
Abstract
The effect of various wire electrical discharge machining process parameters such as pulse on time, pulse off time, pulse current and the wire drum speed on machined surface quality characteristics such as surface roughness and kerf width has been discussed. The experiments were carried out with L27 orthogonal array on hybrid metal matrix composite prepared by inert gas–assisted electromagnetic stir casting process using particulates 7.5% Al2O3 and 7.5% SiC each in Al7075 alloy. Taguchi-based grey relational analysis, a multi-response optimization technique, was used to find the optimal process parameter setting for the best quality machined characteristics. Results of analysis of variance showed that the order of significance was pulse on time, pulse current, pulse off time and the wire drum speed contributing 50.02%, 39.50%, 4.58% and 2.75%, respectively, while machining the hybrid composite. Confirmation test was carried out at selected optimal parameter setting, which showed improvement in grey relational grade, thus confirming the robustness of grey relational analysis.
Keywords
Introduction
Metal matrix composites (MMCs) are prepared using a ductile metal matrix and one or more reinforcing constituent having high strength and hardness. The prepared MMCs having improved properties find importance in various fields such as aerospace, defence and automobile industry. 1 Machining of these MMCs is difficult by conventional machines due to abrasive nature of reinforcement. 2 Among non-conventional machining methods, wire electrical discharge machining (WEDM) is most versatile and useful technological process to machine these materials. This process has capability to machine intricate shapes and profiles irrespective of hardness of materials. 3 The most important performance measures in WEDM are material removal rate (MRR), surface roughness (SR) and kerf width. The high value of MRR will result in reduced production cost, whereas low value of SR will improve the product quality. Good quality surfaces improve fatigue strength, corrosion and wear resistance of the workpiece.4,5 Kerf, that is, cutting width, determines the dimensional accuracy of the finished parts.
Literature survey
Mahapatra and Patnaik 6 studied on parametric optimization of WEDM process on D2 tool steel using L27 orthogonal array (OA) Taguchi method. The results of analysis of variance (ANOVA) showed that discharge current, pulse duration and discharge flow rate are the significant factors for maximizing the MRR and surface finish (SF). Genetic algorithm (GA) was used to obtain the optimum machining parameters for multi-objective outputs using several combinations of the weight. The study concluded that optimal machining performance with maximization of MRR and SF occurs under equal importance of weighting factors.
Ramakrishnan and Karunamoorthy 7 studied the modelling and multi-response optimization of computer numerical controlled (CNC) WEDM process parameters while machining Inconel® 718. The performance characteristics were MRR and SR with process parameters such as pulse on time, delay time, wire feed speed and ignition current. Different weighting factors were used while calculating the multi-response signal-to-noise (MRSN) ratio. The optimal machining conditions were determined by the response graph using ANOVA. The confirmation tests were found a fine agreement between the predicted and actual machining performance. The MRR is increased to 1.11 times and SR decreased by 1.09 times.
Tzeng et al. 8 optimized the turning operation with multiple performance characteristics using L27 OA Taguchi method and grey relational analysis (GRA) for SKD 11 tool steel. Results of ANOVA on the calculated value of grey relational grade (GRG) found that depth of cut contributed 38.73%, cutting speed contributed 29.95%, cutting fluid mixture ratio contributed 18.27% and feed rate contributed 16.04% when the minimization of quality targets such as roughness average (Ra), roughness maximum and roundness was considered simultaneously. The optimal parameter combination for turning operation was identified using GRA and the results of confirmatory tests were found to be better than the experiments.
Aydin et al. 9 studied on the multi-response optimization of tensile and % elongation of friction stir welding (FSW) process on AA1050-H22 Al alloy. The confirmatory test at optimal parameter setting showed improved tensile strength with lower elongation. This showed the application feasibility of GRA in combination with Taguchi technique for continuous improvement in welding quality.
Kumar et al. 10 optimized WEDM process parameters of Incoloy® 800 superalloy with multi-performance characteristics such as MRR, corner radius (CR) and kerf based on grey Taguchi method. The results of ANOVA showed that gap voltage is a major influencing factor contributing 45.59% to performance measure followed by pulse on time 30.71%, wire feed 15.12% and pulse off time 8.58%. The confirmatory test for optimal pair setting showed an improvement of 7.74%, 8.64% and 6.34% in MRR, kerf width and SR, respectively, when compared with the initial parameter setting to highest GRG.
Datta and Mahapatra 11 studied the process behaviour of WEDM with six process parameters on MRR, SF and kerf width for D2 tool steel using Taguchi L27 OA. GRA was also adopted to convert the multi-objective criteria into an equivalent single-objective function. Optimal setting was verified and it showed good agreement with practical values through confirmatory tests.
Jangra et al. 12 optimized WEDM process parameters on MRR and SR for tungsten carbide–cobalt (WC-Co) composite using Taguchi-based GRA. Using ANOVA, two process parameters, namely, taper angle and the pulse on time, were found to be affecting the GRG significantly. The percentage errors between experimental values and predicted values for MRR and SR using GRA are 2.2 and 0.35, respectively.
Ganguly et al. 13 used Taguchi method with GRA to determine the laser micro-drilling parameters on zirconium oxide (ZrO2) ceramic work material with multiple quality characteristics such as hole taper angle and heat-affected zone (HAZ). The results showed that the improvement of hole taper and HAZ width from the initial condition to optimal condition is 16.29% and 8.77%, respectively, which validates the effectiveness of the proposed optimization method.
Kumar and Agarwal 14 studied the WEDM multi-objective parametric optimization while machining high-speed steel (HSS) material using L27 OA. A mathematical model was developed between machining parameters and responses such as MRR and SF using nonlinear regression analysis. The model was optimized using multi-objective optimization technique based on non-dominated sorting genetic algorithm-2 (NSGA-2) along with Minitab software. The confirmatory tests were conducted at the optimal solutions and it showed that an error between experiment results and optimal values of MRR and SF was within an acceptable level of ±10%.
In the literature, few studies have been reported regarding the machining of composites. The objective of this study is multi-response optimization of WEDM machining parameters such as pulse on time, pulse off time, pulse current and wire drum speed while machining newly developed AA7075/SiC/Al2O3 hybrid composite. Taguchi-based GRA has been employed to directly integrate the WEDM machining quality characteristics, such as SR and kerf width. Using Minitab software (version 15), the ANOVA is performed to determine which parameter has significant affect on the multi-performance characteristics. Confirmation experiments are conducted to verify the optimal process parametric combination as predicted by Taguchi GRA.
Materials and methods
Preparation of hybrid composite
In this study, the hybrid MMC has been fabricated by inert gas–assisted electromagnetic stir casting process. The hybrid composite consists of 7.5 wt% Al2O3 and 7.5 wt% SiC particulates in metal matrix Al7075 alloy. The Al alloy of 7xxx series is having great potential to be utilized in aerospace and automotive industries because of its high strength-to-weight ratio and good resistance to corrosion. Al7075 is zinc base alloy, having its maximum percentage of (5.65 wt%) after the base element aluminium. Zinc imparts good ductility, formability and wettability to the alloy. Also it offers good resistance to corrosion. The other elements present are copper, magnesium, chromium, silicon, titanium and iron. The weight % composition of Al7075 alloy is shown in Table 1. Reinforcements SiC and Al2O3 in particulate form are used to fabricate the hybrid composite. These reinforcements have 20–40 µm size particles.
Composition of Al7075 alloy.

Machining parameters and response
The four input process parameters in WEDM, namely, pulse on time, pulse off time, pulse current and the wire drum speed, were chosen to study their effects on SR and kerf width while machining the hybrid composite. The ranges of these process parameters were selected on the basis of the pilot experiments. The levels of various parameters and their designations are presented in Table 2.
Process parameters and their levels.

Design of experiment using Taguchi method
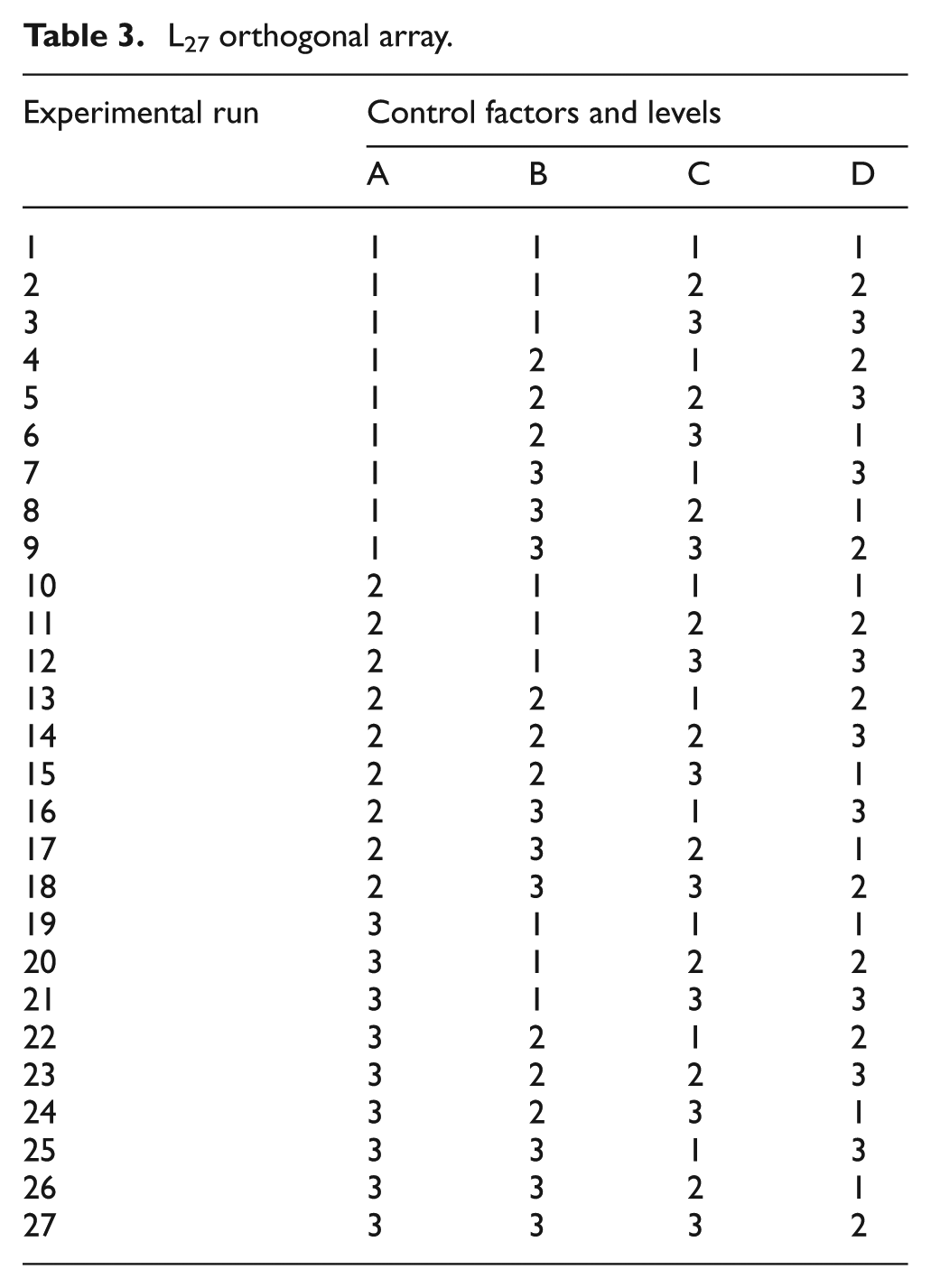
Taguchi philosophy is an efficient tool for the design of a high-quality manufacturing system. It is a method based on OA experiments, which provide much reduced variance for the experiment with optimum setting of process control parameters. The four control parameters, that is, pulse on time (A), pulse off time (B), pulse current (C) and the wire drum speed (D), at three levels were selected in this study. L27 OA was chosen and the 27 experiments were done according to Table 3. This table only represents particular level of the various factors of the process at which the experiments would be conducted. This table does not indicate any observed data. Column 1 presents serial order of experiments. Columns A–D indicate various levels of the parameters according to OA. The Minitab 15 software was used to analyse the results.
L27 orthogonal array.
Experimental set-up for WEDM process
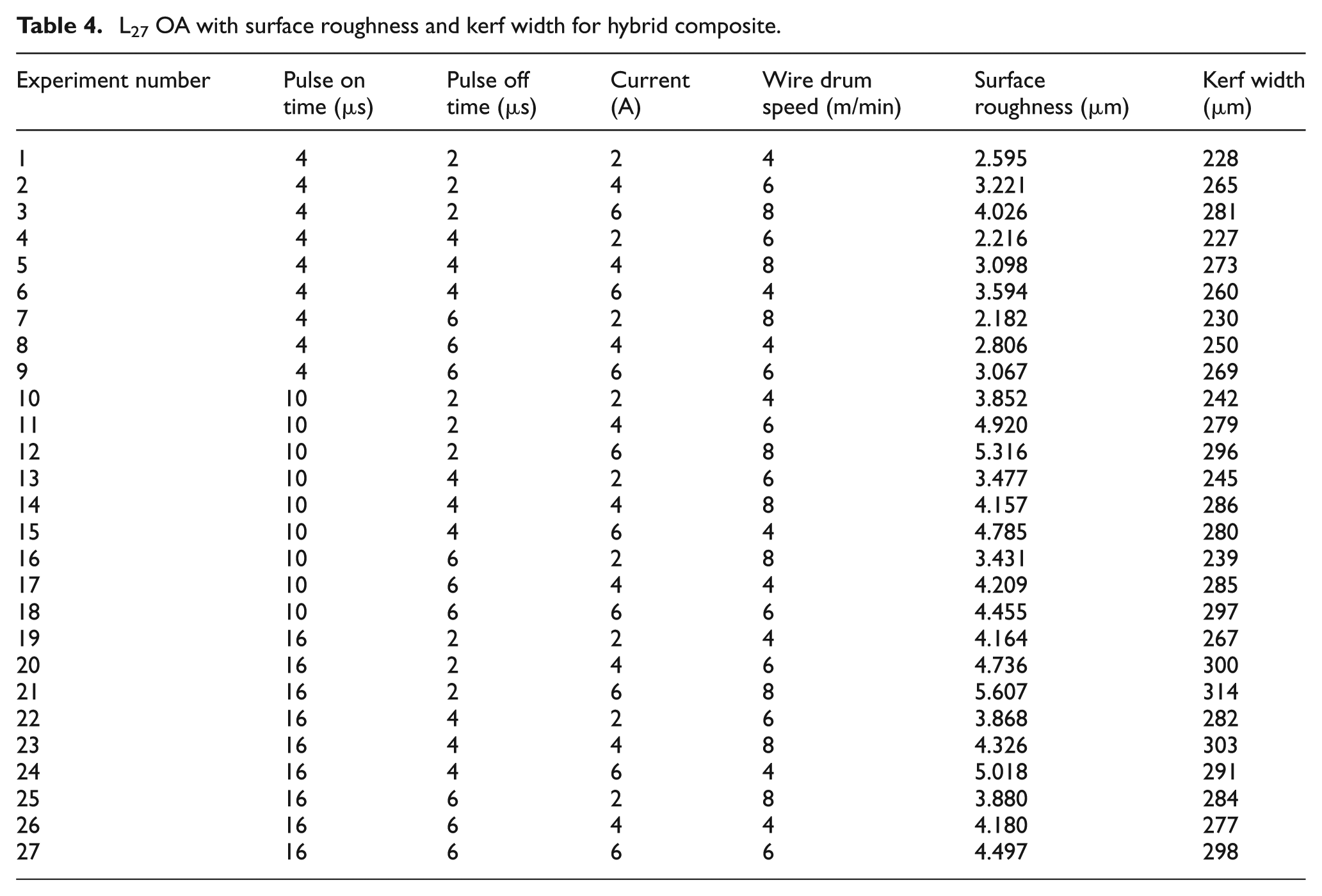
WEDM is a spark erosion process. The sparks are generated between the workpiece and the wire electrode. The dielectric fluid is continuously fed into the machining zone. The material is getting removed by a series of discrete sparks taking place at the area to be machined through electro-thermal mechanism. Photographic view of the wire electrical discharge machine is shown in Figure 1. This is a non-contact material removing process and no direct contact occurs between the wire electrode and the workpiece. Thus, no stress is created in the processed material. The continuous flow of dielectric fluid flushes away the removed particles from the machined region. The strength and hardness of the work materials are not affected in WEDM, but melting point of the work material is an important property. This is why WEDM finds extensive uses in machining of hard materials. The movement of wire is controlled numerically to achieve the desired cut in the workpiece. The wire is held by a pin guide at the upper and lower parts of the workpiece. Since the wire is subjected to complex oscillations due to electrical discharge between wire and the workpiece. So it is essential to hold the wire in its designed position against the workpiece. The wire is discarded after used once for a cut at set level of process parameters. A fresh length of wire is used for each cut in next experiment. The dimensional consistency of machined parts by WEDM is decided by kerf width produced. The details of kerf produced in WEDM are shown in Figure 2. The rectangular specimens of 4 mm thickness were prepared from the mid portion of the cast ingot. The length and width of specimen were 70 mm × 30 mm giving sufficient run for the machine to make various cuts of 10 mm length according to design of experiment. The top and bottom surfaces of specimen were given smooth finish using 600 grade emery papers. The wire EDM machine used was WEDM program and control system Jiangnan Saite NC, China. Molybdenum electrode wire of 0.18 mm diameter was used in this study. Deionized water was used as dielectric fluid at room temperature (30 °C). After machining, the specimens were cleaned with acetone. The kerf was measured using the Focus Tool Maker’s Microscope (×80). The kerf values were measured at eight places spread over the entire length of cut, leaving 1 mm length at the beginning and 1 mm at the end. The kerf values used in this study are the mathematical average of eight measurements made from the specimen in each cut. SR (Ra) was measured in micrometre using Mitutoyo Surftest SV-2100. On each machined surface, SR was measured at three places spread over the entire machined area and in the direction of cut (perpendicular to wire travel path). The average values of these measurements were used in this study. The cut-off length was 0.8 mm and stylus travel speed was 0.5 mm/s. The kerf is calculated by summing up the ‘wire diameter to 2× wire–workpiece gap distance’. The wire–workpiece gap usually ranges from 0.025 to 0.075 mm and is constantly maintained by a computer-controlled positioning system. 3 The observed average values of SR and kerf width at different levels of the WEDM process parameters are shown in Table 4. Experiments were carried out using Taguchi L27 OA. The design of experiments consisted of 27 combinations of four process parameters at three discrete levels, as shown in Table 4. In Taguchi method parameter design, the basic method converts the objective parameter to the signal-to-noise (S/N) ratio, which is treated as the quality characteristic evaluation index. The S/N ratio is used to measure the sensitivity of the quality characteristic being investigated in a controlled manner. In Taguchi method, the term ‘signal’ represents the desirable effect (mean) for the output characteristic, and the term ‘noise’ represents the undesirable effect (or signal disturbance) for the output characteristic, which influences the outcome due to external factors, namely, noise factors. The least variation and the optimal design are obtained by means of S/N ratio. The quality characteristic smaller-the-better (SB) is selected for SR and kerf width. In Taguchi method, a loss function is defined to calculate the deviation between experimental values and the designed values. Loss function value is further converted into S/N ratio. Minimizing quality loss is equivalent to maximizing the S/N ratio. The S/N ratio for SR and kerf width is given by the expression
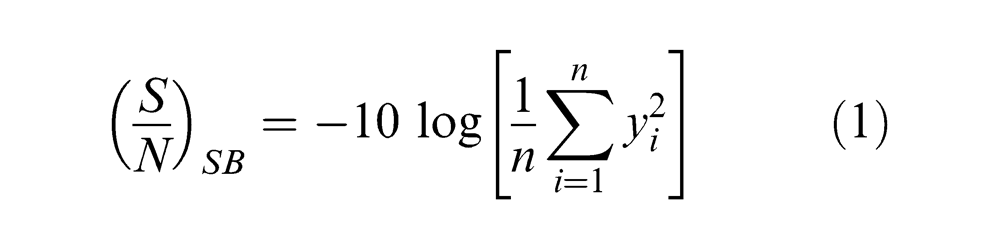
where yi is the ith result of experiment and n is the repeated number of the ith experiment. 15 S/N ratio values for SR and kerf width are calculated according to equation (1) and shown in Table 5. The calculated values of S/N ratios are used in further calculations of the grey relational coefficients (GRCs). Traditional Taguchi method can optimize a single-objective function but cannot solve multi-objective optimization problem. 16 The grey system theory proposed by Deng 17 has been proven to be useful for dealing with the problems with poor, insufficient and uncertain information. In recent years, GRA has become a powerful tool to analyse the process with multiple performance characteristics. Based on the literature survey, we find that GRA is a better approach for optimization of multiple response characteristics in different fields. Therefore, GRA is utilized for multiple optimizations of machining characteristics SR and kerf width, while machining newly developed hybrid composite by WEDM.
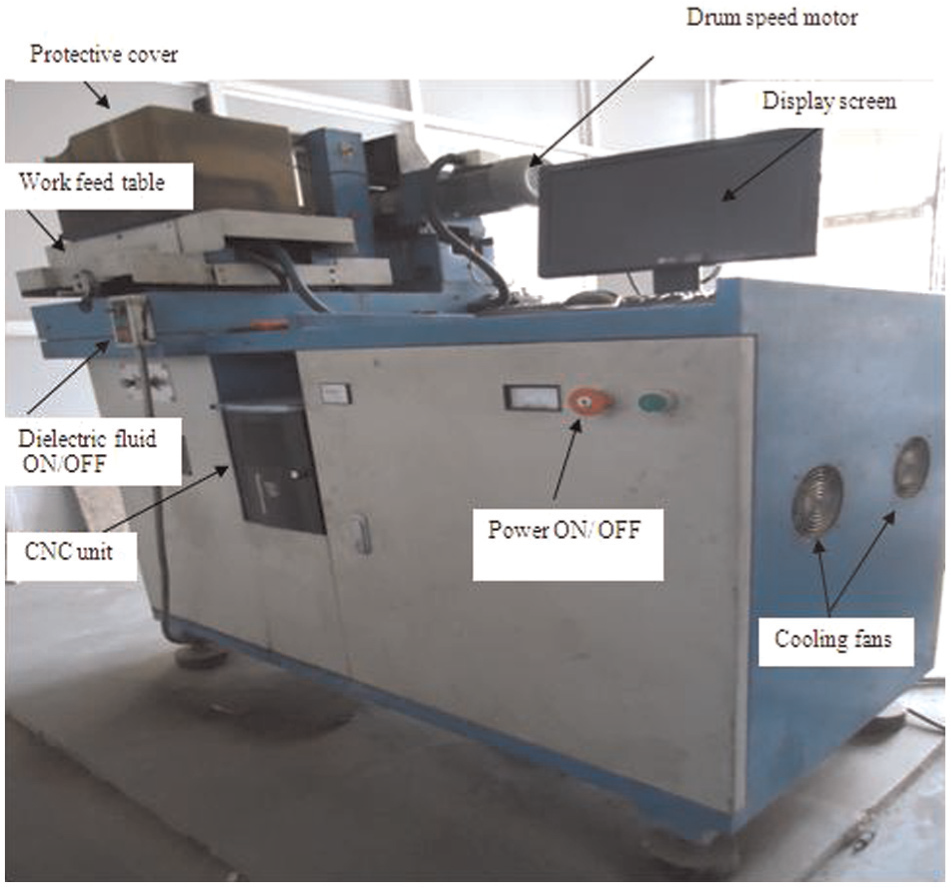
Photographic view of wire electrical discharge machine.
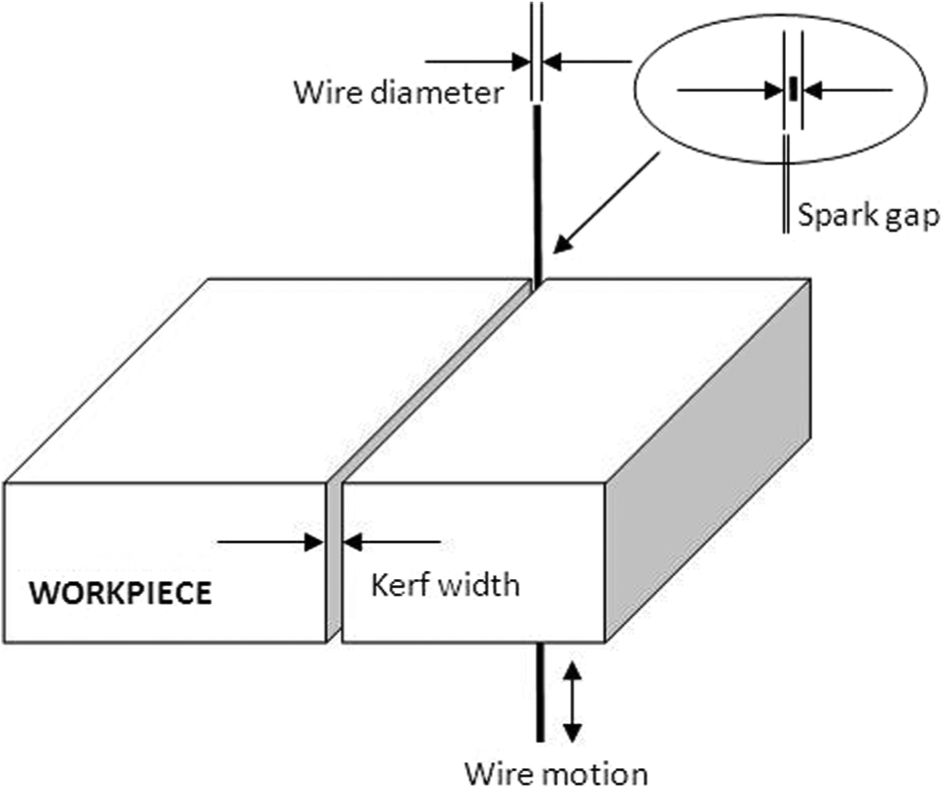
Details of kerf width in WEDM.
L27 OA with surface roughness and kerf width for hybrid composite.
S/N ratio values for surface roughness and kerf width.
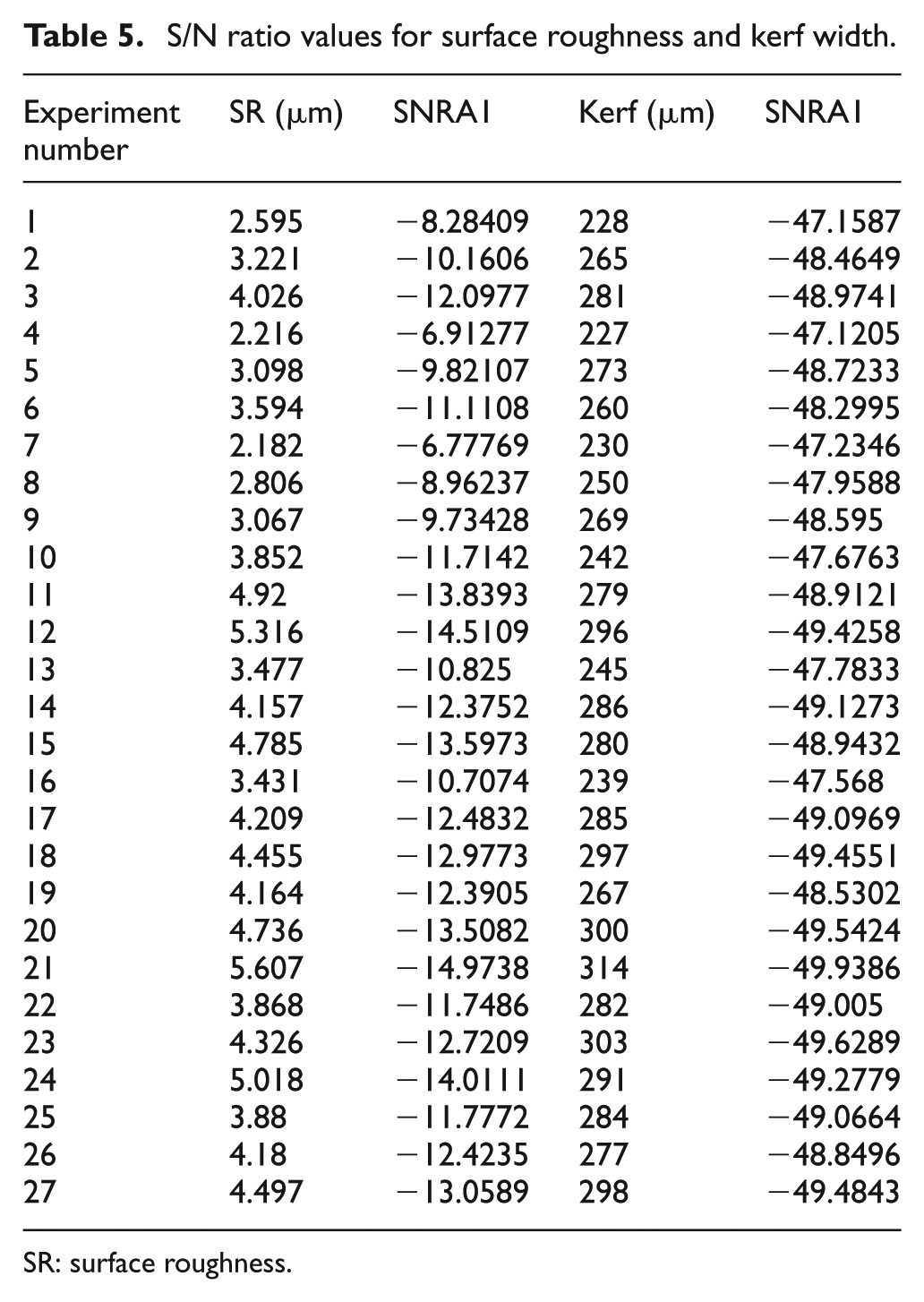
SR: surface roughness.
GRA theory
GRA is an improved method for identifying and prioritizing key system factors and is useful for variable independence analysis. No information–no solution and all information–unique solution being the extremities. Grey system with incomplete information, in between them, gives a variety of feasible solutions. Instead of attempting to find the best solution, grey analysis provides techniques for determining a good solution, that is, an appropriate solution for real-world problem. 18
Normalizing the data
In GRA, the dimensions of factors are usually different and their magnitude difference is large. Therefore, experimental data are first normalized ranging from 0 to 1. The process is known as grey relational generation (GRG). The GRG also expresses the deviation between the experimental value and the ideal value. According to the importance of quality characteristics, there are three criteria for optimization in GRA, namely, ‘larger-the better’, ‘SB’ and ‘nominal-the-best’. In the present analysis, the lower value of SR and kerf width represents better machining performance, and therefore, the ‘lower-the-better’ is chosen for them. In this study, smaller SR and smaller kerf width are desirable. The normalized values of SR and kerf are computed,8,19 according to equation (2), and are shown in Table 6
Normalized S/N ratios and calculated grey relational coefficients and overall grey relational grade.
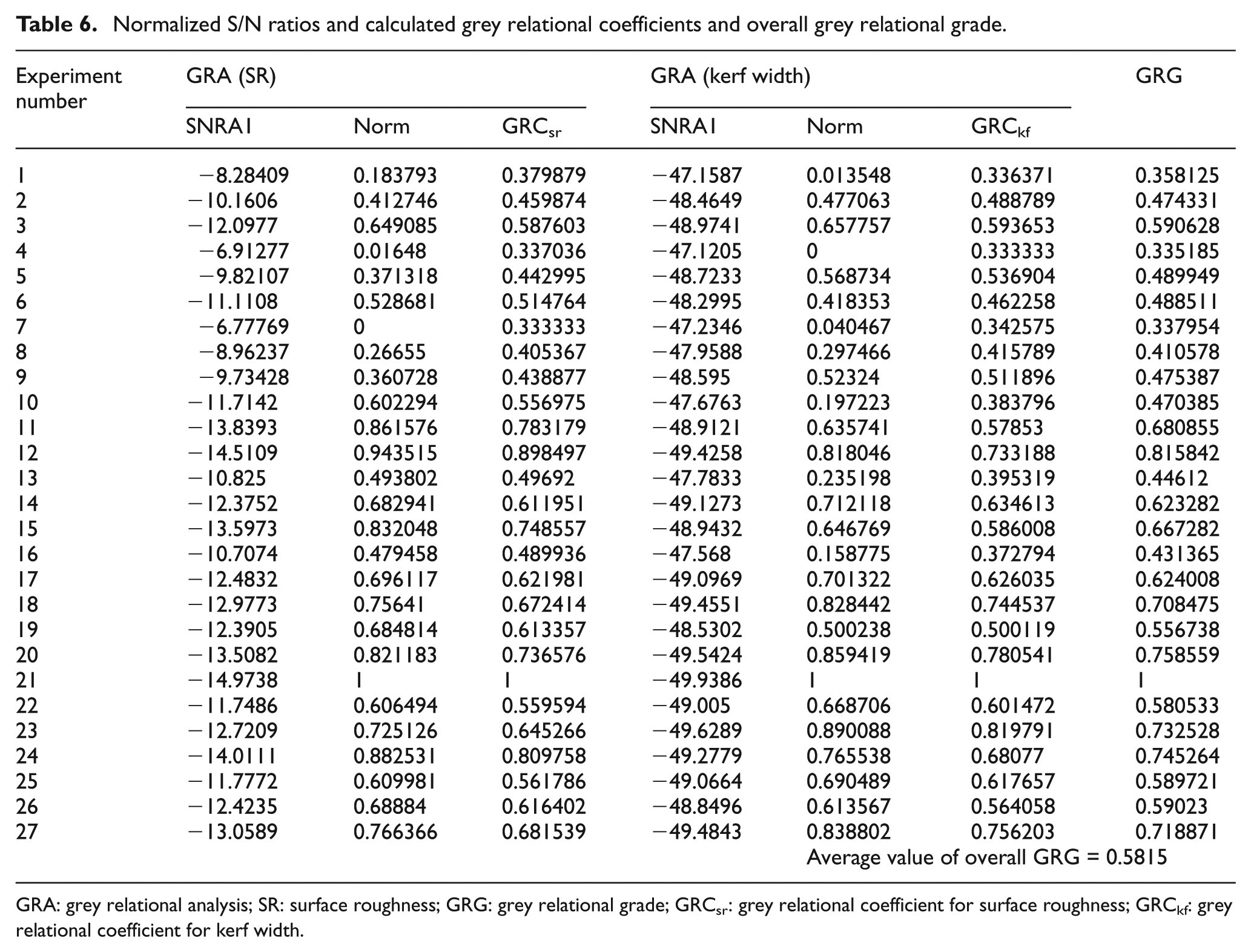
GRA: grey relational analysis; SR: surface roughness; GRG: grey relational grade; GRCsr: grey relational coefficient for surface roughness; GRCkf: grey relational coefficient for kerf width.
GRC
The GRC (ξij ) is determined to express the relationship between reference and actual experimental normalized data. The GRC8,19 can be calculated as follows
where Δ ij = |Xoj − Xij | and Xoj are the reference data or best data; Δmax is the maximum value of Δ ij , Δmin is the minimum value of Δ ij and ξij is the distinguishing or identification coefficient, and its value lies between 0 and 1. Usually, the distinguishing coefficient is assumed at 0.5 to fit the practical requirements. The calculated GRC for SR and kerf width is shown in Table 6. In this table, no unit is required by any data and it only presents the calculated values of S/N ratio, normalized values and the GRCs for SR and kerf width. The highest normalized value is 1 and appearing at Experiment number 21, while minimum value is 0 at Experiment number 7.
GRG
After calculating the GRC, the GRG is calculated from equation (4) for the quality characteristics and is directly integrated to determine single overall GRG by utilizing a weighting method. The GRG (γi ) for the ith experiment can be calculated as follows 16
where m is the number of quality characteristics and Wj is the weighting factor for jth response. The overall performance characteristic of the multiple response process depends on the calculated GRG. The value of ξ for calculating the GRG is taken to be 0.5. The results of GRG are calculated with equal weighting ratio for the quality characteristics SR and kerf width. This approach converts a multiple response process optimization problem into a single response optimization situation with the objective function as overall GRG. The optimal parameter setting for optimizing the overall GRG can be performed by Taguchi method. The results of GRG are shown in Table 6.
Results and discussion
ANOVA for responses
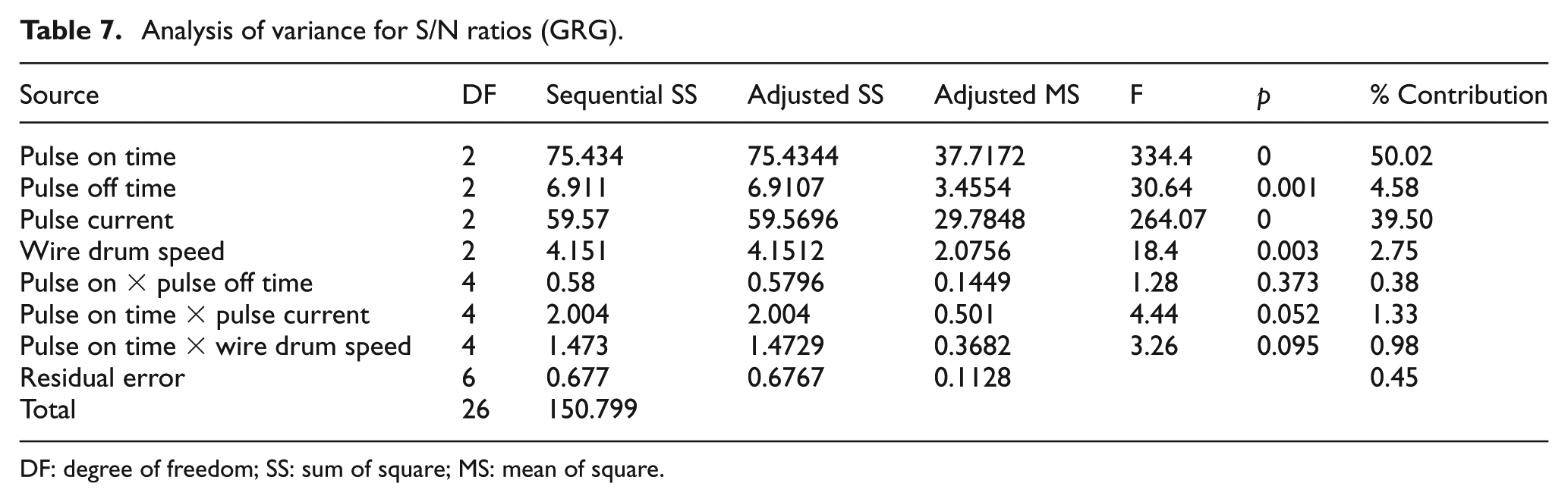
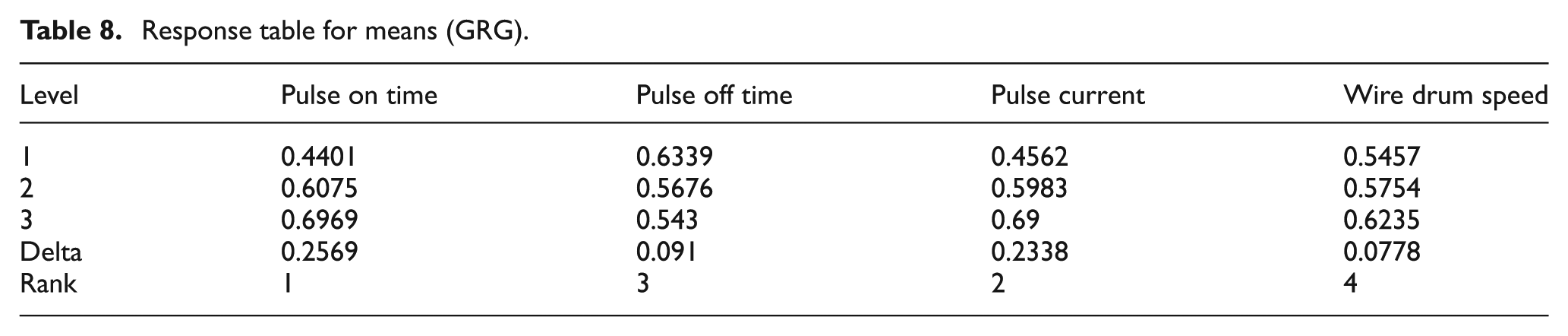
Relative effect of the different factors can be obtained by ANOVA. 16 The analysis was done using Minitab 15 software for GRG values to find the effect of four main process parameters and their second-order interaction while machining the hybrid composite. The results of ANOVA are shown in Table 7 based on the 95% confidence level (α = 0.05). Table 7 shows the parameters such as sum of square (SS), mean of square (MS), degree of freedom (DOF), Fisher’s ratio (F) and probability value (p). All the four process parameters such as pulse on time, pulse off time, pulse current and the wire drum speed had significant effect (p < 0.05), whereas no interaction showed significant effect. The pulse on time was the most significant parameter contributing maximum (50.02%) to SR and kerf. The contributions from other parameters were pulse off time 4.58%, pulse current 39.50 and the wire drum speed 2.75%. Response table for the means of the GRG is shown in Table 8. The mean response refers to the average value of the GRG for each parameter combination at different levels. This table indicates that the mean values of GRG and the data are unitless. In column 1, the three levels are shown as 1, 2 and 3 and the delta indicates the difference between the highest value and the lowest value. The ranks indicate the order of importance and as first rank for pulse on time, second rank for discharge current, third rank for pulse off time and the forth rank to wire drum speed. The values are depicted graphically in Figure 3. The graph indicates that pulse on time, pulse current and wire drum speed have negative effect on the GRG, that is, SR and kerf width increase with increase in value of these parameters. The graph of pulse off time indicates that it had positive effect, that is, increase in its value lowers SR and kerf width.
Analysis of variance for S/N ratios (GRG).
DF: degree of freedom; SS: sum of square; MS: mean of square.
Response table for means (GRG).
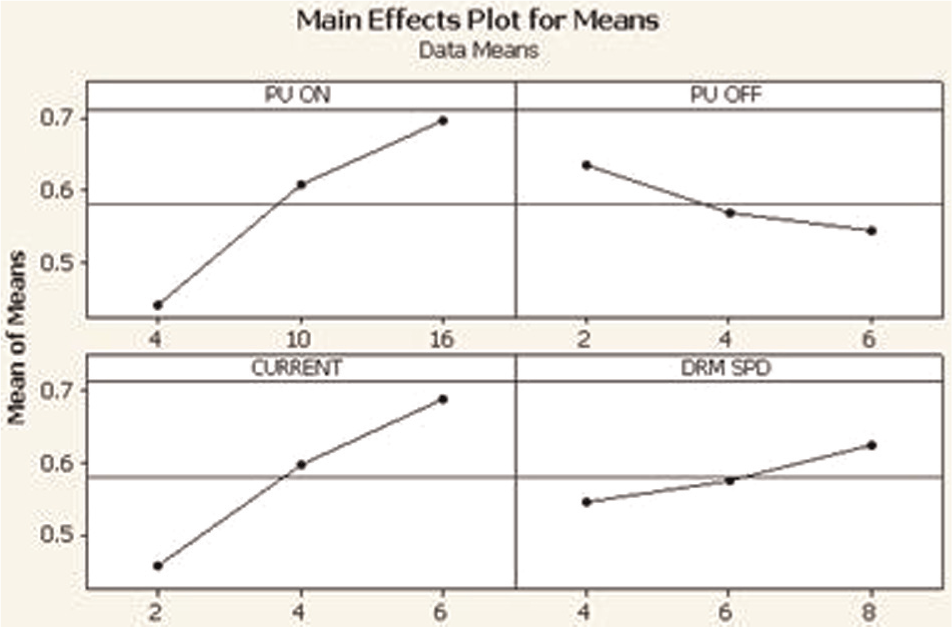
Effect of process parameters on GRG (main effects) for means.
Effect of process parameters
The study of ANOVA shows that all the four process parameters, that is, pulse on time, pulse off time, pulse current and the wire drum speed, are significant. In WEDM process, the material is being removed from the surface by spark erosion process. The higher pulse on time and pulse current produces longer spark duration of high intensity, that is, more amount of discharge energy per spark reaching the surface. Because of this, large amount of material melts per spark on the surface. The high discharge energy in the spark striking the surface produces deeper and wider size craters, thereby increasing SR. The wire drum speed had a negative effect on the GRG, that is, SR and kerf width increase with increase in wire drum speed. The higher wire drum speed adds to effective flushing of debris material from the gap, thereby increasing kerf width. The higher drum speed also contributes to particle pull out, leading to creation of large size cavities and voids, thereby increasing SR. Increasing the pulse off time has positive effect on the GRG, that is, SR and kerf width decrease as the pulse off time increases. This is because with increased pulse off time, less number of discharges occur for a specific period of time resulting in less number of spark induces craters and melt formation droplets on the surface indicating less SR and kerf width.
Estimation of optimum performance characteristic
Optimum levels of design parameters are used for the prediction as well as confirmation that the performance measures improve. The optimum value of GRG is predicted at the selected levels of significant parameters. The significant process parameters and their optimum levels are chosen from the response graph (Figure 2) as A1, B3, C1 and D1, that is, pulse on time of 4 µs, pulse off time of 6 µs, pulse current of 2 A and wire drum speed of 4 m/min. The estimation mean of response characteristic (µGRG) can be computed as 15
where GRG is the overall mean of GRG (0.5815); µGRG = 0.4401 + 0.5430 + 0.4562 + 0.5457 − 3(0.5815) = 0.2405 (Table 8).
The confidence interval (CI) for the predicted mean for the confirmation experiment can be calculated by the expression 15
where
Therefore, ηeff = 27/(1 + 8) = 3. Sample size for confirmation experiment R is 1. Tabulated F ratio at 95% confidence level (α = 0.05); F = 5.99. So, CICE = ±0.2317. The predicted mean of GRG is µMRR = 0.2405. At 95% CI, the predicted optimum value of GRG is

Confirmation test
A confirmation test was conducted to ensure the robustness of the optimal machining combination of design parameters using Taguchi OA. Three confirmation tests were conducted at the optimum level of process parameters. The average mean value of GRG is found and shown in Table 9. Table 9 shows the comparison of the estimated GRG (calculated using equation (4)) with the actual GRG obtained from the experiment using the optimal process parameter combination. It is found that there is a good agreement between the predicted value (0.2405) and experimental value (0.33655). The increase in GRG from initial factor setting to the optimal process parametric setting is of 0.09605. Here, it may be noted that the multiple performance characteristics of WEDM process such as SR and kerf width are improved together by applying this approach.
Response at optimum levels of process parameters.
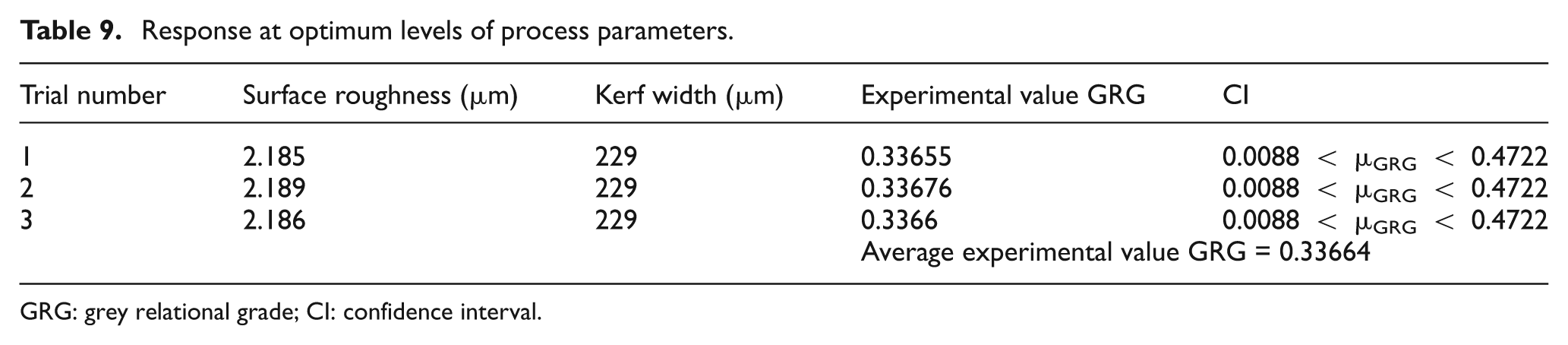
GRG: grey relational grade; CI: confidence interval.
Conclusion
Taguchi-based GRA was used to optimize the multiple performance characteristics while machining hybrid MMC by WEDM for SR and kerf width. The following conclusions were drawn from this study:
The optimum parameters for multiple parameters’ optimization setting were found to be the pulse on time of 4 µs, pulse off time of 6 µ, pulse current of 2 A and the wire drum speed of 4 m/min for optimum value of SR (2.187 µm) and kerf width (229 µm).
The results of ANOVA showed that all the four process parameters were significant for the overall GRG.
The results of ANOVA showed that the maximum contribution to overall GRG was by pulse on time (50.02%) and followed in decreasing order by pulse current (39.50%), pulse off time (4.58%) and wire drum speed (2.75%).
The confirmatory test showed that there is improvement in the overall GRG at optimal level of process parameters 0.0088 < µGRG < 0.4722.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.