and apparatus to use acoustic emission (AE) signals to monitor and control AFM media flow rate which helps in improving the MRR. Walch et al. 14 established an abrasive flow machine setup for finishing the orifice of the workpiece using abrasive media of different viscosity by modifying the diameters of pistons and cylinders in positive displacements pumps within apparatus.
Recent advances in AFF processes
Many researchers are working to overcome the limitations of AFF such as low surface-finishing rate and inability to correct the custom geometry, and at the same time to improve the surface quality and surface reliability. The recent developments in AFF have been classified as shown in Figure 2 based on different forces and energies. The AFF processes are classified on the basis of type of energy assistance used, magnetic based, ultrasonic energy based, electrochemical energy based, and on the type of tooling into centre tooling. The developments and outcomes of various AFF processes are discussed in next sections.
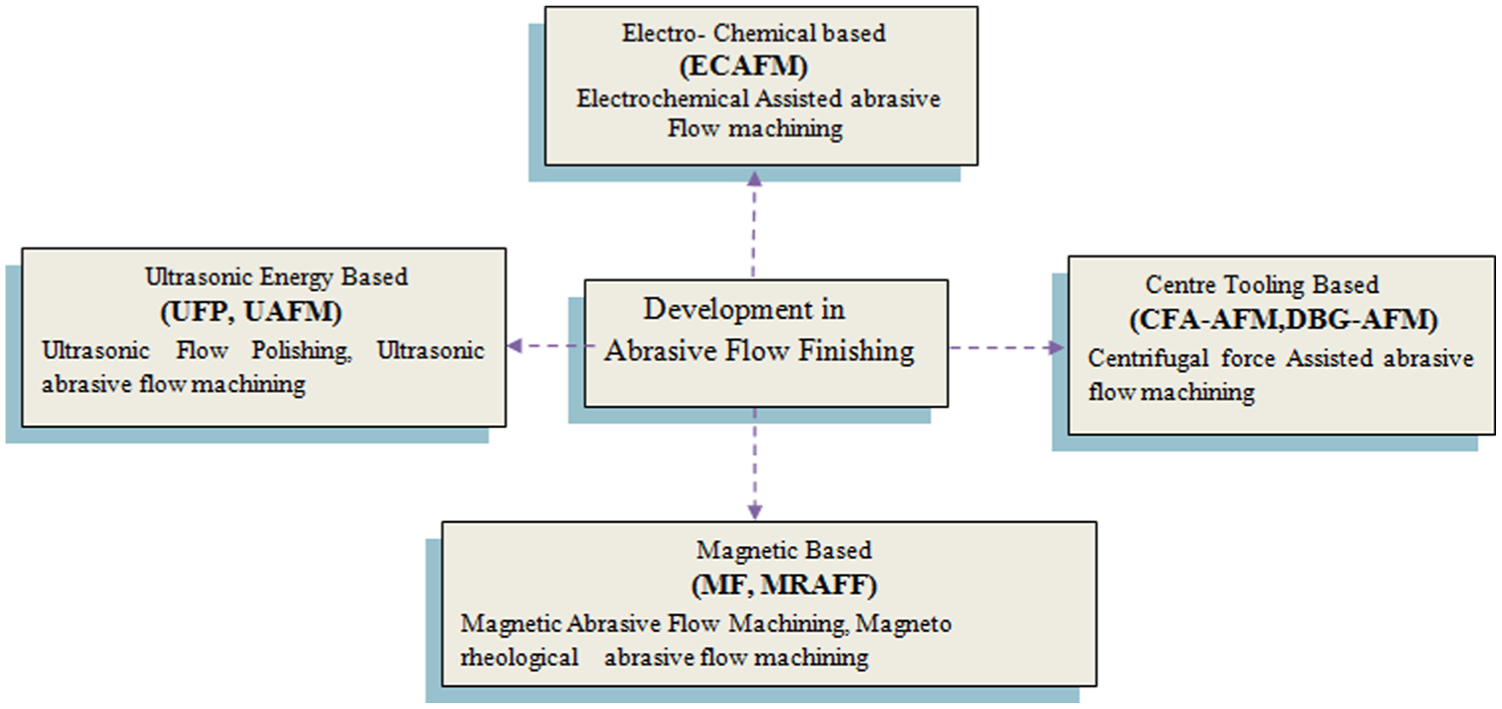
Recent development in abrasive flow finishing process.
Magnetic force–assisted AFF
For improvement in MRR, Singh and Shan 15 established a novel process called magnetic abrasive flow machining (MAFM) process by integrating magnetic energy assistance in AFM process. Average surface roughness (Ra) value near to 30 nm has been achieved by MAFM process for finishing stainless steel (SS) and silicon nitride material workpieces. 16 Jha and Jain 17 developed a new finishing technique for complicated internal surfaces using magnetorheological polishing (MRP) media. They reported that magnetorheological abrasive flow finishing (MRAFF) gives better finishing results as compared to that of the rheological behavior of abrasive-suspended MRF fluid. Magnetorheological fluid consists of carbonyl iron particles (CIPs) and silicon carbide abrasives suspended in a mixture of grease and mineral oil which is having viscoplastic behavior and undergoes change in its rheological properties with an external applied magnetic field. Jha and Jain 18 developed a model of MRAFF for calculation of forces exerted by abrasive grits and correlated them with improvement in surface roughness value. They reported that degree of finishing force is mainly influenced by the radial and tangential forces applied on abrasive grits due to CIPs organized in a columnar configuration in the presence of peripheral magnetic energy. In MRAFF process, Jha et al. 19 performed experiments to study the effect of number of machining cycles and extrusion pressure on the improvement of surface roughness value of finished workpieces. Singh et al. 20 conducted experiments to understand the mechanism of material removal (MR) and the wear behavior of different materials when processed by AFM and magnetically assisted AFM.
Centre tooling–assisted AFF
CFAAFM process was presented by Walia et al. 21 in which a revolving centrifugal force–generating (CFG) rod was placed inside the component flow path with abrasive media. They achieved reduction from 70% to 80% in finishing time using the triangular-shaped CFG rod inside the workpiece finishing passage.
For improvement of surface-finishing (ΔRa) and MRR, Ravi Sankar et al. 22 developed a rotational abrasive flow finishing (R-AFF) setup in which the rotatory motion to the workpiece is given so that more active abrasive particles comes in contact to the workpiece finishing area. Ravi Sankar et al. 23 conducted experiments for finishing aluminum (Al) alloy and Al/SiC metal matrix composite (MMC) material at various extrusion pressures and utilized the different media compositions to find the optimum conditions for higher change in roughness (ΔRa). They concluded that R-AFF can finish 44% better in improvement in surface roughness (ΔRa) and 81.8% more MR related to the AFF technique.
Ultrasonic force–assisted AFF
Ultrasonic flow polishing (UFP) 24 process was developed by combining the AFM process and ultrasonic machining (USM) process to achieve a superior finishing surface. A novel hybrid finishing process called ultrasonic-assisted magnetic abrasive finishing (UAMAF) was developed by Mulik and Pandey. 25 They integrated the ultrasonic vibrations and MAF process and claimed finishing ability of nano level surface roughness value. In another work, Mulik and Pandey 26 highlighted the mechanism of surface-finishing in UAMAF. They studied the microscopic effects on surface quality resulting from the interaction of abrasives with workpiece surface. In UAMAF process, two types of forces, namely, normal force and finishing torque, act during finishing action. In UAMAF process, the supply voltage given to electromagnet and finishing gap has been found to be the important factors affecting the finishing quality of the surface. 27
Venkatesh et al. 28 used ultrasonic-assisted abrasive flow machining (UAAFM) process for finishing the EN8 steel bevel gears. In UAAFM, the ultrasonic vibration causes the abrasives to interrelate with the finishing surface to an angular shift “θ.” Kala and Pandey 29 studied the finishing performance of ultrasonic-assisted double-disk MAF process for two different paramagnetic materials (copper alloy and SS) with different mechanical properties such as flow stress, hardness, and shear modulus.
Electrochemical-based AFF
Dabrowski et al. 30 developed an electrochemical-assisted abrasive flow machine (ECAFM) in which they used a mixture of water gels (sodium iodide salt and polyethylene glycol with potassium cyanide) and polymeric electrolytes such as gelated polymers (polypropylene glycol) as a base material. During finishing process, polymeric electrolyte abrasive media was forced through the slight inter-electrode opening that resulted in superior flow confliction of the polymer electrolyte media. Brar et al. 31 also developed a hybrid form of electrochemical machining (ECM) and AFM process for the fine finishing of internal holes or prismatic respites. Using fabricated electrochemical-aided abrasive flow machining (ECA 2 FM) setup, they achieved higher MR due to the synergetic action of ECM and AFM processes. In another work, Brar et al. 32 performed experiments for finishing of hollow cylindrical brass components using ECA 2 FM process. They claimed a higher MR in the ECA 2 FM process over AFM process.
Recent work in design and fabrication of AFF setup
Mali and Manna 33 designed and fabricated a two-way AFM setup for finishing internal passage of MMC (Al/SiCp-MMC) material components. Sushil et al. 34 also used abrasive flow machine for micro finishing of Al-based MMC workpieces. Li et al. 35 designed a finishing setup to accomplish accurate machining of peculiar parts. They simulated the AFM for its speed and pressure distribution using computational fluid dynamic (CFD) Fluent® software. Bähre et al. 36 integrated the axial force sensor in Extrude Hone® Vector series AFM machine to find out the effect of the abrasive media pressure and lead time on the surface improvement and form tolerances of the finished workpiece.
For improvement in the surface quality, rotational magnetorheological abrasive flow finishing (R-MRAFF) technique 37 has been developed by applying magnetic energy in the rotary motion over MRP abrasive media and additionally reciprocating movement with a hydraulic power pack. For improvement in out-of-roundness (OOR), Das et al. 38 conducted experiments for finishing SS material hollow tubes using R-MRAFF technique. They observed 2.04 µm as maximum improvement in OOR after finishing of SS tubes.
Singh et al. 39 developed a ball end magnetorheological finishing (BEMRF) technique using the primary rotating core and static electromagnet coil incorporated with a copper chilling coil for nanofinishing of ferromagnetic 3D and flat workpiece surfaces. For finishing the non-magnetic SS cylindrical-shaped workpiece, Judal and Yadava 40 designed and developed a cylindrical electrochemical magnetic abrasive machining (C-EMAM) device using unrestrained magnetic abrasive grains. From experimental study, they observed a greater machining effectiveness mostly at high values of electrolytic current and rotating speed. Riveros et al. 41 studied the surface-finishing features of the MAF process by observing the changes in geometry and quality of nanoscale surface feature. Under similar machining condition, Ghadikolaei and Vahdati 42 observed higher surface qualities in copper material workpieces, than those of aluminum material workpieces. They claimed that in presence of higher magnetic field strength, copper material workpiece shows better surface quality. Singh et al. 43 developed MR finishing process for finishing the surfaces with desired accuracy as similar to the turning mechanism for external cylindrical surfaces having grooves, tapers, steps, and threads. Grover and Singh 44 developed a novel magnetorheological honing tool to accomplish the requirement of nanofinishing the internal surfaces of cylindrical ferromagnetic or non-ferromagnetic components of different internal diameters strips.
Developments in AFF media
The media in AFM process acts as a flexible grinding polishing tool during the finishing process. AFM media generally consists of two main constituents—the carrier (a viscoelastic base material, for example, polymer gels and oils) and the solid part (abrasives and elements to support the abrasive). As efforts were made for improving the performance of AFF, studies were also done to synthesize better AFM media. The physical (appearance), chemical (ingredients and their quantity in the base carrier, inertness, etc.), and rheological properties (apparent viscosity, shear stress, yield stress, thixotropic, critical strain, critical temperature, etc.) considerably influence the overall performance of the AFF processes.
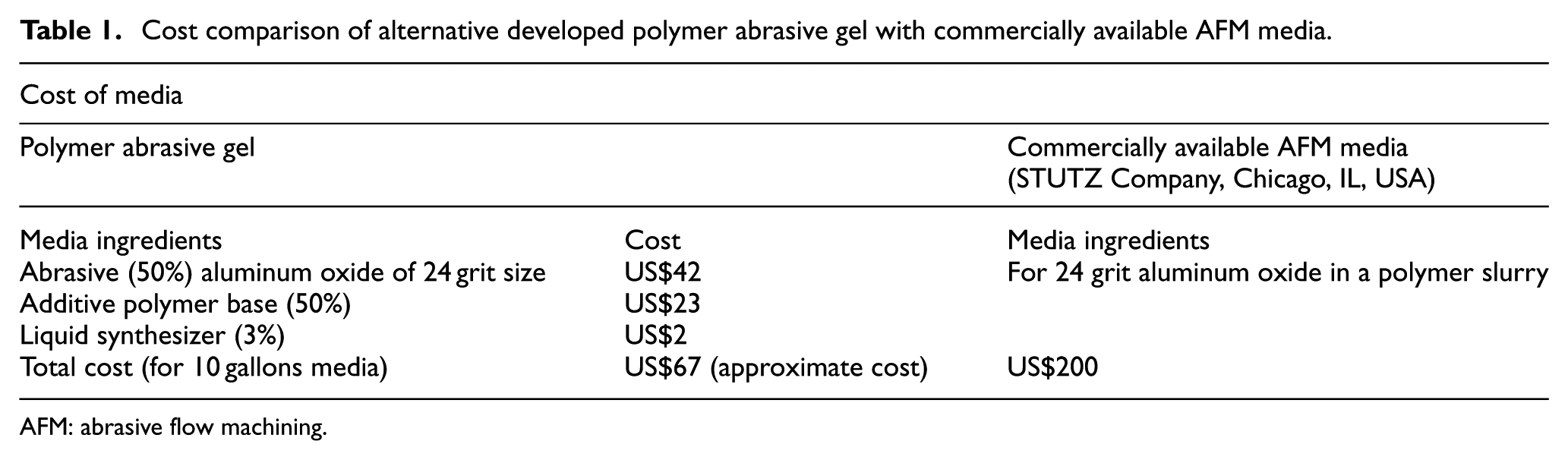
The media used in AFF is the main constituent that dominates the finishing performance of AFF. However, commercially available AFM media are very costly and not environmentally sustainable, and even unaffordable. Therefore, development of low-cost and environmental friendly abrasive media is highly desired. Sambharia and Mali 45 synthesized an alternative low-cost polymer abrasive gel (PAG) for AFF and correlated with commercially available media (see Table 1).
Cost comparison of alternative developed polymer abrasive gel with commercially available AFM media.
AFM: abrasive flow machining.
Utilizing the developed PAG media, Mali et al. 46 established a system for internal finishing of price-sensitive industrial components. Moreover, they claimed that the developed media can be recycled after some minor addition in next finishing cycle. The reusability life of AFM media is very important, and it majorly depends on abrasives cutting edges, workpiece hardness, and geometry of workpiece.
The temperature rise during finishing operation has a major effect on the efficiency and life of the media. Due to constant shearing of the surface peaks and friction in finishing surface, the media temperature rises. As the temperature of media increases, the long chains of polymer present in media collapse into small sections as well as the polymer molecules gain the energy and try to move separately. Consequently, with rise in temperature, the shear viscosity of media progressively decreases, and the media loses its finishing abilities. 47 Therefore, during finishing process, the temperature control device is very essential to increase the life cycle of media as well for increasing the performance of AFM process.
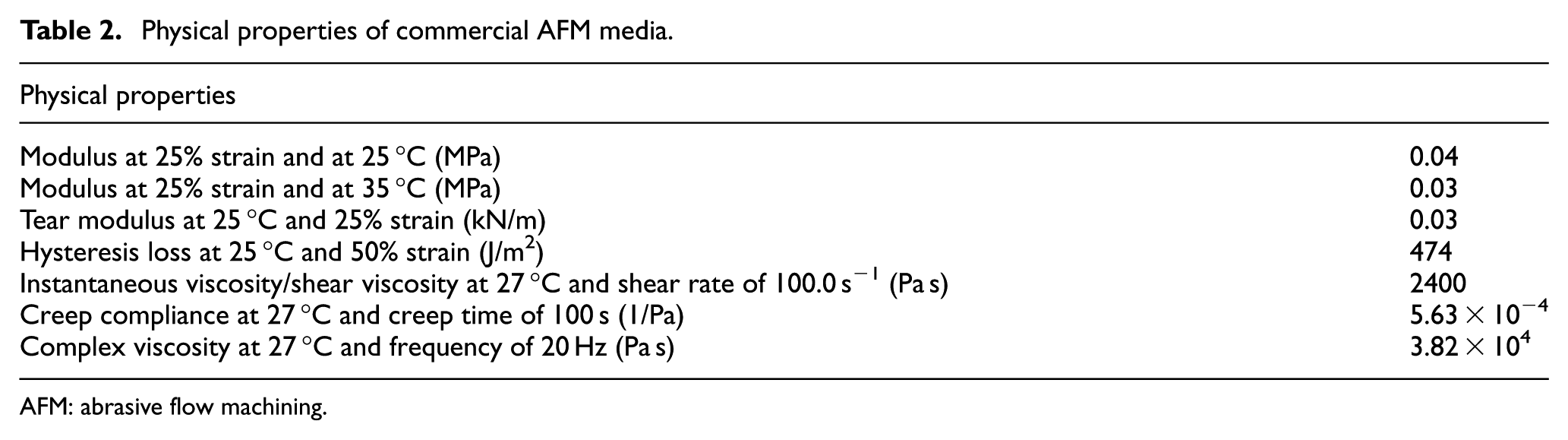
In the literature, a number of studies on finishing quality of various abrasive media with varying rheological properties have been reported. Zhang et al. 48 fabricated a new iron-based SiC spherical composite magnetic abrasive and compared the service life with previous magnetic abrasives. During the selection of the media, it is also important that the media should be mechanically stable. During finishing process with flow of media, the induced shear stress degrades the media, and media loses its abrasives-holding capability. Kar et al. 49 characterized the commercial AFM media through mechanical properties, such as modulus, tear strength, and hysteresis loss. The results of study are shown in Table 2.
Physical properties of commercial AFM media.
AFM: abrasive flow machining.
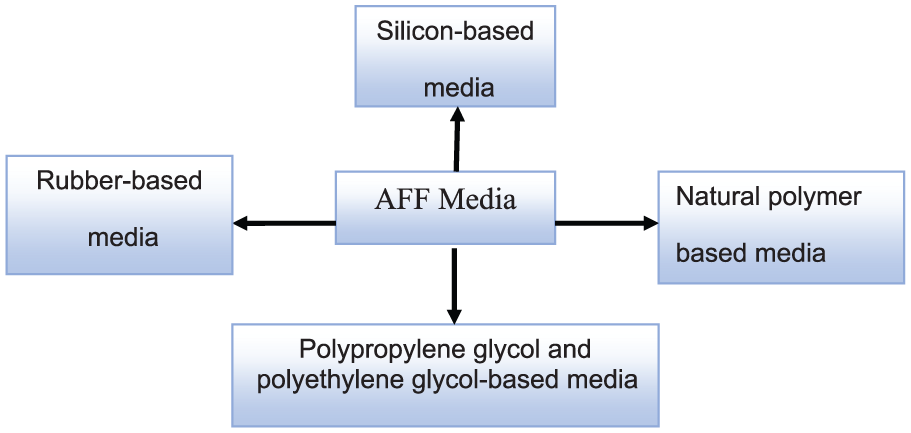
The AFF media are into four categories (see Figure 3) on the basis of the base material used. In the next sections, research work done on development of different types of AFF media is discussed.
Recent development in abrasive flow finishing media.
Silicon-based AFF media
In 1990, Rhoades 50 synthesized a viscoelastic AFF medium and observed the effect of viscosity, abrasive grain size, abrasive type, and abrasive concentration on the finishing performance. The study shows that the lower viscosity of media is more suitable for radiusing edges and short passage geometry workpieces, while stiffer media is more suitable for finishing of large passage workpieces. Davies and Fletcher 51 studied the influence of rheological variables on response variables (improvement in surface roughness and MRR) for polyborosiloxane (PBS)-based AFM media. From experimental analysis, they observed that the viscosity of the media increases with an increase in the temperature.
Rubber-based AFF media
To achieve a more flexibility in AFF media, Wang and Weng 52 used abrasive particles in silicone rubber–based media (PAGs). They studied the performed on AFM for finishing the recast layers generated by electrical discharge machining (EDM). Ravi Sankar et al. 47 developed an alternative AFM media using a polymer of co-polymeric soft styrene butadiene, plasticizer, and abrasives. Static and dynamic rheological properties of these in-house synthesized media were evaluated, and it was reported that developed media follows a viscoelastic behavior with shear thinning nature. Kar et al. 53 synthesized an alternative AFM media using butyl rubber as a viscoelastic base carrier. After experimental analysis, they found that frequency, creeping time, temperature, and shear rate have the major effect on rheological characteristics. Also, by adding more quantity of oil in media will degrade the surface quality improvement.
Polypropylene glycol and polyethylene glycol–based AFF media
Dabrowski et al. 54 prepared a media for ECAFM process by mixing the electrolytes such as gelated polymers (polypropylene glycol) and water gels (sodium iodide salt and polyethylene glycol with potassium cyanide) as base material. During finishing process, reduction in number of the finishing cycle was perceived with developed media as compared to other AFM media. The major limitation of ECAFM process is, it is applicable only for electrically conductive materials.
Natural polymer–based AFF media
Rajesha et al. 55 synthesized an alternative AFM media using the natural polymer of ester group and naphthenic-based oil for varying the viscosity of the AFM media. They claimed that the percentage abrasive concentration and extrusion media pressure are significant for improvement in surface roughness and MRR. Wang et al. 56 developed power law model to study the relation of shear rates and viscosities on various abrasive gels in CFD-ACE +software. They found that high-viscosity abrasive gel generates a higher shear force compared to low-viscosity abrasive gel.
Jain et al. 57 developed a media by mixing abrasive particles and varnish oil in commercial grade putty. They showed that AFM media viscosity decreases with an increase in the shear rate and wall shear stress. Furthermore, the percentage of abrasive concentration, media temperature, and abrasive grain size has vital effects on the media viscosity. Tzeng et al. 58 synthesized an AFM media with self-modulating properties like viscosity and fluidity could be controlled during the finishing process. They claimed that at high viscosity and concentration, the surface roughness of a medium with a coarse particle size is lower than that of a medium with a fine particle size. Mali and Sambharia 59 developed a low-cost alternative PAG and performed rheological tests to find the influence of rheological variables on finishing quality. Sidpara et al. 60 used Bingham plastic flow model, Herschel–Bulkley model, and Casson fluid models to illustrate the rheological properties (yield stress and viscosity) of MR fluid under the effect of the magnetic field. Using analysis of variance (ANOVA) analysis, they observed that magnetic field has the maximum influence on the yield stress, that is, 92.72% and viscosity, that is, 49.95%. Saraswathamma et al. 61 designed and fabricated a parallel-plate magnetorheometer to study the role of CIP size on the rheological characteristics (field-induced yield stress and shear viscosity) of MR polishing fluid under various magnetic flux densities. From rheology results, they observed higher shear thinning in the case of CIP-OS (coated with SiO2) with and without exterior magnetic flux density.
Experimental studies on AFF process variables
There are several variables such as media extrusion pressure, abrasive grain size, number of finishing cycles, media flow volume, and abrasive media rheology which affect the feature characteristics of the AFF process. Many researchers worked on the AFF process to finish different shapes and sizes of workpiece. Jain and Adsul 62 stated that MR and improvement in surface roughness are higher for the soft workpiece material as compared to hard workpiece material. They reported that the most important process variables are percentage abrasive concentration followed by abrasive grain size and number of finishing cycles. Williams 63 developed a new modeling and analysis method called data-dependent systems (DDS) and used it to study the finished surfaces generated by AFM process. After the experimental study, they concluded that media viscosity majorly affects the MR and surface finish.
For reducing the surface roughness of surfaces, Wang et al. 64 developed a novel helical passageway to perform multiple flowing paths of an abrasive medium in AFM process. Fang et al. 65 studied the particle movement arrangements of ellipsoidal elements in AFM. An analytical model of ellipsoidal geometry has been developed with abrasive particle ellipticity, normal load, particle grain size, and material hardness. Gov et al. 66 investigated the influence of hardness of components on AFM process performance. They reported that white layer generated during wire electric discharge machining can be removed by AFM process in a few cycles. In addition, the surface cracks found to be decreased.
Finishing of spring collets of chrome molybdenum material with AFM for removing deburrs was reported in the study of Kim and Kim. 67 High viscosity media gives higher deburring effects compared to medium viscosity media or low viscosity media. Gov and Eyercioglu 68 observed that AFM media synthesized with B4C and SiC abrasives have better surface improvement than the Al2O3 and Garnet abrasives.
AFF modeling and optimization
The process modeling and analysis benefits in understanding the effect of various finishing parameters on the finishing process mechanism and MR. To enhance the capability of the multifaceted process, it is essential to create a modest model in which process parameters can be varied in random order to examine their effects on performance measure variables. In analyzing the influence of AFF process variables on MRR and surface finish quality, researchers worked on developing the mathematical models for the process.69,70
Dong et al. 71 studied the machining mechanism for high viscoelastic media in AFM and developed theoretical models of the normal pressure on the work surface and the wall sliding velocity based on rheology theory. They performed the numerical simulations using proposed model at various machining conditions and confirmed the outcomes with actual experimental results. Jain and Jain 72 developed a model for the calculation of specific energy and tangential forces in the AFM process and reported that specific energy remains almost constant with a change in abrasive grain size. Jain et al. 73 established a surface roughness method to compute the centerline average surface roughness (Ra) in MAF process. After checking the validity of the developed surface roughness method with experimental results, they observed that average surface roughness value of the finished specimen surface decreases with an increase in magnetic flux density, the size of magnetic abrasive grains, and the rotating speed of flexible magnetic abrasive brush. Walia et al. 74 developed a mathematical model to calculate the number of dynamic active abrasive particles contributing in the finishing operation and found great enhancement of number of dynamic active abrasive particles in CFAAFM as compared to the AFM process, which seems to be the contributing factor for the increase in MR and percentage improvement in surface roughness. Gorana et al. 75 developed a theoretical model for prediction of forces in grain–workpiece interaction during material deformation and compared with the experimental data of force and active grains obtained during AFM.
Jain and colleagues76,77 studied the MR mechanism of AFM by developing finite element model of forces acting on a single grain. They also compared the results obtained from finite element analysis for MR. Jain and Jain 78 developed stochastic simulation model to determine the active grain density on the media surface which is in contact with the work surface and correlated with experimental observations.
In a study, researchers worked on CFD simulations to understand the flow characteristics and relation to performance measure variables of AFF process. 79 For understanding the mechanism of reduction of MR proficiency with temperature, Fang et al. 80 used CFD methodology to calculate the abrasive grains movement propensity. Howard and Cheng 81 proposed industrial feasibility approach to confirm an integrated optimum configuration of machine, media, and geometry can be achieved by AFM process optimization. Uhlmann et al. 82 developed a process model using modern simulation techniques by determining the basic principles of AFM on ceramic materials and created relationship between flow processes, surface development, and edge rounding. Wang et al. 83 described that at a constant pressure, the velocities, strain rates, and shear forces of the AFM media acting on the finishing profile can be evaluated. In analyzing the influence of AFM process variables on MRR and surface finish quality, Jain et al. 84 used artificial neural network (ANN) and multivariable regression analysis (MVRA) technique in AFM process. From experimental results, they concluded that percentage error in estimation of untrained data by ANN model was from 0.25% to 8.95%, while it was from 0.09% to 25% in outcomes by MVRA. Mali and Manna 85 also compared ANN model with MVRA for modeling and simulation of output parameters during finishing of Al/SiCp MMCs components. Petri et al. 86 developed the process modeling method, by combining a heuristic search algorithm with ANN method that calculates surface finish quality and dimensional variation for AFM. Sankar et al. 87 used non-linear MVRA and ANNs for modeling of process parameters of DBG-AFF process, and simulated results found close to experimental outcomes.
The effective, proficient, and economic performance of AFF demands the selection of optimum process variables. Generally, values of process parameters are designated either based on the skill, capability, and acquaintance of the machinist or from the propriety machining handbooks. The selection of process variables based on the industrialist knowledge does not entirely fulfill the necessities of high effectiveness and good superiority. So using different optimization and simulation technique, better performance of the process can be achieved. Some researchers like Mali and Manna, 88 Walia et al., 89 Singh et al., 90 used the Taguchi technique in the optimization of the process parameters of AFF process and to observe the influence of various process variables on output characteristics. Jain et al. 91 used genetic algorithms for optimizing the process parameters, namely, USM, abrasive jet machining (AJM), water jet machining (WJM), and abrasive water jet machining (AWJM) processes. Jain and Jain 92 and Jain et al. 93 used ANN for modeling and optimal selection of input parameters of AFM process and validated the optimized results by genetic algorithm.
Finishing of hard materials and different workpiece geometries
In current manufacturing industries, the demand of finishing for wide variety of hard materials and requirements of high-precision components with superior surface quality is continuously increasing. The AFF processes are playing a crucial role to meet these requirements. Williams et al. 94 used AFM process to finish conformal cooling/heating channels in profiled edge laminae (PEL) rapid tooling component. Finishing of carbon–carbon composites (C/Cs) is very challenging owing to their non-homogeneity, anisotropy, hardness, and inherent brittleness properties of materials. So experimental investigations have been performed by Ravikumar et al. 95 for finishing 3D C/C workpieces using styrene butadiene rubber (SBR)-based finishing media. Sankar et al. 96 conducted experiments for finishing the MMCs of Al/15 wt% SiCp material using AFM. Sushil et al. 97 experimented on AFM using liquid silicone (carrier)–based abrasive media and claimed that the media extrusion pressure is the most important factor for MRR and ΔRa.
Finishing of complex freeform surfaces is another stimulating job in current manufacturing industries. For overcoming the difficulty of finishing the freeform surface, Sidpara and Jain 98 developed magnetorheological fluid–based finishing method for finishing knee joint implant, which has intricate freeform planes. They developed water-based MR fluid by addition of the chemicals that reacts with titanium material, such as hydrofluoric acid (HF) and nitric acid (HNO3). They reported roughness value of 28 nm after finishing the knee joint implant of titanium material. Sarkar and Jain 99 worked for improvement of the external morphology of freeform surfaces, especially knee joint, using AFF. After finishing SS material knee joint, they achieved best surface finish quality ranging from (Ra) 42.9 to 62.5 nm at various positions of the knee joint. Kenda et al. 100 finished the hardened tool steel AISI D2 workpiece initially machined by electric discharge machining process. They investigated the influence of the AFM process parameters on surface integrity, that is, surface roughness and induced residual stresses, and noted a key improvement in surface integrity.
AFF process has been used for finishing plastic gears that is a significant invention for injection molding tool industries. Kenda et al. 101 used AFM technique to finish the plastic gear and improved the surface roughness value from Ra = 0.68 to 0.08 μm in 120 sec. time. Howard and Cheng 102 conducted some experiments for finishing Ti alloys using AFM process and observed the effect of machining variables on surface quality. After finishing, they achieved up to 1.5 mm the edge rounding in finishing of titanium alloy 6Al4V using media with abrasive grit size 700 mm.
Future research scope
Based on the review of the literature, some of the issues and research gaps are identified and discussed in the following section.
Study of mechanisms associated with finishing process
In the AFF process, the rare literature is available which explains the MR mechanism of AFF. The precise mechanism by which the different abrasive grains achieve MR is still unavailable. There is a need to study the complete theoretical analysis of AFM abrasive media to find out that the stresses and machining forces cause the removal of materials and perform the finishing. This kind of study will help in modeling and understanding of the finishing mechanism during the AFF process.
Development of specific multi-component tooling and fixture
Many researchers worked on the development of tooling and fixture for the components which are different in geometrical shape and size. But still research work on the development of tooling and fixture for multiple components and for complex part shape is required so that the mass production can be increased and cost of surface-finishing can be reduced. Also, supplementary work is required in the design of tooling and fixture of AFF to improve surface roughness and increases in MRR.
Application of process monitoring techniques
Effective online observing and adaptive control systems are required for improvement of performance of the AFF process. In 1998, Williams 103 developed an Acoustic emission (AE)-based monitoring approach for monitoring the performance of the AFM process. During MAF process, Oh and Lee 104 observed the AE signals and force signals to estimate surface roughness of finishing profile. They used the AE signals as input parameters of ANNs for monitoring and prediction of nanoscale precision finishing processes. Recently, Sun et al. 105 developed an online monitoring technique based on characterizing AE signals for automation of the fluid MAF process.
The literature survey points out rare studies on process monitoring of AFF processes. Still, there is need to carry out extensive work for process monitoring to be able to control and achieve best AFF process performance.
Environmental issues and cost effectiveness
In the current age, environmental footprint of any commercial activity cannot be ignored. Due to commercial PBS-based media, presently AFM produces bio-non-degradable recurring waste. Efforts are to be done to make AFF process environmentally friendly.
For small-scale industries, especially in developing countries, the cost factor is very crucial. These industries are still following manual finishing of their components and getting inconsistent results, waste of material, and improper finishing of complicated surface. Even major industries which purchase the costly AFM machine face the pinch of the high recurring cost of media. Today, main competition in industries is technology at an affordable price and that too at environmentally sustainable scale; so research for low-cost environmentally sustainable media is needed.
Industrial implementation
Although the research is going on the development of novel AFF techniques and media development, it is primarily focused on the laboratory stage. Very few studies have resulted in an industrial-oriented solution. In current time, knowledge transfer is known to be a challenging task. The difficulties associated with the developments often results in wide span of time for technology transfer from the research organization to manufacturing industry. After development of a new technique as a finishing solution, many aspects of industrial applications still lack and hence implementation becomes stimulating work. Rare researchers worked on finishing of additive manufacturing (AM) components. Finishing of 3D-printed or fused deposition modeling (FDM) components may be new era in technology development.
Conclusion
AFF is a prominent advanced finishing technique being used for finishing complex shapes in wide variety of materials. This article presents a comprehensive review of current advancement in the area of AFF, highlighting the challenges and future research opportunities. The following conclusions have been drawn based on the review:
The AFF media is key factor in AFF processes. Although some studies have been reported on development of an alternative AFF media, development of low-cost, environmentally sustainable AFF media is still vital.
Hybrid AFF processes owing to high finishing capability, less-affected surface integrity of processes parts, and high MRR are becoming popular for finishing of difficult-to-cut materials like Nickel alloys, Titanium alloys, and MMCs. Hybrid finishing processes such as R-AFF, MRAFF, CFAAFM, and DBG-AFF have been developed and found to be effective for advanced finishing applications.
For finishing intricate holes, the UAAFM process found to be superior over other finishing process. The MAF process was found most beneficial for internal surface-finishing and have ability in precision finishing of small and intricate channels.
The MFP is typically used for spherical workpieces, MRF is used for high-precision components with mirror like finish, and MAF is used for bulky, flat, and cylindrical workpieces.
AFF has also found its application in polishing of plastic gear tool inserts. The application of AFF processes for finishing additive manufactured components will be new era in finishing applications.
Footnotes
Acknowledgements
The authors acknowledge the Department of Science and Technology (DST), New Delhi, India, for financial support for the project no. SR/FTP/ETA-0078/2011 dated 17/09/2012. They also acknowledge Dr Deepak Rajendra Unune for assisting them for improvement in technical English in research article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.