
Abstract
An integrated model based on finite-element method has been proposed to examine the mechanical and thermal responses of strips and work-rolls in tandem and reverse cold rolling operations. The model has been developed such that the influence of various process parameters, such as lubrication, rolling speed, frictional state and back-up rolls, can be examined. Thermal behaviors of the rolled material and the work-rolls have been analyzed using stream-line upwind Petrov–Galerkin approach, in order to make the model applicable to high-speed rolling processes, as well. The results have been compared to the actual on-line measurements and shown to be of acceptable accuracy. Such modeling approach can be considered as a useful means, providing a detailed insight on the thermo-mechanical response of strips, as well as work-rolls, during high-speed cold rolling of steel strips. Additionally, special attention has been drawn towards the prediction of the occurrence of the metallurgical phenomenon dynamic strain aging based on the results obtained from the numerical modeling in this work.
Keywords
Introduction
It has been for several decades that extensive attention has been drawn to the mathematical-based study of metal forming operations. Among all metal forming processes, rolling, as one of the most significant of all, has been the subject of numerous research works from the standpoint of mathematical methods in engineering. 1 The principal approaches so far used to mathematically model this forming process include slab method, upper bound and slip line field theorems, and more recently, finite element, finite difference and mesh (element) free methods.2,3 Among those, due to its high accuracy as well as being computationally cost-effective, finite-element method (FEM) has been considered as one of the best and most applicable methods for mathematical analysis of rolling processes.
Finite-element modeling of the rolling process includes works performed with the purpose of determining the rolled metal behavior during the forming process, and/or study of the rolling mills during the operation. Research conducted by Mori et al., 4 Liu et al., 5 Yadav et al., 6 Gratacos et al., 7 Prakash et al., 8 Dixit and Dixit 9 and Qayyum et al. 10 are among the several works performed on the mentioned subjects. Rigid plastic and elasto-plastic material behaviors of various metals, such as copper, aluminum or steel strips have mostly been considered for finite-element modeling of the process in the above-mentioned literature. In some of the mentioned references, rolling forces and torques have been predicted and compared to actual on-line measurements, while the roll profile variation has been studied using simple Hitchcock’s formula, 11 assuming that the roll profile remains circular in shape but with a larger radius upon contact to the strip.
In majority of the works conducted in mathematical modeling of cold rolling process, thermal behaviors of both rolled material and work-rolls have been neglected, since thermal aspects in cold rolling play a less considerable role during the process. Accordingly, there are only a few studies conducted taking into account the thermo-mechanical response of strips and work-rolls during cold rolling process.12–14 It has been documented that although the thermal loading is generally neglected during the mathematical analysis of cold rolling, it might give rise to large localized stresses within the work-roll, which would eventually elevate the level of dimensional inaccuracy of the final product and/or shorten the roll life. 13 Another significance of the thermal analysis of cold rolling, particularly in cold rolling of steels, is in prediction of the thermally activated metallurgical phenomenon dynamic strain aging (DSA). DSA is a phenomenon which can be occurred during cold and warm forming processes and is associated with a change in the flow behavior of the material, and even its microstructure. 15 The occurrence of this phenomenon is often associated with the serrated stress–strain curves, as well as the formation of shear bands within the deformed material, possibly causing inhomogeneity of the grain structure when the cold rolled metal is subjected to annealing.16–18 Depending on the material’s chemical composition and the applied strain rate, DSA can take place within a wide range of temperatures. In case of high-speed cold rolling of steels, several factors might result in an increased strip temperature within the roll gap, most importantly poor lubrication and high magnitude of reduction per pass, while the uncontrolled temperature increase in the material might give rise to the occurrence of DSA.
Other than the two factors mentioned above, which are reduction and lubrication, the interpass time and cooling conditions can also influence the temperature control of the strip. The significance of the interpass time and cooling conditions is particularly revealed when comparing tandem and reverse rolling operations; not to mention that both operations are widely used in industrial-scale rolling plants. In addition to the completely different interpass conditions, the strain accumulation has also been documented to be different for the case of direct and reverse rolling operations.19–22 The strain accumulated within the rolled product in each rolling pass can substantially affect the flow stress of the material during the next rolling pass, while the increased flow stress can change the rolling pressure, the strip temperature and eventually the properties of the final product.
Following the explanations provided above, and the fact that no detailed study on the occurrence of DSA during cold rolling operations is currently available in the literature, this work was conducted, aiming to examine the influence of several process parameters, for instance, rolling speed, reduction magnitude, lubrication and rolling direction, on thermo-mechanical response of low-carbon steel strips in cold rolling operations. The pass schedules used for the modeling procedure have been carefully selected to match with practical cases, such that first, the validity of the modeling results would be examined and second, a more profound insight on the actual rolling operations can be provided. A simple yet sufficiently accurate model for the interface heat transfer phenomena based on simple convection approach has also been proposed to enable a more accurate assessment of the heat transfer phenomena within the roll gap area. The results obtained from the mathematical modeling have then been used to examine the possibility of the occurrence of DSA in industrial-scale cold rolling operations.
Mathematical model
Mechanical modeling
To mathematically model the cold rolling process in this work, thermal and mechanical analyses for both strip and work-rolls have been coupled. To model the mechanical behavior of the strip, steady-state plane-strain formulation with a rigid work hardening mechanical response for the rolled strip was employed. The details on the finite-element formulation used to model the mechanical response of the rolled strip will not be reported here for the sake of brevity, but can be found elsewhere.14,23
The flow stress was assumed to be both temperature and strain rate dependent, while the following equation was utilized to calculate the flow stress of the material 24

where

where
Mechanical response of the work-roll was also analyzed using a finite-element approach, assuming a linear elastic material response, and with the inclusion of thermal strain effects on the work-roll material. Detailed explanation of the modeling approach for the work-roll can also be found in Koohbor and Serajzadeh 14 and Koohbor. 23
Thermal modeling
To calculate the temperature distribution within the work-roll, first, the thermal behavior of the rolling metal should be investigated. In this work, due to the high velocity of the rolled strips, the stream-line Petrov–Galerkin approach26,27 has been considered. Note that it has been well documented that the conventional Galerkin method may result in an unstable solution of the thermal equations for the case of high speed rolling. 28 This necessitated the use of the stream-line Petrov–Galerkin approach in this work.
The temperature equation solved for the rolled material under steady-state condition and in the Cartesian framework was considered to be a convection–conduction problem with its weak form finite-element formulation described as
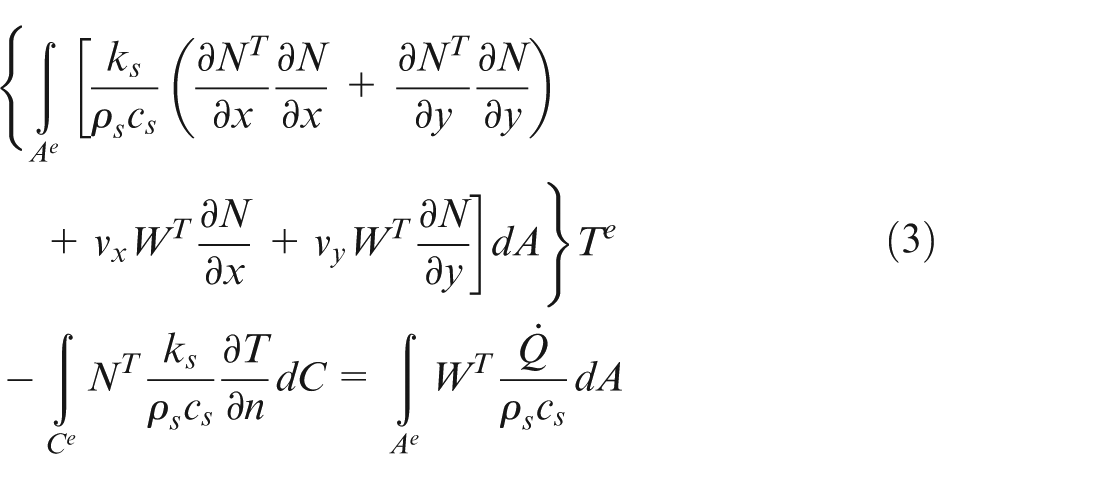
where
The modified weight functions, W, in equation (3) are determined as26,29

where Ni is the shape function, and


Note that in equation (5),

The second part deals with the rate of heat generation due to the frictional stress at the roll/strip interface and is expressed as

Note that

Sticking friction coefficient,
Note that in order to solve the thermal equations described earlier, the velocity distribution within the rolled material needs to be obtained first. Also, the mechanical response of the material depends on the temperature distribution. This necessitates the use of an iterative solution procedure. The solution procedure has been explained in detail in Koohbor and Serajzadeh 14 and Koohbor. 23 A flow chart explaining the detailed algorithm of the solution procedure in this work has also been illustrated in Figure 1.
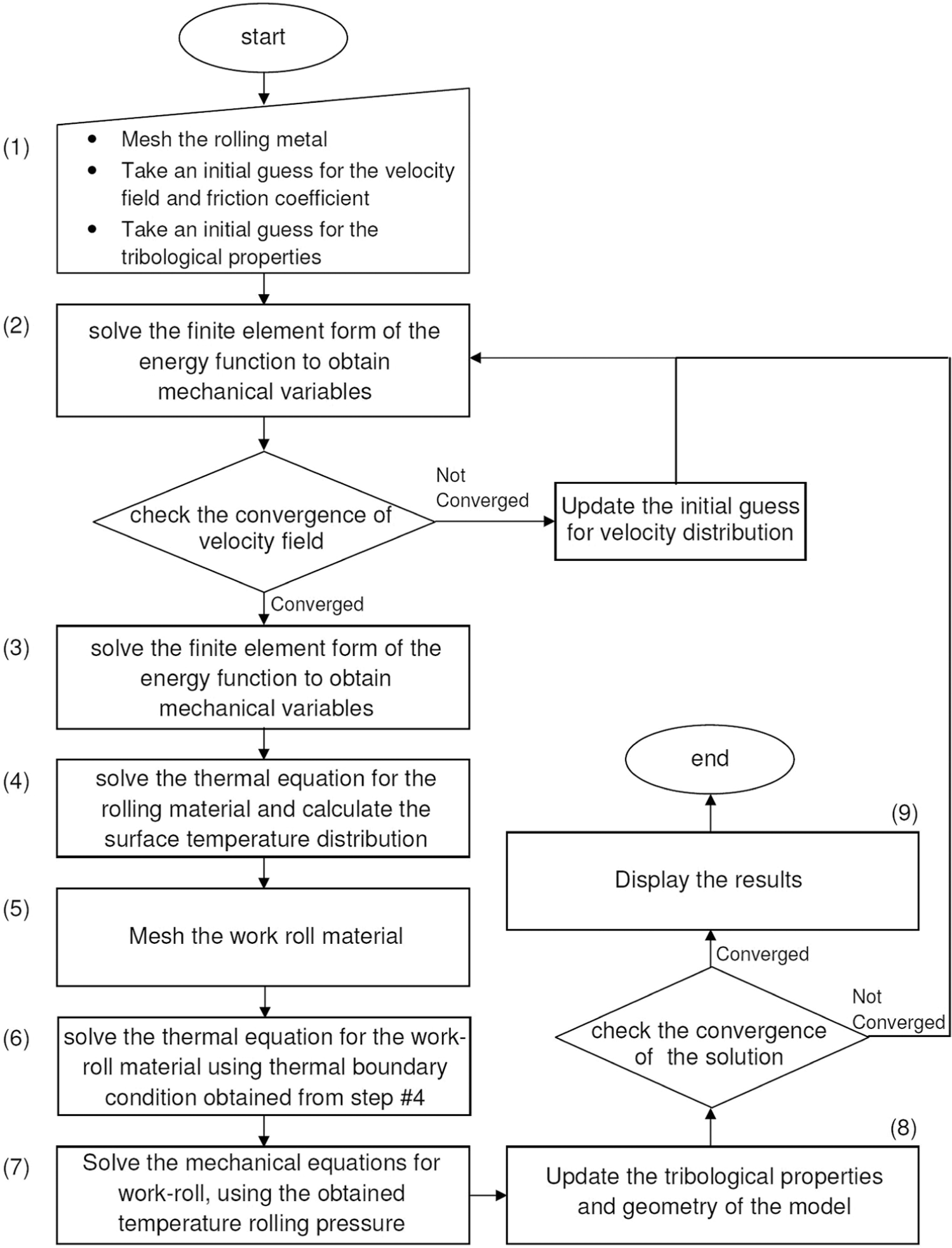
Flow chart of the algorithm used to mathematically model the cold rolling process in this work.
To determine the thermal behavior of the work-roll, heat transfer equation similar to that shown in equation (3) is required to be solved numerically. However, the Cartesian coordinate system must first be switched to the polar coordinate system. Another difference in solving the thermal equation for the work-roll is that no heat generation source,

where the subscript
Boundary conditions
To facilitate the solution of the mechanical and thermal equations detailed earlier, proper boundary conditions must be applied. Boundary conditions utilized to solve the finite-element equations in this work are listed in the following:
Due to the symmetry, only the upper half of the rolled metal is modeled; thus, the boundary condition (

In solving the mechanical model for the rolled strip, it is first assumed that the work-roll remains unreformed; therefore,
The internal section of the work-roll is omitted and the boundary condition (
The metal temperature at the entry to the first stand is set to be
Due to the high velocity of the strip at the roll gap exit, heat transfer along x direction of the strip has been neglected; thus, the boundary condition
A very thin lubricant film is assumed to be present within the roll/strip interface, which acts as a medium affecting both thermal and frictional states in this region. The details of this assumption are described in the next subsection. Accordingly, the thermal boundary condition within the roll/strip interface, with the inclusion of a lubricant film layer, is expressed as

where
A similar equation is considered on the same surface region when solving the thermal equation for the work-roll as

where
The work-roll is cooled by natural convection to air during each revolution. 11 Thus, the following equation is applied on the boundary nodes of the roll, where no contact to strip exists

where
Effects of back-up roll on both thermal and mechanical response of the work-roll was examined by applying the following boundary conditions on the uppermost surface nodes of the work-roll


where the subscript BR stands for the physical variable for the back-up roll, while
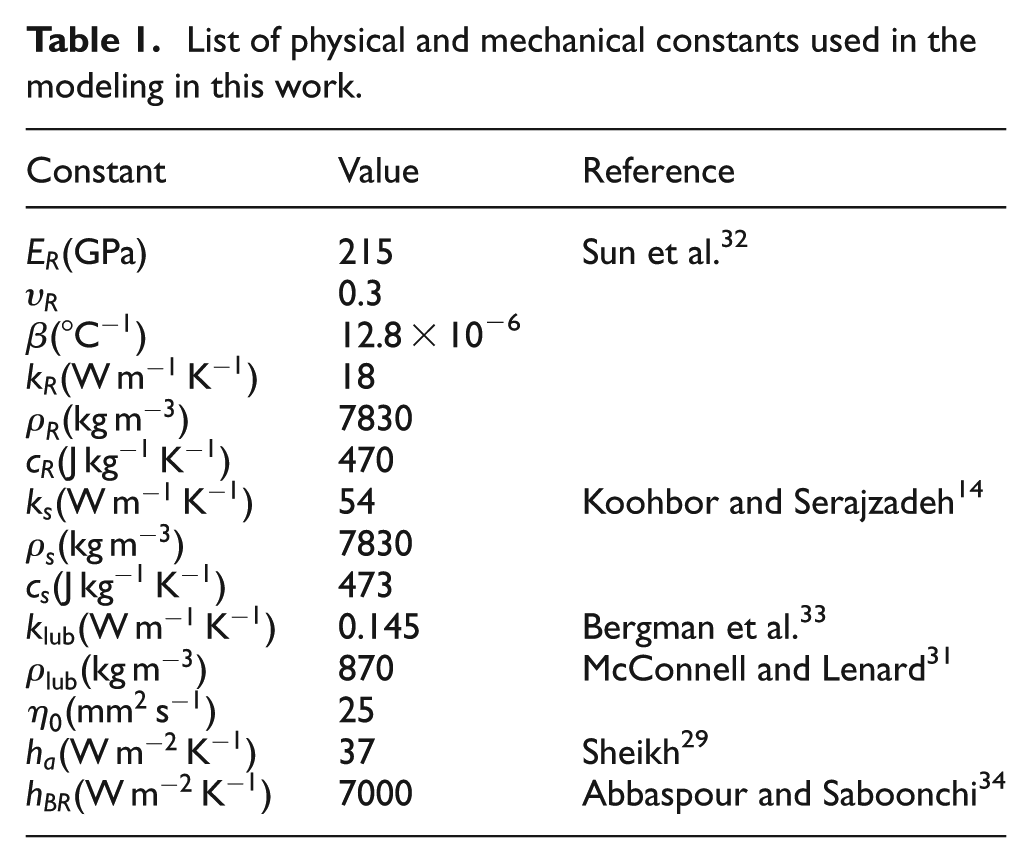
Finite-element discretization of the model in this work was performed using three-node linear elements. The meshing system along with the thermo-mechanical boundary conditions used for the mathematical modeling in this work is illustrated in Figure 2. It is worth mentioning that the strip was discretized into 18 triangular elements along half thickness and 60 elements in length, while a total number of 8000 elements (40 in radial and 200 in circumferential directions) were considered for the work-roll material. The finite-element code used in the present work was written in house on the programming platform of the software MATLAB®. The utilized physical and mechanical constants used in this work are listed in Table 1.
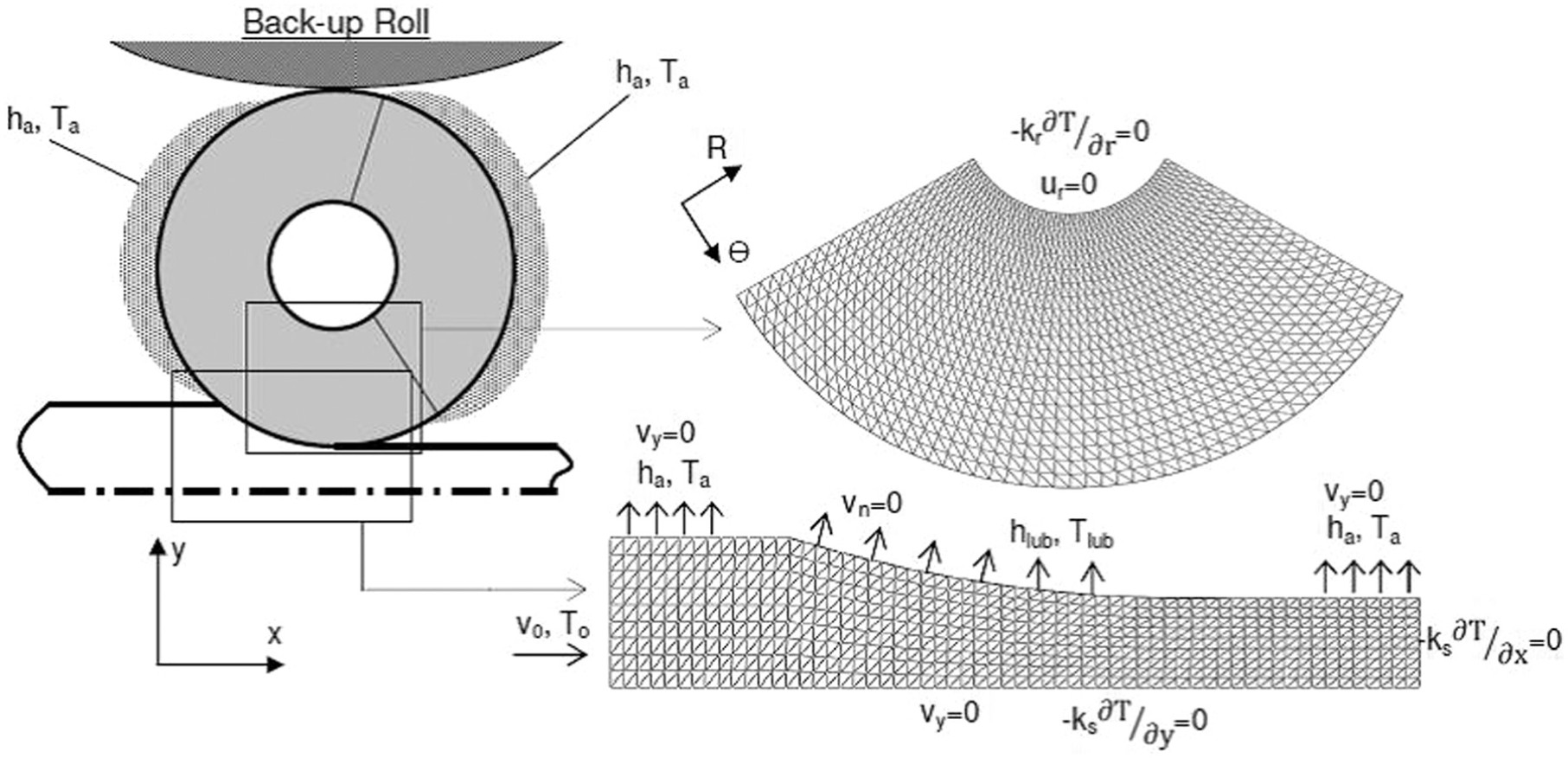
Meshing system along with the thermal and mechanical boundary conditions used in the finite-element modeling in this work.
List of physical and mechanical constants used in the modeling in this work.
Modeling of roll/strip interface behavior
The tribological conditions present at roll/strip interface have been established to be of great complexity. 31 The frictional state and the interface heat transfer control the roll force, power consumption and the product’s surface roughness and flatness. Due to the complicated nature of the interface conditions in cold rolling, it is typically preferable to assume simple Coulomb’s law of friction and direct heat transfer between the strip and the work-roll.5,14 Although these assumptions might provide acceptable results from the modeling standpoint, they cannot be applied in an accurate assessment of the interface phenomena. Modeling of thermal behavior at the roll/strip interface with presence of a lubricant film has been the subject to a number of research works during recent decades. Several detailed and sufficiently accurate models, taking into account the convection/conduction and surface asperity have so far been proposed.35–40 It has been well-established that the tribological behavior of roll/strip interface is a rather complicated phenomenon such that no straight-forward method is capable of accurate prediction of such complex behavior.
In this work, tribological state at the roll/strip interface was modeled considering two separate approaches. First, the mathematical model proposed by McConnell and Lenard
31
was considered. This model is proposed based on empirical observations and gives the sliding friction coefficient,
where

where
Then, assuming a convective nature for the heat transfer phenomenon at the roll/strip interface, the Couette flow
33
has been considered for the lubricant film behavior. To simplify the continuity and momentum equations for obtaining the velocity profile, the interface surface was discretized into a finite number of sections and assuming that the x-velocity components remain constant in each section, that is

where
In this approach, to derive the convection heat transfer coefficient between two bodies moving relative to each other, assuming a two-dimensional steady-state condition, the following energy equation can be written as

where

Twice integration of this equation leads to the calculation of temperature distribution on the section as

wherein constants

Thus, giving the final equation, as
Having obtained the temperature distribution in each section, surface heat flux,
Therefore, giving the relations


Replacing the value of

Results and discussion
As described earlier, to facilitate the modeling of the rolling process with proper accuracy, flow strength of the steel samples under different strain rates and temperatures was determined using the empirical equations detailed in Serajzadeh. 24 Figure 3 displays the variation of these material parameters as a function of temperature. It is observed that the strain rate sensitivity follows a decrease–increase trend at the temperature range of 20 °C–320 °C, with its value being negative in the temperature range of 100 °C–300 °C. Such a response is typical for the metals undergoing DSA.16,17
Variation of strain rate sensitivity, m, and work hardening factor, n, as a function of temperature for the examined material.
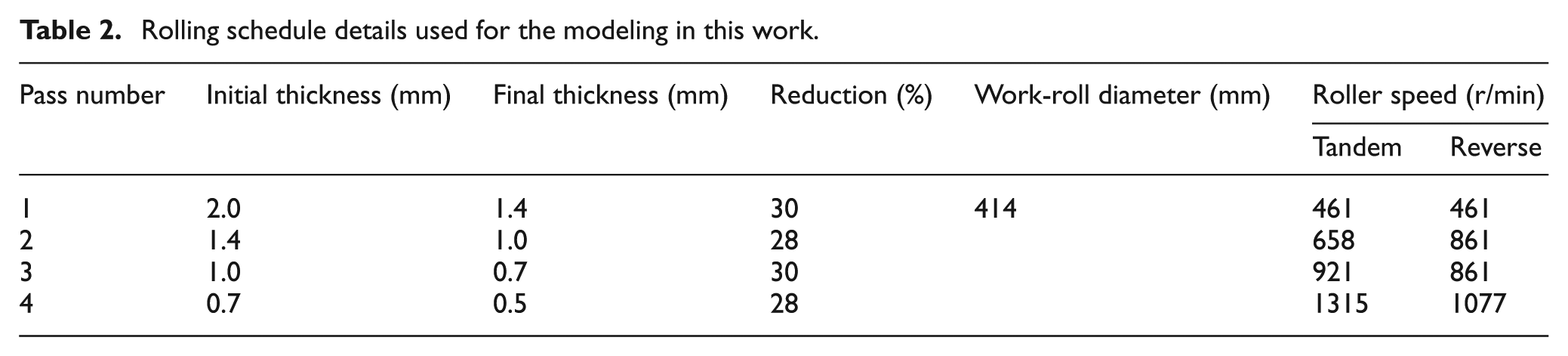
Thermo-mechanical modeling of the cold rolling process was performed based on the specification shown earlier in Figure 1. Similar cold rolling pass schedules were considered for both tandem and reverse cold rolling operations. The details of the pass schedule used in this research are listed in Table 2. Note that the lubrication, the role of back-up rolls and the material properties have been assumed to be identical for both modeling scenarios, while the only varying parameters were taken to be the rolling direction and strip velocity. Note that the influences of front and back tensions were not investigated in this work. However, it should be emphasized here that the application of front and back tensions can significantly decrease the rolling pressure and roll separating force. The decrease in the rolling pressure lowers the friction coefficient (see equations (16) and (17)) and consequently reduces the magnitude of
Rolling schedule details used for the modeling in this work.
The distribution of effective plastic strain through thickness of the cold rolled material at different rolling passes, as a criterion used for investigating the deformation homogeneity, was first obtained as illustrated in Figure 4. Figure 4 indicates that a more inhomogeneous distribution of effective plastic strain is obtained for the material being rolled in tandem rolling schedule, possibly resulting in a more inhomogeneous distribution of grain structure, in case the annealing treatment is performed after the cold rolling process.19,41 To explain the above statements more explicitly, the contours of effective plastic distribution within the roll gap during last rolling pass are compared for both pass schedules in Figure 5. Considering this figure and the data provided in Figure 4, it can be stated that a more homogeneous plastic strain distribution in the rolled material is more likely to occur if the successive rolling direction reversal takes place in a cold rolling schedule. Such more homogeneously distributed equivalent plastic strain is documented to be due to the reversal of shear strain exerted on the strip. 19 Note that in a tandem rolling schedule, the shear strain value developed in the strip can be increased during the successive rolling passes. However, with the reversal of the rolling direction, the shearing deformation in each pass operates in the opposite direction to the previous pass. This mechanism can reduce the overall shear strain imposed on the strip, particularly at surface and sub-surface regions, consequently resulting in a lower effective strain magnitude within the near-to-surface regions, as shown in Figure 4. Accordingly, the difference between the strain magnitudes on surface and center line will be lowered, and a more homogeneous distribution of effective plastic strain is achieved.
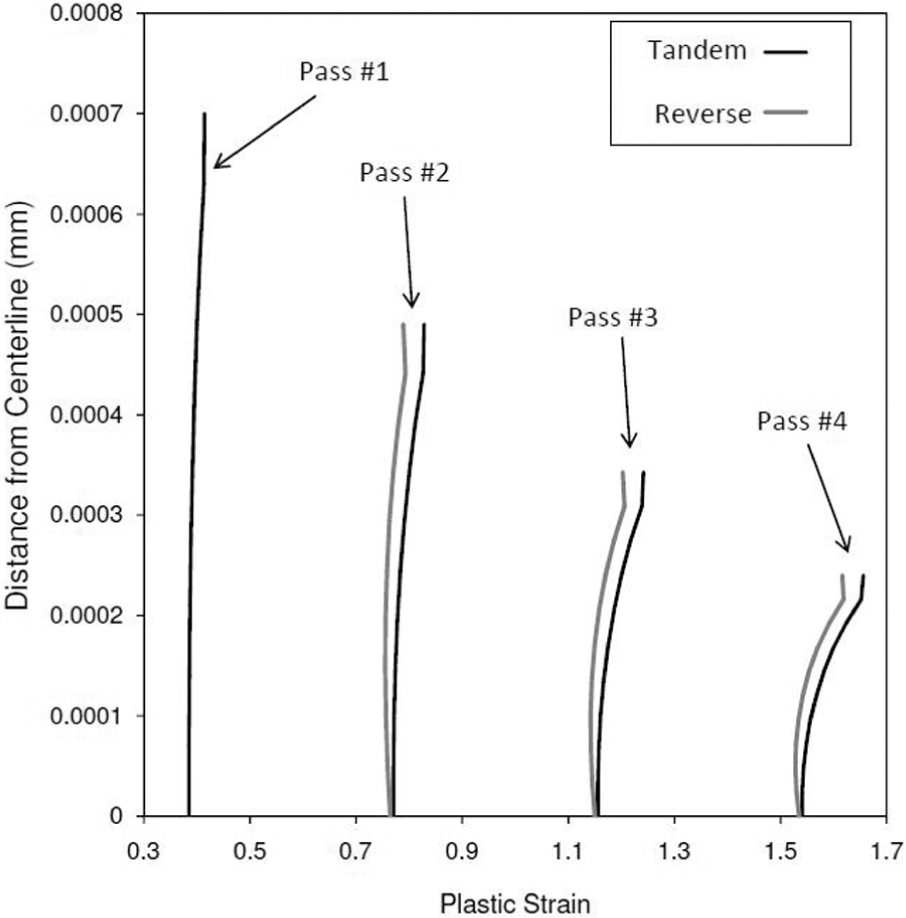
Variation of effective plastic strain through thickness of the rolled strips, for both cases of tandem and reverse cold rolling operations.
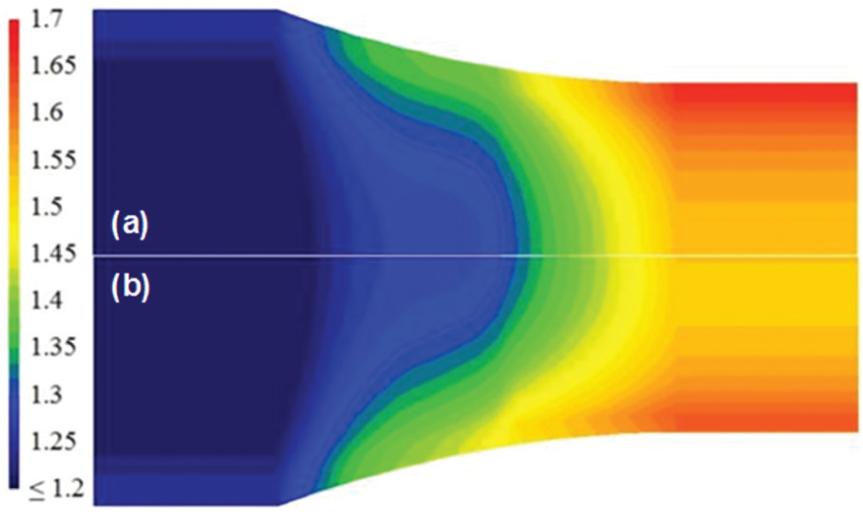
Distribution of plastic strain in deformation zone during last rolling pass of (a) tandem and (b) reverse rolling schedules.
In addition to the plastic strain distribution, thermal effects in the cold rolling process are also highly affected by varying the rolling direction and/or sequence. It is expected that due to the higher velocity of the strip, particularly during final rolling passes, the temperature effects would be more prominent in tandem cold rolling than in reverse milling operations. It is assumed in this work that during the reverse rolling operations, strip temperature is raised due to the heat generation sources described in equations (7) and (8). However, the temperature of the rolled strip is reduced as the metal is coiled. Therefore, the strip temperature at the beginning of the next pass can be assumed to have been lowered to the surrounding temperature during the coiling–uncoiling stage. This assumption would not be valid in modeling of tandem rolling operations, since the rolled metal will not have enough time to cool down during the interpass time.
Temperature distribution within the strip was calculated based on the approach detailed earlier. To do so, using an iterative solution procedure, first the strip/roll interface heat transfer behavior was determined according to equations (18)–(25). The variation of interface heat transfer coefficient with the presence of a thin film lubricant is shown in Figure 6. It should be noted that the lubricant film thickness was assumed to be 3 µm in this work, following the data available in the literature. 37 Also note that the influence of temperature and pressure were included when calculating the value of interface heat transfer coefficient (see equation (26)). To do this, first using the mechanical response obtained for the strip in the roll gap, rolling pressure and force were determined. Then, the interface temperature along with the contact pressure was utilized to calculate the lubricant viscosity and the interface heat transfer coefficient. Considering Figure 6, it is observed that the interface heat transfer coefficient varies along the contact length. It can be observed that an average value of 68,000–72,000 (W m−2 °C−1) can be utilized as the convective heat transfer coefficient during cold rolling process, a value in agreement with those reported in Roberts. 11
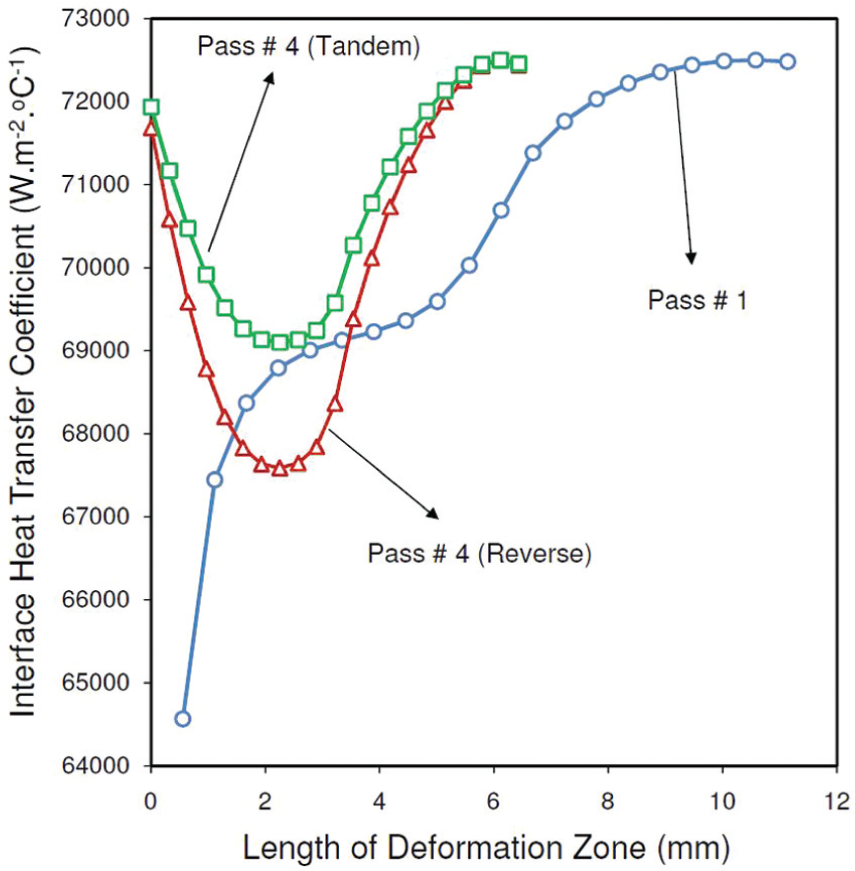
Variation of interface heat transfer coefficient along the deformation zone, calculated using the numerical approach explained in section “Modeling of roll/strip interface behavior.”
The calculated rolling forces were also used to verify the accuracy of the calculations. A comparison between the calculated and on-line measured roll force magnitudes in an industrial-scale reverse cold rolling machine is shown in Figure 7. Good agreement between the results indicates the acceptable accuracy of the modeling procedure used in this work.
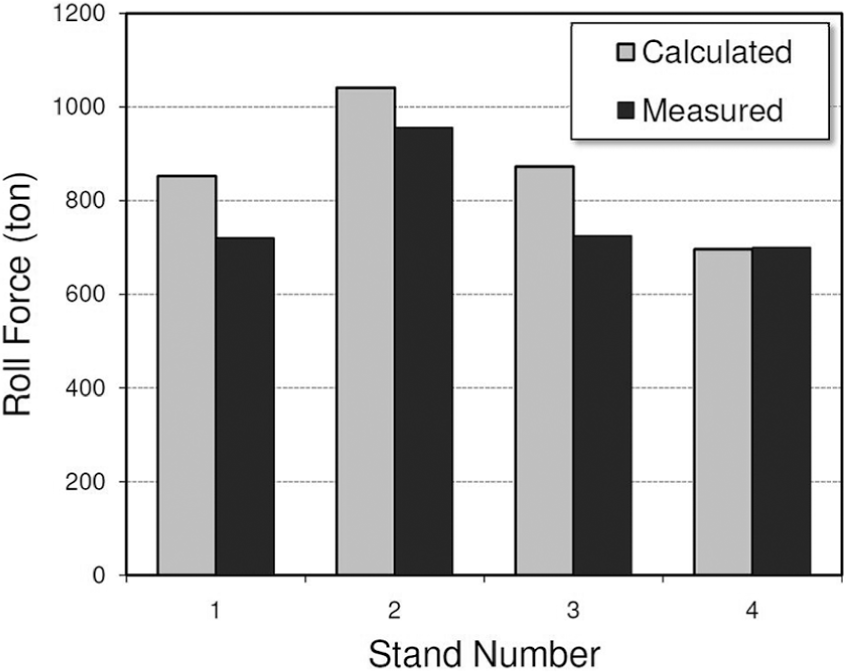
Calculated and on-line measured roll force for reverse cold rolling operation with details listed in Table 2. Note that the measurements were performed on an industrial-scale steel strip rolling machine (1200 mm wide), with no front and back tension.
Next, the temperature variation in the strip was obtained within the roll gap. In Figure 8, temperature distribution within the roll gap for different rolling passes in tandem and reverse cold rolling operations are compared. A significant change in the temperature distribution within the strip is occurred when the rolling layout is switched from reverse to tandem. The overall temperature of the strip is more likely to increase in tandem cold rolling operations, as the generated heat will not have enough time to be transferred to the surrounding during interpass times.
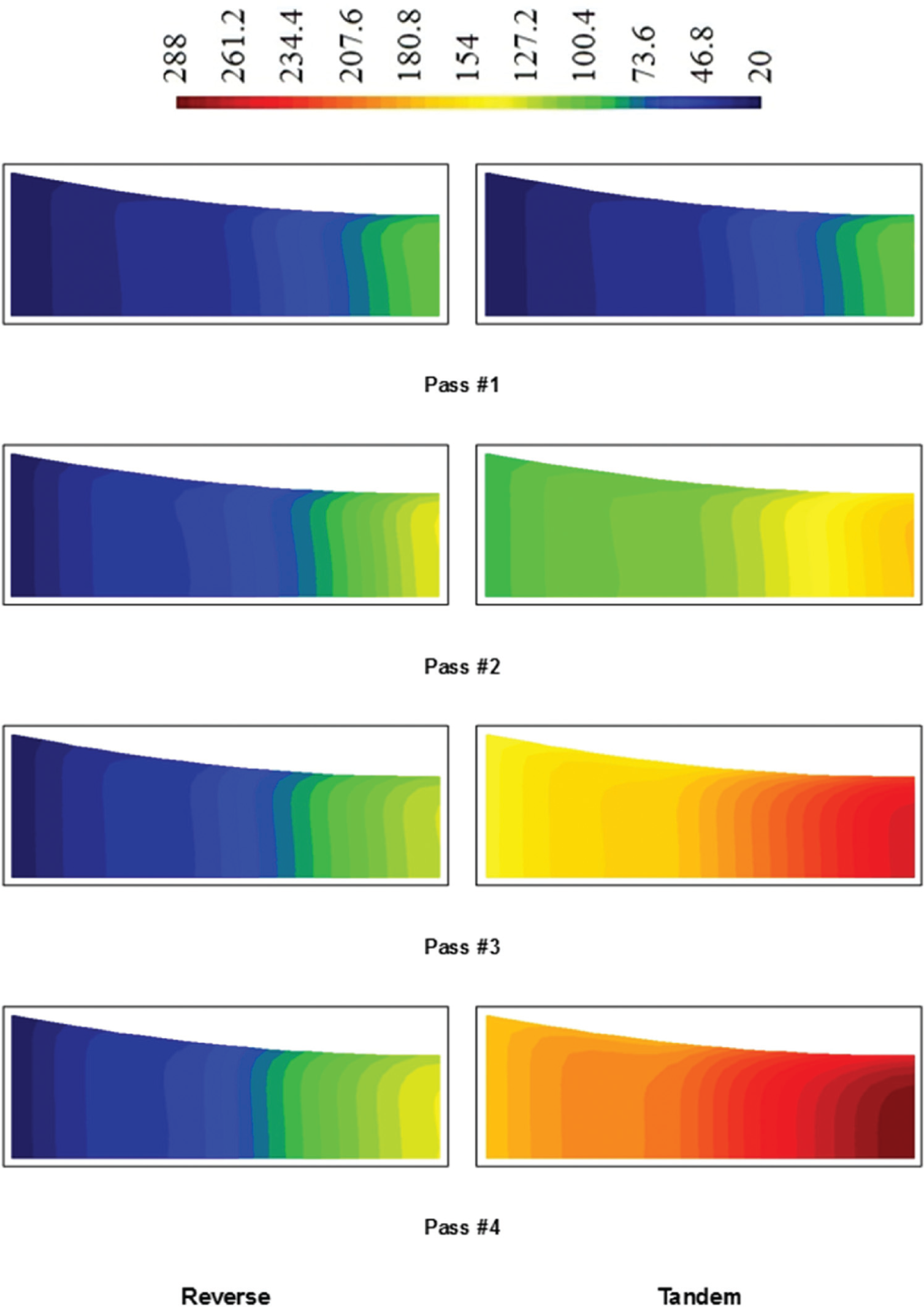
Temperature distribution contours within the rolled materials in four consecutive rolling passes.
Different behaviors obtained for the thermal response of the strip attribute to the different thermo-mechanical responses determined for the work-roll material. Variation of work-roll surface temperature, as well as contours showing the effective thermo-mechanical stress distribution within the work-roll in the vicinity of roll/strip contact, is shown in Figures 9 and 10. A remarkable change in the temperature and loading behavior of work-rolls during cold rolling operations is evident when the rolling sequence is switched from reverse to tandem. The significance of such modeling results is revealed when estimation of work-roll life is to be performed. It is well-established that a major failure mechanism in the work-rolls of both cold and hot rolling operations is the occurrence of cyclic loading imposed on the work-rolls. In this case, the fatigue failure usually takes place as a consequence of the gradual propagation of initial short crack nuclei to a critical value followed by a sudden failure, usually in shape of spalls.42,43 In the case of cold rolling mills, the elastic loading on the work-roll during rolling operations could be superimposed to the residual stresses existing within the body. The higher the value of the overall applied stress components, that is residual plus operational stresses, the earlier a work-roll would experience failure. Thus, in cold rolling operations, an accurate examination of the operational loading conditions can provide a useful means for life estimation of the work-rolls, and prevention of roll failure. Such examinations could not be reached unless both mechanical and thermal behaviors of the rolls are considered.
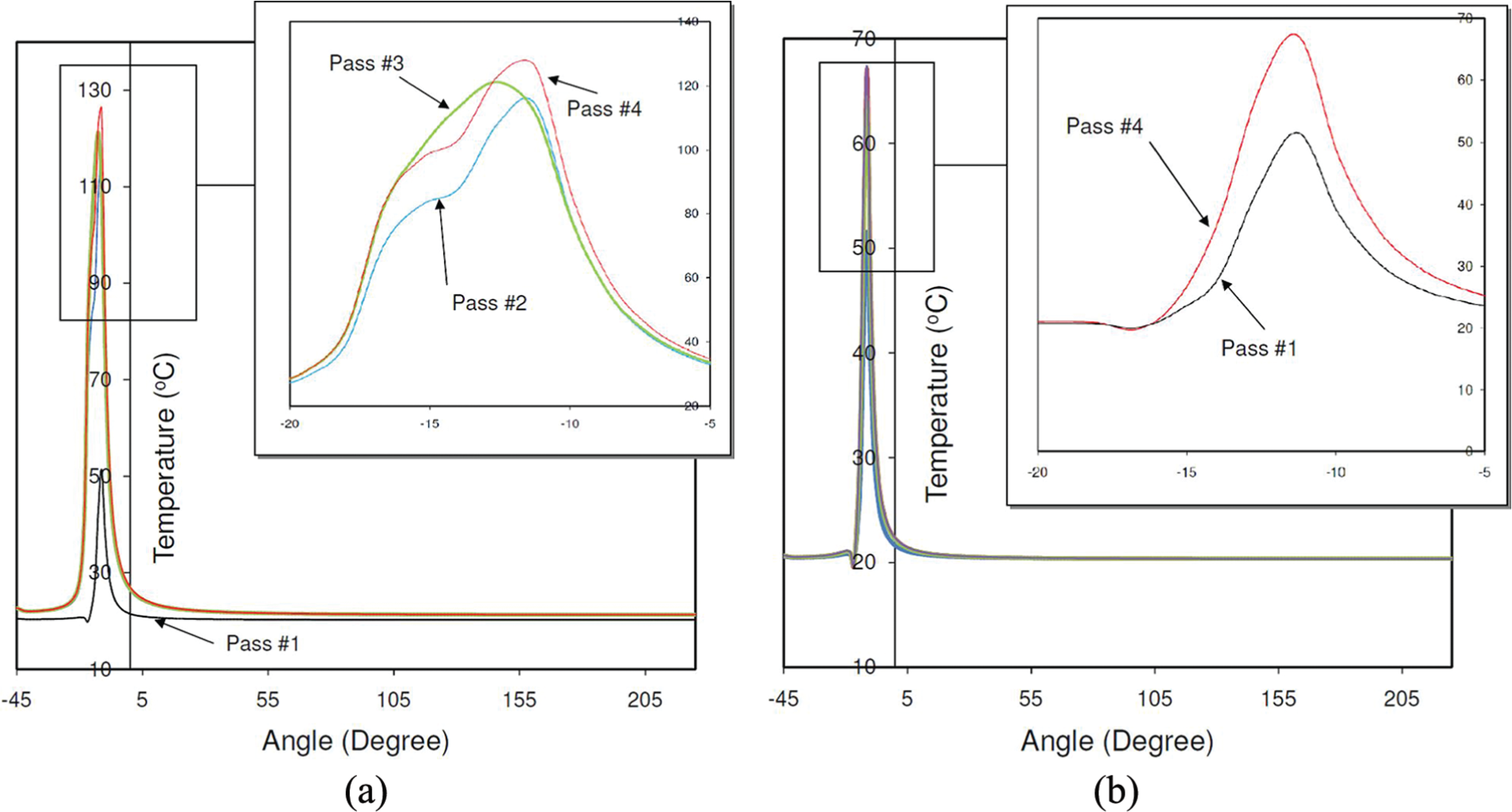
Variation of work-roll surface temperature during one revolution for (a) tandem and (b) reverse rolling operations.
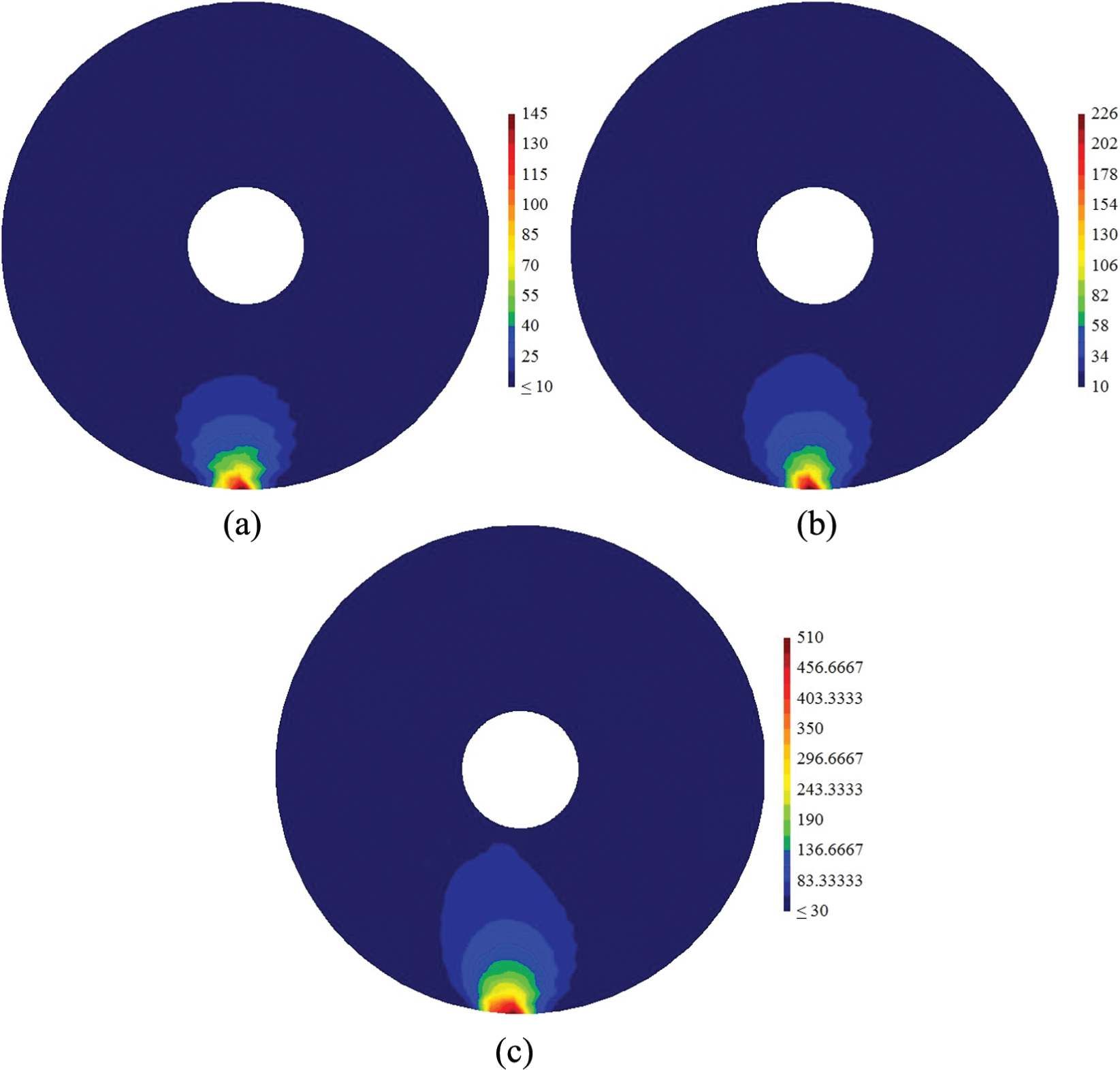
Distribution of thermo-mechanical Mises stress (MPa) developed within the work-roll, in the vicinity of strip/roll contact area, for (a) first rolling pass, (b) fourth rolling pass in reverse rolling and (c) fourth rolling pass of tandem rolling operation.
Thermal and mechanical responses of the work-roll extracted from the vicinity of back-up contact were also investigated in this work. Figure 11 shows the stress distribution within this region, for tandem cold rolling of steel strips during fourth rolling pass with 1175 mm diameter back-up rolls. No significant variation in the stress field can be observed in this area. Note that the principal role of back-up rolls in rolling operations is to prevent and compensate the deflection of work-rolls.1,11 Thus, in case the investigation on the effect of back-up rolls is to be performed, three-dimensional models seem to be of more significance than two-dimensional modeling approaches. The intention in highlighting the back-up roll effect in this work was for the sake of completeness and to assure the accuracy of the modeling results.
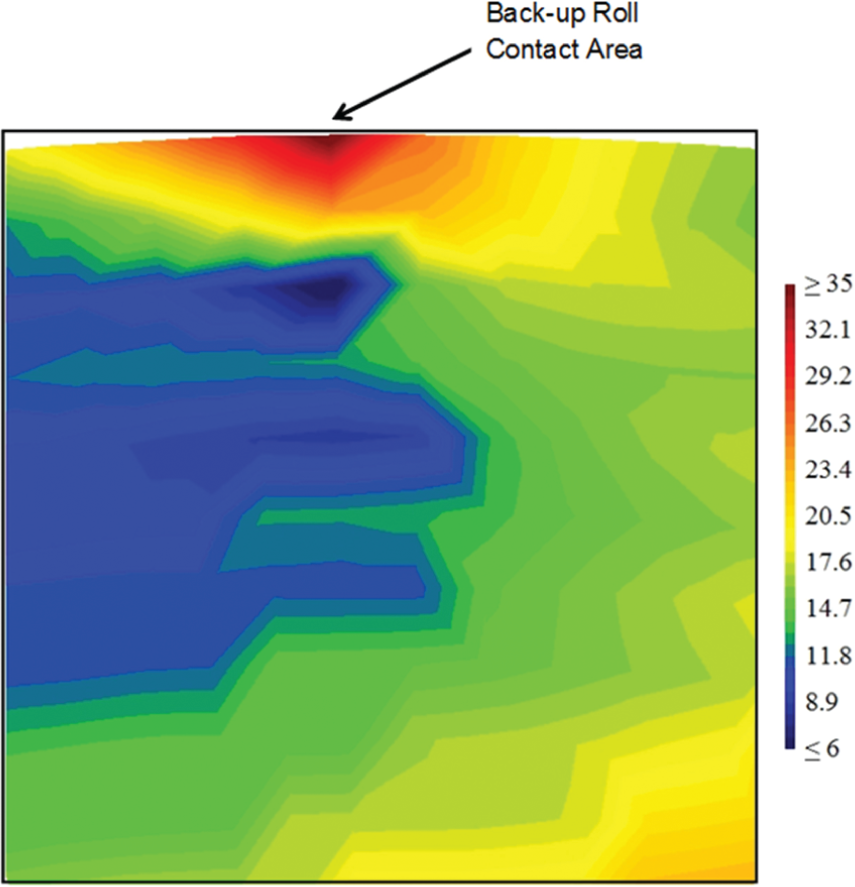
Distribution of thermo-mechanical Mises stress (MPa) in the vicinity of work-roll to back-up roll contact area during final pass of tandem rolling operation (back-up roll diameter is 1175 mm).
An investigation was also made with the purpose of predicting the possibility of the occurrence of DSA during cold rolling operations. It should be noted that the occurrence of such metallurgical phenomenon depends on both strain rate and deformation temperature. In majority of the available literature on the subject, researchers have conducted extensive experimental observations to accurately examine the deformation conditions required for the occurrence of DSA.16,17 For the case of AISI 1008 steels, results from the experiments conducted by Serajzadeh 24 have been taken into account in the present work. The experimental results available for this material indicate that the examined steel undergoes DSA, and exhibits serrated flow during straining in certain temperature and strain rate conditions. 24 Examples on the typical stress–strain curves obtained for DSA and non-DSA regions of this material can be found elsewhere. 44
The evolution of temperature and strain rate during each rolling pass for both tandem and reverse rolling operations was considered to investigate the possibility of the occurrence of DSA. Temperature distribution within the deforming material during various rolling passes was illustrated earlier in Figure 8. Additionally, variation of equivalent strain rate along deformation zone was obtained, as typically depicted in Figure 12 for selected rolling passes. Considering the determined strain rate and temperature data and taking into account the DSA curves of the examined material, possibility of the occurrence of this metallurgical phenomenon was investigated. Figure 13 illustrates the so-called DSA curves along with the temperature and strain rate regions associated with each rolling scenario, that is, tandem and reverse rolling schedules. Based on the results obtained here, the possibility of the occurrence of DSA during cold rolling is only limited to a narrow region of strain rate and temperature. However, provided that the cold rolling operation is to be performed with higher reduction values, especially in the last rolling passes of tandem cold rolling, or in case of poor lubrication conditions, the occurrence of DSA would be more likely. Note that in cold rolling industries, the lubricants utilized in the process decrease the frictional stresses and act as coolants. In case of poor lubrication, the increased frictional stresses might result in higher temperatures to be developed within the roll gap area. The cooling effect of the lubrication might also diminish due to poor lubrication conditions. Both of the mentioned effects can result in an increase in the strip temperature, increasing the possibility of the occurrence of DSA during the process. Occurrence of DSA can give rise to formation of shear bands within the material’s grain structure followed by inhomogeneous grain structure after annealing process,18,41 also leading to anomalous static strain aging behavior of the cold rolled steel strips.
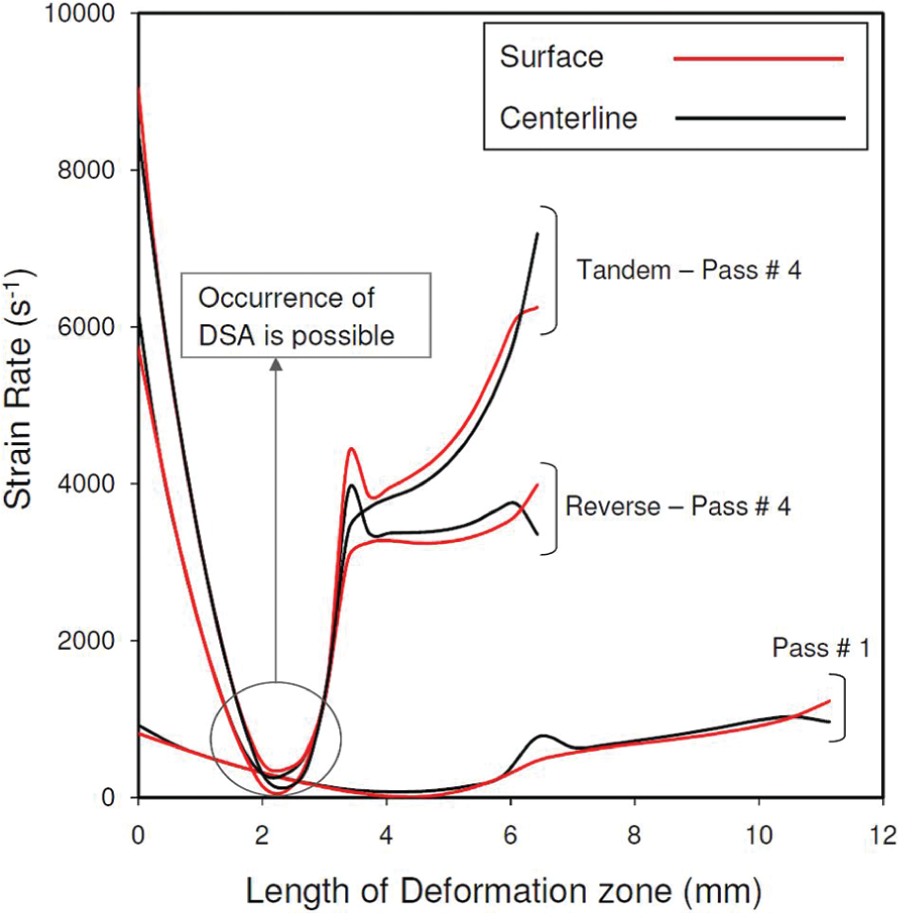
Variation of strain rate along deformation zone on the surface and center line of the rolled material during different rolling passes.
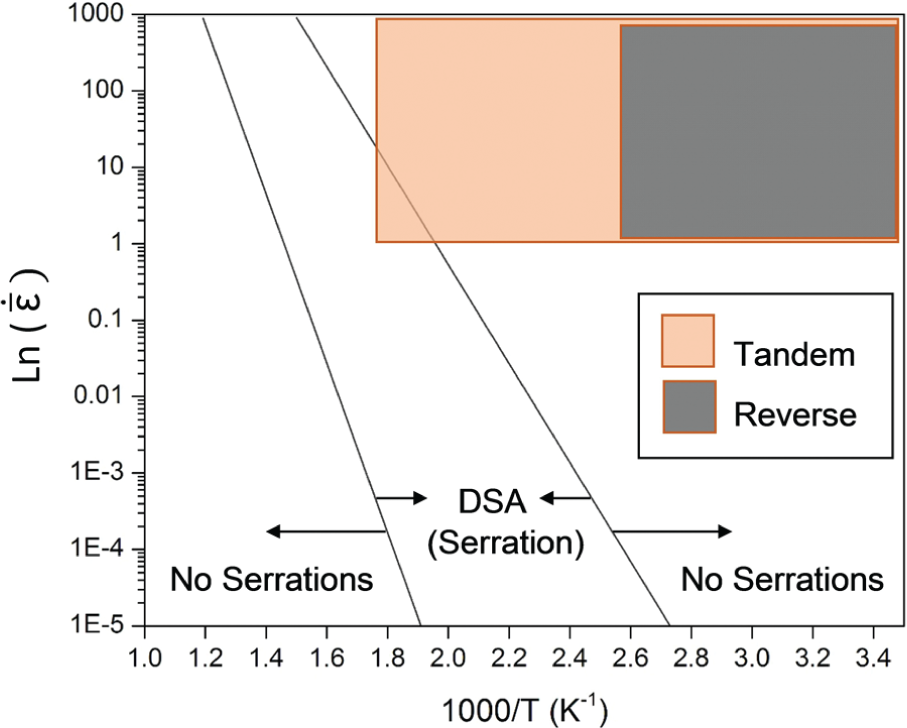
Temperature and strain rate conditions required for the occurrence of DSA for the low-carbon steel examined in this work. Temperature and strain rate conditions obtained from the modeling in the case of tandem and reverse cold rolling operations are also marked.
Conclusion
An integrated finite-element model was proposed to investigate the thermo-mechanical behavior of strips and work-rolls during reverse and tandem cold rolling operations. It was indicated that the model is capable of predicting the rolled metal thermal and mechanical response with acceptable accuracy. A simple convection-based model for the heat transfer coefficient was proposed, which predicts an average value of about 68,000–72,000 (W m−2°C−1) in the case of cold strip rolling of low-carbon steel. It was also shown that the temperature field developed in the roll gap area may undergo a significant change when the rolling direction and/or sequence is altered, such that higher temperature values may exist when rolling steel strips in tandem cold rolling process. This was shown to increase the susceptibility of the occurrence of DSA, particularly during last rolling passes of tandem cold rolling.
Footnotes
Acknowledgements
The authors gratefully acknowledge the support of Seven Diamonds Industries (SDI) of Iran for providing the plant recorded data.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.