
Abstract
In this study, the effects of different cutting conditions on the cutting performance were investigated in the micro milling of Inconel 718. In this context, dry cutting, minimum quantity lubrication and cryogenic pre-cooling were considered as the cutting conditions. Tool wear, surface roughness and burr formation were determined as performance criteria in the cutting processes carried out using an AlCrN-coated tool. At the end of the study, cryogenic pre-cooling led to increased tool wear. In contrast, a significant reduction in surface roughness as well as burr formation was observed in the cutting process with cryogenic pre-cooling. However, the minimum quantity lubrication process increased tool life, but it was not seen as the clear effect for decreasing surface roughness and burr formation.
Introduction
Micro milling is quite similar to the conventional milling process, but there are differences arising from the sizes of both processes.1–3 These differences have led to the re-evaluation of micro milling in terms of issues such as minimum chip thickness, cutting force, burr formation, tool wear and surface quality.4–6 Filiz et al. 4 investigated the micro-machinability of copper 101, under different cutting conditions. In the scope of the study, the variations in cutting force, tool wear, surface roughness and burr formation, occurring during the cutting process, were considered. In another study, Ucun et al. 7 examined the effect of coating material on the surface roughness in the micro milling process of Inconel 718 superalloy. They said that diamond-like carbon (DLC) coating has the best surface roughness performance.
Ding et al. 8 investigated the effect of the size on top burr formation in two-dimensional vibration-assisted micro end milling. They are found that feed per tooth has a significant effect on burr formation. Also, the use of vibration-assisted cutting in micro end milling improves the cutting performance.
In metal cutting processes, auxiliary cooling and lubricating processes are applied to increase the efficiency of the cutting process.9–14 As a result, tool life and the product quality increase. The minimum quantity lubrication (MQL) process is generally preferred due to the economy of the cutting process and it being less environmentally damaging. The oil particles in the MQL process reduce friction by penetrating the tool–workpiece interface. As a result, it contributes to increasing tool life.11,12 However, the cryogenic cooling process helps to increase the performance of the cutting process. In the literature studied, it is suggested that the quality of the machined surfaces is better in cutting process with cryogenic cooling. Pusavec et al. 10 said that the cryogenic process ensures a better surface quality than those of dry cutting and MQL.
In the micro milling process, very few studies have examined the effect of different cooling systems on cutting performance. In these studies, generally, the effect of the MQL process on the cutting performance has been investigated.11–14 MQL refers to the use of cutting fluids of only a minute amount in range of 50–500 mL/h. 15 In another study, Thakur et al. 15 used a cutting fluid amount in the range of 5–10 mL/min for MQL. Ucun et al. 12 carried out the cutting process with MQL in the amount of 150 mL/h. They said that the MQL process increases tool life and prevents built-up edge (BUE) formation during the cutting process. Prakash et al. 13 investigated the effect of the MQL process on the cutting performance in micro milling. They suggested that the MQL process contributes to decreasing the friction on the tool–workpiece interface and to increasing tool life. Ucun et al. 12 said that the MQL process increases tool life and prevents BUE formation during the cutting process.
The studies carried out with the cryogenic pre-cooling process are quite limited. When the studies in the literature are examined, the cryogenic pre-cooling process is seen to be used for machining highly elastic materials.16,17 Kakınuma et al. 16 and Mishima et al. 17 aimed to process a polymer material having high elasticity and adhesion properties under micro conditions. First, the region to be processed on the workpiece was subjected to process pre-cooling under the cryogenic condition; thus, the polymer material having high elasticity was hardened and quite easily shaped.
In this study, the effects of MQL and cryogenic pre-cooling on tool wear, surface roughness and burr formation were investigated in the micro milling of Inconel 718. In this study, freezing and embrittlement of the surface by spraying liquid nitrogen onto workpiece surface were targeted during micro milling, thus aiming to reduce surface roughness as well as burr formation. However, the MQL process is predicted to increase tool life and to decrease surface roughness and burr formation.
Material and method
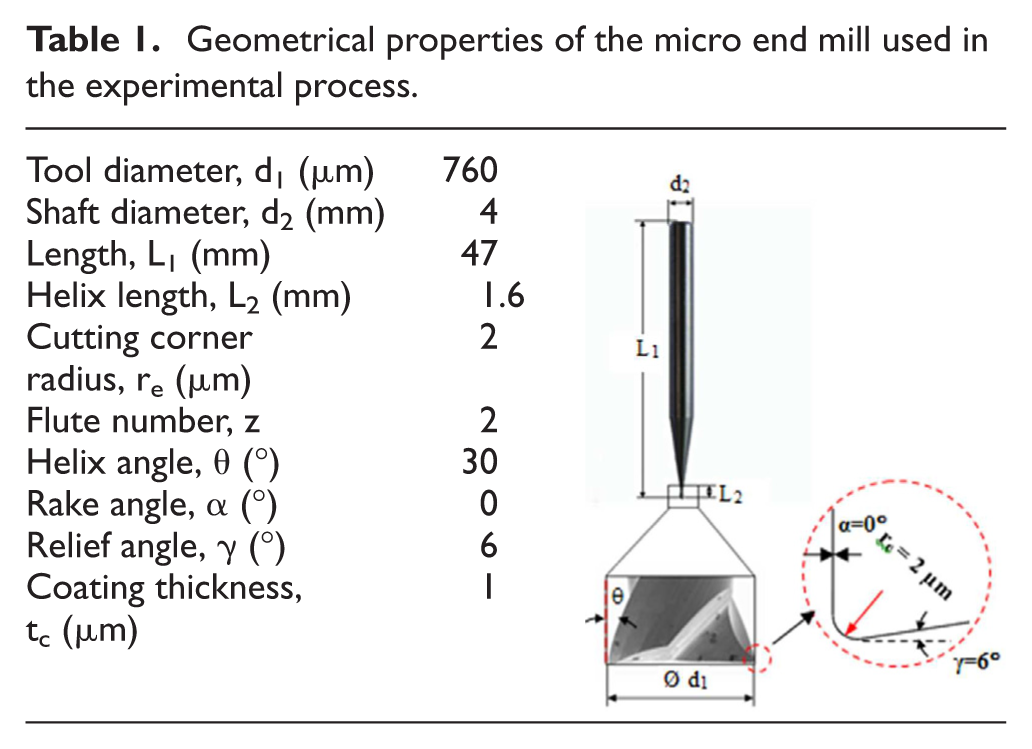
In this study, the micro milling process of Inconel 718 was carried out by considering different cutting conditions (dry, MQL and cryogenic pre-cooling) and using an AlCrN-coated tool. The properties of the cutting tool are given in Tables 1 and 2. In the experimental processes, 20,000 rev/min (Vc = 48 m/min); a constant rotation speed; 1.25, 2.5, 3.75 and 5 µm/flute feed rates and 0.1, 0.15 and 0.2 mm depth of cuts were considered as the cutting parameters. Each experiment was performed along a constant cutting distance of 120 mm. A vegetable liquid lubricant (see Table 3 for the properties) was used for the MQL process. The liquid lubricant was sprayed onto the cutting region with a consumption amount of 150 mL/h. However, in order to perform pre-cooling under cryogenic conditions on workpiece surface, the liquid nitrogen was sprayed onto the cutting zone at low pressure (<1 bar). Due to this process, local freezing and embrittlement of workpiece surface were sought (Figure 1). Tool wear and burr formation were displayed by means of scanning electron microscopy (SEM). In addition, the topography of the machined surface was obtained using a ZYGO (NewView 7200) white light interferometer.
Geometrical properties of the micro end mill used in the experimental process.
Characteristic properties of the end mill.

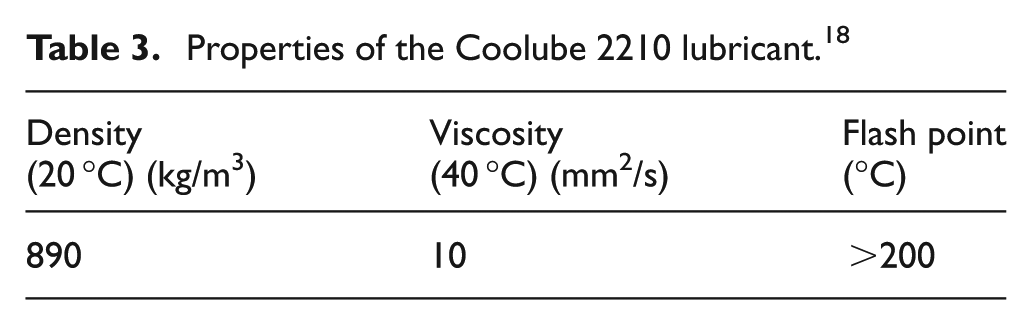
Properties of the Coolube 2210 lubricant. 18
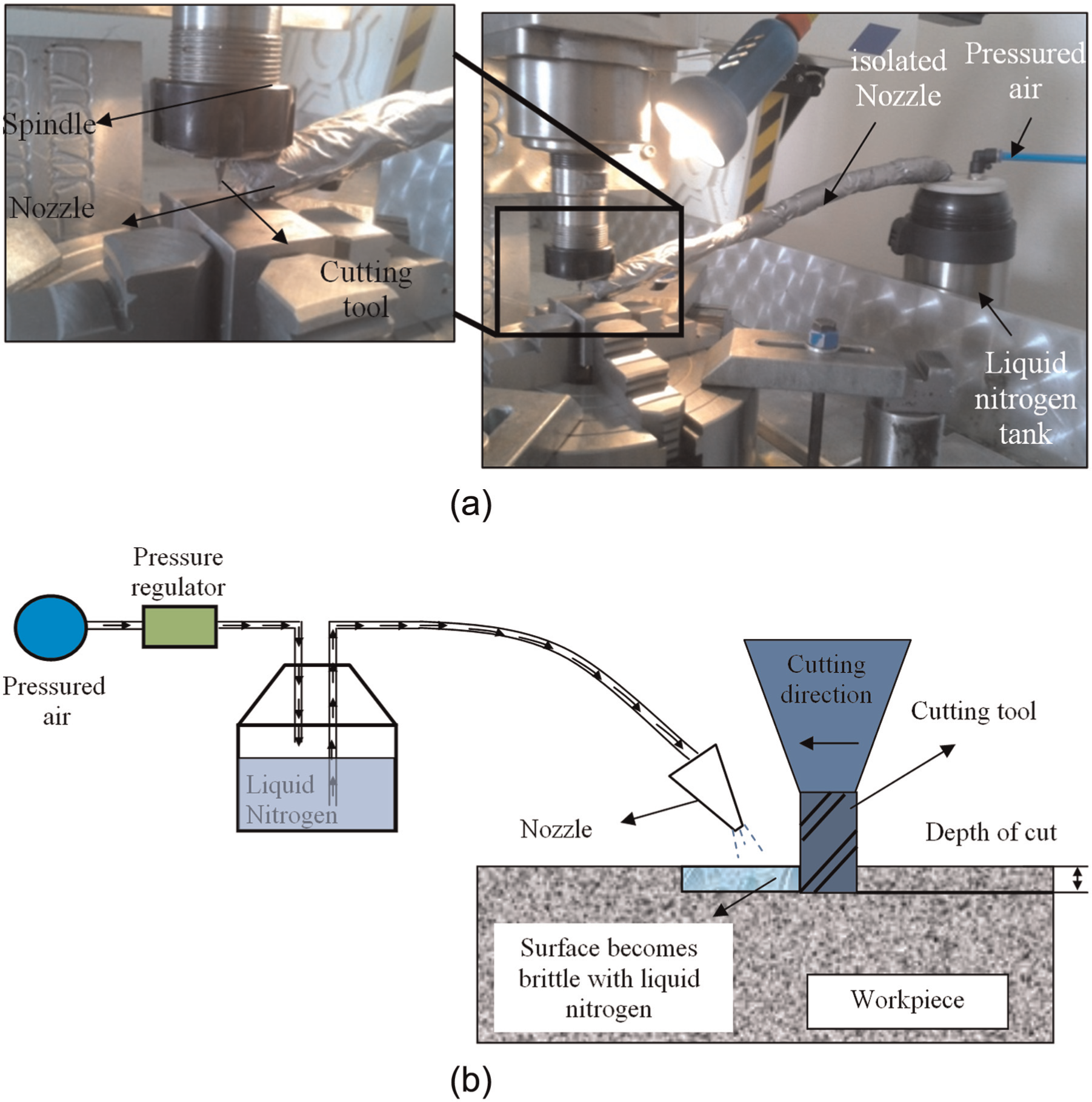
(a) Cryogenic pre-cooling experimental setup and (b) the schematic representation of the experimental setup.
Results and discussion
Evaluation of tool wear
The variation occurring in the tool diameter depending on wear is given in Figure 2. As seen on the graph, the minimum tool diameter variation is observed in the cutting process with MQL. MQL transfers the lubricant to the cutting zone by separating very small particles using compressed air and a nozzle. As shown in Figure 3, the oil particles adhere to the tool–workpiece interface and generate a slippery layer. Thus, it decreases the friction occurring at the tool–workpiece interface due to mechanical interaction and helps to improve tool life. 12 In dry cutting process, the variation in tool diameter is more than those of the cutting process with MQL. Because, in this cutting process, the friction condition at workpiece–tool interface is more intensive. Therefore, the abrasive wear mechanism is more dominant in dry cutting process. Besides, when the SEM pictures in Figure 2 are examined, the variation in tool diameter in the cutting process with the cryogenic pre-cooling is greater than in the other cutting processes. The liquid nitrogen sprayed on the workpiece surface is supposed to change mechanical properties of the workpiece material. In the literature studies, the cryogenic process was said to cause an increase in the hardness of the material and a decrease in the toughness of the material.10,19 Besides, it results in the embrittlement of the workpiece and may increase workpiece surface hardness.20,21 Therefore, the cutting process with cryogenic pre-cooling can cause a more rapid tool wear. It can be said that the cryogenic pre-cooling has a negative effect on tool life.
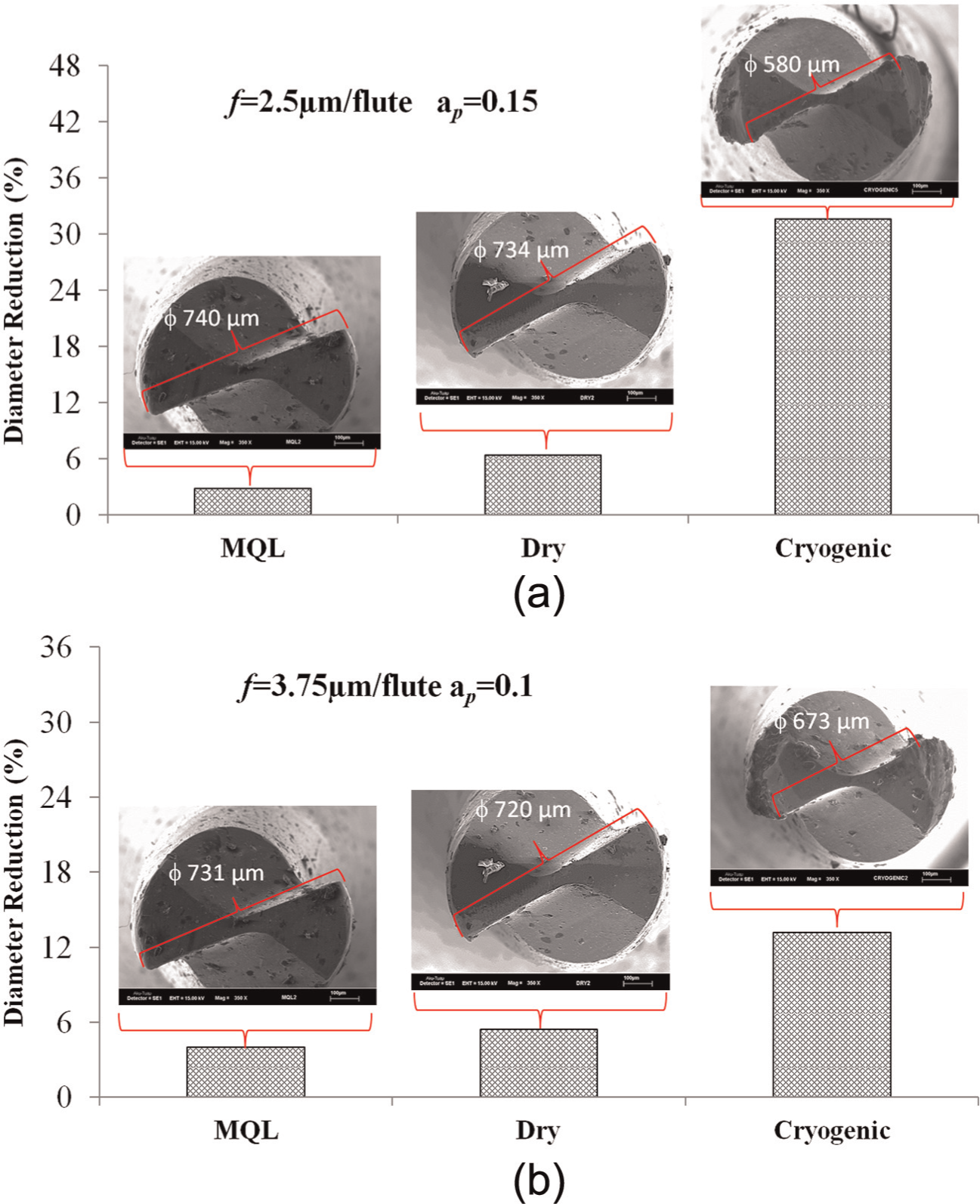
Variation in tool diameter occurring under different cutting conditions.
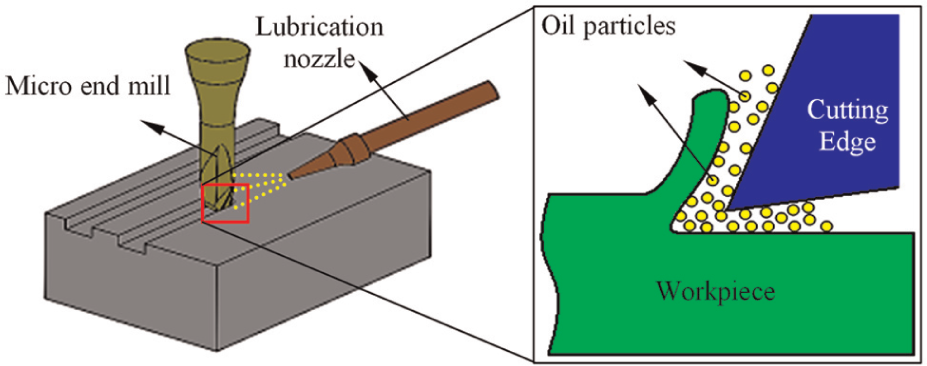
Schematic representation of MQL.
In the cutting process with MQL, the lubricant and the cooling effect of MQL at the tool–workpiece interface substantially prevent the formation of a BUE. When the SEM pictures in Figure 4 are examined, chip debris especially is encountered at the cutting edge in dry cutting and cutting with the cryogenic pre-cooling. In addition, it can be seen that BUE formation is less in the cutting process with MQL. In addition, the cryogenic pre-cooling reduces BUE formation in comparison with dry cutting because the cryogenic pre-cooling results in non-permanent embrittlement on workpiece surface; however, it reduces the temperature of the cutting zone. When these two cases are considered together, the probability of the chip sticking to the tool edge decreases. In the literature, Paul and Chattopadhyay 11 attracted attention to cryogenic cooling preventing BUE formation and chip diffusion.
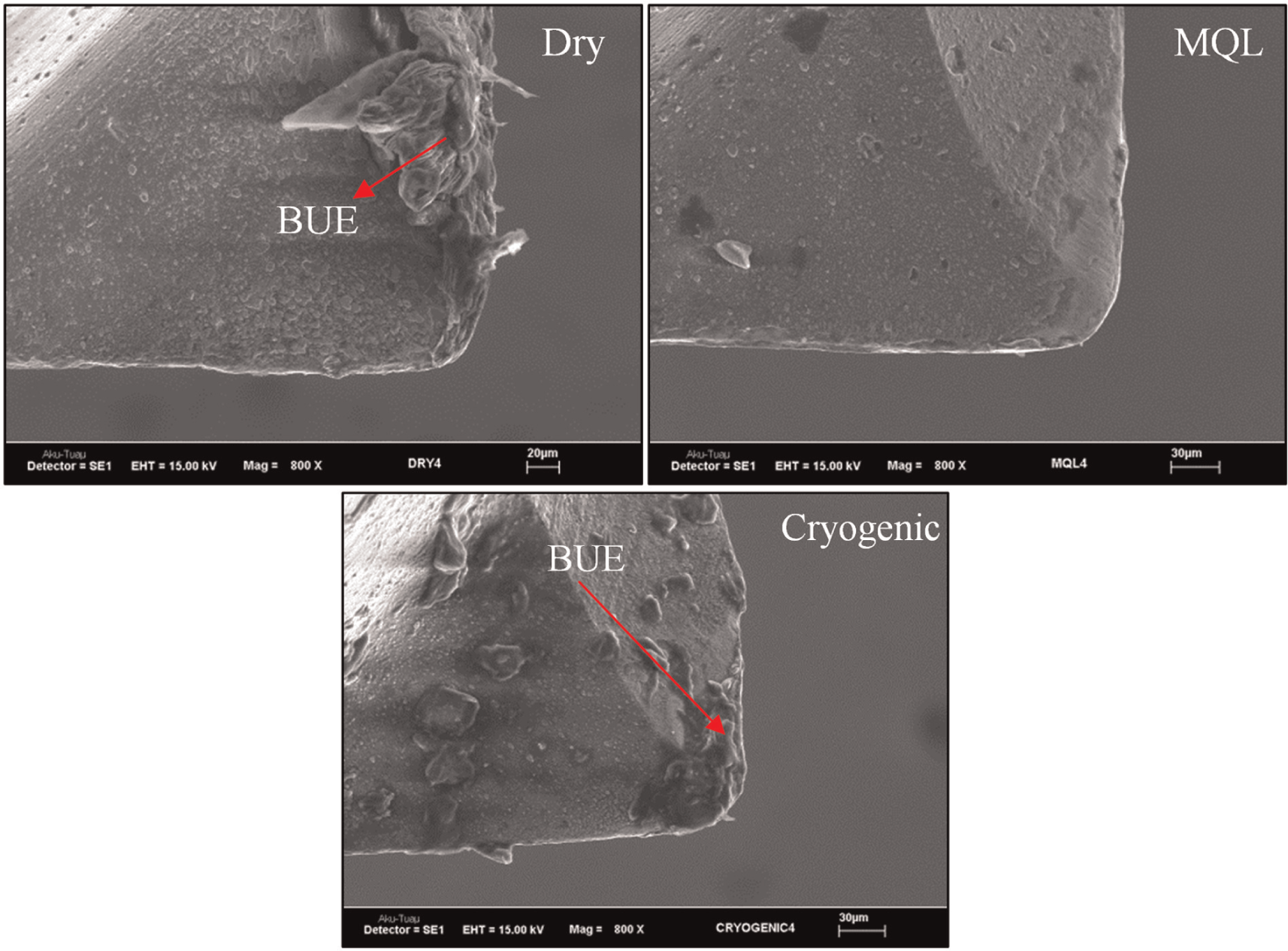
BUE formation in the machining of Inconel 718 for different cutting experiments (f = 5 µm/flute, ap = 0.15 mm).
Variation in surface roughness
The variations in the surface roughness (Ra) values of the machined surface are given in Figure 5(a) and (b). The Ra values on the graph are measured from the region at the beginning of the cutting process. As shown in Figure 5(a) and (b), the Ra is less in the cutting process with cryogenic pre-cooling. In addition, the Ra values are close together in the dry cutting and the cutting with MQL. But at a feed rate of 5 µm/flute, it is seen that the Ra is slightly more in the cutting process with MQL (Figure 5(a)). Also, at a depth of cut of 0.1 mm, the surface roughness in the cutting process with cryogenic pre-cooling is quite close to that in the cutting process with MQL (Figure 5(b)). The machined surface quality increases with the application of liquid nitrogen to workpiece surface. The surface roughness (Ra) in the cutting process with cryogenic pre-cooling is less about 25%–60% that of dry milling (see Figure 5(a) and (b)). This is due to the increased edge radius of the cutting tool (see Figure 2). The Ra value decreases by increasing the corner radius. 22 However, cryogenic pre-cooling is estimated to increase the hardness of workpiece surface because it is known that liquid nitrogen has such an effect.10,19 As is known, hard materials cause a lowering of the Ra in comparison with soft and ductile materials.22–24 Because, due to the high elasticity of soft materials, more rough surfaces are obtained with these materials.25,26 Additionally, less adhesion through a reduction in the cutting temperature may result in a lower Ra.
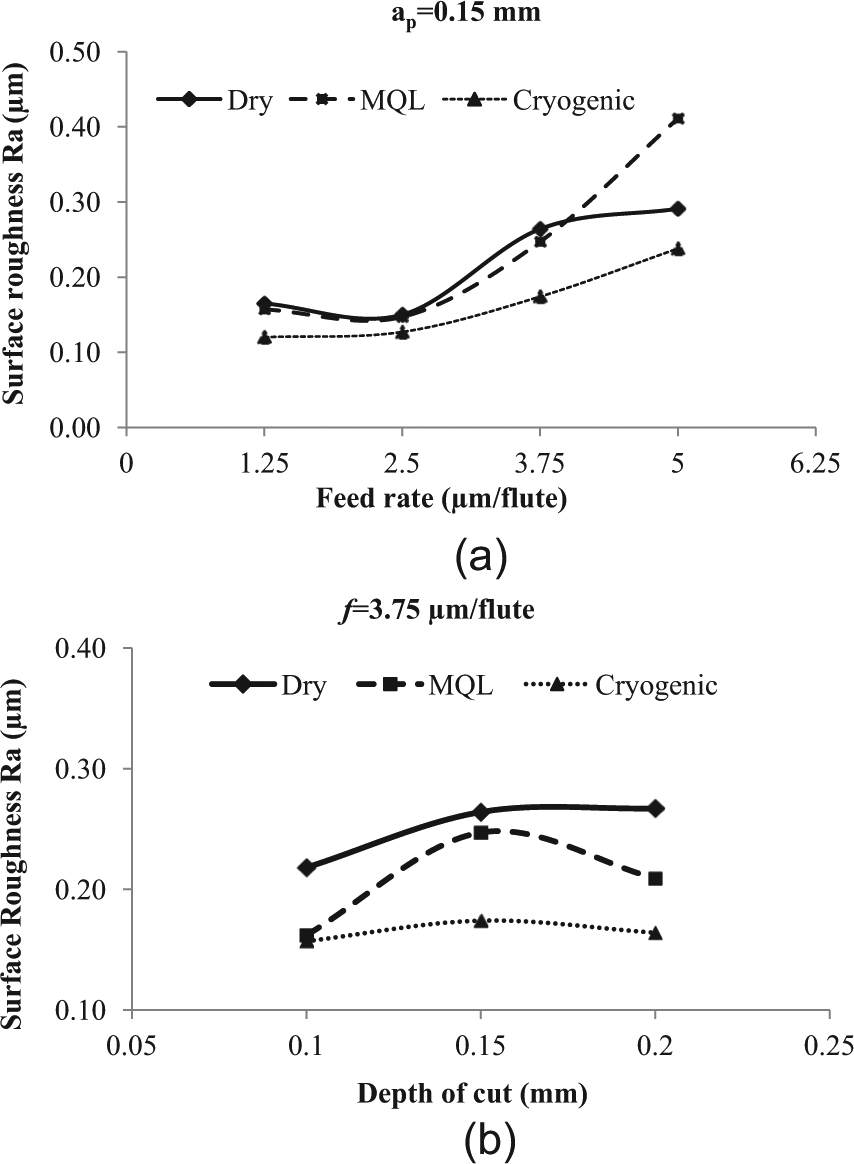
Variation in surface roughness (Ra) for different cutting conditions: (a) depending on feed rates and (b) depending on depth of cut.
The three-dimensional (3D) surface topography and the microscopic images of the machined surface for each cutting condition are given in Figure 6. Especially, chip smearing is shown to occur intensely on the machined surface in dry cutting. The reason for this is BUE formation, because the CrN phase in AlCrN coating has a good chemical affinity with Inconel 718. 27 During the cutting process, the chip adhering to the tool edge breaks away from the tool in time and settles at the tool–workpiece interface. The micro chip particles settling at the tool–workpiece interface are smeared on the machined surface with the effect of pressure and temperature. A similar situation is observed on the cryogenic pre-cooled surface, but it is less in comparison with dry cutting. In addition, the minimum Ra value is obtained in the cutting process with cryogenic pre-cooling. It can be said that the amount of the chip adhering to the surface is less in the cutting process with MQL. The lubricant used in the MQL process prevents chips adhering to the machined surface and the cutting tool edge (Figure 4).
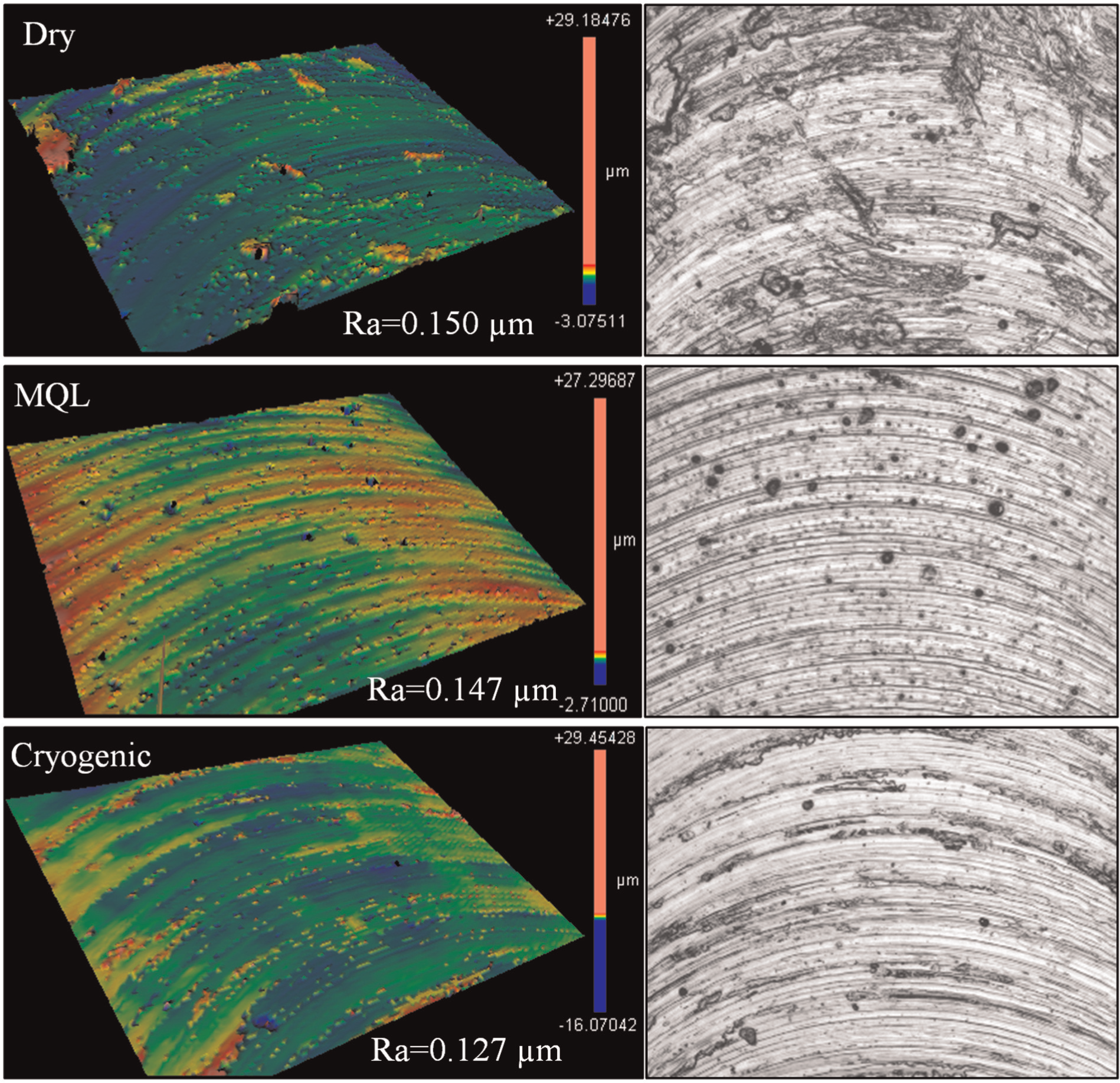
3D images of the machined surface for different cutting conditions (f = 2.5 µm/flute, ap = 0.15 mm).
Evaluation of burr formation
Burr formations for the three different cutting conditions are given in Figure 7. Especially, burr formation in the cutting process with cryogenic pre-cooling is seen to be less intensive in comparison with the other cutting processes. Burr formation is more intensive in dry cutting and cutting with MQL. The high toughness of the material is a factor that increases burr formation during the metal cutting process. 28 Inconel 718, used in this study, is a material having a high toughness. Therefore, it is possible to see burr formation more intensely in the cutting process of Inconel 718. As a matter of fact, the images in Figure 7 support this case. In this study, the strategy, in order to decrease burr formation, was to reduce the toughness of Inconel 718. In this context, a brittle structure on workpiece surface is generated by cryogenic pre-cooling, locally applied to workpiece surface. In the literature, it is said that cryogenic cooling causes an increase in the hardness of the material and a decrease in the toughness of the material.10,19 As shown in Figure 7, after cryogenic pre-cooling, burr formation significantly decreases.
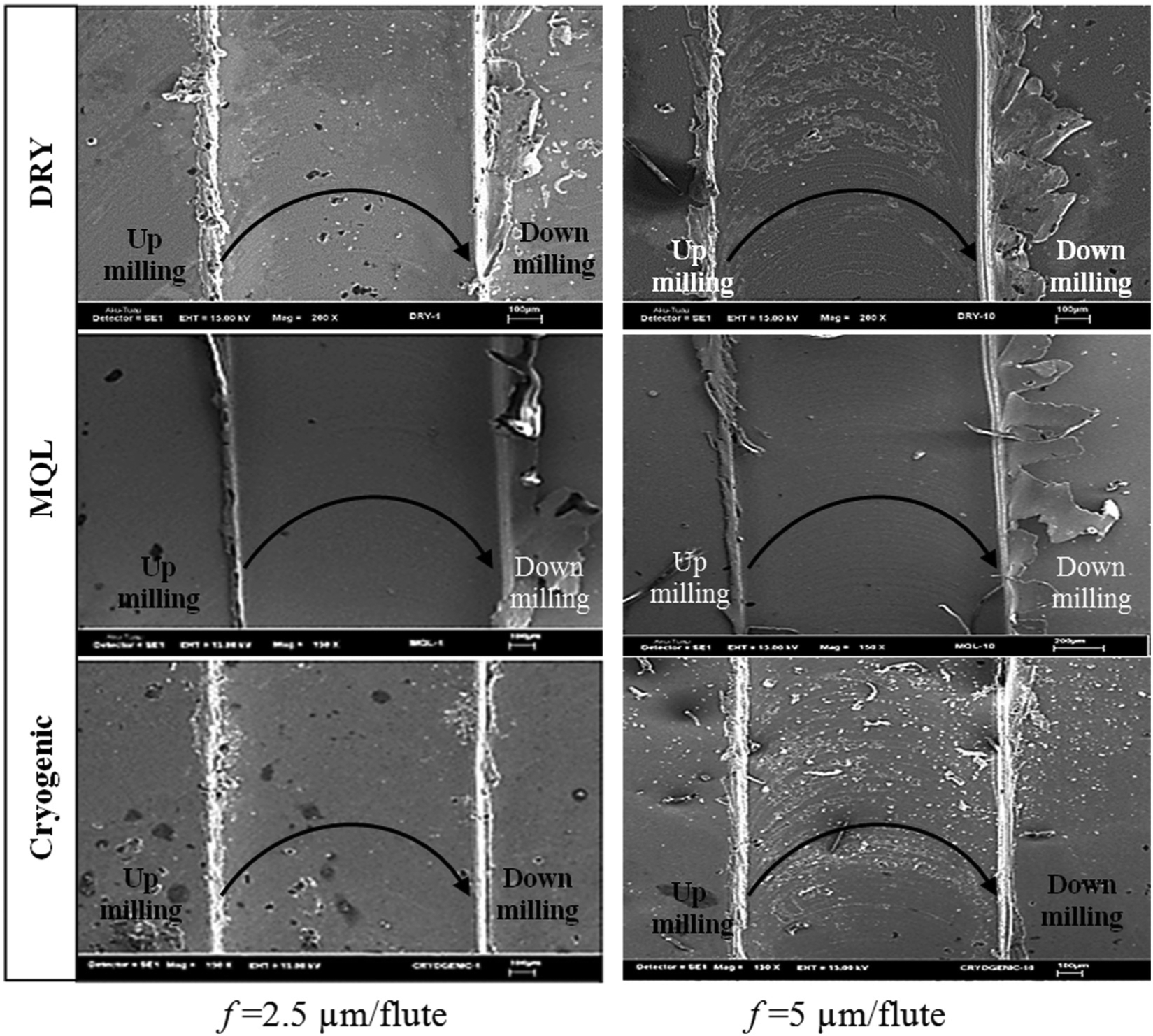
SEM images of burr formation after micro milling (ap = 0.15 mm).
It can be said that there is no difference between dry cutting and cutting with MQL. In other words, MQL provided no direct contribution to the decrease in burr formation. However, due to the fact that the MQL process reduces tool wear, it may be an indirect contributor to the decrease in burr formation. In one study, it is said that burr formation occurs more in the micro cutting process with MQL. 29
Another result shown in the SEM images is that the burr intensity in the up milling mode is less than that of the down milling mode, especially in this case as is clearly seen in dry cutting. The chip formation begins in the up milling mode. Afterwards, the formed chip is removed from the cutting zone in the down milling. During this process, a part of the formed chip is not completely expelled from workpiece surface and collapses along the edge of the slot. Thus, burr formation occurs. It is said that the burr intensity significantly increases at the down milling edge of the machined slots.24,30,31 The sharpness of the cutting tool is an important factor in burr formation process. Burr formation significantly increases in the cutting process carried out with worn tools.4,24,32,33
Another factor that affects burr formation during the cutting process is tool wear. 34 The tool edge radius increases depending on tool wear and the sharpness of the tool decreases. Therefore, the cutting process is difficult. This case causes an increase in burr formation. In contrast, chips form more easily in cutting processes carried out with a sharper cutting tool. Less burr formation is seen during this process. 35 Burr formations that occur depending on tool wear in the dry cutting are shown in Figure 8. Burr formations that are less at the beginning of the cutting process significantly increase at the end of the cutting distance of 120 mm. The cutting tool, worn over time, causes an increase in burr formation.4,24,32,35 However, due to the fact that the chip debris adhering to the tool cutting edge decreases the sharpness of the cutting edge, this situation is highly likely to increase burr formation.
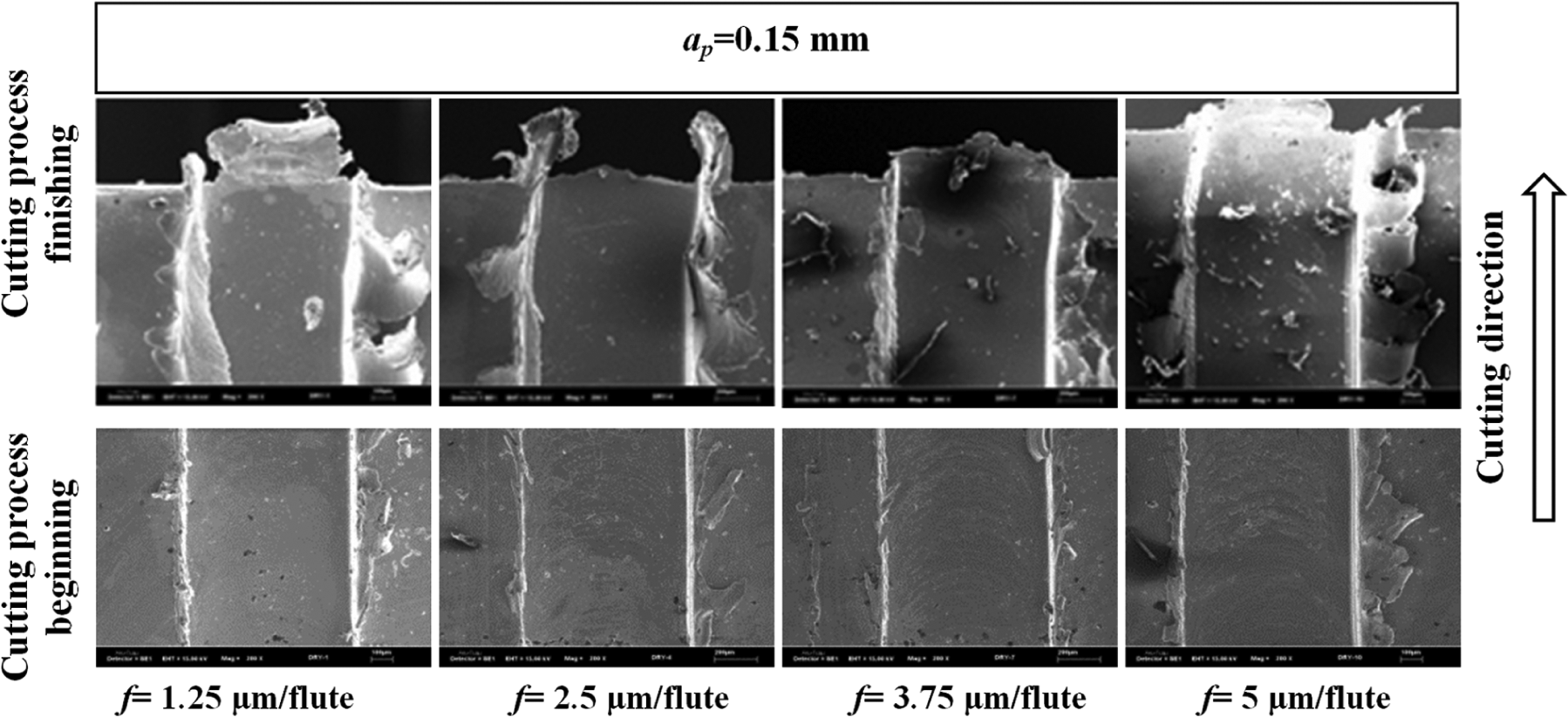
Burr formation occurring at the beginning and end of the cutting process for dry cutting.
During the dry cutting process, the wear occurring on the cutting tool and burr formation for feed rates of 3.75 and 5 µm/flute are given in Figure 9. As can be seen in Figure 9, burr formation for 5 µm/flute is bigger. This may be for two reasons. First, the cutting tool will wear more at the feed rate of 5 µm/flute. As a result of this, the tool cutting edge radius will increase and the cutting process will be difficult. Second, the BUE occurring on the tool edge increases at the feed rate of 5 µm/flute. BUE formation contributes to both reduce the surface quality and increase burr formation. In addition, as can be seen in Figure 9, the wear occurring on each cutting tool is similar. The wear results in a variation in the geometry of the cutting tool. Also, it causes the shape of the machined slot to distort. In Figure 9, a1 and a2, representing the geometrical variations in the slots, are quite close to each other. However, when the burr intensities are evaluated, it can be said that there is a slight difference between them. This difference is estimated to be as a result of BUE formation.
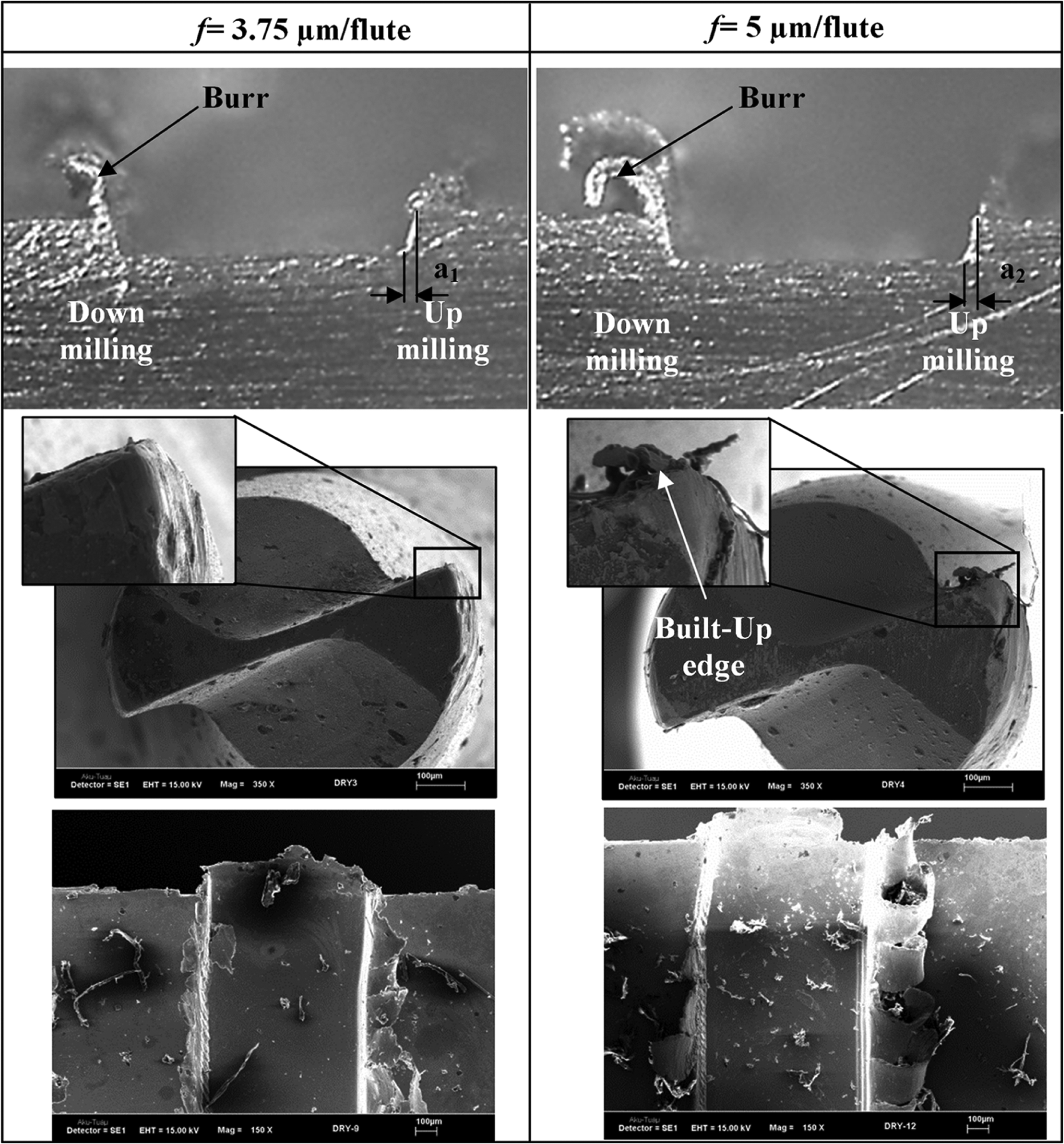
Effect of BUE formation on burr formation (a1 ≅ a2: the distortion of the slot geometry occurring with tool wear).
Conclusion
In this study, the effects of MQL and cryogenic pre-cooling were investigated on the cutting performance in the micro milling process of Inconel 718. The results obtained at the end of the study are as follows.
The performance of the cutting tool is seen to be better in the cutting process with MQL. In contrast, maximum tool wear is shown in the cutting process with cryogenic pre-cooling. However, BUE formation is the minimum for the cutting process with MQL.
Another result obtained in the study is the variation in the Ra depending on the cutting conditions (dry, MQL and cryogenic pre-cooling). It is observed that the surface roughness in the cutting process with cryogenic pre-cooling is better than that of the others. Besides, there is very little difference between dry cutting and cutting with MQL.
The sharpest effect of cryogenic pre-cooling is seen on burr formation. Burr formation is shown to prominently decrease in the cutting process with cryogenic pre-cooling. In dry cutting and cutting with MQL, it can be seen that there is no significant difference between them in terms of burr formation. However, tool wear has a negative effect on burr formation.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.