
Abstract
Complex engineering problems are often required to be addressed for multiobjective optimization. Wire electric discharge machining is one such multiobjective optimization problem. Conflicting objectives such as material removal rate, surface roughness and kerf have always been research interest for optimization. In this article, a novel optimization strategy has been formulated by coupling grey relational analysis with firefly algorithm to optimize the responses. Process parameters such as pulse-on time, pulse-off time, peak current and servo voltage are studied. Response parameters such as material removal rate, surface roughness and kerf are considered. Firefly algorithm is the main technique and grey relational analysis is used to generate a grey relational grade. This grade is further used in firefly algorithm for movement of firefly to the neighboring brighter and attractive firefly. In this process of self-organization, simultaneous optimal solution for material removal rate, surface roughness and kerf is obtained. Peak current is found to be the most influencing factor affecting all the three responses. Pareto surface plot is also plotted to recommend alternate solutions for various responses based on the priorities. As the proposed strategy is generalized, it can be customized and applied for any multiobjective optimization problem.
Keywords
Introduction
Wire electric discharge machining (WEDM) is constantly attracting a lot of researchers and industrialists because of its wide range of applications for machining almost any material, which can conduct. In the last 25 years, developers have been constantly improving WEDM process to meet the requirements of the industry.
Present day’s manufacturing sector demands production of parts, which are of high quality without compromising on the machining speed. This is possible by proper selection of machining parameters. In the case of WEDM process, material removal rate (MRR), surface roughness (SR) and kerf are important responses, which determine the production efficiency and quality of the product. Selection of proper machining parameters is vital since it also includes interactions among them, which makes the process stochastic in nature. Since there is no single universal tool for finding the best set of machining parameters to achieve global optimum solution, researchers are constantly attempting to propose the most efficient algorithm.
Global optimality in WEDM with different conflicting objectives is not easy to reach. Many researchers have focused on achieving multiobjective optimization of WEDM. Golshan et al. 1 compared the performance of brass wire and zinc-coated brass wire and optimized multiple objectives using non-dominated sorting genetic algorithm-II (NSGA-II). Pareto optimal set of solutions is obtained for both the wires and concluded that zinc-coated brass wire was more predictable and reliable. Rao and Pawar 2 developed a mathematical model using response surface methodology (RSM) and optimized WEDM process parameters using artificial bee colony (ABC). Garg et al. 3 formulated multiobjective optimization problem of WEDM using Box–Behnken design and optimized using NSGA-II method. A non-dominated Pareto optimal solution set was obtained. Thereby, the best solution was selected. Most of them used Taguchi- or RSM-based design of experiments and formulated the regression equations. These regression equations serve as objective functions for optimization algorithms.
Optimization algorithms can be broadly classified as deterministic and stochastic processes, as shown in Figure 1. Furthermore, stochastic process can be branched into Monte Carlo methods and evolutionary algorithms. Heuristic and metaheuristic methods come under evolutionary algorithms.
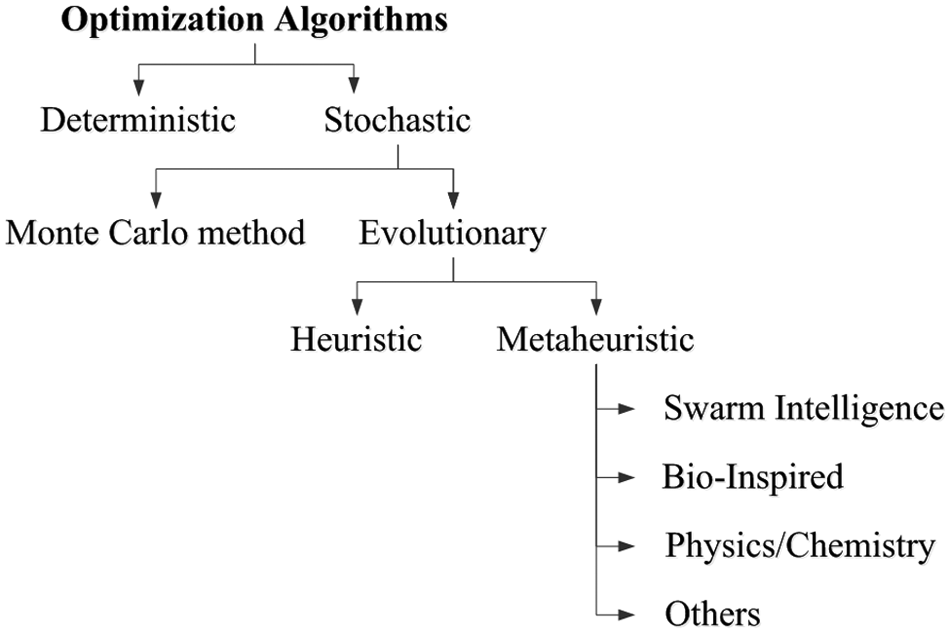
Classification of optimization algorithms.
Metaheuristic algorithms are very powerful in solving stochastic optimization problems. Many researchers have been developing new algorithms by drawing inspiration from nature. 4 These algorithms can be broadly divided into four major categories: swarm intelligence (SI) based, bio-inspired (but not SI-based), Physics/Chemistry based and others. SI-based algorithms are among the most popular and widely used. They are concerned with collective, emerging behavior of multiple, interacting agents who follow some simple rules. And they are inspired by the collective behavior of social insects, such as ants, termites, bees and fireflies, as well as from other animal societies like flocks of birds, fish and so on. The reason for such popularity is that SI algorithms usually share information among multiple agents, so that self-organization, co-evolution and learning during iterations may help to provide the high efficiency of most SI-based algorithms.
Inspired by the tropic firefly swarms and their flashing behavior, Yang5,6 developed a new metaheuristic algorithm called firefly algorithm (FA), which is based on SI. Although the FA has many similarities with other algorithms based on the SI, this algorithm is much simpler in both concept and implementation. Furthermore, the recent literature shows that the algorithm has outperformed other well-known algorithms like genetic algorithm (GA), for solving many optimization problems. Khadwilard et al. 7 applied FA for solving job shop scheduling problem with five different benchmark datasets and concluded that FA generates better results. Aungkulanon et al. 8 compared FA and particle swarm optimization (PSO) for their processing time, convergence speed and quality of results using benchmark models. FA outperformed PSO. Bharathi Raja et al. 9 applied different optimization techniques such as simulated annealing (SA), GA, PSO, FA, hybrid algorithm (HA) and memetic algorithm (MA) for mathematical modeling of turning operation. PSO was found to give best results followed by FA. Chai-ead et al. 10 compared FA and bees algorithm (BA) on execution time, accuracy and convergence criteria. FA was found to be better than BA. Bharathi Raja et al. 11 applied FA for optimization of die-sinking electric discharge machining (EDM) of hardened die steel. FA was used to predict the optimal parameters of EDM to yield SR and machining time.
In the multiobjective optimization problems, multiple objective functions conflict with one another. The aim should be to find a vector of decision variables that satisfies constraints and optimizes the objective functions. 12 In grey relational analysis (GRA), the responses are first normalized in the range of 0 to 1. Next, based on the normalized data, grey relational coefficients are calculated. Entropy-based weights are employed to determine the relative weighting factors for each output response. Then, overall grey relational grade (GRG) is determined by averaging the grey relational coefficients corresponding to selected responses. 13
Methodology
In this article, a face-centered central composite design (FCCD) is applied for experimentation. The responses considered are MRR, SR and kerf. Analysis of variance (ANOVA) is performed and regression modeling is carried out to generate the objective functions for the output responses. FA is used for multiobjective optimization of the objective functions. Based on the fitness values, GRG is computed using GRA in each iteration. FA uses this GRG, and search is made to achieve higher GRG. The highest GRG corresponds to global optimal solution in the selected range of process parameters. Figure 2 depicts the steps involved in the proposed methodology.
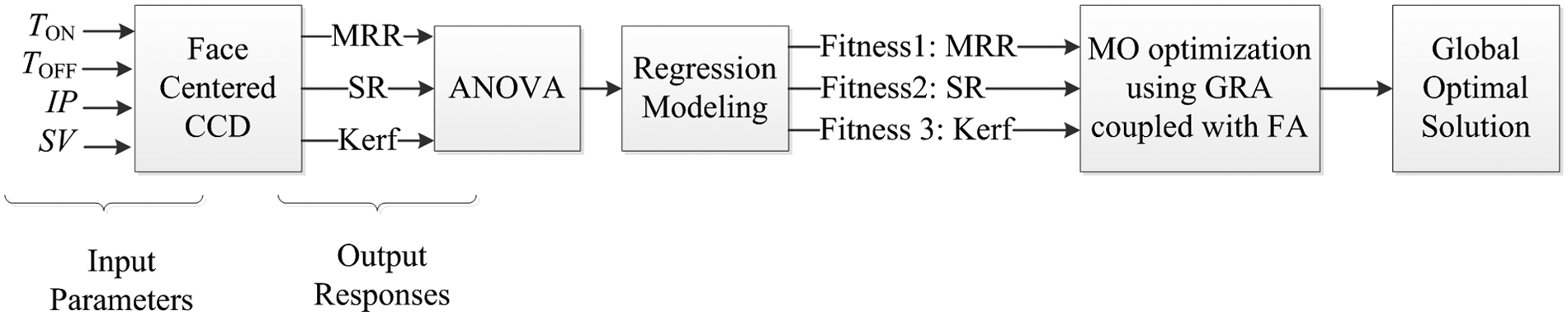
Steps in proposed methodology.
Multiobjective FA
The FA has been designed to address all varieties of optimization problems. However, all algorithms usually pose some limitations, as stated in the No Free Lunch theorem. 14 In order to overcome these limitations, hybrid methods are developed to seek improvements.
FA tries to mimic the tropical fireflies, attraction behavior and flashing pattern. Researchers identified that the purpose of this flashing lights is mainly to attract their mating partners and at the same time to warn potential threat from predators. Yang 5 developed FA based on few rules obeyed by fireflies:
Fireflies are unisex so that one firefly will be attracted to other fireflies regardless of their sex.
The attractiveness is proportional to the brightness, and they both decrease as their distance increases. Thus, for any two flashing fireflies, the less brighter one will move toward the brighter one. If there is no brighter one, then a particular firefly moves randomly.
The brightness of a firefly is determined by the landscape of the objective function.
This population-based FA finds the global optima based on SI. In this work, initialized agents or fireflies are randomly distributed in the search space based on the objective function generated from regression modeling. The key modification in this article is that a GRG is calculated based on the fitness values of the individual objective functions. The methodology is explained in detail in section “GRA.” Then search is made to achieve higher GRG using FA.
The firefly emits light proportional to the value of GRG. The variation of light intensity and formulation of attractiveness are the two important phenomena for the co-evolution of FA. 4 The brightness I of a firefly at a particular location x can be chosen as I(x) ∝f(x), which means brightness is proportional to the value of the objective function. However, the attractiveness β is relative and varies with the distance rij between firefly i and firefly j. As the distance increases from source of light, its intensity decreases as absorbed by the medium. Hence, the attractiveness varies with the degree of absorption. The attractiveness of a firefly can be represented as a monotonically decreasing function 6 given by equation (1)
where r is the distance between any two fireflies, β0 is the initial attractiveness at r = 0 and γ is an absorption coefficient, which controls the light intensity.
The distance between any two fireflies i and j, at position xi and xj, respectively, can be defined as a Cartesian or Euclidean distance as follows
where xi, k is the kth component of the spatial coordinate xi of the ith firefly and d is the number of dimensions.
The movement of a firefly i, which is attracted by a brighter firefly j, is given by equation (3)
where the first term is the current position of a firefly, the second term denotes firefly’s attractiveness to light intensity seen by adjacent fireflies and the third term is used for the random movement of a firefly when there are no brighter ones. The coefficient α is a randomization parameter determined by the problem of interest, while rand is a random number generator uniformly distributed in the space [0, 1]. β0 = 1.0 and the attractiveness or absorption coefficient, γ = 1.0, are used for quick convergence. 15
Solving multiobjective optimization problem is important for addressing majority of engineering problems. FA can be used to solve multiobjective optimization problems by combining all the output response objectives into single objective. Apostolopoulos and Aristidis 12 implemented weighted sum method in FA for combining multiple objectives into a single objective optimization problem. In this work, FA is coupled with GRA to combine multiobjective WEDM output responses into a single GRG.
GRA
Deng 16 proposed GRA to deal with uncertain and incomplete systems. GRA is gaining popularity in the recent years because of its ability to determine multiple performance measures. Relative weighting for each attribute is found using entropy weighting method. 17 Entropy is originally a thermodynamic concept. Information represents ordered degree, but entropy represents disordered degree of system in information theory. 18 According to which, the objective with higher variation in its objective function values should be assigned a higher weightage.
Objective fitness values generated by the FA are used to obtain GRG. GRG is defined as the relative degree between sequence of individual responses. One sequence
where i = 0, 1, 2, …, m∈N; k = 1, 2, …, n∈N, that is
Fitness values of objective functions from FA are considered as the sequence to be used for finding GRG. In GRA, initially normalization of data is performed. This is also called as grey relational generation. The normalized objective fitness results, xi, can be expressed as
Larger-the-better (LB)
Smaller-the-better (SB)
where
Entropy weighting is introduced as follows:
1. Each attribute summation, Dk, is computed
2. Normalization coefficient, K, is computed
where n represents the number of responses.
3. Entropy for specific attribute, ek, is found
where
4. Total entropy value, E, is given by
5. Relative weighting factor, λk, is given by
According to the grey relational generation and weighting factor of each attribute, GRG,
where i = 0, 1, 2, ……, n; k = 1, 2, ……, m, j∈i and
Δmin and Δmax are constants as given by
The overall performance characteristic of the multiple response process depends upon the calculated GRG. Therefore, GRG is used in the FA for movement of firefly to the brighter and attractive firefly. With this hybrid method, multiobjective optimization is attempted in this work.
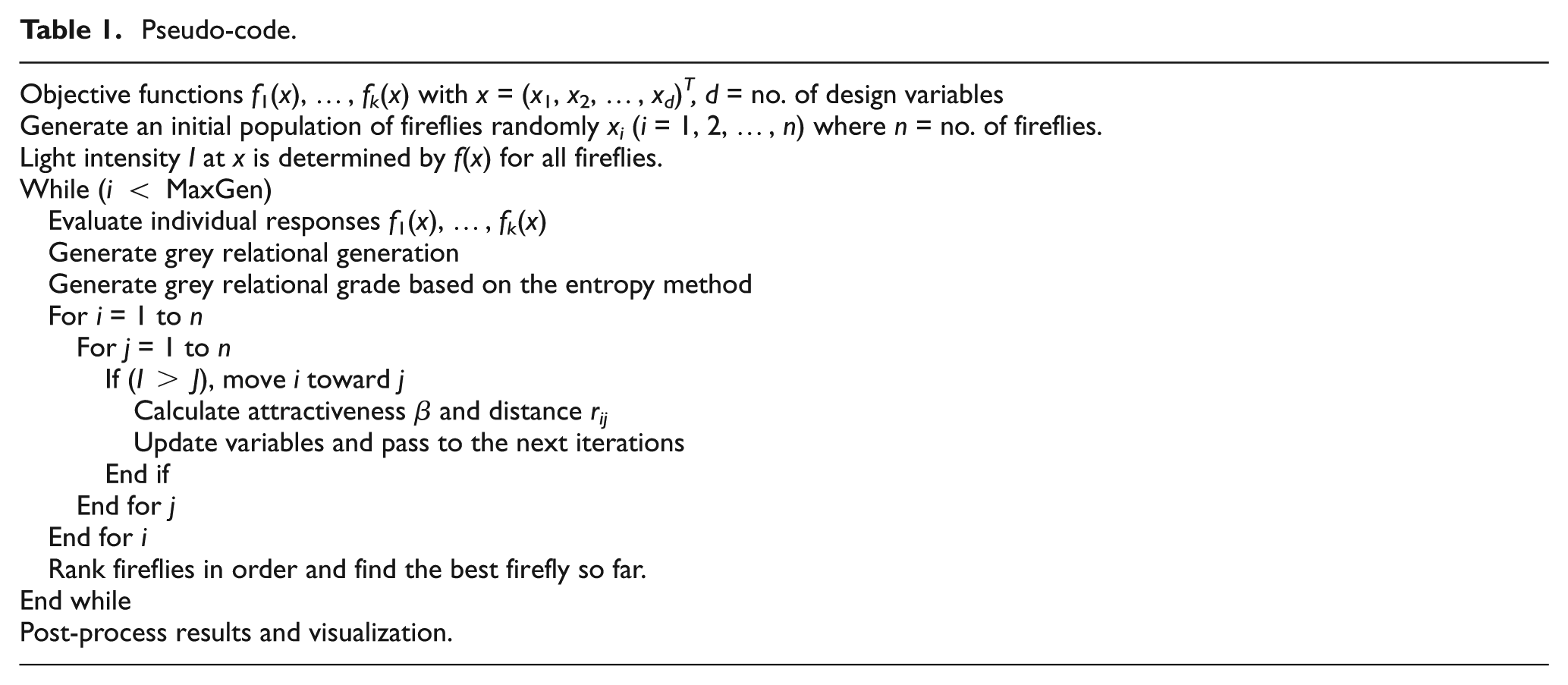
The pseudo-code for proposed hybrid method called GRA coupled with FA is presented in Table 1. The procedure starts by considering formulated regression equation as the objective function. Initially, population of n fireflies is distributed among the search space uniformly. Once the fixed number of iterations and limits of search space are defined, the iterations start to evaluate each of the responses individually. Then, GRA is carried out in each iteration, and a combined GRG is calculated using entropy weighting method as described in section “GRA.” Then, the co-evolution of the fireflies continues by moving toward the attractive fireflies as illustrated in section “Multiobjective FA.”
Pseudo-code.
Experimental procedure
WEDM experiments were conducted on an ULTRACUT S1 machine. The controllable process parameters are selected based on the trial experiments carried out using one-factor-at-a-time approach; care is taken to see that the parameter ranges are well within the working range of machine without wire breakage.
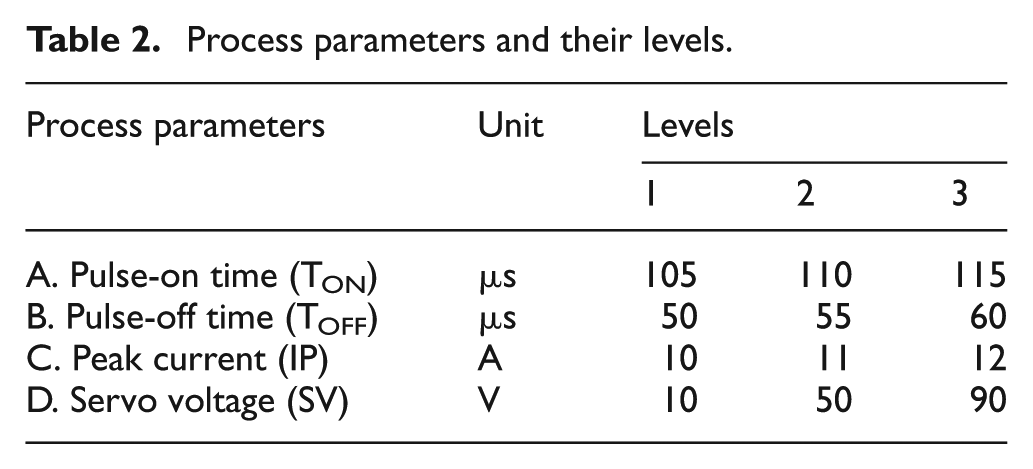
In this work, experiments are carried out by adopting RSM to study the effect of the input parameters presented in Table 2. Four process parameters at three levels are selected, and a FCCD is adopted for conducting the experiments. Twenty-six runs with two center points are executed, and their observations have been fitted to the second-order polynomial model. Output responses such as MRR, SR and kerf are studied. A zinc-coated copper wire with 0.25 mm diameter is used. The material selected is EN 353, which is a case-carburized steel. This material has various applications including crown wheel, crown pinion and pinion shaft. Machining time for a length of 5 mm slot is recorded for each workpiece. Thickness of the workpiece is 10 mm. The observations are presented in Table 3.
Process parameters and their levels.
Experimental layout.
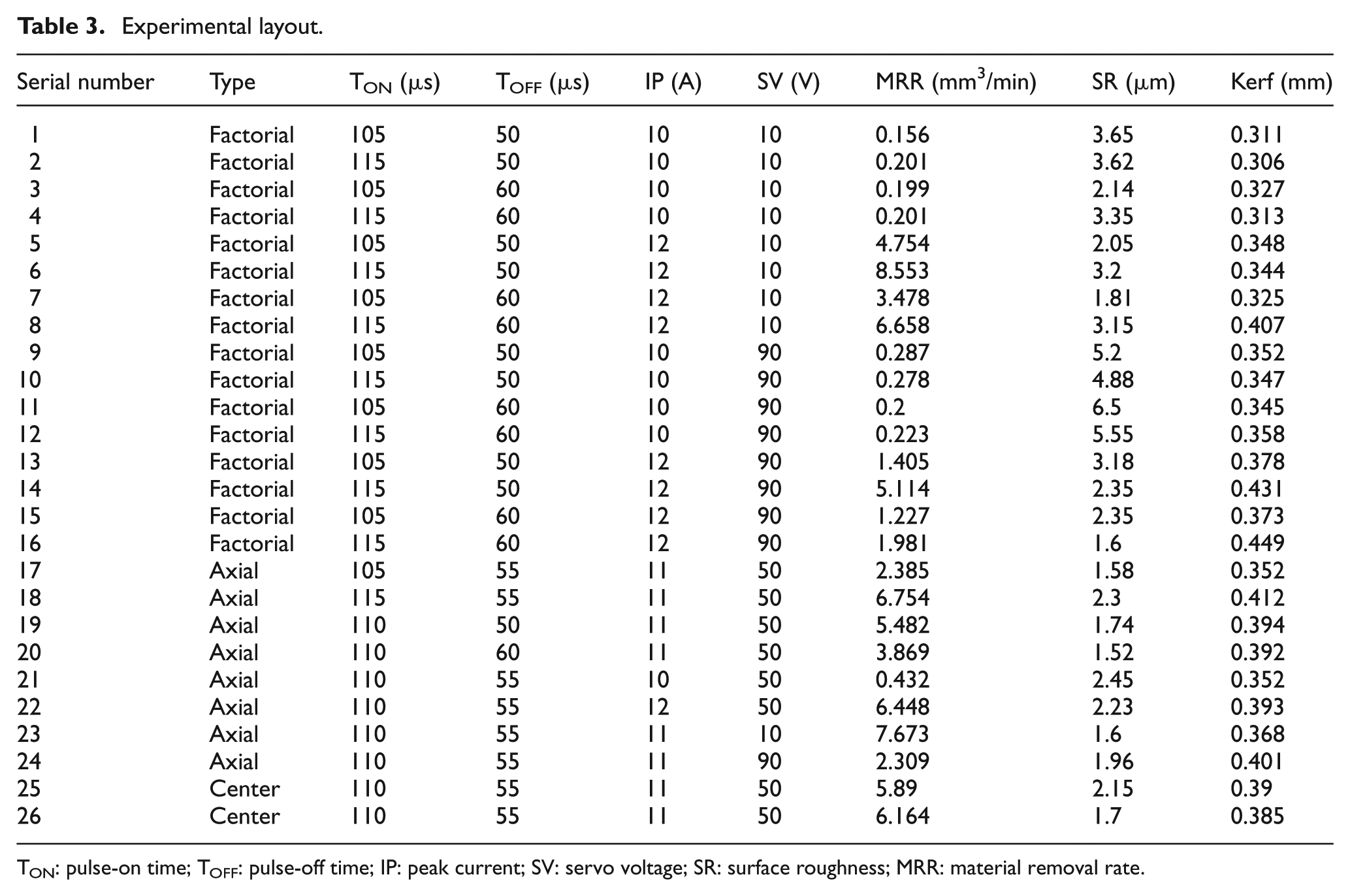
TON: pulse-on time; TOFF: pulse-off time; IP: peak current; SV: servo voltage; SR: surface roughness; MRR: material removal rate.
ANOVA
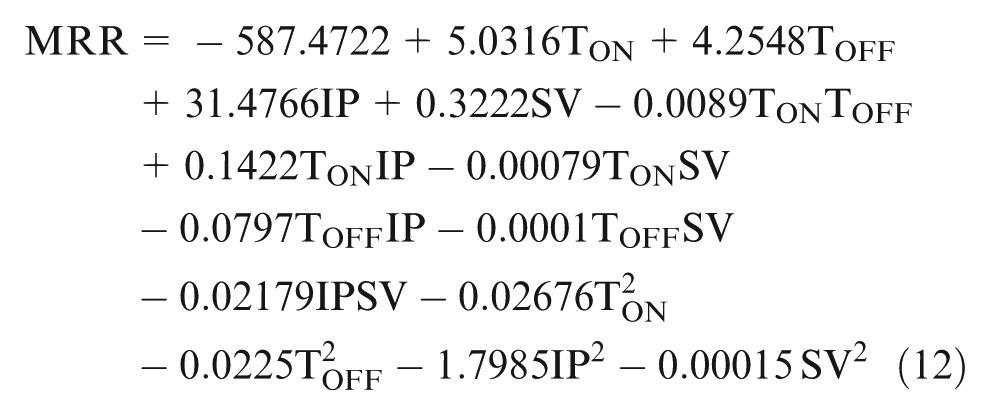
ANOVA and F-test were performed for studying the statistically significant process parameters, and the percent contribution of these parameters are also shown in Tables 4–6. ANOVA results for MRR listed in Table 4 show that p-value, which are less than 0.05, indicates that null hypothesis should be rejected, and thus, the effect of the respective factor is significant. It can be seen from Table 4 that the pulse-on time (TON), peak current (IP), servo voltage (SV), TON× IP, IP × SV and IP2 have most significant impact on MRR. Regression analysis is also performed to find the relationship between factors and MRR. The R 2 is given as 0.9253 and adjusted R 2 is 0.8303. R 2 value indicates that the predictors explain 92.5% of the variance in MRR and the adjusted R 2 accounts for the number of predictors in the model. Regression equation for MRR is given in equation (12)
ANOVA and F-test for MRR
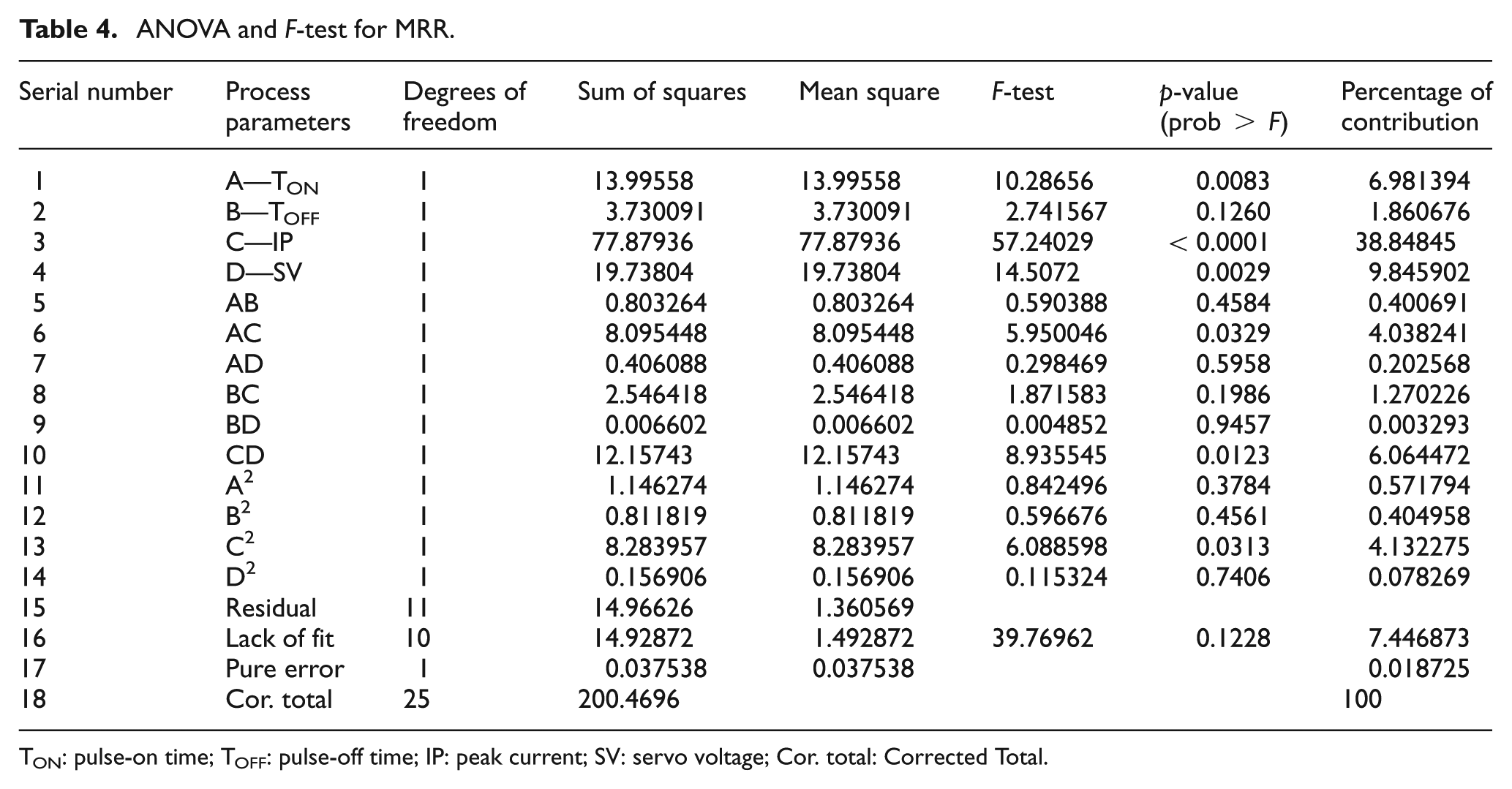
TON: pulse-on time; TOFF: pulse-off time; IP: peak current; SV: servo voltage; Cor. total: Corrected Total.
ANOVA and F-test for SR.
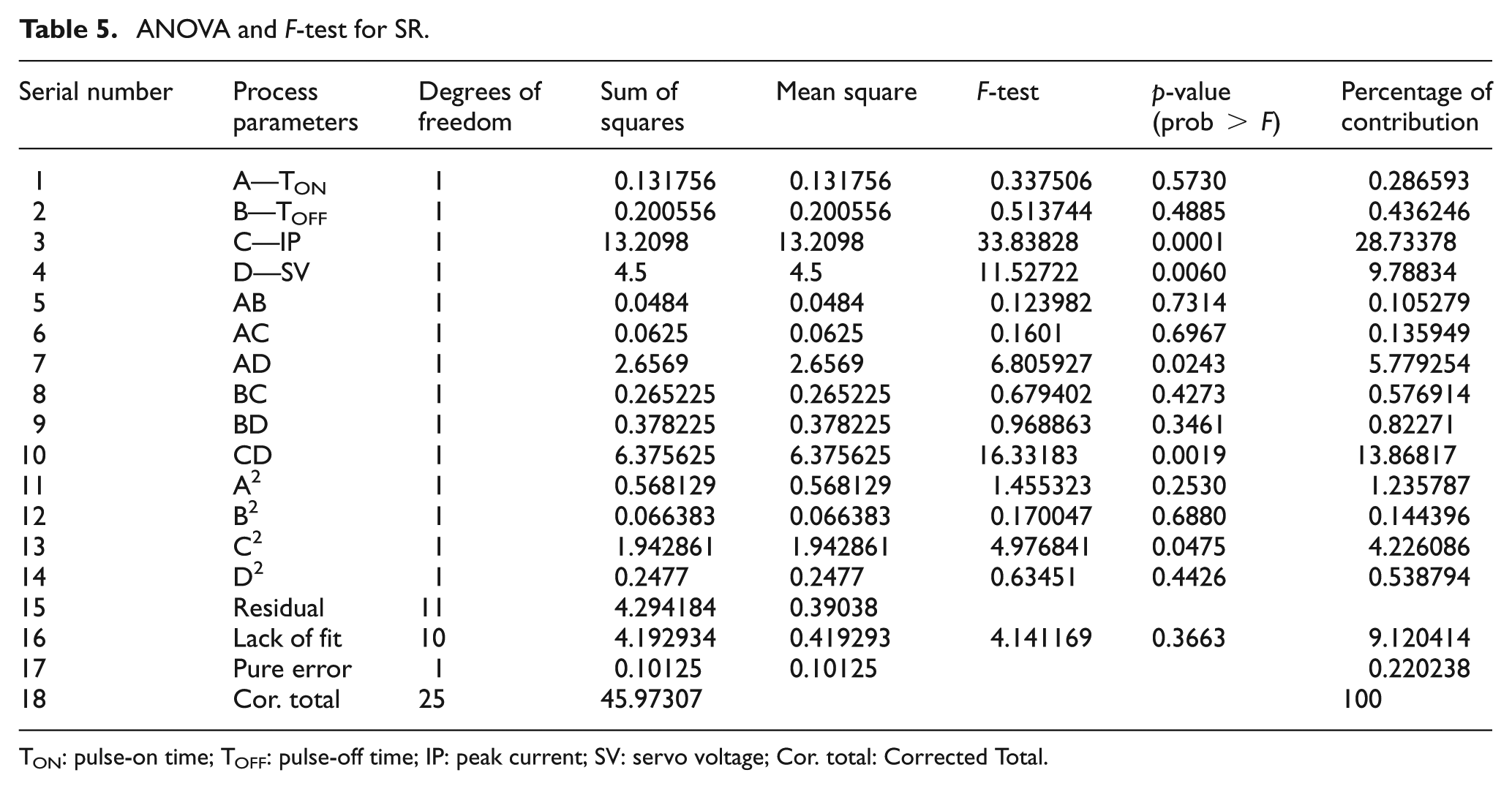
TON: pulse-on time; TOFF: pulse-off time; IP: peak current; SV: servo voltage; Cor. total: Corrected Total.
ANOVA and F-test for kerf.
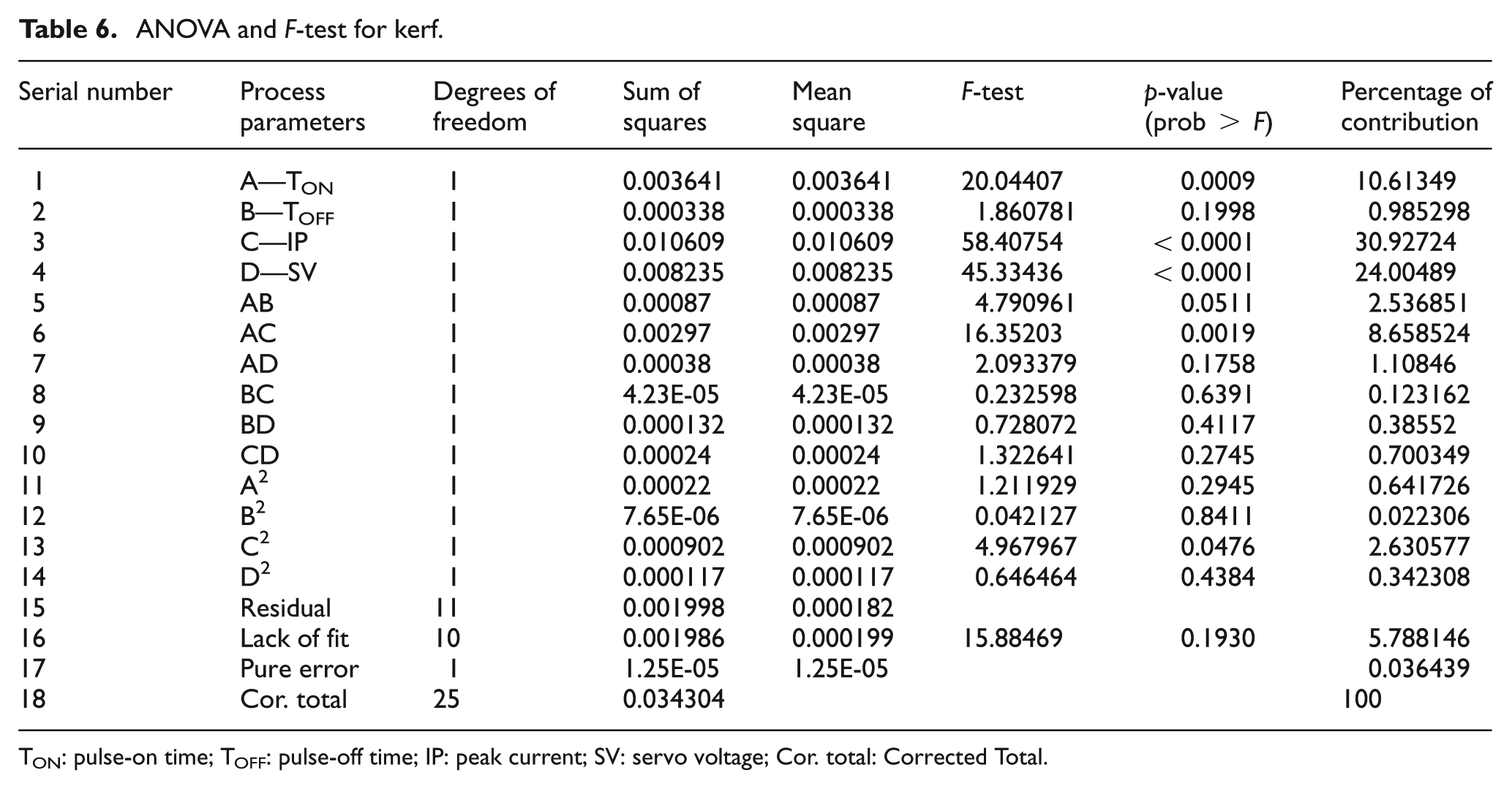
TON: pulse-on time; TOFF: pulse-off time; IP: peak current; SV: servo voltage; Cor. total: Corrected Total.
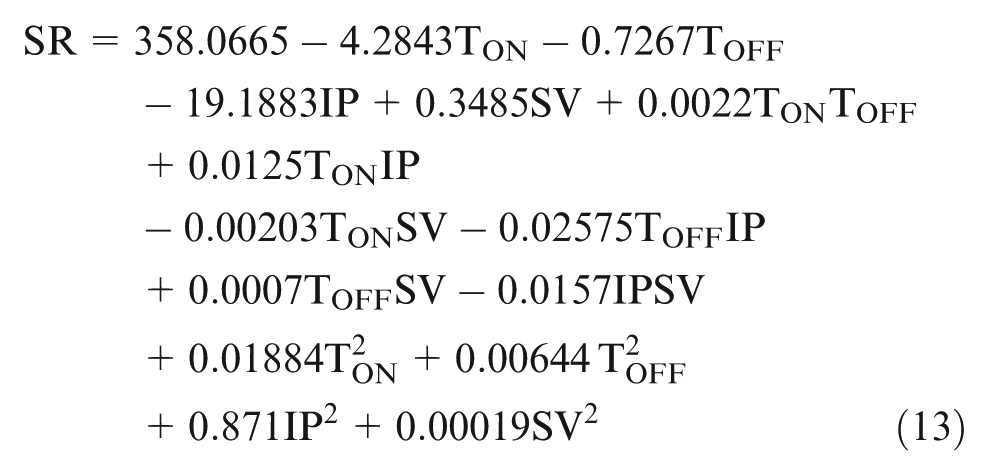
ANOVA results for SR are listed in Table 5. It can be observed that the IP, SV, TON× SV, IP × SV and IP2 are the most significant factors. The R 2 is given as 0.9066 and adjusted R 2 is 0.7877. Regression equation for SR is given in equation (13)
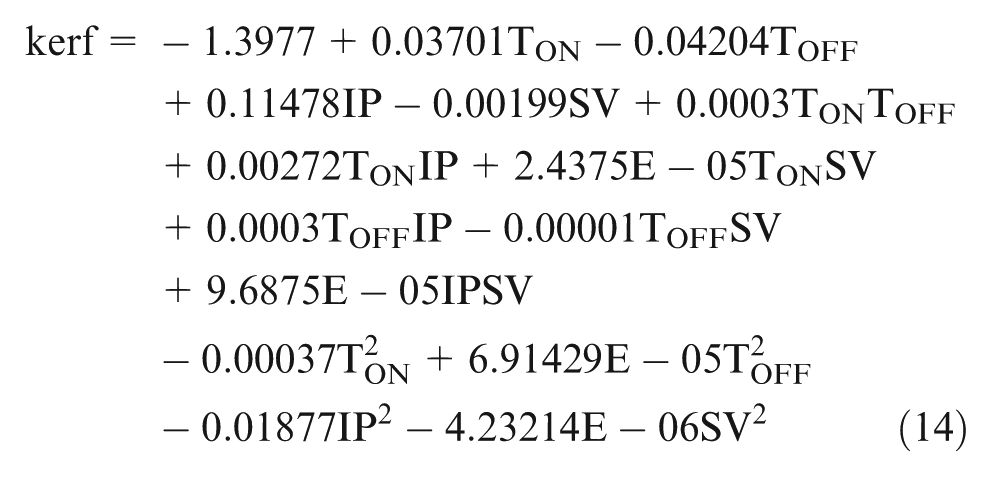
ANOVA results for kerf are listed in Table 6. The significant parameters are TON, IP, SV, TON X IP and IP2. The R 2 is given as 0.9418 and adjusted R 2 is 0.8676. Regression equation for kerf is given by equation (14)
Results and discussion
FA is implemented using MATLAB software. The algorithm is tested with different population sizes and found that beyond the population size of 20 fireflies, there was no much variation in solution convergence. Population size of 20 fireflies is used, and 500 iterations are performed. Individual optimization of MRR using FA yields a maximum of 8.967 mm3/min at TON (115 µs), pulse-off time (TOFF) (50 µs), IP (12 A) and SV (10 V), as presented in Table 7. It is observed that maximum MRR is predicted at high IP, low SV and high pulse-on time (TON). This is because, strong sparks are generated at higher IPs and low SV. Higher pulse-on time ensures to hold energy for longer duration of time, producing high temperature. As a result, more material is melted and eroded. Figure 3 shows the convergence plot of MRR and the solution is converged at 12th iteration.
Results of firefly algorithm for individual responses.
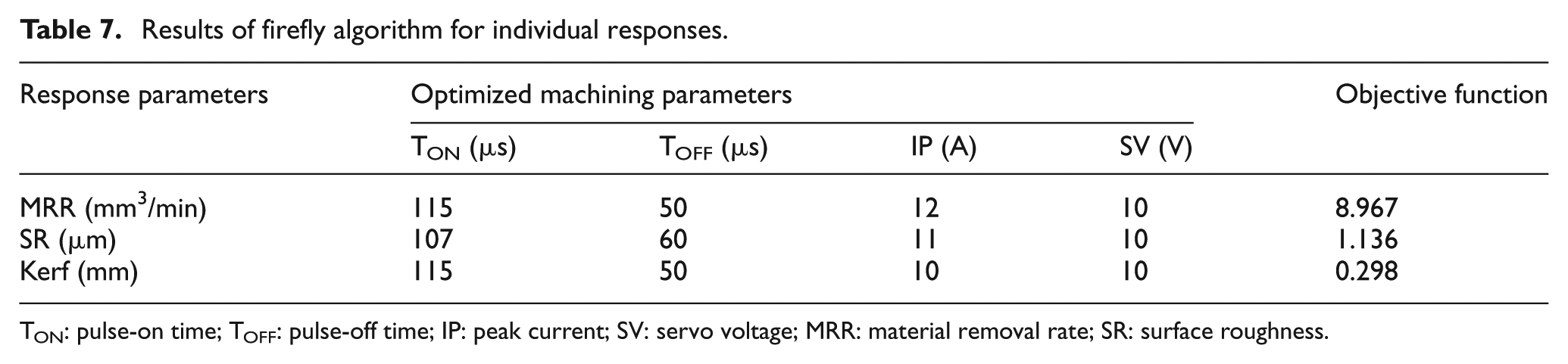
TON: pulse-on time; TOFF: pulse-off time; IP: peak current; SV: servo voltage; MRR: material removal rate; SR: surface roughness.
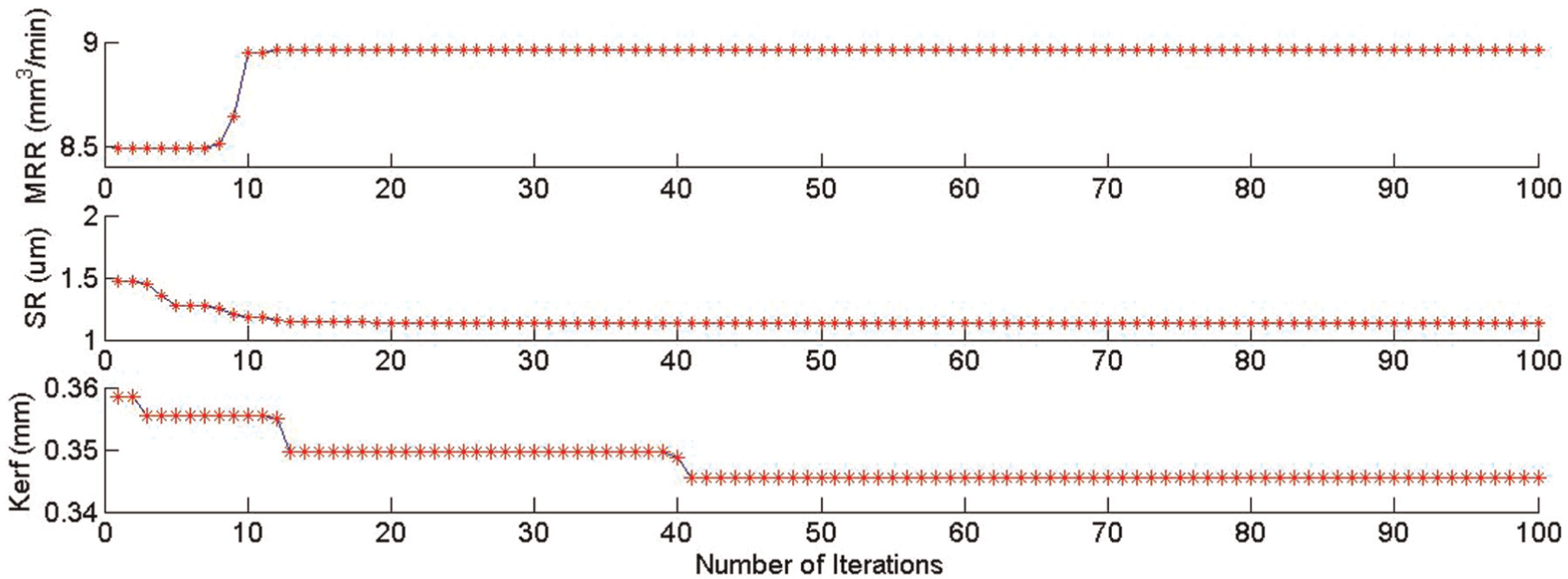
Convergence plot for MRR, SR and kerf.
Individual optimization of SR using FA yields a minimum value of 1.136 µm at TON (107 µs), TOFF (60 µs), IP (11 A) and SV (10 V). It is observed that IP and SV play a vital role in minimizing SR. With increased IP, intense energy will be generated forming a deeper crater causing higher SR. However, from the ANOVA, it is evident that interaction effect of IP and SV is also significant on the SR. Also, better SR is observed at low SV. This is because interelectrode gap at low SV is much narrow keeping the wire much closer to the workpiece. This helps to machine the peaks on the material, thereby minimizing the SR. Convergence is observed at 14th iteration, as shown in Figure 3.
Individual optimization of kerf yields 0.298 mm at TON (115 µs), TOFF (50 µs), IP (10 A) and SV (10 V). For minimizing the kerf, IP and SV are important. At lower IP and SV, spark energy is less forming smaller size debris. These debris are easy to evacuated from the machining zone, thereby resulting in low kerf. If the debris size is larger, evacuation becomes difficult. It can result in multiple sparks, which can widen the kerf. The convergence plot for kerf is shown in Figure 4. The solution is obtained at 42nd iteration.
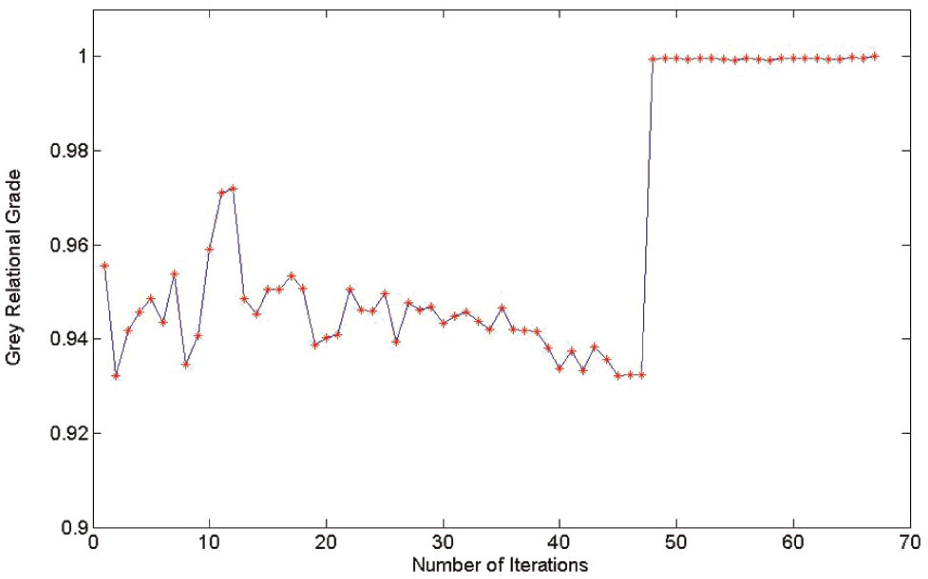
Convergence plot of GRA coupled with FA for multiobjective optimization of MRR, SR and kerf.
Simultaneous optimization of three responses using the proposed GRA coupled with FA method yields MRR of 6.2 mm3/min, SR of 1.49 µm and kerf of 0.36 mm. The corresponding process parameters observed are TON (109 µs), TOFF (55 µs), IP (12 A) and SV (52 V), as presented in Table 8. It is evident from the ANOVA that IP has the most dominant influence on MRR, SR and kerf. Hence, this parameter will have the most influencing effect when considered simultaneously also. Higher IP causes MRR to increase while compromising on SR and kerf. However, due to the effects of other process parameters and their interactions, global optimal solution for the simultaneous optimization of multiple objectives is obtained almost at the middle levels of the process parameters. At these levels, narrow interelectrode gap results in much focused plasma channel, which increases volume of material removed per spark with larger crater. As a result, increase in MRR and SR is observed. kerf decreases with narrow interelectrode gap. In the proposed optimization strategy, process parameters are tuned for achieving the best possible compromise among the responses. Simultaneous optimal point is obtained at 49th iteration, as shown in Figure 4.
Results of multiobjective optimization using GRA coupled with FA.

TON: pulse-on time; TOFF: pulse-off time; IP: peak current; SV: servo voltage; MRR: material removal rate; SR: surface roughness.
When there are two or more objectives with conflicting interests, solution rarely exists optimizing all the objectives simultaneously. Ming et al. 19 suggested a Pareto optimal front for triple objective optimization of WEDM. It was observed that if good surface finish is required, a compromise on MRR is required and vice versa. Hence, these Pareto plots were found to be helpful in understanding the trend of solution set. In this work, 50 solution sets are obtained by repeating the program execution. The objectives are taken along the three axes of the three-dimensional (3D) Pareto surface plot, as shown in Figure 5. Figure 6 shows the contour plot of Figure 5. Each bubble describes a solution. The point “B1” in Figures 5 and 6 describes a solution at which MRR is maximum. However, SR and kerf are not minimum. Similarly, point “B2” is a solution of minimum SR and kerf. This point does not give maximum MRR. Solutions such as point A in Figures 5 and 6 are said to be dominated by others. Solutions such as B1, B2, …, Bn have the characteristic that no other solution, which satisfies all the three objectives, simultaneously exists. These are said to be non-dominated solutions. The line or surface on which these solutions lie is called non-dominated or optimum trade-off line or surface. The objective function values corresponding to the non-dominated set of solutions are called the Pareto set. The trade-off surface identifies the subset of solutions that offer the best compromise among the objectives.
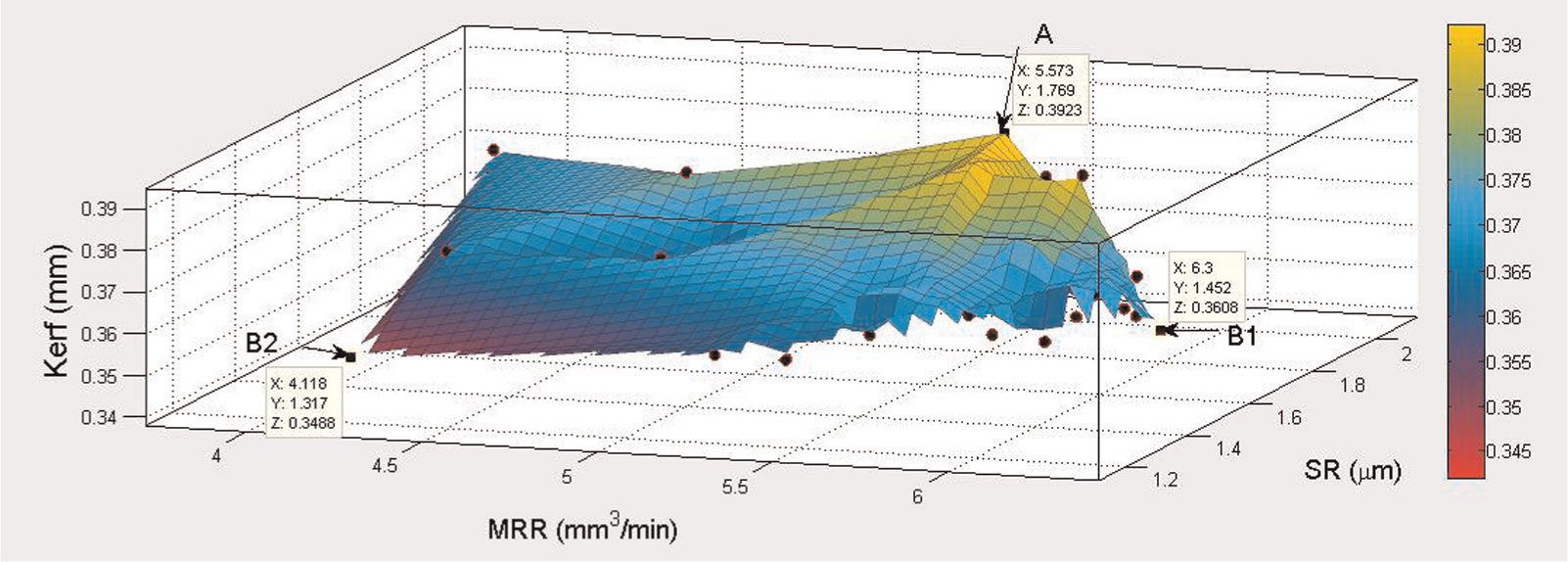
3D Pareto surface plot for the responses.
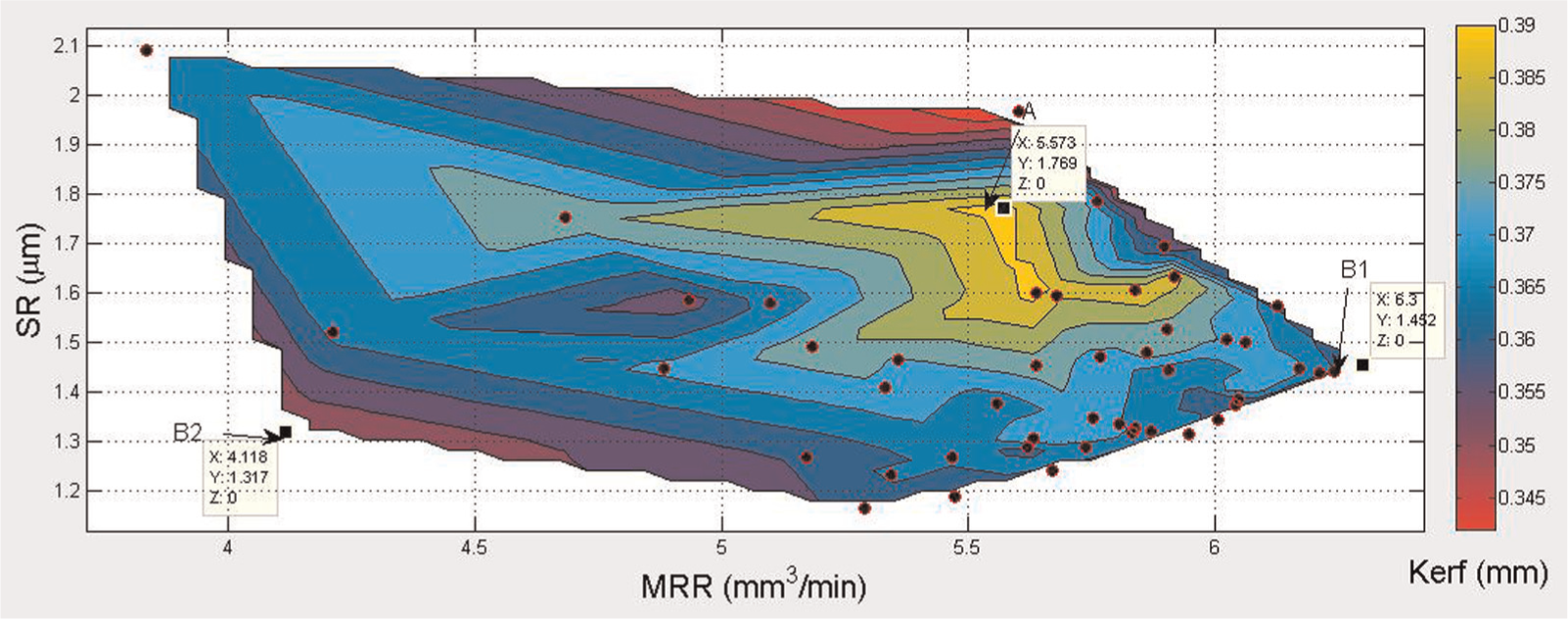
Contour plot of responses.
Conclusion
Manufacturing sector has always been practicing compromise among the output responses. In the case of WEDM, because of the stochastic nature of the process, exploring multiobjective optimal machining parameters has become difficult. From the literature, FA was found to be superior to other algorithms when tested on benchmark problems. This work also exploits the accuracy and fast convergence offered by FA. However, this algorithm can optimize a single response at a time. WEDM being a multiobjective problem, a novel optimization strategy is proposed in this work by coupling the FA with GRA. GRA is used in FA for combining multiple objectives into a single GRG. This grade is used for the movement of a firefly to the brighter and attractive firefly. In this process, a simultaneous optimal solution for MRR, SR and kerf is obtained within the selected machining parameters.
IP is found to be the most influencing factor affecting all the three responses MRR, SR and kerf. Pareto surface and contour plots are also plotted to recommend alternate solutions for selection of responses based on the priorities. Since the proposed strategy is generalized, it can easily be customized for other multiobjective optimization problems also.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.