
Abstract
For conventional stamping, appropriate process can be applied on top and bottom die to enhance the performance and efficiency of the forming process. But it is difficult and expensive for the conventional stamping to form high-strength large spring-back thin sheet components of complex shape in small batch. In an effort to improve forming precision and to minimize the cost, a novel spinning and pressing forming method is presented in this article. The forming performances, including forming forces and surface roughness, were evaluated with the processes of forming titanium alloy and aluminum alloy sheets. Reduced forming forces, lower tool wear, improved surface roughness and lower cost were observed using spinning and pressing forming. The investigation illustrates a great potential of applying spinning and pressing forming for improving shape precision and reducing the cost.
Introduction
To improve product esthetic appearance and surface functions, it is essential for any new product to be covered or supported by sheet metal with required three-dimensional (3D) surface. However, it is generally recognized that much effort should be made in conventional forming and appropriate stamping or forging die should be used to improve the cost-effectiveness, production efficiency, surface quality and to shorten production lead time. For small batch and frequently shape-changing parts, the traditional forming method is still a big challenge. In order to meet with ever-increased competitive requirement, various single-point increment forming techniques were investigated and the principle is shown in Figure 1(a). It is necessary for the single-point increment forming to use a pin with a round head that can move along a defined spiral line on metal sheet with the aid of a balance support post and a set of movable support posts, guide rod and press-pad. Most previous research articles1–5 indicated that single forming technique is broadly applicable to any product whose outer surface is convex and is examined for the forming of an aluminum sheet into cones and pyramids having arbitrary number of edges; moreover, the quality and surface roughness of the part depend on the cycle time of pin actions. Multipoint forming method is investigated for better flexibility and lower cost. The principle of multipoint forming method, shown in Figure 1(b), includes top and bottom dies that are composed with a large number of adjustable pins for a defined curve surface. Researches6–9 show that the applicability of multipoint forming method improved production efficiency and reduced die manufacturing lead time due to its flexibility to cope different shapes.
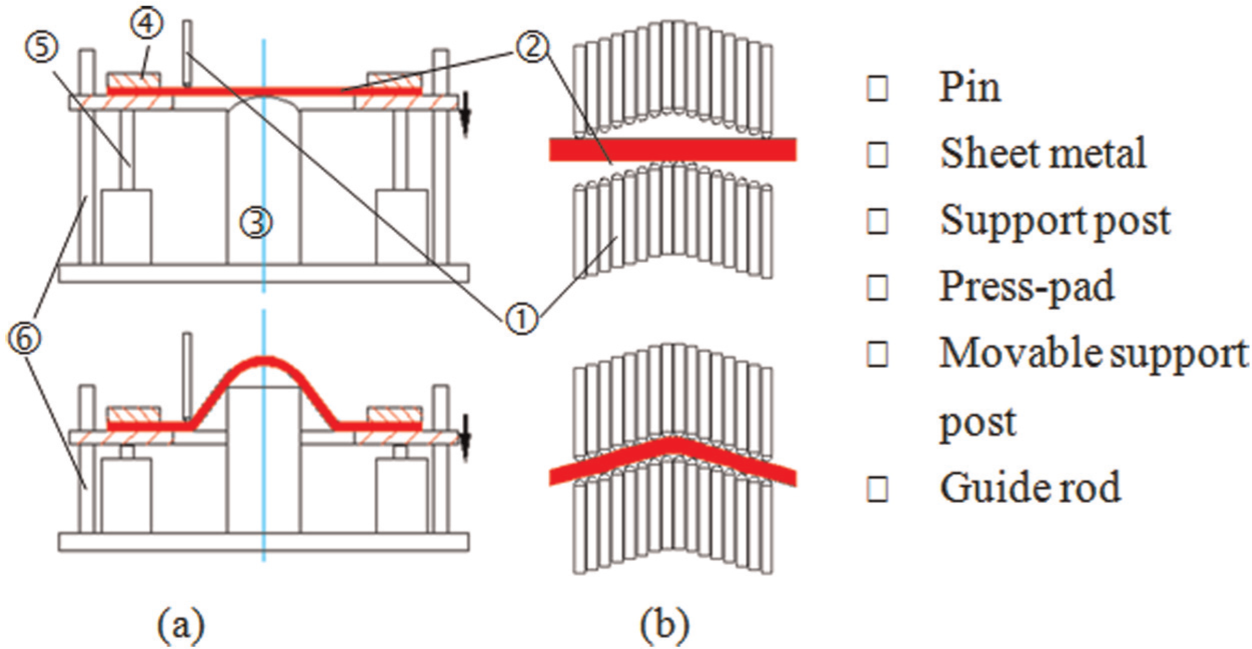
Principle of (a) single-point forming and (b) multipoint forming.
Aiming at better flexibility and lower cost, this article presents a novel spinning and pressing forming (SPF) method based on spinning and pressing theory for forming the sheet metal. In this method, the assembled balls are applied onto thin sheet forming process so as to achieve required 3D form shapes.
SPF process characterization
As shown in Figure 2, the setup of SPF is composed of an inner tube with an inner diameter of 165 mm, an outer tube with an inner diameter of 165 mm, a spindle blend part, a bottom die, a set of ball assembly and a die support seat. During the SPF process, the inner tube and outer tube clamp and hold the border of thin metal sheet; the outer tubes are driven down vertically and the spindle blend part spins and presses the assembled balls to rotate and press the sheet forming the shape that matches the surface of bottom die. In order to calculate each ball’s contact force





where
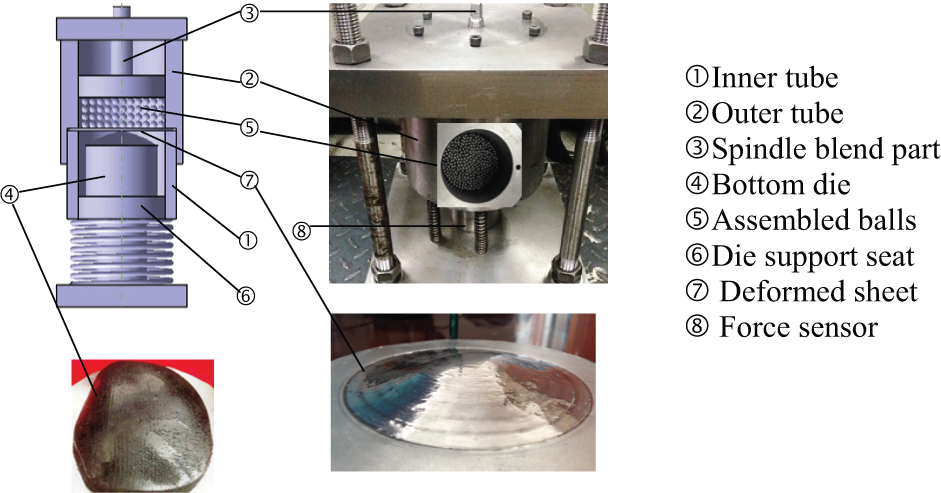
SPM principle and setup.
During an SPF process, the action of sheet deformation not only comes from the press of spindle blend part but also comes from the spinning of the balls. In other words, every deforming track is pressed and spun continuously by the acting balls, so the sheet harden will not occur during the process. Moreover, owning to ball spinning and pressing repeatedly, the spring-back of the deformed sheet will reduce significantly.
SPF experiments and result analysis
A number of experiments of SPF were carried out on an SPF facility developed in Jilin University. Different shapes of bottom dies were fabricated in order to produce metal sheets for cranioplasty. An example of such dies is shown in Figure 2. The materials of sheets are titanium alloy and aluminum alloy, the thickness of the sheet is 0.5 mm and the diameter of sheet is 180 mm. An example of finished deformed sheets is also shown in Figure 2. In the experiments, different ball sizes of diameters 7 and 3 mm were chosen for comparison. Moreover, the effects of ball spinning and pressing are observed against those of ball pressing without spinning. The spindle blend part rotational speed was 30 rev/min and feed rate was 0.5 mm/min down throughout the experiments.
Forming forces
Forming forces are critical parameters to evaluate whether the method is good or not. Figure 3 illustrates the comparison of different forming forces required by ball pressing method on an SPF device with bottom die of irregular surface shape. The method of pressing balls without spinning balls presents a situation that is similar to multipoint pressing method. It has been demonstrated that the forming forces could be reduced by spinning balls during the balls’ pressing process when deformation is large. This may indicate that spinning balls have positive effects on plastic deformation. Such effects are more significant in titanium alloy sheet forming than in aluminum alloy forming. Figure 3(a) illustrates that the force reduction due to ball spinning for titanium alloy could be around 14% in the plastic deformation stage. Figure 3(b) also illustrates such effects in aluminum deformation, and the force reduction in plastic deformation stage could be up to 16.5%. It may be concluded that spinning ball is a critical action in SPF process.
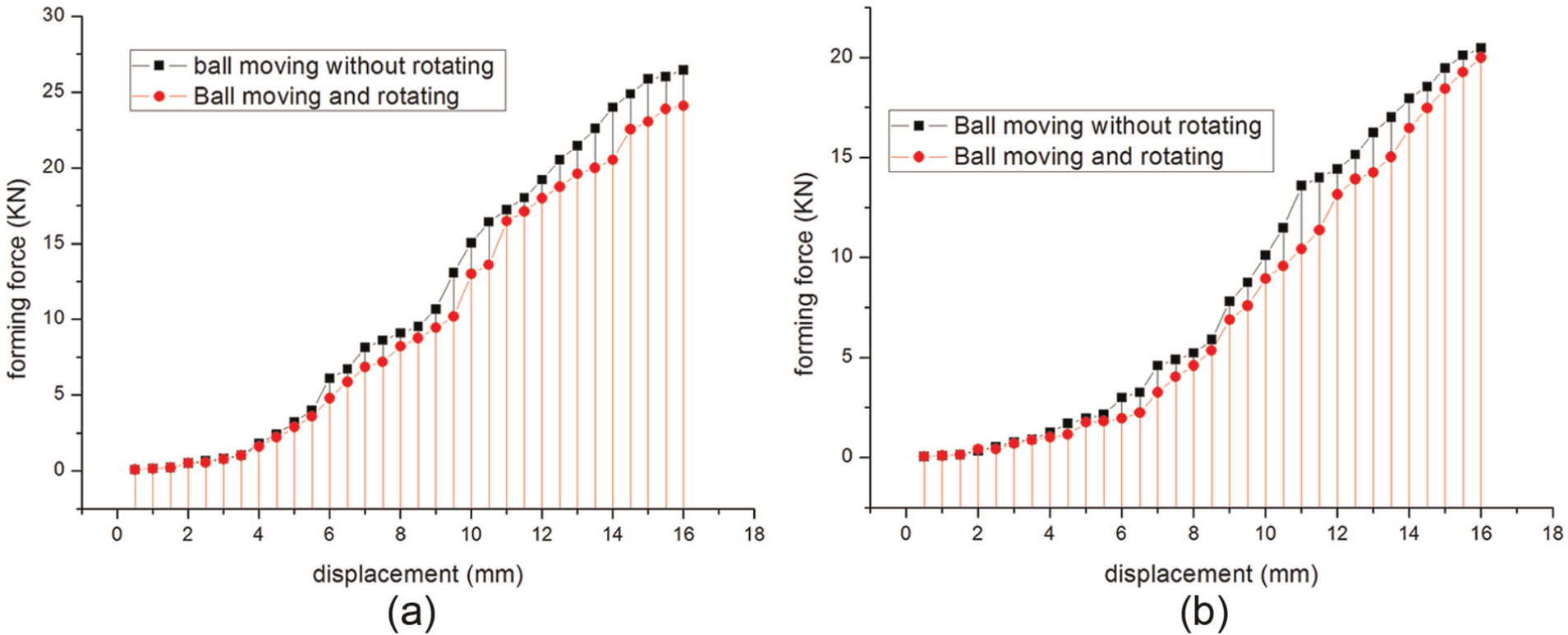
Titanium and aluminum alloy forming force with different state of motion of balls under test conditions—ball size is 7 mm, rotational speed is 30 rev/min and press speed is 0.5 mm/min: (a) titanium alloy and (b) aluminum alloy.
Surface roughness and shape
Surface roughness at the beginning and in the middle of surface was randomly measured using KEYENCE VHX-900. Surface indentation under different materials and the balls of same size 7 mm as a function of whole surface is shown in Figure 4. From Figure 4(a) and (b), it is obviously revealed that Ti alloy yields a better surface roughness than aluminum alloy does, and the reason is that aluminum alloy is softer than Ti alloy. The cross curves through the center of formed surface that is made from titanium alloy are measured and compared to die skin and the results are shown in Figure 4(c) and (d); in order to get a good comparison, the end of the curves is overlapped; it is also found that the gap between formed surface and die skin is changed with different positions, the gap in the middle is bigger than the edge’s, the tolerance is up to 0.9 mm and the smallest value is 0.4 mm on the edge. Moreover, the cross curves through the center of formed surface that is made from aluminum alloy are measured and compared to die skin with greater curvature radius and the results are shown in Figure 4(e) and (f); it is indicated that the gap between curve of formed surface and die skin is much smaller, and the greatest tolerance reaches 0.52 mm, yet the smallest tolerance is decreased to 0.23 mm.
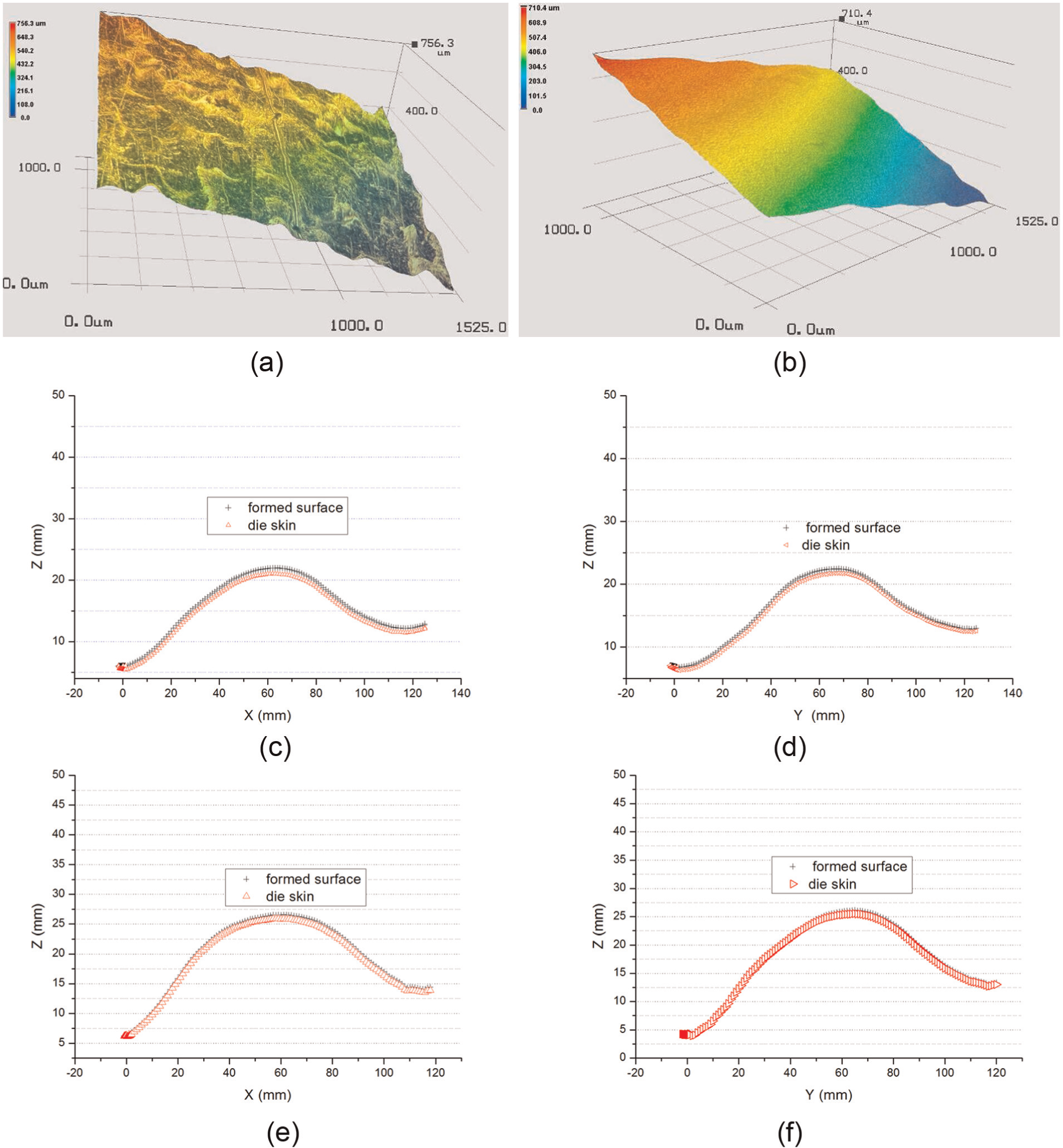
Different measured results of surface of aluminum alloy and titanium alloy using the same diameter ball 7 mm: (a) aluminum alloy, (b) titanium alloy, (c) and (d) titanium alloy surface and die skin along different positions measured; (e) and (f) aluminum alloy surface and die skin along different positions measured.
Conclusion
The feasibility and the advantages of SPF method for the application of forming high-strength large spring-back sheets with a small batch or individual needs have been demonstrated. This article illustrates the principle, test and analysis on the experimental results. Based on our experiments, the following conclusions are drawn:
By applying ball assembly instead of multi-pins or a single pin, SPF method not only saves the machining cost but also improves productivity especially for small batch or individual needs, such as medical cranioplasty.
SPF method can reduce much more forming force than pressing without spinning.
For different diameters of balls, surface indentation has different effects; when the sheet material is softer, surface indentation is greater.
Although many experiments have proved that SPF could provide good results of thin sheet forming with better flexibility, the wrinkle on the bounder of sheet should be handled by properly selecting the pressure-pad force.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
The authors would like to express their gratitude to the support from NSFC (grant nos 51275201 and 51311130129), China Postdoctoral Science Foundation (grant no. 201003531) and Royal Society (grant no. IE121495).