
Abstract
The abrasive flow machining (AFM) technique uses a self-deforming tool, an abrasive laden media that is passed back and forth in the passage geometry of the hollow workpiece with the assistance of two hydraulically operated cylinders placed opposite to each other. The material is removed by abrasion generating finer surfaces in the area where flow is restricted. As the time advances various variants of AFM have been developed by different researchers to increase the productivity and improve the surface finish. Thus a combination of AFM and its process variants were developed to increase material removal rate and surface finish. This article provides a comprehensive review of recent developments in the process variants of AFM and the respective media.
Introduction
To increase the performance and service life of machined components, surface finishing has become an important requirement. Achieving better surface finish of components has been an issue in the manufacturing industry. Finishing operations usually cost approximately 15% of the total machining cost in a production cycle. 1 Traditional methods like lapping and honing are time consuming, labour involving, less controllable and the biggest disadvantage being that they can be used only for simple geometries. Grinding has been extensively used for finishing of external surfaces, but it causes thermal degradation of surface properties. Moreover, traditional methods are found inappropriate to finish complex geometries. In order to finish the inaccessible areas and complex geometries abrasive flow machining (AFM) was developed by Extrude Hone Co. in the 1960s.
A number of other techniques for surface finishing like, magnetic abrasive finishing, magneto rheological finishing, magnetic float polishing, elastic emission machining, etc., have also been developed. 2 The main advantage of AFM compared with other process is that of the self-deformable tool or the abrasive media that changes shape according to the geometry of the workpiece. Abrasive media is a mixture of abrasives and a semi-viscous carrier that flows through a restrictive passage formed by a work-tooling combination or workpiece. 3 The abrasive media has random cutting edges with indefinite orientation and geometry for effective removal of material to form micro-chips. 4
Surface finish and material removal rate (MRR) are the major responses measured in AFM. These responses depend upon factors like tooling, working media and operating conditions. A good amount of research work has been carried on AFM. Work has also been done in optimisation with different process parameters related to machine, media and tooling. The limitations of AFM are low MRR and low finishing rate. To resolve these limitations several variants of the AFM process have been developed and still the research is being continued to get better results.
The continued interest on AFM research can well be ascertained by the increasing volume of publications in the area. Further rise in the commercial popularity is a good measure of industrial applicability. The main applications include those in the aerospace sector, moulds and dies, medical implants, automotive components, etc. 5
The present article attempts to report developments in the variants of the AFM process, its tooling and media. A review based on the reported experimental works has been presented. Future research issues have been indicated.
Abrasive flow machine
Most of the industrial models of AFM machines for internal surfaces consist of two cylinders filled with media, in which the workpiece is held by special tooling or a fixture (Figure 1). The media consists of a viscoelastic carrier (95–25% volume/volume (V/V)) thoroughly mixed with hard abrasive particles (silicon carbide (SiC), aluminium oxide (Al2O3), etc.) of the required volume and size. The media acts as a deformable tool that is responsible for removing material from the candidate surface. In AFM, when the media reciprocates through the tooling under pressure that is applied through the double-acting cylinders, it causes abrasion and shearing of workpiece asperities. 6 The pressure range for AFM is usually between 7 to 220 bars. 3 The tooling is such that it holds the workpiece and guides the media inside the geometry. The surface asperities get either sheared off (micro cutting) or flattened (plastic deformation) under the action of the moving hard abrasives (normally, SiC particles, 5–75% V/V, average size ф 10–200 µm) under pressure. This results in improvement in the surface finish.
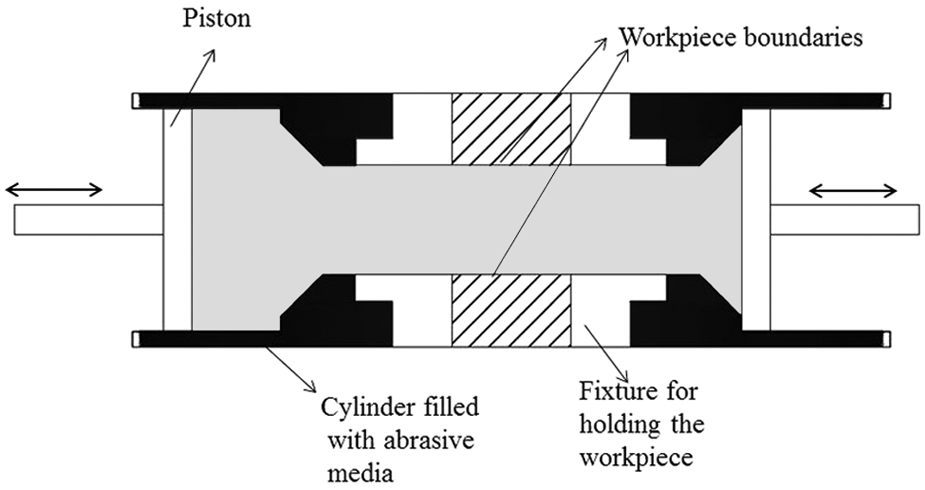
Schematic of a two-way AFM set-up.
The mechanism involved in AFM of material removal and surface finish is basically comprised of three different modes:
elastic deformation correlated with rubbing;
plastic deformation or ploughing, where the majority of the material is displaced without being removed;
micro cutting, removal takes place in the form of chips.
The occurrence of any of these deformation modes depends upon the magnitude of cutting forces and the depth of indentation. The mode of deformation changes according to the flow of media and workpiece properties. 7
Generally there are three types of AFM variants:
In one-way AFM, the abrasive media is pushed with a piston cylinder arrangement in one direction only, usually the media, when passed through the workpiece, goes to the reservoir, owing to which faster processing and quicker set-ups are possible. 8 In the two-way AFM, the media reciprocates to and fro (Figure 1). The advantage of two-way AFM is that media can be extruded to and fro with a number of cycles that reduces machining time. Two-way AFM is good for radiusing and finishing both inner as well as outer surfaces of a component. The disadvantage being that it needs proper fixturing to avoid media leakage. 9
In orbital AFM, small orbital (0.5–5 mm) circular eccentric planar oscillations are applied to the workpiece. As the oscillations continue, the workpiece strikes the abrasive media with the eccentric path causing the whole complex shape to interact completely with the abrasive media, which causes equal abrasion. The portion striking the workpiece surface compresses elastically and slides across the surface.10,11
To enhance the productivity (higher MRR and better surface finish), various chemical and physical processes are combined to form one machining process, which is known as a hybrid machining process (HMP). 12 A number of such hybrid variants of AFM process are presented in Table 1 with their principals, characteristic features and output.
Advancements in hybrid AFM.
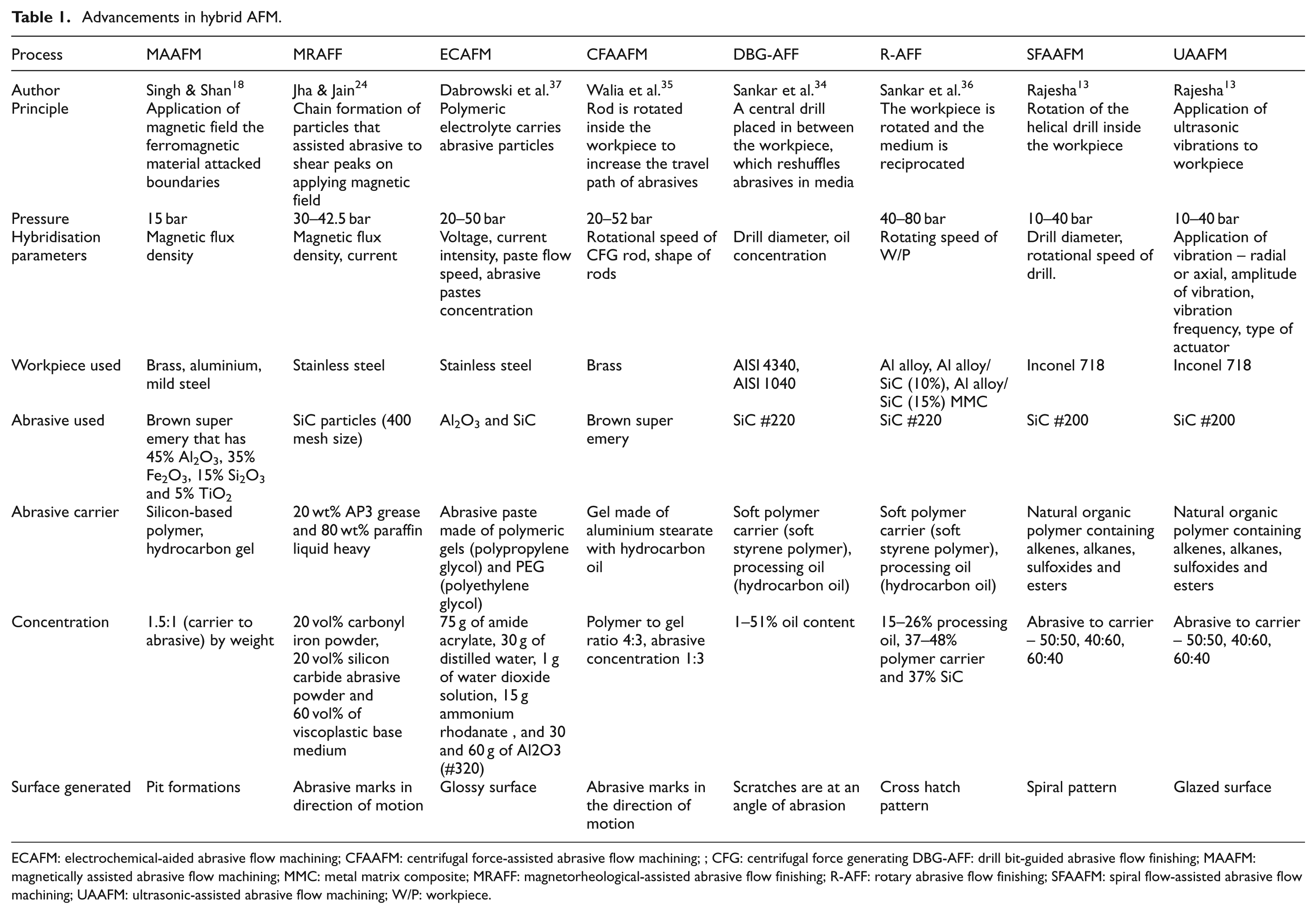
ECAFM: electrochemical-aided abrasive flow machining; CFAAFM: centrifugal force-assisted abrasive flow machining; ; CFG: centrifugal force generating DBG-AFF: drill bit-guided abrasive flow finishing; MAAFM: magnetically assisted abrasive flow machining; MMC: metal matrix composite; MRAFF: magnetorheological-assisted abrasive flow finishing; R-AFF: rotary abrasive flow finishing; SFAAFM: spiral flow-assisted abrasive flow machining; UAAFM: ultrasonic-assisted abrasive flow machining; W/P: workpiece.
Variants in AFM
There are two categories in hybrid machining processes:
processes in which all constituent processes are directly involved in the material removal and surface finish;
the processes which only assist in removal/finishing by changing the condition of machining in a positive direction. 13
As AFM is a slow process, the variants of AFM have been developed with a view to improve the end results. MRR and surface quality classification on the basis of the hybridisation principle used is presented in Table 1.
Magnetic-based AFM
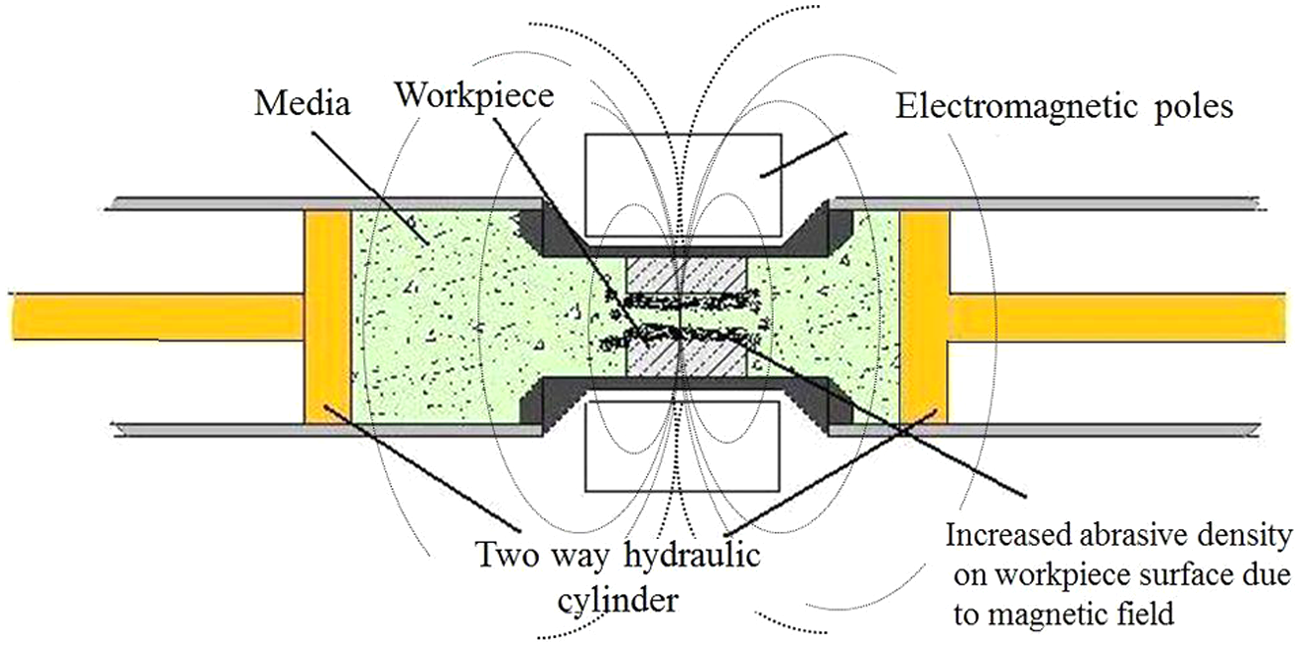
A number of researchers have applied a magnetic field around the tooling to improve the surface finish.14–18 A magnetic field has been applied around the workpiece in the basic AFM process to develop a new hybrid method known as magnetically assisted AFM (MAAFM). 18 It was observed that under the application of a magnetic field, a sideways pull (Figure 2) was experienced by the abrasive media, which mainly consisted of ferromagnetic particles. These particles impinged on the workpiece, causing the phenomena of microchipping and microploughing. The combination of high magnetic flux density and low flowrates increased the MRR and reduced the surface roughness. The wear behaviour of different workpiece materials was studied and it was found that the magnetic field enhances the MRR for non-ferromagnetic materials, however, for ferromagnetic materials the ‘shielding effect’ was observed. 19 Consequently, in brass and aluminium, more MRR and more percentage improvement in Ra was observed, as compared with mild steel. There was no significant percentage improvement in Roughness average (Ra) and MRR for mild steel after MAAFM when compared with AFM.
The use of magnetorheological polishing fluids (MRPF) has been done by many researchers in precision finishing.20–24 MRPF containing carbonyl iron particles (CIPs) and SiC abrasives have been used as a media in AFM to develop magneto rheological abrasive flow finishing (MRAFF). 24 The speciality of this media was that, on application of an external magnetic field, chain formation of CIP particles occurred, which assisted the motion of the SiC abrasives. It was observed that the rotation of the abrasive grains stopped and they were able to shear the asperities without rolling over them. Constant magnetic flux and different pressures were applied to study the effect of the number of cycles on the workpiece surface. 25 Initially, the surface finish improved, but as the number of cycles increased, the surface finish deteriorated and later again improved. The loosely held material filled the asperities initially, later with an increase in cycles these loose materials were removed and it exposed the actual surface irregularities, which increased the surface roughness. After this, as the number of cycles increased, the surface finish improved. Increasing the pressure, the surface finish was found best at 3.75 MPa, after which it began to deteriorate. The mathematical modelling and simulation to predict the surface roughness has also been done in MAAFM and MRAFF.26,27
The similar principle of MRAFF was used to finish an external curved surface, by not only applying a magnetic field around, but also providing rotation to the workpiece (Figure 3(a)). 28 The chain formation of CIPs for external surfaces is shown in Figure 3(b). It was found that at higher rotation speed of the workpiece, the maximum surface finish improved by 25% at a certain threshold limit (0.633 Tesla(T)), after which the results remained constant.
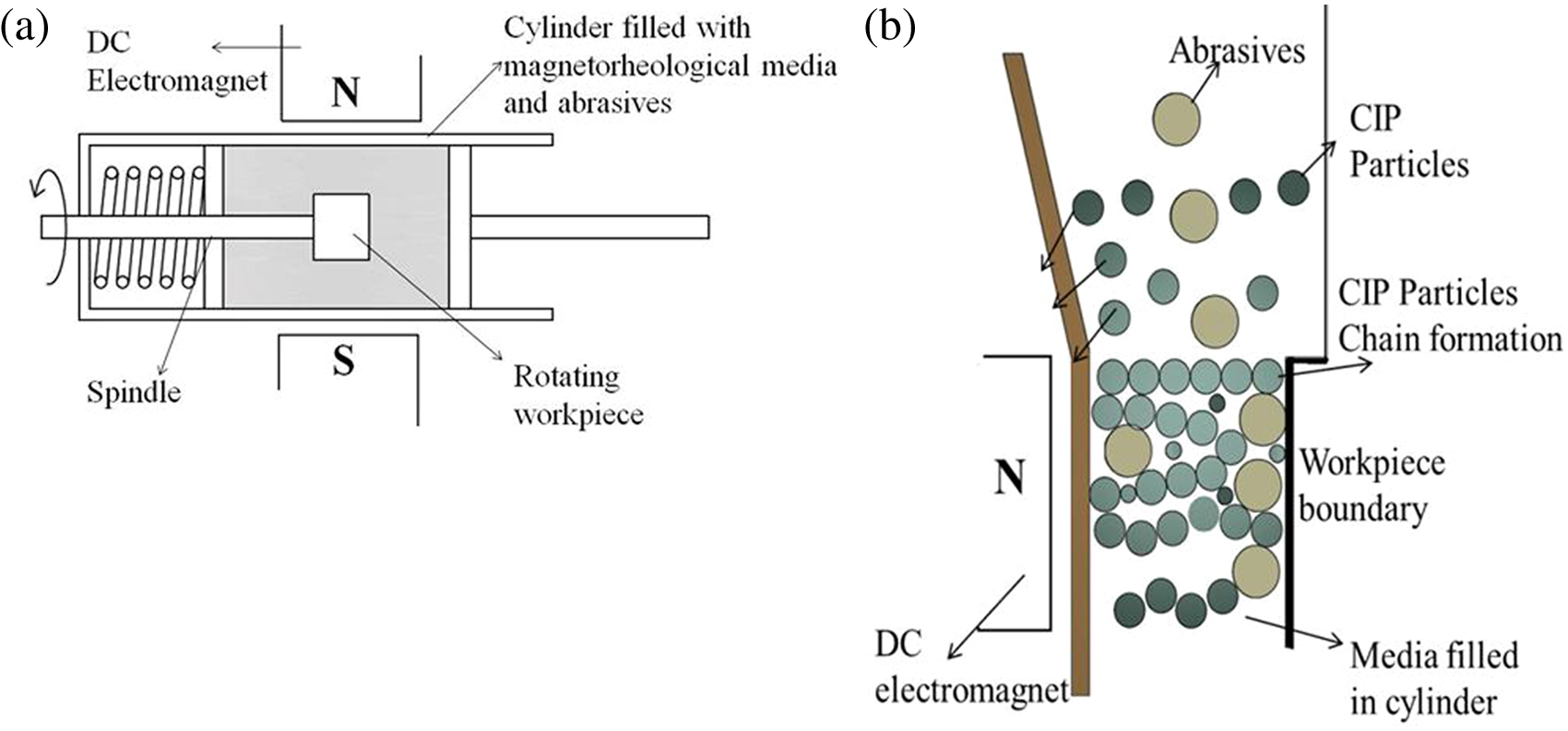
(a) Schematic of magnetorheological abrasive honing. (b) Rearrangement of CIPs and abrasives during the process (based on Sadiq and Shunmugam 28 ).
Centre tooling-based AFM
Fine finishing of workpieces has been done by placing special toolings inside the workpiece in many finishing processes.13,29–34 In a centre tooling-based AFM, the set-up consisted of special tooling 18 as shown in Figure 4, which had the provision of rotating different rods in the fixture through the gear train and motor arrangement. The rod kept at the centre of the workpiece can be stationary or rotating. The travelling path of the abrasives in media increased, owing to centrifugal force generating (CFG) rods or stationary drills that guided media in a helical path.
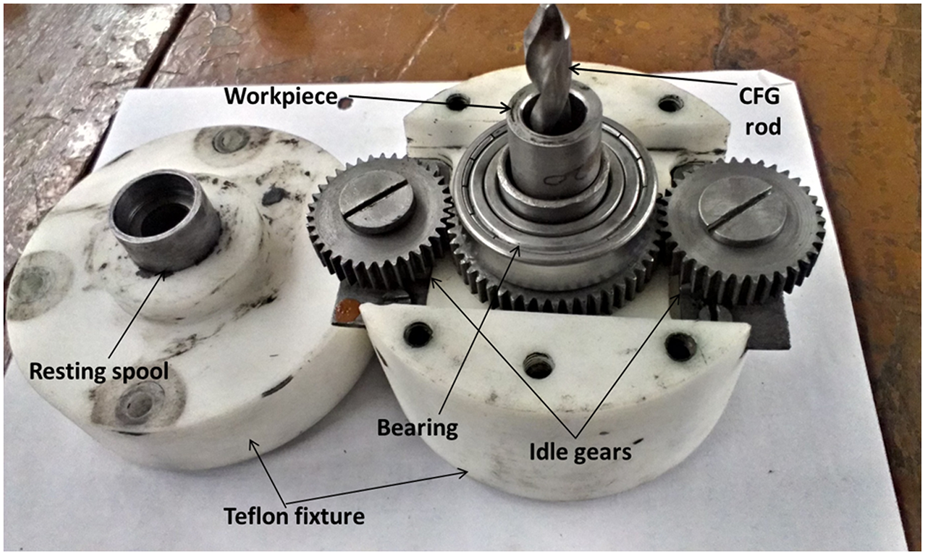
Elements of the rotating attachment used in the CFAAFM set-up (based on Reddy et al. 32 ).
Rods of different shapes have been used to increase the number of active grains striking the workpiece surface. The rotation of the rods generated centrifugal force to act on the abrasive media, which threw the abrasives at an angle of ‘attack’ towards the surface, enhancing the surface finish and MRR. 33 It was reported that with the increase in rotational speed, the MRR increased and the surface finish improved. The rectangular rod produced the best surface finish, whereas the splined rod increased the MRR. 35 Further, it was found that with a combination of high extrusion pressure and higher CFG rod speed, the process exhibited 56.37% increase in surface finish, whereas a combination of a larger grain size and higher CFG rod speed led to a maximum increase in MRR. 32
It was proposed that if a stationary drill bit is placed in the media flow path in drill bit - guided abrasive flow finishing (DBG–AFF), the media will pass through a helical flute drill that will cause mixing and reshuffling of abrasives. 34 The intermixing flow mechanism of abrasive media was observed to be a combination of three different motions – flow along the flute path, reciprocating axial flow and scooping flow. All these processes led to an increase in the travelling path of abrasives. The scratches on the candidate surface (Figure 5) show that the abrasives strike at an angle of abrasion, inclined to the initial grinding lay, which is given by = α – β where α = helical flute angle of the drill bit and β = angle of abrasion on the work surface. The increase in the drill bit diameter decreased the cross section area through which the medium flows and resistance to flow increased, which resulted in an increased indentation depth of abrasives assisting in shearing of peaks.
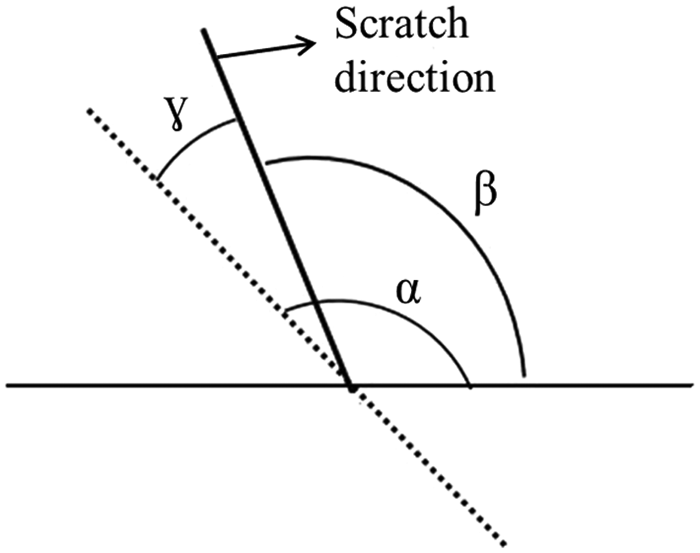
Active abrasive grain scratch at an angle β (based on Sankar et al. 34 ).
The probability of rotating the media at the abrasive-workpiece region was found to be low in DBG-AFF. The helical motion of media imparted only at the central region of the media and there were considerable flow losses. So another variant, known as rotational abrasive flow finishing (R-AFF), was developed in which external tooling was used to rotate the workpiece. 36 As compared with AFM, an improvement of 81.8% more MRR and 44% better ΔRa (improvement in surface finish) has been reported. It was also observed that mechanism of material removal in R-AFF while machining metal matrix composite (MMC) alloys was different from metal alloys owing to the presence of reinforced particles. When rotation was given to the MMC workpiece, the abrasives in contact followed a helical path trying to shear the peaks at an angle. At a lower rotational speed (r/min) the abrasives possessed a low tangential force and low tangential velocity owing to which they were unable to shear the large surface areas and reinforcement particles.
In order to enhance the performance of the process, the travelling velocity of abrasive particles was increased by a combination of centrifugal force-assisted abrasive flow machining (CFAAFM) and DBG-AFF to form a new hybrid AFM process known as spiral flow-assisted AFM (SFAAFM). 13 In this process a spiral rod was rotated inside the workpiece through a specially designed gear train mechanism (Figure 6). It was reported that increasing the speed of the spiral rod improved the surface finish owing to less pitch of spiral action of the abrasive edges on the cylindrical surface of the workpiece. With a further increase in speed, the spiral action became ineffective and it acted like a circular rod resulting in lower surface finish improvement (ΔRa).
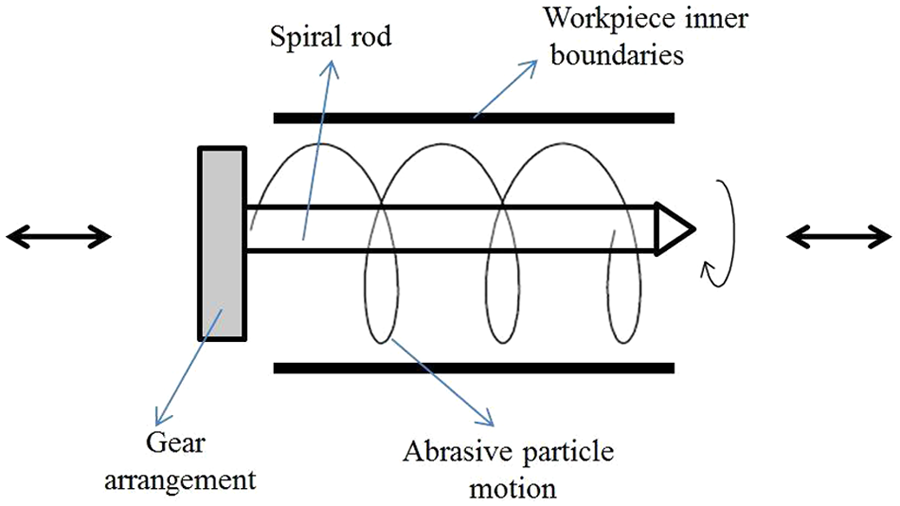
Schematic of SFAAFM process (based on Rajesha 13 ).
Chemical-based AFM
The conventional abrasive paste in AFM was replaced with a polymeric electrolyte paste to form a new process known as electrochemical-assisted AFM (ECAFM). 37 The polymer gel consisted of polypropylene glycol and polyethylene glycol mixed with abrasive particles through which an electric current and voltage was passed. This led to dissolution of the anode workpiece yielding a machining effect. The feed marks of the candidate surface were found to be removed as a result of the process.
Ultrasonic-based AFM
The first hybrid AFM process was the ultrasonic flow polishing (UFP) method reported in the year 1998. 38 In UFP, the media flowing through the workpiece was energised by the magnetostrictive or piezoelectric transducer. The vibrations induced by the tool were passed to the media slurry, which resulted in an increase in the active abrasives on the workpiece surface.
Magnetic field-assisted processes were observed to be not so effective on a ferromagnetic workpiece. 13 The DBG-AFF, SFAAFM and CFAAFM have their own limitations, as these can only be used to work upon simple workpiece geometries. These processes might not be effective on very complex geometries or for geometries having multiple passages, blind holes or slits. With a view to eliminating these problems, a new technique called ultrasonic-assisted AFM (UAAFM) was developed. 39 In this process, an actuator was mounted on the base of the AFM set-up (Figure 7(a)). The actuator shaft was connected by a coupling and collar to the workpiece. As abrasive media was pushed through the workpiece axially, controlled vibrations were induced to the workpiece in a perpendicular direction to the media flow. The workpiece was subjected to vibrations at high frequency with small amplitude. The moving abrasives interacted with the peaks of vibrating workpiece, which improved the surface finish. The time of abrasive and workpiece interaction decreased with an increase in frequency resulting in finer chips. The scanning electron microscope (SEM) images (Figure 7(b) and (c)) show the Inconel 718 surface before UAAFM and after UAAFM. A finer and glazed surface was observed with the UAAFM.

(a) Schematic of UAAFM, comparative study of the surfaces; (b) before UAAFM and after UAAFM. 13
Developments in media
The medium acts as a deformable grinding tool. It is the key to the AFM process. As attempts were made towards enhancing the performance of AFM, research was also done to develop better media. Media usually contains two major components – the carrier (a viscoelastic material, e.g. gels and oils) and the solid phase (abrasives and particles to assist the abrasive). The physical (appearance), chemical (constituents and their proportion in the carrier, inertness, etc.) and rheological (viscosity, shear stress, yield stress, thixotropy, critical strain, critical temperature, etc.) characteristics significantly influence the overall performance of the AFM process. Literature reveals a good number of studies regarding finishing properties of different media with different rheological characteristics. The most widely used AFM media are discussed below.
Silicon-based media
In the 1990s, a viscoelastic media was used to study the effect of the media viscosity on finishing. 3 It was found that a highly viscous media was better to finish the wall of larger passages, whereas less viscous media was more appropriate for radiusing and processing small edges. Polyborosiloxane has been the most used conventional media carrier. Temperature plays an important variable in the AFM process when polyborosiloxane is used. 40 The rheology of medium viscosity (MV)-grade polyborosiloxane was investigated and a study of thermal conductivity and heat transfer coefficient at the interface was done. 41 It was observed that the abrasives concentration had more impact on the finishing of the workpiece as compared with mesh size and polymer media.
A mixture of silly putty, abrasive particles and varnish oil was used to finish aluminium and brass workpieces. It was observed that a concentration of abrasives in the media, followed by mesh size, number of cycles and flowrate were the most influencing parameters. 42 It was determined that the media viscosity decreases with increasing shear rate, wall shear stress, medium temperature and mesh size. Further, the MRR and surface finish increased with an increase in viscosity of the media. The same media was used to determine the effect of extrusion pressure, abrasive concentration and grain size on axial and radial cutting forces using a two component dynamometer. 43 The number of active grains that were responsible for the shearing of material increased with an increase in pressure.
Rubber-based media
The rheology and performance of non-sticky pure silicone rubber with additives has been studied on a complex chain hole. 44 A numerical solution was generated to predict the flow of abrasive media in complex chain holes. The relationship between viscosity and strain rate was determined and it was found that because of a non-uniform cross section, the surface roughness was irregular at different points in the hole. To obtain uniform surface finish, a chain shaped core was inserted in the chain hole. 31
The rheological characterisation of styrene–butadiene-based medium was done to study the effect of creep recovery, shear viscosity, stress relaxation and storage modulus on the MRR and the ΔRa during the R-AFF process. 45 The styrene–butadiene-based media consisted of a polymer molecule and a plasticiser molecule. The polymer had more elastic and fractional viscous property, whereas the plasticiser molecule possessed completely viscous properties owing to which medium was viscoelastic in nature. The abrasive particle was held by the polymeric chains and plasticiser molecule as shown in the Figure 8.
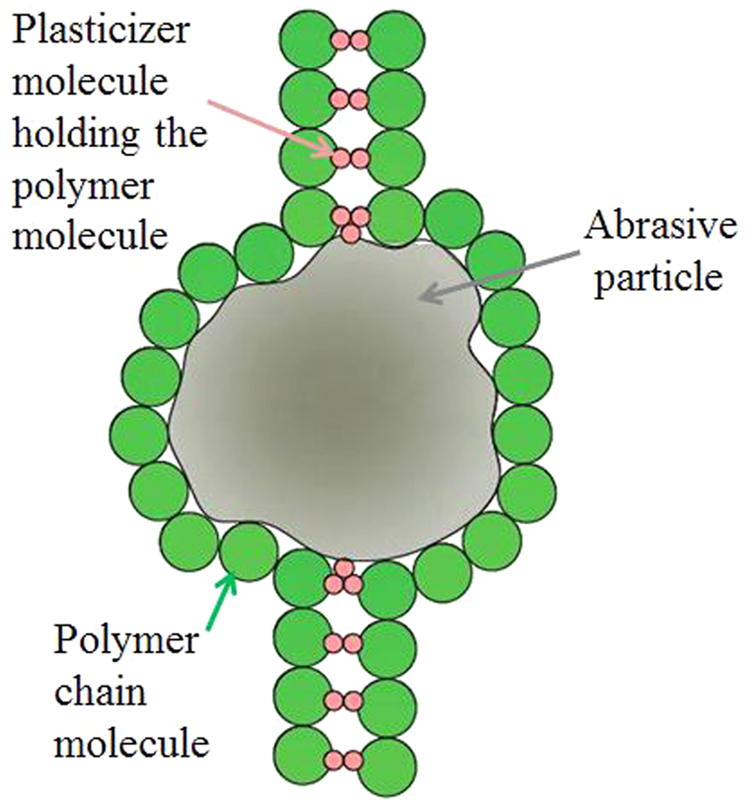
Abrasive particle held by base polymer chains and other plasticiser molecule (based on Sankar et al. 45 ).
In butyl-based rubber media, temperature, shear rate and creeping time had a significant impact on rheological properties and percentage ingredients in the media. 46 The rigid structure of butyl rubber supported higher stress owing to which it showed better results than natural rubber-based media. A comparative study between the performances of different grades of rubbers as an abrasive media was done. 47 It was found that styrene butadiene rubber (SBR) showed the best improvement results in surface finish as compared with natural rubber (NR), butyl rubber (BR), ethylene propylene diene monomer rubber (EPDM) and polyborosiloxane (SI).
Polypropylene glycol- and polyethylene glycol-based media
In ECAFM, 37 the media consisted of polymeric electrolyte (polypropylene glycol and polyethylene glycol) to carry the abrasive particles. At the same instant an electric current was passed through the workpiece owing to which dissolution of the workpiece (anode) molecules took place. This media was able to reduce the number of cycles. But this media was only useful for electrically conductive materials.
Natural polymer-based media
An alternate patented media consisting of natural organic polymer mixed with SiC abrasive particles was developed. 48 The machining was carried out on brass workpieces and the results were compared with commercially used media. 49
Fourier transform infrared spectroscopy (FTIR) was used to study the bonding of molecules. Thermo-gravimetric analysis was used to study the behaviour of media at different temperatures (Figure 9). The developed media was capable of withstanding temperatures upto 71 °C while disintegrating.
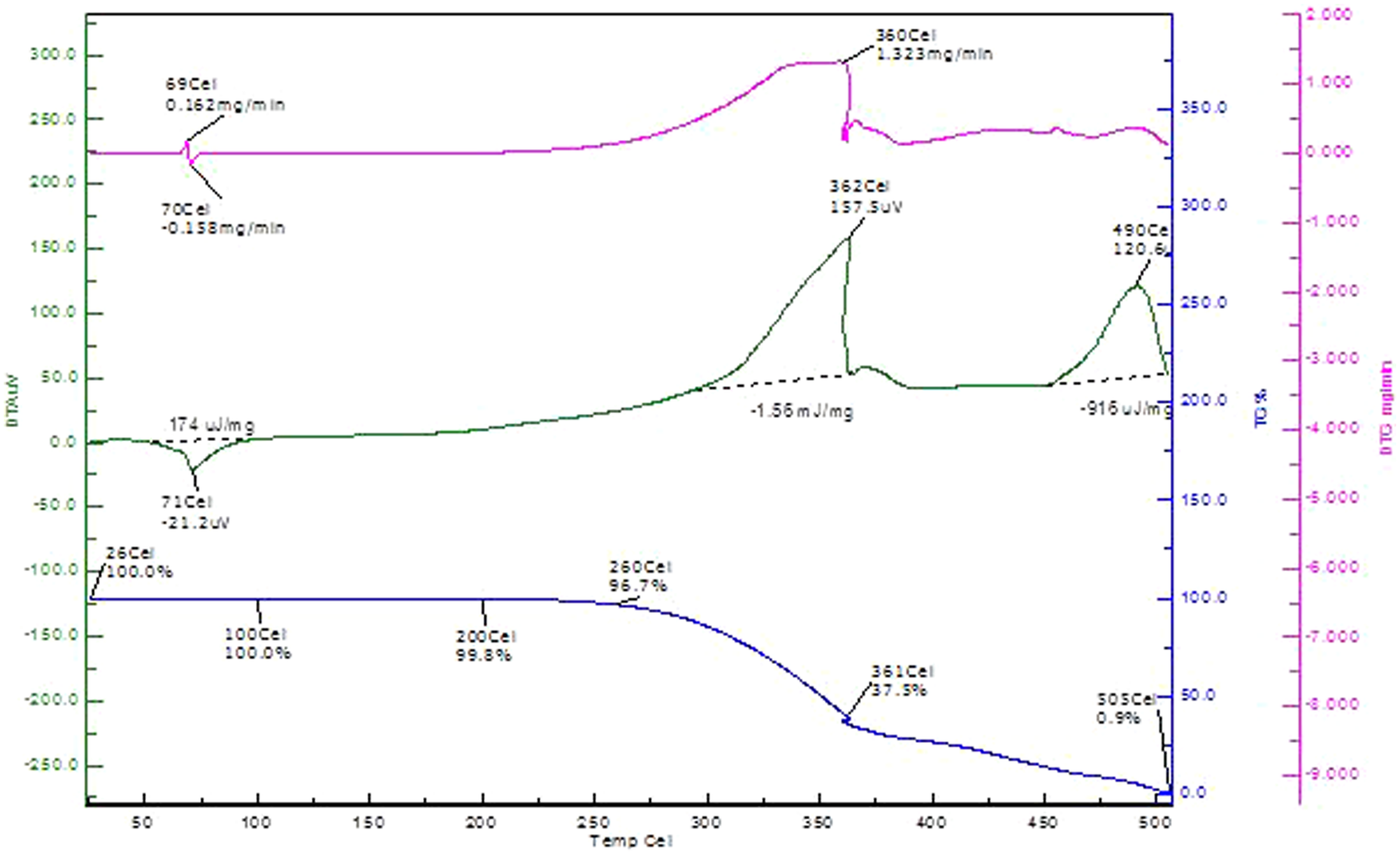
Thermo gravimetric analysis of natural polymer media. 49
Normally, the AFM process resulted in a rise of temperature up to 10 °C above room temperature without changing its characteristics. 40 Hence, the thermal characteristics confirmed that the temperature rise does not affect the performance of the natural polymer-based media.
Applications of AFM
Precision finishing of mechanical parts is a critical requirement in many applications. There are a number of traditional as well as non-traditional processes available, however, most of the processes were unable to finish the complex geometries. AFM is one of the non-traditional finishing processes that has the potential to overcome this problem. The applications of AFM include deburring, 50 radiusing edges, removal of recast layer,51,52 finishing of difficult-to-machine materials (Inconel, 12 MMCs,36,53 ceramics 54 ), finishing of microholes,55,56 polishing dies and moulds, titanium discs for turbine blades, automobile components, textile machinery components and medical implants. In the aerospace industry AFM plays a significant role as it is used to remove the carbon deposits from the engine. So AFM is used in rebuliding aircraft engines. 57
The exhaust manifold of an automobile contains several runners that have a complex geometry. To achieve the desired air flowrate in the manifold, AFM has proved to be a better solution. 58 A summary of some application-based researches done in past years has been presented in Table 2.
Application-based research work done using AFM.
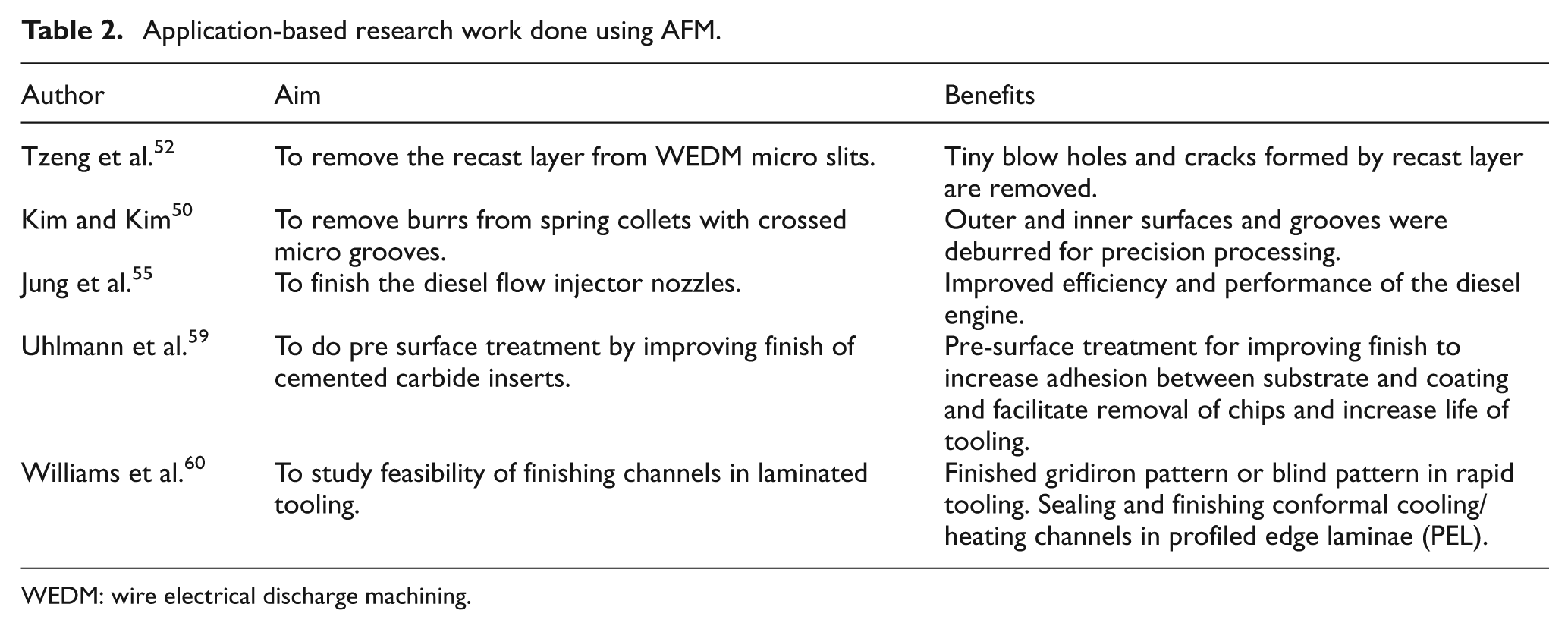
WEDM: wire electrical discharge machining.
Research potentials
The review presented in this article reveals an insight into a broad area of AFM and its process variants. However, magnificent possibilities still exist for further improvement in process efficiency of AFM. The significant measures of AFM process efficiency can be in terms of machining time, surface quality and economics.
The set-up time for AFM depends on the design of fixtures and tooling for guiding the media. A change in workpiece geometry, in general, implies development of a new fixture. This increases the overall cost of the design and manufacture in AFM. It would be imperative to develop adjustable fixtures for different geometries so as to increase productivity of AFM. It was revealed from the literature review that major focus was laid on internal finishing with simple geometry. A possible research avenue is open for finishing of external surfaces (complex or contoured) for example, impellers, gears, etc. Further, the finishing of blind holes, blind channels and complex internal shapes is as yet an unexplored area. The finishing of difficult-to-machine materials using AFM is also a potential research candidate.
The search for economical, environmental friendly and efficient media is on. An environmental friendly media can be developed by considering natural waxes and gels. The residual stresses generated after AFM may affect the service life of finished components.61,62 Thus surface morphology produced by AFM needs further understanding. The finishing ability of media changes with viscosity, temperature and other process parameters. The media should be such that it does not lose its properties when temperature rises during machining. A close control on efficiency of the AFM process can be kept by monitoring flow of media. Such monitoring had been tried for AFM, 63 however, no such study was revealed for other process variants of AFM. This online monitoring can be done by acoustic emission techniques. The practical use of research in AFM and its process variants will be justified when it is incorporated by industry. The prime requirements for industry are high precision products with a fine surface finish at relatively lesser processing costs. Thus, possibility exists that minor modifications in existing AFM (not requiring extreme changes) can be integrated to improve process efficiency with lower processing costs.
Conclusions
The work presented here is an overview of recent developments of AFM and future research directions. The major conclusions of the study are as follows.
AFM is a prominent non-traditional finishing process for finishing intricate profiles of both internal and external surfaces.
Media acting as a deformable tool is the key element for the AFM process; many attempts are made to develop efficient, environmental friendly, cost effective media and hybridisation.
The important advancement of hybrid AFM is finishing of difficult-to-machine materials (Inconel 718, MMC’s) with high surface finish, surface integrity and low machining time.
The MAAFM process has recorded better surface finish on non-ferrous materials like brass and also less number of cycles is required for the same MRR when compared with simple AFM. But it is recorded that only a marginal surface finish improvement took place when worked on mild steel. This process is inappropriate for ferrous materials.
The MRAFF, CFAAFM, DBG-AFF and R-AFF processes were tried to increase the number of active abrasive grains towards the workpiece surface, which results in high MRR and surface finish. In CFAAFM and SFAAFM, special tooling to rotate the medium was used. A R-AFF mechanism for rotation of the workpiece has been used, which can cause higher interaction when compared with other media rotated processes. The CFAAFM has provided apparently higher MRR, although MRR has not much significance in this finish machining process.
The rotation of centrifugal rods as well as the workpiece may be difficult for complex geometries; this is where UAAFM has a clear advantage over other processes. The process uses ultrasonic energy for additional interaction.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.