
Abstract
In this research, effect of physical vapor deposition–coated (TiAlN–TiN) carbide inserts with various edge preparations (cutting edge radius) and rake angles on cutting forces and temperature is studied at different cutting parameters for the interrupted machining of Ti6Al4V. It is noted that with the increase of edge radius, cutting and feed forces as well as temperature increase, and the effect on the feed force is more significant. Similarly, forces and temperature are measured for three different rake angles at two different feed rates keeping all other parameters constant. Forces and temperature show a decreasing trend with increasing rake angle. A comparison of the machining performance of Ti5553 and Ti6Al4V is also presented. Ti5553 alloy shows higher temperature as compared with Ti6Al4V at all cutting parameters because of its high hardness and strength attained due to the higher concentration of β stabilizers (Mo and V). Results of this research would be helpful for the tool manufacturers in designing novel geometries for coated cutting tools, used to machine wide range of α/β and β titanium alloys.
Keywords
Introduction
In recent years, titanium alloys have attracted attention of many researchers and engineers as promising aerospace structural materials because of their high strength, low density, high strength/density ratio, and good corrosion resistance. However, their high strength at high temperatures, small modulus of elasticity, stumpy thermal conductivity, and high reactive character toward almost all tool materials make them challenging to cut.1–3 Cutting tools with superior hardness and wear resistance, high strength and toughness, and thermal stability are therefore required when machining such difficult-to-machine alloys, with a recent trend toward coated carbide systems. 4
Ti6Al4V, an α/β titanium alloy, has been studied extensively because of its admirable specific strength and good corrosion resistance. Another titanium alloy, Ti5553, a metastable beta (β) titanium alloy, provides the best combination of the desired mechanical properties. This makes Ti5553 a potential material for the advanced aerospace applications. Ti5553 alloy is appreciably more difficult to cut than Ti6Al4V alloy because of phase compositions.5–7
Interrupted cutting has been increasingly used in the industry for generating good quality complex sculptured surfaces. Tool wear is generally more severe due to the intermittent machining. The interrupted cutting confines the cutting speed and hence productivity. 8 Literature to date has shown that limited work has been carried out to analyze the consequence of machining process variables on interrupted cutting of titanium alloys, especially β titanium alloys.
In this novel work, effect of physical vapor deposition (PVD)–coated (TiAlN–TiN) carbide inserts with various edge preparations (cutting edge radius) and rake angles on cutting forces and temperature was investigated at different cutting parameters for the interrupted cutting of titanium alloys.
Experimental procedure
Workpiece material
Table 1 shows categorization of the analyzed alloys. High mechanical properties of Ti5553 titanium alloy as compared with the mill annealed Ti6Al4V alloy can be observed from Table 1. This is due to the presence of higher concentration of β stabilizers (Mo and V)5,6 in Ti5553 alloy.
Chemical composition along with mechanical properties for the titanium alloys.
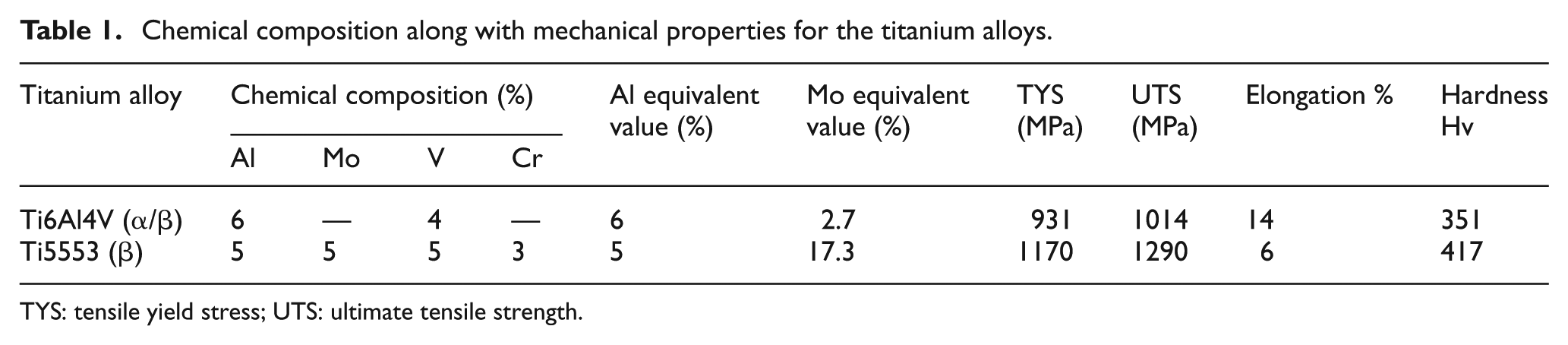
TYS: tensile yield stress; UTS: ultimate tensile strength.
Machining arrangement
Orthogonal dry interrupted machining was carried out on a Lagun vertical computer numerical control (CNC) machining center. Orthogonal tests of 5-s duration were conducted. Tests conducted for Ti6Al4V were involving three different cutting edge radius (15, 30, and 60 µm), three different rake angles (0°, 15°, and 30°), two feed rates (0.1 and 0.15 mm/rev), and fixed cutting speed (40 m/min). While for comparing Ti6Al4V and Ti5553 machining performance, tests were conducted at two feed rate values (0.1 and 0.15 mm/rev) and at two cutting speeds (40 and 70 m/min) keeping cutting edge radius and rake angle at constant value of 15 µm and 15°, respectively. Repetitions for the experiments were conceded to determine the uncertainty in results. The cutting parameters were chosen by taking into consideration the cutting tool manufacturer’s recommendations and literature survey. To perform the required job, the workpieces were rotated in the spindle of the CNC machining center and then moved toward the fixed cutting tool (Figure 1). All the alloys were machined keeping depth of cut constant.
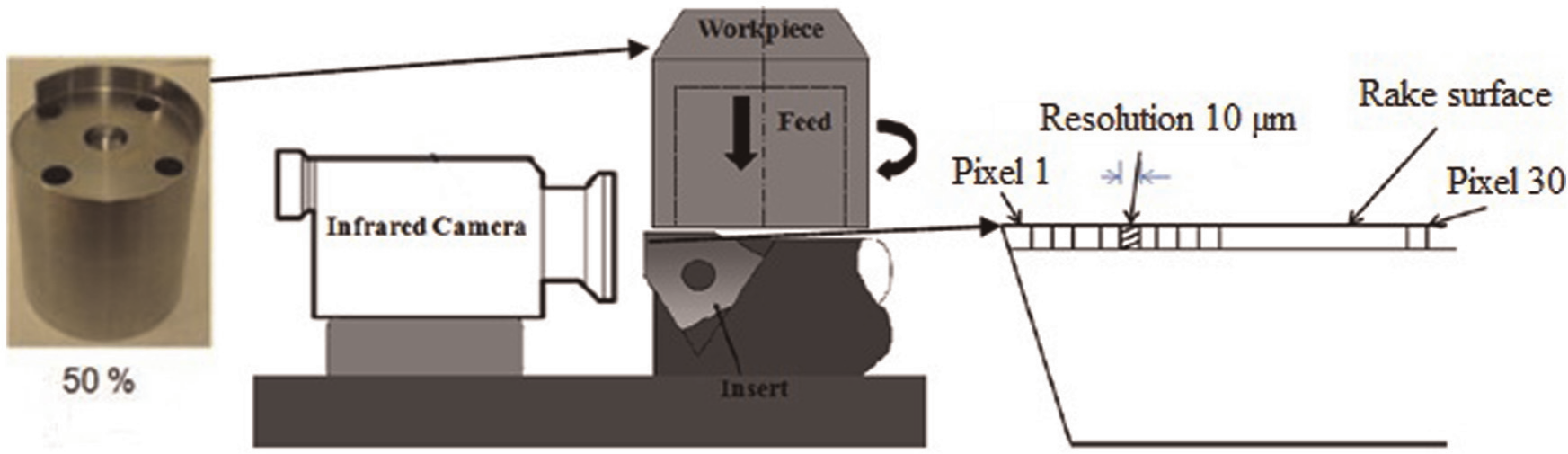
Schematic diagram showing temperature measurement during interrupted machining.
In this work, tools consisted of PVD-coated (TiAlN–TiN) carbide inserts (ISO TPUN160308 F40M) were used.
Details of the force and temperature measurement by Kistler dynamometer and Flir thermal imaging system, respectively, have been presented in detail elsewhere. 3
Results and discussion
Ti6Al4V alloy
While cutting titanium alloys, geometry of tool plays a substantial role in determining tool life. Experimental data on different titanium alloys at various cutting parameters have been developed, 9 but very limited data are available on the interrupted machining of these hard-to-machine alloys.
Effect of cutting tool edge radius
Results of the forces against cutting edge radius are shown in Figure 2(a). High values of cutting forces are observed at large edge radius. This is expected because the tool becomes blunt at large tool edge radius, and the tool needs higher forces for material shearing. 10 The feed rate has a more significant impact on feed forces as compared to cutting forces. At high feed rate, the cutting edge radius influence on forces is nonlinear for its small value (15–30 µm). For large value of cutting edge radius (30–60 µm), linear relation between forces and cutting edge radius can be observed. Cutting edge radius seems to have more effect on feed forces than cutting forces. Similar results were reported by Wyen and Wegener 11 in the continuous cutting of the Ti6Al4V alloy using tungsten carbide tools with different cutting edge radius (10, 20, 30, 40, and 50 µm) particularly at cutting speed = 70 m/min. From Figure 2(a), it is observed that by increasing the value of edge radius by four times (15–60 µm), the feed force value gets doubled irrespective of the feed rate.
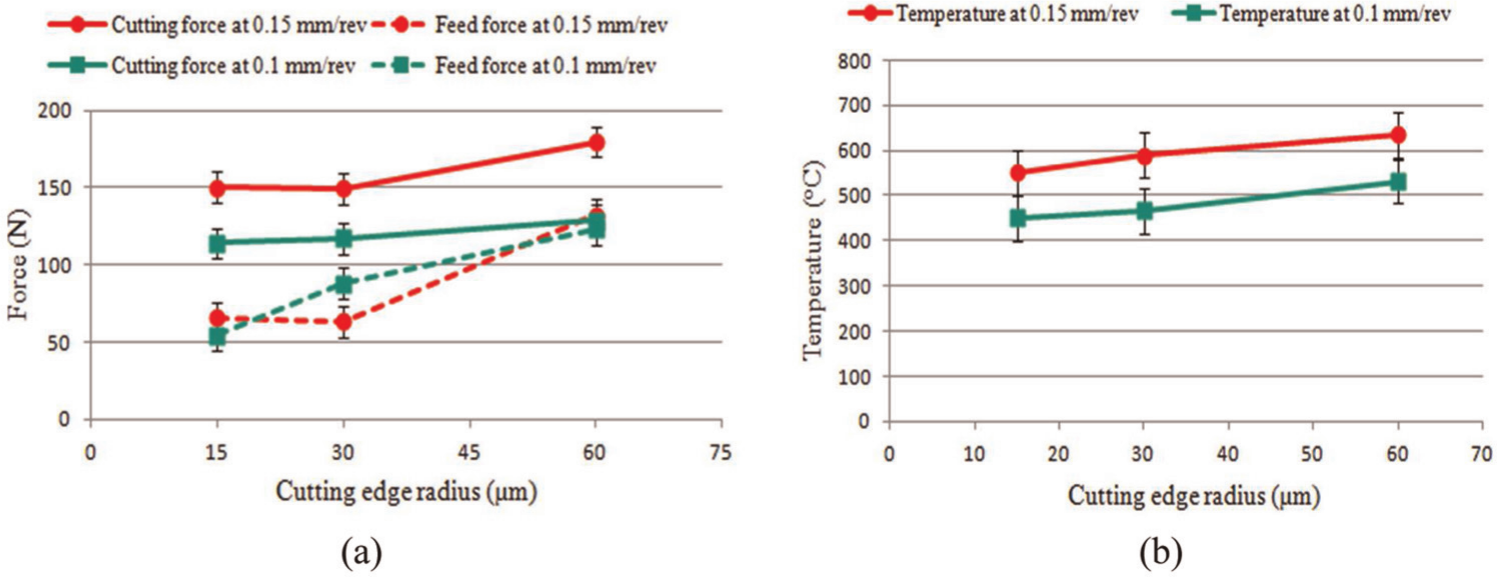
Cutting edge radius effect on (a) force and (b) temperature (rake angle = 0° and cutting speed = 40 m/min).
When machining titanium alloys, high heat is concentrated at very short distance from cutting tool tip. 5 The local tool temperature increases monotonically with increasing cutting edge radius (Figure 2(b)). This is due to the increased deformation near tool–chip boundary. 10 Energy required for this deformation would be more in case of higher cutting edge radius values. 11 Increase in value of cutting edge radius from 15 to 60 µm induces an approximate 80 °C increase of the local tool temperature on the rake face.
Effect of tool rake angle
Inverse relation between cutting forces and rake angle values is found (Figure 3(a)). Decrease in tool–chip contact area is the main cause of this behavior. Similar results have also been reported in a previous study. 12 Mainly cutting force decreases when the rake angle varies from 0° to 15° for the feed rate of 0.15 mm/rev. For the feed rate of 0.1 mm/rev, the decrease is higher when the rake angle changes from 15° to 30°.
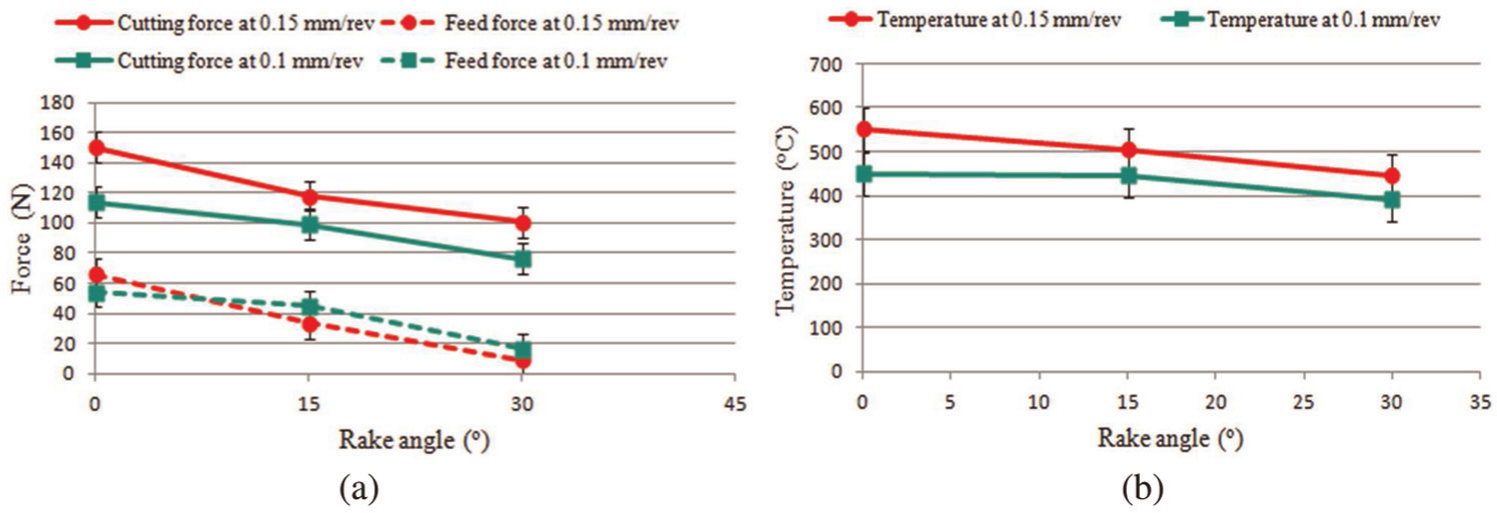
Rake angle effect on (a) force and (b) temperature (cutting edge radius = 15 µm and cutting speed = 40 m/min).
An inverse relation between temperature and rake angle is observed (Figure 3(b)). As the rake angle increases in positive direction, the tool–chip contact length decreases. It causes a decrease in mean tool temperature due to reduction in area available for friction. The extent of temperature reduction is not much evident with the increasing rake angle from 0° to 30°.
Comparison of Ti6Al4V and Ti5553 alloys
Effect of feed rate
It can be observed from Figure 4(a) that forces increase with increasing feed rate. It is because there is more material to remove. The effect of feed rate is more obvious at higher feed values. However, comparing the forces at all feed rates in Figure 4(a), the cutting forces are almost increased 1.5–2 times at high cutting speed values.
Figure 4(a) shows that the force values associated perfectly with the mechanical properties that depend on the microstructure. Higher values are found for Ti5553 as compared to the Ti6Al4V alloy (Figure 4(a)).
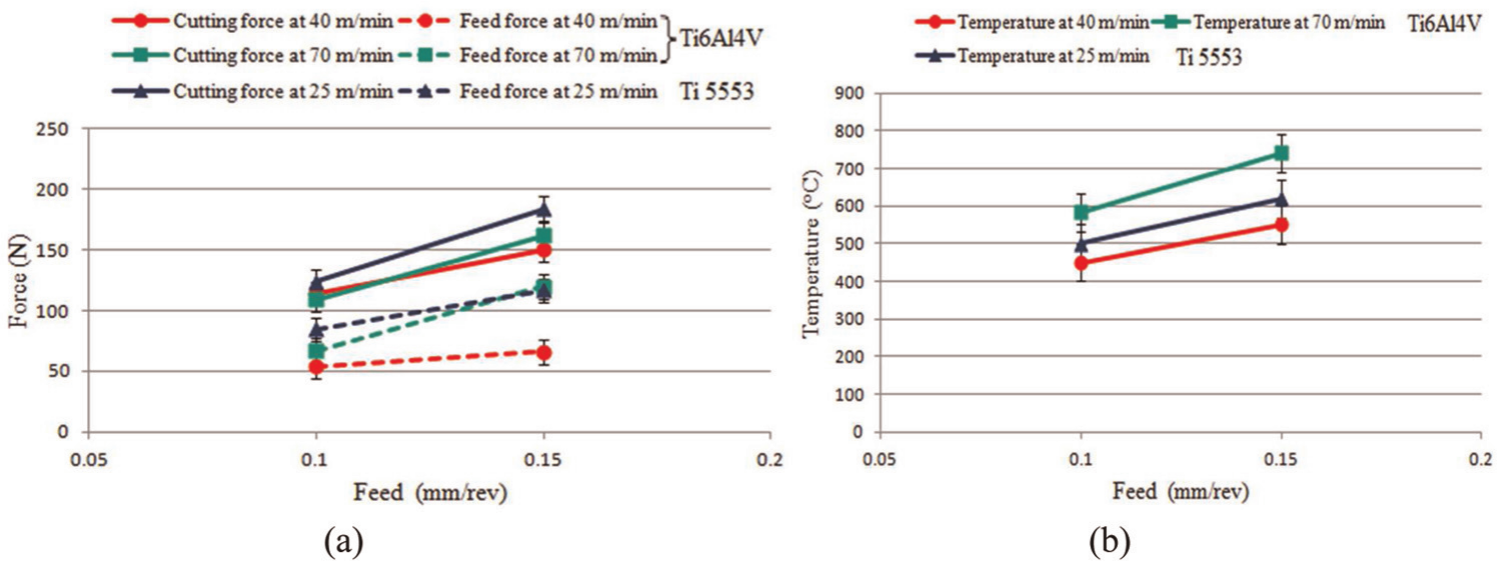
Feed rate effect on (a) force and (b) temperature (cutting edge radius = 15 µm and rake angle = 0°).
An increase in the temperature with increasing feed rate has been observed (Figure 4(b)) because a large volume of material gets removed at higher feed rates. This shows a considerable influence of feed rate on local tool temperature. Similar results have also been reported in previous studies.13,14 Ti5553 alloy shows higher temperature as compared with Ti6Al4V at all cutting parameters because of its high hardness and strength acquired due to the higher concentration of β stabilizers (Mo and V). It encourages wear and tear of the cutting tool material.
Effect of cutting speed
As per force measurements for Ti6Al4V, PVD-coated (TiAlN–TiN) inserts exhibit increasing trend of forces (Figure 5(a)) as cutting speed increases from 40 to 70 m/min except at feed rate equal to 0.1 mm/rev, where cutting force decreases.
Figure 5(a) shows an inverse relation between the forces and cutting speed for Ti5553 alloy. High-temperature generation at the tool–chip interface due to its high hardness is the main cause of this behavior, which results in softening of work material and hence forces.
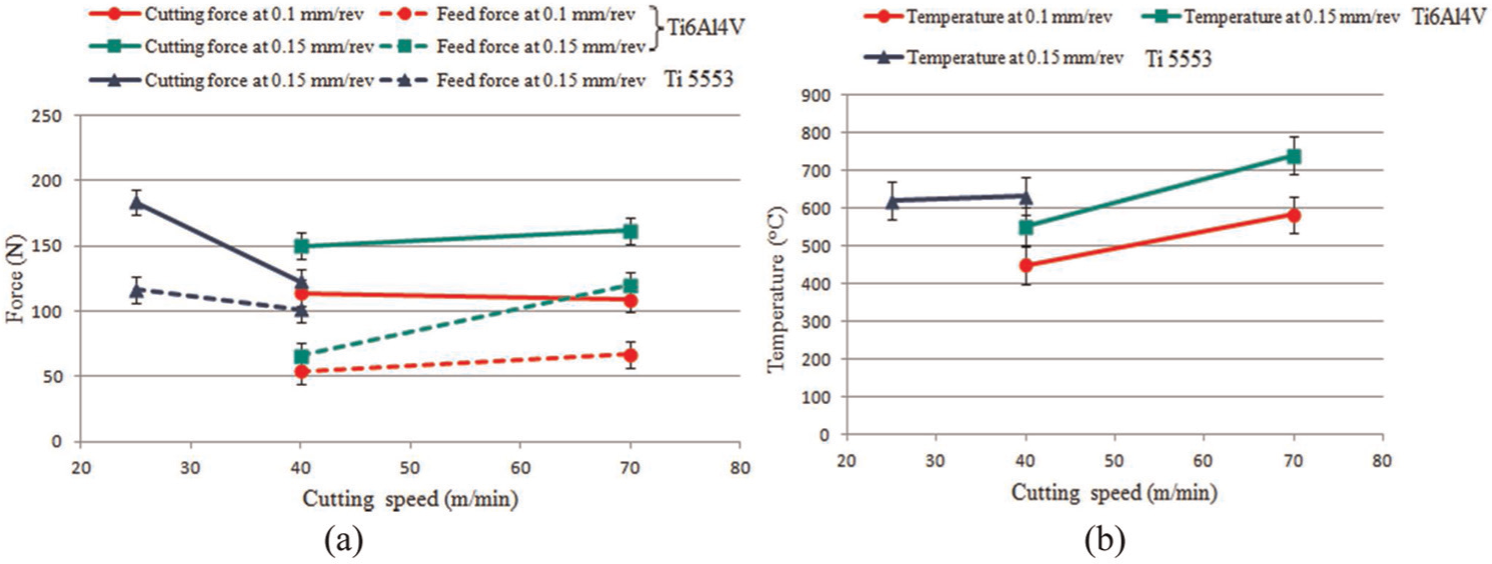
Cutting speed effect on (a) force and (b) temperature (cutting edge radius = 15 µm and rake angle = 0°).
The forces associate perfectly with the composition and thermal history of the alloys. Ti5553 shows higher value of forces than Ti6Al4V. Significant differences are observed mainly for the feed forces. For example, at cutting speed = 40 m/min, the feed force varies from 66 N for Ti6Al4V to 101 N for Ti5553 alloy.
Figure 5(b) shows the local tool temperature of the cutting experiments at different cutting parameters. The local tool temperature for Ti6Al4V significantly increases from 551 °C at 40 m/min cutting speed to 741 °C at 70 m/min at high feed rates (Figure 5(b)). The huge increase is attributed to the poor heat conductivity of these alloys.
Higher temperature values are observed (Figure 5(b)) in the machining of Ti5553 alloy as compared with Ti6Al4V alloy. An increase in the temperature can be perfectly correlated with increasing feed rate (Figure 5(a)). It is clear from Figure 4(b) that as feed value increases from 0.1 to 0.15 mm/rev, temperature increases from 501 °C to 620 °C. In contrast, Figure 5(b) shows that as cutting speed increases from 25 to 40 m/min, temperature rises from 620 °C to 633 °C. This indicates that the feed rate impact on local tool temperature and its dominance over the cutting speed. Moreover, for Ti5553 at cutting speed value of 25 m/min and feed value of 0.15 mm/rev, local tool temperature is higher (620 °C) than the one obtained for Ti6Al4V (583 °C) at cutting speed value of 40 m/min and feed value of 0.15mm/rev (Figure 6). Higher heat generation is observed in secondary shear zone during machining Ti5553 as compared to Ti6Al4V (Figure 6), which further increases the temperature of the tool. 7 This higher tool temperature during machining Ti5553 is the consequence of its high mechanical properties as compared to the Ti6Al4V alloy.
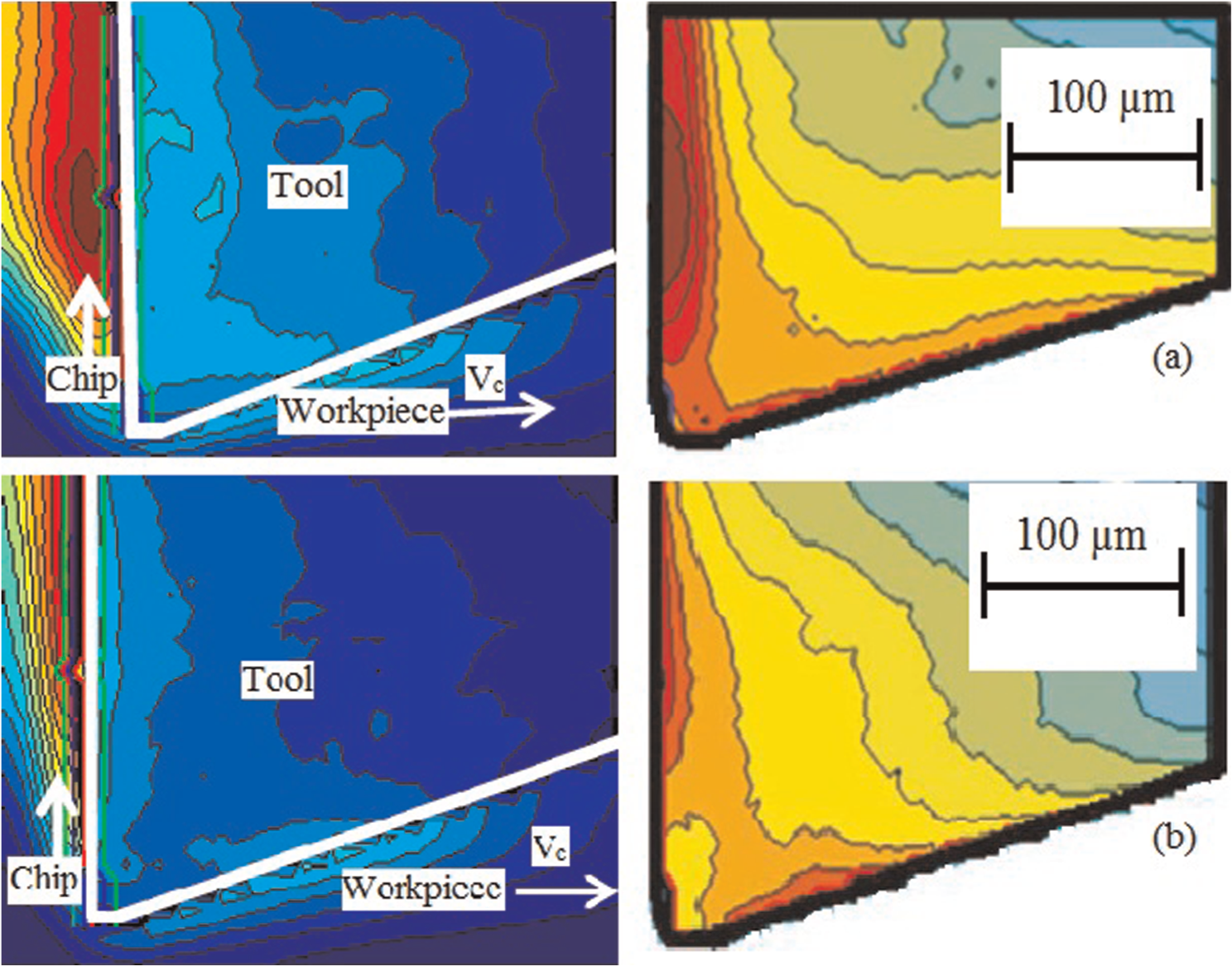
Thermal maps at feed = 0.15 mm/rev for (a) Ti5553 at cutting speed = 25 m/min and (b) Ti6Al4V at cutting speed = 40 m/min.
Conclusions
The major conclusions of this short study on an interrupted machining analysis for Ti6Al4V and Ti5553 titanium alloys using PVD-coated carbide inserts are as follows:
Close relationship is observed between machinability and tool geometry, chemical composition (Mo equivalent value), and forces and temperature.
It is observed that the feed forces are more sensitive to variation in tool geometry and feed rates than the cutting forces. The feed rate influence on forces is nonlinear and linear with the increasing cutting edge radius and rake angle, respectively.
Feed rate shows substantial impact on local tool temperature and its dominance over the cutting speed.
Higher forces and temperature are observed in the machining of Ti5553 alloy as compared with Ti6Al4V alloy due to its high mechanical properties, which further depends on the microstructure.
There is a significant influence of the cutting edge preparation on PVD-coated inserts performance, and the planned modification of the insert geometry can improve the machinability of the titanium alloys.
Footnotes
Acknowledgements
The authors are extremely grateful to Prof. P.J. Arrazola for providing training in titanium machining at the High Performance Machining Laboratory, Mondragon University, Spain. The authors also acknowledge the support of Dr Daniel Soler and Mr Luis M. Iriarte in completing this research.
Funding
The present research was carried out within the collaboration of BITS Pilani (India) and MGEP (Spain) to facilitate Mr Navneet Khanna to undergo training within the Research Group of University of Mondragon, Faculty of Engineering (MGEP), and the authors are thankful to them.