
Abstract
This article presents a model within the sustainable machining paradigm. In general, the optimization of machining process for the minimum energy consumption alone does not have sufficient impetus for application in the manufacturing companies wherein profit maximization remains the preferred mode of operation. In this study, a novel objective function for the optimization of machining process is modelled which determines the optimal machining parameters for the maximum profit per unit energy consumption. The model is applied to an example problem of a single-pass turning operation and is found unique from the past models focused on the minimization of either energy consumed or cost incurred.
Introduction
The concept of sustainability is based on the premise that people and their communities comprise integrated social, economic, and environmental systems, which must be maintained in balance for the community to function to the benefit of its inhabitants – now and in the future. 1
Sustainability paradigm encompasses every aspect of human life, including the manufacturing of goods, which requires consumption of resources. There are strict requirements by the legislation and environmental awareness among the people to implement sustainability principle in the manufacturing sector due to the scarcity of resources foreseen for the future generations. Sustainable manufacturing has several definitions depending on the context. According to the US Department of Commerce, sustainable manufacturing is defined as the creation of manufactured products that use processes that are non-polluting, conserve energy and natural resources, and are economically sound and safe for employees, communities, and consumers. 2 Another common definition of sustainability and sustainability development is ‘passing on to the future generations a stock of capital that is at least as big as the one that our own generation inherited from the previous generations’. 3
Sustainability principles are administered at various stages ranging from design and development of products to their recycling after useful life. Conventional pyramid structure of production knowledge is made of three levels. Top level is an idea and design of new product. Second level is computer-aided design (CAD), while the third comprises production level with computer-aided manufacturing (CAM) and manufacturing engineering. 4 The sustainability of a product can be achieved through improvements on all three levels. Sustainability principles focus on manufacturing costs, energy consumption, waste management, environmental impact, operational safety, and personal health 5 as shown in Figure 1. 4
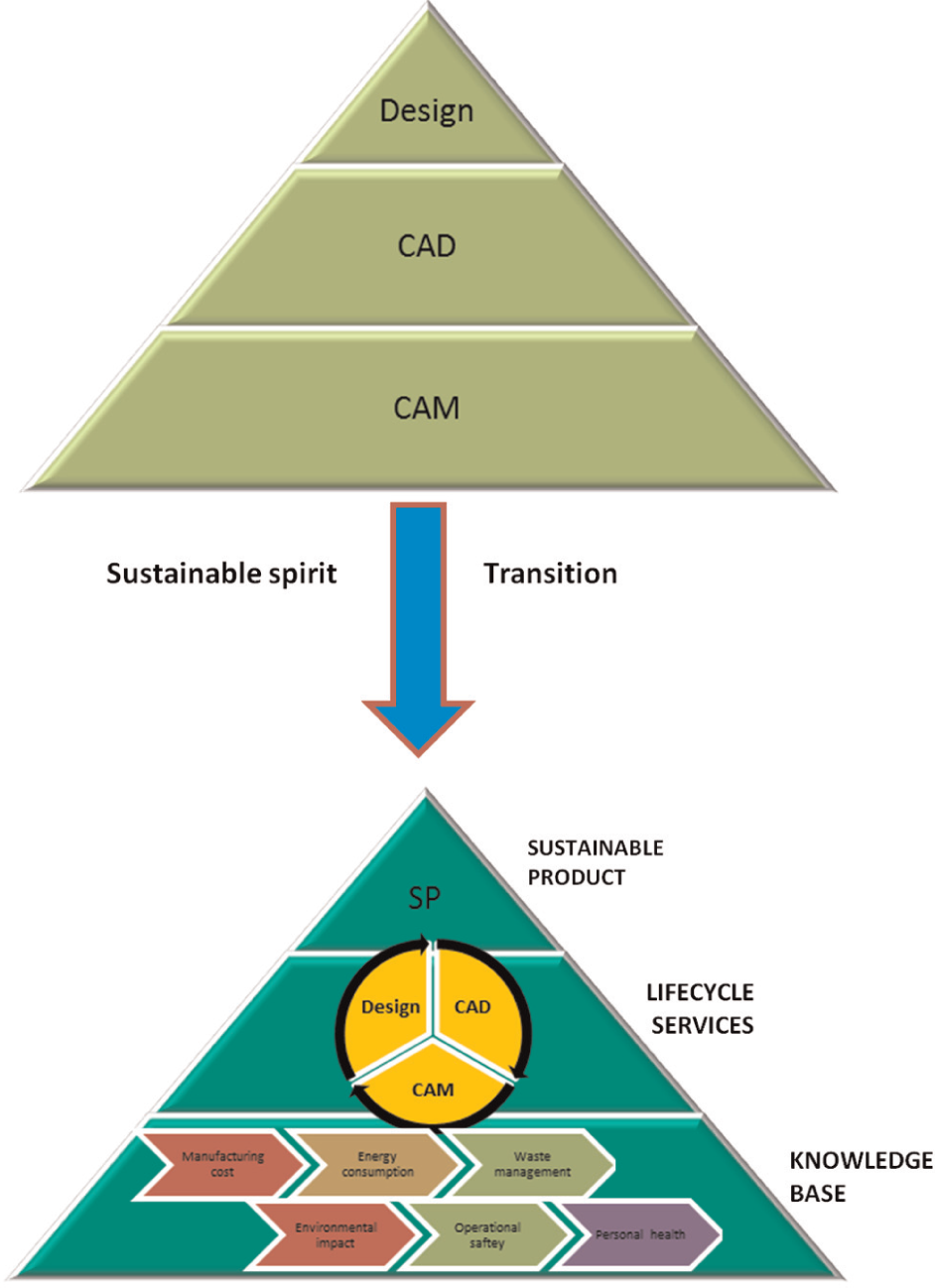
Sustainability spirit transition in manufacturing processes (redrawn). 4
Sustainable machining
Machining processes constitute a major manufacturing activity which contributes to the growth of global economy.6,7 Machining companies are under mounting pressure as a result of global competition, stricter environmental regulations, and supply chain demands for improved environmental performance. 4 By implementing sustainability principles in machining processes, the machining companies of all sizes have the potential to save money and improve the environmental impact of the processes even though the production stays in the same range or it is diminished. The over-estimation of product consumption in the market has pushed the companies to produce more products than required which often stays in the warehouses. The fact of the matter is that the companies are traditionally bent on the short financial considerations with little attention to the long-term benefits. A long-term business strategy is inevitable to achieve sustainable development and ultimately survival. 6
Machining processes are typically energy-intensive due to various sophisticated support modules installed on machine tools. The machine tools usually require electrical energy as input to perform their function. The electrical energy is mostly obtained from burning the fossil resources. In addition to impending scarcity of fossil resources in future, an additional cost of environment protection measures is also included in the production of electrical energy which increases the cost of electrical energy for companies. Therefore, in order to remain competitive and to reduce cost, companies have to identify strategies to decrease the energy consumed at all levels in manufacturing of a given product. 8
The fundamental research in sustainable machining has focused on reducing the production waste. One early area of development identified is to minimize the use of coolant in machining process. This not only offers financial benefit but also reduces environmental hazards. Cryogenic cooling was introduced to improve the tool life and machining performance. In cryogenic machining, liquid nitrogen is usually used as cooling medium. Nitrogen is an inert and non-corrosive gas which makes it an ideal candidate for preventing several disadvantages of conventional oil-based coolants. The high-pressure liquid nitrogen is supplied to the tool-workpiece area having high temperature. The evaporating nitrogen reduces the coefficient of friction at the tool–chip interface and hence improves the tool life. 9 Furthermore, there is no need to recycle the nitrogen as it evaporates instantaneously without creating any environmental hazard. Kopac 4 reported that the cryogenic machining improves not only the productivity of the process but also the quality of machined surface.
Another important consideration in sustainable machining paradigm is to minimize the consumption of resources, namely, materials and energy. Redesigning the product for sustainability is an important step towards reducing the material consumption and associated environmental impact. Furthermore, minimizing the power consumed in machining processes is considered vital for reducing the carbon footprint of the products as the major proportion of power consumed is usually extracted from burning of coal and similar fuels leaving an adverse impact on the environment. The selection of machining parameters has a dominant effect on the power consumed by the machine tool. Diaz et al. 8 established that speed and feed rate are important parameters to determine the overall energy consumed as both parameters determine the total time to finish a part. Rajemi et al. 10 presented a model to determine the optimal cutting speed for minimum energy (ME) consumption in a machining process.
It is believed that the companies can significantly improve their economic, social, and environmental performance in a number of ways such as by minimizing waste, recycling of waste materials, minimizing the consumption of resources, including material and processing energy, improving safety standards, minimizing the use of coolants, and training the employees for the best sustainability practices. The elements of a complete sustainable machining paradigm are shown graphically in Figure 2.
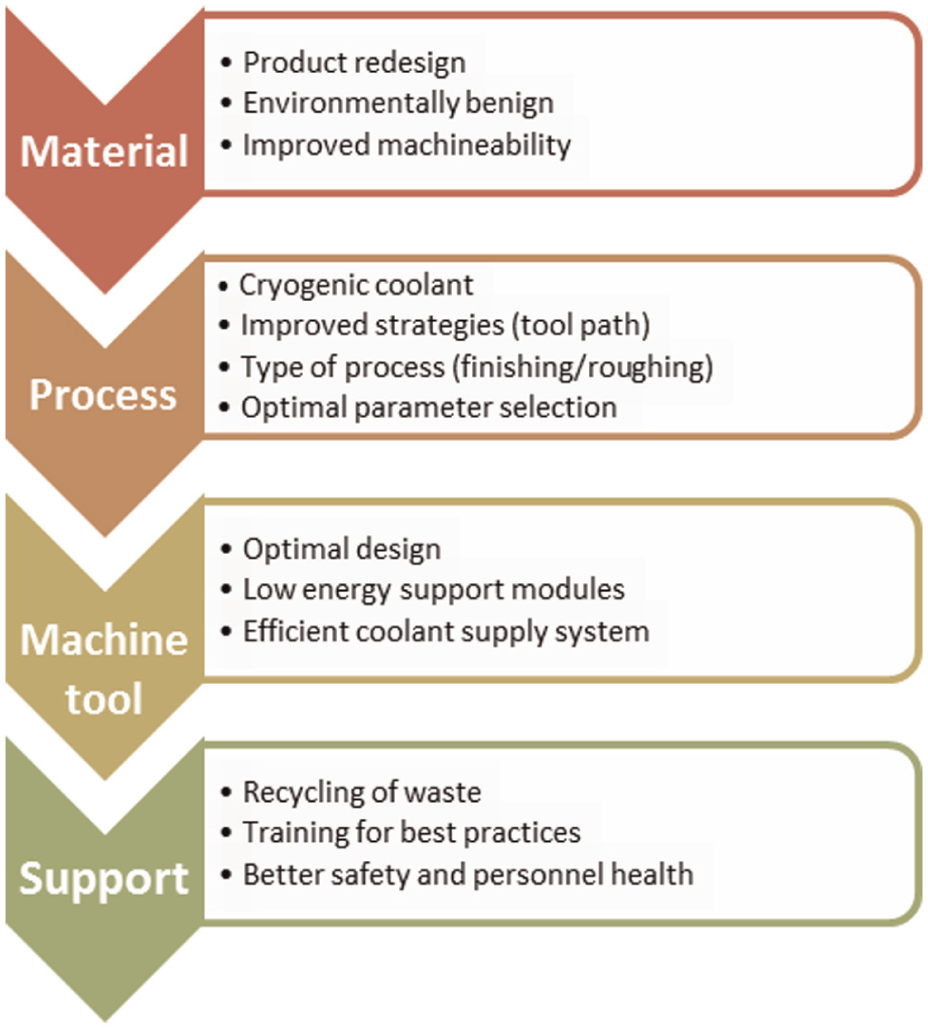
Sustainable machining paradigm.
Optimization of machining process
There are several approaches reported in the past literature for the optimization of machining processes. 11 Each optimization model considers a certain criterion called objective function. Following are the salient criteria used for the optimization of machining process.
Minimum production cost criterion
In the earlier work, Gilbert 12 presented a theoretical analysis of the optimization of machining process for maximum production rate and minimum cost (MC). This criterion is based on the minimization of machining cost per piece or component. MC criterion gives low production rate and is therefore applied when there is ample time available for production. However, it is the criterion most frequently applied in the literature by various researchers for both single-pass and multi-pass machining processes.13–18
Minimum production time criterion
This criterion is also known as maximum production rate criterion as it minimizes the machining time required per unit piece or component. It results in higher machining cost and is applied where the production order must be completed as quickly as possible. This was originally presented by Gilbert 12 and has been extended by the later researchers to take into account practical constraints and multi-pass machining processes.19–21
Maximum profit rate criterion
This criterion maximizes the profit or return on machining a piece or component in a given time interval and was first proposed by Okushima and Hitomi 22 and was called maximum profit criterion later on by Armarego and Russell. 23 It is a trade-off between minimum production cost and minimum production time (MPT) criterion and applied when return on production is to be maximized for a given number of components. And this criterion is important from the manufacturer’s viewpoint. The concept of this criterion was further extended in later study. 24
Weighted combination of several objective functions
This criterion was proposed by Agapiou, 25 and it normalizes production cost and production time with a constant multiplier. Its application is highly dependent on the choice and multiple priorities of the manufacturer.
ME criterion
The first four criteria discussed above do not take into account energy consideration. Rajemi et al. 10 presented a new criterion which minimizes the energy consumed in machining process for environmentally conscious manufacturing practices. Like MC criteria, ME criteria segregate the machining process into four steps and determine the energy consumed per stage, and finally determine an optimal cutting speed for ME consumption for the overall machining process.
New criterion
With increasing awareness of sustainability among the people and the imposition of the environmental regulations by the governments, the manufacturers are now more inclined to consider sustainability issues in the manufacturing of the products than ever before. However, due to difference in the implementation and interpretation of such regulations in various parts of the world, following such approach often causes increase in the production cost which, in turn, causes loss of competitive advantage in the global market. Furthermore, ME concept does not take into account any financial aspects except from carbon footprint of energy. Hence, sustainable manufacturing approaches identified in the past have limited application in the practical manufacturing industries. It is therefore highly desired to introduce profit consideration in the sustainable energy paradigm to render it more attractive for the manufacturers. The main consideration is how to utilize the available energy for maximizing the profit earned.
The new criterion proposed in our study takes into account an additional parameter of profit rate to embed with the energy consumed in machining process. This criterion gives different results from ME criteria and is a compromise between the ME and maximum profit rate (MPR) criteria. Additionally, the criterion also imposes the constraints associated with the practical machining process. In this way, it offers a more agreeable scenario to the machining industry to apply sustainability paradigm for being more profitable than the ME criteria.
Model formulation
As discussed in the preceding section, there are five distinct optimization criteria practised for the machining processes. One of these approaches is accounted for sustainable energy or in other words is focused on the minimization of energy consumed in a machining process. However, it has been observed that minimization of energy principle does not have sufficient impetus for the implantation in the practical industries where profit maximization is the dominant mode of operation. It is very difficult for the manufacturers to follow a complete shift in the operational paradigm to adapt the ME criteria. As the manufacturer deviates from the MPT (maximum production rate) approach, there is a risk of not responding rapidly enough to the market demands resulting in gain of higher market share by the manufacturers emerging from the region or country with fewer legislative restrictions on the minimization of energy footprint in the products. On the other hand, cost minimization approach does not necessarily reduce the energy footprint. Similarly, maximization of profit rate may not necessarily include energy footprint, and the process is not acceptable from the sustainability energy viewpoint. At this stage, there is a need to find a trade-off or compromise between the approaches focused on minimization of energy and maximization of profit earned per unit piece or product.
In this study, the objective is defined as the maximization of ratio of profit per piece to the energy consumed per piece and is given by equation (1)

The above-mentioned objective function, profit-to-energy ratio, can be increased by the following:
Maximizing the profit, alone;
Minimizing the energy consumed, alone;
By both maximizing profit and minimizing energy consumed together as far as the process constraints allow.
The following assumptions are made:
The machining is performed by a single-pass turning operation.
The workpiece is a cylindrical part.
The single-pass turning operation is continuous and un-interrupted.
The component or workpiece is finished by only single pass.
The maximum profit and ME can have different optimal parameters when determined separately. However, the ratio function must have only one optimal value of the parameters determined. Hence, the ratio function defined above is to be different and is expected to be a suitable compromise between the optimal values when both functions are determined separately.
In order to define the above-mentioned function quantitatively, the functions used in numerator and denominator are quantified first. The profit is defined by Armarego and Russell 23 as given in equation (2)

where I is the income per price and Cp is the cost incurred per price (excluding material cost).
Cost incurred per piece
Cost incurred per piece in single-pass turning process is commonly defined as the sum of four costs as given below in equation (3)11,14

where
Now each of the above four costs are specifically defined as follows:
Machine idle cost is given by equation (4) 11

where
The machining cost is given by equation (5) below 11

where
The tool replacement cost is incurred when the tool is being changed and is represented by equation (6) 11

where

where α, β, γ, and C are constants.
The tool cost is typically given by equation (8) 11

where
Energy consumed per piece
Similar to cost estimation, the energy consumed per piece,

where
Set-up energy,

where
Machining energy,

where
Tool change energy,

Energy embodied into tool (cutting edge),

Using equations (2)–(13), the objective function can now be written as equation (14)

Constraints
The turning operation always has some constraint depending on the machine tool capability and process requirements. The next step is to consider the constraints. More importantly, the typical constraints for such case studies are available in the literature,11,14 and the same are applied here. It is important to mention here that these constraints can be customized to meet the requirements of any machine tool or process.
Parametric constraints 11
Cutting speed

Feed rate

Depth of cut

The above-mentioned parametric constraints are decided based on the cutting tool and machine tool capabilities.
Tool life constraint 11

Surface finish constraint

where
Cutting force constraint 11

where
The cutting power in machining should not exceed the available power of machine tool which is given by 11

where
Model validation
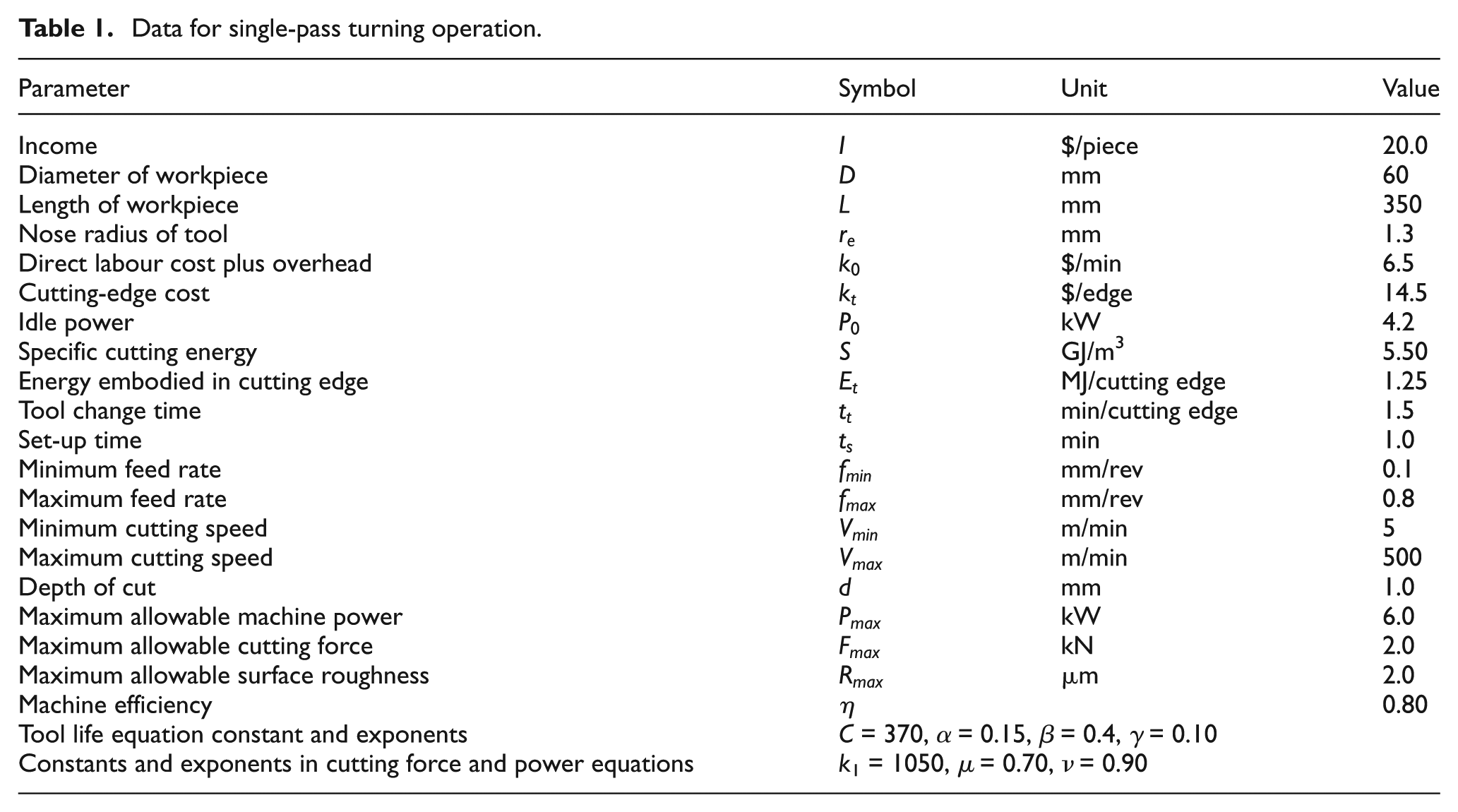
The model formulated in the preceding section is validated by an example case. The data used for this case example are given in Table 1.
Data for single-pass turning operation.
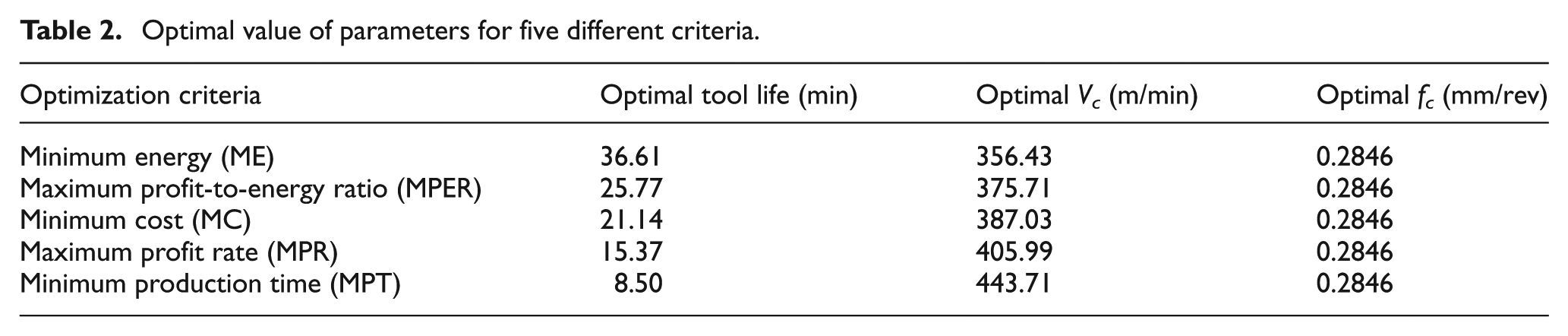
Due to complexity and non-linearity of the problem, non-linear programming was used to solve the given problem. Non-linear programming software LINGO was used to determine the optimal parameters. LINGO does not ensure the optimal solutions but only generates near-optimal solutions. The depth of cut was fixed for single-pass turning operation. The optimal values of parameters for maximum profit-to-energy ratio (MPER), and its comparison with optimal values of parameters using four other criteria are given in Table 2 and depicted graphically in Figure 3.
Optimal value of parameters for five different criteria.
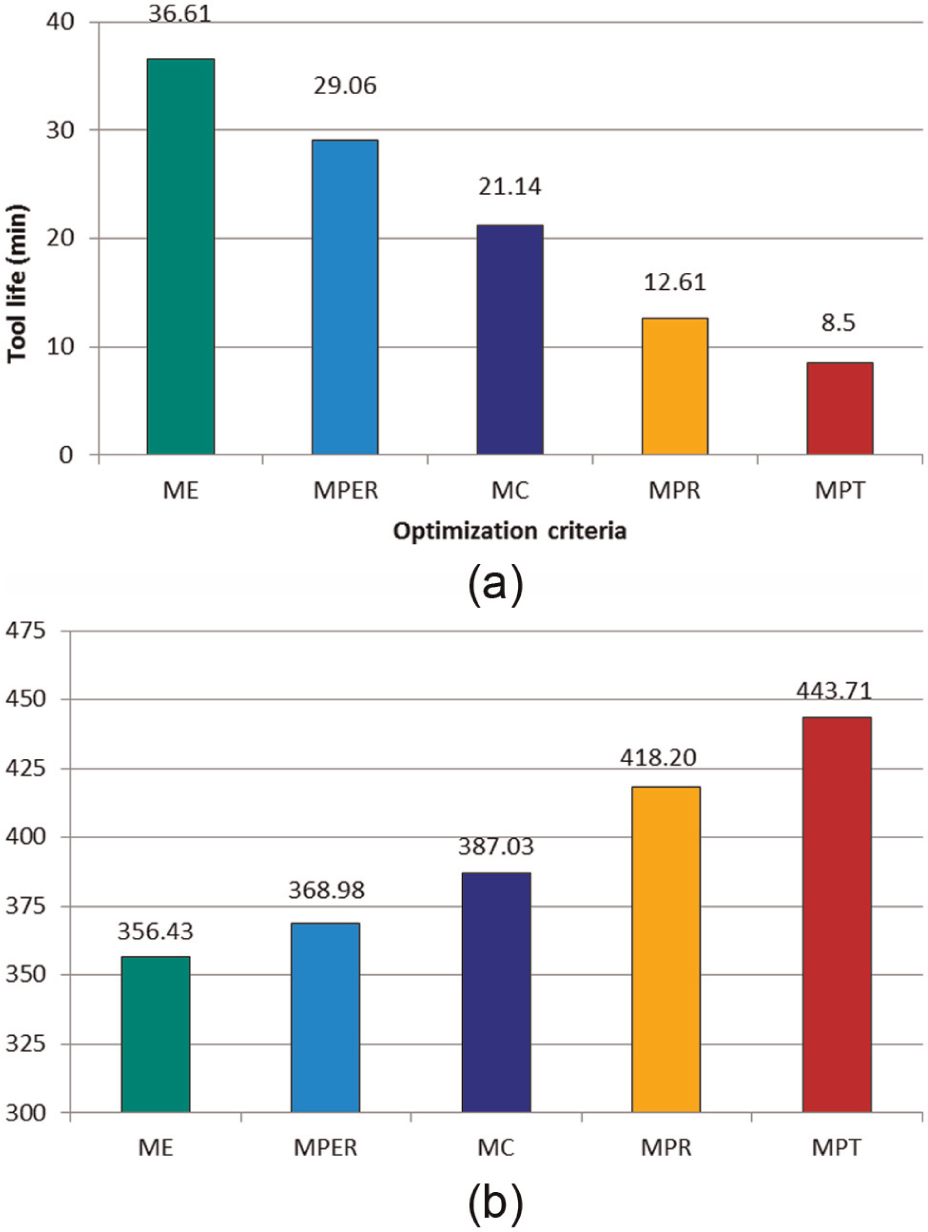
The optimal values of parameters for five different criteria: (a) optimal tool life and (b) cutting speed.
It is apparent that the optimal values of parameters for MPER criteria are different from the other criteria presented in the past. Another important observation is that the feed rate is determined by the surface roughness constraints for all the criteria, and hence, it remains the same for all the five cases. MPER criterion gives the second best tool life among all the five criteria and a cutting speed higher than ME criterion.
Cost and energy analysis
Another interesting analysis is to make an overall comparison of cost per piece and energy consumed per piece for all five criteria as shown in Figures 4 and 5 respectively. It is apparent from the plot in Figure 4 that MPER gives the second best cost per piece of the five criteria. This shows the significance of this criterion from the manufacturer’s viewpoint as it is designed on reducing the cost coupled with reduction in the energy consumed. It is also observed from the plot in Figure 5 that MPER proves to be the second best energy-efficient criteria and is better than MC, MPR, and MPT in terms of energy consumption. These results are very propitious to drive forward the newly defined MPER criterion for supporting sustainable machining paradigm.
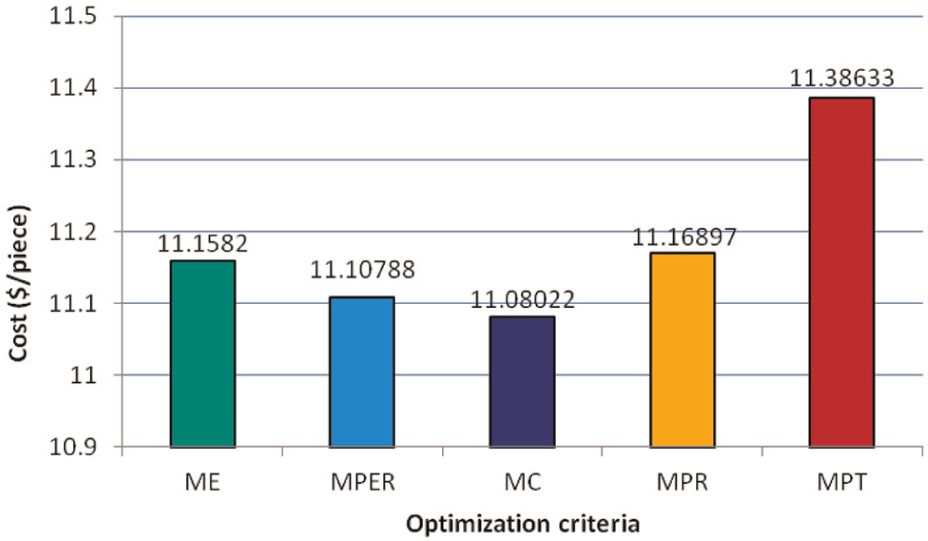
Cost per piece for different optimization criteria.
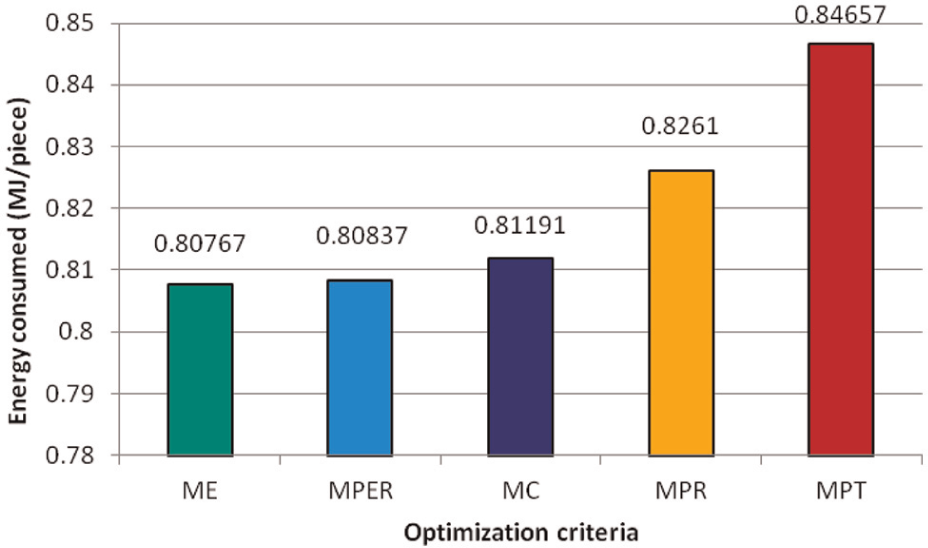
Energy consumed per piece for different optimization criteria.
Effect of tool replacement time
An important consideration is the constraint on tool life. In machining, the tool wear mechanism and characteristics may not necessarily be uniform. The surface roughness in machining also depends on the tool wear state in addition to the machining parameters. Hence, the allowable tool wear can be different in finishing or roughing depending on the surface roughness requirement. It is therefore important to analyse the effect of tool replacement time on MPER. This is depicted in Figure 6 below where MPER is plotted against the tool replacement time. It is observed that as the tool replacement time is varied from the optimal tool life (25.77 min), MPER value reduces. The reduction in MPER is considerably sharper if the tool is replaced before reaching the optimal tool life than that when the tool replacement is carried out at a point beyond the optimal tool life. The best MPER is achieved when the tool is replaced on reaching the optimal tool life, which also verifies the approach followed.
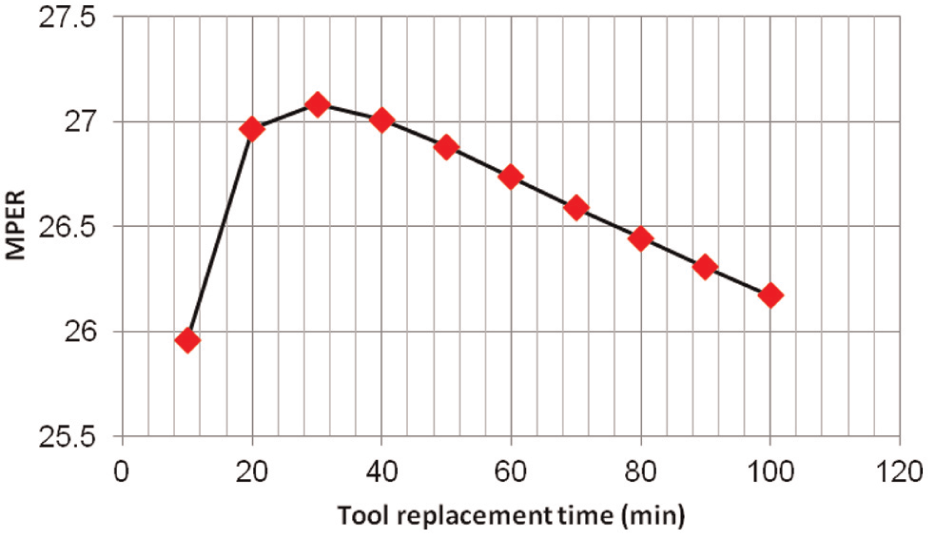
Effect of tool replacement time on MPER.
Effect of surface finish requirement
An important parameter to consider is to determine how the surface finish requirement affects the MPER. Figure 7 shows this trend. It is interesting to note that finish machining or high-surface finish machining is much more energy-intensive compared to that of roughing. As the surface finish requirement is relaxed, the material removal is possible at higher rate by virtue of higher feed rate, and hence, the time of machining is reduced. This means, the constant proportion of energy consumed in powering the machine modules or expended in non-cutting actions is reduced. As this energy makes a dominant proportion of the overall energy consumed in machining on most of the conventional machine tools, the total energy consumed per workpiece is reduced, leading to increase in MPER. However, this increase in MPER becomes very small beyond a certain surface roughness. If the feed rate is continuously increased due to relax surface finish constraints, the minor increase in MPER will be observed until the feed rate is determined by another set of constraint such as equation governing the machine tool available power which does not allow a certain threshold feed rate to be exceeded. It is, however, clear that machining should be performed at the highest permissible material removal for higher MPER, or in other words, finishing pass is much more energy intensive than roughing pass.
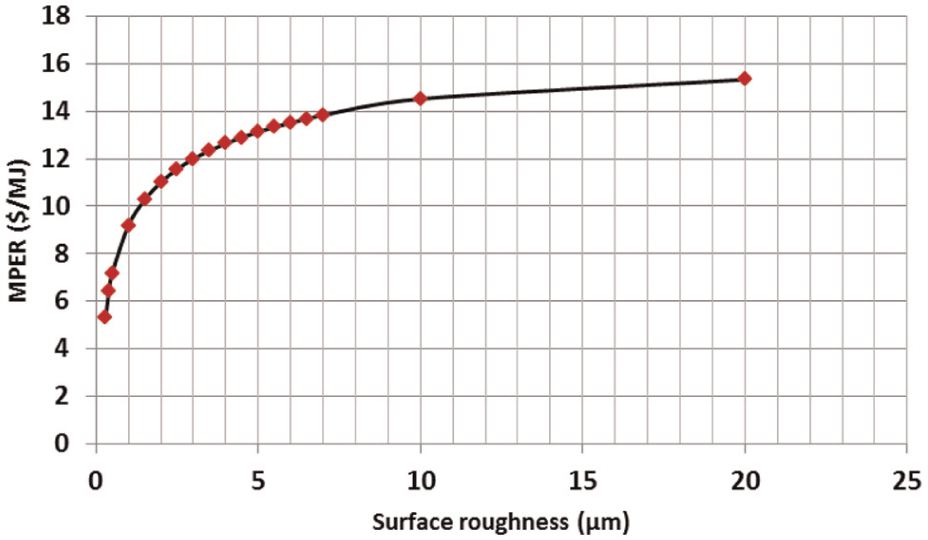
Effect of surface finishing requirement on MPER.
Effect of tool-nose radius
The tool-nose radius is another important parameter to consider in order to determine the energy consumption and the economics of the machining process. The effect of tool-nose radius on MPER is shown in Figure 8. An interesting observation made from Figure 8 is that MPER increases with increase in tool-nose radius. The rate of MPER increase is very sharp at the beginning but is retarded towards higher values of tool-nose radius. This increasing trend has a technological reason, that is, if the tool-nose radius is increased, the surface finish improves due to lower cusp heights between the two consecutive feed marks which determine the surface topology of the finished part. It means, greater tool-nose radius improves the maximum and average roughness, and hence, feed rate can be increased to achieve higher material removal rate without exceeding the most stringent feed rate constraint imposed by the surface finish requirement. This reduces the total time of machining the workpiece which, in turn, reduces the overall energy consumption per workpiece in addition to the reduction of labour hours and overhead costs. Hence, a larger tool-nose radius is recommended for machining from surface finish, production cost, and energy consumption viewpoints. However, the increase in MPER is not possible beyond a point where the feed rate constraint is governed by the equation of machine tool available power.
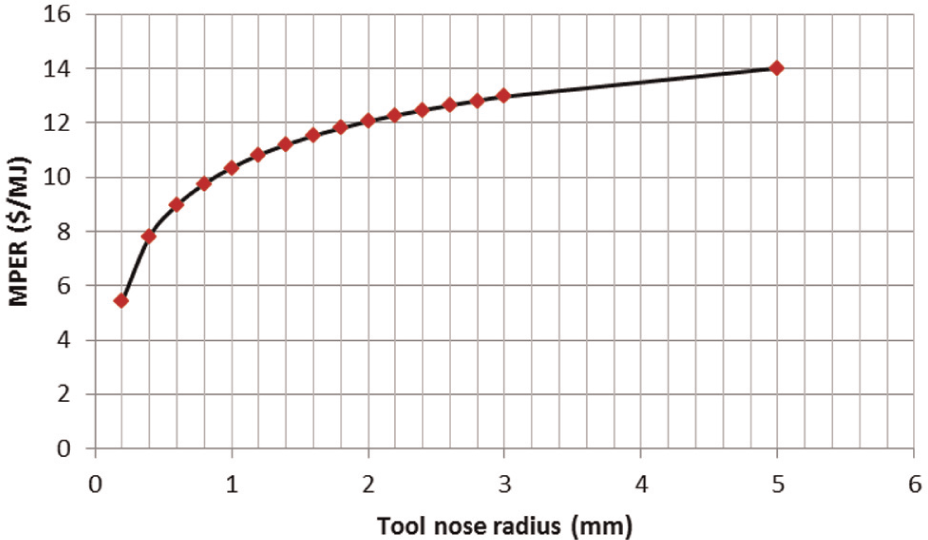
Effect of tool-nose radius on MPER.
Conclusion
The study has proposed a new optimization model for maximizing profitable utilization of energy. The following conclusions are drawn from this study:
The proposed optimization criterion is unique from the previously known optimization criterion.
The maximizing profit on unit energy consumed is a different approach from the one used for minimizing the energy consumption in a single-pass turning operation.
The proposed optimization criterion gives better profit rate compared to that of ME consumption criterion.
The proposed criterion proves to be the second best criterion in terms of cost per piece of all five criteria.
The proposed criterion is also the second best in terms of energy efficiency.
The profit efficiency of energy consumed (MPER) is higher in roughing operations than in finishing operation rendering the finish machining an energy-intensive process.
The profit efficiency of energy consumed (MPER) increases with increase in nose radius of the tool used due to higher material removal rate available without violating the surface finish constraints.
MPER criterion is a trade-off between the ME and MPR criteria.
MPER criterion is believed to be more agreeable for practical manufacturing industries with a consciousness for optimal utilization of energy.
Based on the above-mentioned points, the work presented in this study is considered to be a new contribution to sustainable manufacturing paradigm.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.