
Abstract
Most recent studies on machining parameter optimization in machining operations focused on reducing machining cost and energy consumption. However, environmental impacts caused by manufacturing activities were not involved in those studies, which can be quantified by equivalent carbon dioxide emissions. In this study, a direct method was proposed to quantify the carbon emissions generated during multi-pass turning operations. Moreover, machining parameter optimization models of multi-pass turning operations in dry and wet cut environments were established using an experimental design method. Three objectives were considered in both models: carbon emissions, operation time, and machining cost. Furthermore, a multi-objective teaching–learning-based optimization algorithm was used to deal with the models. The optimization results indicated that the use of cutting fluids could significantly reduce carbon emissions and machining cost and improve production efficiency in multi-pass turning operations.
Keywords
Introduction
Energy consumption is highly related to emissions of greenhouse gases such as CO2, which contributes to global climate change. 1 Use of fossil fuels generates the carbon emissions directly. However, the carbon emissions caused by electricity consumption are produced during power generation. Besides, the manufacturing cost increases rapidly because of the soaring energy price. Therefore, manufacturers are eager to reduce energy consumption after a detailed consideration of social, economic, and environmental issues.
Camposeco-Negrete 2 pointed that machine tools are the main production equipment used in industrial sector, and the cost of electricity consumed by them over a decade is ~100 times higher than their purchase cost. Besides electricity, other certain manufacturing activities also cause environmental impacts, such as the use of cutting fluid and cutting tools, material consumption, and disposal of chips. All these activities can be quantified by equivalent carbon dioxide emissions. 3
Multi-pass turning operation, which can be divided into several rough turning processes and a finish turning process, is more widely used than single-pass turning operation in manufacturing industry. 4 According to the published studies, the multi-pass turning optimization models were basically introduced by Shin and Joo 5 and Quiza Sardiñas et al. 6 In Shin and Joo’s 5 study, the machining parameters in rough and finish processes were optimized to minimize the unit production cost and some practical constraints were established. Quiza Sardiñas et al. 6 proposed a multi-pass turning model with two objectives (i.e. production rate and used tool life). Same machining parameters were employed in rough and finishing turning processes. However, sustainable issue was involved in neither of their models. Arif et al. 7 presented an energy-conscious model to optimize machining parameters in multi-pass turning operations. Production efficiency was not considered in their model. What is more, most recent sustainable manufacturing-related studies emphasized on machining parameter optimization in single-pass operations.8–10
In this study, metal-cutting parameter optimization in multi-pass turning operations was investigated using a new optimization criterion, ‘carbon emission’, which has seldom been reported. A direct method was proposed to quantify the carbon emissions generated during multi-pass turning operations in both dry and wet cut environments. Real experimental data were obtained and analysed in MATLAB® to determine the coefficients in the proposed quantifying method. Furthermore, carbon emissions, operation time, and machining cost were employed as optimization objectives in a multi-objective teaching–learning-based optimization (MOTLBO) algorithm, where the construction of non-dominated set and crowding distance assignment method were used.
In the remainder of this article, section ‘Mathematical model for metal-cutting parameter optimization in multi-pass turning operations’ describes the carbon emission quantifying method and multi-pass turning operation models. The experiments and regression results are illustrated in section ‘Acquisition of experimental data and modelling’. In section ‘MOTLBO algorithm’, the details of the MOTLBO algorithm are illustrated. Finally, in sections ‘Results and discussion’ and ‘Conclusion’, the computation results and conclusions along with the directions for future research are reported.
Mathematical model for metal-cutting parameter optimization in multi-pass turning operations
Carbon emissions of machining systems in wet cut environment
The carbon emissions generated during a turning operation period in dry cut environment, CEdry, are mainly caused by the energy conversion for machining systems, CEelec, and the disposal of cutting tools, CEtool (equation (1)) 11

where CEFelec is the electricity carbon emission factor, which was
As machine tools consume a constant power Pb during basic state and can be measured by experiments, 14 ECb can be calculated using equation (2)

where tb is the time consumption during basic state.
ECt is the energy consumption during transition state, which can be expressed as equation (3) 15

where n is the spindle speed; x1, x2, and x3 are the quadratic model’s coefficients which are related to the characteristics of machine tools. The cutting speed v can be calculated using equation (4)

where D is the workpiece diameter. ECi is the energy consumption during ready state (equation (5))

where
Pi consists of two parts: the basic power, Pb, and the required operational power, Poperational, which has a linear relationship with n (equation (6)) 16

where k1 and k2 are the coefficients of the linear model.
In cutting state, ECc can be calculated using equation (7)


where MRV is the material removal volume, SEC is the special energy consumption, and -L is the length of workpieces. at, ar, and as are the total depth of cut, depths of cut for rough, and finish turning processes, respectively. SEC is defined as the energy required for removing 1 cm3 of material and can be modeled as an inverse function of material removal rate (MRR) (equation (9)) 16


where C0 and C1 are the coefficients of the inverse model and can be obtained by experiments. vr and fr are the velocity and feed rate in rough turning process, respectively, and vs and fs are the velocity and feed rate in finish turning process, respectively.
CEtool is uniformly distributed during the entire expected tool lifetime and can be calculated using equation (11)

where ξ is the used tool life, CEFtool is the tool carbon emission factor, and Wtool is the tool mass. ξ can be defined as equation (12). The value of CEFtool is 95.048 kgCO2/kg 11

where Tr and Ts are the tool life in rough and finish turning processes, respectively

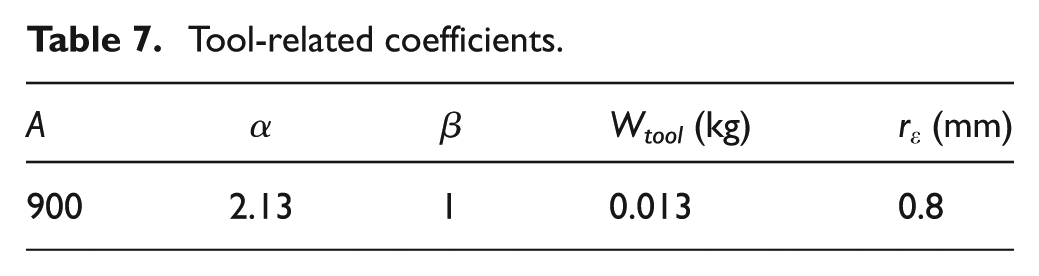
where A, α, and β are the coefficients related to the tool and workpiece materials.
Substituting CEdry in equations (1)–(7) and (12), CEdry can be expressed as equation (14)
Kara and Li 17 proved that cutting fluid system mainly affected the fixed energy requirement of machine tools. Therefore, Pb should be re-measured and the SEC model should be re-developed in wet cut environment. Moreover, the carbon emissions caused by cutting fluid CEcoolant should be considered. Li et al. 3 pointed that CEcoolant was uniformly distributed during the entire life cycle of cutting fluid Tcoolant and comprised two parts: carbon emissions generated through the production of pure mineral oil, CEoil, and those generated by the disposal of cutting fluid waste, CEwc. CEcoolant can be expressed as equation (15)
where Topt is the entire operation time of a machining operation. CEFoil and CEFwc are the carbon emission factors for the production of cutting fluids and their disposal, respectively. CC is the initial volume of cutting fluids, AC is the additional volume of cutting fluids, and δcoolant is the predetermined cutting fluid concentration. The values of CEFoil and CEFwc are 2.850 × 10−3 and 0.200 × 10−3 kgCO2/L, respectively.1,3 In this study, 5% water-based cutting fluid is adopted.
The carbon emission during a machining operation in wet cut environment comprises three parts: CEelec, CEtool, and CEcoolant
Operation time Topt
The operation time, Topt, can be measured as the total time required for an entire turning operation

where tb, tt, tr, and tc are the time consumption during basic, transition, ready, and cutting states, respectively.
tb and tt are related to operators’ skill and machine tools’ characteristics and can be considered as constants. 14 tr can be represented in terms of the number of passes np and length of workpiece L (equation (19)) 5

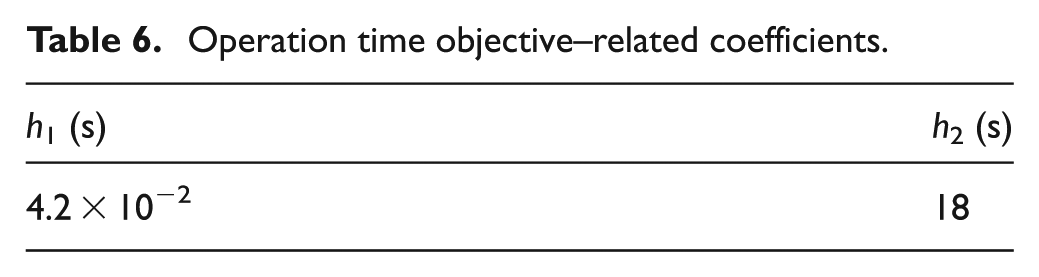
where h1 and h2 are the constants pertaining to tool travel and approach/depart time.
The cutting time tc can be obtained using equation (20)
where
By substituting equations (19) and (20) into equation (17), the operation time Topt can be expressed as equation (21). The same equation is used to calculate Topt in both dry and wet cut environments
Machining cost objective
The cost objective, Cwet, for multi-pass turning operations in wet cut environment can be presented as the sum of the following four basic cost elements including the production cost, Cp, electricity cost, Ce, tool cost, Ct, and cutting fluid cost, Ccoolant (equation (12)) 18
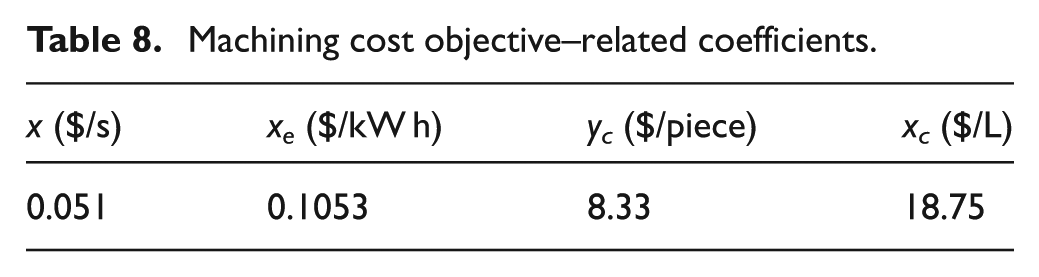
where x is the production cost including direct cost from depreciation of machine tools, salary for workers, and indirect cost from management; xe is the price for 1kW electricity; yc is the price for cutting tools; and xc is the price for pure emulsifier. The cost objective, Cdry, for multi-pass turning operations in dry cut environment can be expressed as equation (23)
Acquisition of experimental data and modelling
Experimental details
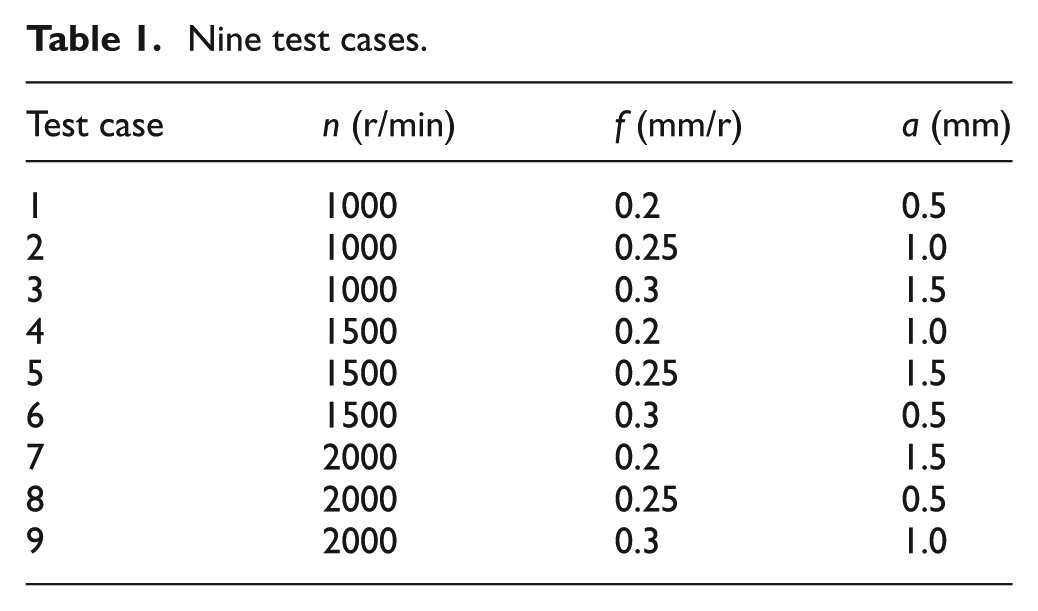
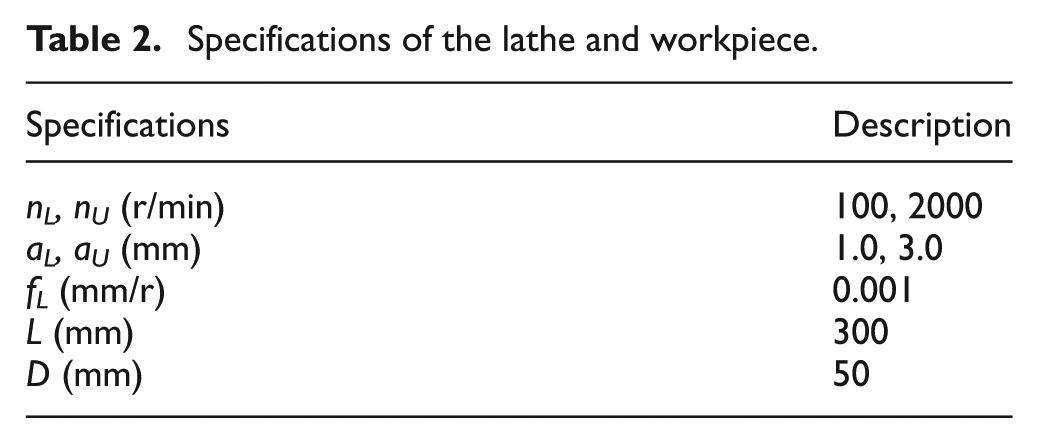
The experiments were performed on a power monitoring platform, which consisted of a CNC lathe CK0628, a three-phase power sensor Weibo WB9128, an OMRON PLC with an Ethernet interface, and a personal computer with a power monitoring software developed by KingView 6.55. The workpiece was a 45# carbon steel cylindrical bar and the tool insert was a YT15 75° cylindrical turning carbide tool. In the experiments, the real experimental data including power consumption and cycle times in the entire turning operation were acquired under various machining parameters, and then models were established to describe the relationship between cutting parameters and dependent responses (such as SEC, Et, and Poperational) using MATLAB. As the number of possible inputs of this experiment is too large, the orthogonal array methodology was employed to cut down experimental time. In this experiment, three levels were selected for each cutting parameter and only nine test cases were needed (Table 1).The v and MRR of each test case can be calculated using equations (4) and (10), respectively. The specifications of the lathe and workpiece are listed in Table 2.
Nine test cases.
Specifications of the lathe and workpiece.
Regression modelling
The mathematical functions of ECt, Poperational, and SEC were developed using MATLAB Curve Fitting Toolbox. The results indicated that the best empirical values of coefficients in equations (3), (6), and (9) had 95% confidence level and the regression models could explain >98% of data validation (Table 3).
Summary of the regression models.
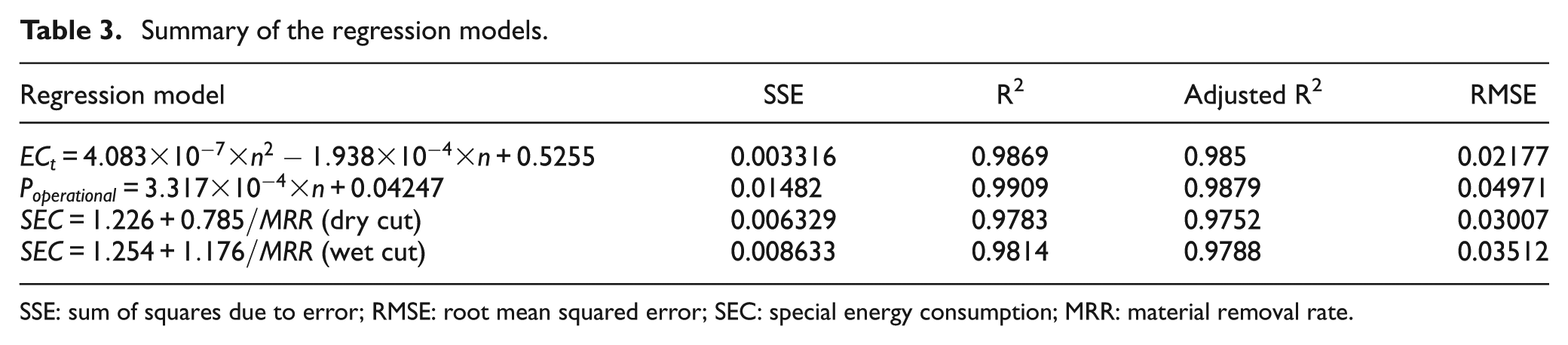
SSE: sum of squares due to error; RMSE: root mean squared error; SEC: special energy consumption; MRR: material removal rate.
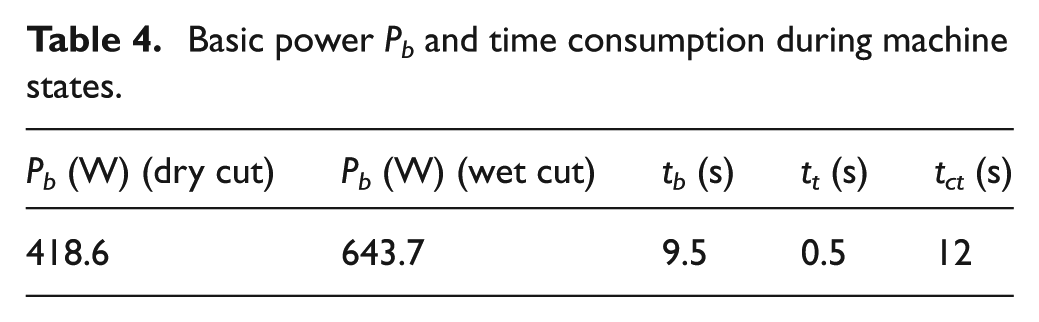
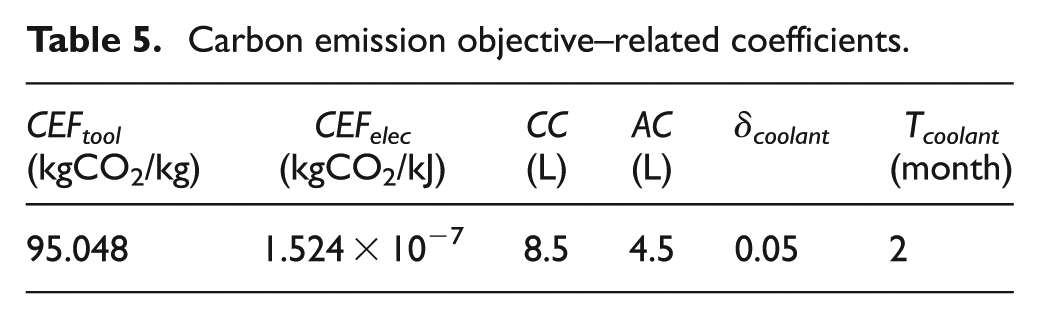
The values of Pb, tb, and tt were obtained by experiments (Table 4). The related coefficients of carbon emission and operation time objectives are given in Tables 5 and 6. The tool-related coefficients shown in equation (13) were obtained from the Machinery’s Handbook 19 (Table 7). The weight of a YT15 tool insert Wtool was 1.3 × 10−2 kg, and the nose radius rε was 0.8 mm. Machining cost objective–related coefficients are given in Table 8. Narang and Fischer 20 proved that feed rate and nose radius had the most influential effects on surface roughness, and the relationship between them could be expressed as equation (24)

where Ra and rε are the surface roughness and nose radius, respectively. Let Rmax denote the maximum allowable surface roughness (Table 9). Thus, the maximum feed rate in finish turning process,

Basic power Pb and time consumption during machine states.
Carbon emission objective–related coefficients.
Operation time objective–related coefficients.
Tool-related coefficients.
Machining cost objective–related coefficients.
Cutting fluid–related coefficients and maximum surface roughness.
Metal-cutting parameter optimization model
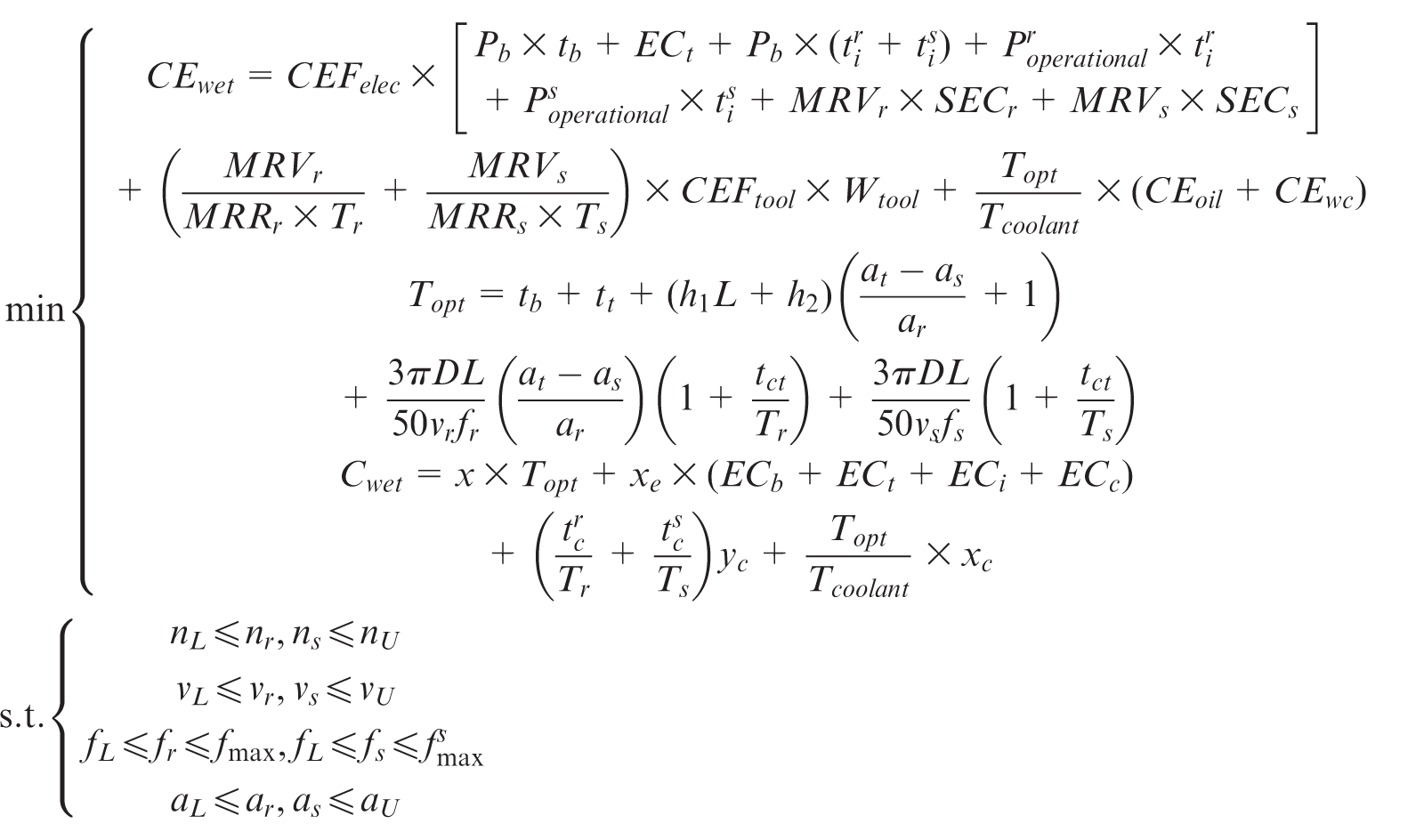
Equations (16), (21), and (22) are the objectives of the multi-pass turning model in wet cut environment. This model can be expressed as follows
In Popke et al.’s
21
experiments, the tool life resulted from the 5% water-based cutting fluid application was prolonged to 300% of that resulted from dry cut. Dhar and Kamruzzaman
22
indicated the substantial benefit of cutting fluid on tool wear and surface roughness. It is assumed that the use of cutting fluid enables reduction in tool wear and surface roughness by kT and kSR, respectively. Therefore, Tr, Ts, and


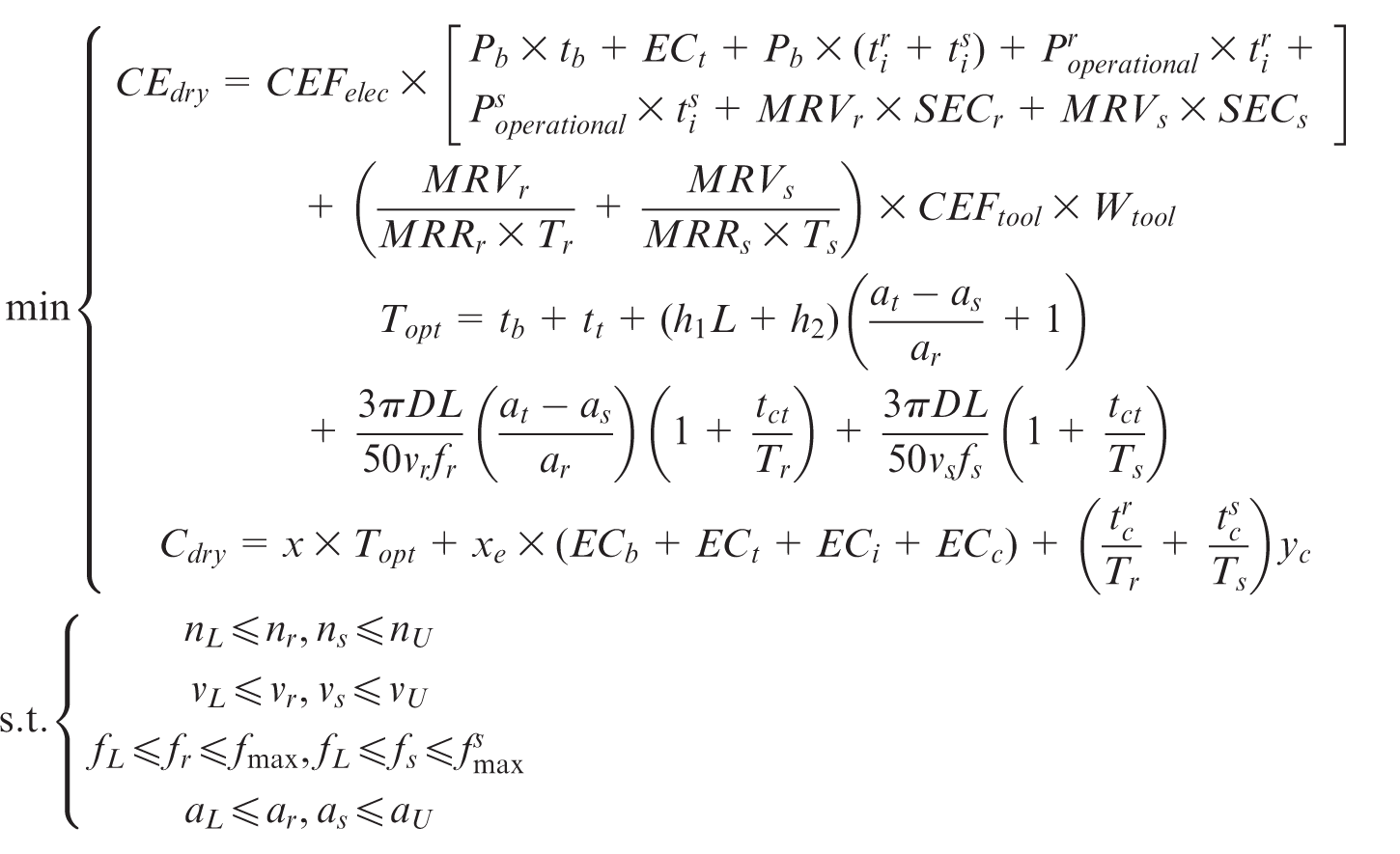
Equations (14), (21), and (23) are the objectives of the metal-cutting parameter optimization model in dry cut environment. The model can be expressed as follows
MOTLBO algorithm
TLBO algorithm is a nature-inspired evolutionary algorithm, 23 which mimics teaching and learning activities in schools. This study developed a new MOTLBO algorithm.
Construction of non-dominated set
The non-dominated set of the current population is constructed after the initialization or at the beginning of one generation in multi-objective optimization algorithms. Any individual in a non-dominated set cannot be dominated by any individual in the population. Li and Zheng
24
proposed an approach to construct a non-dominated set by removing dominated solutions. The fast non-dominated sorting technique classifies the entire population into several non-dominated fronts, whereas Li and Zheng’s
24
approach only classifies the first non-dominated front. Thus, the latter has a better computational complexity than the former. The steps of Li and Zheng’s
24
approach are described as follows: (1) the size of the non-dominated set sndset is set to 0 and (2) each individual
Teacher phase
The best learner in the class is conceived as a teacher in the basic TLBO procedure. However, no traditional optimal individual exists in a non-dominated set. Hence, extreme individuals and individuals with the largest crowding distance values among the rest individuals in the set are conceived as teachers in the MOTLBO algorithm. There are six independent variables in the multi-pass turning optimization problem including vs, fs, as, vr, fr, and np. Let

where

where rk is a value that is randomly generated in the range

Then, each learner learns from teachers using equation (30)

A selection operator is used to accept
Learner phase
Learners can improve themselves by two different ways: one is learning from teachers and the other is interacting with their peers. In learner phase, a learner
Step 1. A learner
Step 2. If
Step 3. The selection operator in section ‘Teacher phase’ is used to determine whether the new or old individual to be accepted at the next iteration


Figure 1 shows the flowchart of the MOTLBO algorithm.
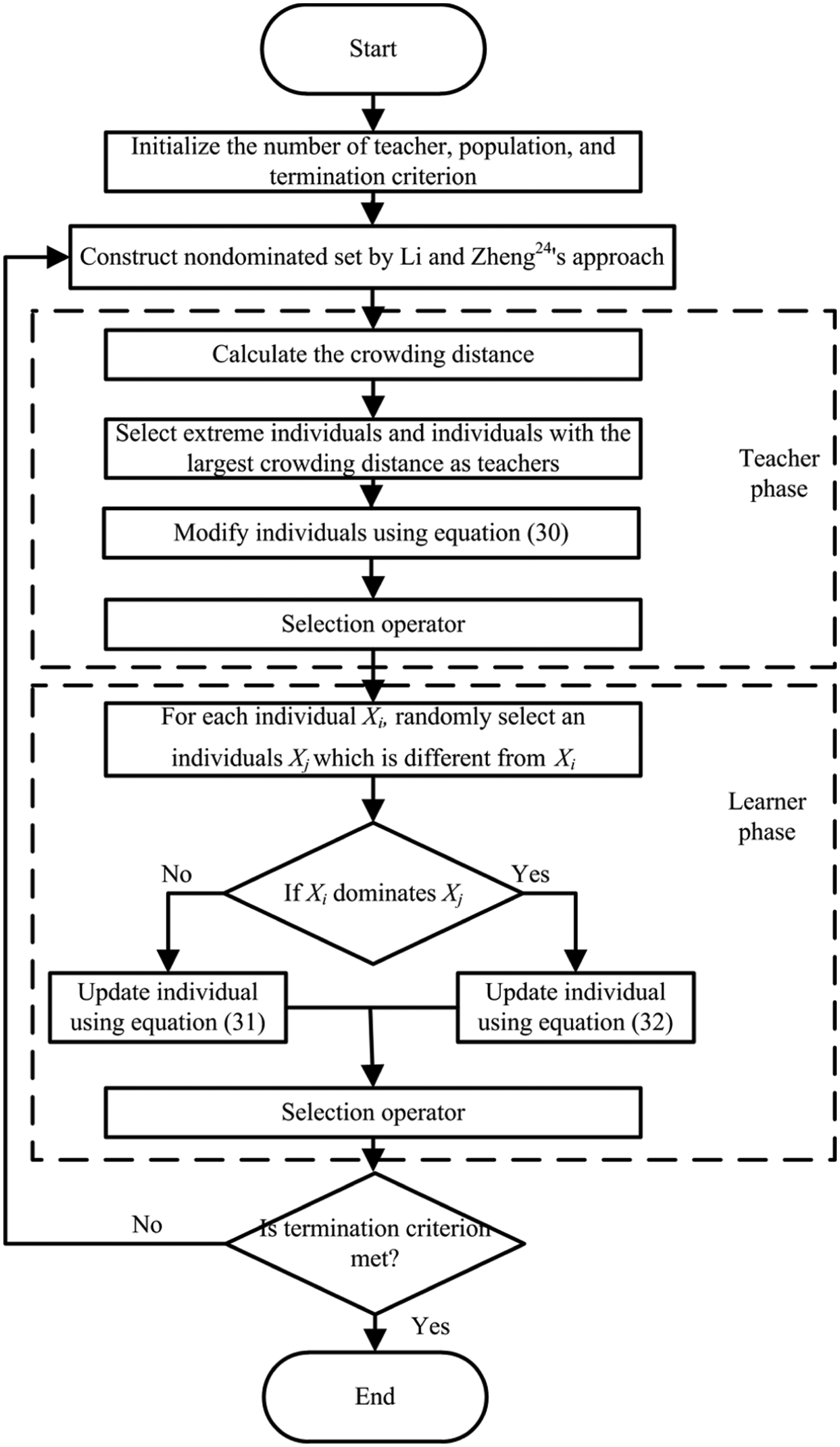
Flowchart of the MOTLBO algorithm.
Results and discussion
The MOTLBO algorithm was compiled in C++ program in a personal computer using a Windows 7 operation system, a dual-core Pentium CPU, and 2-GB RAM. In this study, the population size, maximum generation number, and teacher number are 100, 400, and 3, respectively.
Both of the multi-pass turning operation models were optimized by the MOTLBO algorithm, and the results were shown in Figure 2(a).The frontiers in Figure 2(a) were not planes, which indicated that some redundancy existed in these objectives. In order to investigate the trade-off relationships between those objectives, the frontiers obtained in wet cut environment were projected on different planes (Figure 2(c)–(e)). Then, the multi-pass turning operation model in wet cut environment was optimized with single objective and the obtained individual optimums were projected on these planes. In Figure 2(c) and (d), the individual optimums exactly matched with the corresponding extreme points of the projected frontiers. However, the performance of the individual optimums was approximate to each other in Figure 2(e). Therefore, the operation time and machining cost objectives did not possess a trade-off relationship between them.
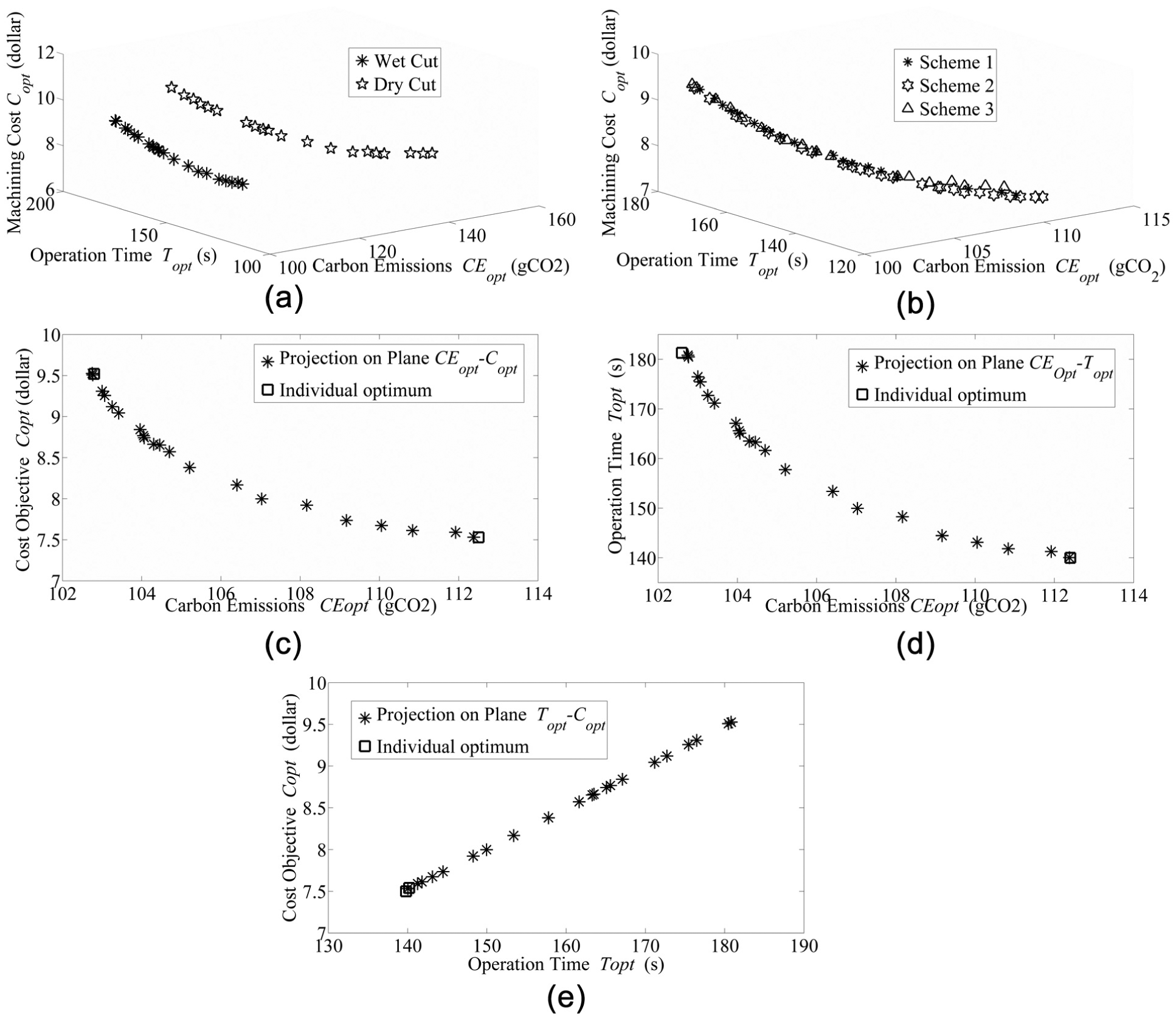
Pareto-optimal frontier obtained by the MOTLBO algorithm: (a) three-dimensional view, (b) optimization results of three schemes, (c) projection on plane CEopt–Copt, (d) projection on plane CEopt–Topt, and (e) projection on plane Topt–Copt.
Assume that scheme 1 was the optimization result of the metal-cutting parameter optimization model in wet cut environment aforementioned, scheme 2 was the optimization result of the model which considered carbon emissions and operation time objectives, and scheme 3 was the optimization result of the model which considered carbon emissions and machining cost objectives. The ranges of the objectives of scheme 2 were (101.27 s, 112.23 s), (
It was clear from Figure 3 that the optimization result obtained in wet cut environment was much better than that obtained in dry cut environment. As tens of Pareto-optimal solutions were obtained in the Pareto-optimal frontier, it was difficult to deeply investigate the influence of cutting fluids on the turning operation. Using the analytic hierarchy process (AHP) method introduced by Saaty, 25 the appropriate solutions could be selected with the priorities of those objectives shown in equation (33)

The values and basic elements of these objectives were given in Figure 3. The CEopt, Topt, and Copt of the solution obtained in wet cut environment were 18.48%, 6.09%, and 7.14%, respectively, less than those obtained in dry cut environment. The CEtool and Ctool were significantly reduced in wet cut environment because the use of cutting fluids prolonged tools’ lifetime. Moreover, larger velocity and feed rate were employed in wet cut environment, which cut down operation time and production cost (Figure 3(b) and (c)). As we could see in Figure 3(a) and (c), the use of cutting fluids caused little carbon emissions and little machining cost but significantly reduced CEopt, Topt, and Copt. Therefore, the use of cutting fluids can significantly reduce environment impacts and machining cost and improve production efficiency in multi-pass turning operations.
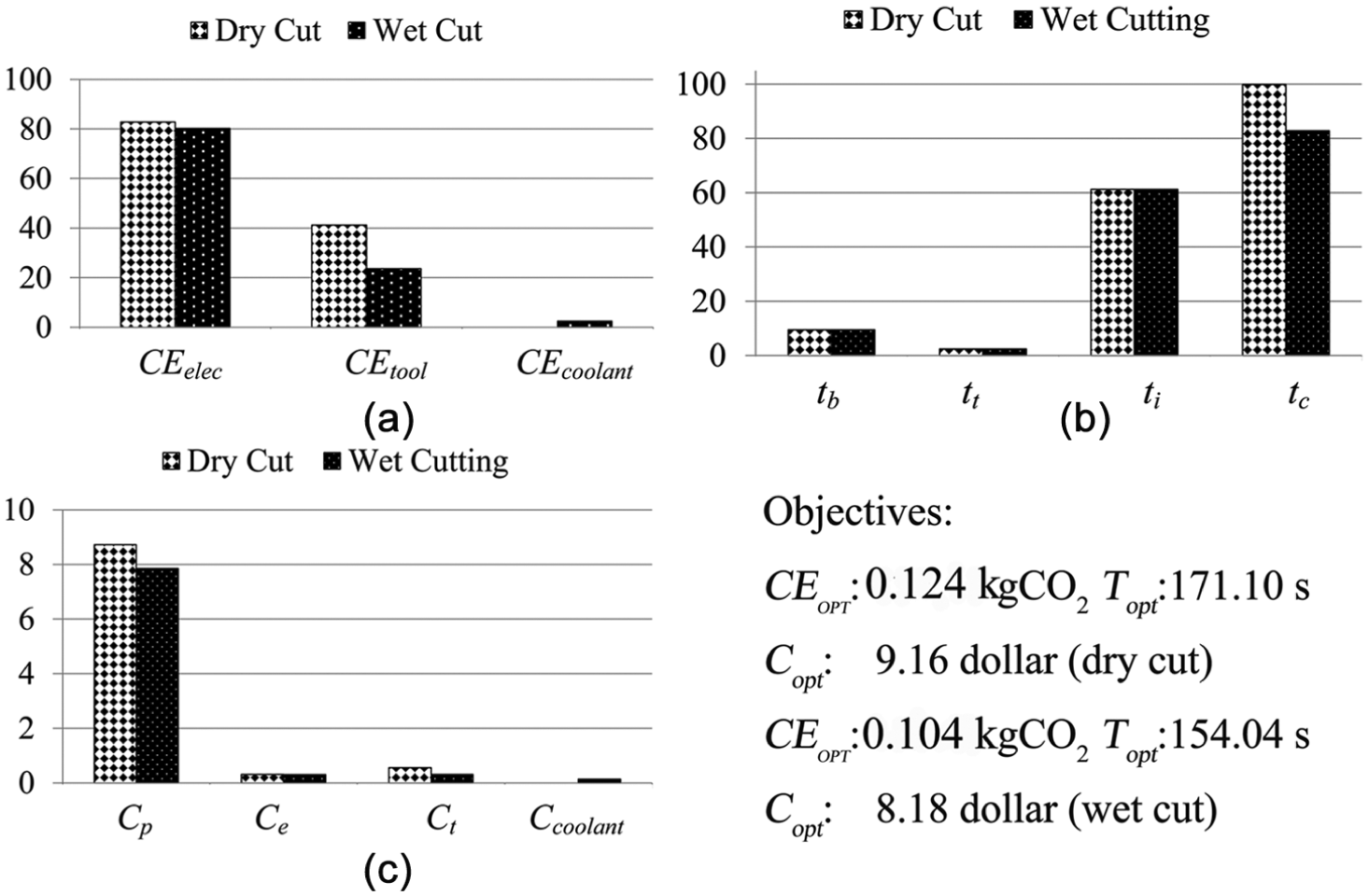
Solutions obtained using AHP method: (a) carbon emissions, (b) operation time, and (c) machining cost.
Conclusion
This study investigated the metal-cutting parameter optimization in multi-pass turning operations using three objectives including carbon emissions, operation time, and machining cost. Then, a direct method was proposed to quantify the carbon emissions during multi-pass turning operations, and metal-cutting parameter optimization models in dry and cut environment were established using an experimental design method. Furthermore, a MOTLBO algorithm was employed to solve the problem. The following conclusions were observed:
CEopt and Topt possessed a trade-off relationship between them, so did CEopt and Copt. However, Topt and Copt did not possess a trade-off relationship between them.
The model considered carbon emissions and operation time objectives and the model which considered all three objectives provided similar optimization results. Therefore, it is simpler and better to use the two-objective model.
Use of cutting fluids caused little carbon emissions and little machining cost but significantly reduced the carbon emissions caused by cutting tools, cutting time, and production cost. Therefore, it was more environment-friendly, low-cost, and efficient to use cutting fluids in the multi-pass turning operation.
There are some interesting directions for future research which come out from this study. First, this work can be extended to consider new cooling techniques, such as minimum quantity lubrication and liquid nitrogen lubrication. Second, this work can be extended to other machining operations, such as milling, drilling, and boring.
Footnotes
Appendix 1
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the State Key Program of National Natural Science of China under Grant (No. 51035001) and National Natural Science Foundation of China (NSFC) under Grant (Nos 51275190 and 51121002).