
Abstract
In this article, an experimental investigation was carried out to improve the machined surface roughness attainable during hard turning. An American Iron and steel institute (AISI) 4340 hard steel workpiece (hardened up to 69 Rockwell C Scale Hardness (HRC)) was machined on a Mori-Seiki SL-25Y (4-axis) Computer numerical controlled (CNC) lathe. Prior to machining, defects were generated on the surface of the workpiece in the form of holes. It was recognized that these pre-machined holes provided intermittent relaxation to the cutting tool and resulted in a lower temperature in the cutting zone, lower average cutting forces and a better quality of machined surface over conventional hard turning. Using the new method, termed ‘surface defect machining’, an improved average surface roughness (Ra) of 0.227 µm was obtained compared to an average value of 0.452 µm using conventional hard turning.
Introduction
Hardened steel is frequently used in the automotive industry to manufacture bearings, gears, shafts and cams requiring tight geometric tolerances, longer service life and good surface roughness.1,2 The conventional approach for the production of these parts involves a sequence of forming, annealing, rough cutting and heat treatment followed by a final grinding operation to obtain the desired surface roughness. Thanks to the advancement of material science and practical realization of cubic boron nitride (CBN) cutting tools, two procedures from the conventional processes can be eliminated by applying hard turning (HT) process, that is, annealing and grinding. 3
Through significant process developments in the domain of HT, a surface roughness (Ra) of 0.3–0.4 µm has been achieved and reported by the researchers.4–6 However, HT is restricted by the relative lack of scientific research relating to the formation of and material properties below the white layer, 7 aspects of surface integrity 8 and attainable geometrical accuracies.4,9 Most importantly, good surface roughness is a major industrial requirement, which influences the marginal utility of a finished component characterized by its finished quality.10,11 Therefore, HT has yet to compete with the grinding process, and new methods are yet to be researched and developed to obtain a surface roughness such as that attainable during grinding, that is, Ra of 0.1 µm. 12
In this article, a study has been carried out investigating the potential improvement in surface roughness obtained using HT process through providing a mechanism that will provide intermittent relaxation to the cutting tool through the generation of surface defects on a workpiece. The theoretical aspects of the proposed method are comprehensively described elsewhere,13,14 and only the relevant experimental results are presented here. In these references, the differences between the mechanism being investigated by the authors and the patent taken out by Komanduri et al. 15 are also highlighted. Thus, this article will demonstrate the effectiveness of the proposed method to improve the surface roughness and other associated machining outcomes through an experimental study.
Experimental set-up
The surface defects on the workpiece were generated in the form of holes using a Trumpf (CO2) laser machine with a peak power of 2.7 kW. The dimensions of these holes are shown in Table 1. The experimental turning trials were carried out using a Mori-Seiki SL-25Y (4-axis) CNC lathe. A three-component Kistler dynamometer (type 9257BA) was mounted on the tool turret through a customized fixture and was used to measure the cutting forces. A T425 type thermal imaging camera (FLIR make) monitored the cutting temperature online and was fixed to the lathe using suction mounted cup and placed inside a box to protect its lens from the cutting chips. The thermal camera assembly was attached to the CNC machine, as shown in Figure 1.
Experimental parameters
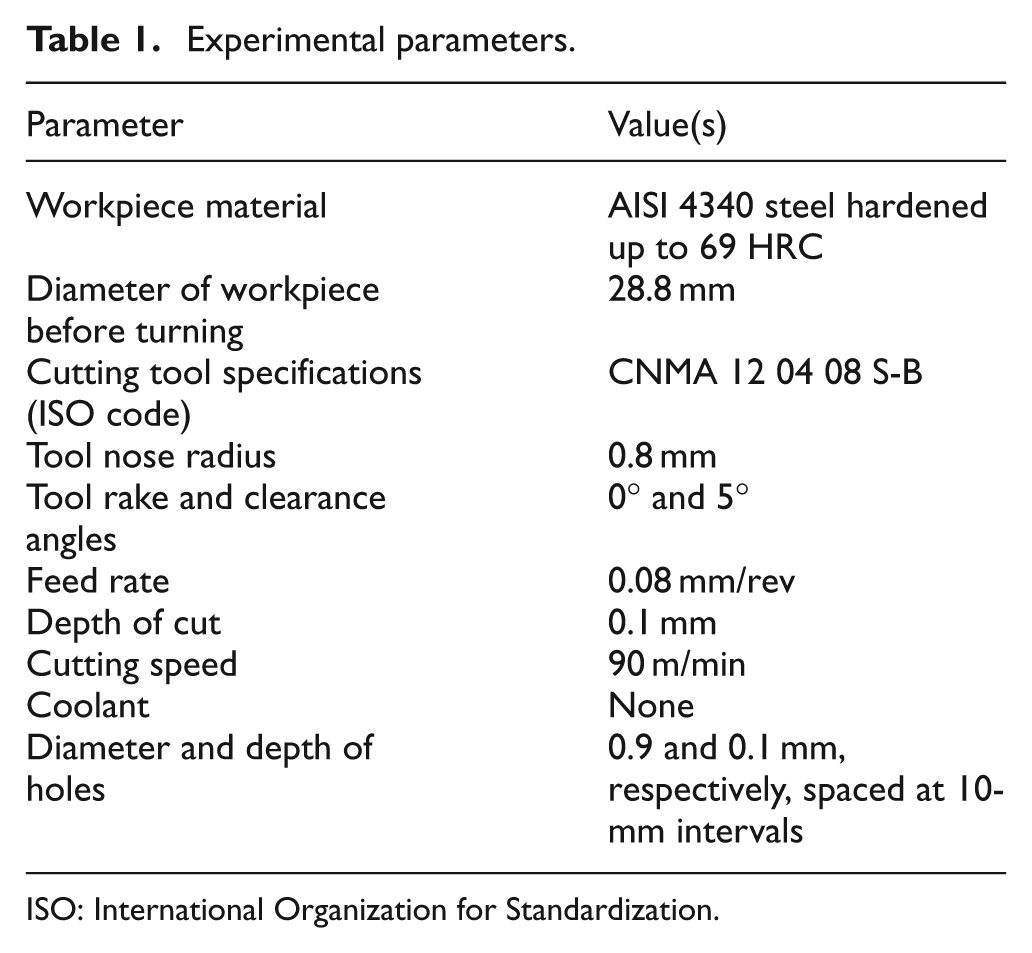
ISO: International Organization for Standardization.
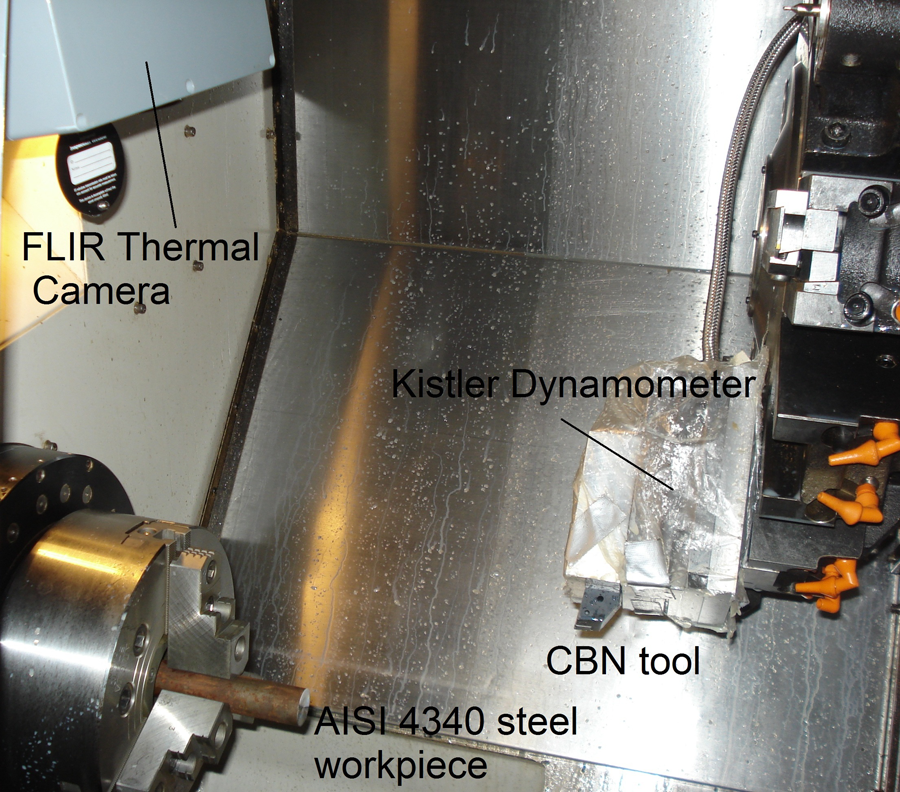
Experimental assembly.
Two sets of machining trials were carried out in this study, the first set being conventional HT and the second being the induced surface defect HT. For both sets, identical machining parameters were used. The machining conditions and tool geometries of the CBN tool insert (Warren Tooling Limited, UK) are given in Table 1 with the surface roughness measured post-machining using a NewView 5000 type white light interferometer (Zygo corporation make).
Experimental results
Cutting forces
Regardless of whether executing conventional process of HT or the proposed method of machining, the cutting force remains one of the most common machining parameters used to characterize the performance of a process. 16 A comparison of the cutting forces measured, that is, tangential cutting forces (Fc), thrust forces (Ft) and resultant force (Fz), between conventional HT process and surface defect machining is shown in Figure 2. For the latter, it can be seen that the cutting tool experiences intermittent relaxation as demonstrated by the cutting force fluctuations when the holes are encountered by the cutting tool. It is anticipated that due to the presence of surface defects or surface discontinuities, the shearing of the material becomes easier. This is due to the fact that continuous shearing will require more energy compared to discontinuous shearing. As a consequence of this, the cutting tool will experience lower cutting resistance during the surface defect machining. Earlier, Komanduri et al. 15 postulated that a reduction in the total length of the shear plane was responsible for this advantage. It was also highlighted earlier that a large shear plane angle is often observed while machining hard materials 17 when using HT. In fact, it has only recently been discovered by the authors that surface defects actually cause a decrease in the shear plane angle; 14 indeed, this reduction for the same machining parameters highlights the dominance of tangential cutting forces over thrust forces, that is, a more efficient cutting action of the cutting tool for the same amount of energy input. This points to the fact that the provision of surface defects could be responsible for a more effective machining action and a reduction in temperature in the machining zone for HT, as shown in section ‘Temperature in the cutting zone and chip morphology’.
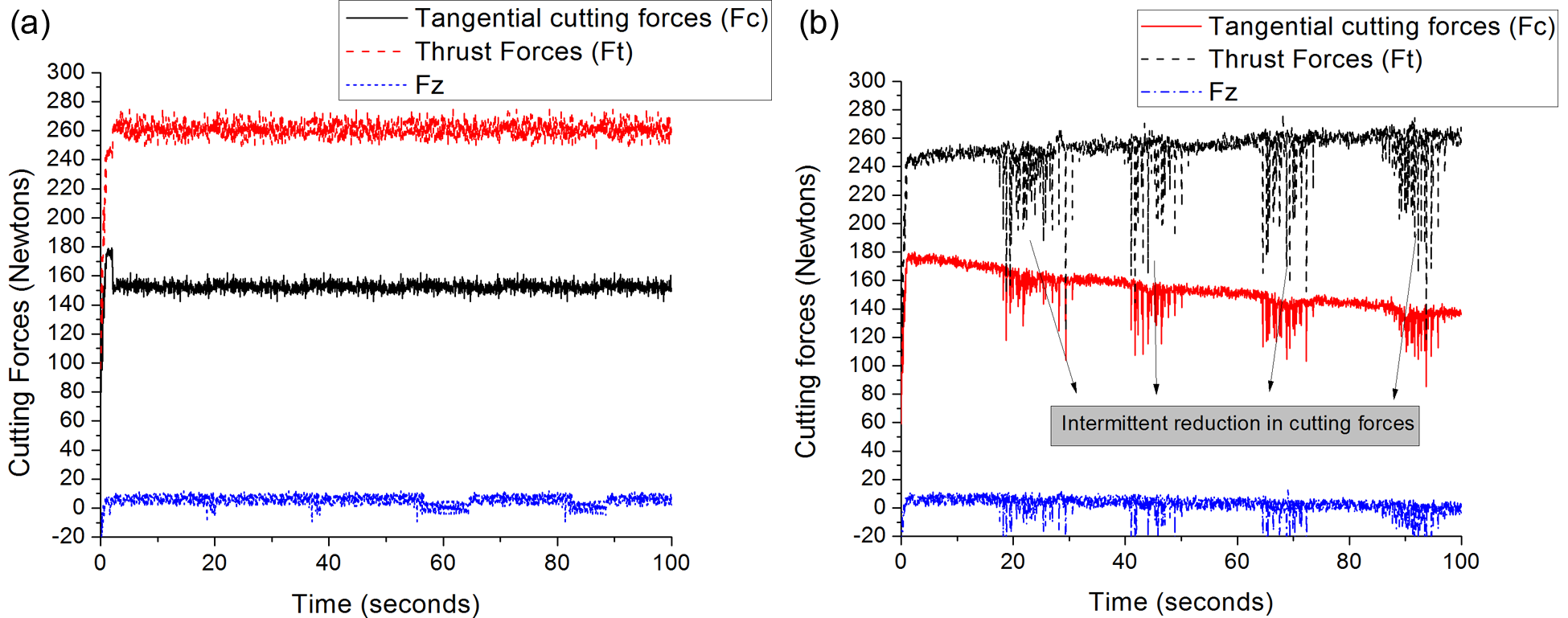
Cutting forces using (a) conventional hard turning and (b) surface defect machining
Temperature in the cutting zone and chip morphology
A comparison of the local temperature in the cutting zone captured through the thermal camera is shown in Figure 3. During normal HT, the temperature of the cutting chips appears to be higher as the local temperature in the cutting zone approaches 512 K. In contrast, a lower temperature of around 400 K was observed when using the surface defect machining method. This temperature difference between the two methods explains very clearly the positive outcome of the surface defect machining method since this lower temperature is beneficial for both cutting tool and the workpiece. Besides reduced cutting temperature, a significant difference in the morphology of the cutting chips can also be seen. Earlier articles have reported that the thermal softening mechanism is responsible for saw-toothed chip formation mechanism in HT. However, in this study, a lower temperature using the surface defect machining was observed, which suggests that the thermal softening does not alone govern chip formation; rather, it is the concentrated shear that is responsible for the machining action. Shaw 18 has provided further experimental evidences to suggest that the cutting chips are serrated in a conventional HT process, and this was attributed to the mechanism of concentrated shear. In other words, the cutting chips appeared to be continuous in conventional HT method, as is evident in Figure 3(a). Conversely, in surface defect machining, due to the nature of the defects, the chips are discontinuous, segmented and broken into small pieces, as shown schematically in Figure 3(b). Therefore, the proposed method also serves the purpose of chip breaker that inherently enhances HT.
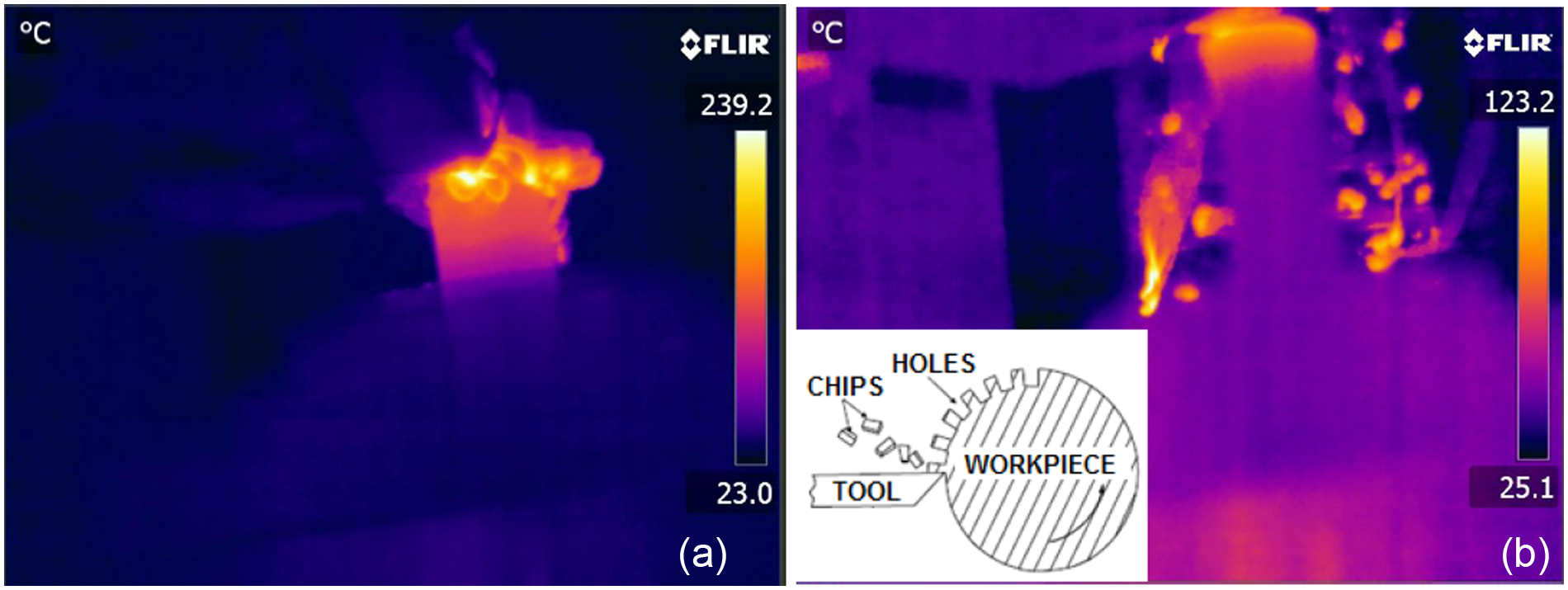
Temperatures in the cutting zone using (a) conventional hard turning and (b) surface defect machining.
Surface roughness
Figure 4 shows a comparison of the surface roughness obtained after machining trials using both approaches. An average surface roughness (Ra) value of 0.452 µm was obtained using conventional HT approach and was found to be in agreement with previously reported experimental results5,12 using similar machining conditions. A theoretical evaluation of the surface roughness based on equation (1) specifically meant to calculate theoretical roughness for a CBN cutting insert 19 reveals a value closer to this experimental result; however, the experimental value is likely to be larger than the theoretical estimate due to various errors such as spindle alignment, vibrations and chatter

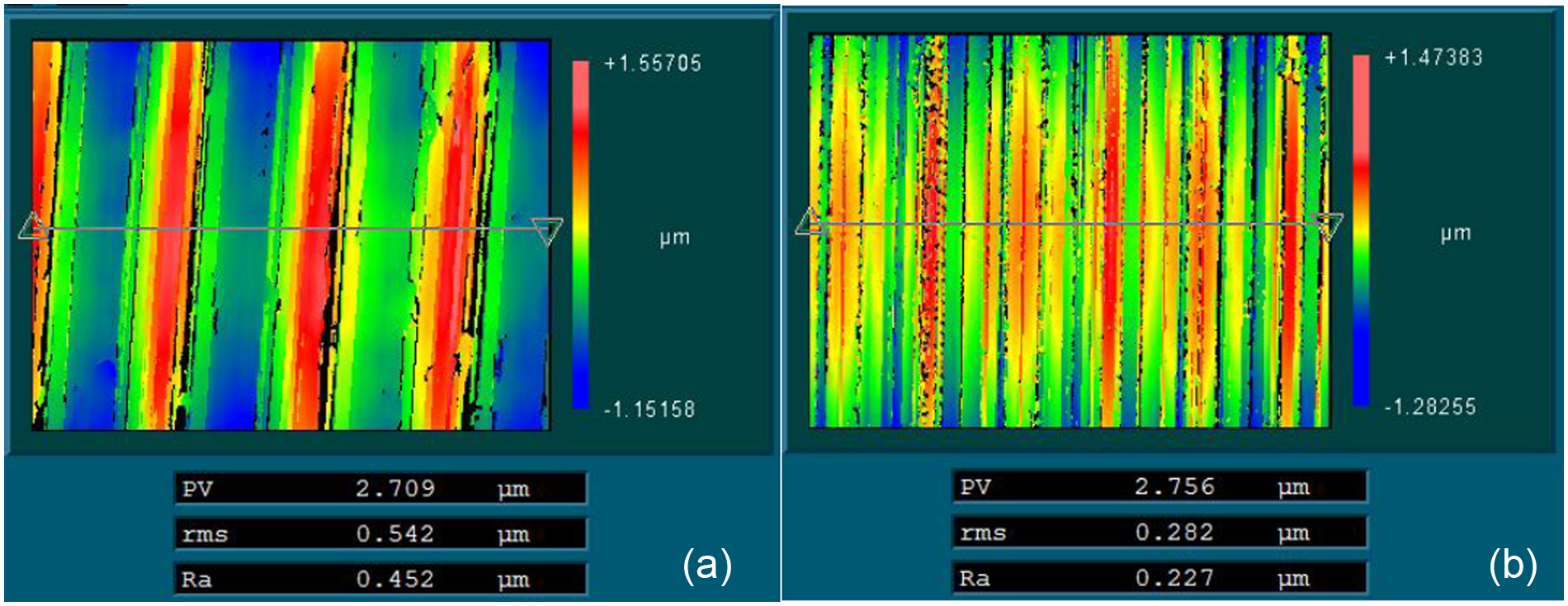
Surface roughness using (a) conventional hard turning and (b) surface defect machining.
However, compared to the conventional HT method, an improved surface roughness (Ra) value of 0.227 µm was obtained using the surface defect machining method, which is a significant improvement from the commercial perspective of HT and an important benchmark for the process.
Conclusion
A method called surface defect machining had been developed, which improves the surface roughness attainable in HT. This relies on the generation of surface defects on the cutting surface of the workpiece. Besides reduced temperature in the cutting zone and reduced average cutting forces, a significant improvement in surface roughness was observed using this approach. Such defects can be generated by many methods, for example, laser ablation, manual drilling or even threading and so on. The advantage over conventional HT is that the surface defects act as chip breakers that inherently cause the chips to break. This mechanism provides a more efficient cutting action in the machining zone of the workpiece. Any subsurface damage induced by the primary machining operation, such as laser ablation, is recovered during the heat treatment of the ferrous workpiece. Moreover, the proposed method is a low-cost method since the surface defects can be generated in many ways, including those available as part of a modern multi-axis, multi-process CNC machine.
Footnotes
Funding
This study was financially supported by the Ministry of Higher Education, Kingdom of Saudi Arabia (to W.B.R.). This study is also a part of a PhD project funded through a Scottish Overseas Research Students Award, with additional funding provided by the Neilson fund from the School of Engineering and Physical Sciences of Heriot-Watt University (to S.G.).