
Abstract
Nickel-based Inconel X-750 superalloy is widely applied in aerospace industry and manufacturing of gas turbine blades, power generators and heat exchangers due to its exclusive properties. As a consequence of low heat transfer coefficient and work-hardening properties, this alloy is known as a poorly machinable alloy. In this work, effect of machining parameters (cutting speed, feed rate and depth of cut) on cutting forces and surface roughness was investigated during turning of Inconel alloy X-750 with coated carbide tool. In order to meet the demands of the environment-friendly cutting processes and human health, biodegradable vegetable oil (BioCut 4600) was selected as the cutting fluid. The results were analyzed using response surface methodology and statistical analysis of variance, and mathematical models for cutting forces and surface roughness were proposed. Results indicated that feed rate and cutting speed were the most effective parameters on the surface roughness. However, depth of cut was the most effective parameter on cutting forces in comparison with cutting speed and feed rate. Eventually, in order to achieve the main aims of industrial production in large amounts and green manufacturing, the ranges for the best cutting conditions were presented.
Keywords
Introduction
Among the high-temperature alloys, nickel-based alloys are the most widely used ones. Therefore, they are often found in aerospace engine and power generation turbine components, as well as in petrochemical, food processing and pollution control equipment. Nickel-based alloys generally suffer from poor machinability. The very characteristics that provide superior high-temperature strength also make them difficult to machine. Moreover, decreased cutting tool speeds can limit productivity. 1 Inconel alloy X-750 is a precipitation-hardened nickel-based superalloy used for its corrosion and oxidation resistance and high strength at temperatures up to 700 °C. Although much of the effect of precipitation hardening is lost with increasing temperature over 700 °C, heat-treated material has useful strength up to 980 °C. Alloy X-750 also has excellent properties down to cryogenic temperatures. The economics of Inconel alloy X-750 coupled with its availability in all standard mill forms has resulted in applications in a wide variety of industrial fields. In gas turbines, it is used for rotor blades, wheels, bolts and other structural components. 2 Inconel alloy X-750 is used extensively in rocket-engine thrust chambers. Airframe applications include thrust reversers and hot-air ducting systems. Large pressure vessels are formed from Inconel alloy X-750. Other applications are heat-treating fixtures, forming tools, extrusion dies and test machine grips. For springs and fasteners, Inconel alloy X-750 is used from sub-zero to 650 °C. 3 Inconel alloy X-750 is machined at practical and economical rates. Because of the high strength and hardness of the precipitation-hardened alloy X-750, rough machining is usually done before precipitation hardening. Finish machining then follows precipitation treating. Precipitation hardening relieves machining stresses; therefore, allowance must be made for possible warpage. A slight permanent contraction takes place during precipitation treating but precipitation treated material has a good dimensional stability. Accurate dimensions and a good finish will result from following these practices. 4
Nowadays, remarkable portion of metal cutting process belongs to the turning processes. 5 Appropriate selection of the suitable cutting parameters such as cutting fluid, cutting speed, feed rate and depth of cut plays an important role in the successful implementation of turning process. Furthermore, workpiece material and machine tool also serve an indispensable function in the turning process. In these operations, study of the cutting forces is very essential, since cutting forces correlate strongly with cutting performance such as surface roughness, cutting temperature, tool wear, tool breakage and forced vibration. Thereby, in the machining process of the nickel-based alloys, such as Inconel alloy X-750, proper selection of the range of feed rate, cutting speed and depth of cut is extremely important. 6 The use of cutting fluids repeatedly over time induces chemical changes of cutting fluids. These changes are due to the environmental effects, contamination from metal chips and tramp oil. The growth of bacteria and yeast becomes environmental hazard and also adversely affects the effectiveness of the cutting fluids. Cutting fluids degrade in quality with use and time, and when they lose their quality, disposal of them is mandatory. Waste disposal of cutting fluids is expensive, and it may have adverse impacts on the environment. In recent years, the focus on the lubricants has shifted from biodegradability to renewability due to the environmental awareness among people. 7
Cutting forces and surface roughness that were produced during turning were analyzed by many researchers. In 2014, Hosseini Tazehkandi et al. investigated the possibility of removing the cutting fluid by coating the cutting tool in turning of Inconel 725. They concluded that by utilizing the specific machining parameters, in combination with coated tools, it is experimentally achievable to eliminate the cutting fluid from the machining process of Inconel 725. 8 On the other hand, in 2014, Hosseini Tazehkandi and Davoodi studied the cutting forces and surface roughness in turning of Inconel 738 and presented the optimum condition in order to minimize the cutting forces and maximize the surface finish. 9 Ezilarasan and Velayudham (2012) experimentally investigated and analyzed machining parameters during turning of the Nimonic C-263 nickel-based superalloy using Taguchi’s experimental design. The investigated parameters include cutting speed, feed rate and depth of cut. Cutting forces and surface roughness were performance indicators of the process. Based on these indicators, optimized machining conditions were presented. 10
Zhang et al. 11 studied variations of tool life and cutting force in operating with minimal cutting fluid and dry machining on Inconel 718. Their purpose was to reduce or completely omit the cutting fluids in order to lower environmental impacts and costs. The results showed that in some cases, it is impossible to remove the cutting fluid thoroughly, because there was no sufficient capacity of air for cooling. Also, it was reported that minimum quantity cooling lubrication cutting with biodegradable vegetable oil can significantly improve the machinability by extension of tool life and reduction in cutting forces. 11
Devillez et al. 12 investigated surface roughness and especially residual stresses during machining of Inconel 718 superalloy. Their study has focused on the effect of dry machining on surface integrity. They performed wet and dry turning tests at various cutting speeds and semi-finishing conditions using a coated carbide tool. The results showed that when using the optimized cutting speed value, dry machining with a coated carbide tool induces potentially acceptable surface quality with residual stresses and microhardness values in the machining affected zone of the same order than those obtained in wet conditions. 12 Zou et al. 13 investigated the machined surface damages after turning of NiCr20TiAl nickel-based superalloy in the various cutting conditions. It is found that during turning, plastic deformation and carbide particles of NiCr20TiAl alloy are responsible for machined surface damages. Results showed that at the high cutting speed and low feed rate, a relatively smooth surface with a thinner work-hardening layer is generated owning to the reduced cutting force. 13
Considering published works, it is obvious that a few studies were done in the machining of Inconel alloy X-750. Moreover, there is no published paper in relation to turning of this alloy. Therefore, this research focused on delimiting accurately the working parameters’ domain of turning. Inasmuch as nickel-based superalloys, especially Inconel X-750, are used in high-temperature applications under compressive loads and considering the fact that it is difficult to grind this alloy, obtaining desired surface roughness and decreasing cutting forces are very important to reduce compressive loads, conserving mechanical properties and minimizing variations in microstructure of the machined surface. 6 Consequently, in this work, each machining parameter was investigated separately. Moreover, the effect of cutting speed, feed rate and cutting depth on surface roughness and cutting forces in turning of Inconel alloy X-750 were investigated by applying the response surface methodology (RSM). It is worth mentioning that turning process was done with coated carbide tool in wet machining condition. The RSM is a collection of mathematical and statistical techniques, which is useful for the modeling and analysis of problems. In this method, a response of interest is influenced by several variables and the objective is to optimize the response. 6 The analysis of variance (ANOVA) is used in order to check the validity of developed model and study the effect of machining parameters on responses. 10 Optimized cutting conditions have to be used to obtain good surface quality and lowest cutting forces, which can be achieved with a suitable modeling technique. From the above, it is clear that optimization is one of the important activities for the economy of manufactures in order to predict the performance characteristics of machining. 14 Optimum cutting conditions with respect to the surface roughness parameters and cutting forces are proposed with the help of response optimization technique.
Experimental work
Workpiece material
In all of the experiments, Inconel alloy X-750 material with diameter of 20 mm and length of 250 mm was used. Chemical analysis and physical and mechanical properties of Inconel alloy X-750 are given in Tables 1 and 2, respectively. Considering the fact that nickel-based superalloys, especially Inconel X-750, have different mechanical properties in various temperatures, a temperature is set as a reference one, according to the provided information by the manufacturer of the workpieces. Table 2 shows the mechanical properties of Inconel X-750 in 538 °C. Table 3 presents the heat treatment condition of Inconel alloy X-750.
Chemical analysis of the Inconel alloy X-750.

Physical and mechanical properties of Inconel alloy X-750 at 538 °C.

Heat treatment of Inconel alloy X-750.

Experimental procedure
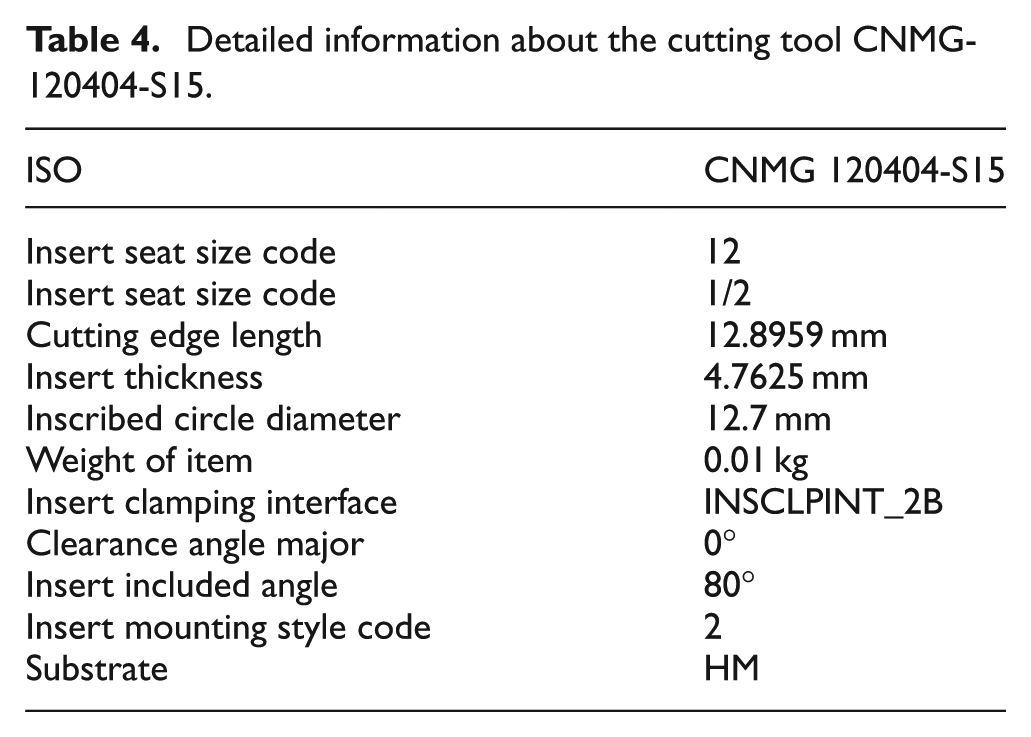
Coated carbide inserts of ISO designation CNMG 120404-S15 and chip breaker geometry by Sandvik Company were used for the experiments. Detailed information about the cutting tool is presented in Table 4. The cutting inserts were clamped on to a left-hand tool holder having ISO designation PCBNL 2020 M12 which was made by SECO Company. For machining of the workpieces, a computer numerical control (CNC) lathe (EMCOTURN 242 TC) was used. The machine has a maximum spindle speed of 4500 r/min and maximum power of 13 kW. Biodegradable vegetable oil (BioCut 4600) was selected as the cutting fluid in flood condition in order to meet demands of the environment-friendly cutting processes. BioCut 4600 has a low heat transfer coefficient, and as a result, this material can accelerate heat transfer phenomenon on the surface of machining part, and consequently, can improve the surface quality and reduce the machining forces. Properties of BioCut 4600 are given in Table 5.
Detailed information about the cutting tool CNMG-120404-S15.
Properties of biodegradable vegetable oil (BioCut 4600).

Cutting forces and surface roughness measurement
In the experiments, a standard quartz dynamometer (Kistler 9257B) with measurement range of −5 to 5 kN was used to record three components of the cutting forces: feed force (Fa), thrust force (Fr) and cutting force (Fc). The sampling rate is 3500 Hz, which means that it can measure 3500 per second. The reason for this selection is that, first, it can increase the accuracy. Second, although the selected frequency can be sufficient, choosing the fast Fourier transform (FFT) can help us to observe the present chatters. Instantaneous roughness criteria measurement (arithmetic mean roughness, Ra) for each cutting condition was conducted via Mitutoyo Surftest 201 roughness meter. The examined length was 2.8 mm with a basic span of 3. The measurements were repeated three times at three reference lines equally positioned at 120°, and the reported result is the average of these values. MV2300 scanning electron microscopy (SEM) was used in order to analyze the machined surfaces.
Design of experiments
The objective of the experiments was to analyze the influence of cutting parameters on cutting forces and surface roughness during turning of Inconel alloy X-750. The experiments were conducted using full factorial method, and RSM was utilized to analyze the results. The RSM is a procedure, which is capable of determining a relationship between independent input process parameters and output data. This procedure consists of six steps. These steps are as follows: (1) defining the independent input variables and the desired output responses, (2) adopting an experimental design plan, (3) performing regression analysis with the quadratic model of RSM, (4) calculating the ANOVA for the independent input variables in order to find parameters which significantly affect the response, (5) determining the situation of the quadric model of RSM (whether it needs screening variables or not) and finally, (6) optimizing, conducting confirmation experiment and verifying the predicted performance characteristics. 15
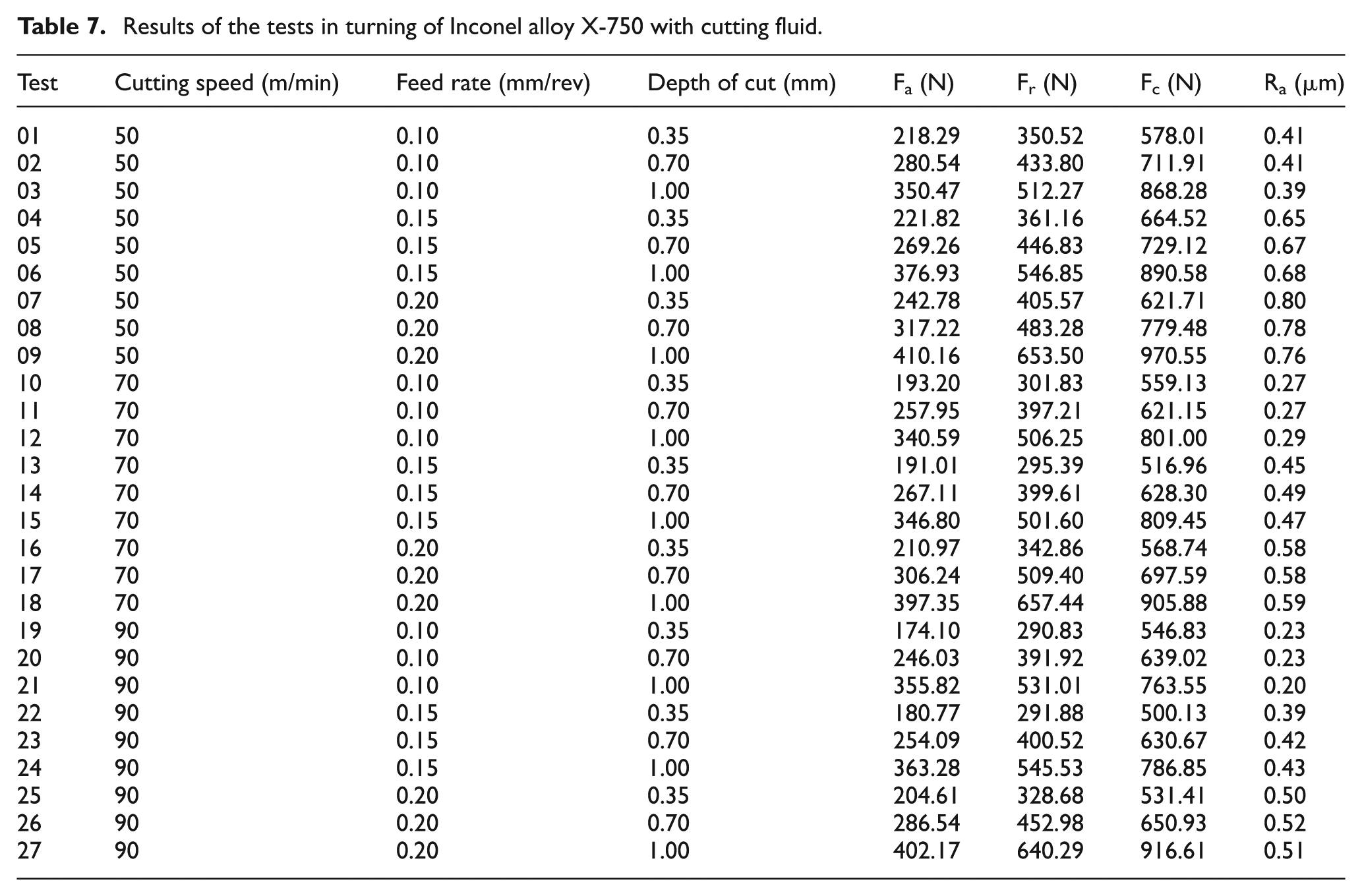
Cutting speed, feed rate and depth of cut were the identified cutting parameters. Table 6 presents the cutting parameters with various levels. The results obtained from experiments can be seen in Table 7.
Various levels of machining parameters.

Results of the tests in turning of Inconel alloy X-750 with cutting fluid.
Results and discussion
Controllable parameters
Cutting speed
Figures 1–3 indicate effects of cutting speed on the cutting forces. Increasing cutting speeds at allowed range, which is determined by tool manufacturer, lowers cutting forces, which in turn, can improve surface quality. A reduction in the cutting force can influence the amount of generated heat and subsequently, can reduce the temperature of the machined surface of the workpiece. Considering the fact that Inconel alloy X-750 has a very poor machinability, during turning process, the heat is generated on cutting surface, and due to its low heat transfer coefficient, the heat remains on the cutting surface. This results in material softening and elastic deformation of the workpiece surface. The material softening reduces the cutting forces. According to Figure 4, increasing cutting speed in allowed range also decreases surface roughness and improves surface quality. Nevertheless, excessive increase in cutting speed can result in the growth of cutting forces. Excessive increase in the cutting speed can intensely increase the produced heat, and this produced heat cannot be transferred; therefore, it can reach a critical level in a way that causes plastic deformations and excessive tool wear. Due to the plastic deformations, the layers of the workpiece can be accumulated upon each other, which can induce abrupt increase in the depth of cut that in turn can lead to a growth in the cutting forces. Therefore, it can be expected that an additional increase in cutting speed can cause an increase in the cutting forces, surface roughness and tool tip temperature. 16 SEM image of the workpiece surface (Figure 5), which is machined at very high cutting speeds and low feed rate, confirms this phenomenon. This increase in cutting forces not only results in severe surface damages, high energy consumption and changes in surface properties but also results in remaining compressive and tensile stresses in subsurface layer. Residual tensile stresses, which are created due to the high temperature of machining process, can influence and change the mechanical properties of workpiece. 12 The residual stresses can influence the fatigue and creep lives of workpieces that are under operation. The tensile stress can serve a helpful function in the machining process, although these residual stress can appear as compression ones on the surface of the workpiece, which can adversely influence the mechanical properties. With applying tensional stresses, any area of the workpiece with compression residual stresses may reach the yielding point later than adjacent zones with zero residual stresses. Therefore, existence of compression residual stress in some parts of a workpiece can stimulate a situation, in which the areas with these stress can remain in elastic deformation zone with the adjacent area that experiences a plastic deformation. Attention should be paid to the above-mentioned limitations in the fatigue life and creep life of superalloys, which are designed to perform in elevated temperatures, since mechanical and thermal stresses may be conducive to a short-term fatigue life and cracking phenomenon. 16 Therefore, it can be concluded that the cutting speeds of more than 80 m/min in allowed range for specific tool are suitable for turning of Inconel alloy X-750.
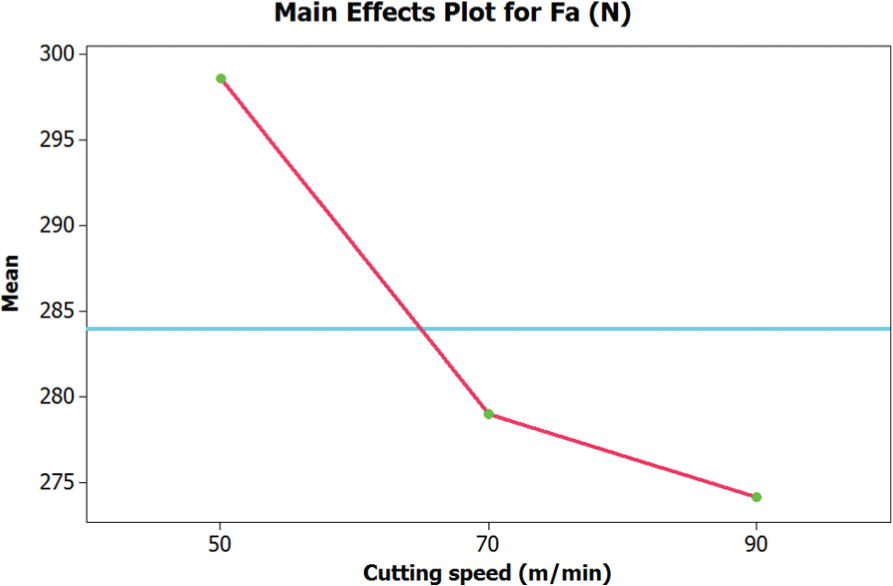
Main effects plot of feed force versus cutting speed.
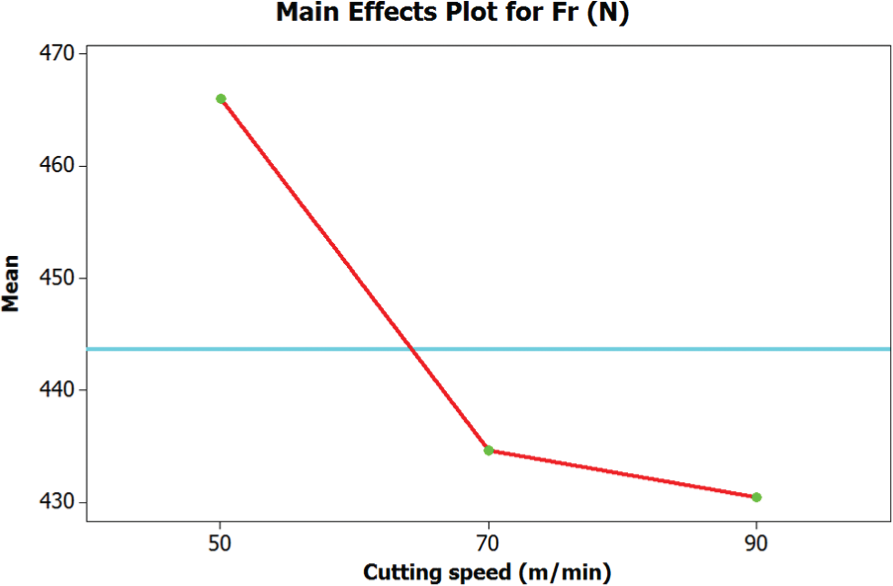
Main effects plot of thrust force versus cutting speed.
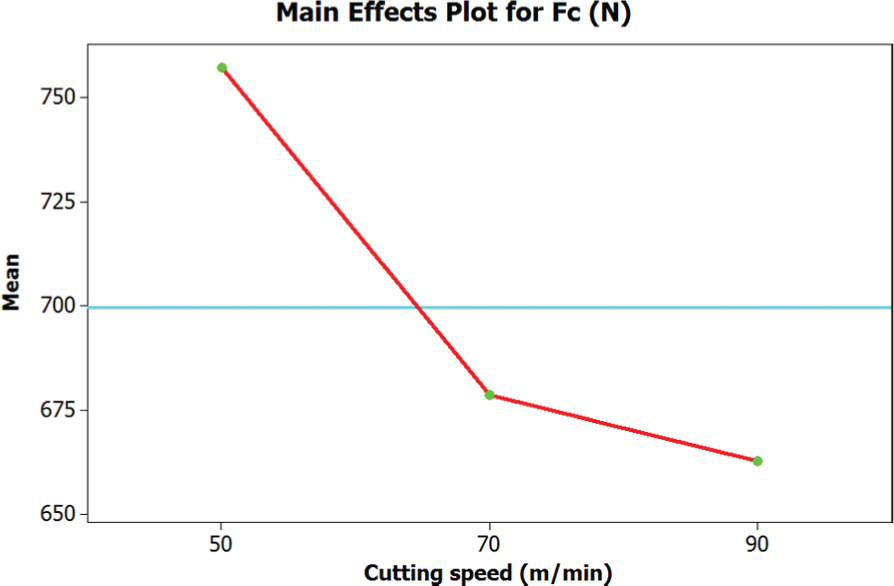
Main effects plot of cutting force versus cutting speed.
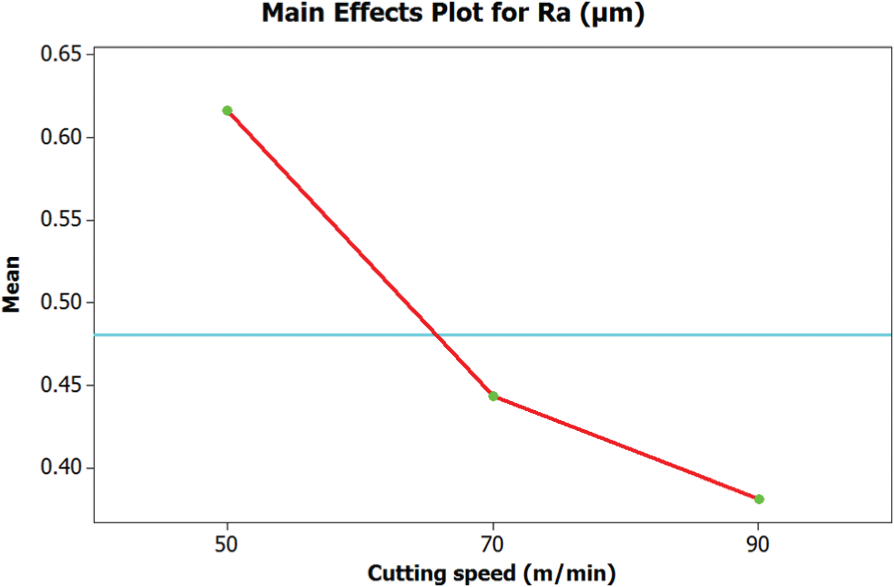
Main effects plot of surface roughness versus cutting speed.
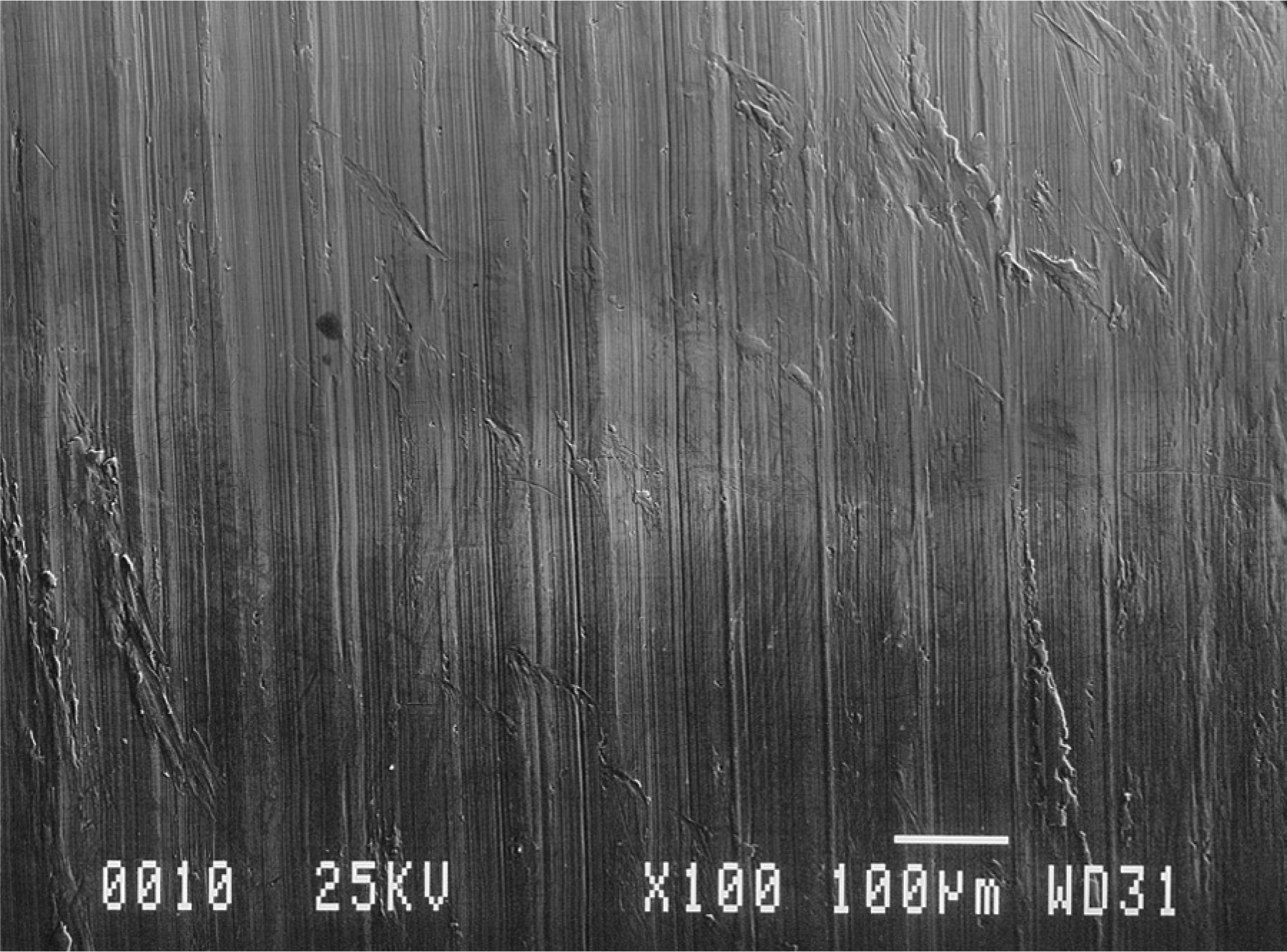
SEM image of plastic deformations of surface layers at cutting speed = 170 m/min, feed rate = 0.1 mm/rev and depth of cut = 0.35 mm.
Feed rate
It can be observed from Figures 6–8 that with an increase in feed rate, the amount of cutting forces increases. This increase in cutting forces can reduce the surface finish, which can be obviously seen in Figure 9. The feed rate has remarkable effects on the cutting forces and surface finish. This increase can intensify the formation of friction in the interface of the tool cutting edge and workpiece surface, which can in turn induce an extreme growth in the generated heat in this interface. Accordingly, the phenomenon of cold welding between the separated parts of workpiece and the cutting edge of tool can occur, which is named as build-up edge. The build-up edge can damage the workpiece surface, make scratches on the cutting area and can induce an intense growth in cutting forces. On the other hand, one of the adverse impacts of a build-up edge, which occurs due to an excessive cutting speed, is the formation of grooves on the machined surfaces.
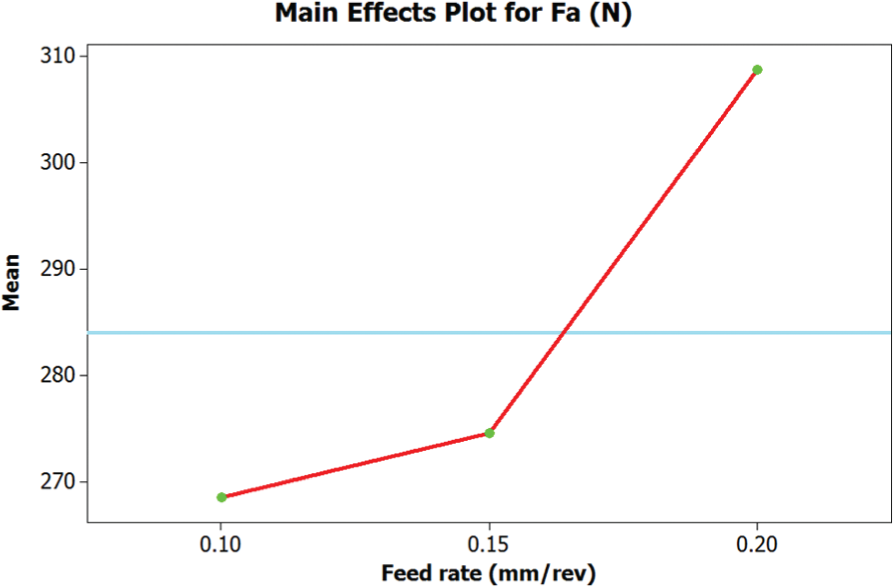
Main effects plot of feed force versus feed rate.
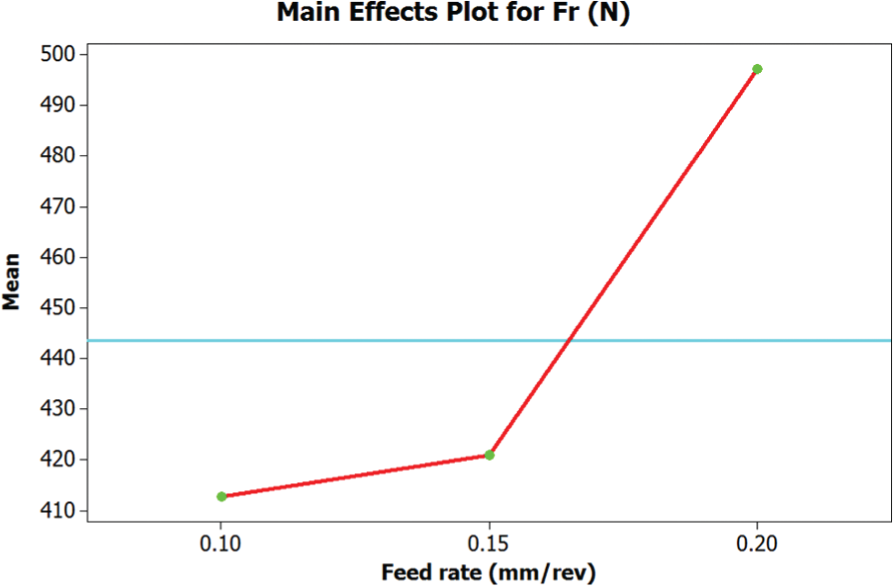
Main effects plot of thrust force versus feed rate.
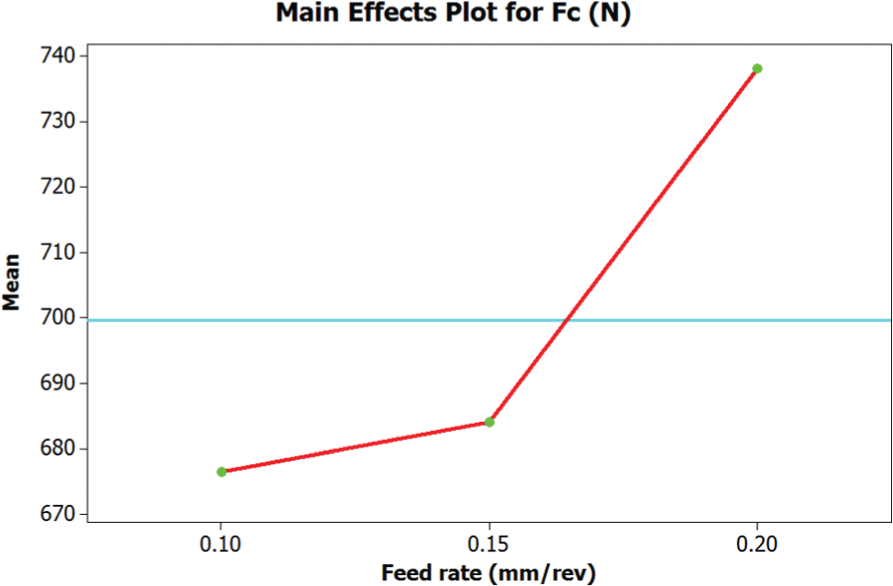
Main effects plot of cutting force versus feed rate.
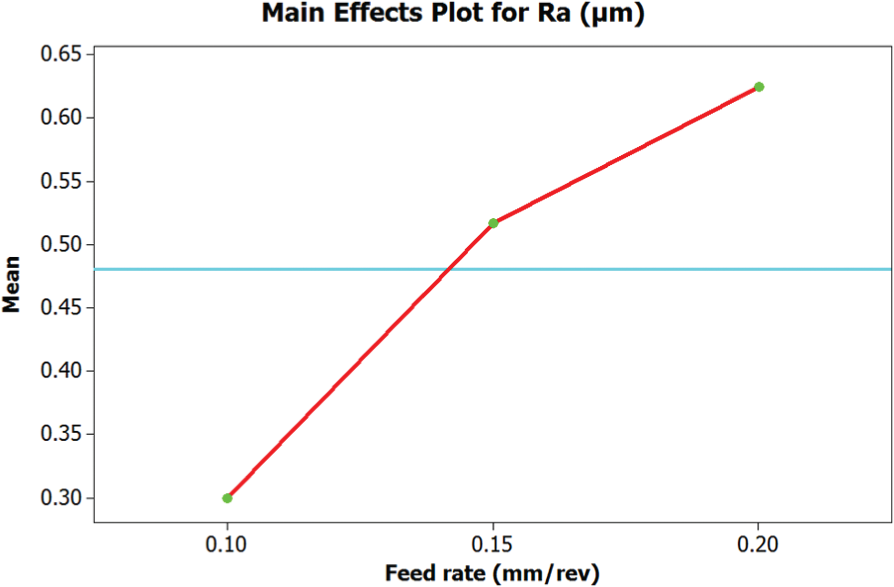
Main effects plot of surface roughness versus feed rate.
It should be mentioned that using higher feed rates has some other limitations. Occasionally, with an increase in feed rate, the volume of produced chips during machining process can be increased. Considering the increase in the volume of chips and regarding the fact that feed rate is high, and therefore the chips are not continuous, tool trailing edge can make these chips adhere to the surface of workpiece. This in turn can reduce the quality of surface finish. However, in this experiment, making use of the biodegradable vegetable oil as cutting fluid can solve the environmental problems as well as reduce the generated heat. In addition, this cutting fluid can carry the chips out of the machining area to avoid the formation of build-up edge and adhere the segmented parts of the workpiece to the surface. Therefore, it can be concluded that an appropriate cutting fluid can reduce the cutting forces and improve the surface finish. The only limitation in utilizing these kinds of cutting fluids is their high price, which can increase the machining costs. 12 Figure 10 shows the imperfections of groove formation and adhering parts at a high feed rate, a constant depth of cut and a low cutting speed (feed rate = 0.2 mm/rev, cutting speed = 50 m/min, depth of cut = 0.35 mm).
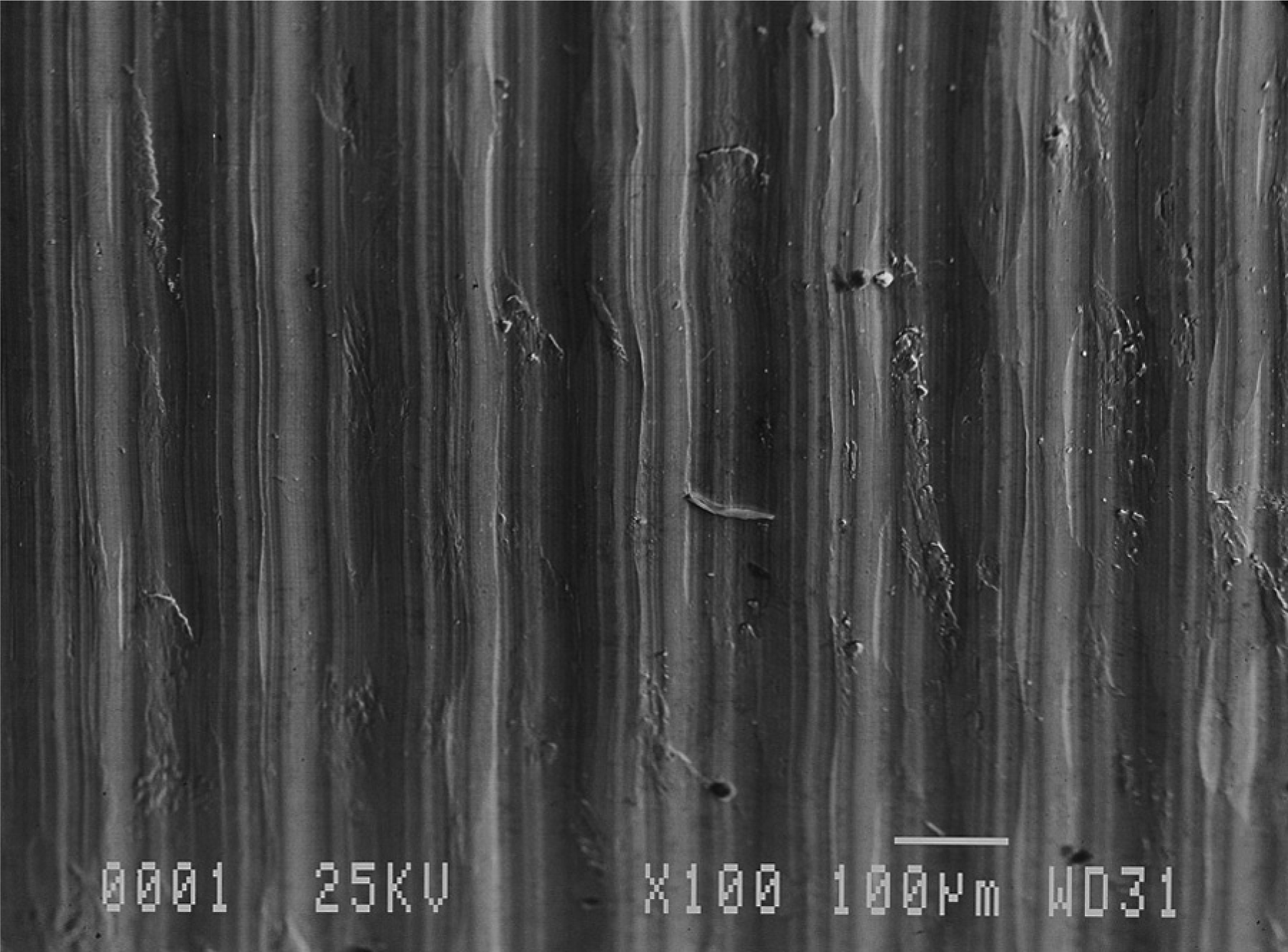
SEM image of machined surface of workpiece at cutting speed = 50 m/min, feed rate = 0.2 mm/rev and depth of cut = 0.35 mm.
In some cases, an increase in feed rate in combination with an excessive amount of generated heat can harden the build-up edge. In this condition, the build-up edge of cutting tool can detach some parts of the workpiece and form voids. Formation of voids can stimulate the initiation of crack forming, which is completely undesirable in machining process. 17 This case can be seen in SEM image, Figure 11, which was taken from a workpiece machined at a high feed rate and a moderate amount of cutting speed (feed rate = 0.3 mm/rev, cutting speed = 50 m/min, depth of cut = 0.35 mm). Finally, it can be concluded that lower feed rates such as 0.1 mm/rev can reduce cutting forces and improve surface finish.
SEM image of workpiece surface at cutting speed = 50 m/min, feed rate = 0.3 mm/rev and depth of cut = 0.35 mm.
Depth of cut
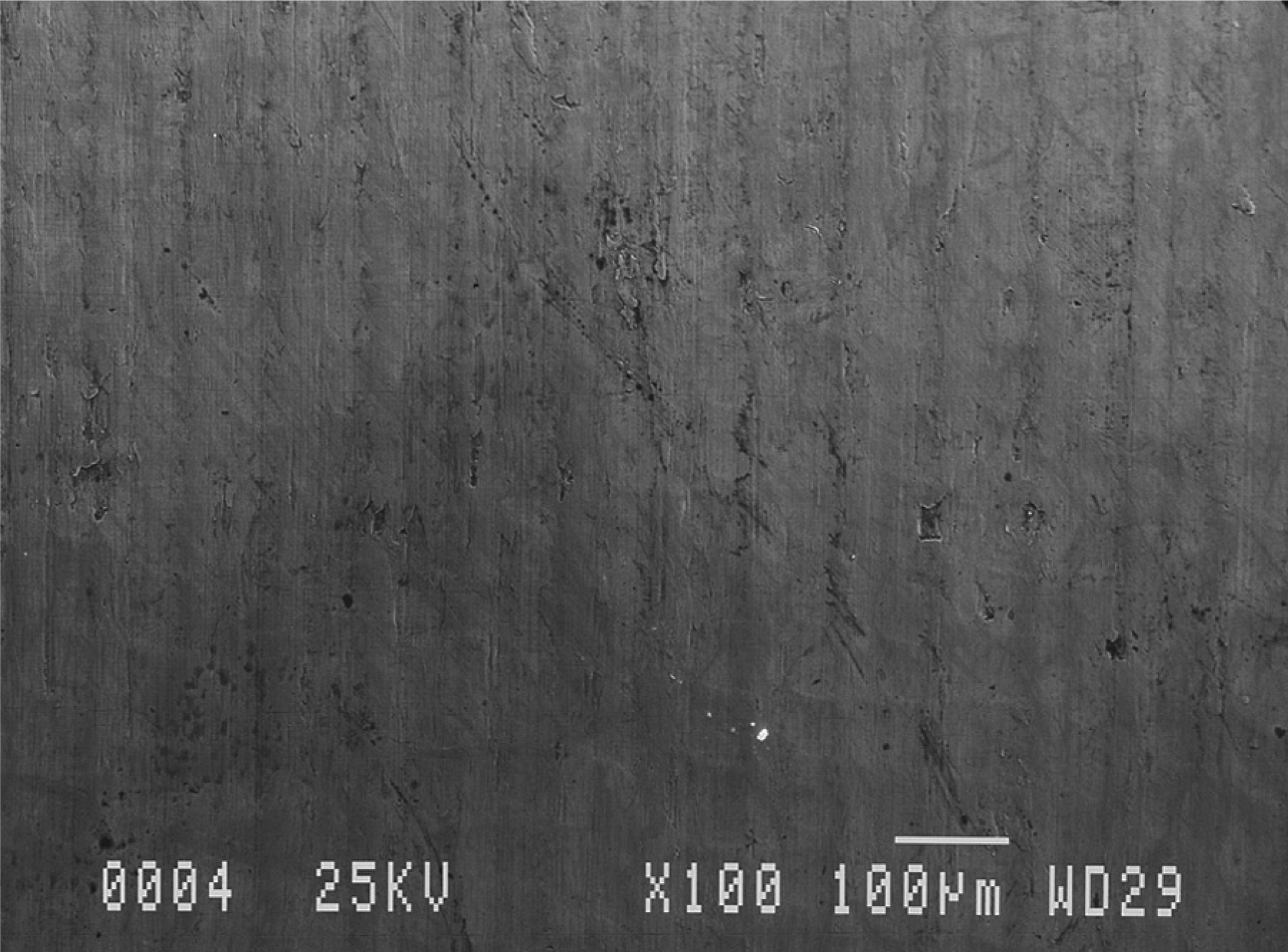
According to Figures 12–14, increasing depth of cut increases cutting forces. Increasing material removal volume and producing severe friction are the main reasons for increasing cutting forces along with an increase in the depth of cut. The depth of cut does not have a considerable effect on surface roughness. This can be seen in Figure 15, in which increasing the depth of cut first increases the surface roughness, and then reduces it. However, the amount of decrease or increase in surface roughness is not remarkable. An increase in the depth of cut can intensely increase cutting forces, and therefore, it can lead to the cutting tool breakage, and as a result, it may cause chipping and excessive wear of cutting tool. Therefore, in a low depth of cut, a reduction in cutting forces can occur. Nevertheless, excessive decrease in the depth of cut, in amounts lower than radius of tool tip, and also working with low feed rates, can cause “plowing effect.” This phenomenon is responsible for flowing of material on cutting surface (material side flow). It is worth mentioning that if plowing effect happens, most of the cutting forces will be dedicated to this phenomenon. Hence, the amount of the depth of cut should be chosen more than the radius of the tool tip. 12 Effect of plowing phenomenon can be seen in SEM image provided from the surface of the workpiece machined at a feed rate of 0.1 mm/rev, cutting speed of 50 m/min and 0.1 mm depth of cut (Figure 16). It is worth mentioning that the proposed range for the cutting depth by tool maker company is between 0.25 and 2 mm, and selected values of depth of cut are 0.35, 0.7 and 1 mm, and it should be stated that the plow force appears at the radius much smaller than the radius of the tool tip (0.4 mm), and 0.05 mm has not influenced the results of the experiments.
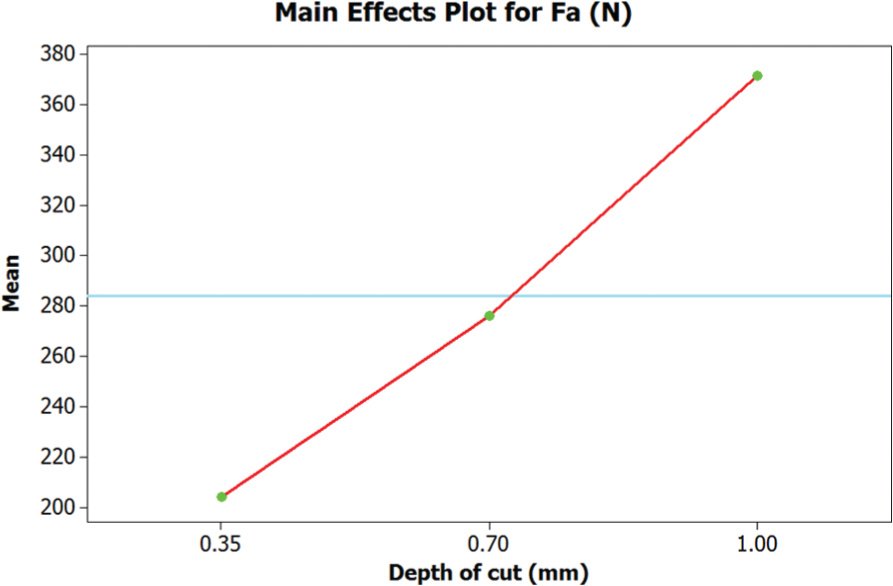
Main effects plot of feed force versus depth of cut.
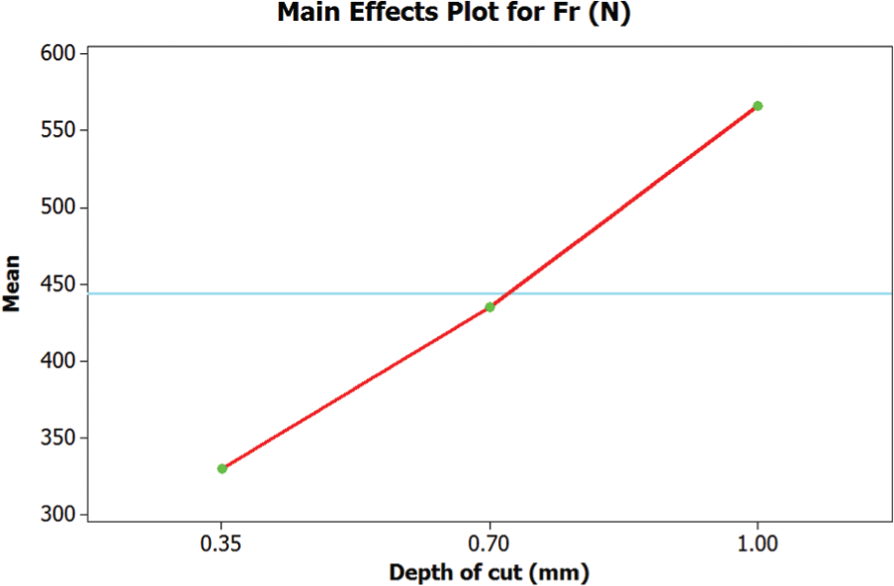
Main effects plot of thrust force versus depth of cut.
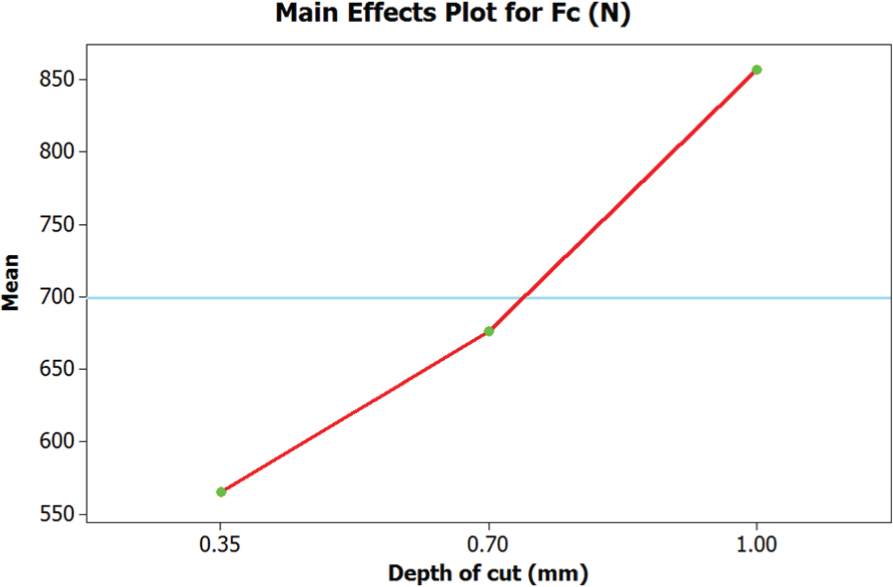
Main effects plot of cutting force versus depth of cut.
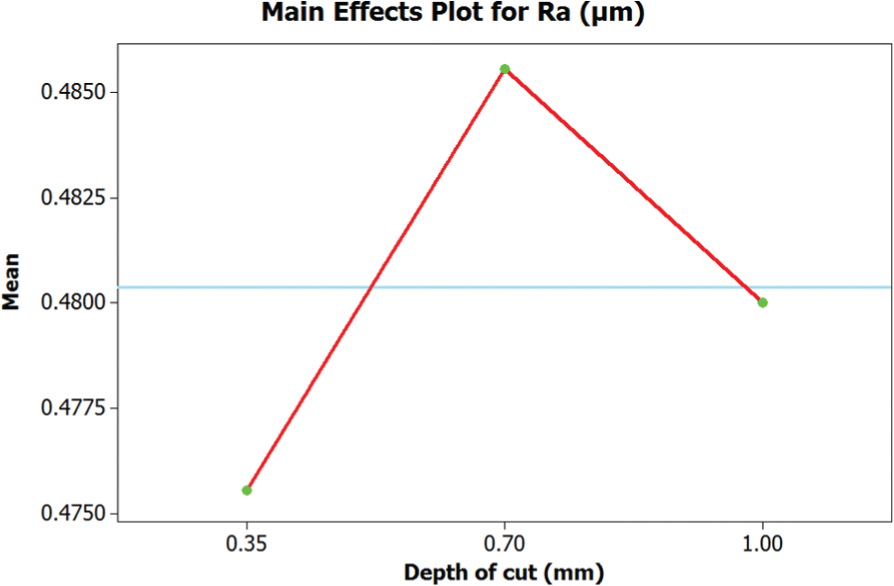
Main effects plot of surface roughness versus depth of cut.
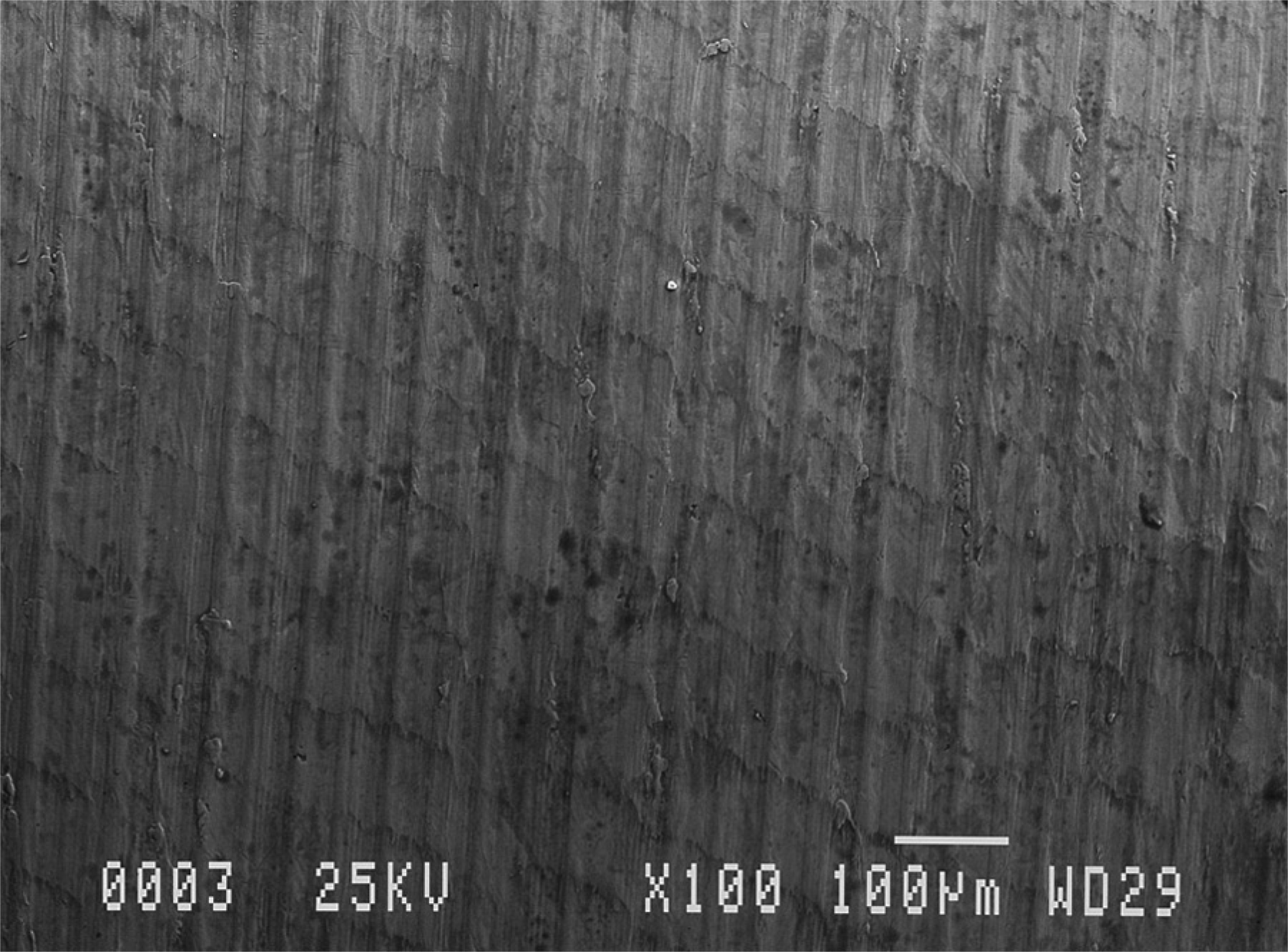
SEM image of the workpiece surface machined at cutting speed = 50 m/min, feed rate = 0.1 mm/rev and depth of cut = 0.1 mm.
Ultimately, considering all above-mentioned discussions, it can be concluded that high cutting speed, low feed rate and depth of cut result in achieving minimum cutting force and surface roughness. It can be seen in Table 6 that the best condition for cutting force and surface roughness is obtained at the feed rate of 0.1 mm/rev, cutting speed of 90 m/min and 0.35 mm depth of cut. These sets of parameters produce cutting forces of Fa = 174.10 N, Fr = 290.83 N and Fc = 546.83 N and surface roughness of Ra = 0.23 μm. SEM image of the surface of this sample is shown in Figure 17, and it reveals the best condition for cutting speed and surface roughness.
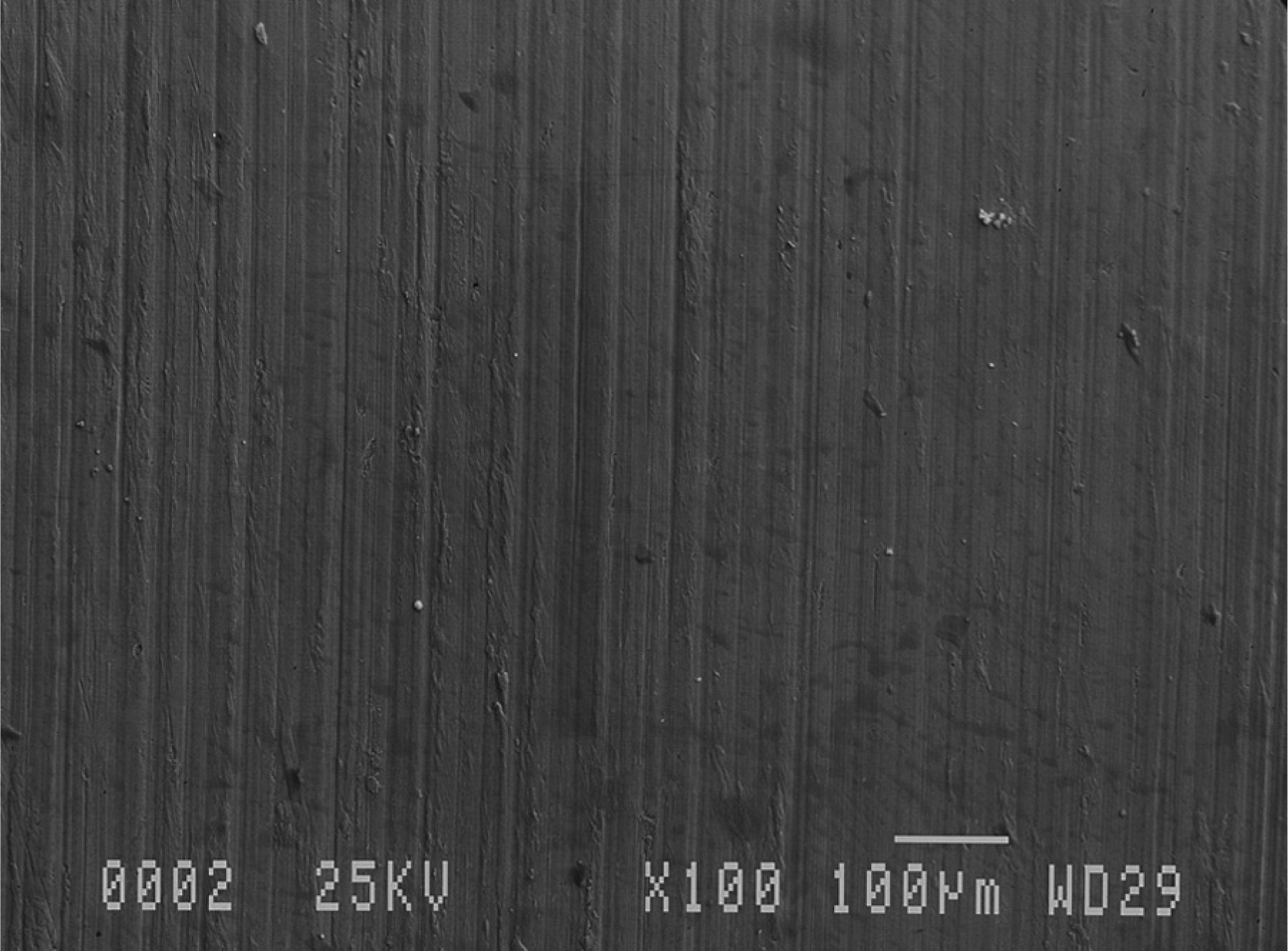
SEM photograph of the workpiece surface at cutting speed = 90 m/min, feed rate = 0.1 mm/rev and depth of cut = 0.35 mm.
ANOVA
The ANOVA method measures the effects of input variables on the response variables through the relationship between these three sets of variables. The purpose of ANOVA is to determine which machining parameters can highly affect the cutting forces and surface roughness. 18 The statistical significance of the fitted quadratic models was evaluated by the p values of ANOVA. These values are given in Table 8 (for feed force), Table 9 (for thrust force), Table 10 (for cutting force) and Table 11 (for surface roughness). When p values are less than 0.05 (or 95% confidence), the obtained models are considered to be statistically significant. It demonstrates that the chosen parameters in model have a significant effect on the responses. The F value is an index used to check the adequacy of the model. 19
Analysis of variance for feed force (N).
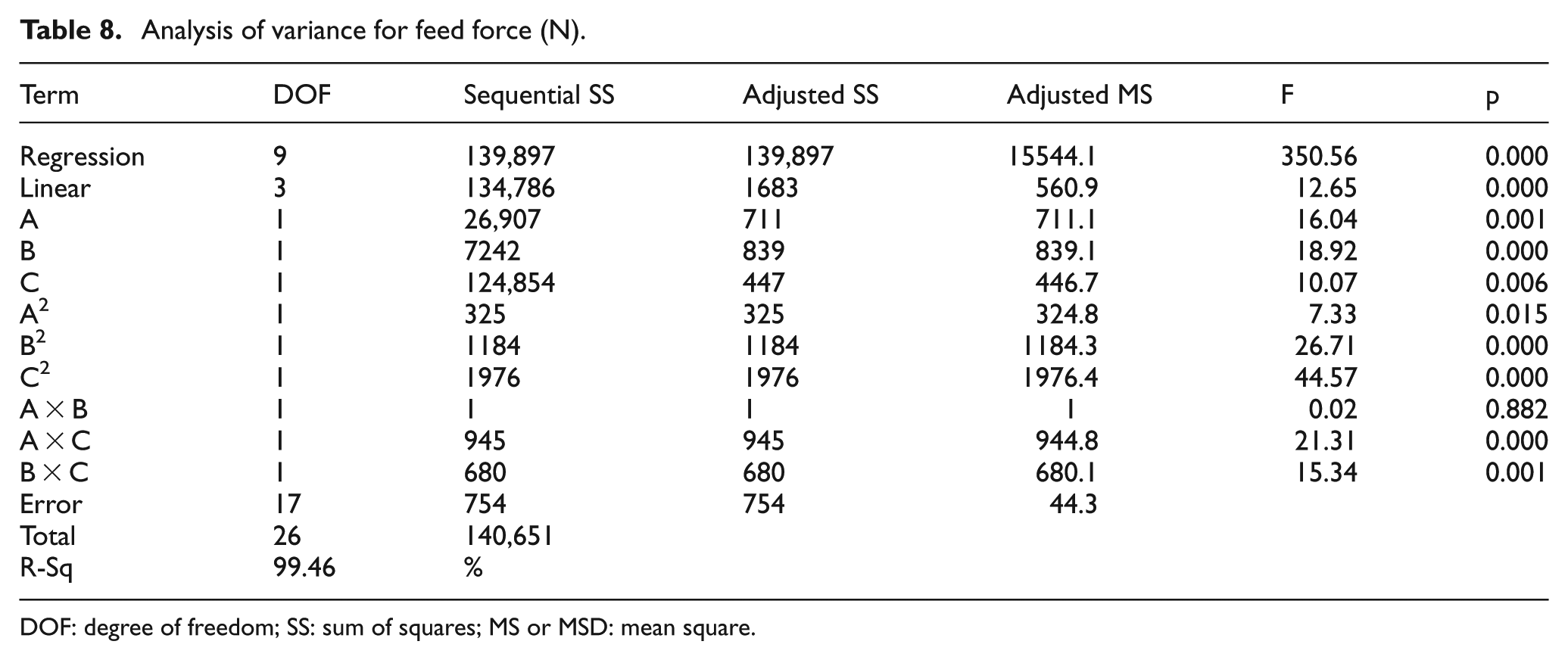
DOF: degree of freedom; SS: sum of squares; MS or MSD: mean square.
Analysis of variance for thrust force (N).
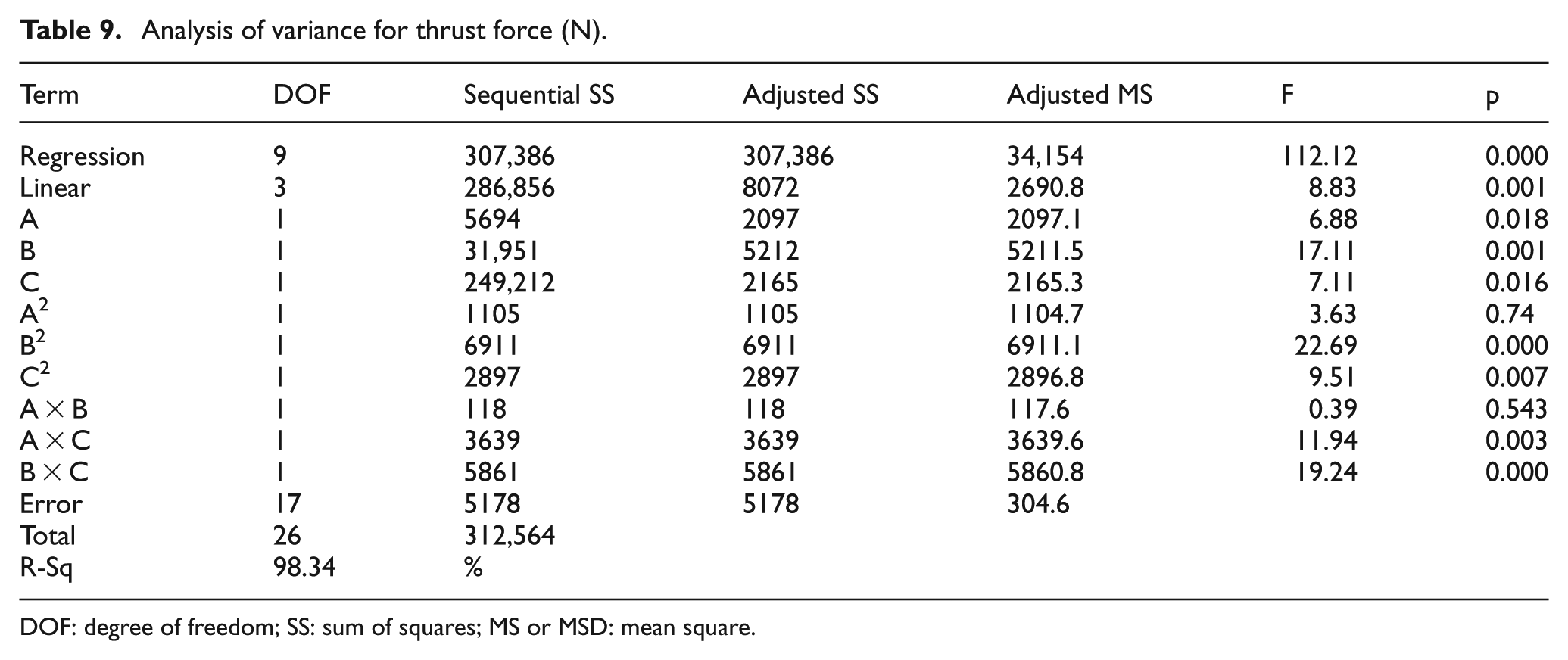
DOF: degree of freedom; SS: sum of squares; MS or MSD: mean square.
Analysis of variance for cutting force (N).
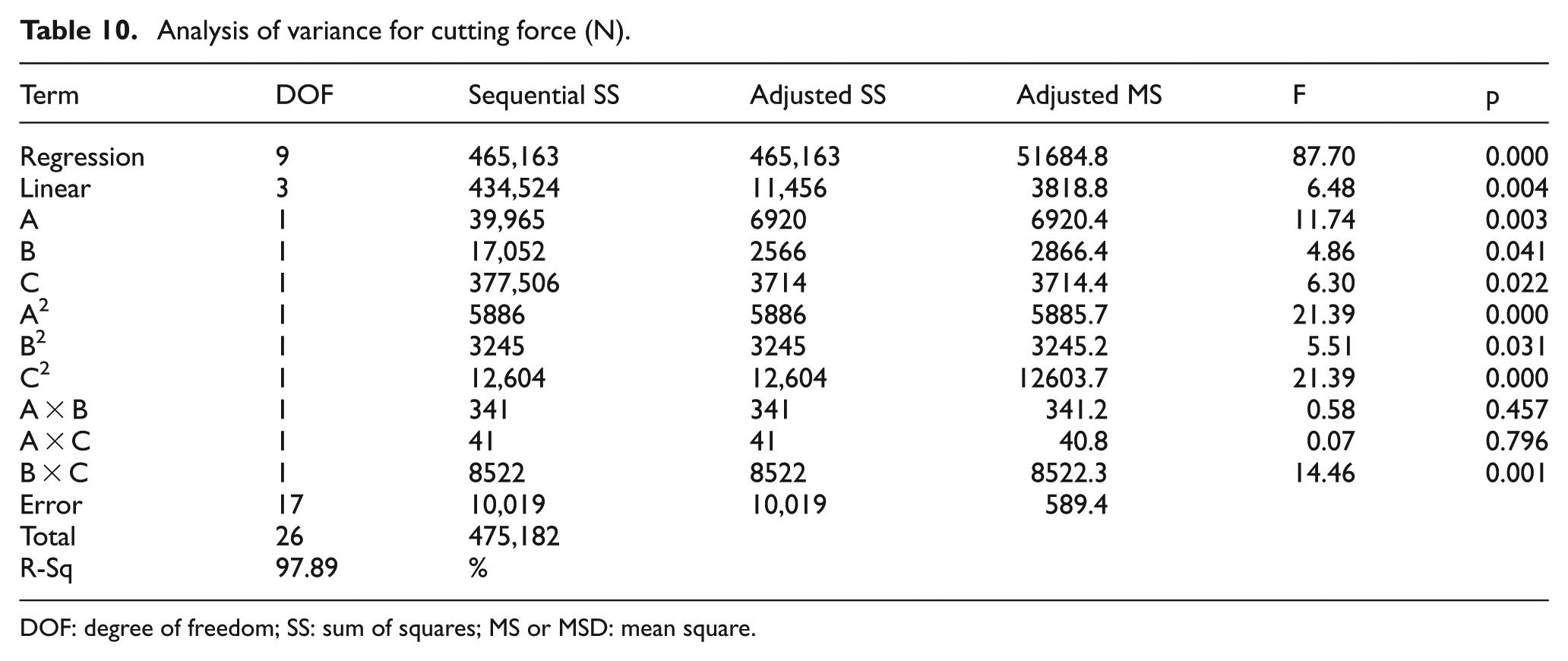
DOF: degree of freedom; SS: sum of squares; MS or MSD: mean square.
Analysis of variance for surface roughness (μm).
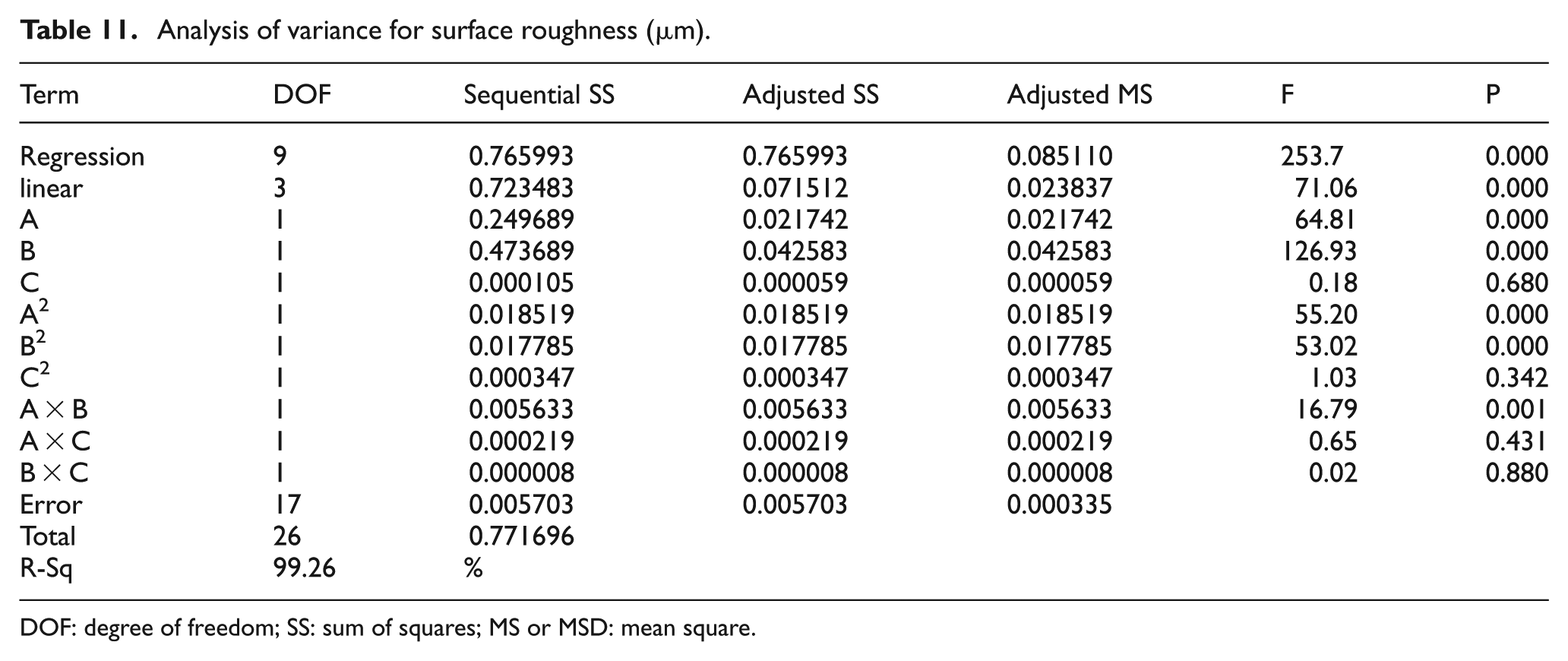
DOF: degree of freedom; SS: sum of squares; MS or MSD: mean square.
According to Table 8, all three machining parameters have significant effects on feed force. Among interaction effect of machining parameters, the significant effect is related to the interaction effect of cutting speed–depth of cut and cutting speed–feed rate. However, it can be seen in Table 9 that the most significant effect on thrust force is related to feed rate. Considering the interaction effect of process parameters on thrust force, the interaction effects of feed rate–depth of cut and feed rate–cutting speed have the most significant effect. Table 10 declares that the most significant effect on cutting force is related to cutting speed, and the interaction effect of feed rate–depth of cut has special significance. Finally, according to Table 11, the most significant effect on surface roughness is related to feed rate and cutting speed, and in interaction effects, the effect between the feed rate and depth of cut has the most significant effect on surface roughness.
The effectiveness of the models for feed force, thrust force, cutting force and surface roughness can be further analyzed with the help of R2 values. In this work, the R2 values for the feed force, thrust force, cutting force and surface roughness are 99.46%, 98.34%, 97.89% and 99.26%, respectively. A higher value of R2 is always desirable. 10
Regression equations
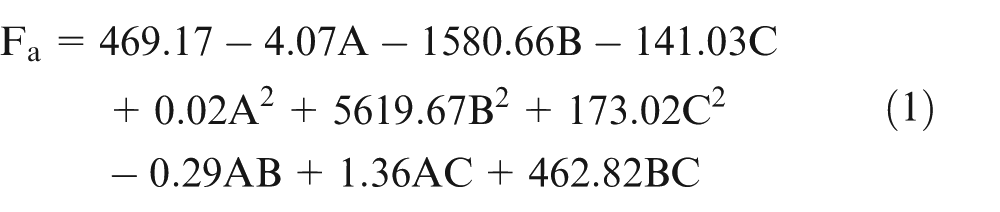
The relationship between the factors and performance measures was modeled by quartic regression. The regression equations obtained were as follows. The feed force (Fa) model is given in equation (1), where A is the cutting speed (m/min), B is the feed rate (mm/rev) and C is the depth of cut (mm)
The thrust force model (Fr) is given by equation (2)
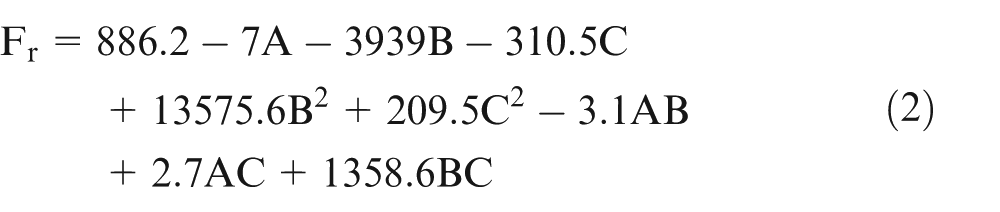
The cutting force model (Fc) is given by equation (3)
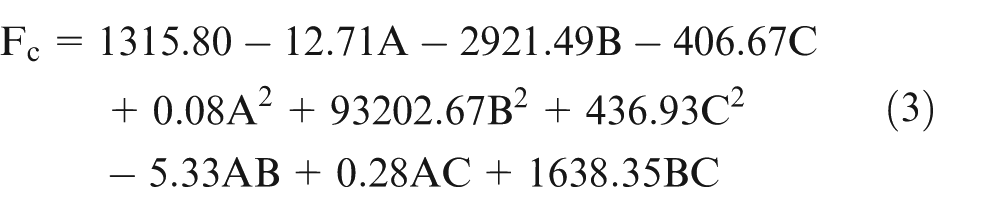
The surface roughness model (Ra) is given by equation (4)
Optimization of cutting conditions
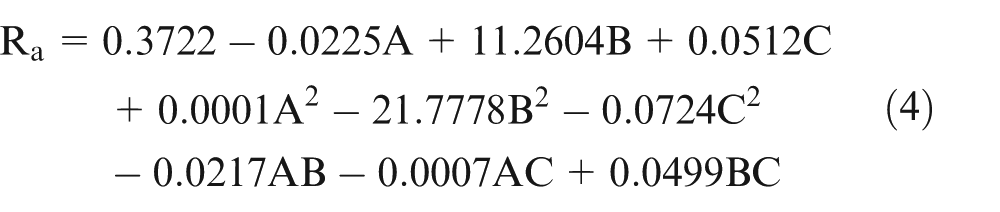
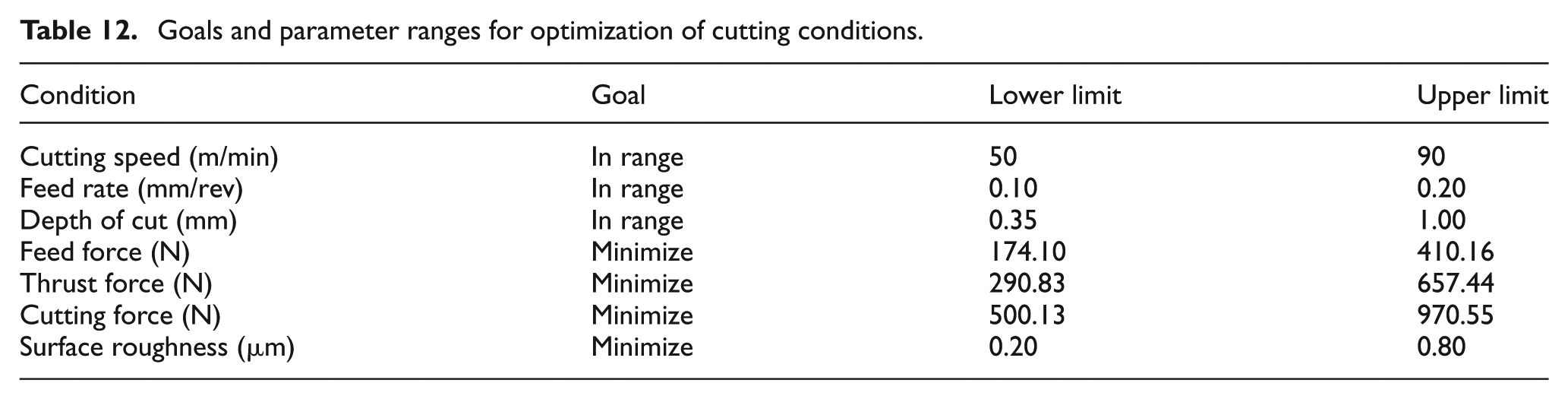
In this work, it is assumed that the optimal manufacturing conditions during the turning process of Inconel alloy X-750 are those minimizing the values of cutting forces (Fa, Fr and Fc) and surface roughness (Ra). The goals and the parameter ranges defined for optimization are summarized in Table 12. The RSM optimization results for the cutting forces and surface roughness are shown in Table 13, in combination with their validated values.
Goals and parameter ranges for optimization of cutting conditions.
Response optimization for surface parameter and cutting forces.

Conclusion
In this article, turning of nickel-based Inconel alloy X-750, with utilizing of biodegradable vegetable oil as cutting fluid, was investigated in order to determine the effects of machining parameters (cutting speed, feed rate and depth of cut) on cutting forces and surface roughness. The results were analyzed by means of RSM and ANOVA methods. Eventually, optimized parameters for obtaining lowest cutting forces and the best surface roughness were proposed. The foremost conclusions which can be drawn are as follows:
The most significant effect on the cutting forces is related to the depth of cut. Increasing the depth of cut severely increases cutting forces.
The depth of cut does not have remarkable effect on surface roughness, but selection of very low values for the depth of cut leads to the occurrence of plowing effect and severe increase in surface roughness.
The most significant effect on the surface roughness is related to first feed rate, and then cutting speed. Therefore, a low feed rate and a high cutting speed should be chosen to achieve the low surface roughness.
The best condition for surface roughness and lowest cutting forces is accomplished at the highest cutting speed in allowed range and the lowest feed rate and depth of cut. This condition is obtained at the cutting speed of 90 m/min, feed rate of 0.1 mm/rev and 0.35 mm depth of cut.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.