
Abstract
This study presents a model for the optimization of machining parameters for the minimum energy consumption in a multi-pass turning operation. The model takes into account finishing and roughing passes separately for the energy optimization followed by the dual optimization of the energy functions for a combination of one finishing pass and multiple roughing passes to finish a desired diameter on a cylindrical workpiece. The parametric constraints, tool-life constraints and operational constraints are enforced in the model before optimizing the energy function using non-linear programming. The model is applied to an example case for the optimization. The effects of total-depth-to-be-removed, material removal rate and tool replacement time are evaluated on the optimal parameters for sustainable machining.
Keywords
Introduction
Manufacturing is the key engineering sector to build stronger economies and improve human living standards. Manufacturing processes utilize energy, often the electrical energy, to transform work materials into products, and the energy supplied to a manufacturing process is only partly embodied into the product. The balance of energy is inevitable wasted in the form of heat generated and waste produced. A considerable proportion of the electrical energy available is utilized in the industries of which manufacturing is an important sector. Sustainable manufacturing has become a growing area of interest for manufacturing industries due to the environment conscious regulations imposed by the governments and the environmental protection agencies.
The US Department of Commerce defined sustainable manufacturing as the creation of manufactured products that use processes that are non-polluting, conserve energy and natural resources and are economically sound and safer for employees, communities and consumers. 1 A common definition of sustainability and sustainability development is ‘passing on to the future generations a stock of capital that is at least as big as the one that our own generation inherited from the previous generations’. 2
Energy consumption causes carbon emissions with part of the emissions occurring during manufacturing. In the manufacture of a product, the energy consumed is directly linked to the carbon emission in producing electrical energy for running the manufacturing process. 3 This means the reduction in the energy consumption leads to the reduction in the carbon emission and hence mitigation of the greenhouse effect. Carbon emission is often represented by carbon footprint (CF). Although CF is a decent step towards the environmental consciousness, it is not a sufficient criterion to comprehend the overall environmental impact. This is because CF is related to greenhouse gas emission, mainly carbon dioxide, and there are practical cases where greenhouse gas emission is negligible but still the process leaves a significant negative impact on the environment. 2
According to a survey conducted by US Energy Information Administration (EIA) in year 2011, 31% of the total energy consumption was consumed in industrial sector. 4 Manufacturing comprises a significant proportion of the total industrial sector and is believed to be the area where sustainable energy approach can bring about propitious results.
Sustainable machining
Sustainability in manufacturing is the optimization of the overall efficiency of the company, technologies, processes and products. 5 In its broader sense, the sustainability in manufacturing brings about every element of a manufacturing system under investigation for resource efficiency. The optimization of energy and environmentally associated resources contribute to the ecological and economical effectiveness. Machining is considered as key technology in the manufacture of products, believed to be the most widely applied technology among all the manufacturing technologies and has a significant impact on the growth of global economy.
Machining process is particularly useful due to high-dimensional accuracy achievable on the parts, flexibility of its application and cost-effectiveness in producing limited quantities of the parts. Among manufacturing processes, machining is considered as unique in that it can be used to not only create the new products but also to finish them to final shape. In a typical machining process, the unwanted portion of the workpiece is removed in the form of chips to transform the starting workpiece into the desired shaped product. Machining is classified as subtractive manufacturing process. Being inherently a material removal process, machining can be wasteful in its use of both energy and material. 6 Furthermore, due to coolant employment and waste creation, machining can potentially leave adverse impact on the environment. The waste of energy occurring in machining process can have a considerable impact on the economic orientation of the society. With limited capacity to generate energy against the ever mounting demand for energy consumption in human society, economization of energy use has become an important pillar of sustainability paradigm. Hence, reducing energy in manufacturing is perceived as one of the pronounced leaps towards achieving the sustainability. This approach calls for a profound analysis of the key manufacturing technologies such as machining from energy consideration viewpoint.
Until recently, most of the research study in machining has focused on the innovation and improvement of process capability for short-term profitability. With world now entering an era of energy starvation and environmental consciousness, sustainable manufacturing or more specifically sustainable machining technology is emphasized to be adapted as long-term technological strategy for sustainable development and ultimately survival.
Several initial studies have been reported, which analyse the machining processes from energy viewpoint. Gutowski et al. 7 reported a generalized electrical energy requirement analysis for a variety of manufacturing processes and concluded that energy requirements of a manufacturing process are not constant but variable depending upon the rate of processing. Jawahir and Jayal 8 presented an overview of product and process sustainability evaluation methods and modelling techniques to predict the performance of sustainable machining processes. An important measure in evaluating the performance of manufacturing process is setting the system boundaries so as to include not only the manufacturing process itself but also the production of material and impact on environment for a more compact evaluation of sustainability.6,7
In machining processes, it is possible to model only those sustainability elements, which are deterministic in nature using analytical and numerical techniques. 9 The other sustainability elements are modelled using non-deterministic techniques. 8
The environmental impact of machining process is very high due to creation of hazards through the chip removal and the coolant incineration. 10 The recycling of machining waste is an important measure to mitigate the environmental impact of machining. 11 For some energy-intensive materials, the energy involved in material production can exceed the energy required for machine tool operation. 5 The environmental hazard can be mitigated considerably by employing cryogenic cooling in machining. Cryogenic cooling uses liquid nitrogen, which evaporates during machining and improves the tool life by reducing the coefficient of friction between the tool and chip. 12 Another development in machining is the near-dry machining, which significantly increases the machining performance by reducing the cutting forces, improving the surface finish and tool life. 13
In machining, tool characteristics are vital consideration to determine the sustainability of both the product and process. Marksberry and Jawahir 14 proposed a method to predict tool-life performance for sustainability in near-dry machining by extending a Taylor speed-based dry machining equation. It was reported that the edge radius of the tool leaves a significant effect on surface integrity of the workpiece and hence on the sustainability of the resulting product. 15 Guodong et al. 16 proposed a virtual machining model to quantitatively analyse the sustainability impacts of machining process and determine a better sustainable machining plan in a virtual environment before the actual machining is performed.
The material selection is also notable consideration in reducing the energy consumption in machining. However, the choice for material is dictated by the properties desired by the product, and hence, there is usually a very limited option for using alternative material for improved sustainability. The harder materials offer greater resistance to machining, and hence, energy consumption is inevitably higher. 17
The selection of tool material is also important in sustainable machining. As discussed earlier, the dry machining and higher material removal rates (MRRs) favour the energy sustainability of a machining process; the cutting tool is preferred to be made of a material allowing higher cutting speeds and heat resistance. It has been established that coefficient of friction between the tool and chip is reduced considerably if a coated cutting tool is used. Consequently, energy consumed in overcoming friction is reduced and the machining process is more energy efficient.18,19 In high-speed machining, the cutting temperature does not increase beyond a certain limit even if the cutting speed continues to increase but the cutting force is reduced due to softening of the work material. 20 Hence, high-speed machining with coated cutting tool under dry or near-dry conditions is considered as key approach to reduce the specific cutting energy requirements in machining process accompanied by a benign effect on the environment.
It was also established that only a small fraction of total energy requirement of a machining system is accounted for actual machining, and the dominant share of energy consumed is used in the start-up and running the supporting equipment.7,21 The fraction of energy consumed in actual machining becomes even smaller at lower MRRs. These analyses suggest that the energy required in a machining process can be reduced by designing energy efficient support equipment and removing the material at high rate.
Energy optimization of machining operations
In most of the study reported in the literature, the major emphasis has been on highlighting the more general overview of the energy in machining processes. Some studies have focused on developing cryogenic coolant system in machining processes. Furthermore, these studies are based on energy analysis of general turning or milling process or a single-pass turning process. 17 In practical situation, it is often not feasible to finish a desired shape on the workpiece in one pass. In most cases in industrial sector, the workpiece is desired to be machined to the final shape in multiple passes. In such practical cases, one or more roughing passes are performed first to remove the bulk of material from the workpiece. The roughing pass(es) is often followed by one finishing pass to achieve the desired level of surface finish on the final shape of the workpiece. To the knowledge of the authors, there is no study reported in the literature until now, which provides a comprehensive optimization model for sustainable energy considering the multi-pass turning process to offer a complete solution to the practical cases of machining.
This study presents a comprehensive model to optimize machining parameters for minimum energy consumption in a multi-pass turning process taking into account the practical constraints encompassing machine tool capability, tool replacement time and feasible range of parametric values. In this way, a complete solution from sustainable energy viewpoint is proposed for a multi-pass turning process under practical constraints.
Energy-based model for turning
In the literature reviewed in the aforementioned sections, there are several approaches proposed to improve the sustainability of machining processes. However, most of these approaches revolve around minimization of coolant use or using innovative coolant systems. But for a given machine tool system, where redesign of supporting equipment for low-energy consumption is not possible due to restriction on machine tool design modifications. Furthermore, it is not always possible to eliminate the use of coolant especially in cutting of difficult-to-machine alloys where the frequency of cutting tool failure is likely to rise significantly if the use of coolant is eliminated. Also, the use of cryogenic liquids is not always feasible on a large scale as liquefaction process of the nitrogen or other non-reacting gases itself is an energy-driven process.
It is therefore of utmost importance to optimize the machining process under given conditions and constraints for the minimization of the energy consumption by operating the process at optimal parameters. Currently, the turning process has not been optimized in broader sense for energy consumption. The available optimization approaches revolve around more general aspect of optimization and cover single-pass turning operation only. However, it is impractical in most of the cases to finish the desired shape on a workpiece in one pass. Furthermore, there are different constraints on the surface roughness requirement in finishing and roughing pass in addition to the operational and parametric constraints arising from the machine tool capability and stiffness.
It has already been established that in order to optimize the machining parameters for minimum cost, the total cost of machining is differentiated with respect to most dominant parameter for tool life, that is, velocity, and then the optimal tool life is calculated for the minimum cost followed by the determination of optimal parametric values.22,23 A similar approach has been proposed for minimum energy approach. 17 The model proposed here takes into account practical constraints dictated by the operation, tool-life and parametric limitations for a turning process in a broader sense.
The overall energy consumed in a machining process can be categorized into four constituent energies in a single pass operation 17
Machining energy
This is the energy consumed in the real machining process per unit piece and is the energy consumed in powering the machine modules and actual energy consumed in material removal 7
where
The machining time is the time consumed in one finishing pass and n roughing passes, that is 23
where
In turning operation, the machining time can be calculated as 24
where D is the diameter (mm) of the workpiece, L is the machining length (mm) and
And hence, equation (3) can be written as follows
Hence
Machine idle energy per unit piece
As mentioned earlier, in idle state, the energy spent is equal to the energy required to power the machine modules and in this state machine spindle is assumed to be stationary
where
Again it can be subdivided into one finishing and
where
Hence
Energy for tool replacement per unit piece
The tool is replaced when the machine tool modules are on but spindle is switched off. For turning process, Shaw
26
reported that the tool replacement time per piece is the product of tool replacement time per edge
Hence, energy consumed during tool replacement,
Tool energy per unit piece
Here, Et is defined as the energy footprint of the tool per edge per piece and represents the energy embodied into the tool, the energy consumed in the manufacture of the tool and the energy consumed in any secondary operation such as coating 17
where
Total energy consumed
The total energy represented by equation (1) consumed in machining per piece is given by combining the four aforementioned energy equations (7) and (10)–(12)
where
Optimization approach
The objective is to minimize the energy consumed in the machining process. To achieve this objective, first, an optimal tool life is for the minimum energy consumption determined by differentiating the total energy consumption equation followed by the total energy consumed and the parametric values corresponding to the minimum energy consumption.
The tool life in a turning operation can be given as a function of cutting speed, feedrate and depth of cut as 27
Here, we assume that the tool life in roughing and finishing are the same for simplification of calculation as well as this is more practical approach. Practically, the same tool is used for finishing and roughing with only process parameters being different. This means as soon as the tool reaches its life limit for any of the two processes (finishing or roughing), the tool must be replaced with a new one, and hence, the assumption of having identical tool life in finishing and roughing is valid. Hence
To optimize the turning process for minimum energy consumption, the optimal tool life is determined by differentiating equation (13) with respect to cutting velocity and equating the resultant to 0, that is,
For finishing pass
By substituting the value of
Now differentiating equation (20) with respect to cutting velocity and equating to 0
By solving further, equation (21) reduces to
The left-hand side of equation (22) is equal to tool-life equation and hence
Similarly, for roughing pass (as the tool life is identical)
It follows from equation (24) that the optimum tool life depends only on the velocity exponent in tool-life equation, machine idle power, tool energy footprint and tool change time. This equation for an individual cut is identical to the equation for single pass turning operation for a given depth of cut. 17 However, in multi-pass turning operation, the number of passes required to finish a certain diameter on a cylindrical workpiece makes the difference in the parametric optimization scheme, which is addressed in this study.
Constraints
The typical constraints in a machining process are presented in the reported literatures, which are widely acceptable. 23 The same are applied here and the details are mentioned in the following.
Finishing pass constraints
The constraints applied on finishing pass are described in the following.
Parametric constraints
The parametric constraints for finishing pass are given as follows



Tool-life constraints
Surface finish constraints
If
Cutting force constraints
Cutting power constraints
Roughing pass constraints
The constraints applied on roughing pass are described in the following.
Parametric constraints



Tool-life constraints
Surface finish constraints
If
Cutting force constraints
Cutting power constraints
Roughing and finishing pass mutual relationship
The sum of depth of cut for one finishing pass and all roughing passes (nr) must be equal to the total-depth-to-be-removed, dt, that is
Model solution
Based on the nature of problem stated, non-linear programming is used for solving this model. The objective function is to minimize the dual energy function represented by equation (14) and find the optimum values of
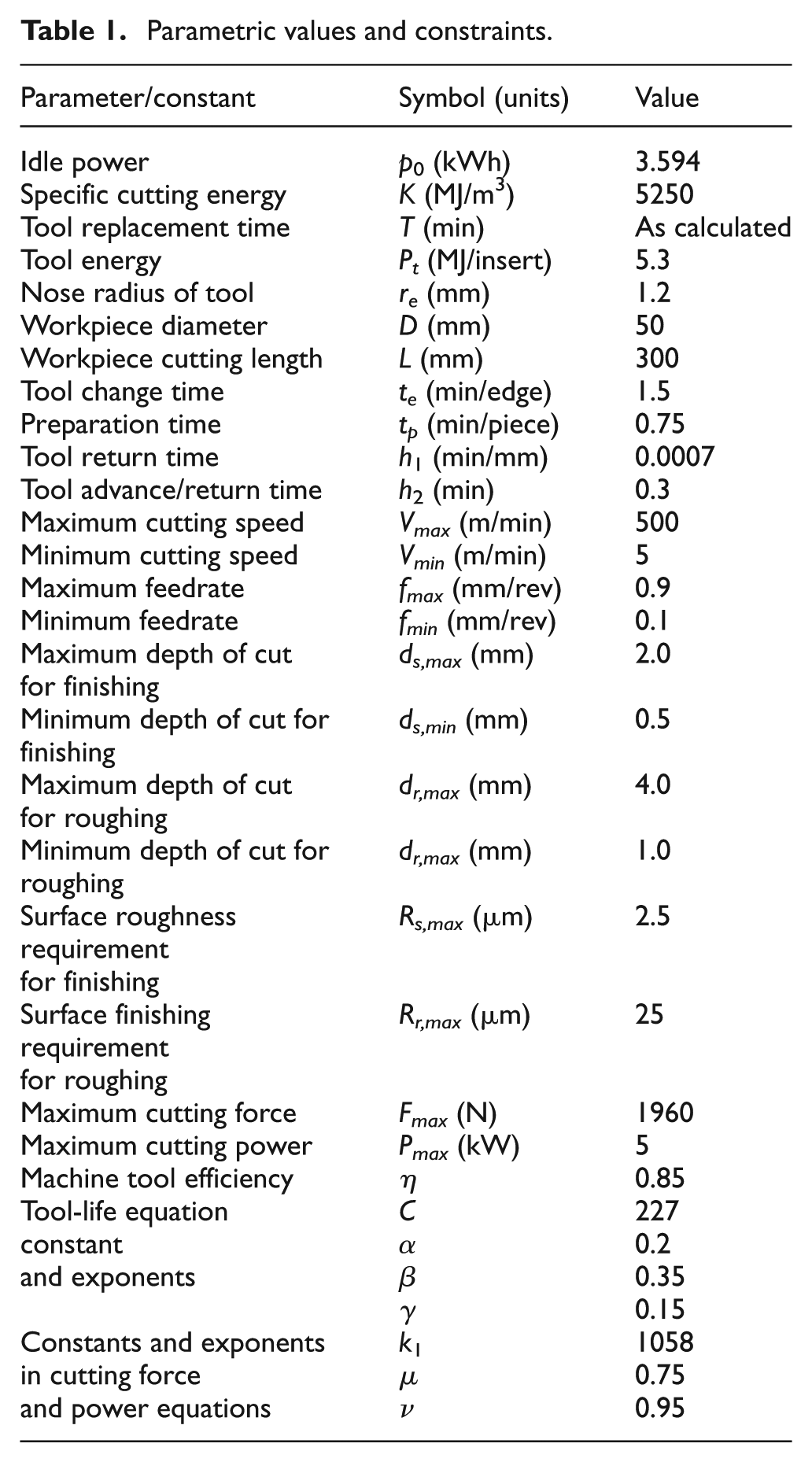
The data and parametric constraints considered in this study are widely valid for a variety of turning processes. 23 Some other authors, in the past, have used these data and parametric constraints to validate their machining cost models.25,28 The same applicable data and parametric constraints are considered in our study for validation of presented model as the major emphasis is on providing the methodology and approach. Gutowski et al. 7 have reported the typical electrical requirements of a turning machine when not in a cutting state, that is, p0. The specific cutting energy of alloy steel is available in the literature, and its values remain reasonable constant within the operating window of the range of feedrate considered in this study. The specific cutting energy is reported for a variety of practical materials in Geoffrey and Winston. 29 The data considered are depicted in Table 1. The non-linear programming software LINGO is used for generating the solutions by solving the individual and dual energy functions.
Parametric values and constraints.
Using the known values of all factors in the optimal tool-life equation (24), the optimal tool life, for both finishing and roughing pass, comes out to be
It is important to mention here that optimum tool life for minimum cost criteria using the same constraints comes out to be
For finishing pass
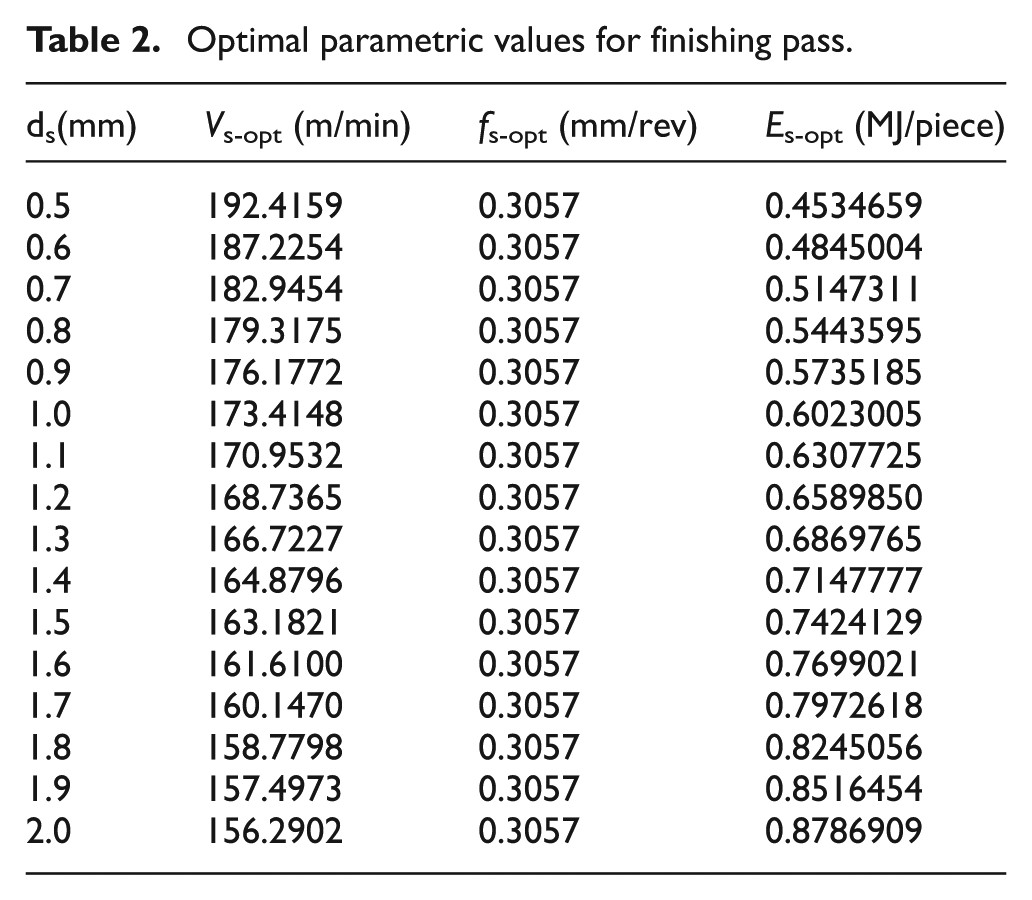
Having applied all the relevant constraints, the optimal values of parameters for finishing pass alone are obtained by solving equation (15) using LINGO software. The optimal values of the parameters obtained are given in Table 2.
Optimal parametric values for finishing pass.
For roughing pass
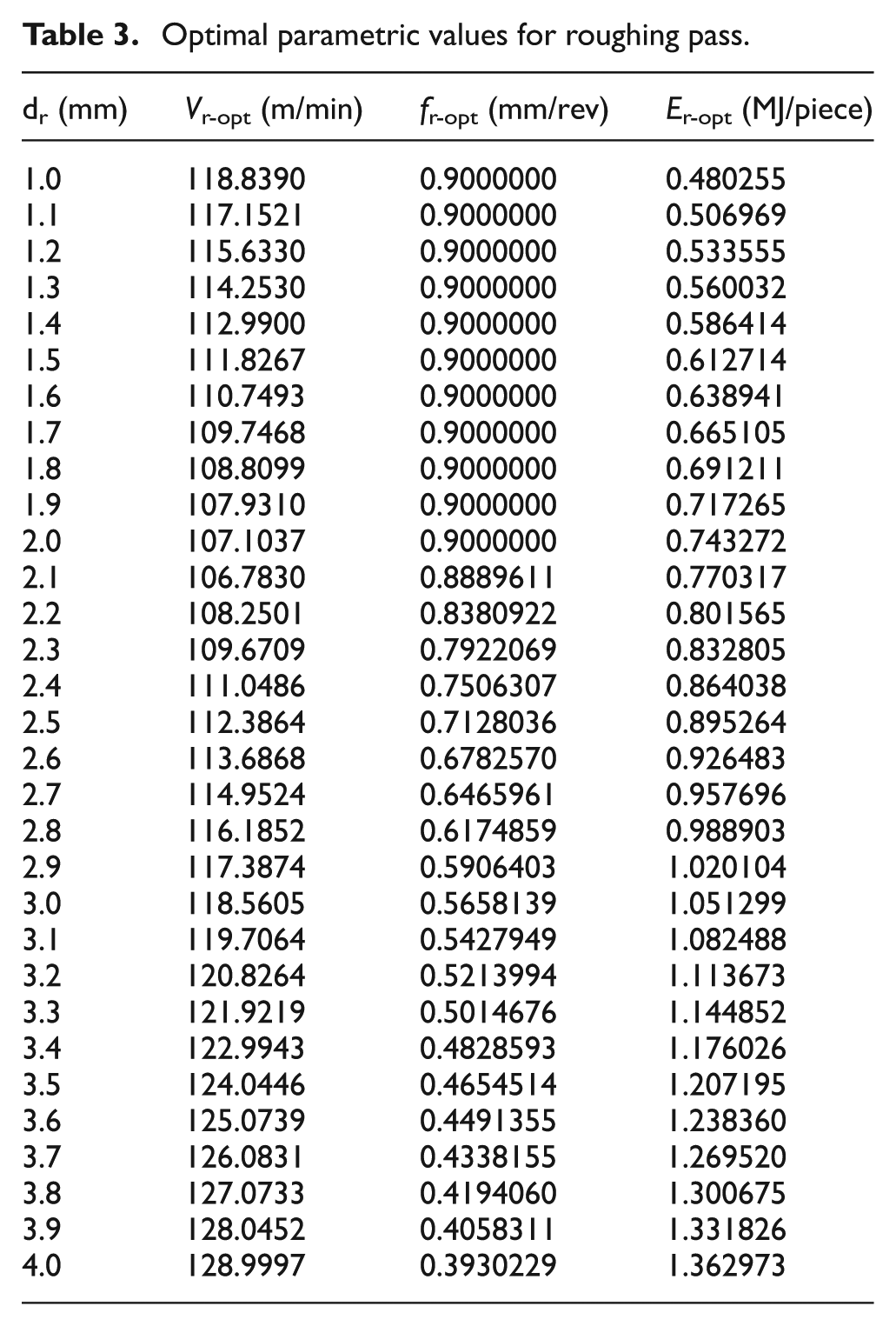
Having applied all the relevant constraints, the optimal values of parameters for roughing pass alone are calculated by solving equation (16) using the software LINGO, and the values are given in Table 3.
Optimal parametric values for roughing pass.
For multi-passes
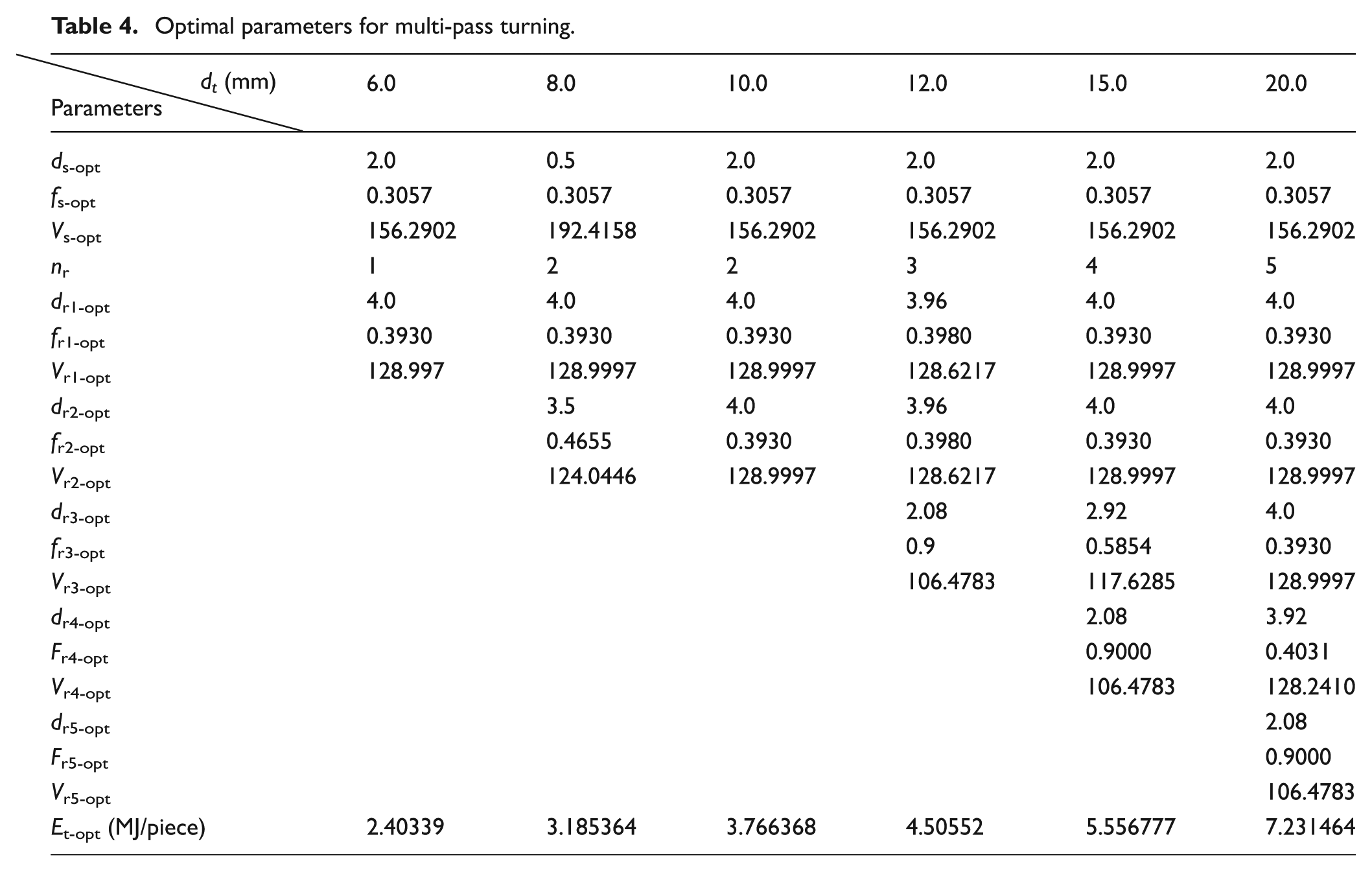
The complete solution giving the optimal values of all the turning parameters including number of rough passes required and the optimal value of energy consumed for different total-depth-to-be-removed
Optimal parameters for multi-pass turning
Discussion on results
Finishing pass
The model for finishing pass is solved by non-linear programming using software LINGO. The optimum values of energy consumed within the allowed range of depth of cut are given in Table 2. This table also shows the optimal values of cutting velocity Vs-opt and feedrate fs-opt at each instant of depth of cut. An increment of 0.1 mm has been used in the depth of cut values for the illustration purpose. The non-linear programming model can be solved for any small increment or decimal points in depth of cut value, which is programmable on the computer numerical control (CNC) machine tool depending upon the resolution and positioning accuracy of the machine tool. It follows from this table that optimal value of feedrate is governed by the constraint arising from surface roughness requirement and hence it stays constant. A relax constraint for surface roughness would also allow variation in the optimal value of the feedrate as we see in roughing pass case. It follows from plot in Figure 1 that Vs-opt decreases as a power function of depth of cut with increase in depth of cut in finishing pass. This is because the feedrate is fixed due to surface roughness as discussed earlier in addition to all other factors, which remain constant in optimal energy equation. Hence, for example, under consideration under the given set of constraints and conditions, the optimal velocity is the decreasing power function of depth of cut with exponent equal to the depth of cut exponent considered in tool-life equation. The plot in Figure 1 also shows the variation in optimal energy, Es-opt with depth of cut in a finishing pass and it is noted that Es-opt increases with increase in depth of cut due to increase in MRR enabled by increasing depth of cut.
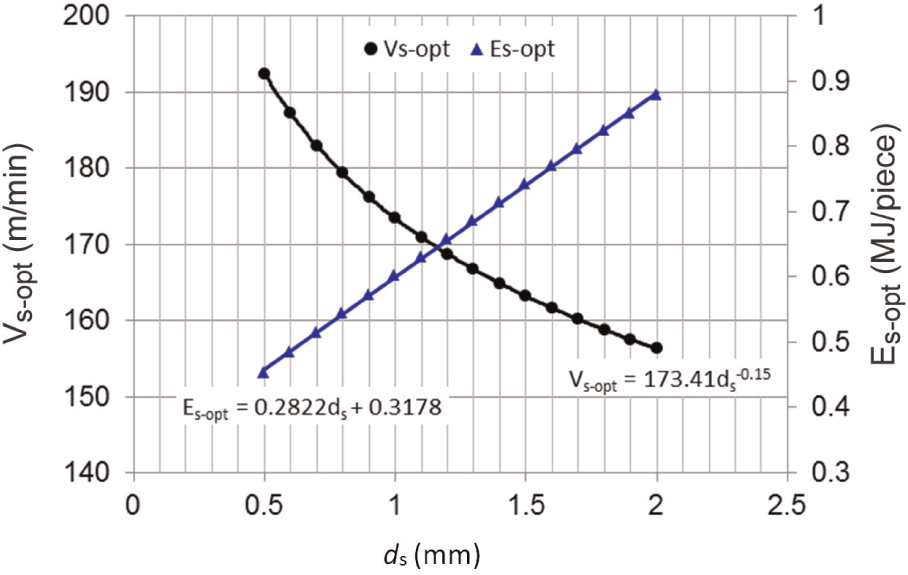
Variation of optimal parameters with depth of cut in finishing pass
Another interesting scenario is the analysis of overall specific energy (OSE) in finishing, Eos-s, variation with total material removed at corresponding depth of cut in finishing pass. The term Eos-s is different from optimal energy in way that it is obtained by dividing the optimal energy at each depth of cut by the total amount of material removed at the corresponding depth of cut in finishing pass. Hence, Eos-s also involves the energy consumed by non-cutting modules of the machine tool and is, therefore, also different from specific energy of the material, which takes into account purely the rate of energy consumed in the cutting operation divided by the MRR. It is significant to note that Eos-s is decreasing with rate of material removal enabled by increase in depth of cut in finishing pass, as shown in Figure 2, which plots both Eos-s and MRR at different values of depth of cut in finishing pass. This is because removing material at a higher rate decreasing the machining time, which means the non-cutting modules (which makes a significant proportion of total energy consumed) will be accounted for a shorter time, and the overall energy consumed in the process is lower than that occurring at lower MRR. This explains although variable part of energy consumption increases with depth of cut, the dividend arising from reducing the constant part of the overall energy consumption by completing the machining in shorter times is more dominant.
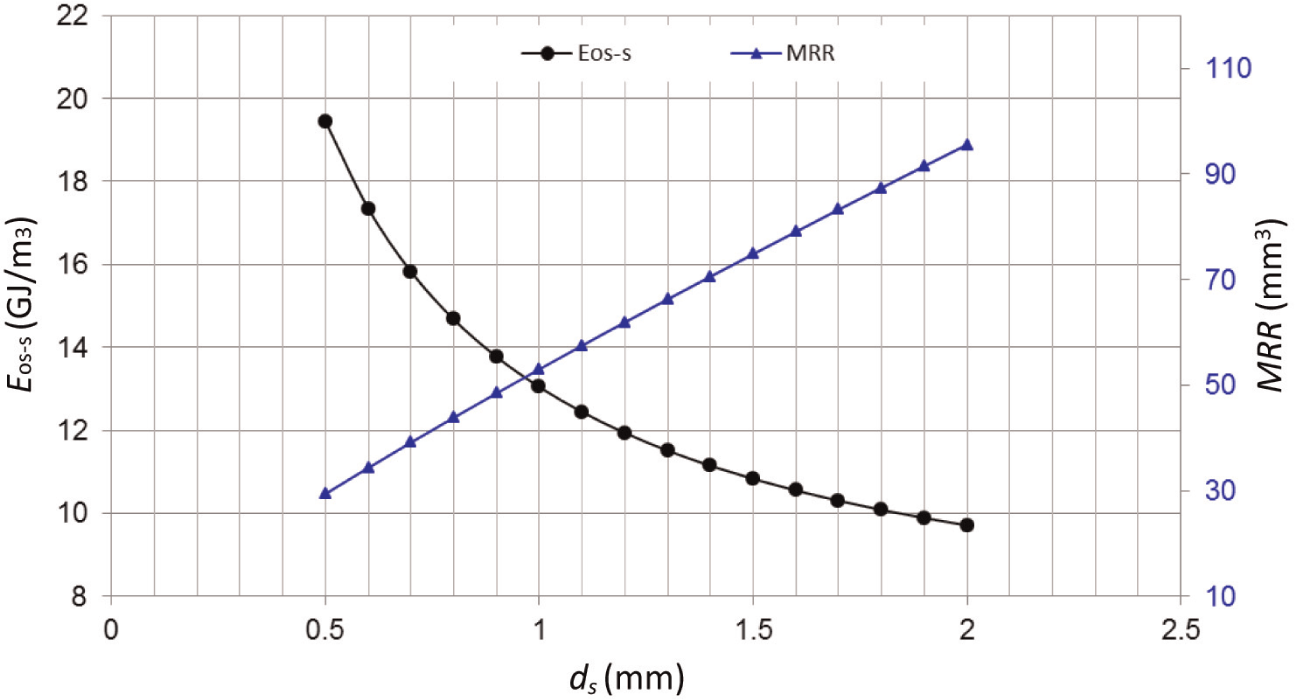
Variation of optimal specific energy and optimal material removal rate with depth of cut in finishing pass.
Roughing pass
Besides for finishing pass, the roughing pass problem is also solved by non-linear programming using the software LINGO, and the optimal values of cutting velocity and feedrate are depicted in Table 4 within the permissible range of depth of cut and other constraints. It follows from the plot that the optimal cutting velocity first decreases as a power function of depth of cut in roughing with the same exponent used in tool-life equation. This decreasing relationship exists only within a certain bound of depth of cut ranging from 1.0 to 2.0 mm. From depth of cut value of 2.1 mm onwards, the optimal cutting velocity, Vr-opt, increases sharply. The first part of optimal velocity and depth of cut relationship is similar to finishing pass due to a constant optimal feedrate fr-opt, existing within this range of depth of cut, which renders the optimal cutting velocity variation governed by depth of cut in roughing, and hence, the power exponent is equal to the exponent for depth in tool-life equation, as plotted and shown in Figure 3. This region is also explained in another way. That is, within a given bound of MRR at a given depth of cut, the increase in MRR is achieved by maximizing the feedrate rather than cutting velocity as tool life is more sensitive to the cutting velocity than the feedrate. Hence, in this way, the model tends to economize the tool life. This maximization of feedrate is determined by the most dominant constraint on the feedrate, which is the surface roughness in our case. Once, the feedrate is increased beyond a certain limit, increase in MRR is not permissible by increasing feedrate as feedrate has already been increased to the value allowed by the most dominant constraint on feedrate. Hence, further increase in MRR in roughing pass must be achieved by increasing the cutting velocity alone, which means feedrate is to be adjusted to a new value (lower than the maximum permissible) to get the optimal tool life with respect to the minimum energy consumption and so as to get the optimal energy consumed. That is why when cutting velocity initiates an upward surge in the plot, the feedrate starts decreasing from the same point onwards. Since now both optimal cutting velocity and optimal feedrate are being varied iteratively at a given depth of cut in roughing pass, the further variation or trend of plot is no more governed by the cutting depth exponent in tool-life equation rather it is governed by an iteratively optimized function. Furthermore, the optimal energy consumed Er-opt increases linearly with increase in depth of cut in roughing pass similar to that in finishing pass and this is depicted in Figure 4.
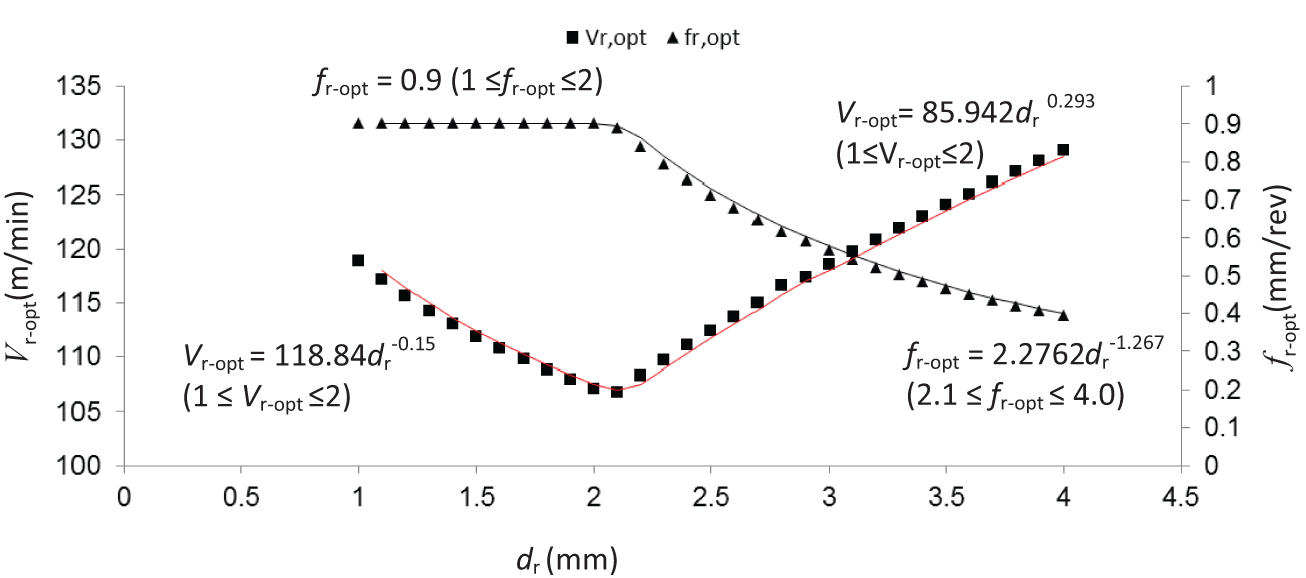
Variation of optimal parameters with depth of cut in roughing pass.
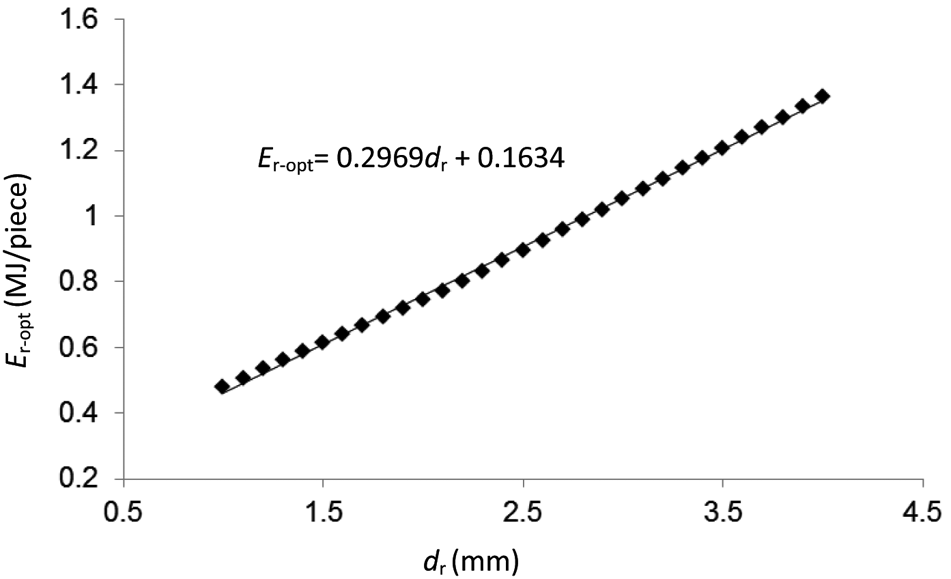
Variation of optimal specific energy with depth of cut in roughing pass.
The plot in Figure 5 shows the variation of OSE for roughing pass Eos-r. It follows that Eos-r decreases sharply with MRR up to certain level, and then it almost flattens with very little further decrease. This refers to the fact that above a certain critical depth of cut in roughing, both MRR and Eos-r settle to the reasonably stable values.
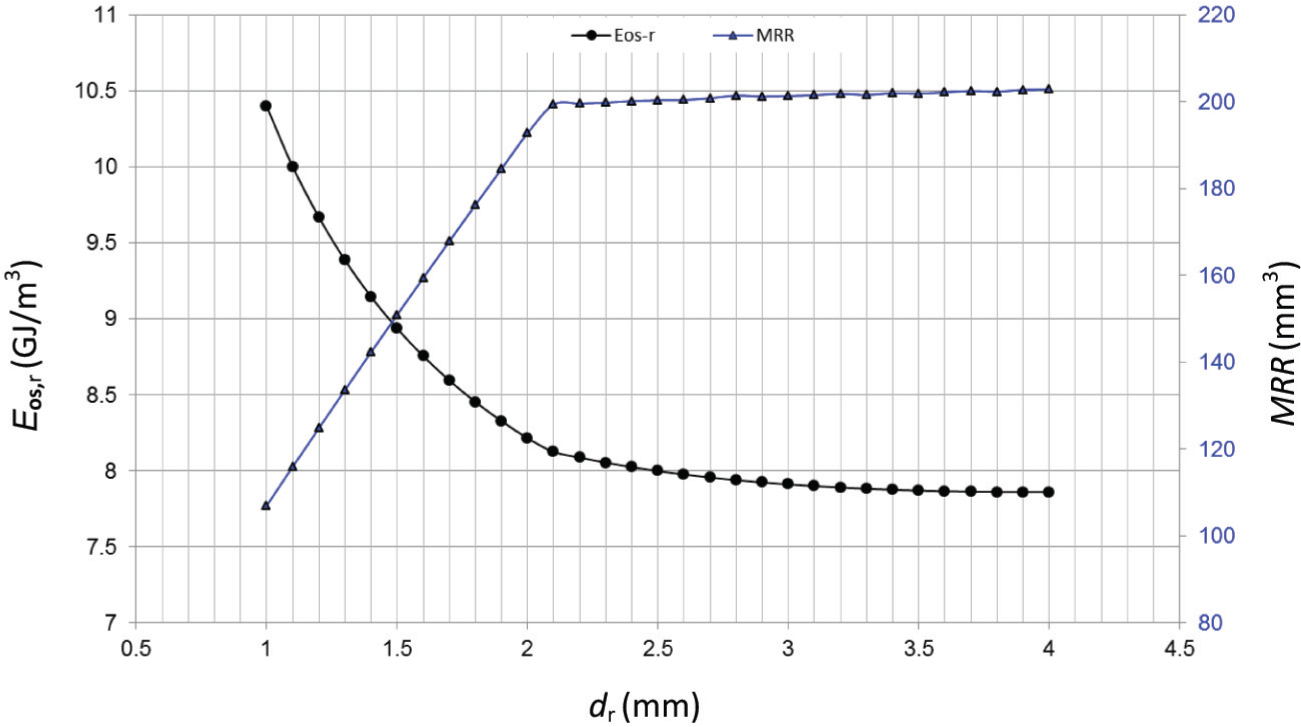
Variation of optimal specific energy and optimal material removal rate with depth of cut in roughing.
Overall turning operation
The overall turning operation is based on the hypothesis of one finishing pass and one or more roughing pass(es). The non-linear programming gives a combination of one finishing pass and one or more roughing passes for optimum energy consumption in the overall operation to remove a given depth of material.
In Figure 6, OSE for the overall turning process, Eos-t, is plotted for different values of material depth to be removed (dt). The graph shows that Eos-t increases with increase in dt. This is because the number of roughing passes or number of overall passes is also increasing as the dt increases, which means after performing first roughing pass, the diameter of the workpiece reduces and an equivalent depth of cut in roughing will now remove less material from a reduced diameter workpiece. Hence, Eos-t will increase as the same amount of energy consumed is accounted for less material removal. Hence, the Eos-t is always like to rise with increase in number of overall passes.
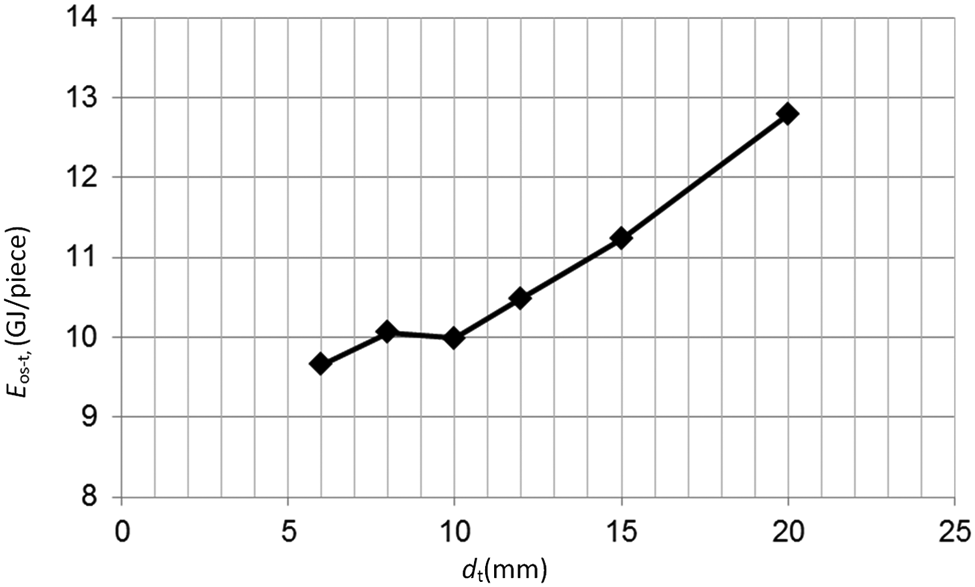
Variation of overall optimal specific energy with total-depth-to-be-removed in roughing pass.
An interesting observation is that as d t = 10.0 mm, Eos-t is less than Eos-t at d t = 8.0 mm. This is because, in both cases, the total number of passes required to finish the workpiece is the same. However, in the case of d t = 10.0 mm, based on plot in Figure 6, the combination of three overall passes is such that it accounts for the minimum energy consumed in each of these passes. But in the case of d t = 8.0 mm, due to less material to be removed, the combination of three passes cannot be the same as in d t = 8.0 mm and hence Eos-t for d t = 10.0 mm is slightly less than that for d t = 8.0 mm. It is concluded from this observation that the total-depth-to-be-removed has a dominant effect on Eos-t in turning where equal numbers of total passes are required to complete the machining process.
Effect of tool replacement time
Since the model presented here is based upon the optimal tool-life criteria for the minimum energy consumption, the determination of the effect of tool replacement time serves two purposes; it verifies the best tool replacement time for the minimum energy consumption in the turning process, and it also provides an insight into the variation in the minimum energy consumed if a different tool replacement time constraints were to be implemented. Due to practical constraint such as inability of the cutting tool to produce a desired minimum level of surface roughness after a certain machining time despite the flank wear is less than the standard value adopted for the determination of the cutting tool life. This is a very practical consideration when a very low value of surface roughness is desired in the finishing pass. Depending upon the surface finish requirement in the finishing pass, a certain tool replacement time can be enforced as a constraint on the standard tool life calculated by the minimum energy criteria. In some cases, a preventive tool replacement strategy is implemented where a tool is planned to be replaced before the optimal tool life to avoid any risk of part rejection due to failure to produce the desired finish on the part by the tool having reached very close to its life.
The plot in Figure 7 shows the effect of tool replacement time on the optimal energy Es-opt in finishing pass at two given depth of cuts. The plot verifies that minima of the curves occur at Ts = 30.779 min, which is the unconstrained tool life obtained from the minimum energy criteria. It follows from the plot that the optimal energy increases on both ends of the unconstrained tool life. However, the optimal energy increases much steeper if the tool is replaced earlier than the unconstrained tool replacement time compared to that if the tool is replaced after the unconstrained too-life. This refers to the fact that super finishing process tends to consume more unit energy than the coarser or rougher process.
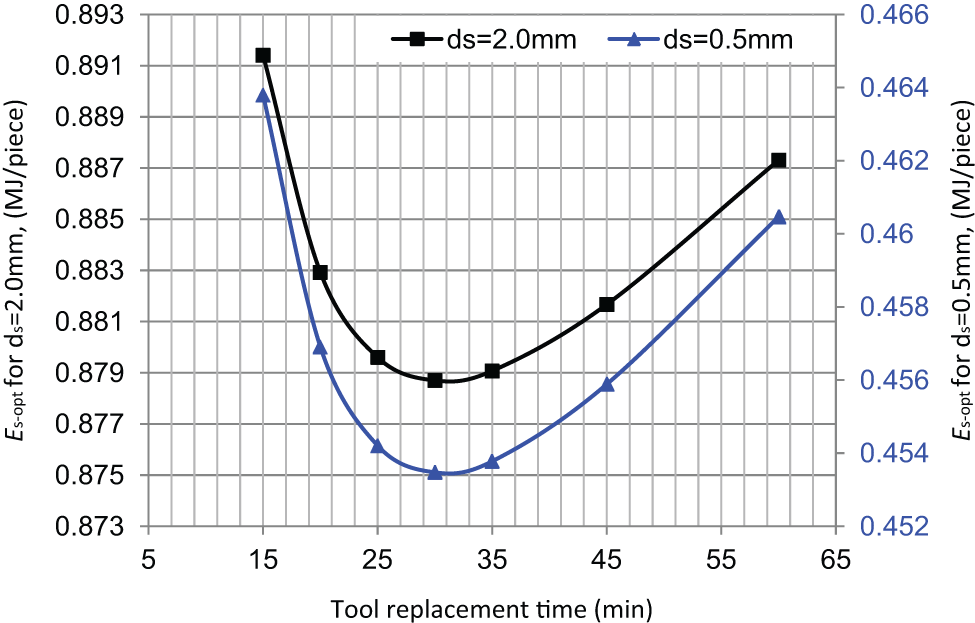
Effect of tool replacement time on the optimal specific energy in finishing pass.
Conclusion
In this study, a comprehensive model has been presented to optimize the machining parameters in a multi-pass turning operation for minimal energy consumption considering the practical constraints. The following conclusions are drawn from this study:
In finishing pass, the optimal cutting velocity decreases as a power function of depth of cut.
For finishing process, the OSEs decreases and the optimal MRR increases with increase in depth of cut.
In finishing pass, the removal of material at a higher rate decreases the energy consumed by the machine modules (the constant part of overall energy) due to decreased machining time, which, in turn, decreases the overall specific cutting energy.
In roughing process, the optimal cutting velocity decreases up to a certain threshold value of depth of cut and then increases. The threshold value is governed by the most dominant parametric constraint imposed.
In roughing process, the optimal feedrate remains constant up to a certain threshold value of depth of cut and then decreases.
In roughing process, the optimal specific cutting energy decreases up to a certain threshold value of depth of cut and then tends to remain reasonably constant with further increase in depth of cut.
In roughing process, the optimal MRR increases up to a certain threshold value of depth of cut and then tends to remain reasonably constant with further increase in depth of cut.
In multi-pass turning operation, the overall specific cutting energy is less for higher total-depth-to-be-removed if the optimal number of passes is equal.
Footnotes
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.