
Abstract
This study focused on the effect of drilling parameters such as helix angle, spindle speed and feed rate on surface roughness, flank wear and acceleration of drill vibration velocity. Using design of experiments, 18 experiments were conducted on AISI 304 steel with carbide twist drill bits. A laser Doppler vibrometer was used for online acquisition of cutter vibration data in the form of acousto optic emission signals. A fast Fourier transformer was used to convert the time domain signals into frequency domain. Response surface methodology was used to identify significant parameters in the analysis of surface roughness, flank wear and acceleration of drill vibration velocity. A multi response surface optimization technique was used to find out optimum drilling parameters. Helix angle of 25°, feed rate of 10 mm and spindle speed of 750 r/min were found to be optimum cutting parameters for minimization of surface roughness, flank wear and acceleration of vibration velocity.
Keywords
Introduction
Tool condition monitoring (TCM) is an important characteristic in the automated manufacturing industries to assess the ability of cutting tools for high production rates and optimum quality. Tool cost is one of the major factors in machining operation which affects the production cost. 1 The tooling cost can be reduced by choosing proper tool material, tool geometry, cutting speed, feed rate, depth of cut, cutting fluids and coated cutting tool inserts. In the study of TCM, different authors have used different methods using acoustic emission signals, cutting forces, vibration, temperature, stress strain, vision and main motor current and so on. One of the major objectives of the manufacturing industries is to reduce the manufacturing cost without compromising the quality of the object. In this regard, optimization of process parameters is needed to obtain optimal process parameters by analyzing machining characteristics like surface roughness, vibration of tool and tool wear. 2 Kopac et al. 3 analyzed surface roughness by optimization of spindle speeds, tool material, depth of cut and cutting sequence in turning of cold-drawn steel bars.
In machining process, machining characteristics like surface roughness, tool wear, cutting tool vibration and metal removal rate are important to assess the machining process. 4 Surface quality is one of the prime requirements of a product to perform better functional and technical quality of any product. During machining process, surface roughness or irregularities occur on the machined surface as result of tool marks. Surface texture on machined components gives reliable information of tool wear because the surface texture is greatly affected by the tool wear. 5 In addition to them, type of tool material, tool angles and acceleration of tool vibrations also affect the surface roughness. 6
Drilling, boring and milling are the common and complex operations among many kinds of operations because the drills, boring tools and mill cutters are subjected to vibration due to their projecting length from the tool post. 7 Sahoo et al. 8 stated that the surface roughness resulting from drilling operations has traditionally received considerable research attention as surface roughness affects friction, heat transmission, lubrication, corrosion resistance and creep life. Kilickap et al. 9 stated that modeling and optimization of process parameters are important in machining process. They studied the effect of process parameters like cutting speed, feed rate and cutting environment on surface roughness in drilling of AISI 1045. Response surface methodology (RSM) and genetic algorithm were combined and used in optimization of parameters. They found closeness among optimization results, the predicted and measured values.
Her and Weng 10 pointed that rigidity of machine tool, workpiece material and type of machining affect the vibration of tool. In drilling process, vibration of drill has great impact on surface roughness, tool wear, damage of machine, noise, tool breakage and high power consumption. 11 Orhan et al. 12 have studied the effect of tool vibration on tool life in milling of AISI D3 cold worked steel with an indexable cubic boron nitride (CBN) tool insert. They have found that displacement of tool vibration is negligible until the flank wear reaches 160 µm.
In earlier works, accelerometers have been used as contact sensors to measure vibration of cutting tool or workpiece while machining is under progress. But these accelerometers cannot measure vibration of rotating tools like drill bits, mill cutters and workpieces in turning process. 1 In recent studies, laser Doppler vibrometers (LDVs) are being used as non contact sensors in measurement of vibration of rotating tools and workpieces in machining processes. The LDV measures vibration of cutter in the form of acousto optic emission (AOE) signals. 4 The AOE signals are more useful in vibration-based TCM in drilling and milling operations. 13 The AOE signals are transmitted from time domain to different frequency zones by fast Fourier transformer (FFT). In drilling, milling and boring, the LDVs are capable of observing high-frequency vibrations of cutter and workpiece chatter behavior. 14
Singh et al. 15 stated that drilling is an extensively used machining process in industries. Tool wear affects surface roughness of machined component and tool life. Therefore, online TCM is required to monitor tool wear. As said earlier, LDVs are used in drilling for TCM. Noori-Khajavi and Komanduri 16 stated that one signal is sufficient for online monitoring of tool wear in drilling operation. Lin and Ting 17 used the force signal to monitor online drill wear. They have determined thrust force and torque with process parameters using least square method.
RSM
RSM is a statistical and mathematical modeling technique used to establish relation between input and output variables. This process is used to predict output variables and optimize input variables.18,19 Prediction models were also developed for accurate prediction of surface roughness. In RSM, the quantitative relationship between input and output variables is presented as follows 20

where y is desired response and f is the response function, dependent variable, and x1, x2, x3, … , xn are independent variables and er is the fitting error.
In this work, the effect of cutting parameters or control factors like spindle speed, feed rate and helix angle has been taken into consideration in the analysis of surface roughness, tool wear and acceleration of drill vibration velocity using LDV. The three drilling characteristics were analyzed with RSM. According to the central composite design (CCD), 18 experiments were conducted with AISI 304 steel. The RSM was used to identify the significant process variables on surface roughness, acceleration of drill vibration velocity and tool wear. Two factor interactions on the surface roughness and amplitude of drill bit vibration were investigated with the RSM.
Materials and experimentation
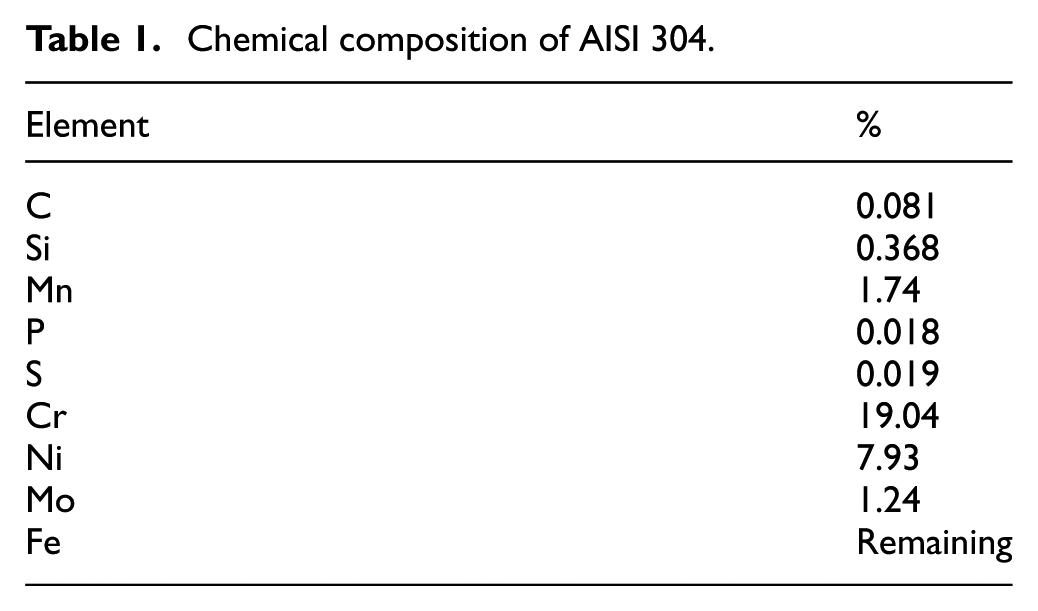
Drilling experiments were performed on AISI 304 steel, the chemical composition of which is shown in Table 1. It can be used for manufacturing sinks and splash backs, saucepans, springs, nuts, bolts and screws, medical implants and so on. AISI 304 stainless steel is austenitic grade. This property has resulted in 304 being the dominant grade used in applications like marine equipment, fasteners, nuclear vessels and oil well filter screens.
Chemical composition of AISI 304.
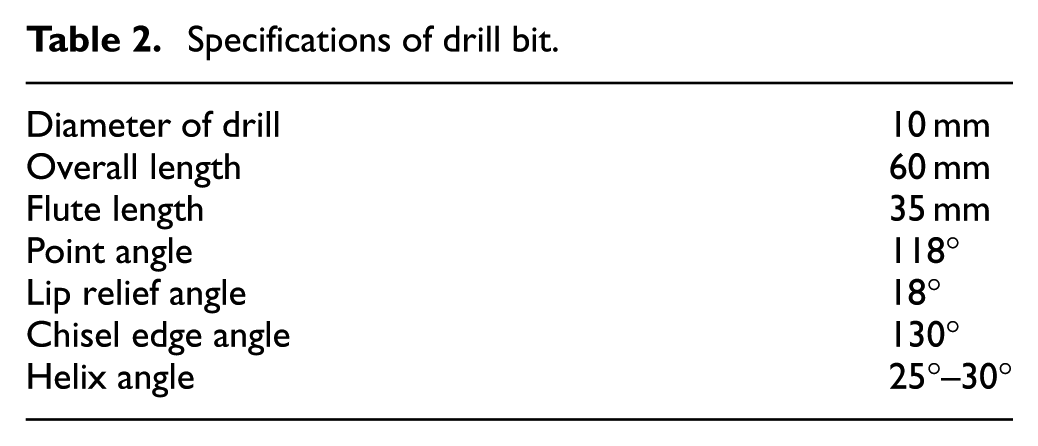
Physical vapor deposition (PVD)-coated carbide twist drills with 10-mm diameter were used to drill holes in the workpiece. Specifications of the drill bits are given in Table 2. Workpieces and the drills used in this work are shown in Figure 1. PVD coatings are used over the tool tips to improve their life and cutting ability for long time. Stephenson and Agapiou 21 stated that the coatings on the tools act as a chemical and thermal barrier between the tool and workpiece. Surface quality on the machined surface will also be affected by the coated cutting tools. In this study, titanium carbo-nitride (TiCN)-coated carbide twist drill was used because of its good abrasive wear resistance.
Specifications of drill bit.

AISI 304 steel workpieces and carbide twist drills.
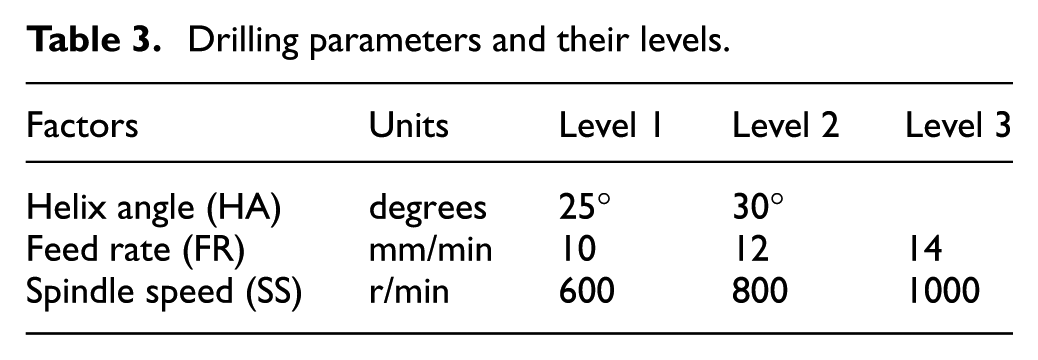
Helix angle (HA-2 levels), feed rate (FR-3 levels) and spindle speed (SS-3 levels) were taken as drilling parameters (Table 3). According to design of experiments, 18 combinations of drilling parameters were designed and experiments performed in computer numerical control (CNC) machine (Table 4). Thickness of workpiece considered in this work was 35 mm and diameter of twist drill bit was 10 mm.
Drilling parameters and their levels.
DOE and experimental results of surface roughness (Ra in µm).
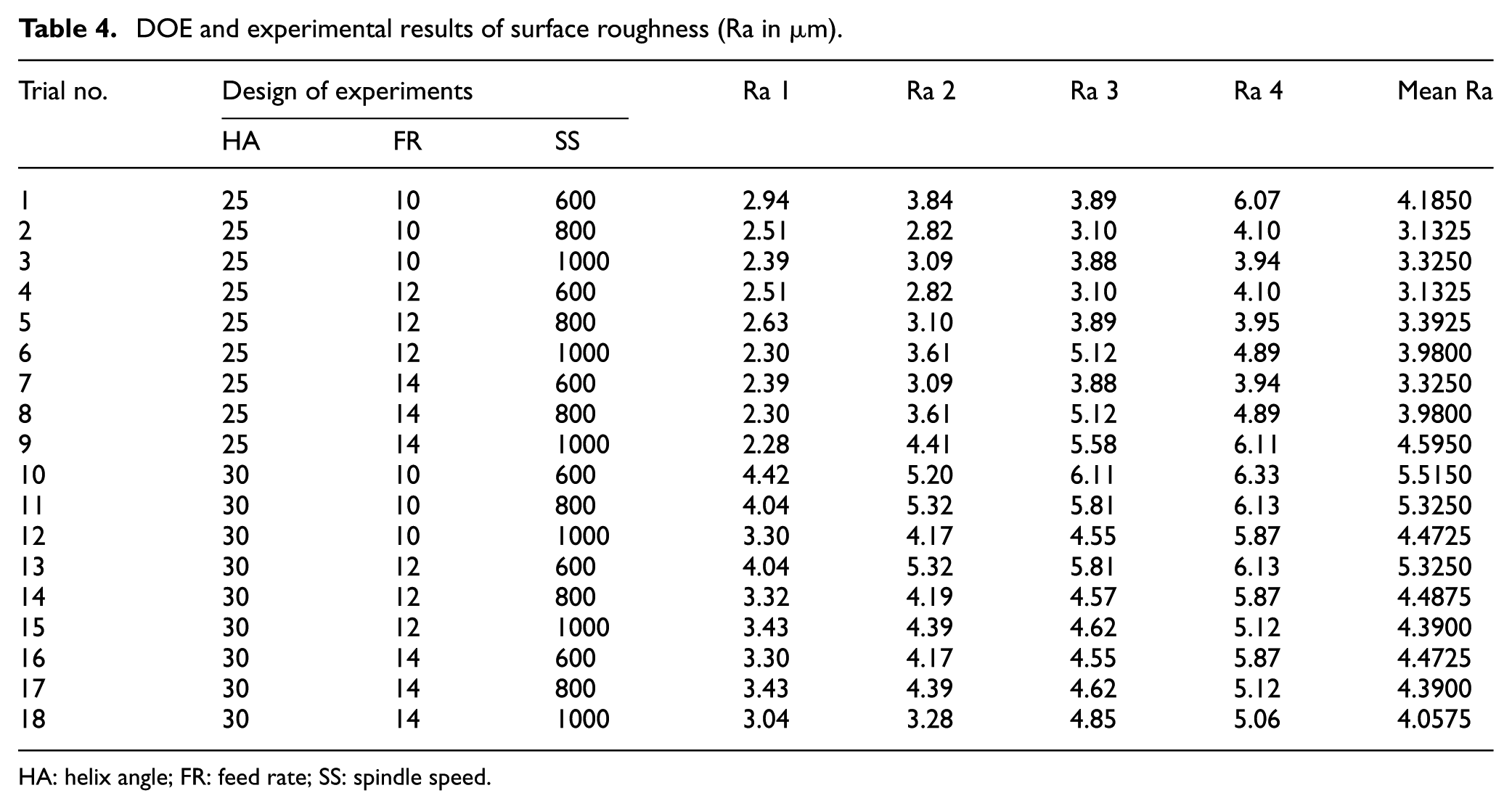
HA: helix angle; FR: feed rate; SS: spindle speed.
The following sequential procedure was used to carry out the experiments under dry condition:
Each trial was started with a new drill bit with one test condition (trial) and four holes were drilled in each test condition. Experimental setup is shown in Figure 2.
LDV was placed in front of the machine and the laser beam was focused on rotating drill bit to measure vibration signals.
After drilling of each hole, workpiece and drill bit were removed and surface roughness (Ra) and flank wear (VB) were measured using Talysurf and machine vision system as shown in Figures 3 and 4, respectively.
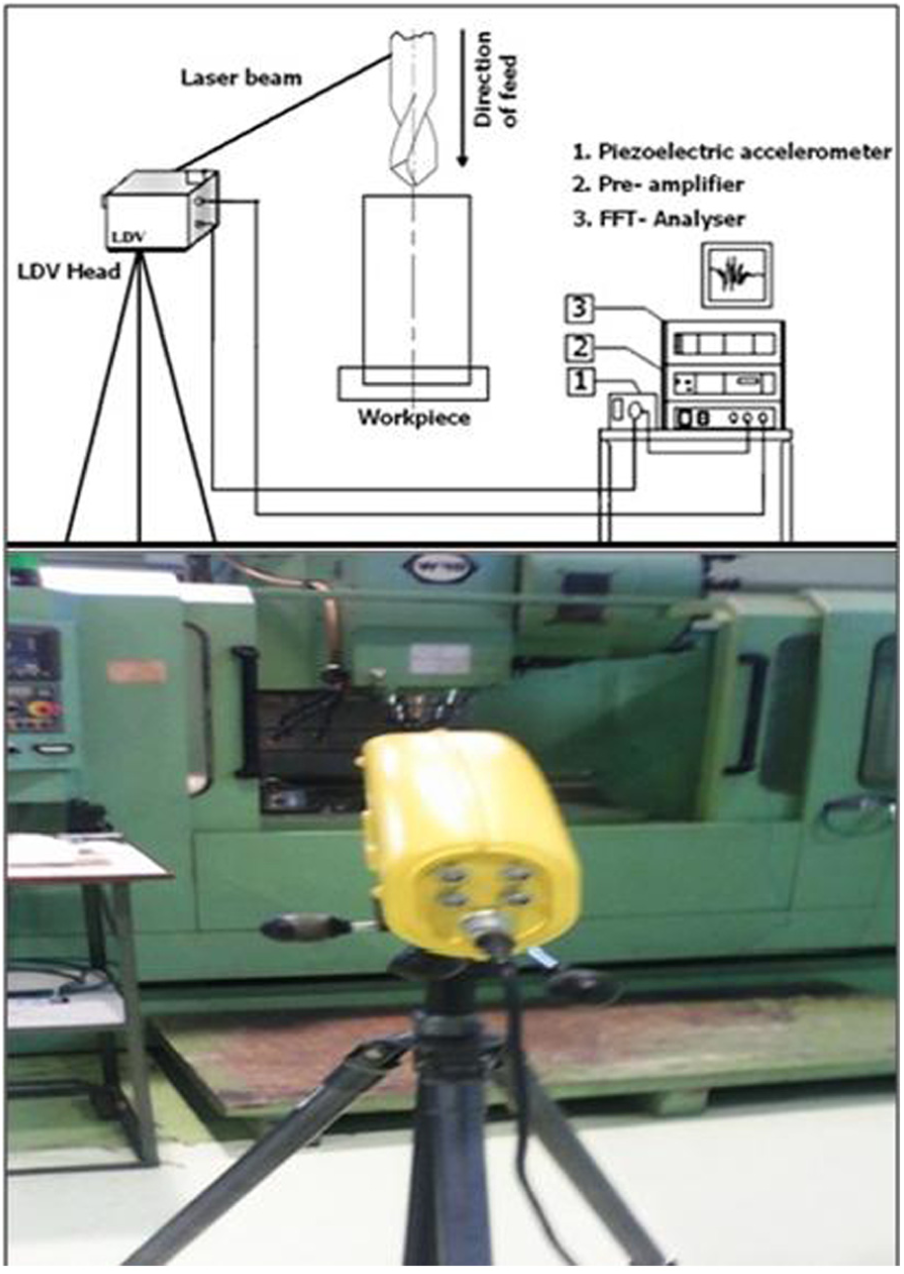
Schematic diagram for setup of drilling.

Talysurf to measure surface roughness.

Machine vision system to measure VB.
The above steps were repeated four times in each test condition to make four holes. The surface roughness (Ra), flank wear (VB) and acceleration of drill vibration (Acc.) obtained from 18 trials were shown in Tables 4, 6 and 8, respectively.
Results and discussion
In this study, LDV was used for online acquisition of cutter vibration data in the form of AOE signals as shown in Figure 2. FFT was used to convert the AOE signals into frequency domain with different frequency zones which helps to find out peak acceleration of drill vibration velocity as shown in Figure 5.
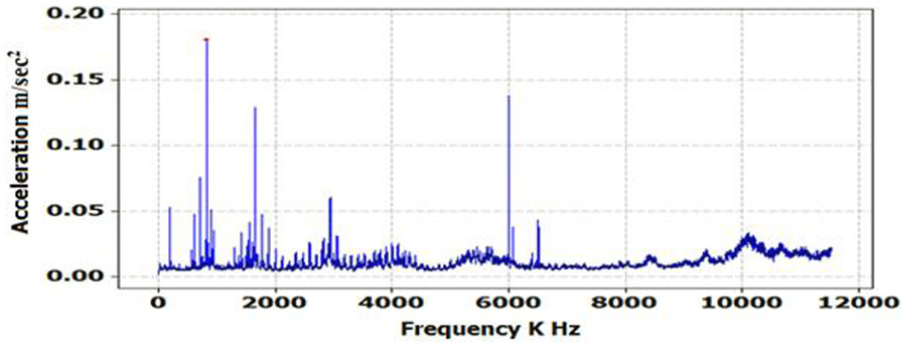
Frequency domain spectrograph for the first pass.
RSM was used to analyze the effect of cutting parameters such as drill angle of helix, spindle speed and feed rate on surface roughness, flank wear and acceleration of drill vibration velocity. Experimental results of surface roughness, flank wear and acceleration of drill vibration velocity are shown in Tables 4, 6 and 8, respectively. Design Expert and Minitab software were used for analysis and optimization, respectively.
Analysis of variance for surface roughness
Experimental data of surface roughness for 18 trials are shown in Table 4. In each trial, four holes were drilled. Surface roughness of each hole was measured using Talysurf and mean surface roughness of four holes were also taken. In each hole, roughness was measured at four places and the average value was taken as surface roughness of the hole.
Analysis of variance (ANOVA) is a universally used tool to identify significant cutting parameters on any machining characteristics like surface roughness, metal removal rate, tool wear, cutting forces and power consumption. Table 5 shows the ANOVA for surface roughness at confidence level of 95%. F value of the model shows the value of 14.92 that implies the model is significant. The model terms which are having p values less than 0.05 are significant. In this case, helix angle and interactions of three cutting parameters are significant.6,22 The R2 value and adjusted R2 value are equal to 0.8906 and 0.9209, respectively. The adequate precision value is equal to 13.340, which is a ratio of signal to noise. A ratio greater than 4 is desirable. 6
ANOVA for surface roughness.
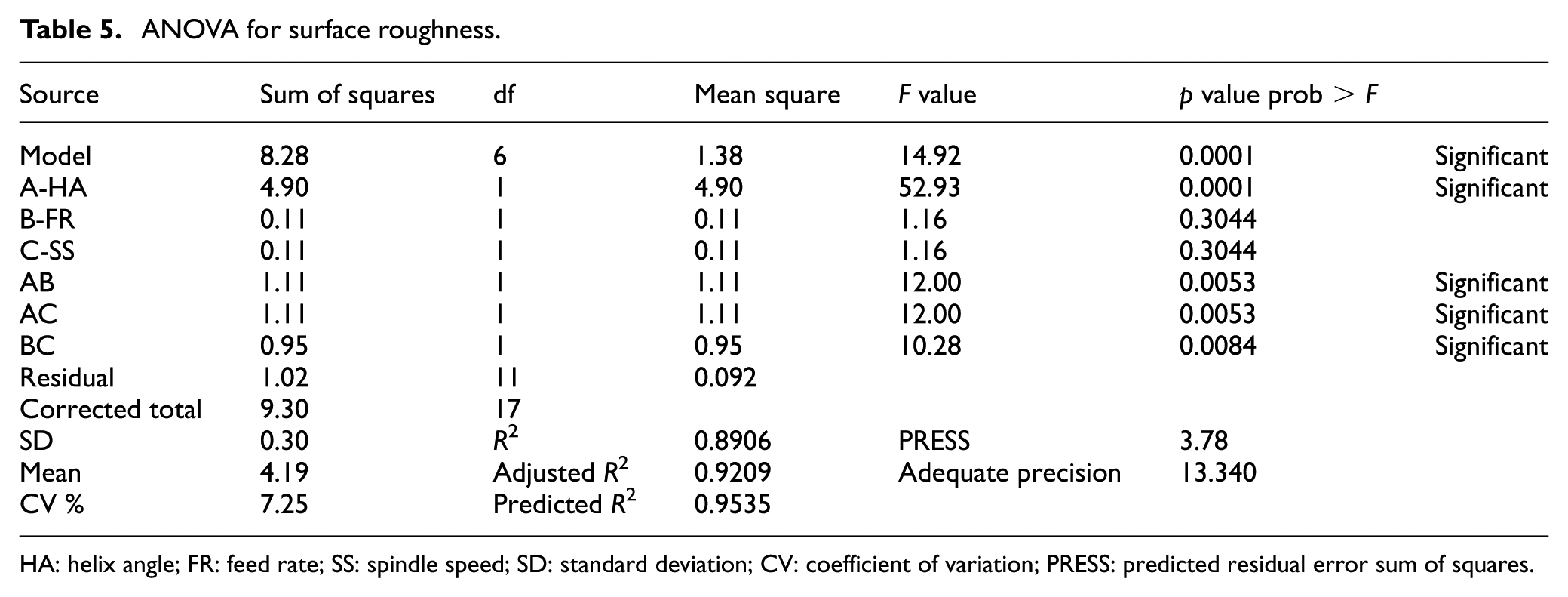
HA: helix angle; FR: feed rate; SS: spindle speed; SD: standard deviation; CV: coefficient of variation; PRESS: predicted residual error sum of squares.
Twist drills without chip breaker have significant effect on torque, cutting force, drill life and surface roughness. Continuous chip in the drilling results in surface roughness and tool wear on the flank. 23 In this study, helix angle was found to be significant on the surface roughness. In addition to that interaction of helix angle with feed rate and spindle speed and interaction of spindle speed and feed rate were also found to be significant. Kilickap et al. 9 have also found the interaction of cutting speed and feed rate significant on surface roughness.
Figure 6 shows the effect of interaction of cutting parameters on the surface roughness. Normal probability plot of residuals is shown in Figure 6(a), and it indicates the behavior of residuals whether they follow the normal distribution or not. In this case, almost all residuals, except two residuals, are on the straight line and close to the line. Three-dimensional plots for surface roughness are shown in Figure 6(b)–(d) and the following facts have been drawn from the plots: (1) surface roughness was found to be less at interaction of 10 mm of feed rate and 25° of helix angle, (2) surface roughness was found to be less at interaction of 600 r/min of spindle speed and 25° of helix angle and (3) surface roughness was found to be less at interaction of 600 r/min of spindle speed and 10 mm of feed rate.
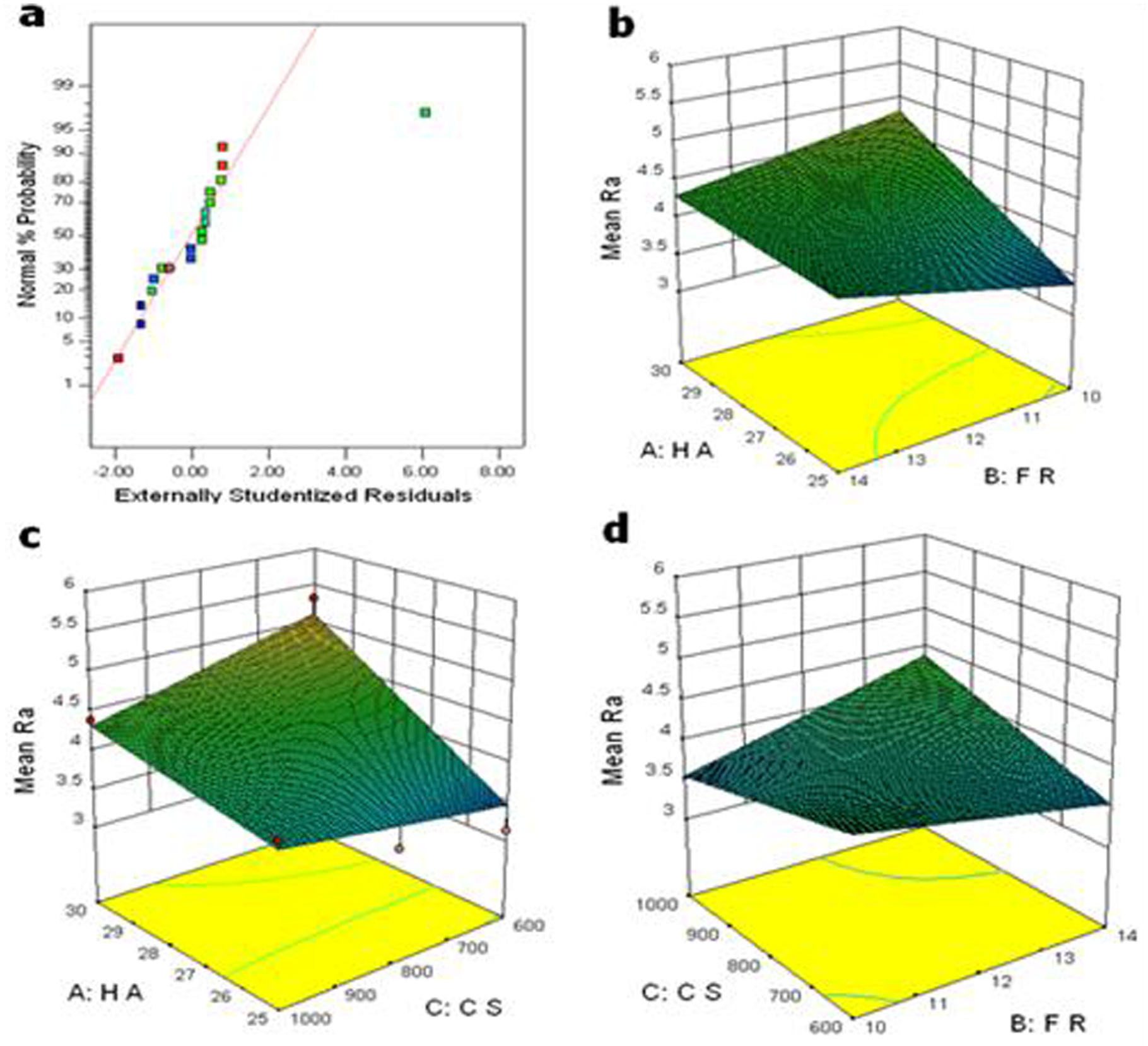
(a) Normal probabilities of residuals for Ra, (b) effect of feed and helix angle on Ra, (c) effect of spindle speed and helix angle on Ra and (d) effect of spindle speed and feed on Ra.
ANOVA for drill bit flank wear
Experimental data of drill flank wear for 18 trials are shown in Table 6. In each trial, four holes were drilled. After drilling of each hole, the drill was removed and its flank wear was measured on machine vision system. Flank wear of four passes and its mean values are considered (Table 6).
DOE and experimental results of drill flank wear (VB in mm).
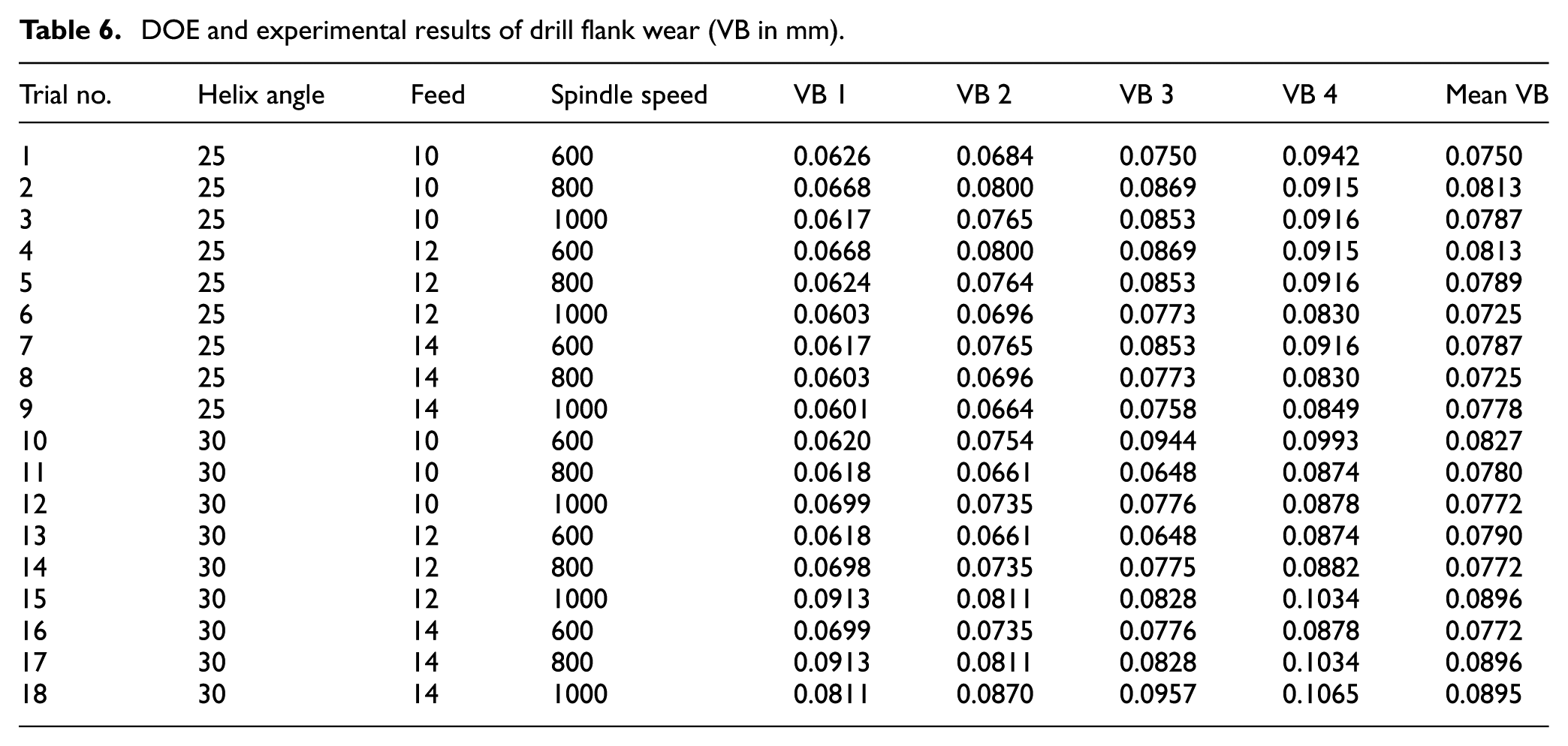
Table 7 shows the ANOVA for flank wear, carried out at confidence level of 95%. F value of the model shows the value as 12.08 that implies the model is significant. The model terms which are having p values less than 0.05 are significant. In this case, helix angle is significant that has more effect on the flank wear. The R2 value and adjusted R2 value are equal to 0.8321 and 0.8769, respectively. The adequate precision value is equal to 5.105, which is a ratio of signal to noise.
ANOVA for flank wear.
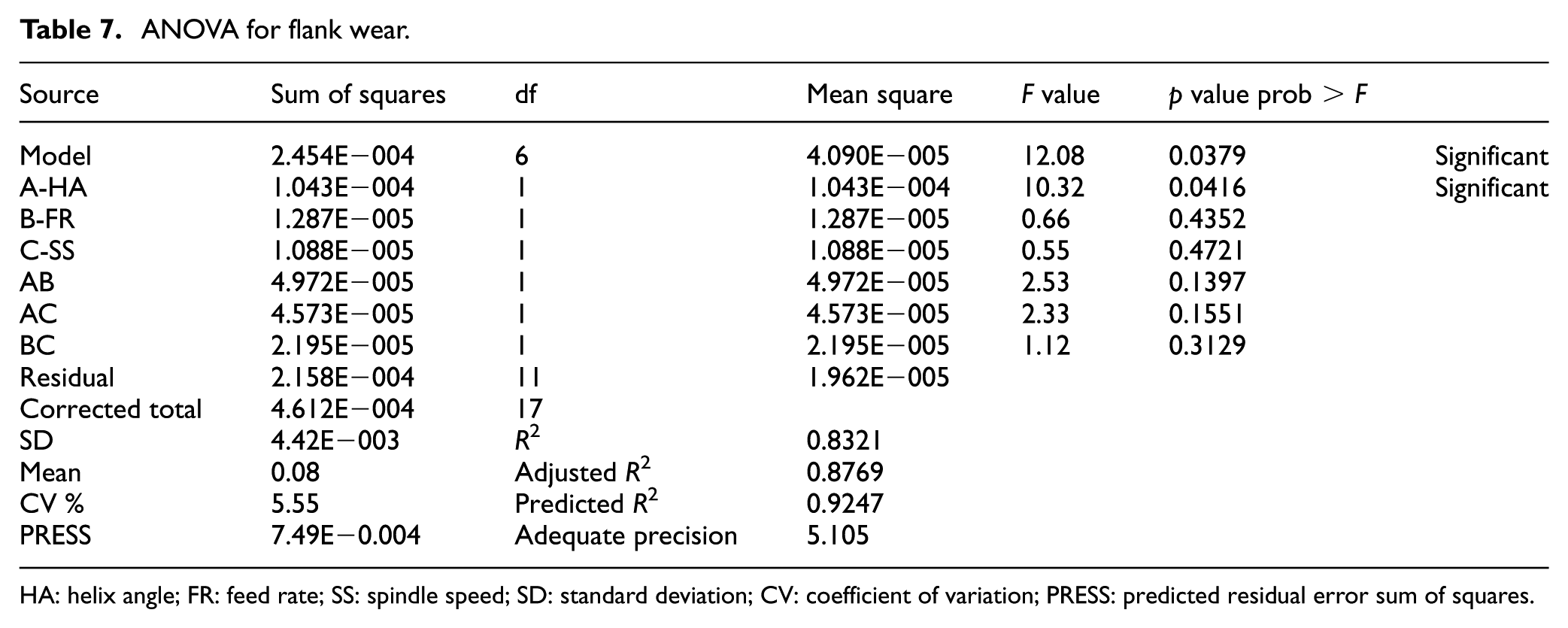
HA: helix angle; FR: feed rate; SS: spindle speed; SD: standard deviation; CV: coefficient of variation; PRESS: predicted residual error sum of squares.
In this study, the workpiece material is hard and four holes were drilled in each trial under dry condition, thereby drill was subjected to wear. Drills without chip breaker at the end of flute have significant effect on torque, cutting force, drill life and surface roughness. Continuous chip in the drilling results in surface roughness and wear on the drill flank. 23
Figure 7 shows the effect of interactions of cutting parameters on the flank wear. Normal probability plot of residuals is shown in Figure 7(a) which indicates the behavior of residuals whether they follow the normal distribution or not. In this case, most of the residuals are on the straight line and close to the line. Three-dimensional plots for flank wear are shown in Figure 7(b)–(d) and the following facts have been drawn from the plots: (1) flank wear was found to be less at interaction of 14 mm of feed rate and 25° of helix angle, (2) flank wear was found to be less at interaction of 1000 r/min of spindle speed and 25° of helix angle and (3) flank wear was found to be less at interaction of 600 and 1000 r/min of spindle speed and 10 mm of feed rate.
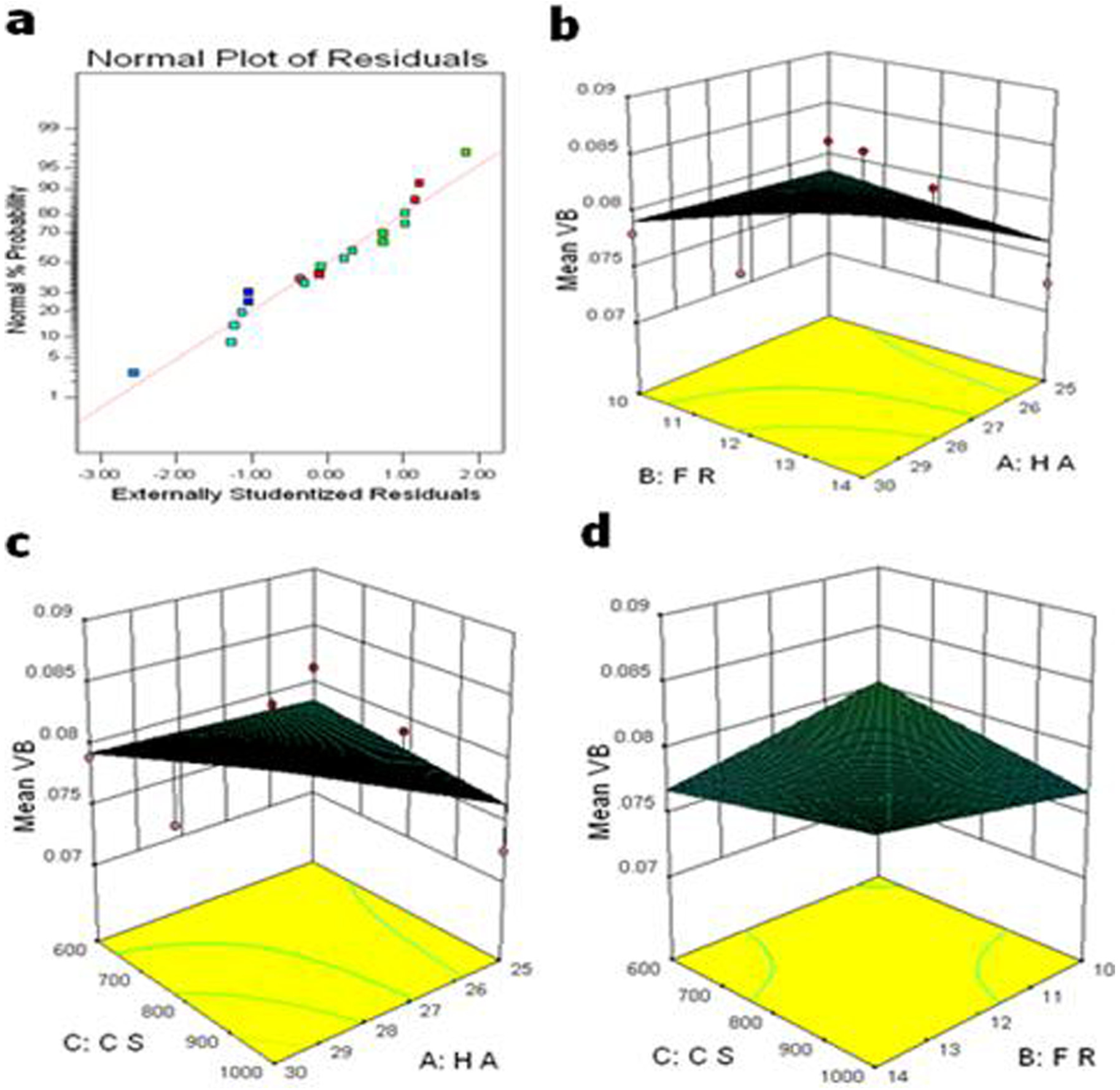
(a) Normal probabilities of residuals for VB, (b) effect of feed and helix angle on VB, (c) effect of spindle speed and helix angle on VB and (d) effect of spindle speed and feed on VB.
ANOVA for acceleration of drill vibration velocity
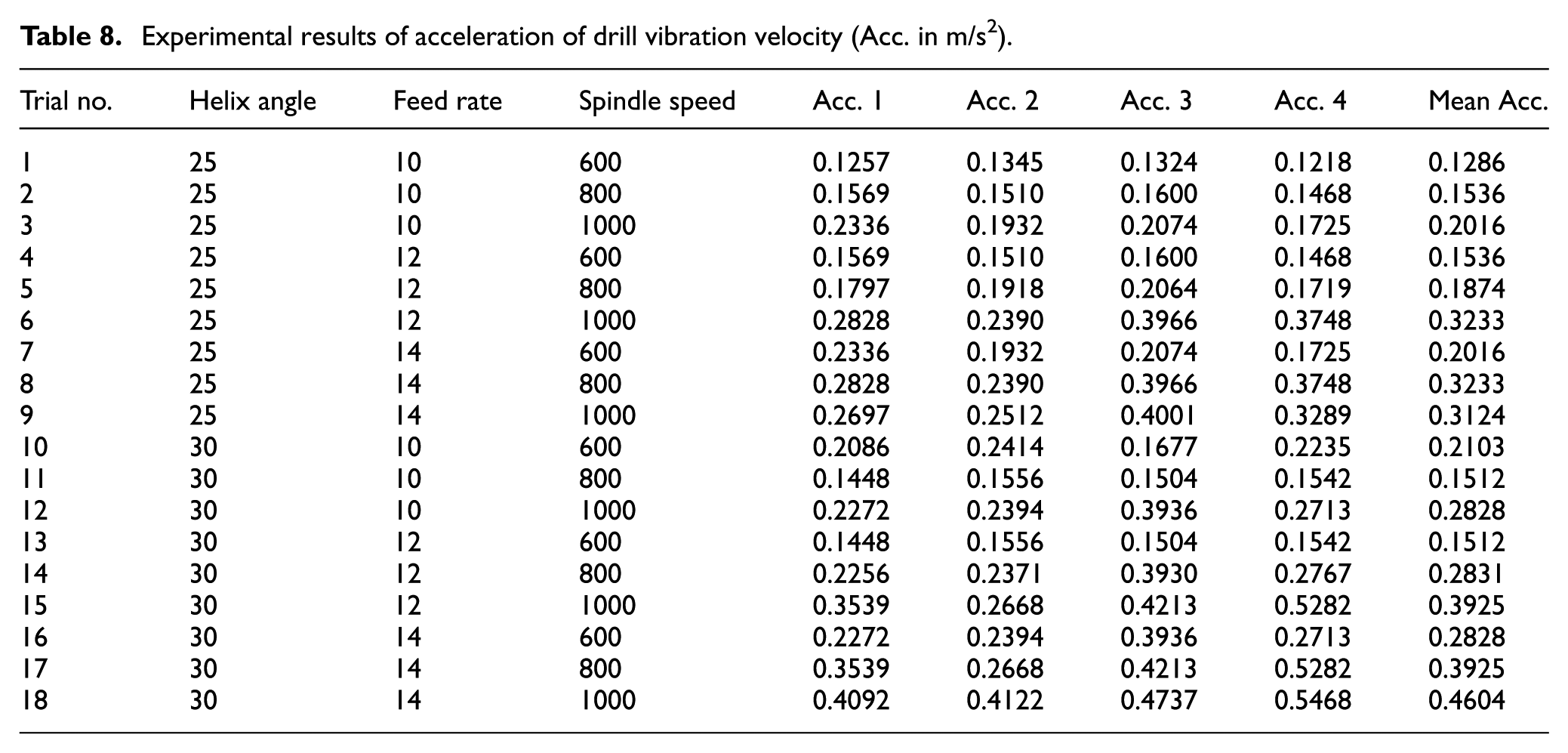
Experimental data of acceleration of drill vibration velocity for 18 trials are shown in Table 8. In each trial, four holes are drilled. Acceleration of drill vibration velocity was measured with LDV for each drilling of hole. Vibration data of four holes and its mean values are presented in Table 8.
Experimental results of acceleration of drill vibration velocity (Acc. in m/s2).
ANOVA is used to identify significant cutting parameters in the analysis of acceleration of drill vibration velocity. Table 9 shows the ANOVA for acceleration of drill vibration velocity. The ANOVA was performed at confidence level of 95%. F value of the model shows a value of 13.99 that implies the model is significant. The model terms helix angle, feed rate and spindle speed were found to be significant. The R2 value and adjusted R2 value are equal to 0.8841 and 0.8209, respectively. The adequate precision value is equal to 13.477, which is a ratio of signal to noise.
ANOVA for acceleration of drill vibration velocity.
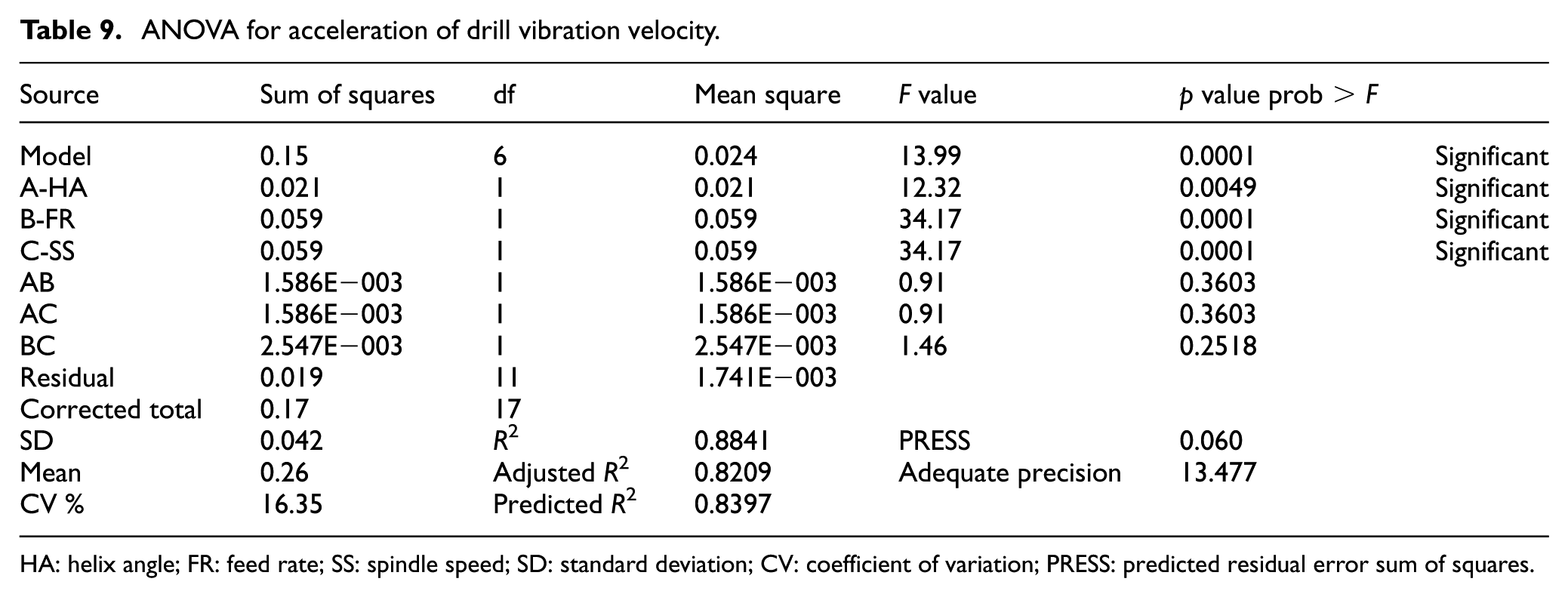
HA: helix angle; FR: feed rate; SS: spindle speed; SD: standard deviation; CV: coefficient of variation; PRESS: predicted residual error sum of squares.
Kaplan et al. 24 have also found that the tool geometry, cutting speed and feed rate result in vibration of tool.
Figure 8 shows the effect of interactions of cutting parameters on the acceleration of drill vibration velocity. Normal probability plot of residuals is shown in Figure 8(a), and it indicates the behavior of residuals whether they follow the normal distribution or not. In this case, most of the residuals are on the straight line and close to the line. Three-dimensional plots for acceleration of drill vibration velocity are shown in Figure 8(b)–(d) and the following facts have been drawn from the plots: (1) flank wear was found to be less at interaction of 10 mm of feed rate and 25° of helix angle, (2) flank wear was found to be less at interaction of 600 r/min of spindle speed and 25° of helix angle and (3) flank wear was found to be less at interaction of 600 r/min of spindle speed and 10 mm of feed rate.
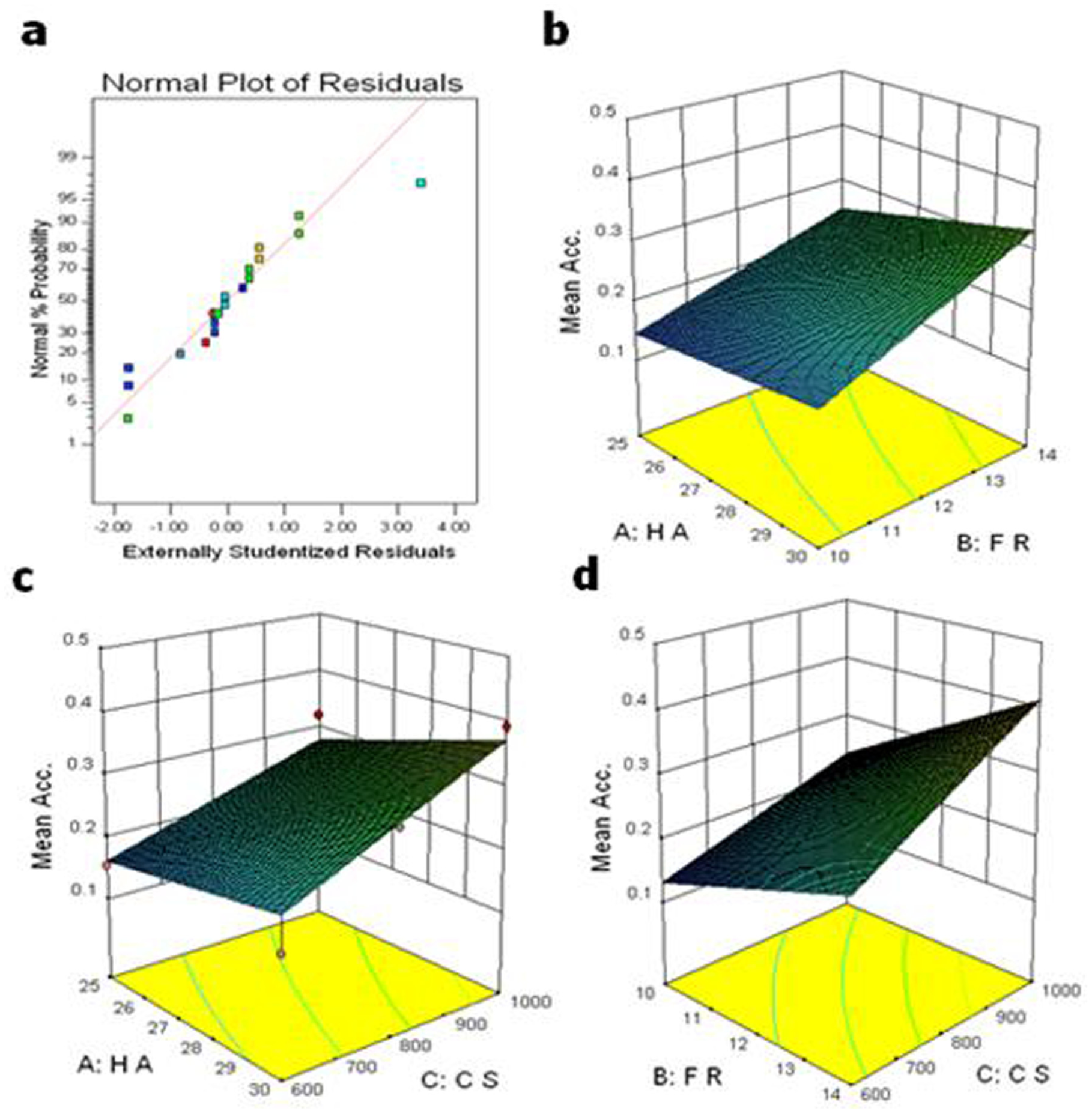
(a) Normal probabilities of residuals for Acc., (b) effect of feed rate and helix angle on Acc., (c) effect of spindle speed and helix angle on Acc. and (d) effect of spindle speed and feed on Acc.
The final empirical equations for surface roughness, flank wear and acceleration of drill vibration velocity in terms of coded factors are given below

Multi response optimization
In this work, multi response optimization was used to optimize drilling parameters for minimum surface roughness, flank wear and acceleration of drill vibration velocity. Desirability function is an important factor in optimization of cutting parameters that uses a gradient algorithm to calculate the value of desirability for surface roughness, flank wear and acceleration of drill vibration velocity separately. It also calculates composite desirability value for the three responses. The desirability value lies between 0 and 1. 25 If the response has desirability value close to 1, then the response is accepted, and if the desirability value of response is closer to 0, then the response is completely rejected. 26 “Smaller the better” desirability function was selected for the three responses to improve productivity, production rate and quality of product. 27 From Figure 9, it was found that 25° of helix angle, 10 mm of feed rate and 750 r/min of spindle speed are optimum cutting parameters for minimization of surface roughness, flank wear and acceleration of vibration velocity. Desirability values were found as 0.83873, 0.99225 and 0.93948 for surface roughness, flank wear and acceleration of vibration velocity, respectively, and composite desirability was also found as 0.92125. Since all the desirability values are very close to 1, the responses are accepted.
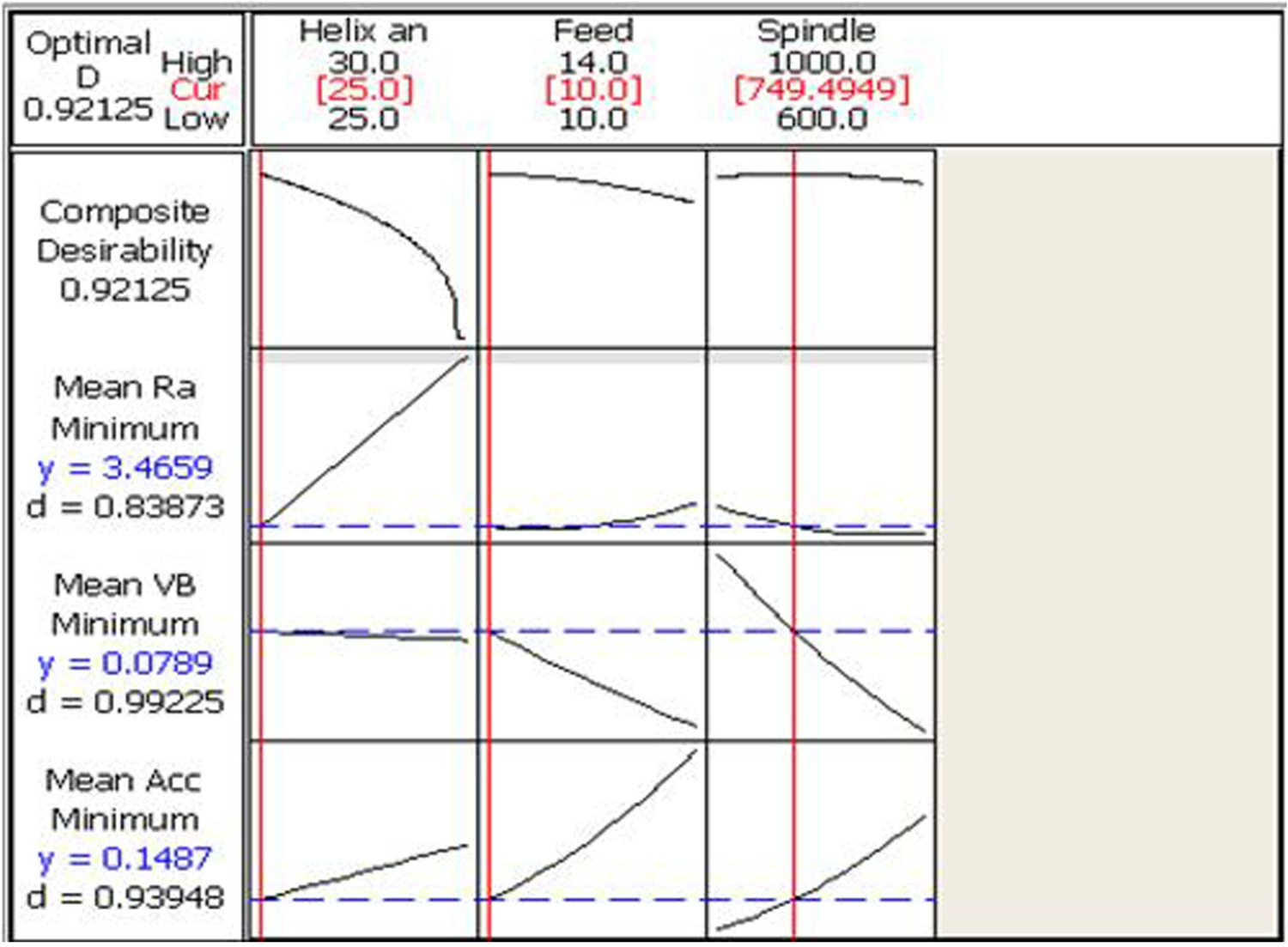
Multi objective functions for surface roughness, flank wear and acceleration.
Conclusion
This article presents the optimization of cutting process parameters, namely, spindle speed, feed rate and helix angle, in drilling of AISI 304 stainless steels using application of RSM and ANOVA. The conclusions drawn from this work are as follows:
Empirical relationship was developed for surface roughness, flank wear and acceleration of drill vibration velocity with drilling parameters.
ANOVA was used to identify significant parameters on the drilling characteristics. In the analysis of surface roughness, helix angle and interaction of the three drilling parameters were found to be significant.
In the analysis of flank wear, helix angle was found to be significant. The three drilling parameters were found to be significant in the analysis of acceleration of drill vibration.
The proposed multi objective technique shows that spindle speed of 750 r/min, feed rate of 10 mm/min and helix angle of 25° are the optimum drilling parameters.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.