
Abstract
One of the problems faced in the finish electrical discharge machining of cemented carbide is the slow machining speed due to frequent abnormal discharges and concentrated discharge. To resolve this problem, in this study, attempts were made to supply oxygen to oil-type non-flammable dielectric liquid used in finish electrical discharge machining. First, the effects of the form of the oxygen when it is supplied to the dielectric liquid were investigated. As a result, it was found that when oxygen is supplied to the machining gap in the microbubble state, machining is not affected at all. When dissolved in the dielectric liquid and supplied, machining speed was seen to improve. Next, machining experiments were conducted, varying the percentage of 35 wt% hydrogen peroxide water mixed with the dielectric liquid to change the amount of oxygen in the dielectric liquid. As a result, the following were clarified. (1) The machining speed was six times faster than normal dielectric liquid when 15 wt% of oxygen was mixed; (2) at this time, the tool electrode wear had decreased to one-fifth that of normal dielectric liquid; (3) the surface roughness obtained was below Ra 1 µm regardless of the mixed percentage of hydrogen peroxide water; and (4) better machining characteristics were obtained when the workpiece was set as the positive electrode.
Keywords
Introduction
Cemented carbide is difficult to cut because it is very hard and has excellent wear-resistance. 1 For this reason, the main method used to machine it is by die-sinking electrical discharge machining (EDM). Recently, EDM methods adding ultrasonic wave vibrations to the tool electrode and dielectric liquid are being developed and have been shown to be effective for machining cemented carbide.2,3 However, with the progress of cutting tools and machine tools, cemented carbide can also be machined by cutting.4,5 For this reason, EDM is gradually being used for other purposes such as micromachining in the finishing stage or in cutting because cutting tools lack rigidity for these purposes. In the finishing stage of EDM, the length of the machining gap becomes narrow, and abnormal discharge and concentrated discharge occur. This is a problem as it causes discharge to become unstable easily. Cemented carbide (V30) is a sintered material of tungsten carbide (WC) and cobalt (Co). The melting point of WC is about 3400 °C, while that of Co is about 1500 °C. 6 Depending on the arc column, Co, which has a lower melting point, is selectively melted and evaporated. In some cases, WC may become separated due to the loss of Co which binds it. This causes the separated WC to form a relatively large lump between the electrodes. This is thought to be the reason for the concentration of discharge and abnormal discharge. If the separated WC can be eliminated by melting and evaporation like Co, the causes of the mentioned discharge concentration and abnormal discharge can be removed. In addition, as the amount of material removed by single pulse discharge (hereafter called amount of material removed) increases, machining speed may also improve. Tamura et al. reported that when the temperature of cemented carbide rises to 620 °C in air, WC breaks down, and this produces carbonic acid gas, as well as generates tungsten oxide. 7 On the other hand, it has also been reported that when tungsten (W) is oxidized, it sublimates at about 1300. 8 In this study, attempts were made to improve machining speed in the EDM of cemented carbide by oxidizing WC and applying the sublimation phenomenon of WO. As one example of generating oxidation reaction in EDM until now, Kunieda et al. reported that machining speed can be improved by intentionally supplying oxygen gas to the machining gap in EDM using water soluble non-flammable dielectric liquid. 9 In previous studies, the authors also attempted the EDM of cemented carbide by supplying microbubble state oxygen to recently developed oil-type non-flammable dielectric liquid to the machining gap, and they have reported an improvement in the machining speed. 10 However, it is not clear whether this is due to the microbubble state of the oxygen or due to the oxygen dissolved in the dielectric liquid. Thus, in this study, we investigated the effects of the state of oxygen supplied to the machining gap using oil-type non-flammable dielectric liquid on the EDM characteristics of cemented carbide. Next, EDM was attempted by varying the percentage of 35 wt% hydrogen peroxide water mixed with the dielectric liquid to change the amount of oxygen in the dielectric liquid.
Oil-type non-flammable dielectric liquid
In sinking EDM, generally dielectric liquids (hereafter called normal dielectric liquid) such as kerosene-based oil are used. General EDM oil has low ignition points. For this reason, when the liquid level in the machining tank drops during machining and the EDM machining gap is exposed to air, fire will break out. This makes it difficult to carry out EDM automatically. In addition, fire prevention law regulations apply when installing EDM machines and this can be a problem. To resolve these problems, research is carried out extensively on EDM using non-flammable dielectric liquids such as aqueous polymer in water, 11 to investigate the machining characteristics of EDM using dielectric liquids. The results showed that the machining rate is higher than that when normal dielectric liquid is used, but machining characteristics such as tool electrode wear and workpiece surface are poor, confirming that aqueous polymer dielectric liquid cannot be used.
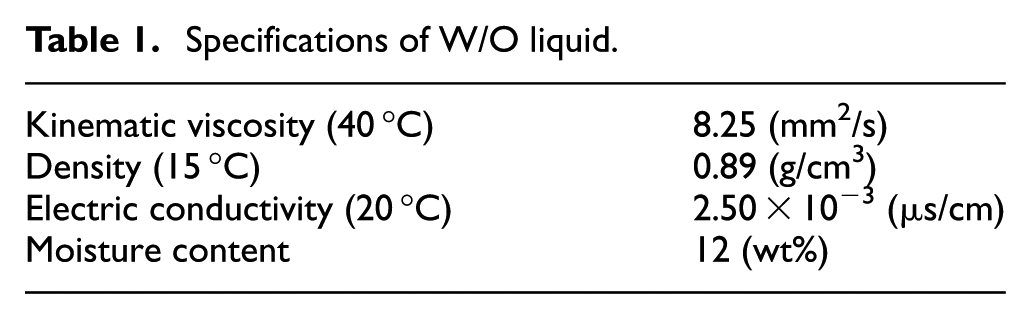
Recently, a newly developed oil-type non-flammable dielectric liquid called W/O microemulsion (hereafter called W/O liquid) 12 is drawing attention. The W/O liquid consists of minute water particles dispersed in dielectric oil such as hydrocarbon liquid. One of the characteristics of W/O liquid is that it does not have an ignition point, so there are no risks of ignition during machining. For this reason, EDM can be carried out by supplying oxygen gas to the W/O liquid or by dissolving oxygen in the W/O liquid. In this study, experiments were conducted using the W/O liquid. Table 1 shows the properties of the W/O liquid.
Specifications of W/O liquid.
Effects of supplied oxygen form
When cemented carbide is heated to above 620 °C in environments containing oxygen, the oxidation reaction expressed by the following chemical formula occurs. It is known that when WC decomposes, it binds with oxygen to become stable carbonic acid gas. W also binds with oxygen to become tungsten oxide (WO3). 7



The following equation is obtained by combining the WC decomposition equation (1) and oxidation reaction equation (3).

In equation (4), when the standard free energy of formation ΔG 7 is sought at 620 °C at which carbonic acid gas is generated, ΔG is found to be negative at −86 kcal. This can be explained by thermodynamics and by the decomposition reaction of WC. 7 This means that when cemented carbide is heated to above 620 °C in environments with oxygen, WC decomposes, producing WO3 and CO2. If the temperature at which WO3 is formed is above 1300 °C, WO3 sublimates. The temperature of the discharge arc column is above 5000 K–7000 K,13,14 so the area of the workpiece touching the discharge arc column is over 620 °C. Some parts of this area even exceeds 1300 °C, suggesting that the sublimation of WO3 has occurred. These results show that it is possible to supply oxygen to the machining gap during EDM, even in the microbubble state or dissolved in the dielectric liquid. In studies up to now, EDM was carried out by supplying oxygen to the machining gap in the microbubble state.9,10 The effects of oxygen contained in water soluble non-flammable dielectric liquid and oxygen of water dispersed in the W/O liquid cannot be denied. For this reason, the effects of the form of oxygen supplied to the machining gap on the characteristics of EDM were investigated in this study.
Experimental setup
Experiments were conducted on the following forms of oxygen supplied to the machining gap: (1) microbubbles were generated using multi-porous materials, and W/O liquid containing countless microbubbles were supplied to the machining gap, and (2) no oxygen was supplied during EDM. For comparison, (3) experiments were conducted using normal dielectric liquid. Figure 1 shows the experimental setup. Oxygen gas is supplied to copper multi-porous material and microbubbles are generated from the edges of the multi-porous material. These microbubbles are then supplied to the machining gap using the microbubble supply plate shown in Figure 1(a). W/O liquid containing large amounts of microbubbles is supplied between the electrodes through the tool electrode jump movements during EDM. When no oxygen is supplied (2), machining is carried out by stopping the supply of oxygen to the multi-porous material. The machining experiments were conducted for 30 min so that the machining weight can be measured sufficiently. The depth of machining in 30 min is small at under 0.1 mm. This indicates that the environment in the machining gap does not change as machining progresses. The EDM machine used was the Sodick die-sinking EDM:AP25LR. Table 2 shows the experimental conditions. New W/O liquid was used for each experiment due to the change in the properties of the W/O liquid by oxidation.
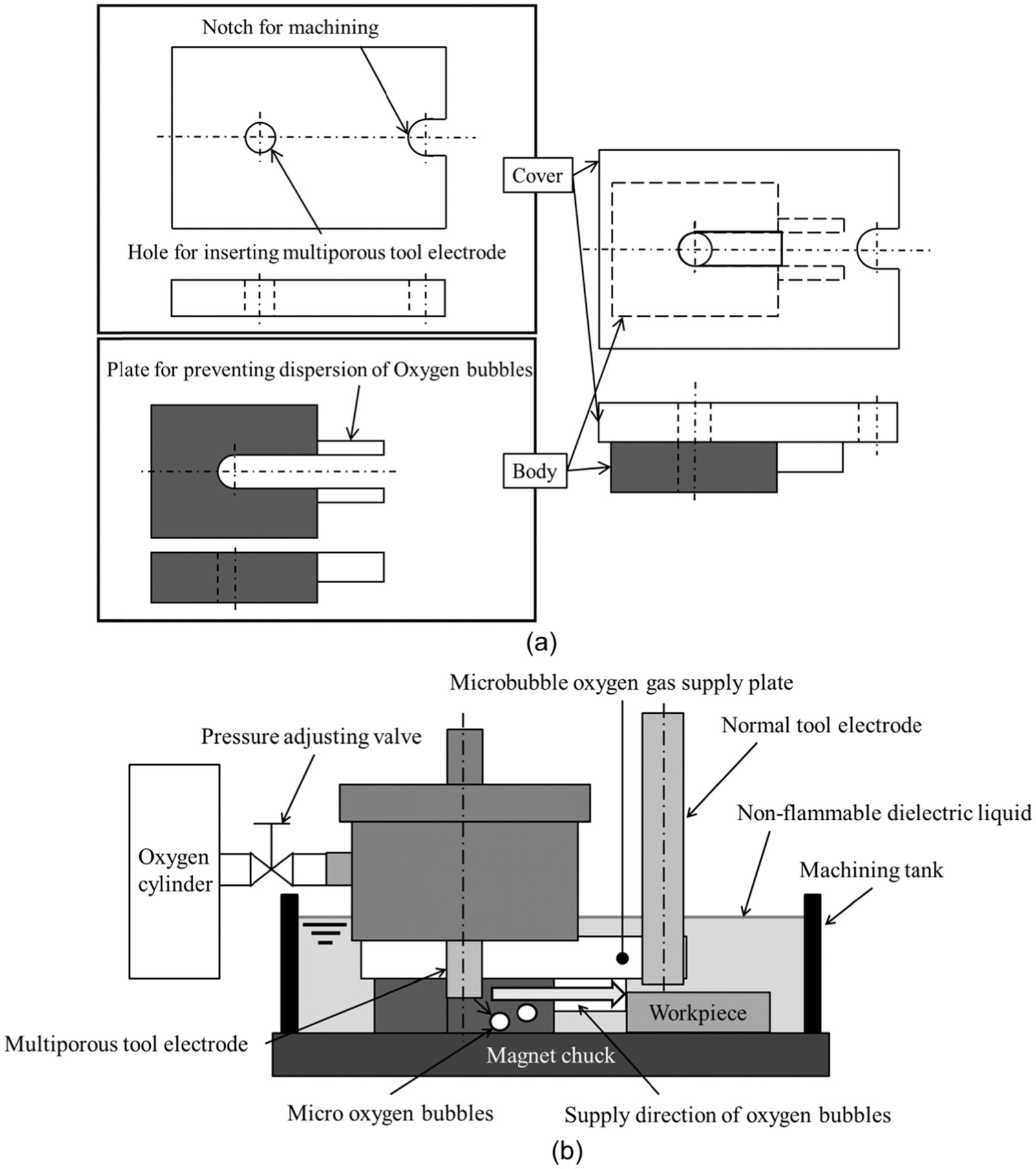
Experimental setup: (a) details of microbubble oxygen supply plate and (b) outline of experimental system.
Machining conditions.

Experimental results
Figure 2 shows the experimental results. The machining speed when microbubble state oxygen is supplied is slightly slower than when oxygen is not supplied. On the other hand, comparison with normal dielectric liquid shows that machining is twice faster when W/O liquid is used. These results confirm that supplying oxygen in the microbubble state has little effects, and that supplying oxygen dissolved in the W/O liquid is better for improving the machining speed. Figure 3 shows the reasons. When discharge occurs in the machining gap, the dielectric liquid touching the arc column becomes gas instantaneously, and its bubbles expand explosively. For this reason, a small area of the workpiece (about under φ0.3 mm) heated to a high temperature by the arc column is present inside the bubble. The important point here is that oxygen is present in the bubble. Even if oxygen is supplied in the form of microbubbles to the machining gap as shown in Figure 3(a), the microbubbles supplied to the machining gap will distance from the hot part of the workpiece heated by the arc column due to the expansion of bubbles formed during EDM. For this reason, oxidation reaction caused by the microbubbles cannot be expected. On the other hand, if oxygen is dissolved in the W/O liquid. When the W/O liquid touches the arc column or breaks down thermally, the oxygen in the W/O liquid becomes activated, and remains in the bubbles generated by EDM (Figure 3(b)). It is highly likely that the hot part of the workpiece caused by the arc column undergoes oxidation reaction. Thus, increasing the oxygen inside the bubbles is expected to improve the machining speed.
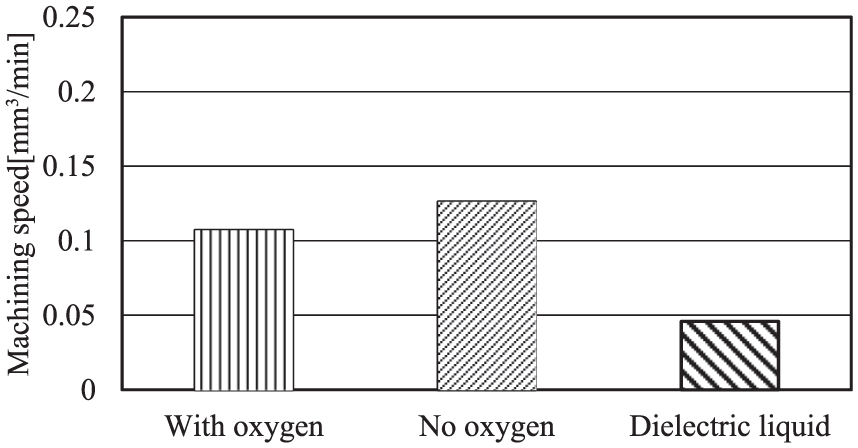
Comparisons of machining speed.
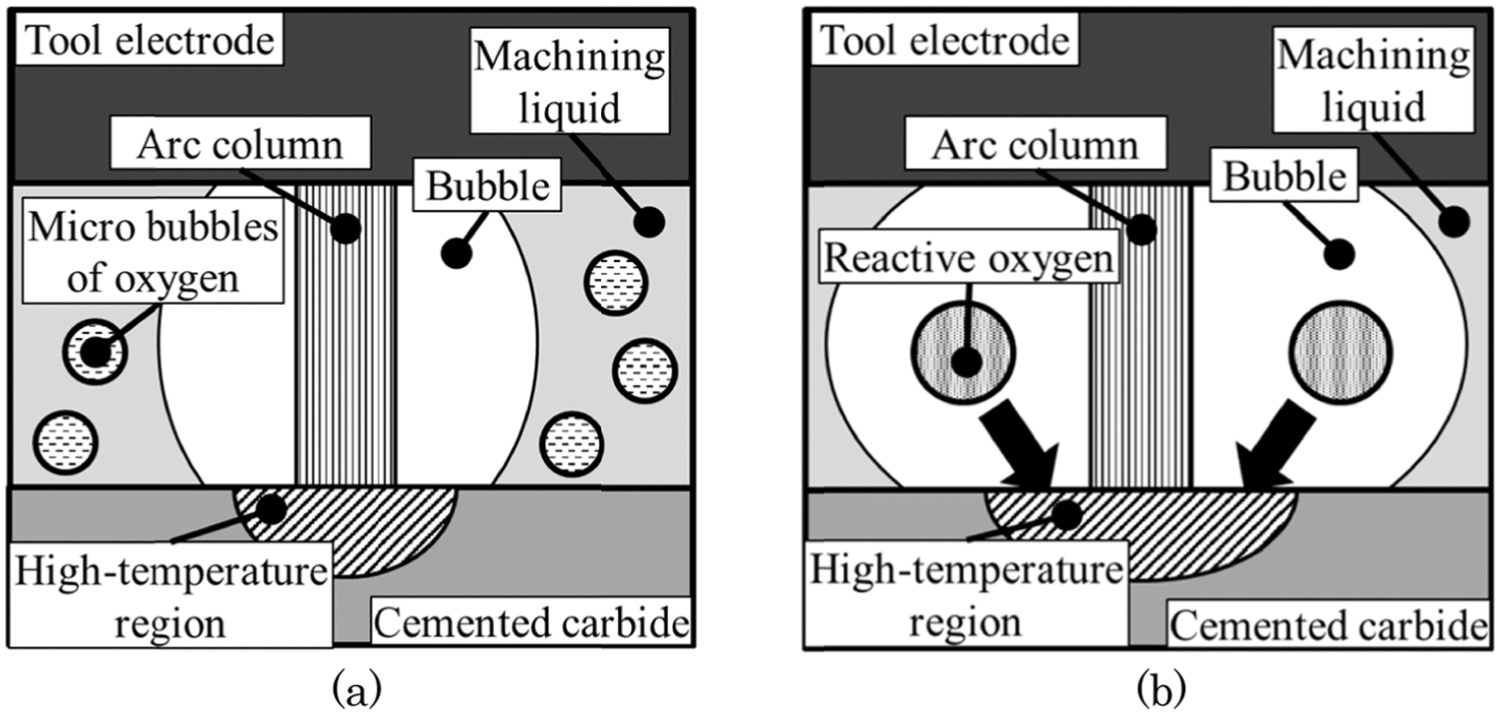
Phenomenon in gap in the machining gap: (a) microbubbles form of oxygen and (b) using W/O liquid.
EDM using hydrogen peroxide water mixed with W/O liquid
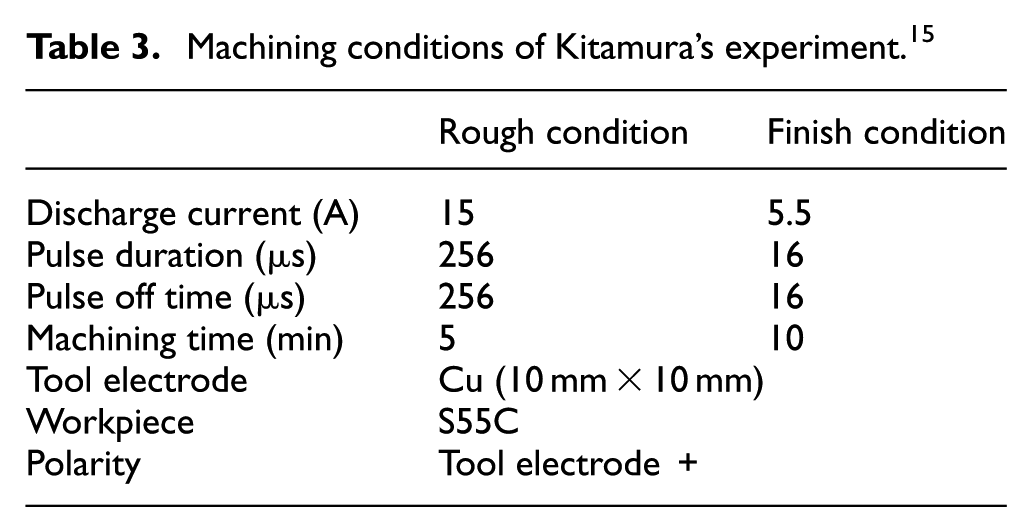
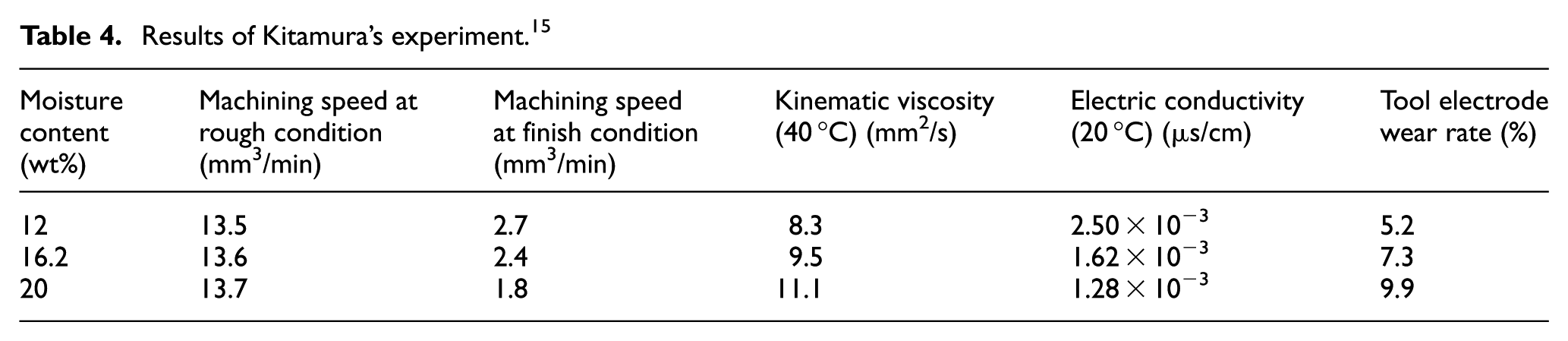
The previous section explained that supplying oxygen to the machining gap in the dissolved form in the W/O liquid instead of the microbubble form is effective for improving machining characteristics. By increasing the oxygen in the W/O liquid, the oxygen content in the generated bubbles becomes high, thereby improving the machining speed. Experiments were conducted at various oxygen concentrations in the W/O liquid by varying the percentage of 35 wt% hydrogen peroxide water in the W/O liquid between 0 wt% and 20 wt%. This also changes the moisture content of the W/O liquid from 8 wt% to 28 wt%. Changing the moisture content of the W/O liquid affects the kinematic viscosity of machining liquid and electric conductivity. Kitamura et al. 15 investigated the changes in the properties of the W/O liquid due to the changes in the moisture content of the W/O liquid used in this study. They also studied the effects of this on machining characteristics under the machining conditions shown in Table 3. Table 4 shows the results. It can be seen that when the moisture content increases from 12 wt% to 20 wt%, the kinematic viscosity of the machining liquid increases and the electric conductivity decreases. It has been reported that the heat transfer coefficient of the W/O liquid does not change more or less under the moisture content of 20 wt%. The effects of the changes of the moisture content in Table 4 on the machining characteristics should be noted. At the rough conditions of the peak current of 15 A, pulse duration of 256 µs, pulse off time of 256 µs, and large machining gap, changes in the moisture content did not affect the machining speed. However, at the finish conditions of 5.5 A, the machining speed at content 20 wt% decreased to 66% of that at content 12 wt%. Moreover, the tool electrode wear rate deteriorated from 5.2% to 9.9%. One reason for this is because when the moisture content increases, the kinematic viscosity of machining liquid increases. Kitamura et al. explain that this is because under finishing conditions where the machining gap is narrow, the machining liquid does not flow smoothly into the machining gap. 15 Furthermore, they also reported that when the peak current is below 5 A, EDM cannot be carried out stably due to the increasing viscosity of the machining liquid. Results of experiments of hydrogen peroxide water described in this section show that the concentration of hydrogen peroxide water increases when the oxidation reaction of hydrogen peroxide water has no effects, in other words, when the moisture content increases, the machining speed drops. For this reason, the machining conditions in these experiments were set to 4 A which is greater than the peak current used in Chapter 3 based on the report of Kitamura. Table 5 shows the experimental conditions. The differences in the peak current of 3 A and 4 A were investigated using normal dielectric liquid, and it was found that the machining speed was faster by only 7% at the peak current of 4 A.
Machining conditions of Kitamura’s experiment. 15
Results of Kitamura’s experiment. 15
Machining conditions for hydrogen peroxide water mixed with W/O liquid.

Experimental results
Machining speed
Figure 4 shows the effects of the concentration of hydrogen peroxide water on machining speed. When the concentration is between 0 wt% and 15 wt%, the concentration of hydrogen peroxide water increases and the machining speed improves. The machining speed at 15 wt% is better than that at 0 wt% by more than two times. Compared to normal dielectric liquid, it has improved by about six times. This differs from the results of Kitamura et al. 15 shown in Table 4, and confirmed that the sublimation phenomenon caused by oxidation reaction generated by mixing in hydrogen peroxide water is effective for enhancing the machining speed. But, the machining speed decreases at 20 wt%. This reason will be described in “Effective discharge frequency.”
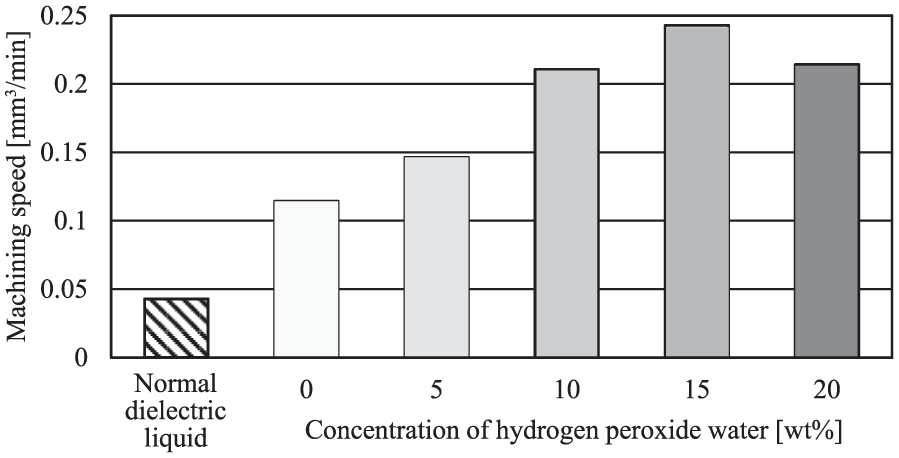
Effects of concentration of hydrogen peroxide water on machining speed.
Amount of material removed
Figure 5 shows the effects of the hydrogen peroxide water concentration on the amount of material removed. At 0 wt% to 20 wt%, the hydrogen peroxide water concentration increases and the amount of material removed also improves. The amount of material removed at 20 wt% is more or less the same as that at 15 wt%. Compared to the amount of material removed when normal dielectric liquid is used, that at 15 wt% has improved by nearly five times. These results confirm that the improvement in the machining speed in Figure 4 is due to the increase in the amount of material removed from the single pulse discharge crater, proving that the oxidation reaction caused by supplying hydrogen peroxide water is effective for improving machining speed.
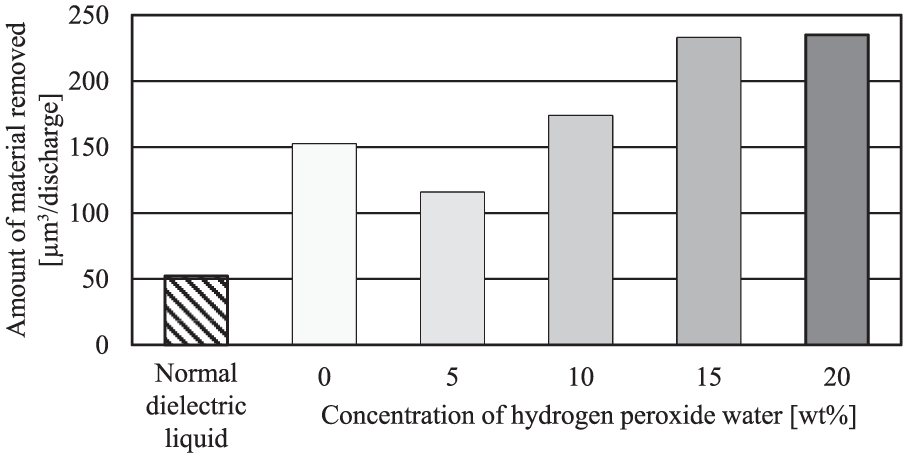
Effects of concentration of hydrogen peroxide water on amount of material removed.
Effective discharge frequency
It has been reported that the effective discharge contributing to machining is when the discharge voltage during EDM is above 20 V, and when the discharge voltage is less than 19 V, the voltage is abnormal and does not contribute to machining.16,17 The authors are measuring the effective discharge frequency based on the AND of discharge current and discharge voltage based on this report. 18 In this study, the authors also measured the effective discharge frequency using this method. Figure 6 shows the results of comparing the effective discharge frequency. It can be seen that the frequency decreases with increasing concentration of hydrogen peroxide water contained in the W/O liquid (Table 4). This is because when the water content of the W/O liquid increases, the viscosity of the W/O liquid also increases. This causes difficulty to eliminate the bubbles produced by electric discharge from the machining gap, thereby increasing the percentage of the bubbles in the machining gap. As a result, the insulation destruction strength in the machining gap increases and causes the electric discharge frequency to decrease. This is thought to decrease the effective frequency. The machining speed shown in Figure 4 becomes maximum at 15 wt%. This is because, as shown in Figure 5, the amount of material removed also maximizes in the same way at 20 wt%. And as shown in Figure 6, this may be because the effective discharge frequency did not decrease more than 20 wt%.
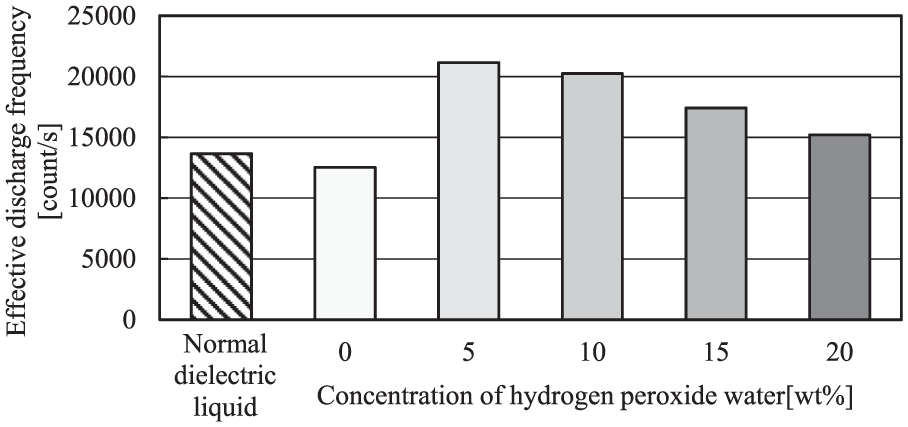
Effects of concentration of hydrogen peroxide water on effective discharge frequency.
Tool electrode wear rate
Figure 7 shows the effects of the hydrogen peroxide water concentration on the tool electrode wear rate. The wear rate is seen to drop with increasing concentration of hydrogen peroxide water. Compared to the tool electrode wear rate when normal dielectric liquid is used, that at 15 wt% is about one-fifth. As mentioned earlier, this may be because the tool electrode wear rate decreases relatively with increasing amount of material removed.
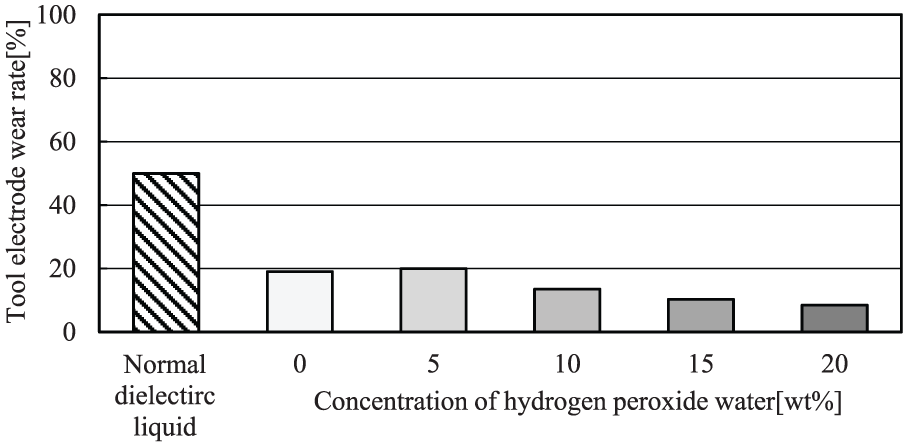
Effects of concentration of hydrogen peroxide water on tool electrode wear rate.
EDMed surface
Figure 8 summarizes the effects of hydrogen peroxide water concentration in the W/O liquid on the EDMed surface roughness. As shown in Figure 8, compared to normal dielectric liquid, in the machining using the W/O liquid, the surface becomes slightly rough. Even if the percentage of hydrogen peroxide water increases, the surface roughness does not change much. This indicates that the difference in the hydrogen peroxide water concentration in the W/O liquid has little effects on surface roughness. In EDM using the W/O liquid, the surface roughness deteriorated slightly, but was still good at less than Ra 1 µm. These results indicate that when finish EDM is carried out using W/O liquid, machining speed improves by six times compared to when normal dielectric liquid is used. The tool electrode consumption rate also drops to one-fifth, and machined surface with surface roughness of under Ra 1 µm can be obtained.
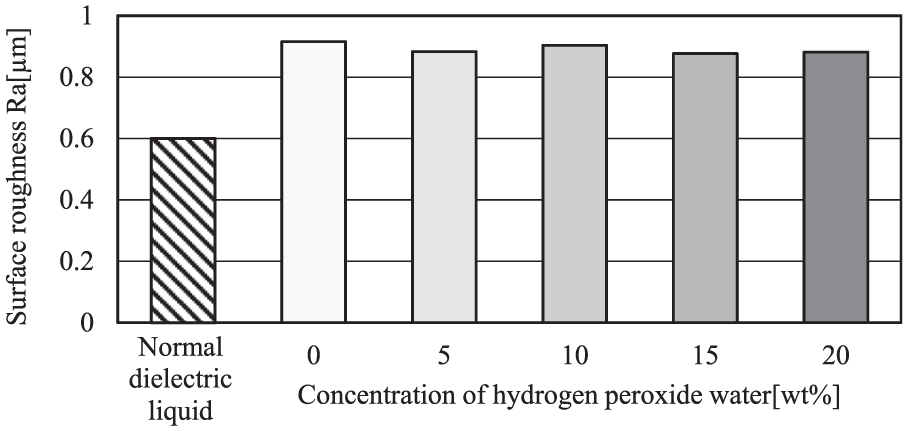
Effects of concentration of hydrogen peroxide water on surface roughness Ra.
As shown in Figure 5, when 15 wt% hydrogen peroxide water is mixed, the amount of material removed increases nearly five times than normal dielectric liquid. However, the deterioration of surface roughness is not as bad as that described earlier. The surface roughness of the EDMed surface is thought to be affected by the height of protrusion of the single pulse discharge crater and removal depth of the crater. Figure 9 shows the craters for normal dielectric liquid and W/O liquid containing 15 wt% hydrogen peroxide water. Table 6 shows 10 single pulse discharge crater created at various machining conditions, Figure 10 shows the schematic of single discharge crater for measuring the maximum height of the protrusion, maximum removal depth of the crater, and average crater diameter, as well as results of calculating the removal volume of the crater. The high magnification microscope (Mitsutoyo MF1010) was used for measuring the single pulse discharge craters. The heights of the protrusion and removal depth of the craters were measured by the focus height method. The removal volume of the crater was calculated using the method proposed by Yoshida et al. 19 Table 6 shows that the height of the protrusion is similar between the two methods. This is considered to be the cause of the deterioration of the surface roughness. On the other hand, in the case of W/O liquid containing 15 wt% hydrogen peroxide water, the removal depth of the crater is about 1.5 times deeper and the diameter is about 1.76 times larger. The removal volume of the craters obtained by approximation in Table 6 is the same as the smaller removal volumes between the normal dielectric liquid and W/O liquid containing 15 wt% hydrogen peroxide water in Figure 5. Moreover, the removal volume of the crater is about five times larger in the case of W/O liquid containing 15 wt% hydrogen peroxide water than dielectric liquid, matching the results of Figure 5. These results prove that the sublimation phenomenon caused by oxidation reaction of the hydrogen peroxide water contributes to machining.
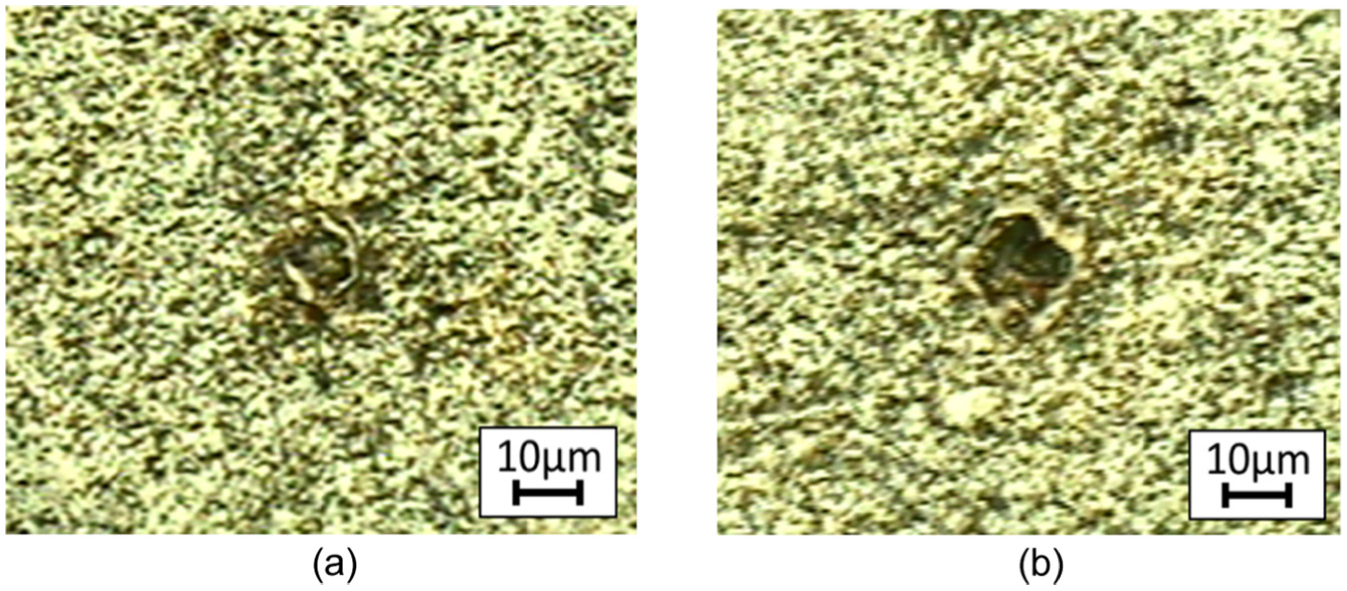
Single pulse discharge crater: (a) normal dielectric liquid and (b) 15 wt% hydrogen peroxide water mixed with W/O liquid.
Measurements of craters.

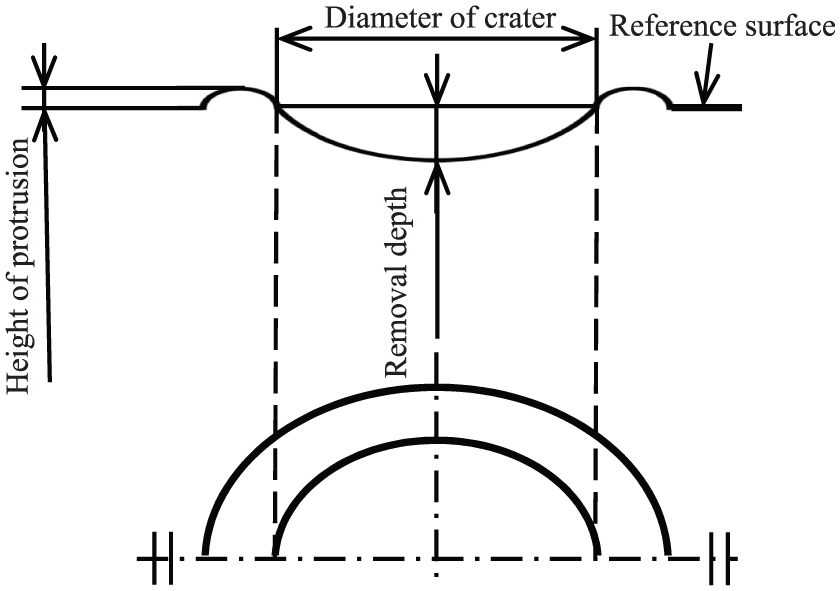
Schematic of single pulse discharge crater.
Influence of polarity
The oxidative reaction caused by activated oxygen produced during discharge was also applied in this machining. For this reason, the polarity of the workpiece is thought to affect the machining characteristics. The effects of the polarity of the workpiece on machining speed and tool electrode wear were investigated.
Machining speed
Figure 11 shows the results of comparing the machining speed when using W/O liquid containing 15 wt% hydrogen peroxide water. It shows that setting the workpiece as the anode (+) increases the machining speed. Generally, activated oxygen is thought to become negative ion. For this reason, setting the workpiece to anode (+) attracts the activated oxygen to the workpiece. This promotes the oxidative reaction and increases the machining speed. Figure 12 shows the results of using normal dielectric liquid. For normal dielectric liquid, the machining speed is faster when the tool electrode is used as the negative electrode. However, compared to when the tool is used as the negative electrode in W/O liquid containing 15 wt% hydrogen peroxide water, the machining speed is less than half.
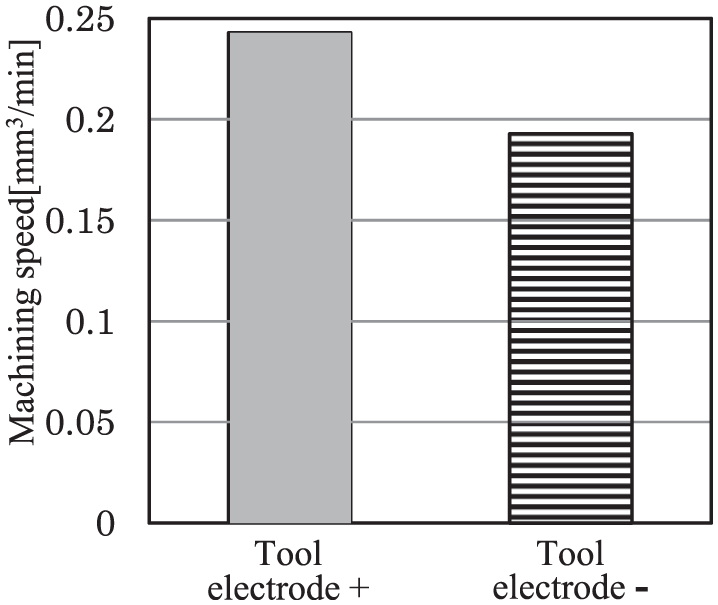
Influence of polarity on machining speed (concentration of hydrogen peroxide water 15 wt%).
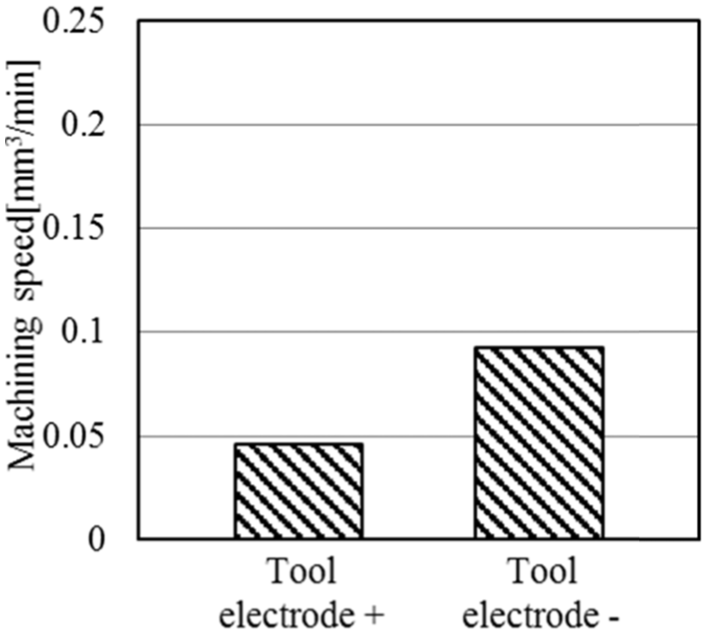
Influence of polarity on machining speed(normal dielectric liquid).
Tool electrode wear rate
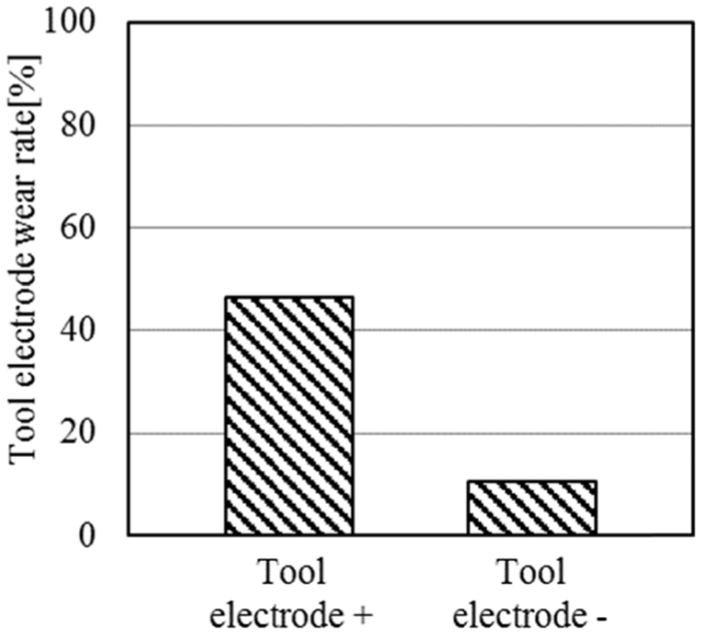
Figure 13 shows the results of comparing the tool electrode wear rate when using W/O liquid containing 15 wt% hydrogen peroxide water. It can be seen that setting the workpiece as the anode (+) decreases the tool electrode wear rate. This is because setting the workpiece as the anode as shown in Figure 7 increases the machining speed relatively and decreases the tool electrode wear rate. Figure 14 shows the results of investigating the effects of the polarity in normal dielectric liquid on the wear of the tool electrode. These results indicate that wear is small when the tool electrode is used as the negative electrode in dielectric liquid. It shows that tool electrode wear rate is about 10% for both dielectric liquid and machining liquid containing 15 wt% hydrogen peroxide water.
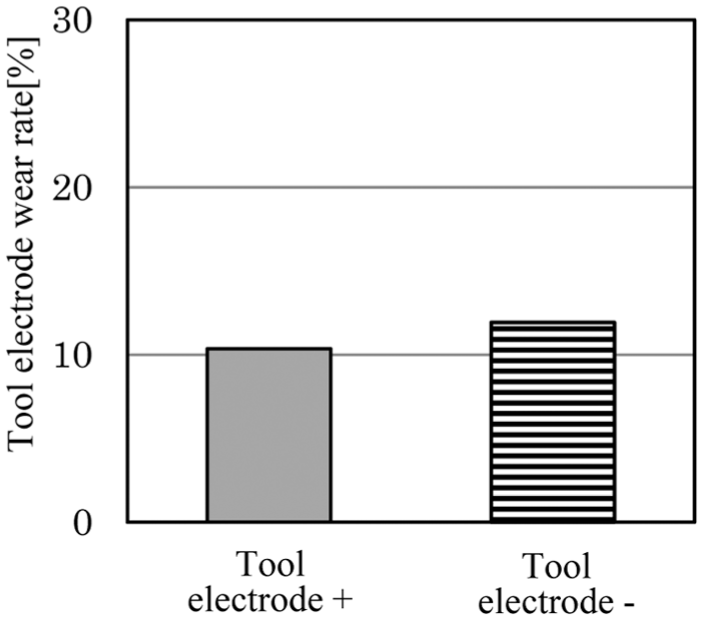
Influence of polarity on tool electrode wear rate (concentration of hydrogen peroxide water 15 wt%).
Influence of polarity on tool electrode wear rate (normal dielectric liquid).
Effects of oxygen content in W/O liquid
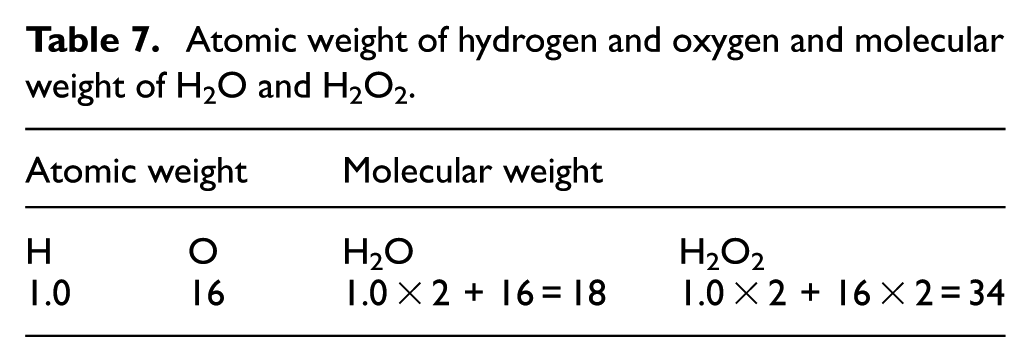
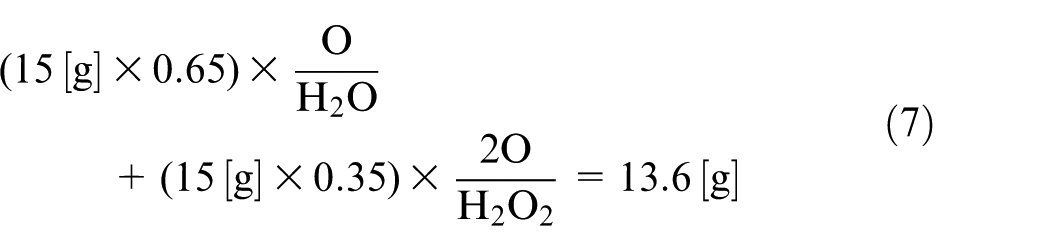
When the water content of W/O liquid is above 8 wt%, the dielectric liquid becomes non-flammable. Experiments were conducted by varying the percentage of 35 wt% hydrogen peroxide water added to W/O liquid with 8 wt% water to change the oxygen content in the dielectric liquid. Table 7 shows the atomic weight of hydrogen and oxygen and the molecular weight of water and hydrogen peroxide water. H2O makes up 8 wt% of the whole W/O liquid. Likewise, H2O makes up 65 wt% of the 35 wt% hydrogen peroxide water, and H2O2 makes up 35 wt%. Equation (5) shows the weight of oxygen in 100 g of W/O liquid. When the amount of mixed W/O liquid is set at 100 g and concentration at 15 wt%, the W/O liquid becomes 85 g and the hydrogen peroxide water becomes 15 g. Equation (6) shows the weight of oxygen in W/O liquid, equation (7) shows that of oxygen weight in hydrogen peroxide water, and equation (8) shows that of oxygen weight in W/O liquid containing 15 wt% hydrogen peroxide water.
Atomic weight of hydrogen and oxygen and molecular weight of H2O and H2O2.
Weight (g) of oxygen in W/O liquid containing 8 wt% water (100 g)

Weight (g) of oxygen in dielectric liquid (100 g) (W/O liquid containing 8 wt% water mixed with 15 wt% hydrogen peroxide water)

Weight of oxygen (g) in 15 wt% hydrogen peroxide water (35 wt% solution)
Weight of oxygen (g) in W/O liquid containing 15 wt% hydrogen peroxide water

Figure 15 shows the percentage of 35 wt% hydrogen peroxide water mixed in W/O liquid and the relation of oxygen content in 100 g of W/O liquid. From Figure 11, it can be seen that the oxygen content in the dielectric liquid increases when the concentration of hydrogen peroxide water increases. Based on the amount of material removed shown in Figure 5 and the results shown in Figure 11, the effects of oxygen amount in W/O liquid were investigated. From Figure 5, it can be seen that when the oxygen content in W/O liquid increases, the amount of material removed also increases. When the concentration of hydrogen peroxide water increases to 15 wt% and above, that is when the oxygen weight in the W/O is more than 20 g. The amount of material removed does not change. These results confirm that the effective oxygen weight in the W/O liquid is about 20 g per 100 g of the W/O liquid.
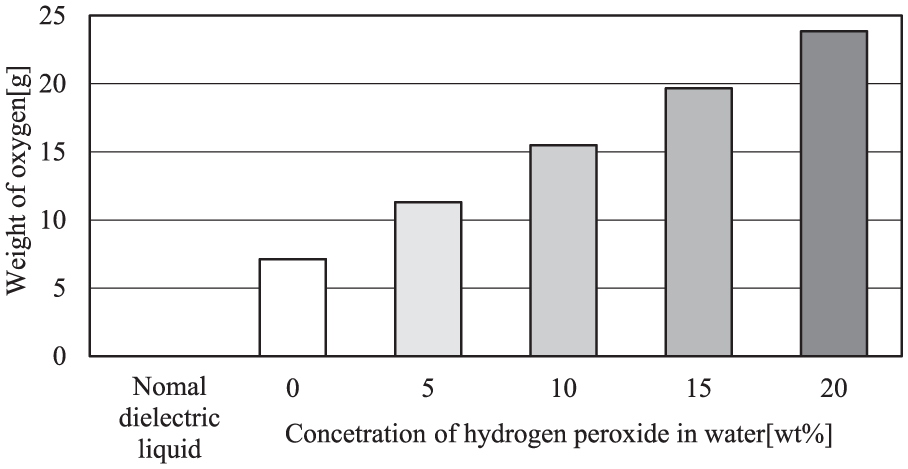
Weight of oxygen in hydrogen peroxide water mixed with W/O liquid per 100 [g].
Conclusion
The effects of the form of oxygen supplied to the machining gap in the EDM of cemented carbide were studied, and the following findings were obtained.
Even if oxygen gas is supplied to the machining gap in the microbubble form, the machining speed did not improve.
When hydrogen peroxide water was mixed with W/O liquid, and machining was carried out at various oxygen concentrations in the W/O liquid and in 15 wt% hydrogen peroxide water concentration, the machining speed was about six times compared to dielectric liquid. This is largely contributed to by the improvement in the amount of material removed by about five times. The tool electrode wear rate became one-fifth.
Tool electrode wear rate decreases with increasing hydrogen peroxide water concentration. At 15 wt% where the machining speed is maximum, it decreases to one-fifth compared to normal dielectric liquid.
EDMed surface roughness tends to deteriorate slightly when hydrogen peroxide water is included, but it is still comparatively good at under Ra 1 µm.
The effective oxygen content in 100 g of W/O liquid is 20 g for improving machining characteristics.
The machining speed improves and the tool electrode wear rate decreases when the workpiece is set as the anode.
Due to the above results, the supply of microbubble state oxygen to the machining gap did not improve the machining speed. The machining speed may have increased with the increased oxygen amount in the W/O liquid.
Footnotes
Acknowledgements
The authors would like to express their heartfelt appreciation to Mr. Tomohiko Kitamura of the Lubricants Research Laboratory of Idemitsu Kosan Co., Ltd., Professer Hideki Masuda of Tokyo Metropolitan University, and Professor. J. A. McGeough of the University of Edinburgh for their extensive support in this study.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.