
Abstract
Pulsating hydroforming process has been verified to prevent the thickness of tube wall thinning and obtain a uniform expansion, which can improve the hydroformability effectively. In the present work, the experimental research was carried out on the influence of pulsating load on the formability of austenitic stainless steels. The results showed that the formability of austenitic stainless steel can be improved by pulsating load in which the effect on formability should be understood from two different aspects of process parameters and material properties. The mechanical property of austenitic stainless steel is obviously improved through loading and unloading mode. The fraction of the strain-induced martensite is increased by pulsating load, which leads to enhance the transformation-induced plasticity effect. Meanwhile, axial feeding process can be motivated during the process of loading and unloading. Consequently applying pulsating load with large amplitude can achieve a more uniform deformation with a more homogeneous thickness distribution beneficial for preventing excessive local thinning and an excellent die filling performance for tube hydroforming.
Keywords
Introduction
Tube hydroforming technology is used to form hollow parts with different cross sections by applying a high internal hydraulic pressure and additional axial feed at the same time to force a tube to conform to the shape of a given die cavity. 1 As an advanced lightweight plastic forming technology, tube hydroforming has been more attractive in the fields of automobile, aeronautical and astronautical industries and so on. This forming process is usually used to manufacture parts such as exhaust tube, camshaft, bottom frames and engine cradles. Because tube hydroforming presents many advantages over conventional stamping and welding process including reduction in the number of parts, manufacturing costs and increase in dimensional accuracy, more hollow lightweight components with complicated variable cross sections must be manufactured by this technology with the growth needs on product performance and lightweight.
However, there are still some defects such as wrinkling, buckling and bursting due to the improper relationship between inner pressure and axial feed (referred as loading path) during hydroforming process. Rapid thinning of tube wall thickness, even bursting will happen unless axial feed can be sufficiently obtained in time in free bulge stage. On the contrary, excessive axial feed leads to wrinkling and buckling, which have a strong impact on forming quality. Hence, the reasonable loading path is a key to prevent the occurrence of these defects, which becomes the main concern for researchers. Hama et al. 2 simulated the tube hydroforming process for various loading paths by the static-explicit elastoplastic finite element method (FEM) code STAMP 3D. He considered the so-called pressure advanced type, in which the hydraulic pressure is raised to a certain magnitude in advance of the axial pushing, are effective to obtain good formability. Imaninejad et al. 3 chose three different axial displacement movements consisting of single stroke, double stroke and quadruple stroke and found that realistic formability of the tube can be better realized when multiple strokes are employed for axial and vertical actuators.
For recent years, a new loading path referred as pulsating hydroforming process of tubes has been developed based on the computer accurately controlling and verified to prevent the thickness of tube wall thinning and obtain a uniform expansion, which can effectively improve the hydroformability. 4 Mori and colleagues5–7 examined the mechanism of improvement of formability by experiments and simulations of tube hydroforming under monotonic increasing internal pressure and pulsating internal pressure. It was found that the occurrences of bursting and buckling were prevented by the oscillation of pressure, and the wall thickness of the formed tube was also improved by the oscillation. The mechanism of formability improvement has been considered as the effect of the oscillation of internal pressure on the friction and the variation of stress components. However, it is shown that the thinning behavior is similar for different friction conditions. It is also illustrated that the pulsating pressure improves the formability, even for frictionless tube hydroforming. Thus, the reason for the improvement in the formability may not be due to a reduction in the friction level. In addition, the influence of pulsating load on evolution of microstructure of tube material has been not clarified yet.
The present authors have carried out similar experiments on different materials such as aluminum alloy, magnesium alloy, austenitic stainless steel, mild steel and pure copper before. The results show that mechanical properties almost unchanged by different loading modes except austenite stainless steel. In present work, cyclic loading and unloading (CLU) test is designed to study the influence of pulsating load on microstructure evolution and the hydroforming experiments of both tube and sheet will be carried out under different loading paths of AISI 304 stainless steel, and the effect on formability should be understood from two different aspects of process parameters and material properties.
Experimental procedure
The specimens used in the present experiments were AISI 304 stainless steel whose high strength and excellent ductility are expected for their strain-induced martensitic transformation at room temperature (RT).8–10 The ex situ uniaxial tension was carried out on the MTS 5105 Servo Control Computer System Universal Testing Machine. Tube tensile specimen was employed with 1 mm wall thickness and 20 mm outer diameter, which is the same one for tube hydroforming experiments. The CLU tension was controlled by the applied stress, which unloaded automatically when it approached the pre-set value and reloaded when it had unloaded to 0 approximately. The in situ tensile test was conducted on a D8 advance diffractometer (Bruker AXS, Inc.) equipped with TXS SuperSpeed turbo X-ray source with Cu Kα radiation at 40 kV and 300 mA. The maximum power output of the diffractometer is 18 kW. Incident X-ray source with 5 mm wide beam always focuses onto the center zone of the specimen, which undergoes largest deformation during the tensile process. The scattering vector of the projecting planes of X-ray is parallel to the loading direction. X-ray diffraction (XRD) analysis was carried out twice at each strain cycle. The first one was taken at loading condition and the second was taken at unloading condition. Tensile specimens of 0.3-mm-thick sheets were electro-polished to remove strained surface formed during mechanical thinning. As comparison, the conventional monotonic tensile loading (MTL) mode was also conducted both in ex and in situ tensile test.
Free bulge sheet hydroforming experiments were carried out on rectangular specimens of dimension of 200 mm × 200 mm × 0.46 mm. The diameter of free bulge area was 100 mm. In this experiment, the die set was installed in a hydraulic driven type universal sheet forming testing machine. First, the sheet metal was clamped at its edges by a blank holder. When the lower bar began to rise and push the lower chamber, oil used as a pressure carrying medium in the lower chamber was pressurized. Then the sheet was bulged into the cavity of the upper die. The loading paths applied in sheet hydraulic bulge tests were similar with the uniaxial tensile one.
To conduct closed-die tube hydroforming experiments, an asymmetric closed-die was designed. The straight side of die rectangular section was 25 mm. The radii of four fillets at rectangular section are separately 3, 4, 5 and 6 mm. The dimensions of tube blank are 1 mm wall thickness, 20 mm the outer diameter and 62.8 mm the circumferential perimeter, which is the same one with the ex situ uniaxial tensile test. The maximum perimeter of deformation zone at cross section is 92.26 mm. Hence, it reaches 46.9% for the greatest expansion rate measurable in perimeter. The main process parameters in tube hydroforming include initial lengths of tube blank, forming velocity and loading paths. The initial length was chosen by 340 mm while the hydraulic loading velocity was employed by 3 MPa/s in view of previous work. 11 So that it is paid more attention on the influence of loading paths on formability in the present study.
Experimental results and discussions
Influence of pulsating load on uniaxial tension
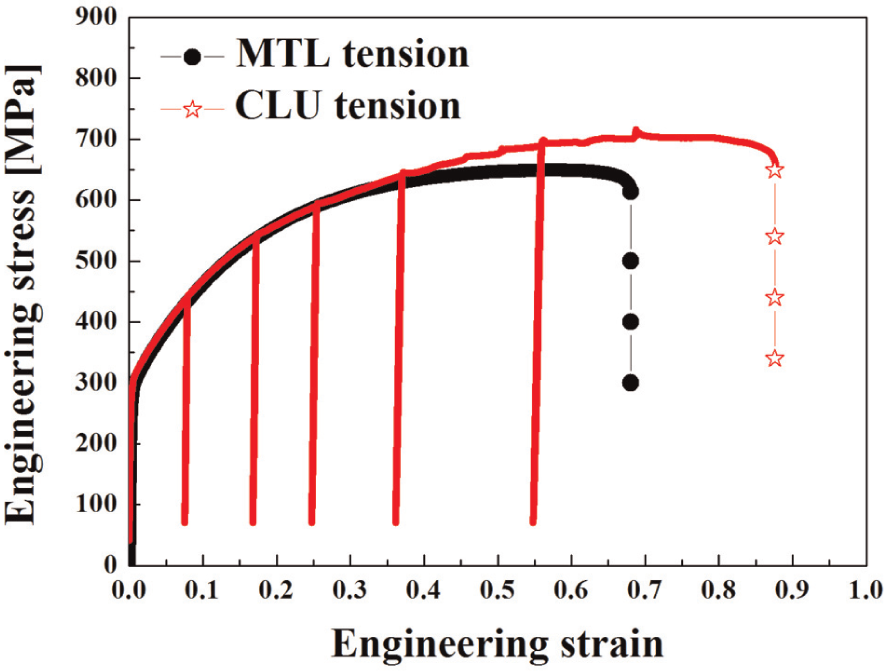
The tensile test was carried out at RT (approximate 293 K in the experiment), which is between Ms and Md of AISI 304 stainless steels (Ms is the beginning temperature of martensitic transformation and Md stands for the critical temperature when strain-induced martensitic transformation happens). 12 Figure 1 shows the stress–strain curves of MTL tension and CLU tension. From the experimental results, it is apparent that the strength and the elongation of the specimens are significantly improved through CLU tension. The fracture elongation and the tensile strength are increased by 24.3% and 9.2%, respectively, under CLU tension compared with the MTL tension.
It was designed for the sample to be unloaded at strain of 0.3, 0.4, 0.5 and 0.6 and near fracture during in situ XRD observation. The diffraction range of 2θ = 40°–100° with the main peaks in the XRD spectra: γ(111), γ(200), γ(220), γ(311), α′(110), α′(200) and α′(211). Figure 2(a) shows the results of XRD, from which it can be seen that the initial specimen free of tensile deformation contains only austenite (γ). But after deformation, the γ phase reflection shifted to a higher angle due to deformation stresses. It is obvious that the ratio of the integrated intensity of α′ phase to γ phase gradually increases subjected to strain, especially for γ(111) and α′(110). As can be seen from Figure 2(b), martensitic transformation starts at the first stage of deformation. The tensile specimen shows a parabolic transformation behavior and the variation of martensitic fraction is in agreement with previous findings before the strain of 0.4. 15 The unloading process has minor influence on kinetics of martensitic transformation at small strains (e.g. strain at 0.3), while the fraction of martensitic phase shows a sudden increase at unloading points when strain surpasses 0.4. The content of martensitic phase increases after each unloading at large strains. By calculation, the martensitic fraction can extremely increase by approximate 10% through single CLU.
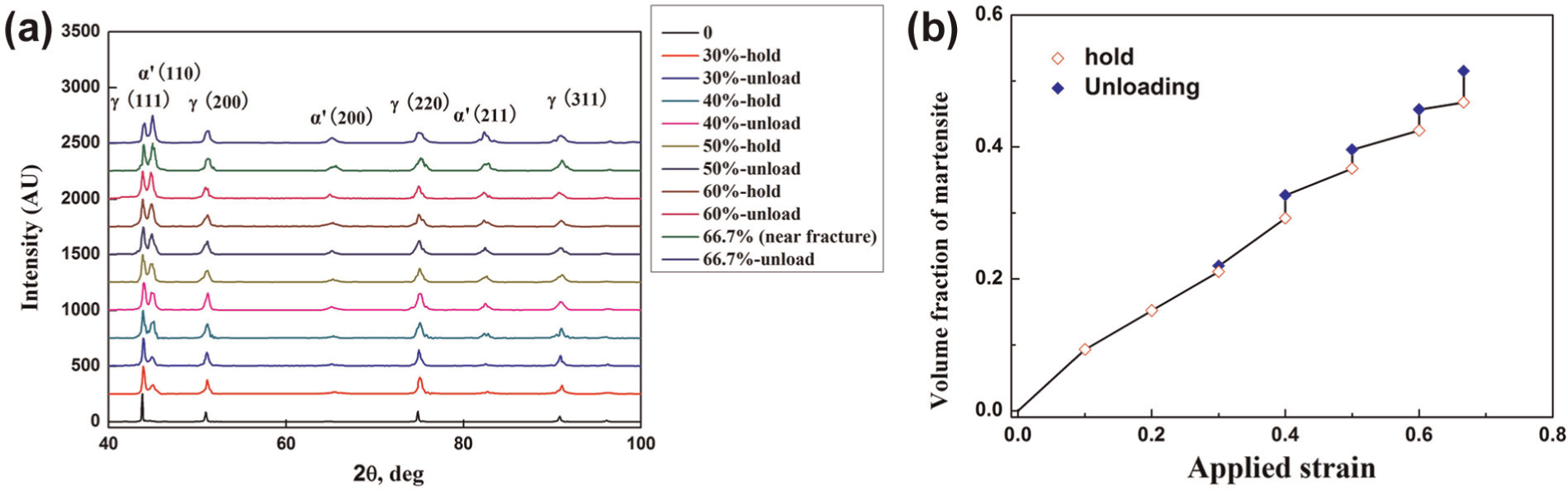
(a) Peak profile of each phase obtained by in situ XRD during CLU tension. (b) Volume fraction of strain-induced martensite with applied strain. 14
From the experimental results, it is found that the mechanical property of austenitic stainless steel is obviously improved through loading and unloading mode (more common to say pulsating load). In view of the in situ XRD observation, the fraction of the strain-induced martensite is increased by pulsating load. It is possible that the unloading process makes dislocation density low and the austenite matrix soften, which attribute to promote the nucleation and growth of the strain-induced martensite. Consequently, the transformation-induced plasticity (TRIP) effect is enhanced and neck formation is delayed.
Influence of pulsating load on free bulge sheet hydroforming
The load paths applied in free bulge sheet hydroforming were shown in Figure 3, where the black dash dot line represented monotonic loading mode while the red solid line represented CLU mode. The bulged sheets at different stages of two loading modes are shown in Figure 4. The wall thickness td was measured without cutting the specimens but by means of an ultrasonic thickness gauge corrected by a micrometer. Figure 5 shows the comparison of wall thickness distributions in the bulging region of specimens d and h, as shown in Figure 4. According to the results of measurement, the thickness variation of the bulged sheet under monotonic loading mode is larger than that under CLU mode. That is to say, the thickness distribution of the bulged sheet under CLU mode is more uniform. The dome height values HL and dome radius Rd were measured by the three-coordinate measuring machine. Figure 6 shows expanding heights at various forming forces of different loading modes. It is apparent that the expanding height of the bulged sheets by CLU mode is higher than that by monotonic loading mode at each forming force level after the first unloading, and the limiting expanding height HL has been markedly increased by CLU mode. Bursting occurs at 120 kN for monotonic loading mode while there is no defect for CLU mode seen in Figure 4. Therefore, the maximum forming force Fmax can be increased by CLU mode too.
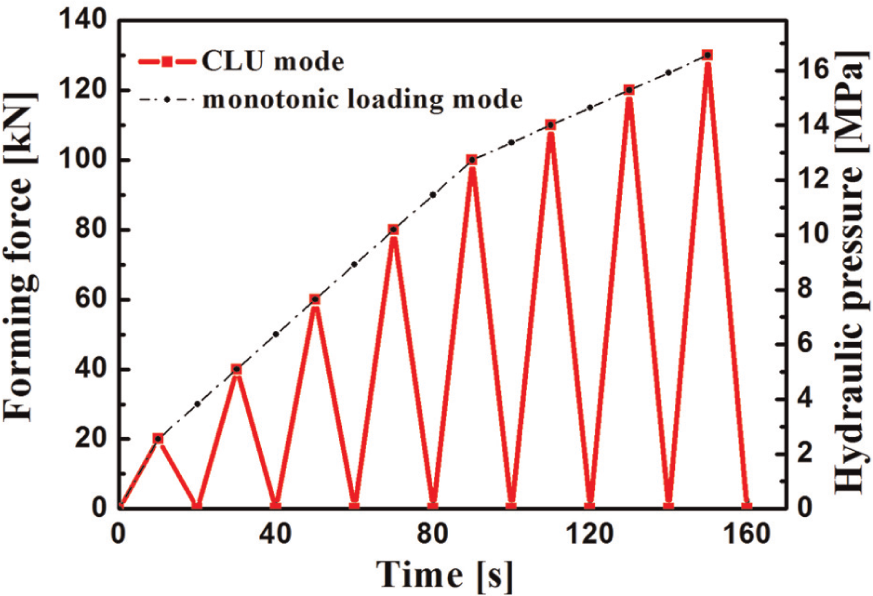
Loading paths applied in sheet hydraulic bulge tests.
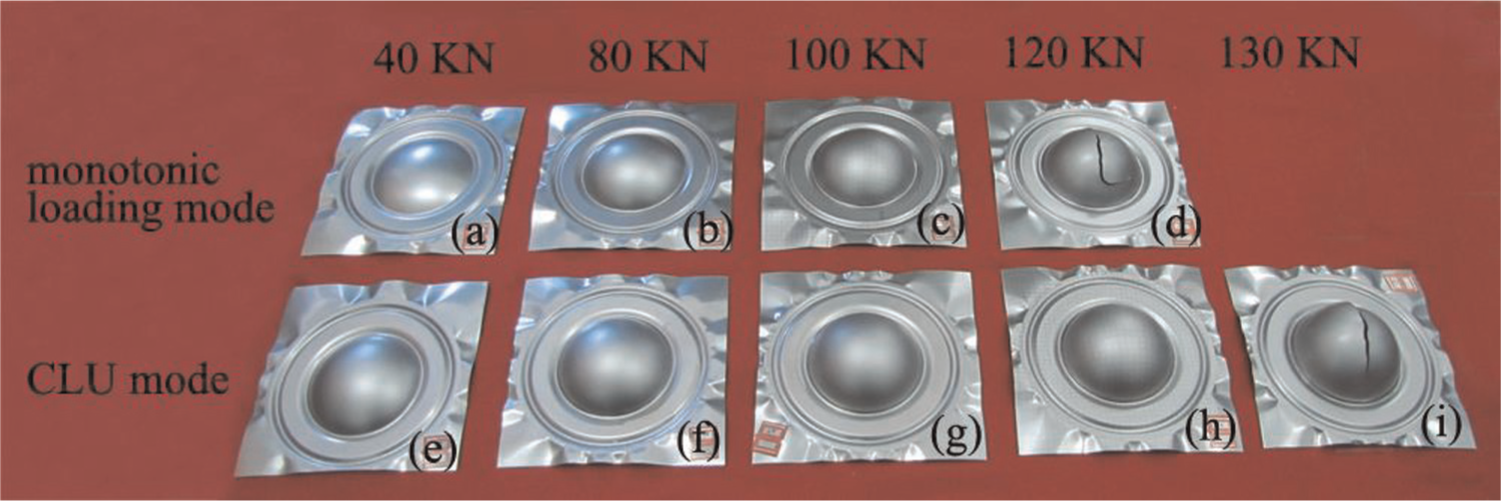
Hydraulic bulged sheets for different loading modes.
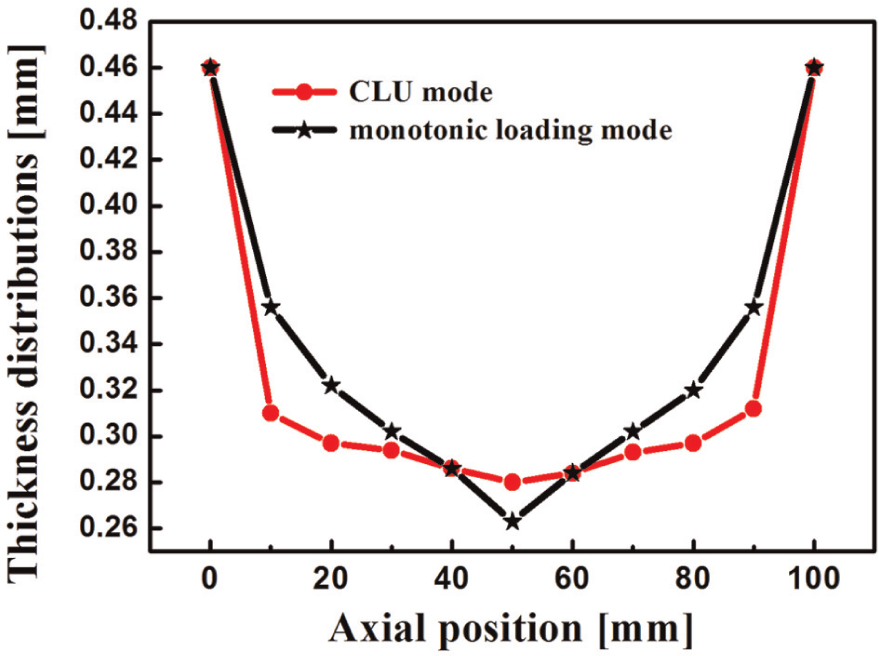
Thickness distributions of bulged sheets for different loading modes.
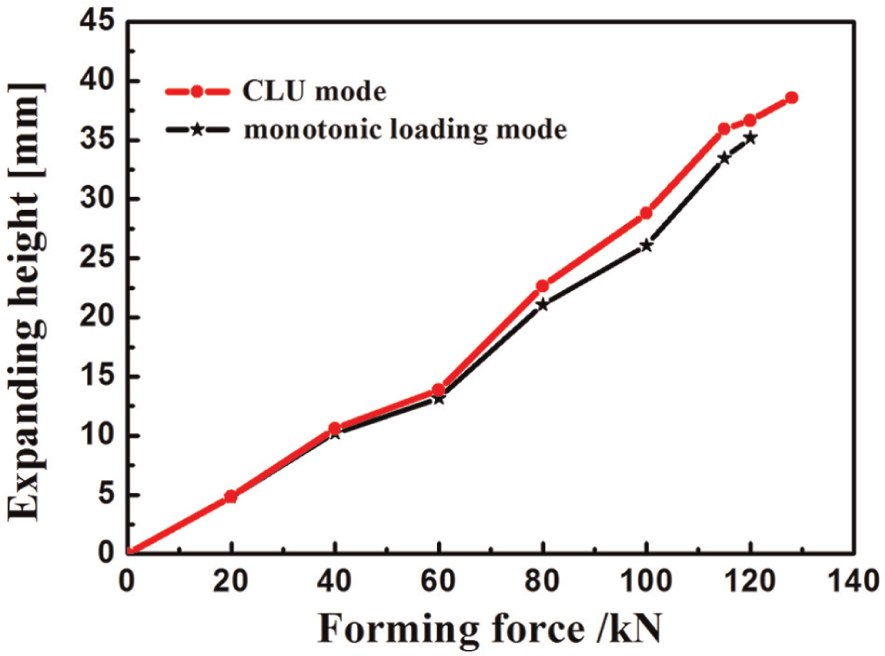
Expanding heights at various forming forces for different loading modes.
Influence of pulsating load on closed-die tube hydroforming
The comparison of different loading modes was conducted above. It is paid more attention on the influence of process parameters of pulsating load on formability in this part. The form of pulsating load can be usually described by sine or cosine function as follows
where p(t) is the conventional loading path,
Hence, the main process parameters of pulsating hydroforming are the amplitude and the frequency. Since the formability of austenitic stainless steel is strongly depended on the strain rates, the frequency is chosen 0.5 Hz, which is beneficial to the formability in view of previous work. The amplitudes are employed by 5, 10, 20 and 30 MPa. Figure 7 shows the pulsating hydroforming results of different amplitudes, as comparison, the monotonic loading path is also conducted.
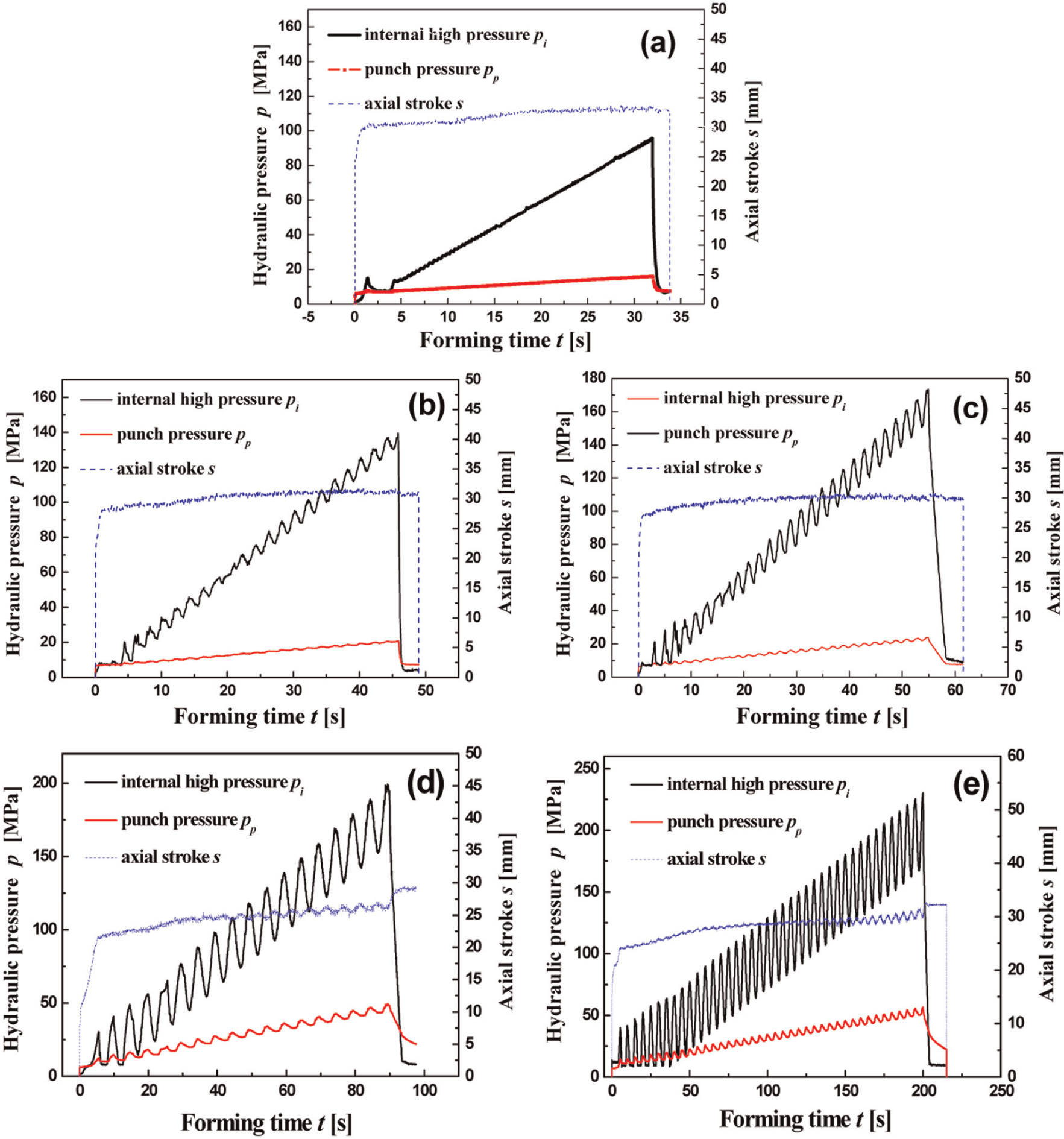
Experimental data curves acquired by tube hydroforming (a) monotonic loading path, (b) Δp = 5 MPa, (c) Δp = 10 MPa, (d) Δp = 20 MPa and (e) Δp = 30 MPa.
It can be obviously found that the forming pressure (or the internal high pressure) is limited for the monotonic loading path. It is found that bursting will happen before internal pressure reaches 95 MPa, as shown in Figure 7(a). The total axial stroke is just 4 mm for single-side punch. The excessively small axial feed leads to severe thinning of tube wall thickness and even bursting. As shown in Figure 8(a), the short crack comes out at center of tube, indicating that there is severe local thinning.
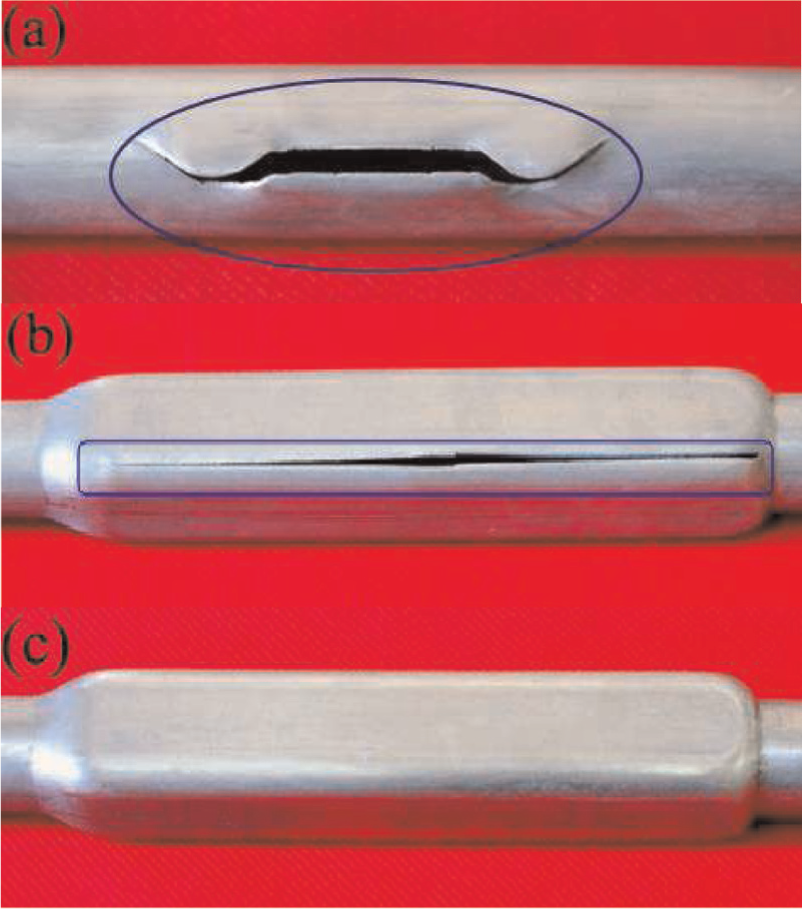
Hydroformed tube obtained through (a) monotonic loading path, (b) Δp = 5 MPa and (c) Δp = 10 MPa.
In contrast, the formability is continuously improved with the increase of the amplitude by pulsating load. The tube bursts when the forming pressure reaches 138 MPa for the amplitude of 5 MPa, while the one can reach 170 MPa without bursting for the amplitude of 10 MPa, as shown in Figure 7(b) and (c). Figure 8(b) shows the hydroformed tube obtained by the amplitude of 5 MPa, which almost completely contacts the die surface. The crack formed during the corner filling process is throughout one side of corner and appears very homogeneous, which indicates that the thickness distribution of hydroformed tube is more uniform than the one under the monotonic loading path. However, axial strokes for single-side punch have a little difference between the pulsating loading path with the amplitude of 5 and 10 MPa, which are 11.5 and 13.5 mm, respectively. For what the reason is the TRIP effect can be enhanced by increase of the amplitude even if in the same axial strokes, which leads to formability improvement for AISI 304 stainless steel.
The forming pressure can be at least increased to 200 MPa with the amplitude above 20 MPa as shown in Figure 7(d) and (e) when the formed tube without any defects can be obtained as shown in Figure 8(c). In the mean while, axial strokes can be increased to 22 and 31 mm, respectively, for the amplitude of 20 and 30 MPa. Moreover, it can be found that axial strokes have cyclical fluctuations with pulsating load during hydroforming. Axial punch pressure reaches the peak when the internal pressure is located on trough. The loading path leads to the reduction of friction between the tube and die, which makes axial strokes increase in fluctuation for large amplitudes.
The comparison of thickness distribution has been carried out after hydroforming. Figure 9 shows the measuring position for the wall thickness. As shown in Figure 10, different radii of four fillets at rectangular section contribute to the difference of thinning behavior between upper and lower sides, and more severe thickness thinning is due to less axial strokes for the amplitude of 10 MPa, compared with the amplitude above 20 MPa for each side. When using pulsating load with the amplitude above 20 MPa, the TRIP effect is enhanced, and on the other hand, axial feeding process can be motivated during the process of loading and unloading. Consequently, applying pulsating load with large amplitude can achieve a more uniform deformation with a more homogeneous thickness distribution beneficial for preventing excessive local thinning and an excellent die filling performance.
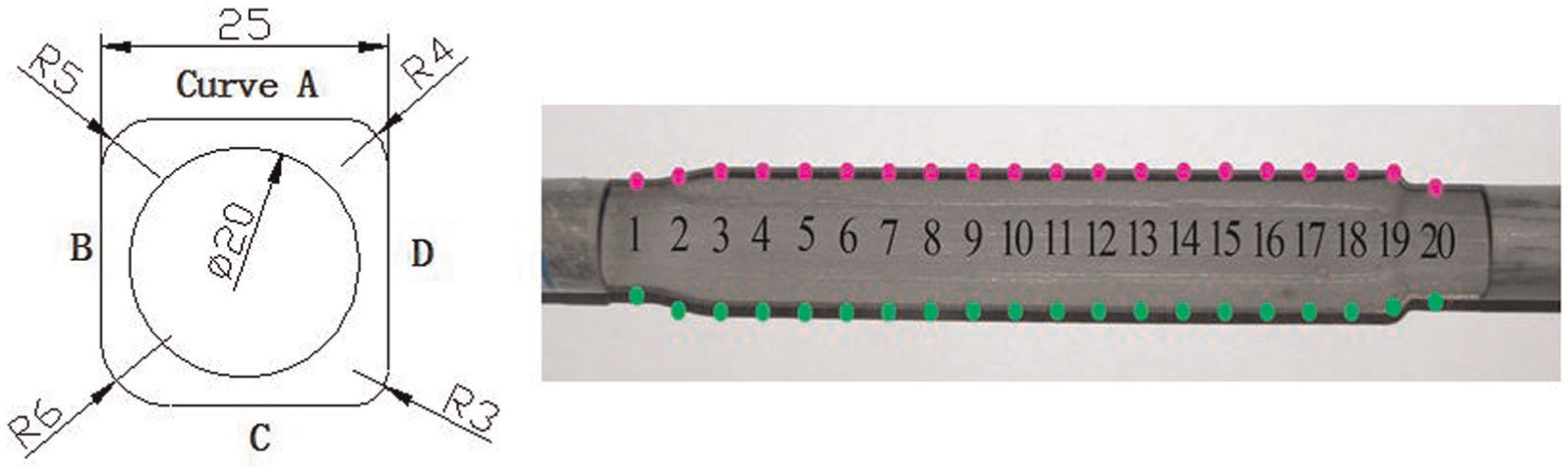
Measuring position of the thickness distribution on deformed tubes.
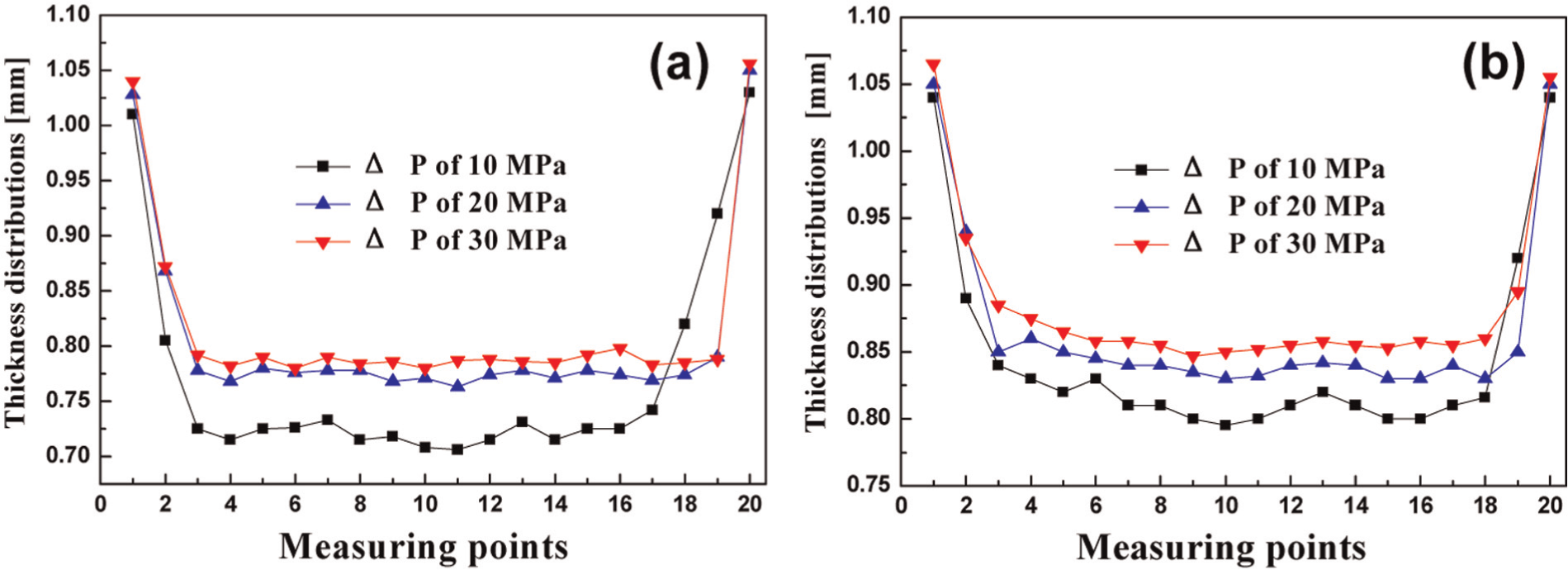
Analysis on thickness distribution along axial direction of formed tube: (a) upper side, (b) lower side.
Conclusion
Experimental research was carried out on mechanism of formability improvement of austenitic stainless steel by pulsating load. The results showed that the formability of austenitic stainless steel can be improved by pulsating load in which the effect on formability should be understood from two different aspects of process parameters and material properties. The main conclusions are as follows:
The mechanical property of austenitic stainless steel is obviously improved through loading and unloading mode (more common to say pulsating load) in view of both in ex and in situ tensile test. The fraction of the strain-induced martensite is increased by pulsating load, which leads to enhance the TRIP effect and delay the neck formation.
Experiments on free bulge sheet hydroforming indicate that the formability can be improved by pulsating load without the influence of friction and axial feed.
Tube pulsating hydroforming was carried out under different process parameters of AISI 304 steel. When using pulsating load with amplitude of 10 MPa, the enhanced TRIP effect can improve the formability of AISI 304 steel. When using pulsating load with amplitude above 20 MPa, the TRIP effect is enhanced, and on the other hand, axial feeding process can be motivated during the process of loading and unloading.
Applying pulsating load with large amplitude can achieve a more uniform deformation with a more homogeneous thickness distribution beneficial for preventing excessive local thinning and an excellent die filling performance. The mechanism of formability improvement of austenitic stainless steel by pulsating load should be understood from two different aspects of process parameters and material properties.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was supported by the National Natural Science Foundation of China (grant number 51304186).