
Abstract
In this study, the effect of microstructure on the machinability of Ti54M titanium alloy was investigated experimentally for the as-received (annealed), β-annealed and solution-treated plus aged conditions. Forces and temperature, that is, tool life, are mainly affected by variation in cutting speed and feed; therefore, the depth of cut was maintained constant while cutting speed and feed were varied. Ti54M alloy in annealed heat treatment condition showed the better machinability (in terms of specific forces, coefficient of friction and chip morphology) among all the analyzed alloys. This is due to the finer microstructure which enhanced the plastic deformability.
Introduction
Titanium alloys are one of the most difficult materials to machine because of their low thermal conductivity, which leads to high cutting temperatures, and low elastic modulus, which leads to tool vibrations during chip formation. The machining of titanium alloys is one of the principal challenges for their application.1–5 However, in order to increase the machinability, new titanium alloys are being developed. One of those new alloys is TIMETAL®54M (Ti54M), developed by TIMET, an α–β alloy to provide cost benefits with superior machinability and strength comparable to similarly processed Ti6Al4V. 3
Previous research findings are mainly based on the comparison of machinability of Ti54M with Ti6Al4V alloy in different heat treatment conditions,3–11 where machinability is linked to the difference in microstructure. In order to investigate the effect of heat treatment, comparison of the machinability (in terms of specific forces, coefficient of friction and chip morphology) of Ti54M titanium alloy in three different heat-treated conditions is experimentally conducted. This research intends to find out the best possible heat treatment condition for improving machinability of this newly developed Ti54M alloy.
Experimental plan and setup
Workpieces material
Ti54M alloy belongs to the α/β titanium alloy family. Chemical composition and mechanical properties of Ti54M in different heat treatment conditions are summarized in Table 1. Due to the presence of high concentration of β stabilizers (Fe, V and Mo) in Ti54M alloy, the β transus temperature is almost 30 °C lower than that of the traditional Ti6Al4V titanium alloy. 4
Chemical composition and mechanical properties of the Ti54 alloy in different heat treatment conditions.
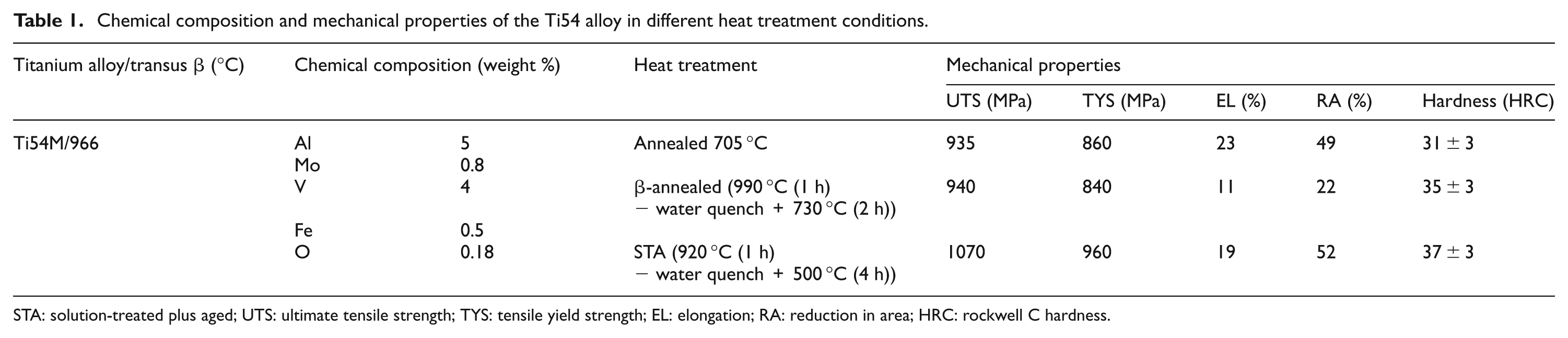
STA: solution-treated plus aged; UTS: ultimate tensile strength; TYS: tensile yield strength; EL: elongation; RA: reduction in area; HRC: rockwell C hardness.
It can be seen in Figure 1 that Ti54M alloys in different heat-treated conditions show considerable differences with reference to the morphology and volume fraction of the primary α phase.
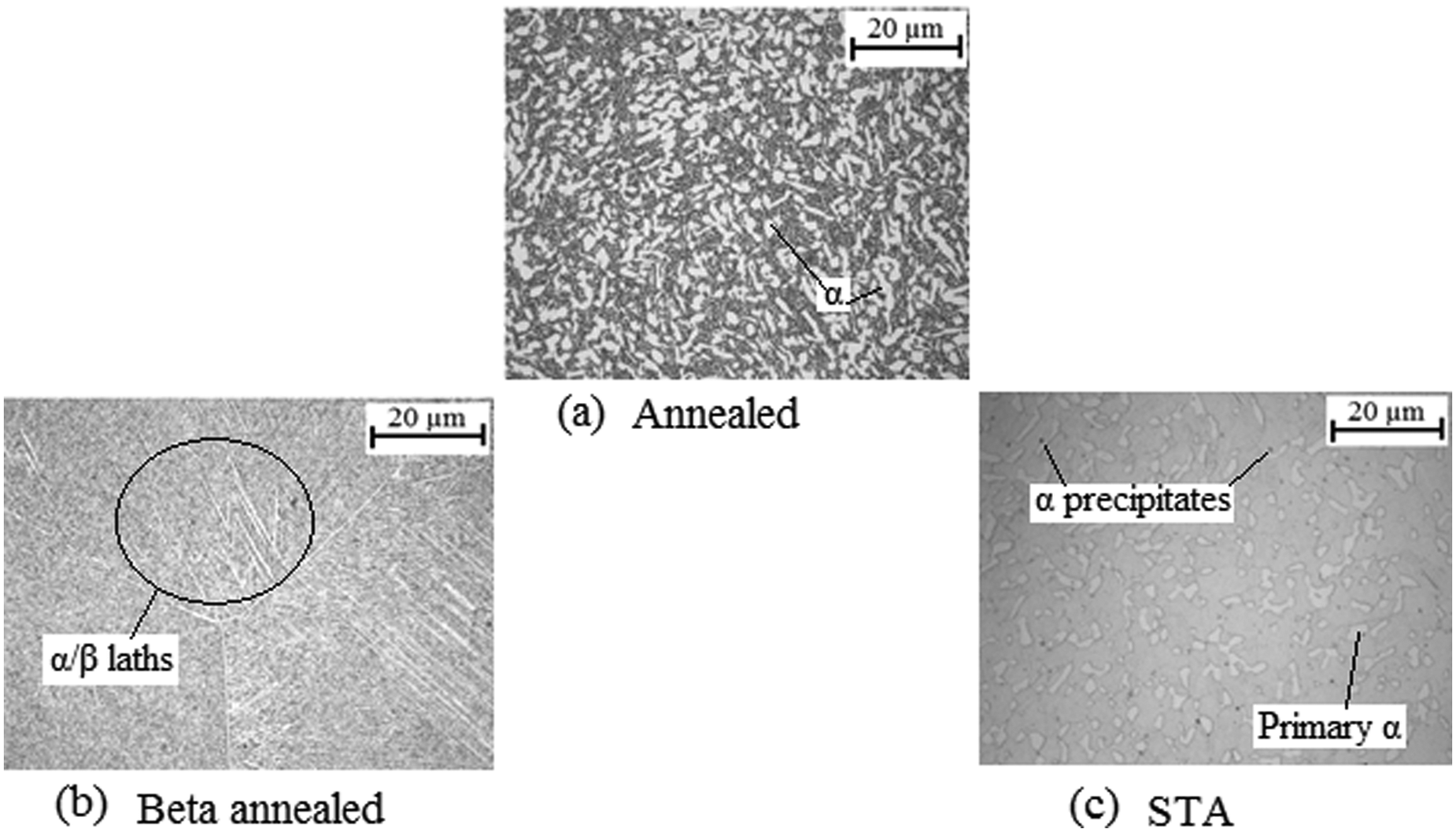
Microstructure of Ti54M alloy in different heat treatment conditions. (a) Annealed, (b) β-annealed and (c) STA.
Ti54M in annealed condition (Figure 1(a)) contains much finer α primary grains, whereas Ti54M in β-annealed condition (Figure 1(b)) consists of large colonies that contain laths of α and β, and Ti54M in solution-treated plus aged (STA) condition (Figure 1(c)) consists of whiter particles of primary α in a transformed β matrix. Aging of this alloy results in α precipitation, which restricts the dislocation movement and subsequently increases the strength (Table 1).
Machining arrangement
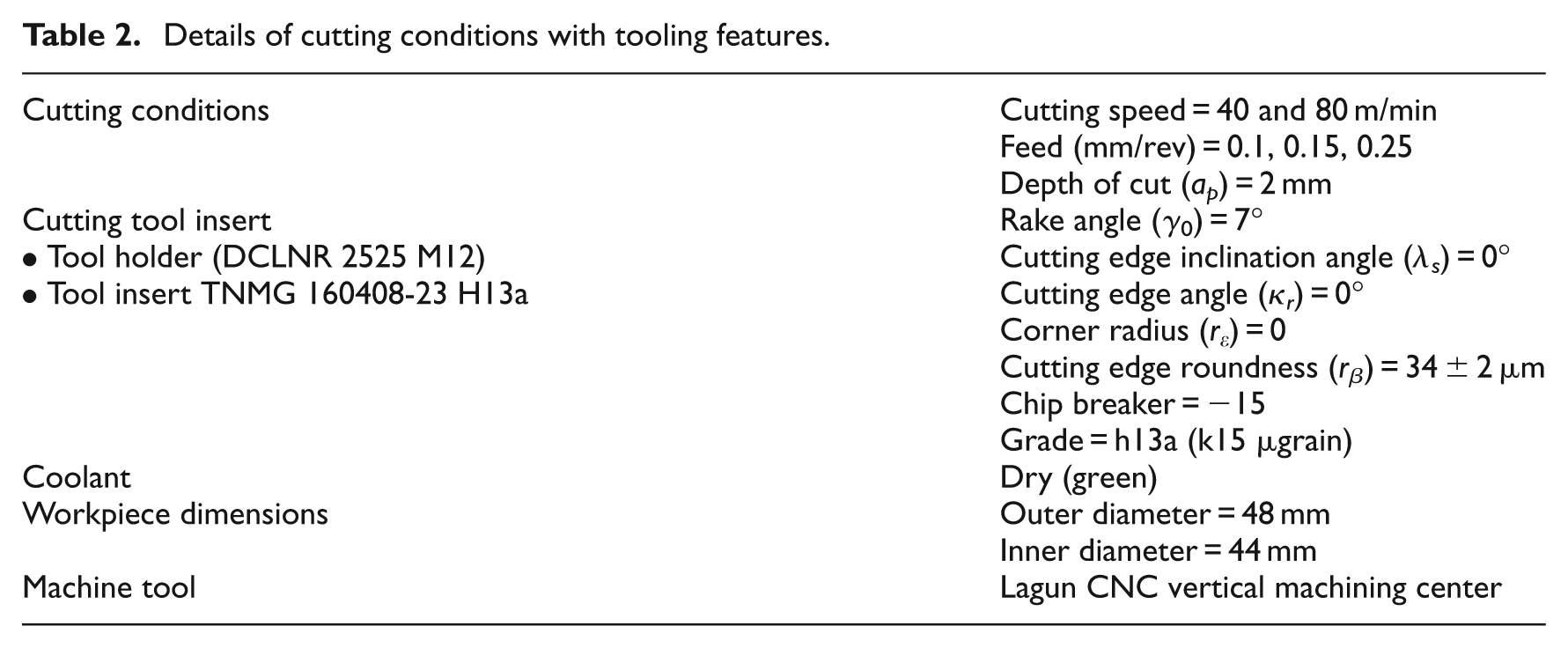
Orthogonal dry machining of 5-s duration was conducted on a Lagun vertical CNC machining center, and three trials were carried out to determine the uncertainty of the results. The cylindrical workpieces (outer diameter = 48 mm and inner diameter = 44 mm) were rotated in the spindle of the machining center and fed toward the fixed tungsten carbide cutting tool to produce an orthogonal cut.
A three-component dynamometer (Kistler 9121) was placed under the tool holder to record the dynamic changes in the cutting forces throughout the testing. To ensure cutting edge sharpness, a new tool insert has been used in each experiment. Chips were collected in order to study the chip morphology.
Details of the cutting conditions with tooling summary are presented in Table 2.
Details of cutting conditions with tooling features.
Results and discussion
Specific forces
The specific cutting (Kc) and specific feed (Kk) forces for all the analyzed titanium alloys at the cutting speeds of 40 and 80 m/min are shown in Figure 2(a) and (b), respectively. Results plotted for the specific forces represent the mean values observed from the experimental tests. The highest specific cutting forces were noticed for Ti54M β-annealed at high feed rates. This is due to its complete laminar microstructure (Figure 1(b)) with very coarse microstructure. This irregular laminar microstructure seems to produce higher shear stress and in consequence higher cutting forces. 7
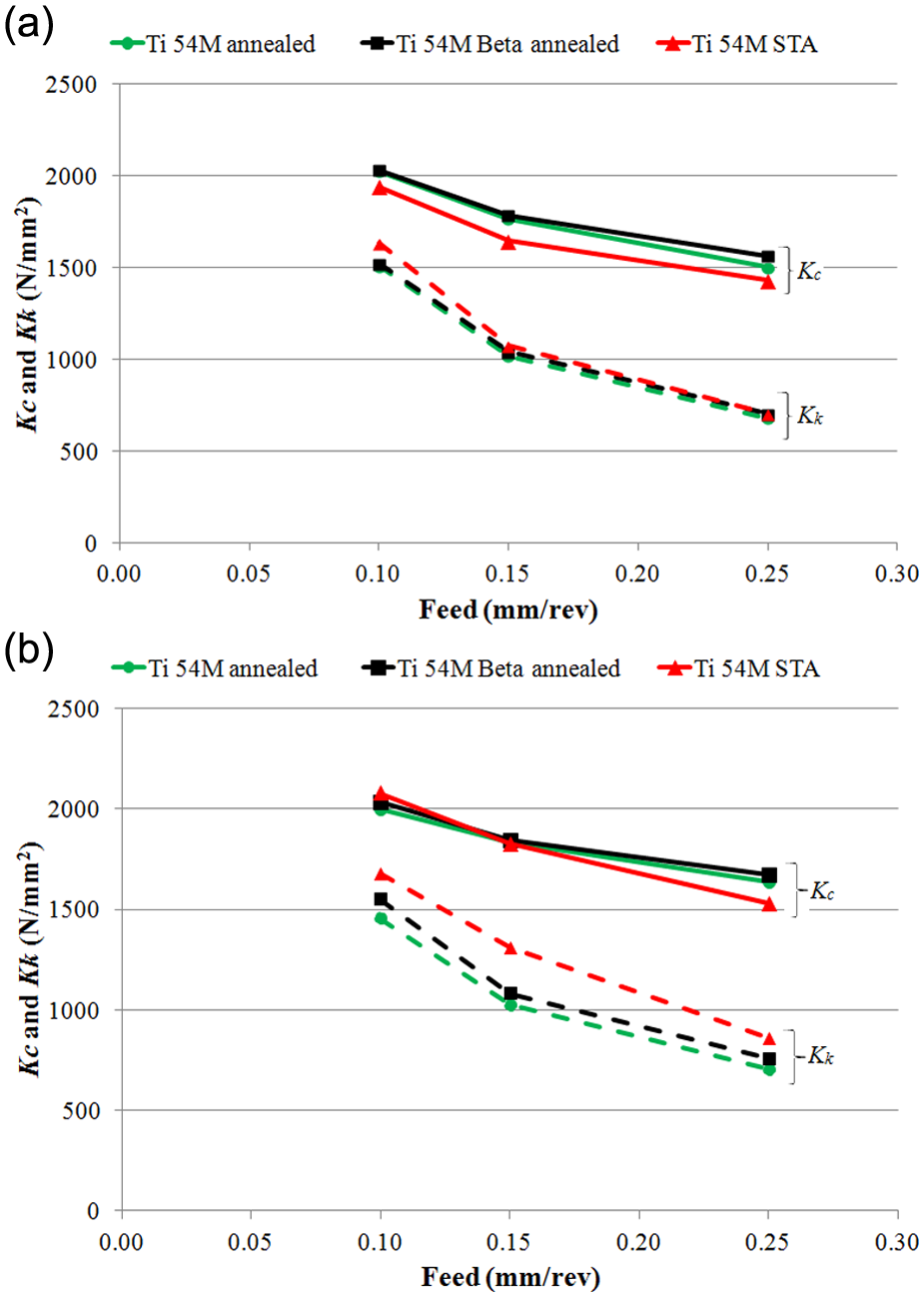
Specific forces Kc and Kk at the cutting speed of (a) 40 m/min and (b) 80 m/min.
At the cutting speed of 40 m/min, the highest specific feed forces were observed for Ti54M in STA condition followed by Ti54M β-annealed alloys. Same trend was observed at the cutting speed of 80 m/min except at higher feed rate, where these two alloys showed same value of specific feed force. The specific feed force (Kk) values correlated well with the mechanical properties of the alloys, as higher values were obtained for the Ti54M alloy in STA condition. High strength and hardness of Ti54M STA are the reasons for its high specific feed forces, and this high hardness is resulting from the precipitation of α during the aging process carried out after solution treatment. Size effects of the cutting edge are the reason for increase in specific forces with decreasing feed rates. It is observed that the specific feed forces are more sensitive to change in feed rate than specific cutting forces.
Friction coefficient
For the machining of Ti54M alloy, no information about the contribution of the cutting edge radius on friction coefficient is available. In the recent study, Wyen and Wegener 12 provided information regarding cutting edge radius effect on plowing forces, which subsequently affect apparent coefficient of friction for the titanium alloy Ti6Al4V. In this work, an analysis of the cutting forces contributing to only chip forming process is achieved based on an approach applied by Wyen and Wegener. 12 Therefore, the average coefficient of friction (µ) is calculated by using equation (1)

where Fch,c is the chip forming cutting force, γ0 is the tool rake angle and Fch,f is the chip forming feed force.
Figure 3(a) and (b) shows that the coefficient of friction between rake and chip is high for the STA heat treatment and Ti54M in β-annealed conditions, and this is due to the high hardness achieved during these heat treatment conditions. The coefficient of friction was observed to decrease with the increase of feed rate during machining different alloys. This reduction in the friction coefficient is due to the chip’s hot softening and subsequent reduction in the chip’s resistance to sliding with the tool rake. 13 Bermingham et al. 14 reported feed rate as the most influential parameter on tool life during titanium machining. Higher tool wear is expected in machining Ti54M STA alloy.
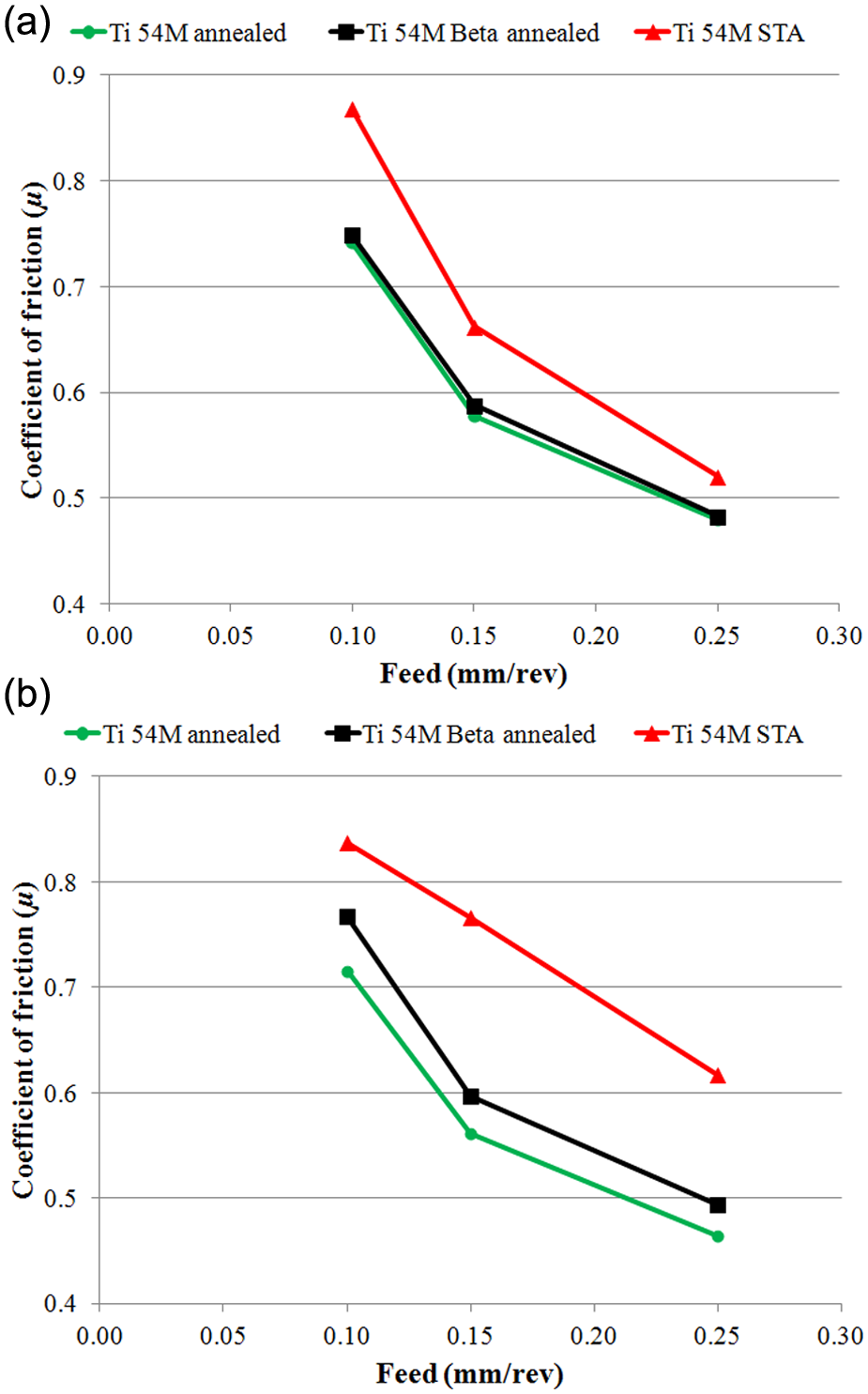
Apparent coefficient of friction for all Ti54M alloys at the cutting speed of (a) 40 m/min and (b) 80 m/min.
Chip morphology analysis
Optical microscopy of chip cross section obtained for different alloys is shown in Figure 4. The different heat treatment conditions and different machining parameters produced different chip morphologies. All the chips show a decrease in distance between shear bands with increase in feed rate. Amin et al. 15 related serrated teeth shape with the amplitude of chatter, which is further a measure of machinability.

Chip morphology as a function of feed and cutting speed.
Ti54M-annealed alloy chip morphology
This particular heat treatment condition exhibits good plastic deformability at low cutting parameters, resulting in continuous chip formation (Figure 4(a)). This also indicates little tool vibrations. It is observed that the transition from continuous to periodic segmented chip formation is an outcome of high feed rate.
Ti54M β-annealed alloy chip morphology
This heat treatment condition exhibits poor plastic deformability at all cutting parameters, resulting in segmented chip. High hardness and poor ductility resulted due to the coarse microstructure consisting of layers of α and β laths are the reasons for poor plastic deformability. It can be observed from the chip sections of Figure 4(b) that there is uneven spacing of the serrated chip elements of irregular sizes, indicating the intensive chatter at all cutting parameters.
Ti54M STA alloy chip morphology
A clear difference in chip morphology is observed at higher feed rates (Figure 4(c)). The segments of Ti54M STA chips were partially separated. This distinction coincides well with a recognizable difference in the specific feed force (Figure 2(a) and (b)) and apparent coefficient of friction (Figure 3(a) and (b)). High specific feed force (Kk) indicates high friction over the rake surface which consequently shows the amount of heat generated at the tool–chip interface. 16 Therefore, high tool wear is expected in the Ti54M STA and Ti54M β alloy compared with Ti54M annealed alloy, especially at 40 m/min. The state of strain of the segments considerably changes due to this separation. Like Ti54M β-annealed alloy, intensive chatter was observed in machining Ti54M STA alloy.
Conclusion
The major conclusions of the comparative study carried out for different heat-treated Ti54M alloys are as follows:
It is observed that the specific feed forces are more sensitive to variation in feed rates than the specific cutting forces. The high specific feed forces were noticed for Ti54M STA due to its high strength and hardness achieved during aging process.
Measurement of actual coefficient of friction (µ) over the rake face has revealed the better machinability of the Ti54M in annealed heat treatment condition.
The required feed rate and cutting speed for the onset of segmented chip depend on the heat treatment condition, but the shear band of the segmented chip is independent of the heat treatment condition.
The chip morphology differs considerably with the different heat treatment conditions of the Ti54M titanium alloy. Continuous chips produced at low cutting parameters showed the better machinability of Ti54M alloy in annealed condition as compared to β-annealed and STA heat treatment conditions.
Footnotes
Acknowledgements
The authors are extremely grateful to Prof. P.J. Arrazola for providing training in titanium machining at the High-Performance Machining laboratory, Mondragon University, Spain. Authors also acknowledge the support of Dr Ainhara Garay and Mr Luis M. Iriarte in completing this research.
Funding
The present research was carried out within the collaboration of BITS Pilani (India) and MGEP (Spain) to facilitate Mr. Navneet Khanna to undergo training within the Research Group of University of Mondragon – Faculty of Engineering (MGEP) and authors are thankful to them.