
Abstract
Inconel 738 is a precipitation-strengthened nickel-based superalloy, which is widely used in hot sections of gas turbine engines due to its excellent high-temperature strength and superior hot corrosion resistance. In this article, effects of machining parameters (cutting speed, feed rate and depth of cut) on machining forces (thrust force, feed force and cutting force) and surface roughness were investigated in machining of Inconel 738 using coated carbide tool and cutting fluid. Results were analyzed with response surface methodology and analysis of variance, and a second-order regression mathematical model was proposed for cutting forces and surface roughness. The results showed that all three machining parameters had significant effect on cutting forces. The most effective parameters were depth of cut, cutting speed and feed rate ordered by magnitude of effectiveness. Regarding surface roughness, feed rate was the most effective parameter. Comparison between effect of cutting speed and depth of cut on surface roughness indicated that cutting speed had more considerable effect. Finally, the ranges for best cutting conditions were proposed for serial industrial production.
Keywords
Introduction
Nickel-based superalloys play an extremely important role in gas turbine engines. In addition to their use in aircraft, marine, industrial and vehicular gas turbines, nickel-based superalloys are also used in space vehicles, experimental aircrafts, submarines, steam power plants, petrochemical equipment and other high-temperature applications because of their superior properties such as the ability to retain high strength at high temperature, resistance to oxidation and corrosion. 1 Inconel alloy 738 is a vacuum-melted, vacuum cast and precipitation-hardenable nickel-based superalloy superior to that of many high-strength superalloys of lower chromium content. It is designed to provide the gas turbine industry with an alloy that will have good creep strength up to 980 °C combined with the ability to withstand long-time exposure to the hot corrosive environments associated with the engine. Hence, nowadays the ability to machine Inconel alloy 738 is increasingly in demand. 2 Nickel-based superalloys such as Inconel alloy 738 are some of the most difficult superalloys to machine in order to satisfy production and quality requirement. The basic reasons for the difficulty in machining this alloy are high work-hardening rates at machining strain rates, abrasiveness, low thermal properties leading to high cutting temperatures, tough, gummy and strong tendency to weld to tool and to form a built-up edge and tendency for maximum tool-face temperature to be close to tool tip. 3
Turning processes comprise a very big portion of metal cutting process in industry. 4 For successful implementation of turning, selection of suitable cutting parameters for given cutting tool, workpiece material and machine tool is important. Study of cutting forces is critically important in turning operations because cutting forces correlate strongly with cutting performance such as surface roughness, cutting temperature, tool wear, tool breakage and forced vibration. Therefore, choosing appropriate range of feed rate, cutting speed and depth of cut plays an important role in the machining process of the nickel-based alloys, such as Inconel alloy 738. 5 Cutting forces and surface roughness produced during turning were analyzed by many researchers. Ezilarasan and Velayudham experimentally investigated and analyzed machining parameters during turning of the Nimonic C-263 nickel-based superalloy using Taguchi’s experimental design. The parameters considered for the experiments were cutting speed, feed rate and depth of cut. Process performance indicators were cutting forces and surface roughness. Based on cutting forces and surface roughness, optimized machining conditions were presented. 6
Devillez et al. investigated surface roughness and especially residual stresses during machining of Inconel 718 superalloy. They were focused on the effect of dry machining on surface integrity. Wet and dry turning tests were performed at various cutting speeds and semi-finishing conditions using a coated carbide tool. They reported that dry machining with a coated carbide tool leads to potentially acceptable surface quality with residual stresses and microhardness values in the machining affected zone of the same order than those obtained in wet conditions when using the optimized cutting speed value. 7 The machined surface damages were investigated by Zou et al. (2009). NiCr20TiAl nickel-based superalloy was turned in the various cutting conditions. It is found that plastic deformation and carbide particles of NiCr20TiAl alloy are responsible for machined surface damages during turning. The results showed that at high cutting speed and low feed rate, a relatively smooth surface with a thinner work-hardening layer is generated due to the reduced cutting force. 8
Pawade et al. investigated the effect of the machining parameters and cutting tool geometry on surface integrity, during the turning of Inconel alloy 718, by conducting experiments based on Taguchi’s orthogonal array method. Significant machining parameters and their interaction effects were identified with the help of the analysis of variance (ANOVA). 9 Nalbant et al. investigated the effect of cutting speed and cutting tool geometry on cutting forces. For this purpose, Inconel alloy 718 was machined at dry cutting conditions using digitally controlled computer lathe with ceramic cutting tools in two different geometries and three different material qualities. The result showed that there was an increment–decrement relationship between cutting speed and main cutting force. Increasing cutting speed by 66% causes the main cutting force to decrease by 14.6% and increasing cutting speed by 20% causes main cutting force to increase by 10.4% 4
The effects of cutting conditions on machining forces and surface roughness evolution were modeled in various research works. Davoodi and Hosseini Tazehkandi explored the effects of machining parameters on surface roughness and cutting forces in turning of Al 5083 via response surface methodology (RSM). They found that cutting speed and cooling condition are the most effective parameters on surface finish and cutting forces. 10 Bhardwaj et al. examined surface roughness during machining of AISI 1019 steel using RSM. The result shows that the feed is the main influencing factor on surface roughness while the depth of cut has no significant influence. 11 Bartarya and Choudhury examined the effect of machining parameters on cutting forces and surface roughness during turning of EN 31 steel using ANOVA. The results indicate that the depth of cut exhibited maximum influence on cutting forces and surface roughness as compared to feed rate and cutting speed. 12 Aouici et al. conducted a research on the prediction and optimization of cutting and feed forces in machining of AISI H11 steel. They investigated the effects of cutting speed, feed rate and cutting depth using cubic boron nitride (CBN) tool. ANOVA was performed, and the effects of these parameters in different levels were studied, and optimal values for cutting forces were determined. 13
From published works, it is clear that a few studies were presented in the machining of Inconel alloy 738. Furthermore, there is not any published article that considers turning of this alloy. Therefore, this article focused on delimiting accurately the working parameters’ domain of turning. Since nickel-based superalloys especially Inconel 738 are used in high temperatures under compressive loads in industry and it is not possible to grind this alloy, obtaining desired surface roughness and decreasing cutting forces are very important to reduce compressive loads, conserving mechanical properties and minimizing variations in microstructure of the machined surface. 5 Consequently, in this work, each machining parameter was investigated separately. Moreover, the effects of cutting speed, feed rate and the depth of cut on surface roughness and cutting forces in turning of Inconel alloy 738 with coated carbide tool in wet machining were investigated by applying the RSM. The RSM, as employed in this investigation, is a collection of mathematical and statistical techniques, which is useful for the modeling and analysis of problems, in which a response of interest is influenced by several variables, and the objective is to optimize the response. 5 The ANOVA is used for checking the validity of developed model and studying the effect of machining parameters on responses. 6 In order to obtain good surface quality and lowest cutting forces, optimized cutting conditions have to be employed, which needs a suitable modeling technique for achieving better results. From the above, it is seen that optimization is one of the important activities for the economy of manufactures, to predict the performance characteristics of machining. 14 Optimum cutting conditions with respect to the surface roughness parameters and cutting forces are proposed with the help of response optimization technique.
Experimental work
Workpiece material
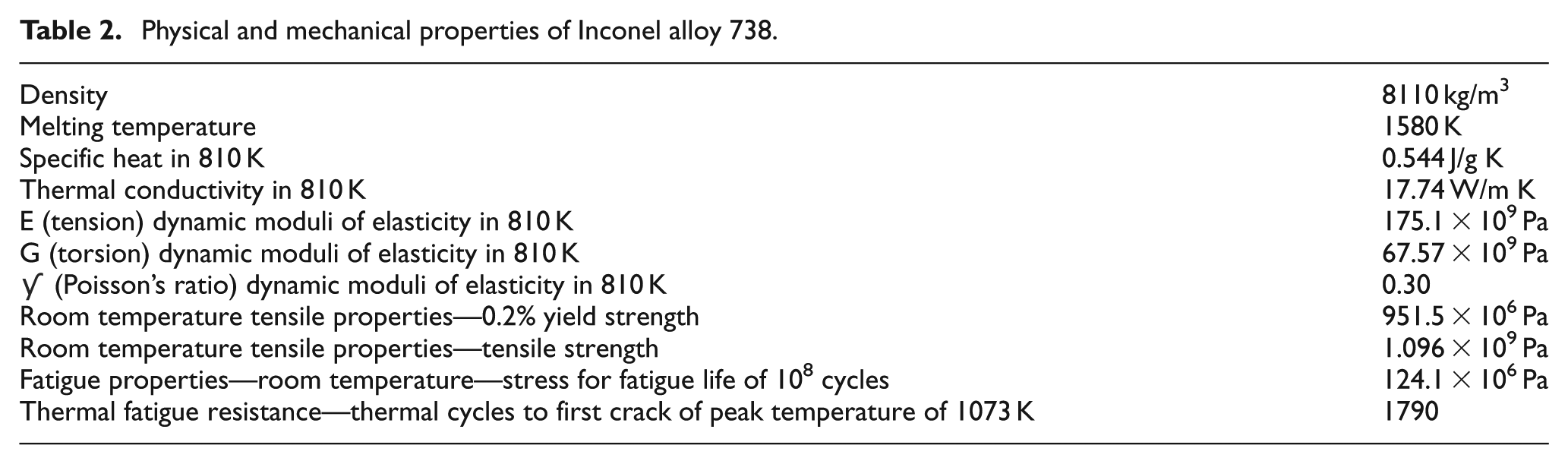
Inconel alloy 738 material of 12 mm diameter and 250 mm length was used for all the experiments. The chemical analysis and physical and mechanical properties of Inconel alloy 738 at 538 °C (810 K) are given in Tables 1 and 2, respectively. According to Table 3, heat treatment of Inconel 738 was performed.
Chemical analysis of Inconel alloy 738.

Physical and mechanical properties of Inconel alloy 738.
Heat treatment of Inconel alloy 738.

Experimental procedure
Coated carbide inserts of ISO designation CNMG 12-04-04-MF with 11-05 grade and chip breaker geometry by Sandvik Company were used for the experiments. The cutting inserts were clamped to a left-hand tool holder having ISO designation PCBNL 20-20 M12 by Seco Company. A computer numerical control (CNC) lathe (EMCOTURN 242 TC, Austria) was used for machining of the workpieces. The machine has a maximum spindle speed of 4500 r/min and maximum power of 13 kW. In order to meet demands of the environment-friendly cutting processes, biodegradable vegetable oil (BioCut 46-00) was selected as the cutting fluid. BioCut 46-00 properties are given in Table 4.
Properties of biodegradable vegetable oil (BioCut 46-00).

Cutting forces and surface roughness measurement
Three components of cutting forces, feed force (Fa), thrust force (Fr) and cutting force (Fc), were recorded using a standard quartz dynamometer (Kistler 92-57B) allowing measurement from −5 to 5 kN. Instantaneous roughness criteria measurements (arithmetic mean roughness, Ra), for each cutting condition, were carried out by means of Mitutoyo Surftest 201 roughness meter. The examined length was 2.8 mm with a basic span of 3. The measurements were repeated three times at three reference lines equally positioned at 120°, and the reported result is the average of these values. In order to analyze the machined surfaces, MV23-00’s scanning electron microscopy (SEM) was used.
Design of experiments
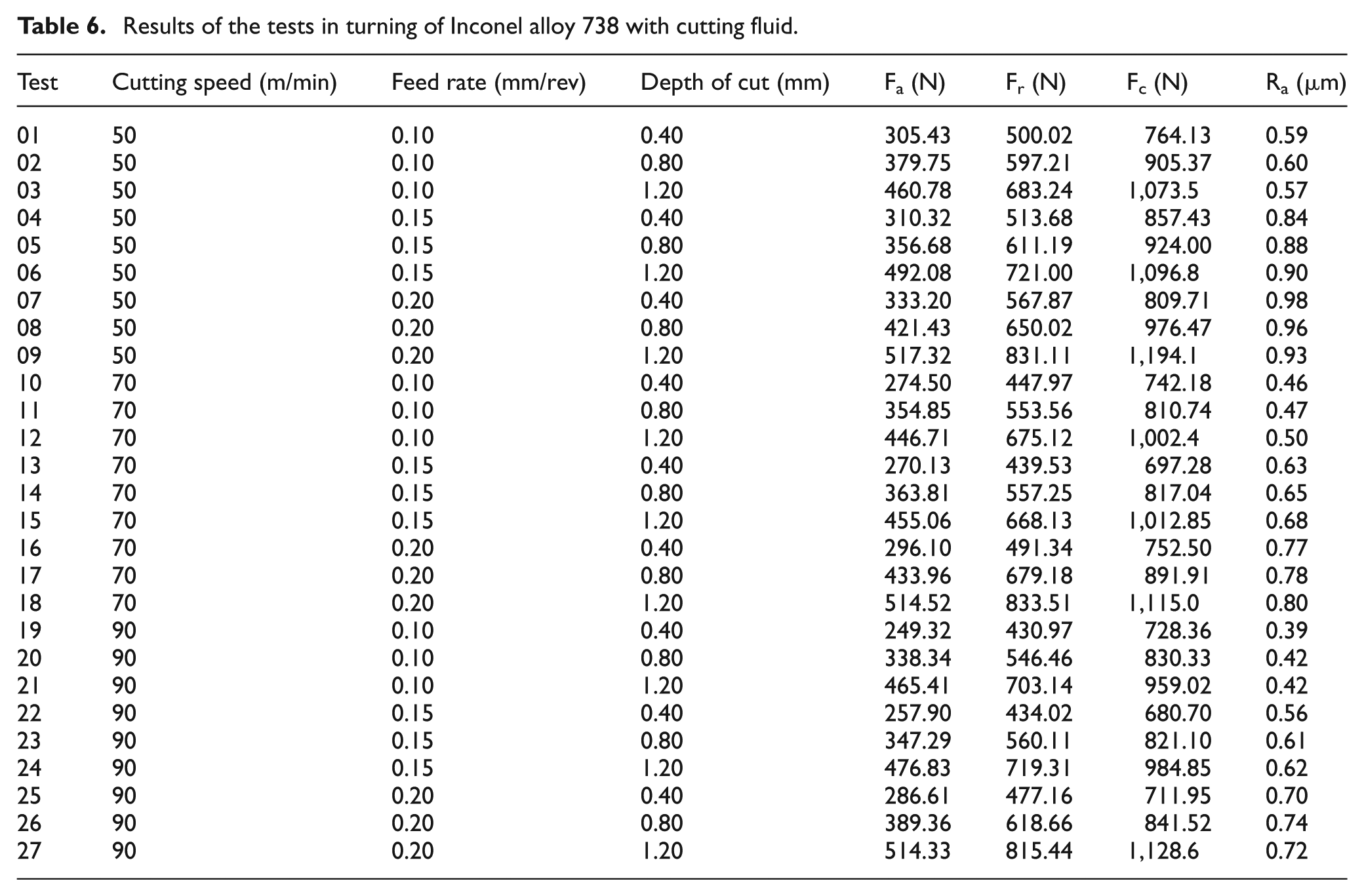
The aim of the experiments was to analyze the effect of cutting parameters on cutting forces and surface roughness during turning of Inconel alloy 738. The experiments were carried out using full factorial method, and the results were analyzed with RSM. The RSM is a procedure able to determine a relationship between independent input process parameters and output data. This procedure includes six steps. These are as follows: (1) defining the independent input variables and the desired output responses; (2) adopting an experimental design plan; (3) performing regression analysis with the quadratic model of RSM; (4) calculating the statistical ANOVA for the independent input variables in order to find parameters that significantly affect the response; (5) determining the situation of the quadratic model of RSM (whether it needs screening variables or not) and finally (6) optimizing, conducting confirmation experiment and verifying the predicted performance characteristics. 13 The identified cutting parameters were cutting speed, feed rate and depth of cut. A range of machining parameters was selected from a Sandvik® catalog. The cutting parameters with various levels are given in Table 5. The results obtained from the experiments are given in Table 6.
Machining parameters and their levels.

Results of the tests in turning of Inconel alloy 738 with cutting fluid.
Results and discussion
Controllable parameters
Cutting speed
Effect of cutting speed on three components of cutting forces during machining process of Inconel alloy 738 is indicated in Figures 1–3. Increasing cutting speeds within the range of cutting speeds given by tool manufacturer reduces cutting forces. According to Figure 4 indicating the effect of cutting speed on surface roughness, it can be concluded that increasing cutting speed improves surface quality in addition to the reduction in cutting forces. The reason for decreasing cutting forces along with an increase in cutting speed is related to poor machinability of Inconel alloy 738 and its low heat transfer coefficient. During machining process of Inconel alloy 738, abundant heat is generated in cutting region. Due to low heat transfer coefficient of this alloy, generated heat remains in workpiece surface, softens it and consequently deforms workpiece surface elastically. 7 The softening and elastic deformation of workpiece surface lead to reduction in cutting forces and improvement of surface quality. However, it is worthy to mention that increasing cutting speed should be in a specific range according to cutting tool standards. Excessive increase in cutting speed results in a severe generated heat growth. Due to low heat transfer coefficient of Inconel alloy 738, the generated heat remains in workpiece surface and leads to plastic deformation and movement of surface layers by cutting edge of tool. This results in cutting forces’ growth and hence, the formation of residual compression and tension stresses in layers underneath the surface. The residual compression stresses intensely deteriorate mechanical properties of Inconel alloy 738. 15 Figure 5 shows SEM image of machined surface of Inconel 738 machined at a cutting speed of 170 m/min. Plastic deformation and movement of surface layers are seen in this image.
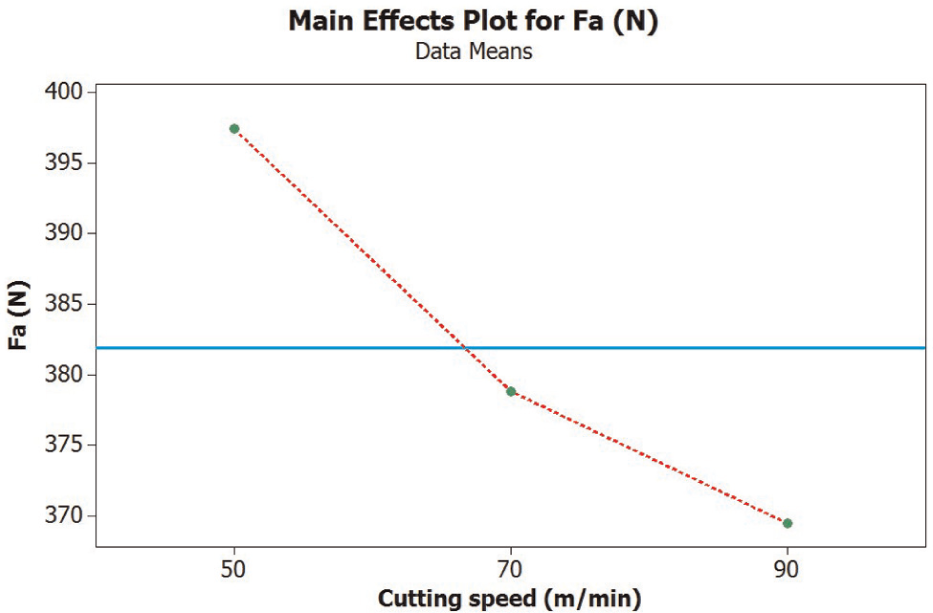
Main effects plot of feed force versus cutting speed.
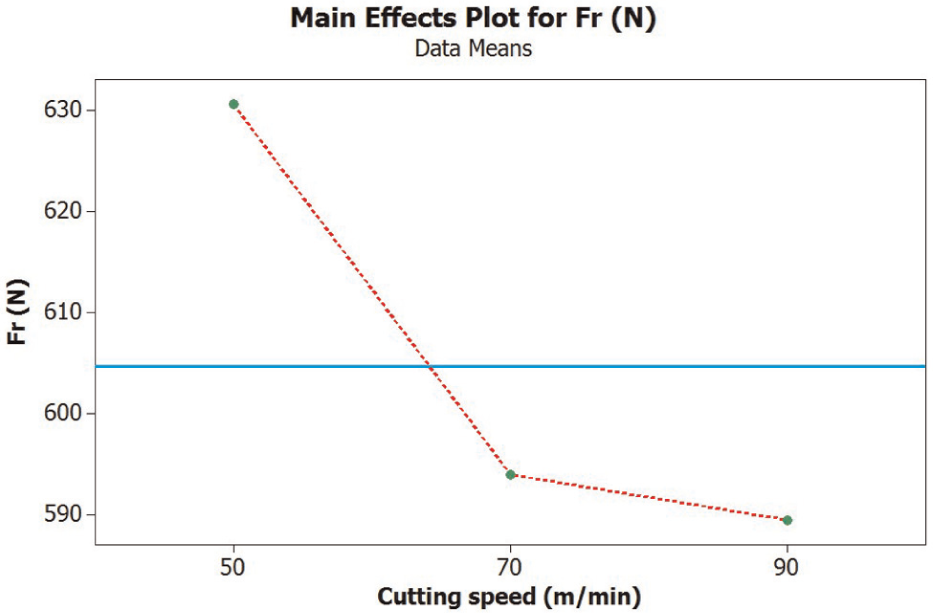
Main effects plot of thrust force versus cutting speed.
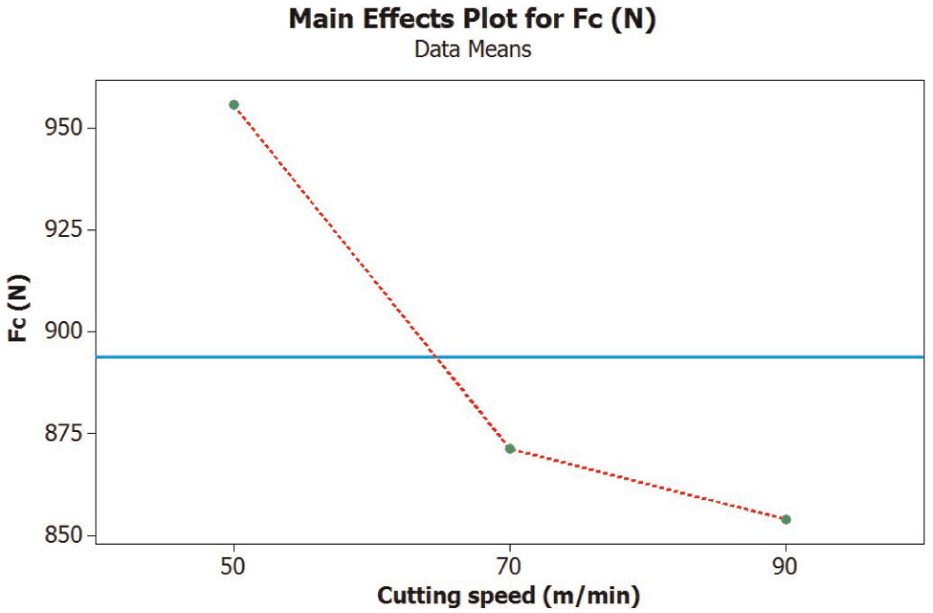
Main effects plot of cutting force versus cutting speed.
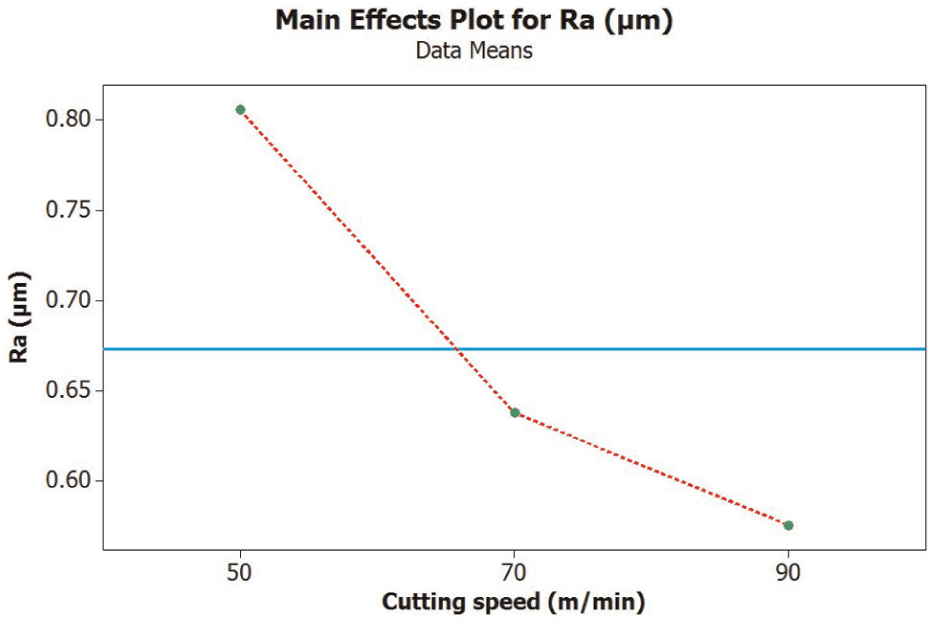
Main effects plot of surface roughness versus cutting speed.
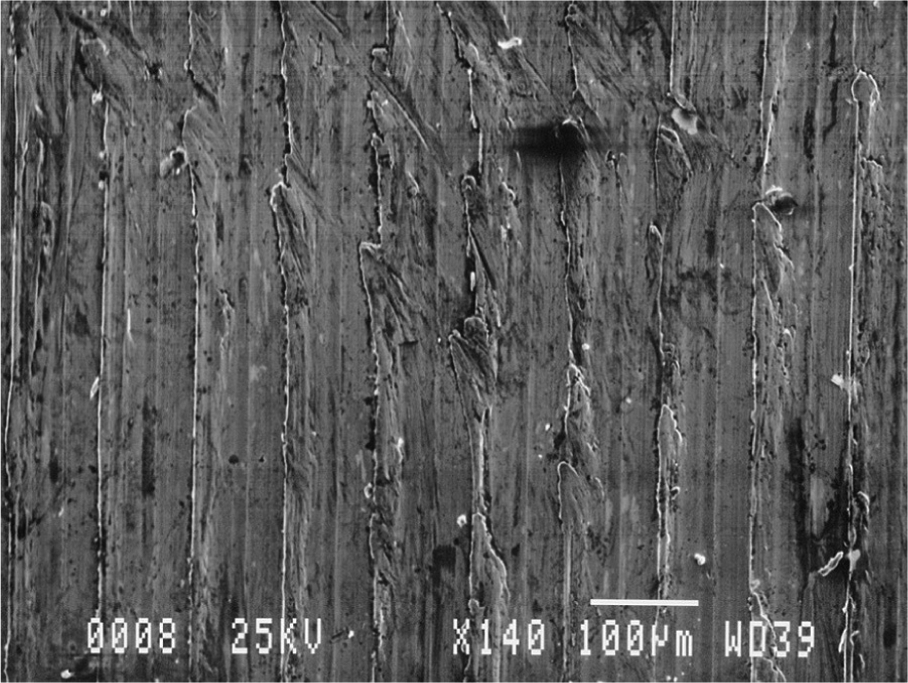
Plastic deformation and movement of surface layers of workpiece machined at cutting speed of 170 m/min, feed rate of 0.1 mm/rev and depth of cut of 0.4 mm.
Feed rate
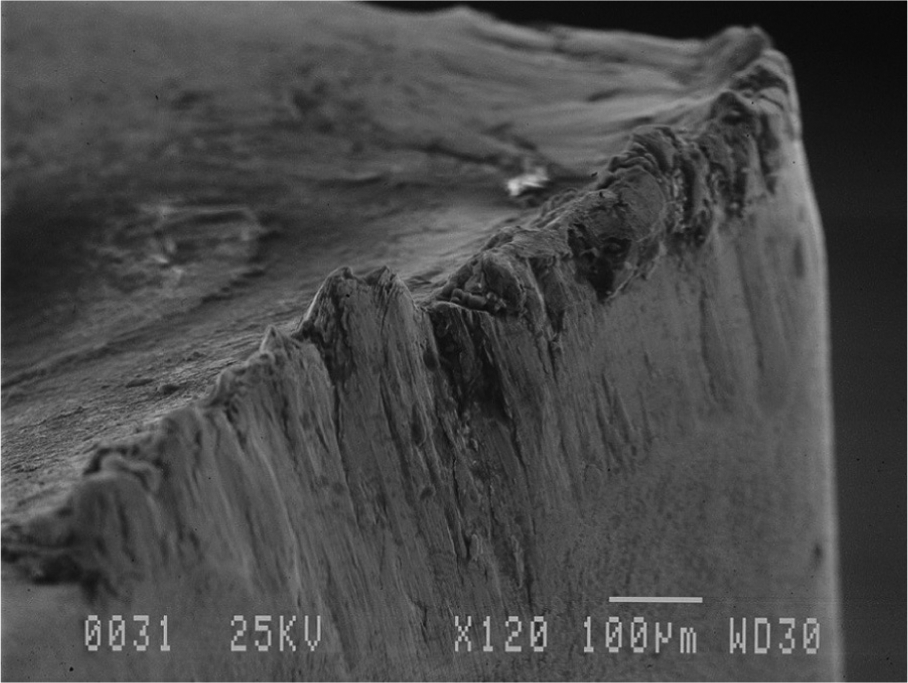
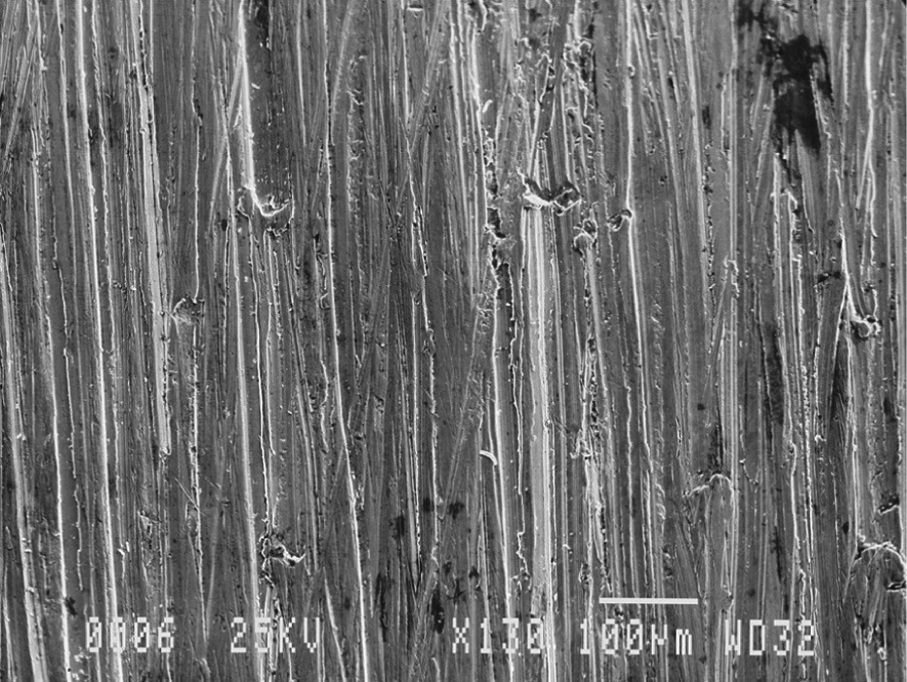
Figures 6–8 show the effect of feed rate on cutting forces. As it can be seen in these figures, increasing the feed rate increases cutting forces during machining process. Consequently, surface roughness increases as it can be seen in Figure 9. Higher feed rates lead to an increase in friction between cutting edge of the tool and cutting surface of the workpiece. In addition to an increase in friction, generated heat due to poor machinability of Inconel 738 results in severe elevation of temperature in cutting region. Consequently, detached pieces of chips are welded to the cutting edge of the tool (according to Figure 10) named as built-up edge. In addition to an increase in cutting forces, formation of the built-up edge on cutting edge of tool damages workpiece surface and abrades it. This causes crack initiation on the workpiece under high pressures. The effect of the built-up edge on the cutting tool is not limited for this phenomenon. Sometimes increasing feed rate and formation of the built-up edge produce grooves on machined surface known as defect for machined surface. 7 The produced grooves and attached chip pieces to the workpiece surface during machining process are seen in SEM image of machined surface at cutting speed of 50 m/min, feed rate of 0.2 mm/rev and depth of cut of 0.4 mm (Figure 11). It is considerable that the volume of produced chips increases at higher feed rates. As a consequence, tool trailing edge attaches chips to the workpiece surface and increases surface roughness and cutting forces. Applying cutting fluids can solve this problem partially by transferring chips away from the machining surface and reduce temperature of machined surface. 16 For this reason, biodegradable vegetable fluid was used as cutting fluid due to environmental issues and decreasing adverse effects of cutting fluids on human health. Another effect of excessive increase in feed rate is work-hardening of the built-up edge. In addition to the formation of grooves and increase in surface roughness and cutting forces, the work-hardened built-up edge detaches some pieces of machining surface and produces pits, as it can be seen in Figure 12. These pits on machined surface are known as a major defect.
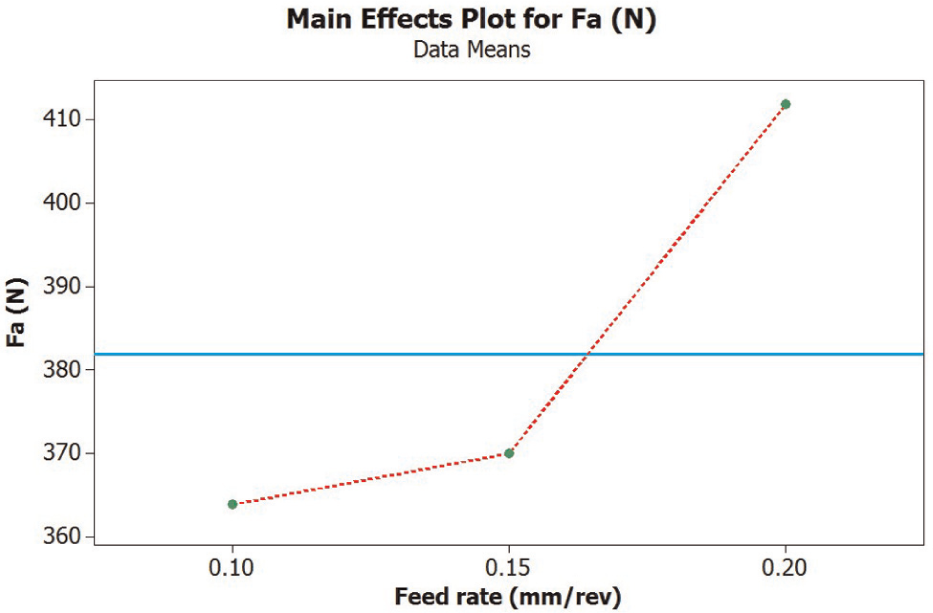
Main effects plot of feed force versus feed rate.
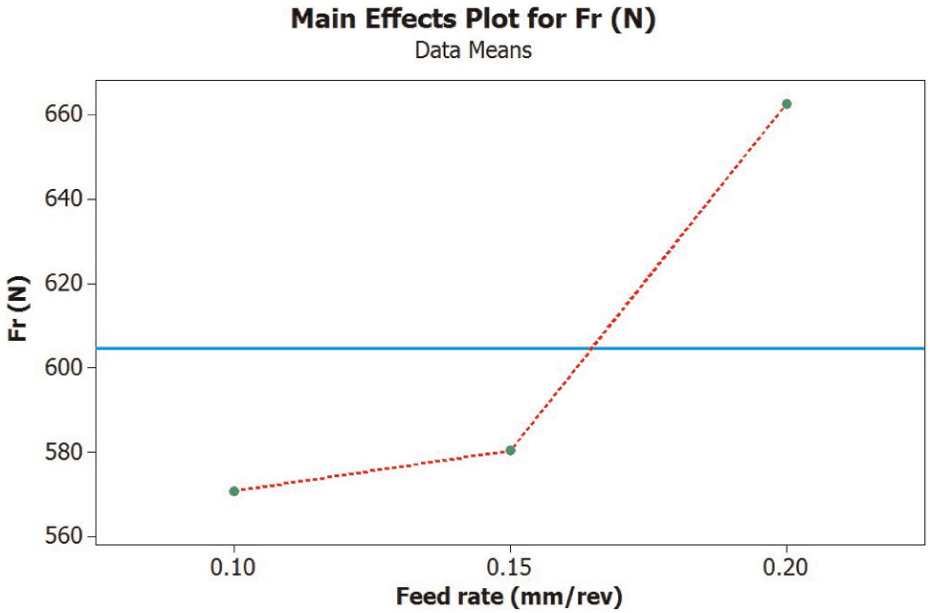
Main effects plot of thrust force versus feed rate.
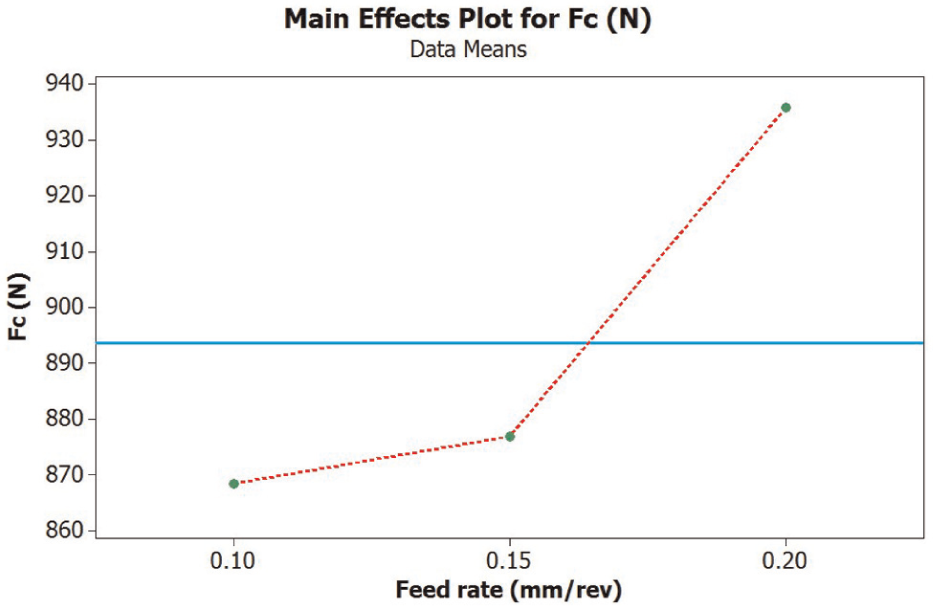
Main effects plot of cutting force versus feed rate.
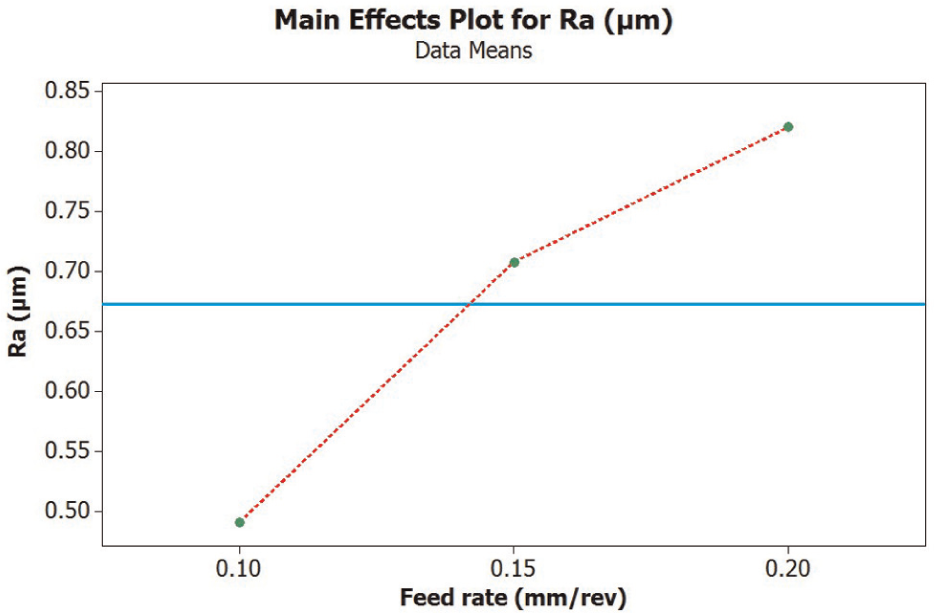
Main effects plot of surface roughness versus feed rate.
SEM image provided from surface of cutting edge of tool after machining at cutting speed of 50 m/min, feed rate of 0.2 mm/rev and depth of cut of 0.4 mm indicating formation of built-up edge on cutting edge of tool.
SEM image provided from machined surface of workpiece machined at cutting speed of 50 m/min, feed rate of 0.2 mm/rev and depth of cut of 0.4 mm showing produced grooves on surface and movement of surface layers.
SEM image provided from workpiece surface machined at cutting speed of 50 m/min, feed rate of 0.3 mm/rev and depth of cut of 0.4 mm indicating formed pits on workpiece surface at high feed rate.
Depth of cut
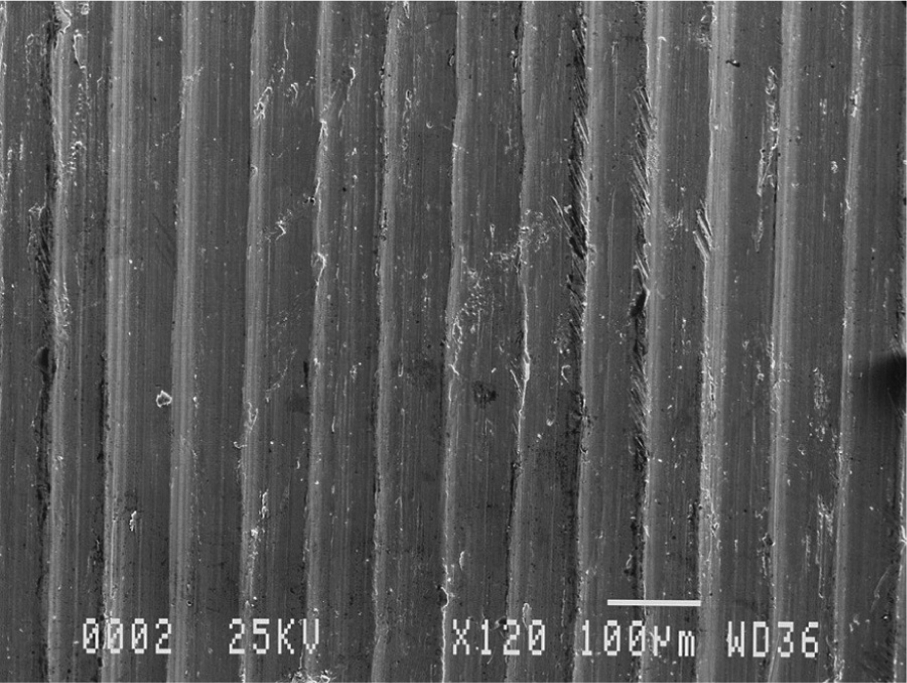
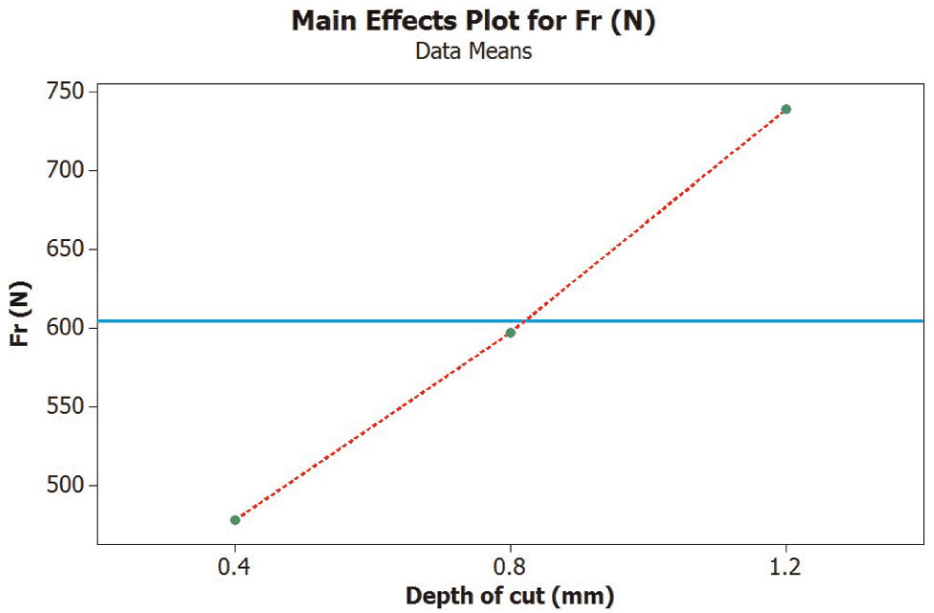
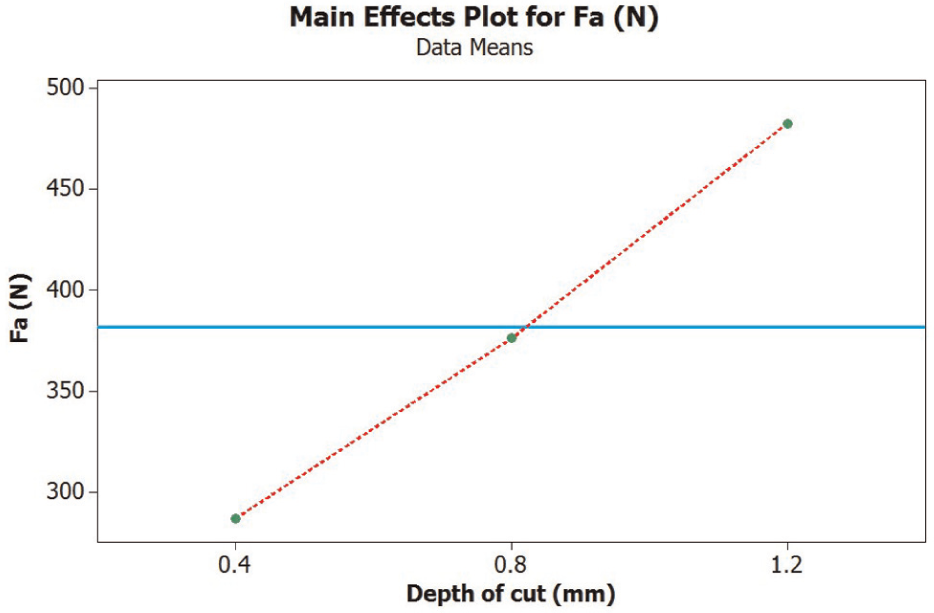
According to Figures 13–15, increasing the depth of cut severely increases cutting forces due to an increase in material removal volume. An increase in the depth of cut increases surface roughness though not in a considerable amount (Figure 16). Regarding toughness and hardness of Inconel alloy 738, it is not possible to excessively increase the depth of cut because of tool breakage and chipping. Tool breakage and chipping result in discontinuity of machining surface in addition to discontinuity of material removal. 15 It should be noted that cutting depths of much lower than radius of tool tip as well as very high cutting depths damage the surface and deteriorate surface quality. During machining with cutting depths of lower than the radius of tool tip, tool tip ploughs the surface and increases surface roughness. Ploughing effect increases the temperature of cutting surface and softens workpiece surface. As a result, tool tip moves surface layers and plastically deforms it. It is worthy to note that if ploughing effect happens, most of cutting forces will be related to this phenomenon. 7 Figure 17 shows SEM image provided from workpiece surface machined at cutting speed of 50 m/min, feed rate of 0.1 mm/rev and depth of cut of 0.1 mm. Ploughing effect at depth of cut lower than tool tip radius is apparent in this figure.
Main effects plot of feed force versus depth of cut.
Main effects plot of thrust force versus depth of cut.
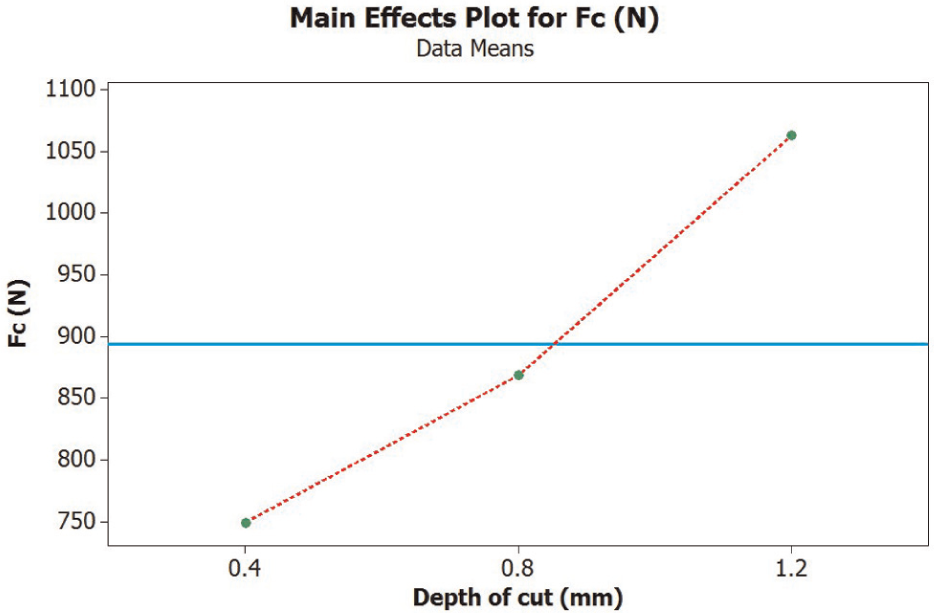
Main effects plot of cutting force versus depth of cut.
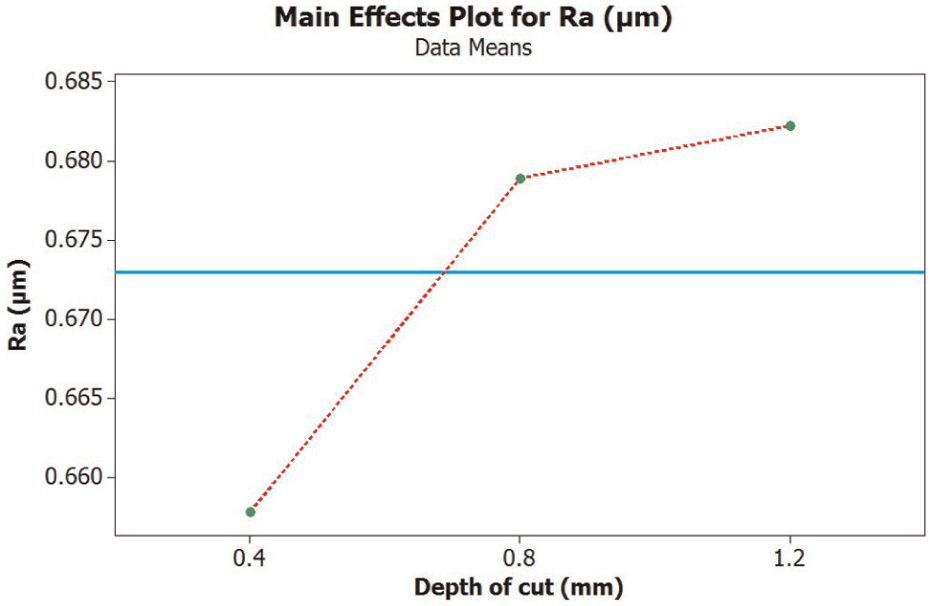
Main effects plot of surface roughness versus depth of cut.
SEM image provided from workpiece surface machined at cutting speed of 50 m/min, feed rate of 0.1 mm/rev and depth of cut of 0.1 mm indicating ploughing effect.
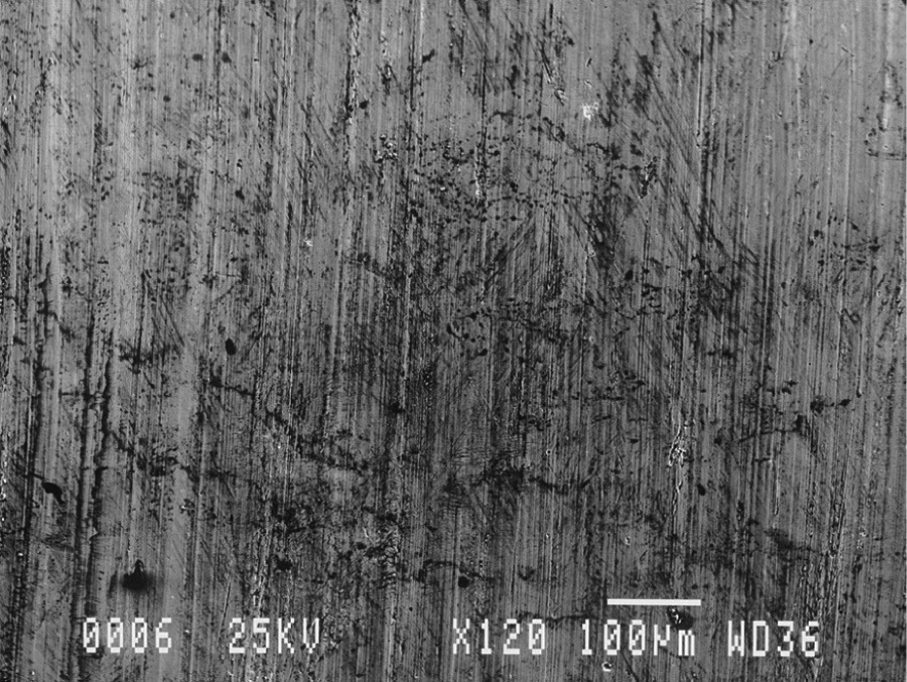
Finally, it can be concluded that high cutting speed, low feed rate and depth of cut result in obtaining minimum cutting force and surface roughness. According to Table 6, the best condition for cutting force and surface roughness is obtained at feed rate of 0.1 mm/rev, cutting speed of 90 m/min and depth of cut of 0.4 mm. This set of parameters produces cutting forces of Fa = 249.32 N, Fr = 430.97 N and Fc = 728.36 N and surface roughness of Ra = 0.39 μm. Figure 18, which shows SEM image provided from the surface of this sample, confirms having the best condition regarding cutting speed and surface roughness.
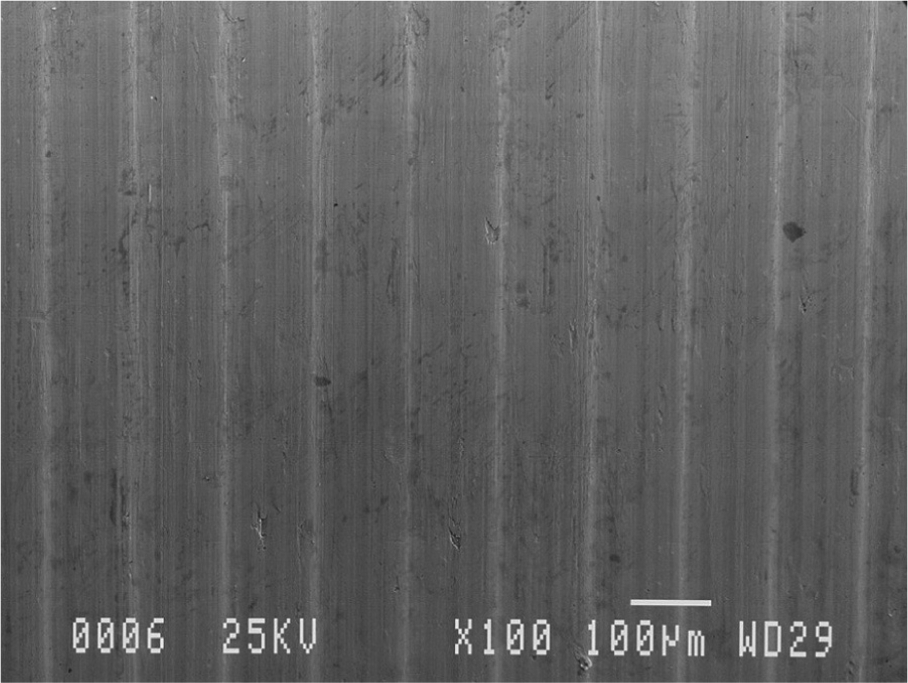
SEM image of machined surface at cutting speed of 90 m/min, feed rate of 0.1 mm/rev and depth of cut of 0.4 mm.
Regarding coated carbide material and main elements of C and W for tool, energy-dispersive X-ray spectroscopy (EDS) analysis was carried out on machined surface of Inconel alloy 738 in order to determine whether or not any tool pieces are attached to the workpiece surface. The EDS result seen in Figure 19 shows that there is not considerable amount of W and C on the surface. It should be noted that W is an alloying element for Inconel alloy 738 and due to low amount of W in Figure 19, it is related to Inconel alloy 738 rather than the tool.
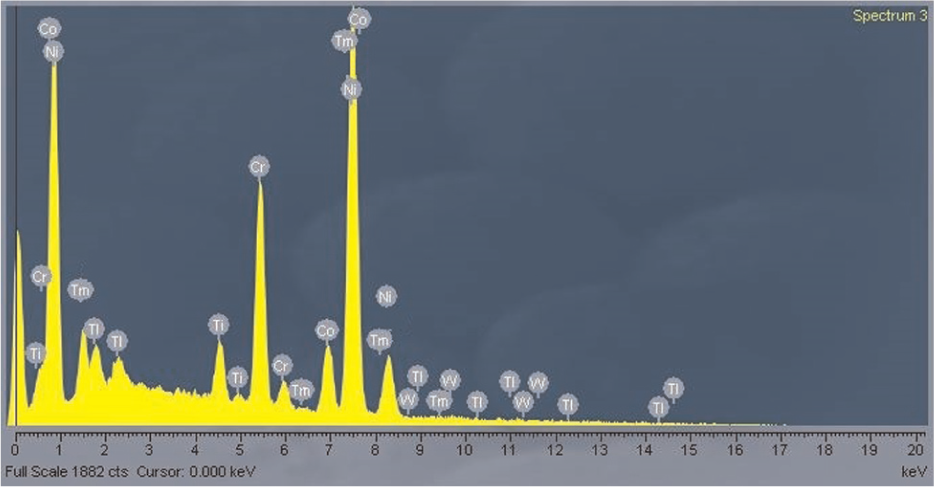
EDS microanalysis of machined surface at cutting speed of 90 m/min, feed rate of 0.1 mm/rev and depth of cut of 0.4 mm.
ANOVA
The ANOVA method measures the effect of input variables on response variables through the relationship between these three sets of variables. The purpose of ANOVA is to determine which machining parameters highly affect cutting forces and surface roughness. Each of the p-values is presented in Tables 7–10. The lowest the p-value, the highest the effect for the corresponding output parameters. 17 The statistical significance of the fitted quadratic models was evaluated by the p-values of the ANOVA. These values are given in Table 7 (for feed force), Table 8 (for thrust force), Table 9 (for cutting force) and Table 10 (for surface roughness). When p-values are less than 0.05 (or 95% confidence), the obtained models are considered to be statistically significant. It demonstrates that the chosen parameters in the model have a significant effect on the responses. The F-value is an index used to check the adequacy of the model. 18
Analysis of variance for feed force (N).
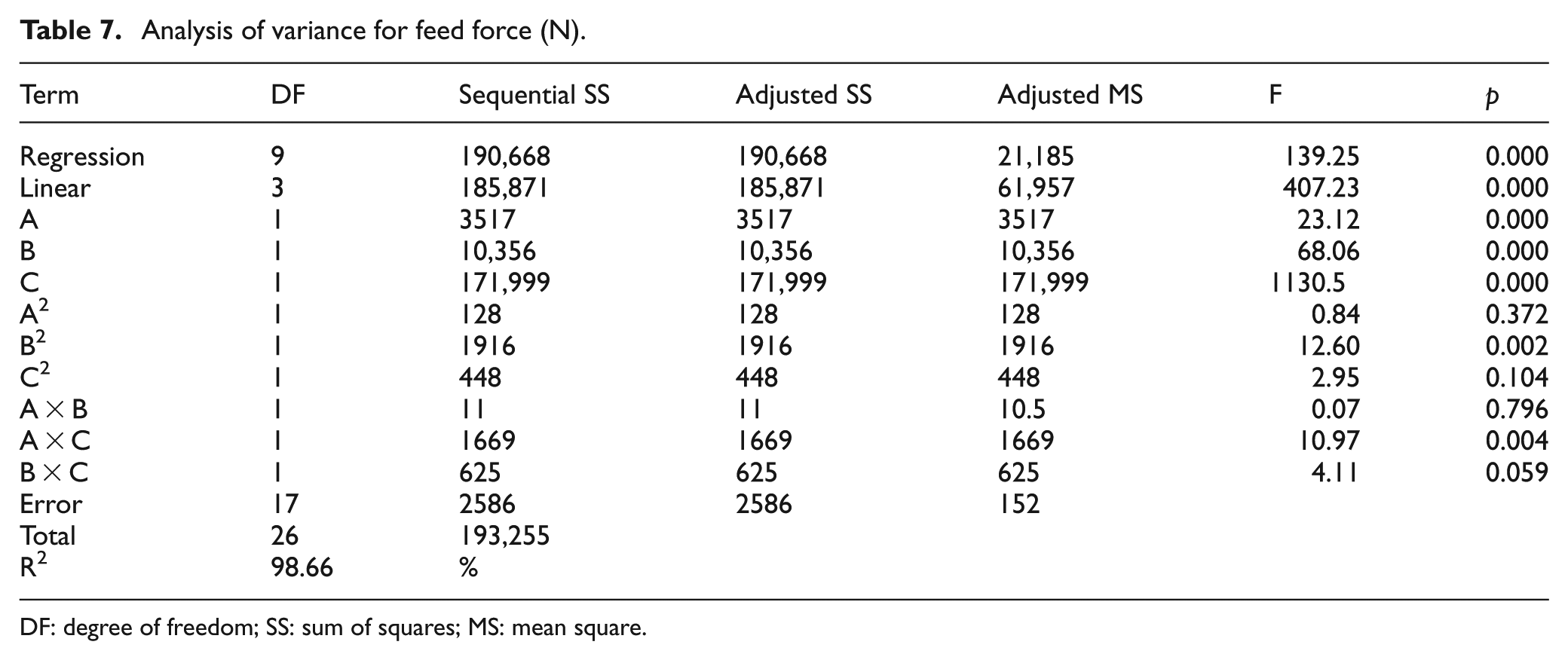
DF: degree of freedom; SS: sum of squares; MS: mean square.
Analysis of variance for thrust force (N).
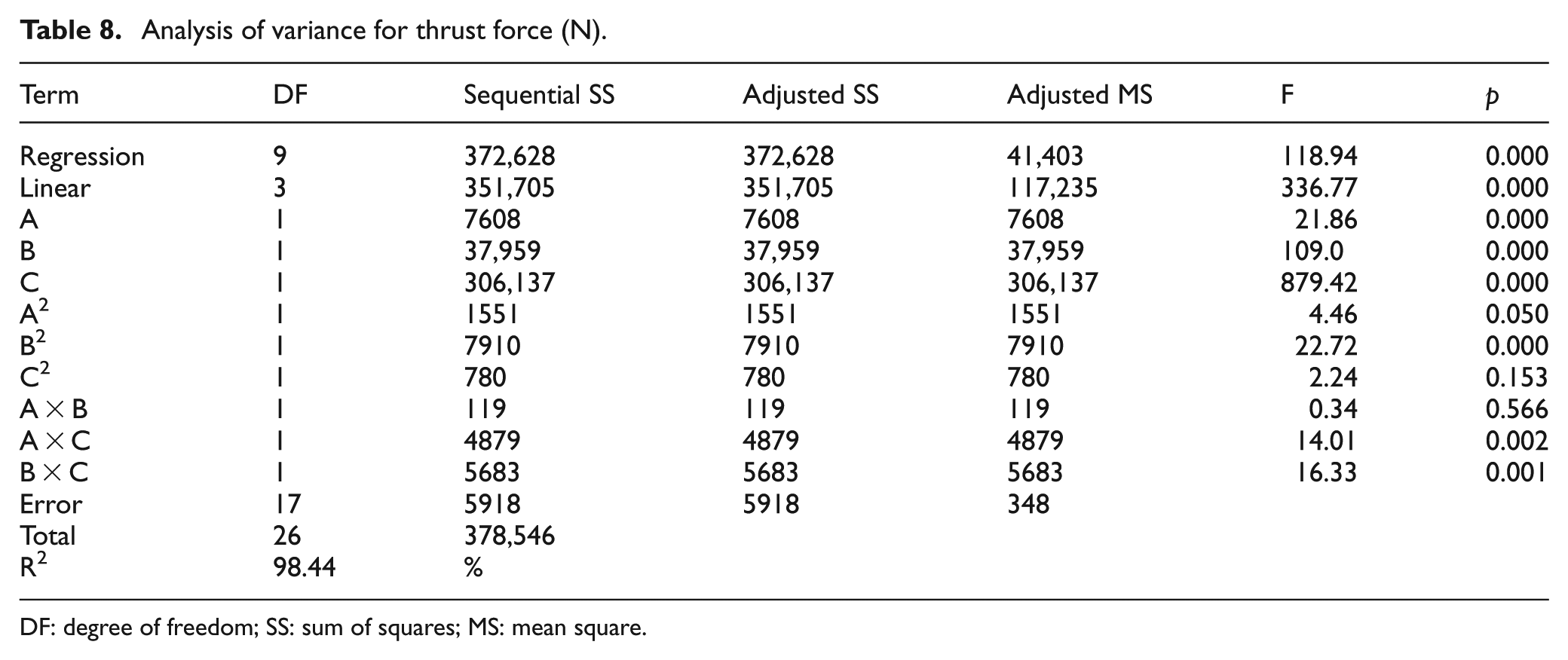
DF: degree of freedom; SS: sum of squares; MS: mean square.
Analysis of variance for cutting force (N).
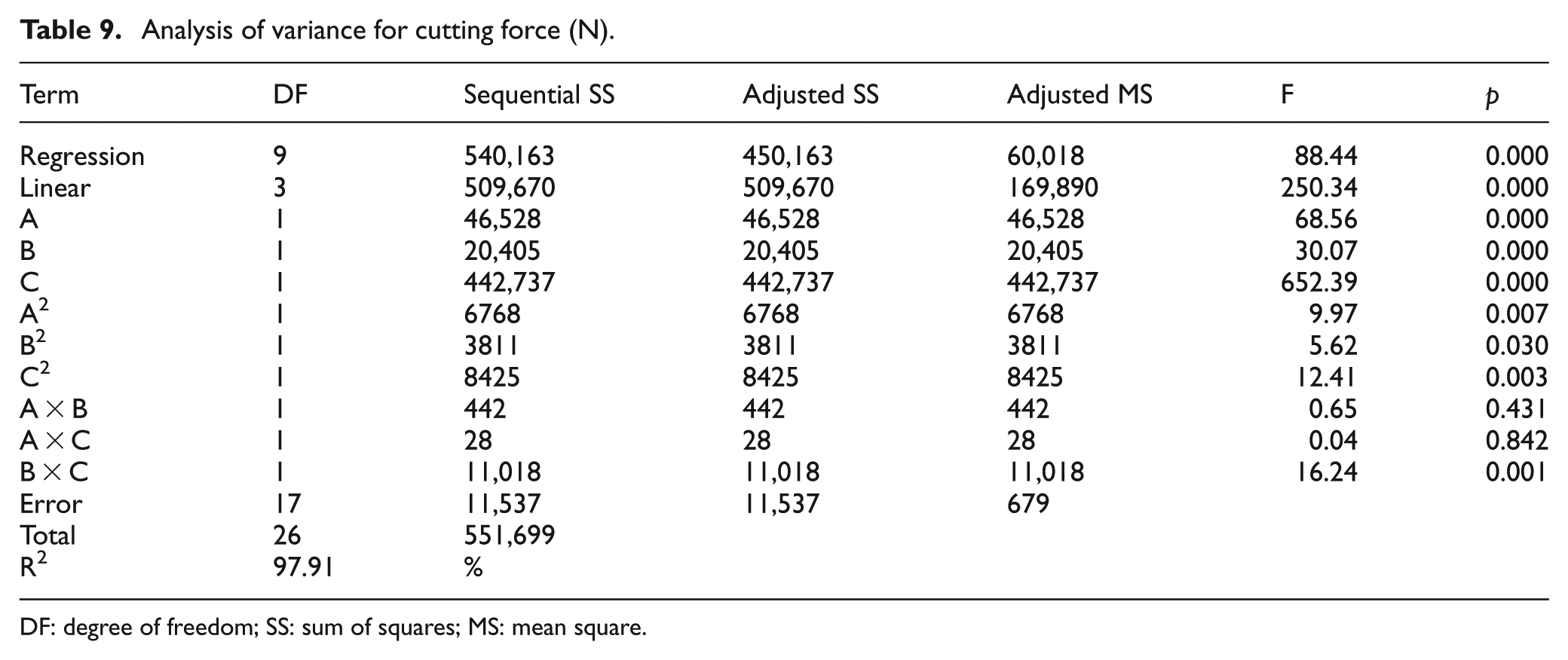
DF: degree of freedom; SS: sum of squares; MS: mean square.
Analysis of variance for surface roughness (μm).
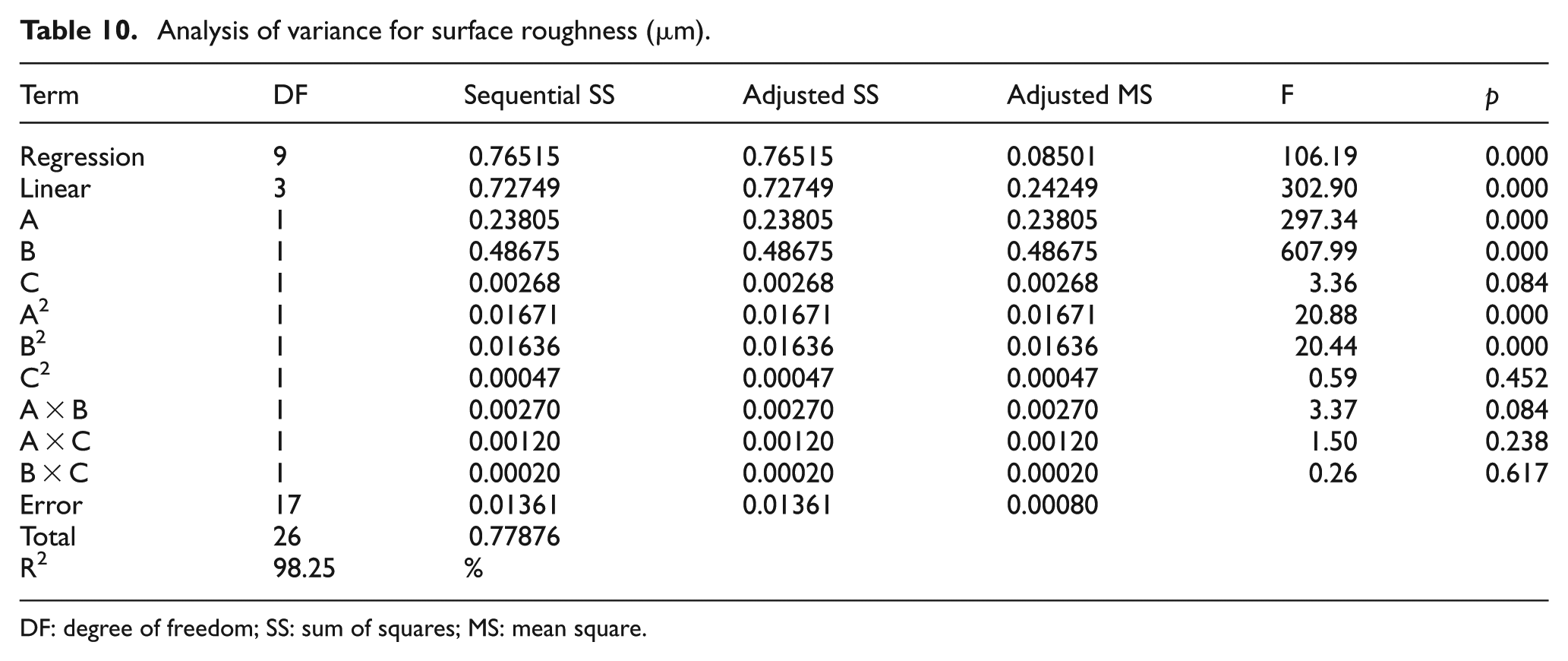
DF: degree of freedom; SS: sum of squares; MS: mean square.
According to Tables 7–9, it can be concluded that cutting speed, feed rate and depth of cut have significant effect on feed force, thrust force and cutting force. The most significant machining parameters are first depth of cut, then cutting speed and finally feed rate. Interaction effect of cutting speed–depth of cut has significant effect on feed force. About thrust force, interaction effects of cutting depth–cutting speed and cutting depth–feed rate have the significant effect. In addition, interaction effect of cutting depth–feed rate is higher than cutting depth–cutting speed. In addition, interaction effect of cutting depth–feed rate has significant effect on cutting force too. Regarding surface roughness, cutting speed and feed rate have significant effect (according to Table 10) while interaction effect between machining parameters has no significant effect on surface roughness. As it can be seen in Table 10, effect of feed rate is much higher than effect of cutting speed on surface roughness.
The effectiveness of the models for feed force, thrust force, cutting force and surface roughness can be further analyzed with the help of the R2 values. In this work, the R2 values for the feed force, thrust force, cutting force and surface roughness are 98.66%, 98.44%, 97.91% and 98.25%, respectively. A higher value of R2 is always desirable. 6
Regression equations
The relationship between the factors and performance measures were modeled by quartic regression. The obtained regression equations were as follows. The feed force Fa model is given below in equation (1)
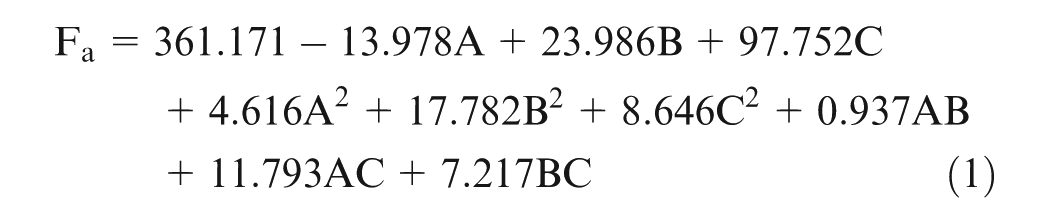
where A is the cutting speed (m/min), B is the feed rate (mm/rev) and C is the depth of cut (mm).
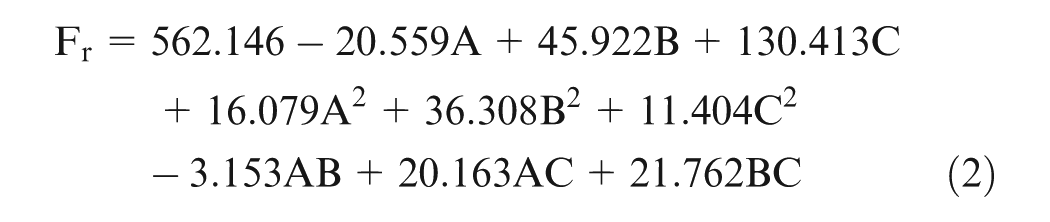
The thrust force model (Fr) is given by equation (2)
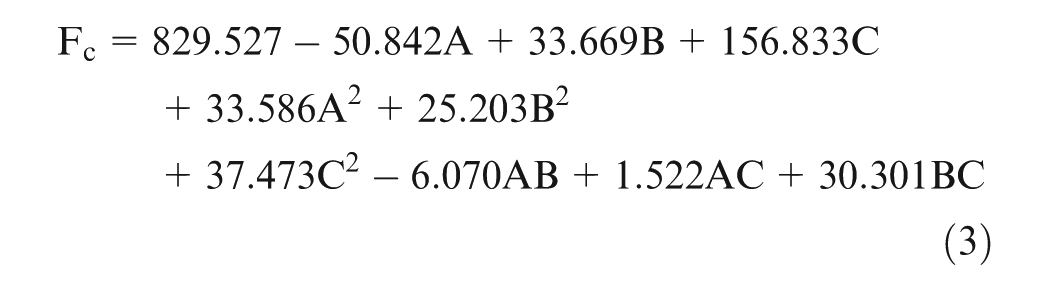
The cutting force model (Fc) is given by equation (3)
The surface roughness model (Ra) is given by equation (4)
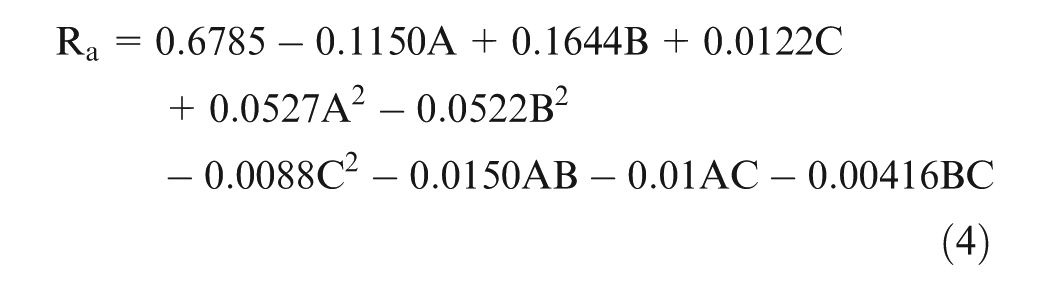
Optimization of cutting conditions
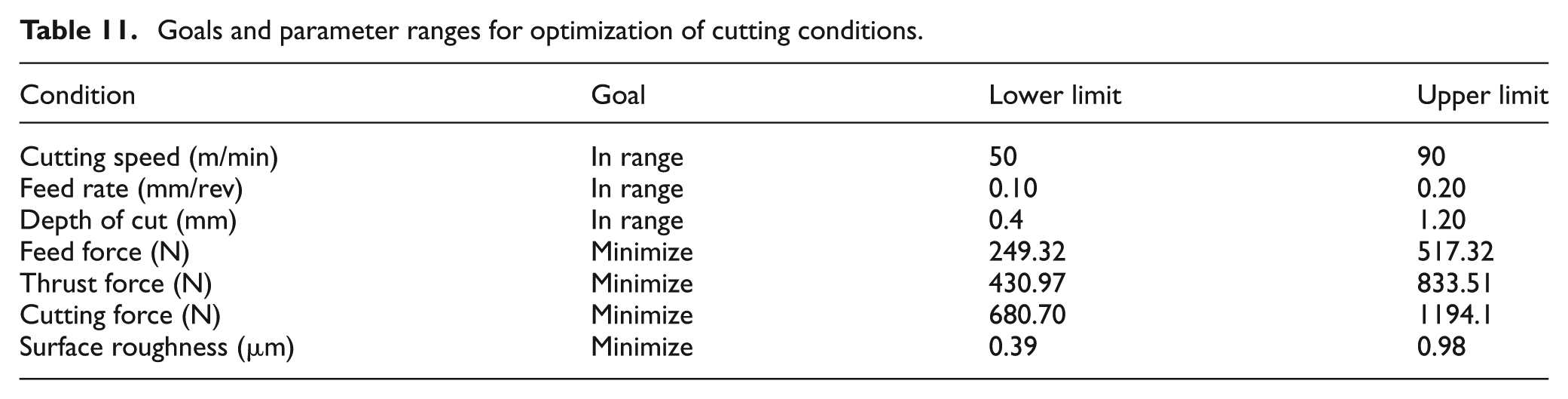
It was considered that the optimal manufacturing conditions for turning of Inconel alloy 738 are those with minimum values of cutting forces (Fa, Fr and Fc) and surface roughness (Ra) during the turning process. The goals and the parameters’ ranges defined for optimization are summarized in Table 11. Table 12 shows the RSM optimization results for cutting forces and surface roughness.
Goals and parameter ranges for optimization of cutting conditions.
Improved values for surface roughness and cutting forces.

Conclusion
In this article, the effect of machining parameters (cutting speed, feed rate and depth of cut) on cutting forces and surface roughness of nickel-based Inconel alloy 738 was investigated during turning process using coated carbide tool. In order to consider environmental issues, biodegradable vegetable oil was used as cutting fluid in all experiments. All experiments were carried out in full factorial form and to analyze the results and investigate the effect and interaction effect of machining parameters on cutting forces and surface roughness using the RSM technique. Finally, optimum parameters for obtaining minimum cutting forces and surface roughness were proposed. The foremost conclusions that can be drawn are as follows:
The most effective parameters on cutting forces were found as first the depth of cut, then feed rate and finally cutting speed.
The cutting depths much lower than tool tip radius lead to ploughing effect and growth of cutting forces and deterioration of surface quality.
Increasing cutting speed at permitted range given by tool manufacturer caused softening and elastic deformation in cutting region and subsequently, reduction in cutting forces and surface roughness.
Excessive increase in cutting speed lead to plastic deformation in cutting region and material flow on workpiece surface and subsequently, increase in cutting forces and surface roughness.
The most effective parameter on surface roughness was first feed rate and then cutting speed. To obtain lower surface roughness, higher cutting speeds and lower feed rates should be chosen.
The lowest surface roughness and cutting forces were obtained at highest cutting speed in permitted range and lowest feed rate and depth of cut (cutting speed of 90 m/min, feed rate of 0.1 mm/rev and cutting depth of 0.4 mm).
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.