
Abstract
This study proposes a new laser micro-milling technique for minimizing the thermal damage and gaining a higher material removal rate than using the laser alone. A low-pressure waterjet was used to impinge on the workpiece surface in order to form a thin water film, where the laser ablation was made underneath the water layer created. According to the findings, the presented technique can introduce a great reduction in heat-affected zone and significantly increase the cavity depth compared to the other laser milling processes. Experimental analyses and potential use of this new machining technique were also given and discussed.
Introduction
The fabrication of micro/submicro components has become an emerging demand for advanced manufacturing industries. Lasers have been known as a potential tool for making such fine-scale parts from various engineering materials. 1 In order to realize the behaviors of laser micro-machining processes, many research works have been carried out particularly in the laser micro-drilling, micro-grooving, cutting and surface texturing applications. 2 However, there are very few studies presenting the performance of lasers for micro-milling process.3–7 This is due to the geometry of milled cavity that is difficult to control and highly dependent on laser type as well as material properties. Moreover, the great accumulation of heat in the work material caused by multi-pass laser milling technique can induce some changes to the properties of the material being machined. Specifically, the latter concern is of significance for processing micro-parts, whose material properties can be entirely changed for the whole component after machining. In addition, micro-crack, redeposition and recast structures can be evident in the heat-affected zone (HAZ) alongside the machined area.5,8–11 This is totally unacceptable for micro-fabrication of functional and thermally sensitive materials that are mostly used in micro-electronic and biomedical applications. Therefore, a new laser micro-milling technique that is able to reduce the excessive heat in the work material during ablation is needed. This puts a challenge toward the damage-free laser machining process for fine-scale manufacturing.
Although the underwater laser machining process can be used to ablate many work materials and cause low thermal damage induced by laser,12–15 the process has some limitations needing to be managed for gaining a better process performance. The water layer thickness covering on the top workpiece surface has to be well controlled, in which the layer should not be too thin to be quickly vaporized by the laser and in turn cause no protection of the work surface from the redeposition of hot cut debris. In contrast, the water layer should not be too thick to cause the significant loss of laser energy in water due to the absorption effect. Moreover, the ineffective debris flushing and workpiece cooling of the typical underwater technique limit the performance to some extent of the laser micro-milling process. In order to accommodate the underwater laser milling process, the controls of water layer and water flow have to be well considered.
Laser micro-milling under a thin and flowing water layer
A new concept of liquid-assisted laser micro-milling process was developed in this study. A low-pressure waterjet was used to impinge on the top workpiece surface in order to form a thin and flowing water film as shown in Figure 1. Such water film shielding on the work surface is anticipated to prevent the redeposition of cut debris and also to cool the workpiece more effective than that performed in the typical underwater ablation technique. The waterjet impingement was located a few millimeters from a laser beam, where there was no significant disturbance of the waterjet to the laser beam. The laser ablation has to perform within the circular boundary of water film or before the presence of the hydraulic jump as presented in Figure 1. With this setup, the work material can be ablated with less loss of laser beam intensity due to the thin and uniform water film. In addition, the flowing water layer can provide a more effective prevention of redeposition and a higher cooling action than the other underwater ablation techniques.
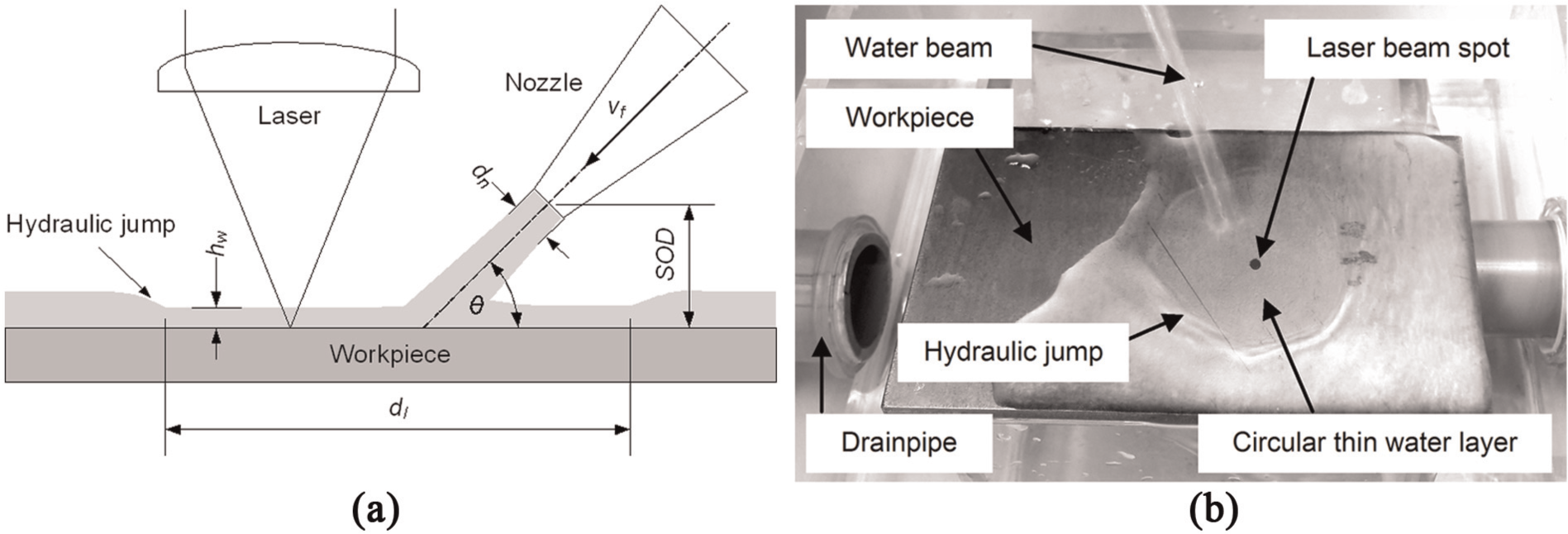
Laser ablation under a thin and flowing water layer: (a) the schematic of process setup and (b) waterjet impinging on the workpiece surface in the experimental rig.
Experimental design and setup
Titanium alloy (Ti 6Al 4V) sheet was selected as a work sample due to its notable usage in various engineering and biomedical applications. A nanosecond pulse laser having the light wavelength of 1064 nm, pulse duration of 120 ns and pulse frequency of 30 kHz was used in this study. The focused laser beam diameter of 20.312 μm was positioned on the top workpiece surface. To perform the laser milling process, the top workpiece surface was scanned by a laser beam associated with a two-dimensional computer numerical control (CNC) stage. As the laser intensity profile is subject to the Gaussian distribution, it can be expected that the milled cavity surface might be wavy if the scan interval between the lines is too large. In order to attain the smooth surface of milled cavity, the scan overlap between the lines (Figure 2(a)) was kept constant at 75% of the laser beam diameter for all tests conducted in this study. With this setup, the distance between the two consecutive scan lines was approximately 5 μm. The waterjet nozzle whose diameter (dn ) of 3.0 mm was set at 45° and 3.0-mm stand-off distance (SOD) with respect to the original work surface is as shown in Figure 1(a). Based on the findings of Tong 16 and Kitcharoenpaisarn and Tangwarodomnukun, 17 the water layer thickness (hw ) induced by an oblique waterjet impingement is approximately 0.1–0.6 times the nozzle diameter. As such, the thickness of water film can be varied from 0.3 to 1.8 mm in this study.
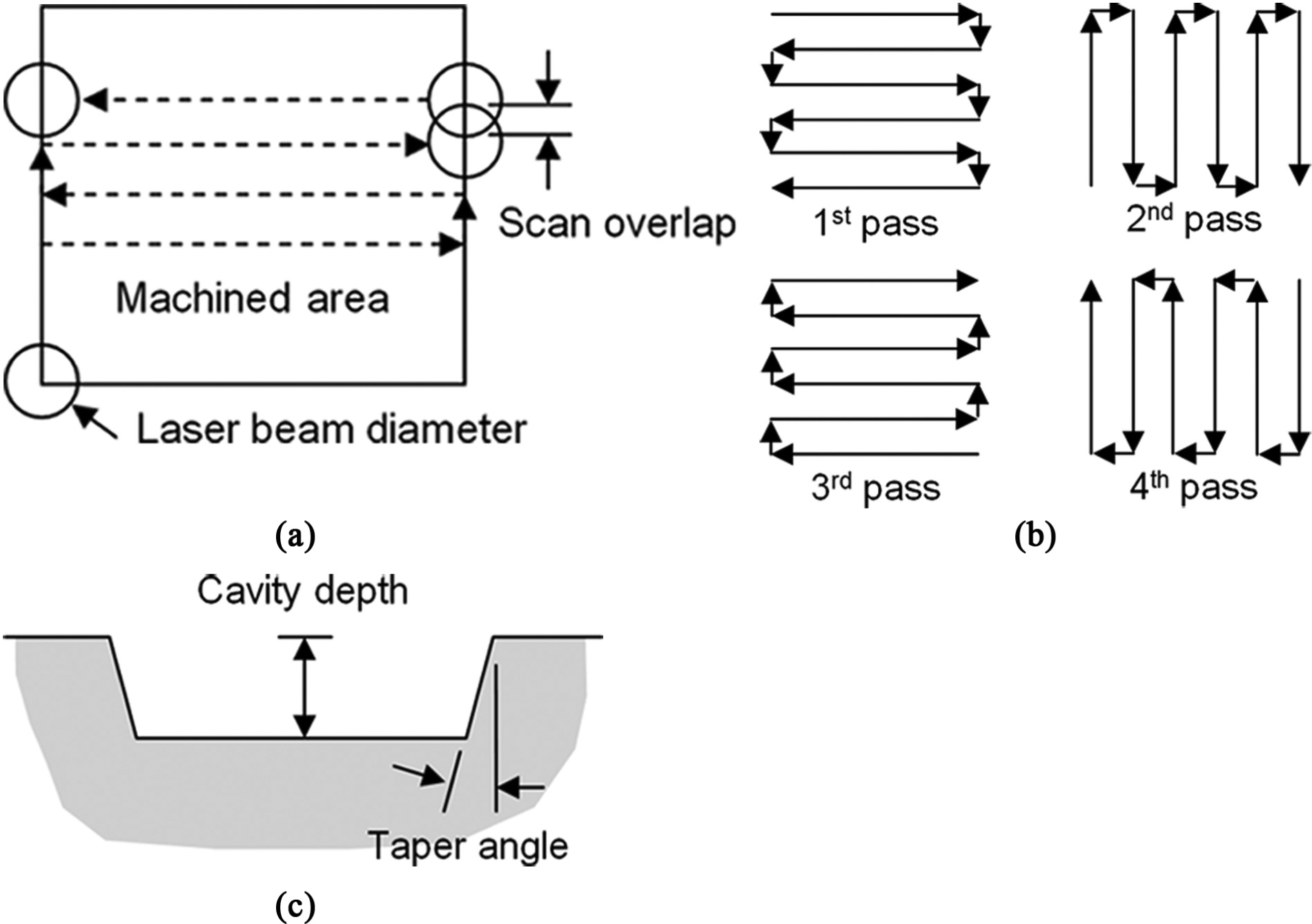
Schematics of (a) laser milling path and scan overlap, (b) scan patterns of laser beam and (c) measurements of cavity depth and taper angle.
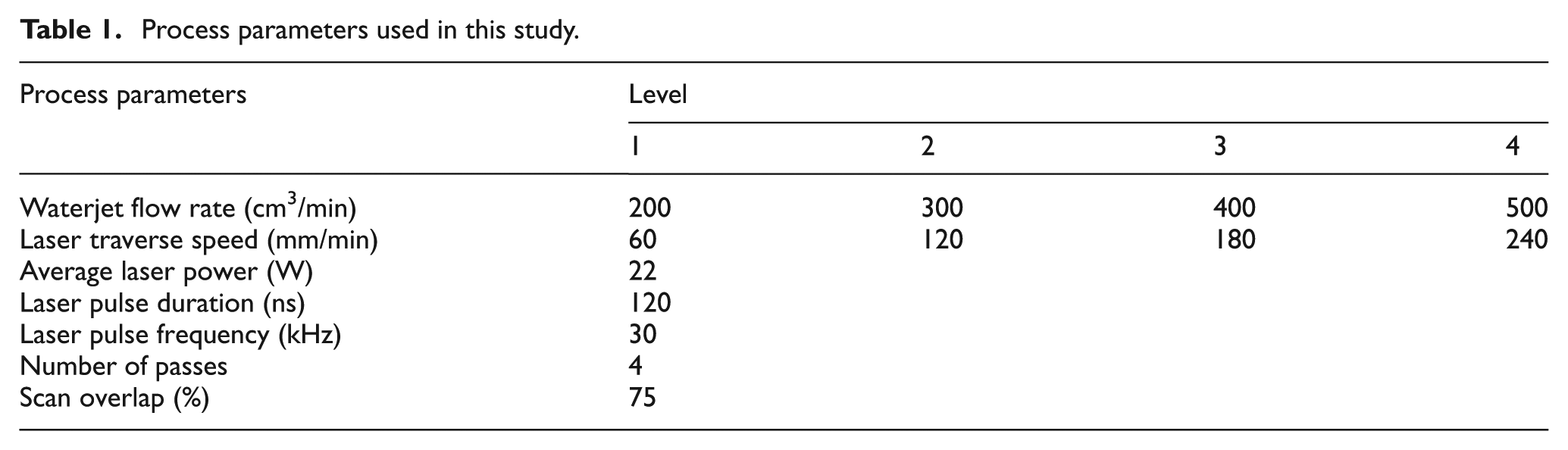
To realize the viability of the presented laser micro-milling technique, two sets of experiments were carried out. First, the effects of waterjet flow rate and laser traverse speed on the milled cavity depth and taper angle were investigated. Four levels of flow rate and four levels of laser traverse speed were tested, while other process parameters were kept constant as listed in Table 1. Second, a comparison between milled surface morphologies obtained from the laser micro-milling in three different environments was presented; that is, in ambient air, under a 2-mm water layer and under the flowing water film. The milled area was 2 mm× 2 mm, and the number of scan was four for each test. The scan path followed the patterns shown in Figure 2(b). The cavity depth and taper angle (Figure 2(c)) were measured using a three-dimensional (3D) confocal laser microscope (Olympus LEXT OLS4000).
Process parameters used in this study.
Results and discussion
Figure 3(a) shows the effect of laser traverse speed and waterjet flow rate on the milled cavity depth. As presented in the figure, a decrease in laser traverse speed increases the cavity depth. This is due to the fact that the slow traverse speed introduces the large amount of heat input toward the workpiece, thus removing more work material. Furthermore, using a higher waterjet flow rate, a deeper cavity can be created. It is anticipated that the momentum of high flow rate can effectively flush away the cut debris as well as laser-molten material from the machined area. In addition, the air bubbles usually found in the underwater laser ablation13,18 can be continuously flowed away by the moving water film. Hence, the laser beam can further strike and then remove the work material effectively.
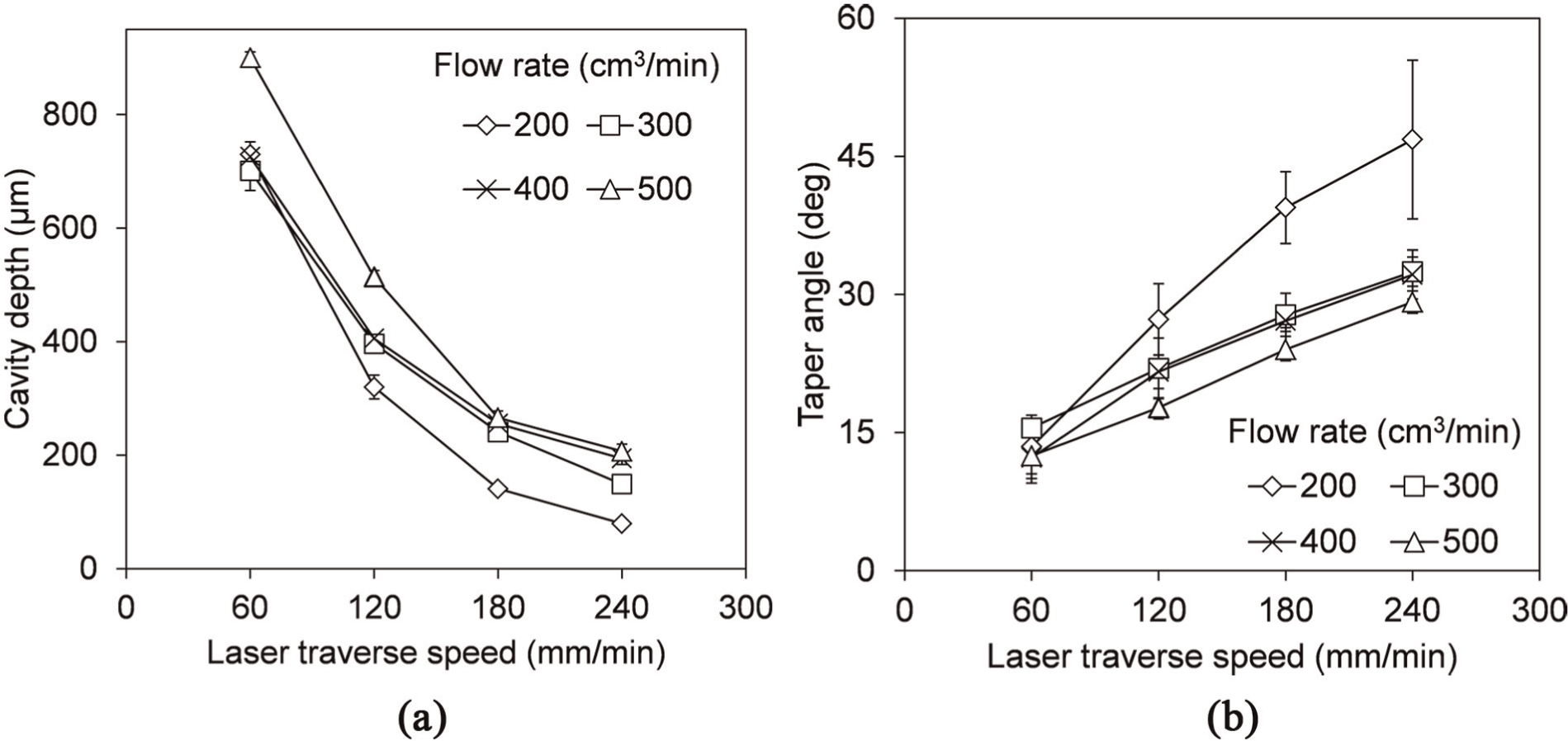
(a) Cavity depth and (b) taper angle obtained under different flow rates and laser traverse speed.
Figure 3(b) presents the effect of the two process parameters on the taper angle, indicating that the taper angle decreases with the decreased traverse speed and increased waterjet flow rate. The explanations for this feature are similar to those for cavity depth, in which a higher laser energy density together with a higher flow momentum of water can induce a larger amount of material to be removed creating a steeper cut profile.
The cut surface morphology obtained from the laser micro-milling of titanium alloy in the ambient air under 2-mm water and under a flowing water layer was compared as shown in Figure 4. The average laser power of 22 W and traverse speed of 120 mm/min were used in the comparison tests, where a 2mm × 2mm cut cavity was made on the titanium alloy sheet for each machining condition. As shown in Figure 4(a), it can be seen that the milled cavity can be hardly formed in the ambient air. This is due to the formation of redeposition and a recast layer that still remained in the cavity rather than being removed. Moreover, there is a sign of HAZ appearing around the milled cavity where the color transition of the material can represent the boundary of HAZ. When the laser micro-milling process was performed in a 2-mm-thick water layer with zero flow velocity, the cavity was not remarkably developed as shown in Figure 4(b). However, the HAZ was much decreased once the workpiece was machined in water environment. The most impressive result among the others can be seen in Figure 4(c), where a distinguished cavity depth with no evidence of HAZ can be obtained. The high water flow rate can introduce the effective flushing and cooling effects on the laser-machined region. Furthermore, the thin water layer does not cause the significant loss of laser intensity during the ablation, thus gaining a better process performance accordingly.
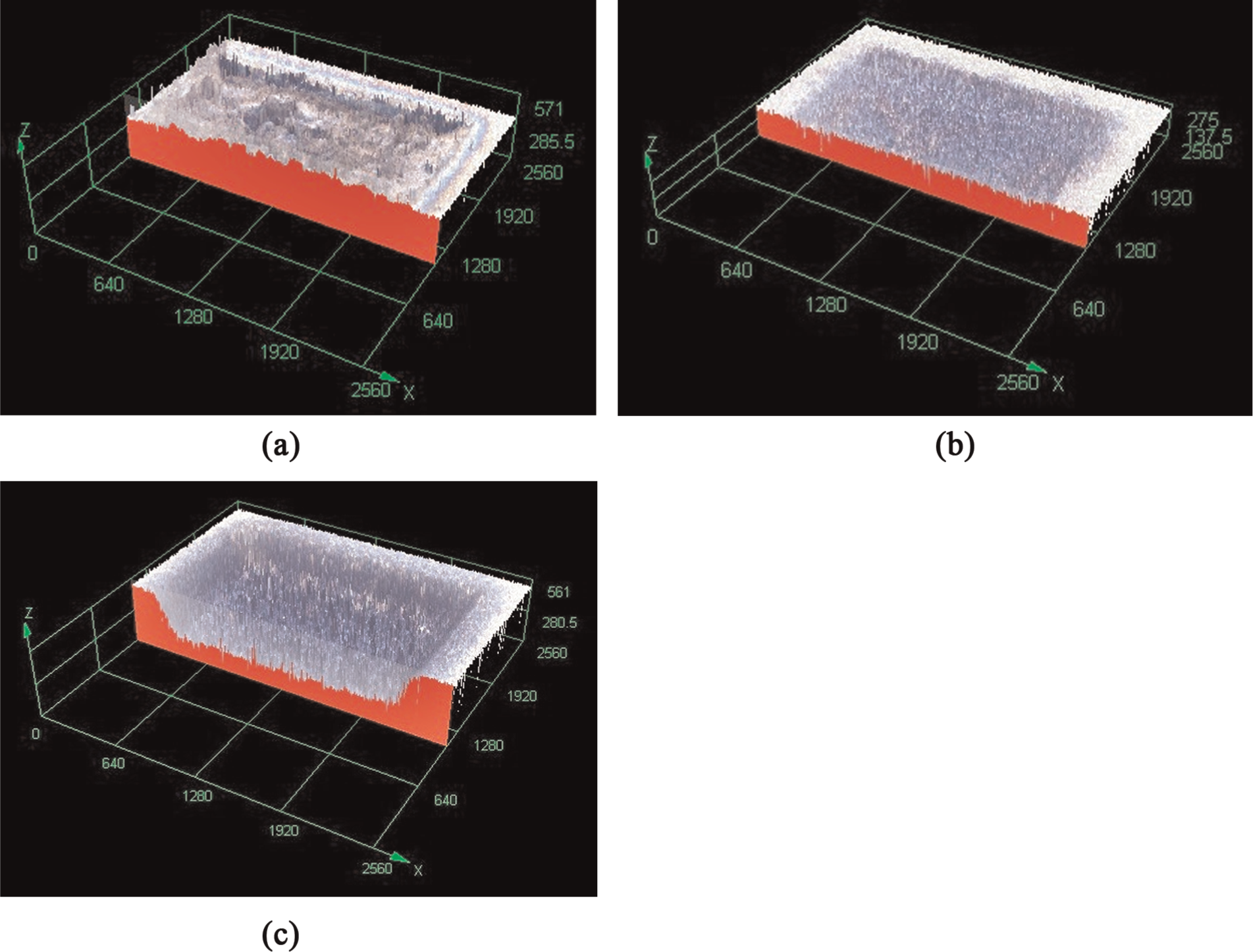
Surface morphology of titanium alloy after laser milling: (a) in the ambient air, (b) under a 2-mm water layer and (c) under a thin and flowing water film induced by the 400-cm3/min waterjet impingement (average laser power = 22 W, laser traverse speed = 120 mm/min).
Conclusion
A new technique for laser micro-milling process has been developed, and its viability is presented in this article. A waterjet was applied in order to form a thin and flowing water layer on the workpiece surface, in which a laser beam performed the ablation underneath the water layer. According to the findings discussed in this article, the waterjet flow rate and laser traverse speed were found to significantly affect the milled cavity depth and taper angle. In addition, a clean milled surface with no significant sign of HAZ is apparent. This is able to affirm that the developed laser ablation technique in a thin and flowing water layer can be a potential method for the laser micro-milling of thermally sensitive materials. With regard to the process setup and requirement, the proposed method needs less modification to the laser system, so does the effort for maintenance. The implication of this technique could gain some benefits to many advanced manufacturing sectors. However, some in-depth investigations on the effects of other laser parameters are further needed to extend the practicality of this technique for fabricating other intricate features.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research was financially supported by the Research Strengthening Project of the Faculty of Engineering, King Mongkut’s University of Technology Thonburi.