
Abstract
An investigation into the cutting performance of newly developed free-cutting steels was conducted at high cutting speeds (150, 200 and 300 m/min) using cemented carbide cutting tools. The tool life, cutting force and surface roughness were measured to study the effect of the Mn/S ratio in weight percent on the cutting performance of the steel. The experimental results confirmed that the Mn/S ratio had a great influence on the machinability of the steel. It was more beneficial to form a MnS lubricant zone during the machining when the ratio is 3.33. The MnS lubricant zone formed on the rake face could reduce the tool wear and improve the tool life. A lower main cutting force could reduce the friction and bonding between the tool rake face and chip. The best machinability of the steel in terms of the tool life and main cutting force was obtained when the ratio was 3.33. The surface roughness decreased as the cutting speed increased when the Mn/S ratio was less than 3.33, and it increased when the ratio was greater than 3.33. The surface roughness of the steel also had a notable connection with the radial force. A properly high radial force could be beneficial in reducing the surface roughness because of the extrusion between the tool and the machined surface.
Keywords
Introduction
Free-cutting steel refers to a special type of steel, that is, made by adding individual or composite elements (e.g. sulphur, phosphorus, lead, selenium, bismuth and calcium) to improve its cutting performance. Generally, the machinability of free-cutting steel is evaluated by the tool life, cutting force and surface roughness. Sulphurised free-cutting steel was first developed in America in the 1920s, followed by leaded free-cutting steel in 1937. Sulphurised free-cutting steel was developed in China for the first time in the 1950s, and leaded, phosphorus- and selenium-treated free-cutting steels were developed in the 1960s. Then, calcium- and lanthanide-treated free-cutting steels were developed in China in the 1970s.1,2 Leaded free-cutting steel has been widely used because of its excellent machinability, and many studies3–6 have been performed on it. However, this steel can lead to serious environmental pollution and be harmful to human health during its smelting and hot processes. Therefore, developing environmentally friendly free-cutting steels as a replacement7–9 has become increasingly important. Currently, many types of low-carbon sulphurised free-cutting steels are widely used because they are environmentally friendly and harmless during smelting, machining, using and recycling. Low-carbon sulphurised free-cutting steel without lead has excellent machinability, which is mainly due to the sulphide inclusions in the steel matrix. The sulphide inclusions in the steel matrix, mainly in the form of manganese sulphide (MnS), are beneficial for chip breaking and produce a lubricant zone during machining.3,9 A suitable shape, size and distribution of the sulphide inclusions in the matrix can improve the machinability of the steel.
Many studies10–13 have been performed to improve the cutting performance of free-cutting steel. Liu and Chen 14 showed that the total oxygen content had a notable effect on the machinability of SAE 1215 steel. The best machinability of the steel in terms of tool life and surface roughness was obtained by controlling the total oxygen content at 0.0105 and 0.0125 wt%. Bhardwaj et al. 15 researched the effects of the machining parameters on the surface roughness in end milling of AISI 1019 steel. Özel and Ulutan 16 studied the effects of the machining parameters and tool geometry on serrated chip formation, and the specific forces and energies in the orthogonal cutting of the nickel-based super alloy Inconel 100. Bartarya and Choudhury 17 studied the influence of the machining parameters on the forces and surface roughness during the finishing and hard turning of EN-31 steel. An investigation on the high-speed turning of AISI 4140 steel by a multi-layered TiN top-coated insert with minimum quantity lubrication technology and an assessment of the near tool-tip temperature using infrared thermography was conducted by Roy and Ghosh. 18 Naghdy and Akbarzadeh 19 studied the hot working behaviour of a low-carbon resulphurised free-cutting steel. A quantitative investigation of the tool crater wear was carried out by Ramanujachar and Subramanian 20 in free-cutting steels with and without lead addition at moderately high cutting speeds (140–200 m/min) using cemented carbide cutting tools. Foster et al. 21 studied the damage nucleation and growth for a free-cutting steel under hot-rolling conditions. Fang and Zhang’s 22 experimental results showed that an adhering layer formed on the tool face when machining CaS free-cutting stainless steel, and that the tool life greatly increased with the stable layer formed on the tool face because the layer protected the tool from abrasive and diffusive wear. Tieu et al. 23 studied the finite element (FE) analysis of the cutting tool temperature field with adhering layer formation. Laizhu et al. 24 researched the effects of the composition, shape factor and area fraction of sulphide inclusions on the machinability of resulphurised free-cutting steels in terms of cutting force, flank wear and surface roughness.
The previous studies only studied the machinability of sulphurised free-cutting steel and the effect of sulphide inclusions in the steel matrix. All of the studies showed that the excellent machinability of sulphurised free-cutting steel was caused by the MnS inclusions in the steel matrix. The form of the sulphide inclusions was related to the Mn/S ratio. However, the previous work presented few studies on the effects of the manganese-to-sulphide (Mn/S) ratio in weight percent on the machinability of low-carbon sulphurised free-cutting steel. In this work, we researched the effect of the Mn/S ratio in weight percent on the machinability of several new types of low-carbon sulphurised free-cutting steels. The tool life, cutting force and surface roughness were measured during the experiment. Then, a theoretical analysis was performed to analyse the effect of the Mn/S ratio in weight percent on the tool life, cutting force and surface roughness.
Experimental work
Cutting materials
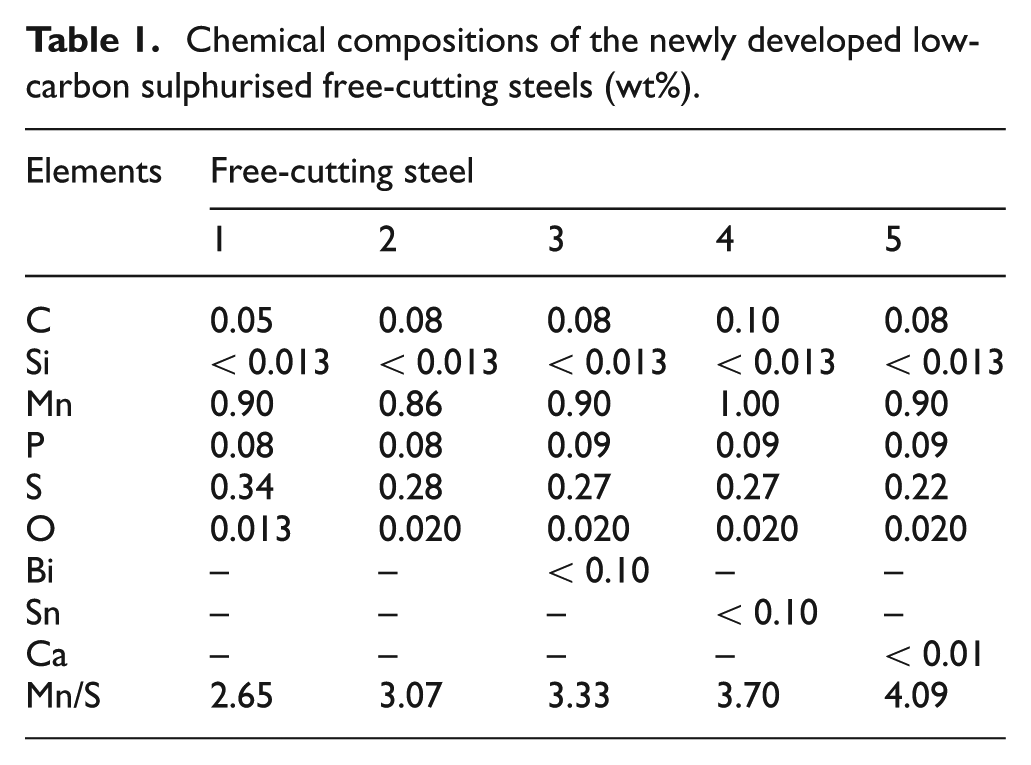
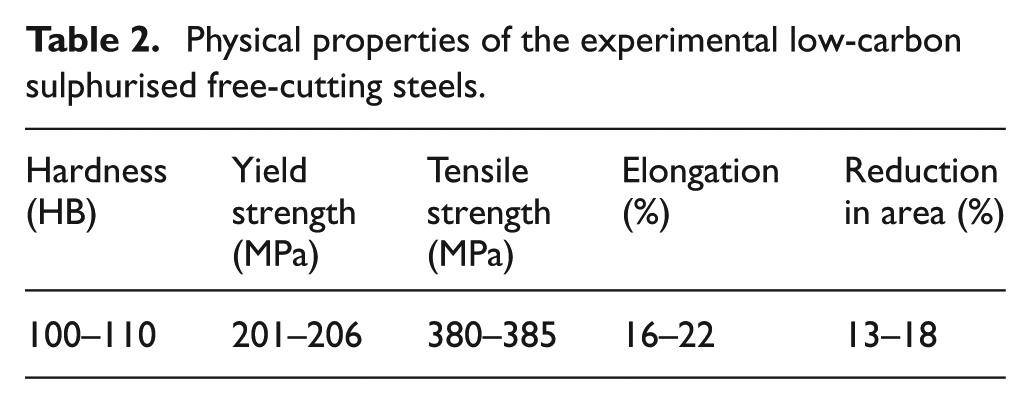
Before the experiment, five types of newly developed low-carbon sulphurised free-cutting steels were prepared by the research group in Hefei University of Technology experimental centre. To explore the effect of the Mn/S ratio on the machinability of the low-carbon sulphurised free-cutting steel, the Mn/S ratios were chosen as 2.65, 3.07, 3.33, 3.70 and 4.09 by changing the content of Mn and S in the proper range. The chemical compositions and physical properties of the steels are shown in Tables 1 and 2, respectively. The bars used in the turning experiment were in the size of φ90 mm × 260 mm. The bars were produced in the processes of converting, refining, slag formation, continuous casting and rolling.
Chemical compositions of the newly developed low-carbon sulphurised free-cutting steels (wt%).
Physical properties of the experimental low-carbon sulphurised free-cutting steels.
Cutting tools
The YT15 31303C cemented carbide indexable insert used in this study was commercially available and was mounted on a 39W25G_3K13 tool holder. The insert is shown in Figure 1. The tool nose radius (rε ) was kept constant at 0.3 mm. The working geometric parameters of the cemented carbide tool were as follows: rake angle = 14°, clearance angle = 5°, working cutting edge angle = 90°, working minor cutting edge angle = 6° and inclination angle = −7°.
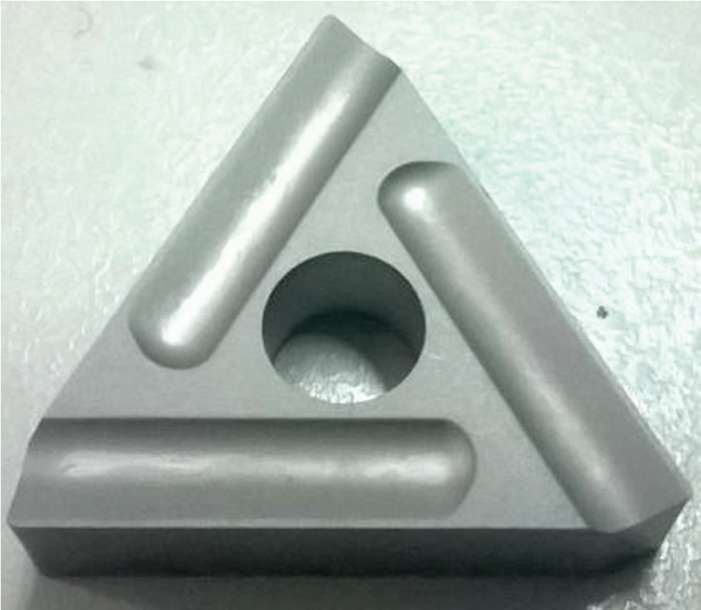
YT15 31303C cemented carbide indexable insert.
Cutting conditions
The investigation on the machinability of the newly developed free-cutting steel was carried out on a CA6140 lathe. The experiment was conducted without the application of coolant. The cut depth and feed rate were maintained constant at 1 mm and 0.1 mm/r, respectively. Each type of material was machined with three levels of cutting speeds (150, 200 and 300 m/min).
A toolmaker’s microscope was used to measure the tool flank wear land width (VB). The tool wear VB was measured using the toolmaker’s microscope at particular times during the machining. The machining time was recorded with a stopwatch. The average flank wear land width, VB = 0.3 mm, was selected as the wear criterion of the cutting tools in this research. The machining was stopped when the tool wear VB reached 0.3 mm. Then, the tool life in seconds was obtained. Scanning electron microscopy (SEM) was used to study the wear mechanisms of the cutting tools. The cutting force was measured using a Kistler 9257B three-dimensional dynamometer, and the frequency was 1000 Hz while recording the cutting force. The machining time was approximately 10 s in each case to obtain a stable cutting process. The cutting force was measured three times under each condition to ensure the accuracy of the results. The surface roughness (Ra values) was measured with a portable surface analyser three times under each condition.
Results and discussion
The effect of the Mn/S ratio on the tool life
The tool life of machining five types of materials at three levels of cutting speeds (150, 200 and 300 m/min) were measured, and the effect of the Mn/S ratio in weight percent on the tool life is shown in Figure 2.
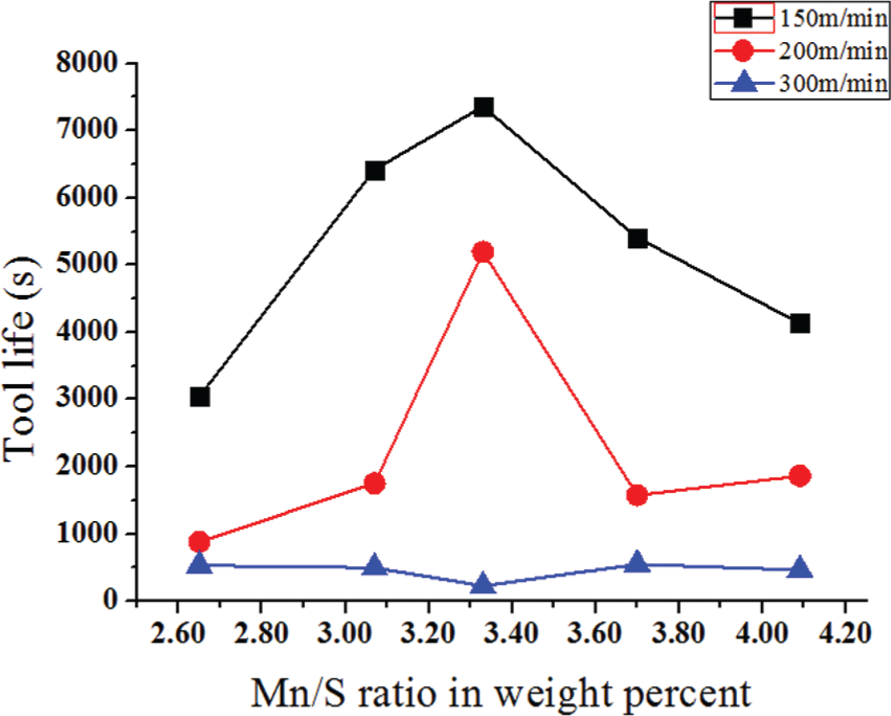
Effect of the Mn/S ratio in weight percent on the tool life.
According to the figure, at the speeds of 150 and 200 m/min, the tool life increased as the Mn/S ratio in weight percent increased from 2.65 to 3.33 and then decreased when the ratio increased to 4.09. The tool life reached the highest value at the ratio of 3.33. At the speed of 300 m/min, the tool life did not change much as the ratio increased from 2.65 to 4.09. The tool life was lowest at the ratio of 3.33, which was primarily due to the catastrophic failure at the tool nose, as shown in Figure 3. The actual tool life would be much higher if the catastrophic failure had not occurred. The same situation occurred when the Mn/S ratio was 3.07 and 3.70 at the speed of 200 m/min.
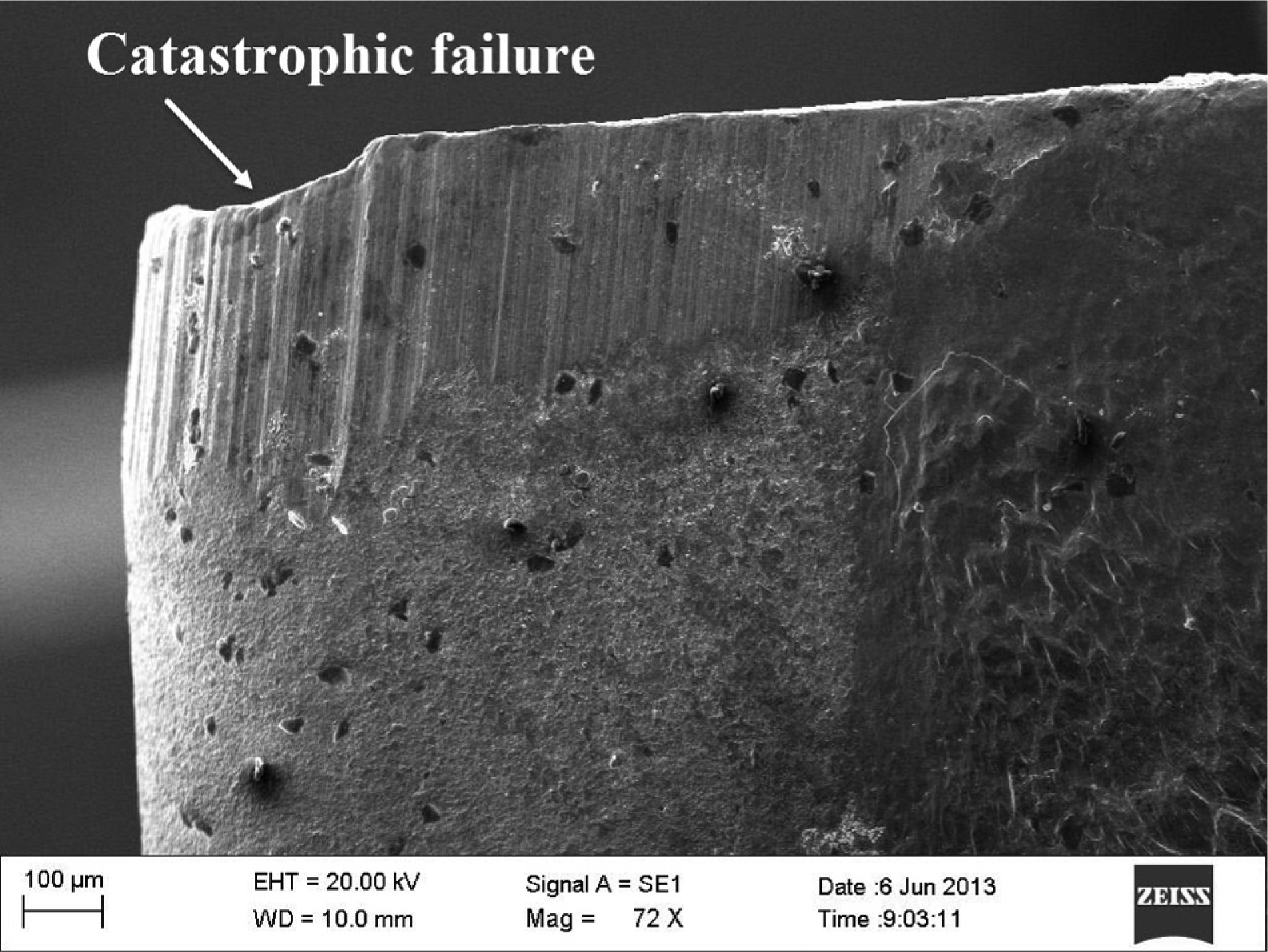
SEM micrograph of the worn-out tool used to machine steel 3 at the speed of 300 m/min 72×.
Many previous studies have shown that the excellent forms of the sulphide inclusions in the materials can play an important role in improving the tool life by forming a lubricant zone during machining. To reveal the existence of the MnS lubricant zone, SEM and energy dispersive spectrometer (EDS) were conducted on the worn out inserts. Figure 4(a)–(c) present the SEM and EDS analyses of the flank faces and rake faces of the worn-out tools used to machine steel 5. The Mn and S elements could be found on all of the faces of the worn-out tools at all speed levels, especially, on the rake face. Previous studies have shown that the excellent machinability of sulphurised free-cutting steel was caused by the MnS inclusions. The inclusions could form a lubricant zone during machining. The presence of Mn and S elements on the rake face and flank face demonstrated that the MnS inclusions formed a lubricant zone on the tool rake and flank faces in this experiment. The abrasion marks and crater wear on the flank and rake faces were clear in Figure 4. The abrasive wear was considered to be due to the abrasion of the micro hard grains in the work material and dislodged abrasive grains from the tool material. A large amount of Fe and O elements on the rake face can be observed in Figure 4. However, the tool substrate used in this study consisted of W, C and Ti elements. The above phenomenon indicated that abrasive wear, adhesive wear and oxidation wear were the main wear mechanisms during the machining of the newly developed low-carbon sulphurised free-cutting steels. The formation of an MnS lubricant zone could reduce the friction of the tool-chip and tool-work piece to reduce the cutting temperature. In addition, the lubricant zone could also prevent the direct contact between the tool rake face and the chip material. Therefore, the MnS lubricant zone could reduce the tool wear and improve the tool life.
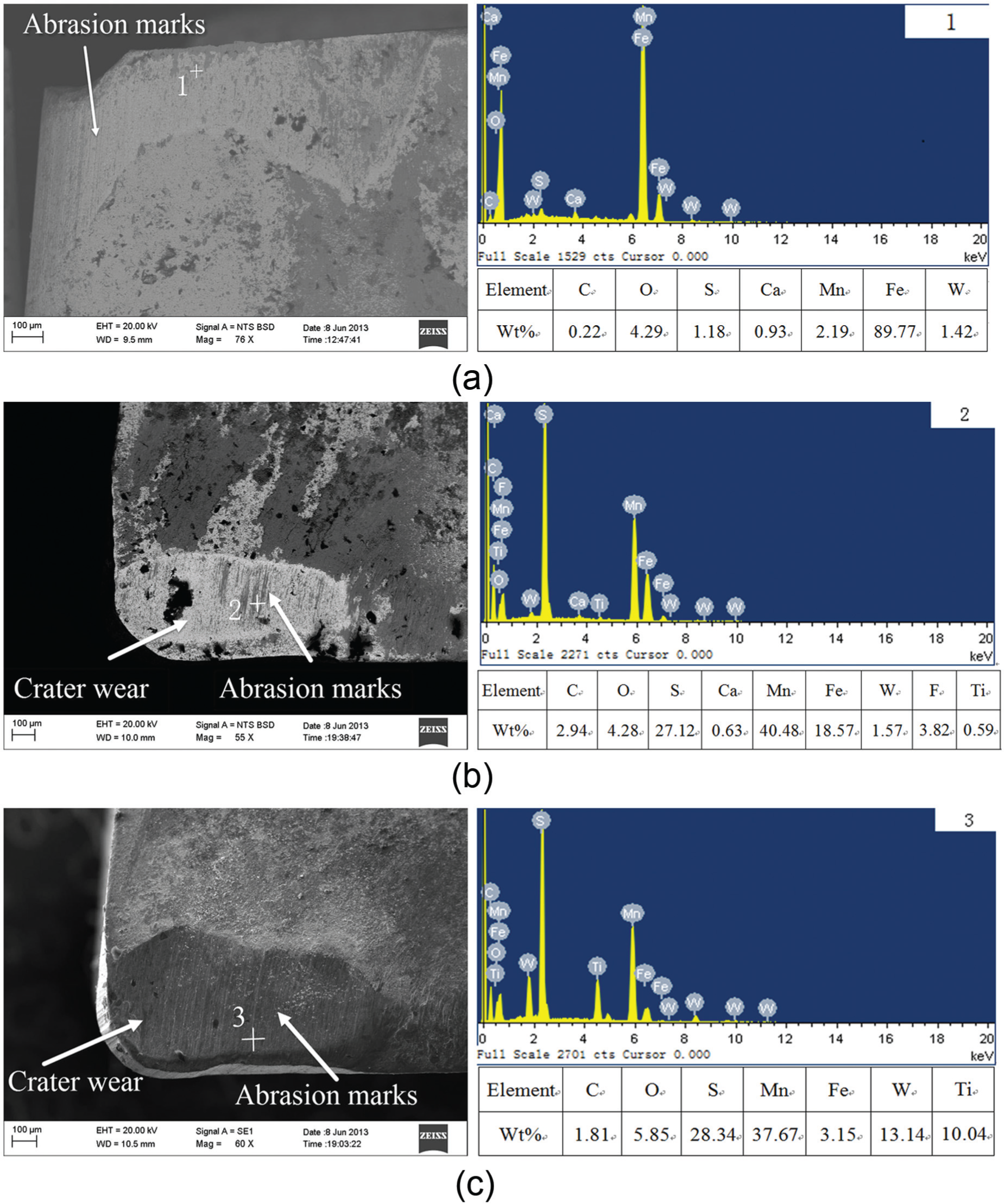
SEM and EDS analyses of the rake and flank faces of the worn-out tools when machining steel 5 at different speeds: (a) at the speed of 150 m/min, (b) at the speed of 200 m/min and (c) at the speed of 300 m/min.
It can also be observed from Figure 2 that the tool life clearly decreased as the cutting speed increased from 150 to 300 m/min. Figure 5 presents the tool wear curves at different cutting speeds when machining steel 3. It can be observed from Figure 5 that the tool seriously wears at the speed of 300 m/min, even without the normal wear stage.
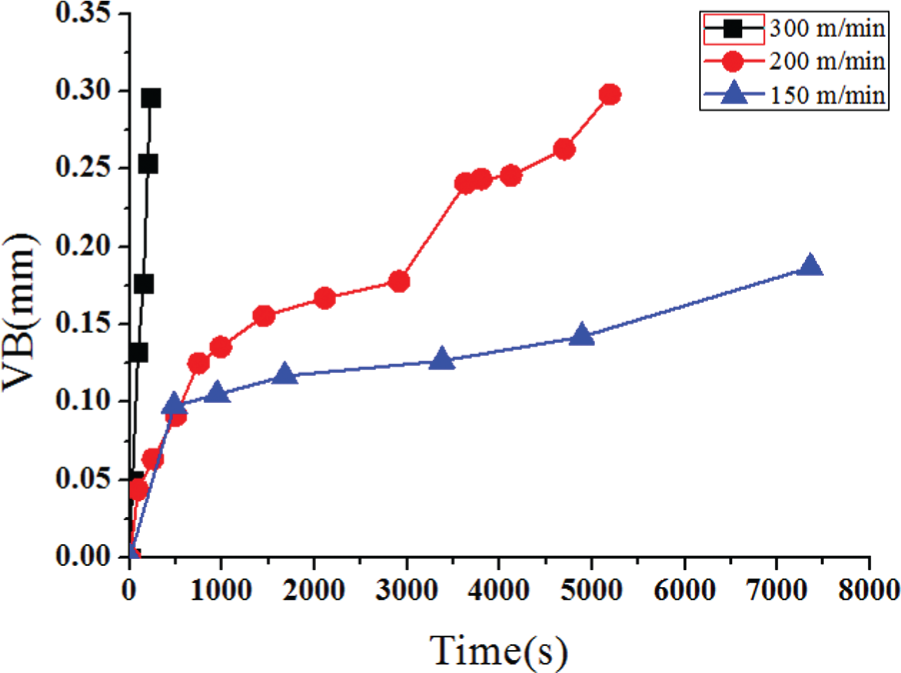
The tool wear curves at different cutting speeds and at the ratio of 3.33.
Therefore, the newly developed low-carbon sulphurised free-cutting steels were not suitable to machine at the speed of 300 m/min. The stability of the cutting process was also poor at this speed, which was verified by the catastrophic failure at the tool nose, as shown in Figure 3.
Abrasive wear, adhesive wear and oxidation wear were the main wear mechanisms during the machining operation. The MnS inclusions could form a MnS lubricant zone to reduce the tool wear and improve the tool life. It was observed that the best tool life was obtained at the speeds of 150 and 200 m/min when the Mn/S ratio in weight percent was 3.33. Therefore, the different Mn/S ratio of the steel could influence the formation of the MnS lubricant zone. At the ratio of 3.33, it was more beneficial to form a MnS lubricant zone in terms of the tool life. However, the tool life did not change much as the ratio increased from 2.65 to 4.09 at the speed of 300 m/min. The tool wear was serious at this speed. The lubricant zone had little effect on the tool life under this cutting condition.
The effect of the Mn/S ratio on the cutting force
Figure 6 shows the result of the cutting force obtained from the dynamometer when machining steel 4 at the speed of 150 m/min.
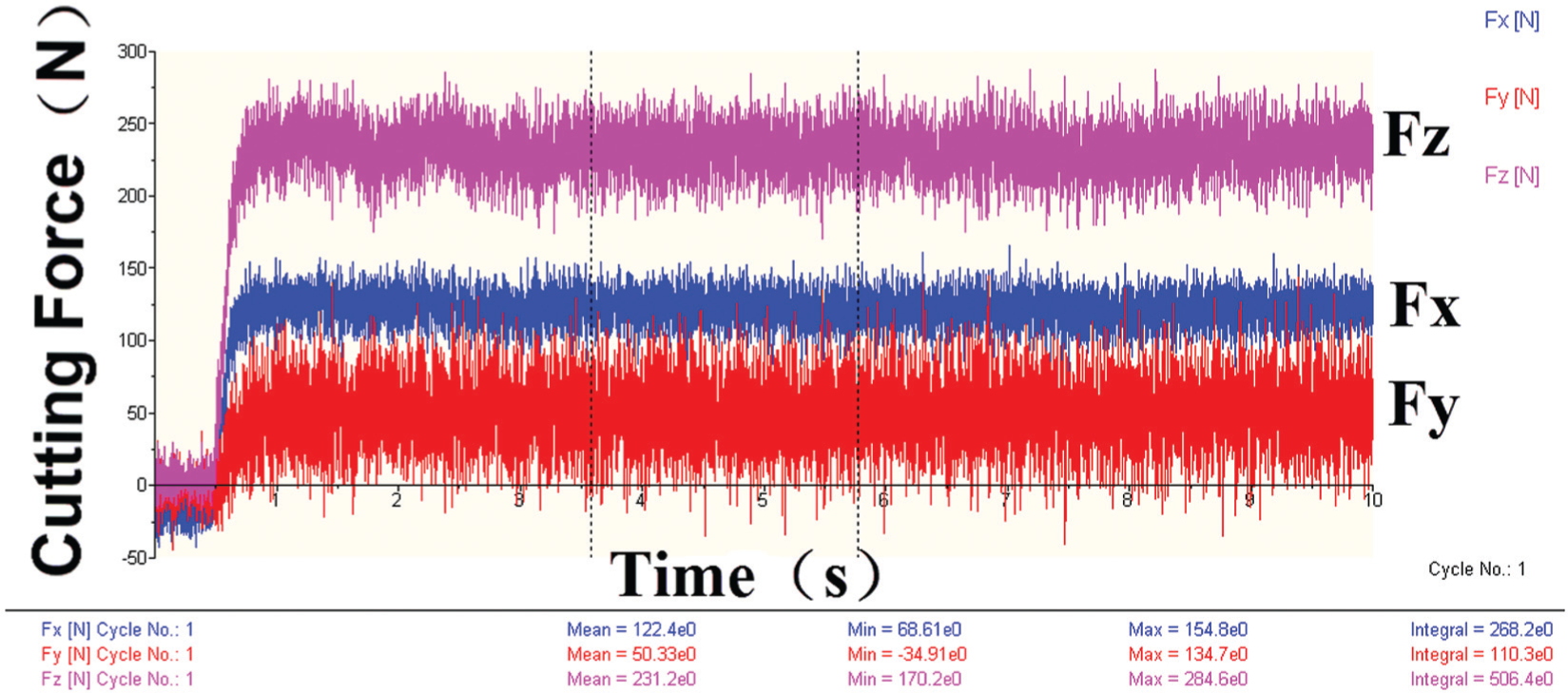
Cutting force when machining steel 4 at the speed of 150 m/min.
The cutting forces of the five material types at three levels of speeds are shown in Figure 7(a)–(c). The main cutting force FZ was much larger than the radial force FY and axial force FX . However, the main cutting force, radial force and axial force did not change much overall as the ratio increased from 2.65 to 3.70 at different speeds. These forces all reached higher values at the ratio of 4.09.
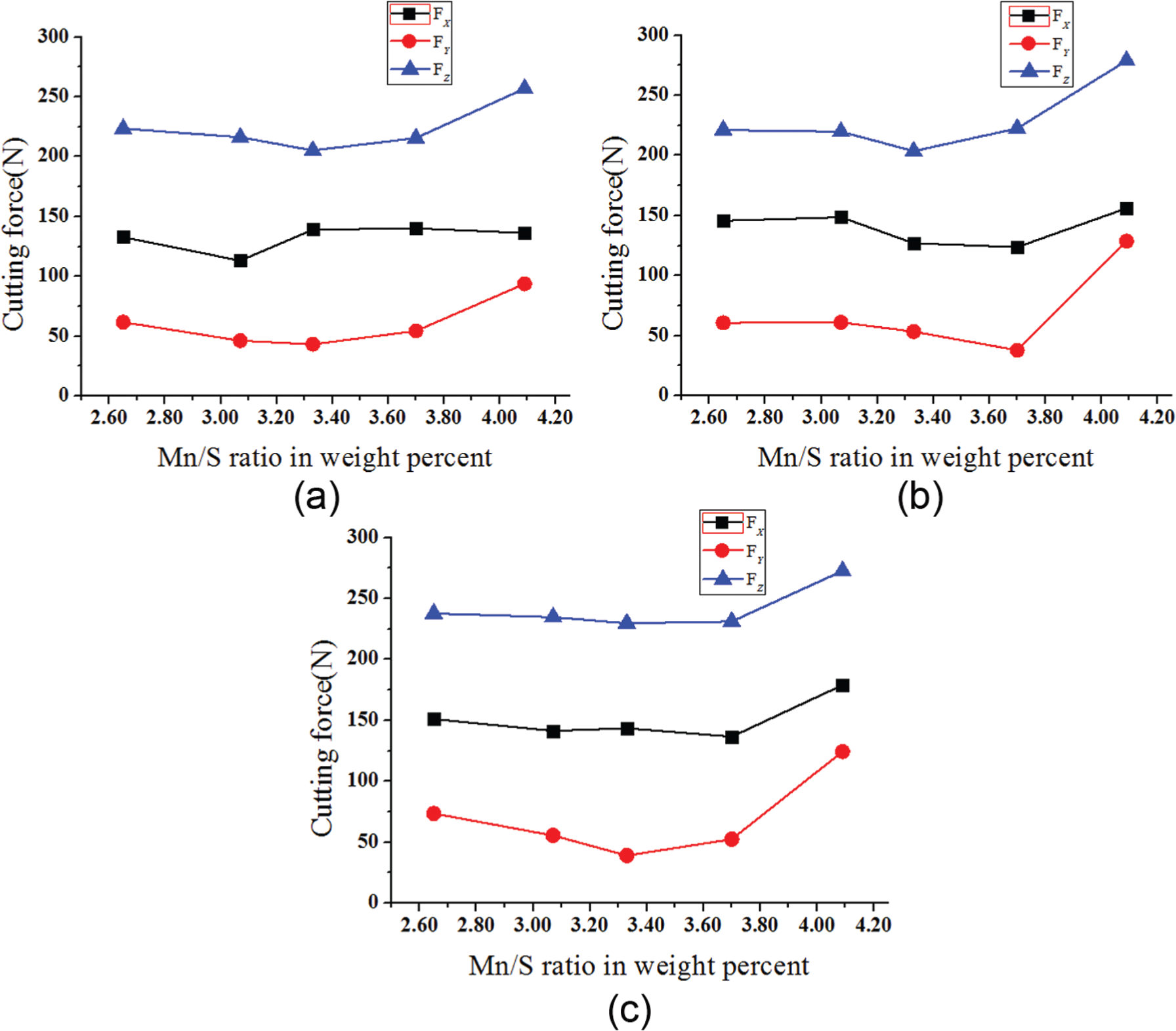
The cutting forces of the five types of materials at different speeds: (a) at the speed of 300 m/min, (b) at the speed of 200 m/min and (c) at the speed of 150 m/min.
The main cutting force reached the lowest value when the Mn/S ratio in weight percent was 3.33. It had a connection to the tool life in some extent. Abrasive wear and adhesive wear on the rake face were the main wear mechanisms. A lower main cutting force could reduce the friction and bonding between the tool rake face and chip. In addition, the MnS lubricant zone formed on the rake face could also reduce the friction coefficient of the tool-chip. Therefore, a lower main cutting force could reduce the abrasive wear and adhesive wear on the rake face. This result agreed with the observation that the tool life was the best at the same ratio. Therefore, the Mn/S ratio in weight percent should be controlled at 3.33. It was more beneficial to reduce the main cutting force and improve the tool life.
The effect of the Mn/S ratio on the surface roughness
Figure 8 presents the surface roughness of the materials at five different ratios and three levels of cutting speeds.
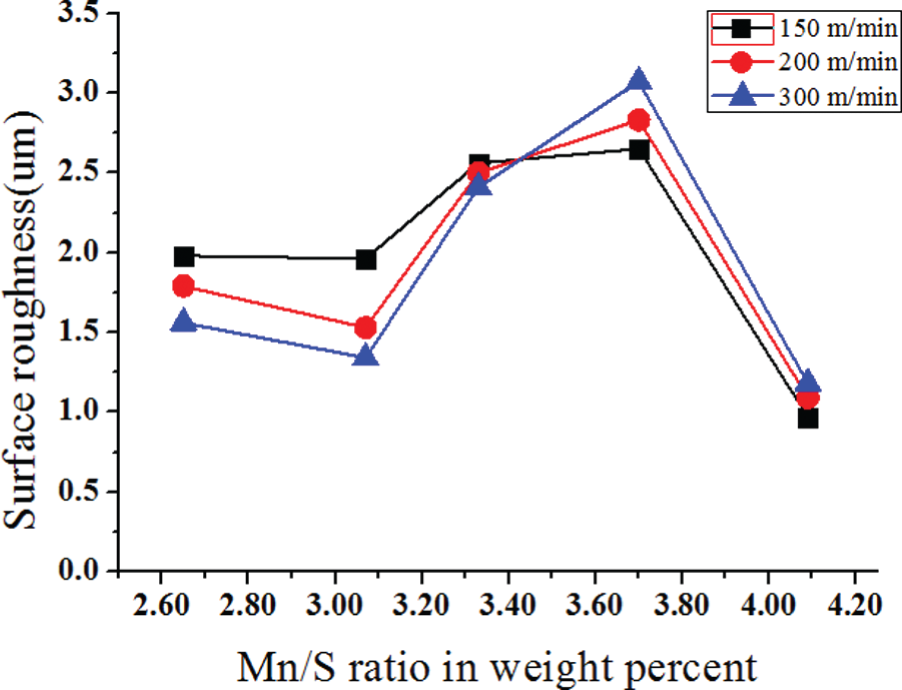
Surface roughness of the materials at five different ratios and three speed levels.
The surface roughness curves approximately have the same trend at the three different cutting speeds. The surface roughness reached the highest value at the ratio of 3.70 and the lowest value at the ratio of 4.09. Figure 9 shows the change in the surface roughness curves with the cutting speed.
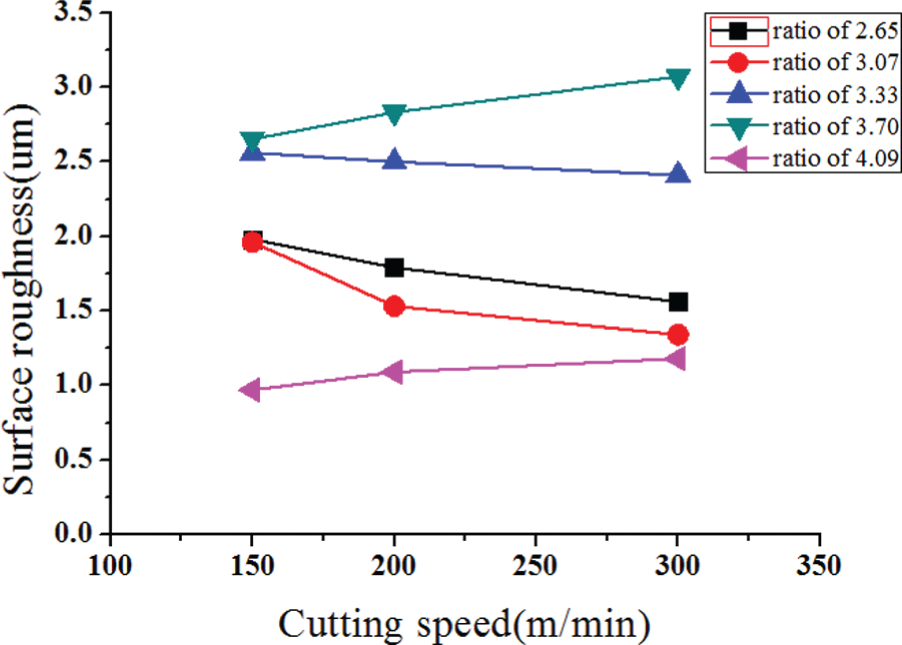
Change in the surface roughness curves with the cutting speed.
The surface roughness decreased as the cutting speed increased from 150 to 300 m/min at the ratios of 2.65, 3.07 and 3.33. As the Mn/S ratio increased to 3.70 and 4.09, the surface roughness increased with increased cutting speed. The surface roughness reached the lowest value at the ratio of 4.09. The radial force FY was the highest at this ratio, as shown in Figure 10. During the machining, the cutting tools extruded the machined surface in the radial direction. Therefore, a higher radial force could be beneficial to reduce the surface roughness. However, the relationship between the Mn/S ratio and the surface roughness is not yet clear. The reasons that the surface roughness reached the lowest value at the ratio of 4.09 in this study and the trend when the ratio was above 4.09 are not clear yet. Therefore, more experimental results and further studies are required to determine the effect of the Mn/S ratio on the surface roughness.
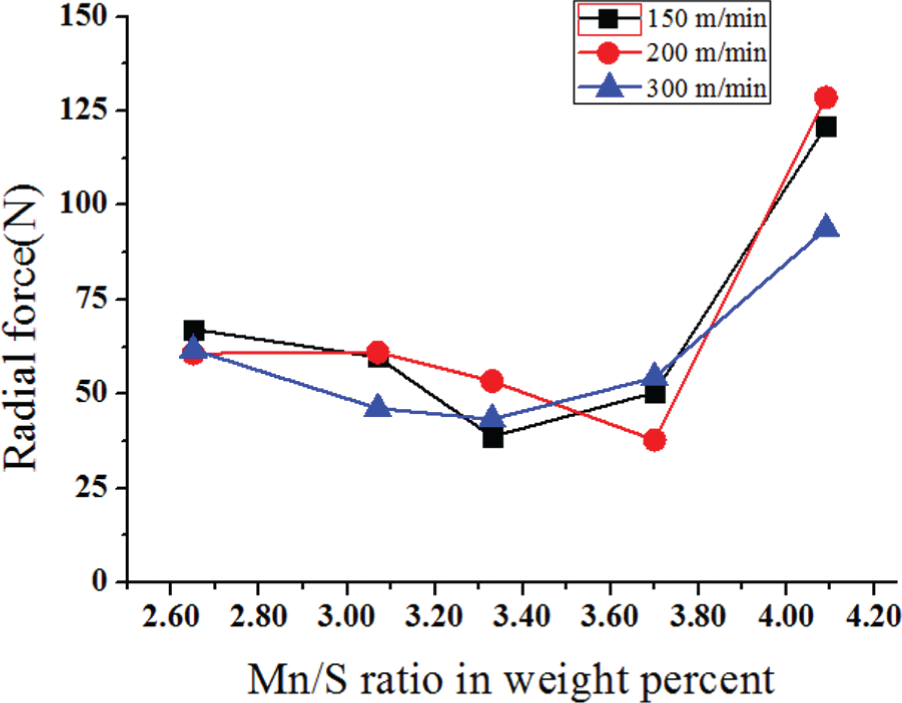
The radial force at different speeds and ratios.
Based on the experimental results, it may be more beneficial to form a lubricant zone at the ratio of 3.33 than at the other ratios. In addition, the main cutting force was lower at this ratio. Both of these phenomena were able to reduce the abrasive wear and adhesive wear, as well as improve the tool life. Therefore, the tool life was longer at 3.33 than at the other ratios.
Conclusion
In this article, an experimental study on high-speed turning of newly developed free-cutting steels with different Mn/S ratios was performed using cemented carbide tools. The tool life, cutting force and surface roughness were measured to analyse the effect of the Mn/S ratio on the cutting performance. Based on the comprehensive analysis, the following major conclusions could be drawn from this research:
The Mn/S ratio in weight percent had a great effect on the tool life. In this study, the best tool life was obtained at the speeds of 150 and 200 m/min when the ratio was 3.33. The MnS lubricant zone formed on the rake face during the machining could reduce the abrasive wear, adhesive wear and oxidation wear, as well as improve the tool life. It was more beneficial to form the lubricant zone at the ratio of 3.33 in terms of the tool life. However, the lubricant zone had little effect on the tool life at the speed of 300 m/min. The stability of the cutting process was poor, and the tool wear was extremely serious at this speed. Therefore, the newly developed free-cutting steel was not suitable to be machined at the speed of 300 m/min because of the poor machinability;
The main cutting force had a connection with the tool life to some extent. At the ratio of 3.33, the main cutting force was the lowest. A lower main cutting force could reduce the friction and bonding between the tool rake face and chip to improve the tool life. Therefore, the Mn/S ratio in weight percent in the steel matrix should be controlled at 3.33, which would be beneficial for reducing the main cutting force and improving the machinability of the steel;
In this experiment, the surface roughness decreased as the cutting speed increased when the Mn/S ratio was less than 3.33. The surface roughness increases as the speed increased when the ratio was greater than 3.33. The surface roughness was the lowest at the ratio of 4.09 because of the radial force extrusion. Therefore, properly increasing the radial force could reduce the surface roughness.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.