
Abstract
In this research, the effect of heat treatment on the machinability of α/β (Ti54M) and β (Ti10-2-3) titanium alloys was investigated experimentally for the as-received, annealed and solution-treated plus aged conditions. Forces and temperature, that is, life of the cutting tool, are mainly influenced by variation in cutting speed and feed rate; therefore, the depth of cut was maintained constant, while cutting speed and feed were varied. In solution-treated plus aged heat treatment condition, both the titanium alloys showed poor machinability in terms of specific forces, coefficient of friction and temperature. The poor machinability can be attributed to the strengthening effect, which is a result of interference with the motion of dislocation, due to the formation of secondary α precipitates. Ti10-2-3 alloy showed poorer machinability than Ti54M alloy in both the heat treatment conditions due to the presence of higher content of β stabilizer elements (V and Fe).
Keywords
Introduction
Titanium usage is increasing tremendously in the new aircrafts: less than 5% in weight in the 1980s for Boeing 737 and Airbus 320, 8% in the early 1990s for Boeing 777 and 12%–15% in the new Airbus 380 and the Boeing 787.1,2 Traditional titanium alloy Ti6Al4V is still being used immensely, but new titanium alloys (Ti54M and Ti10-2-3) are also increasingly being used in the aerospace industry. Ti54M is an α/β alloy that provides cost benefits with superior machinability and strength comparable to similarly processed Ti6Al4V. Ti10-2-3 provides higher corrosion resistance and better balance between ductility and toughness; it is used for applications like landing gear or fitting elements between wings and pylons. 2 Several works have been published concerning the machining of commonly used alloy Ti6Al4V.3–10 However, limited machining data are encountered for titanium alloys, Ti54M3 and Ti10-2-3. 5
Khanna and Sangwan 3 investigated machinability of Ti54M titanium alloy in different heat-treated conditions and showed chip morphology as an important indication of variation in machinability. Machai and Biermann 5 analyzed the machinability of Ti10-2-3 alloy in terms of cutting forces and tool wear. However, in this article, a study of the machinability of this near β titanium alloy compared with the newly developed titanium alloy Ti54M is carried out in two commonly used heat treatment conditions. This work presents, for the first time, experimental data for temperature measurement in turning operation of the Ti10-2-3 alloy. Additionally, this research is supplemented with friction coefficient analysis in order to gain a broader outlook on machinability. Firstly, the experimental plan and setup including the details of the investigated titanium alloys are presented, after that, results are discussed and finally, overall conclusions are highlighted.
Experimental plan and setup
Workpieces material
Ti54M and Ti10-2-3 alloys belong to the α/β and β titanium alloy families, respectively. Chemical composition and mechanical properties of both the alloys are summarized in Table 1.
Chemical composition and mechanical properties of the Ti54M and Ti10-2-3 alloys.
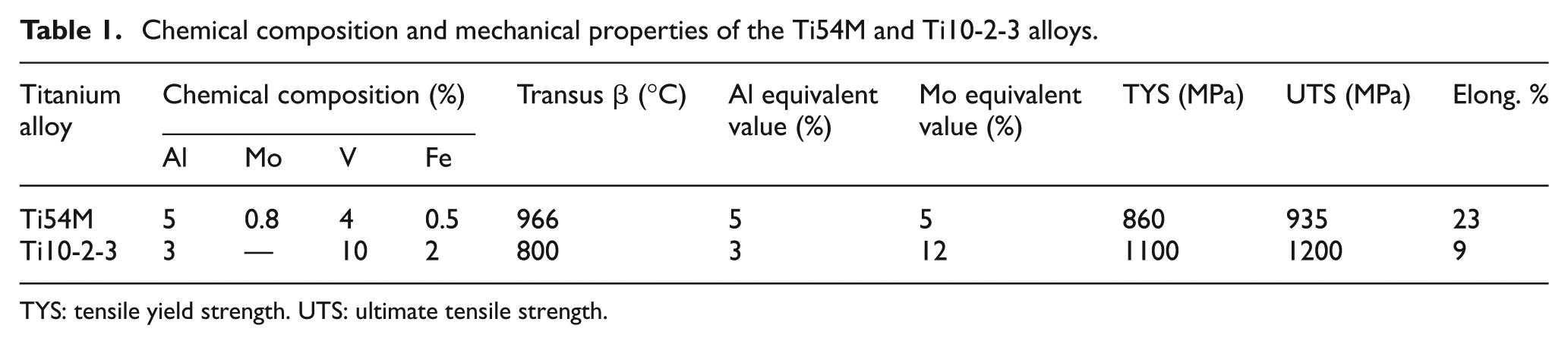
TYS: tensile yield strength. UTS: ultimate tensile strength.
It is observed that the Ti10-2-3 alloy presents a molybdenum equivalent value, roughly 2.5 times higher than the Ti54M. This value explains the higher mechanical properties of this near β titanium alloy as compared to Ti54M alloy. Due to the presence of higher concentration of β stabilizers (Fe and V), in Ti10-2-3 alloy, the β transus temperature is almost 166 °C lower than that of newly developed Ti54M alloy. The details of the performed heat treatments are summarized in Table 2.
Details of heat treatment conditions.
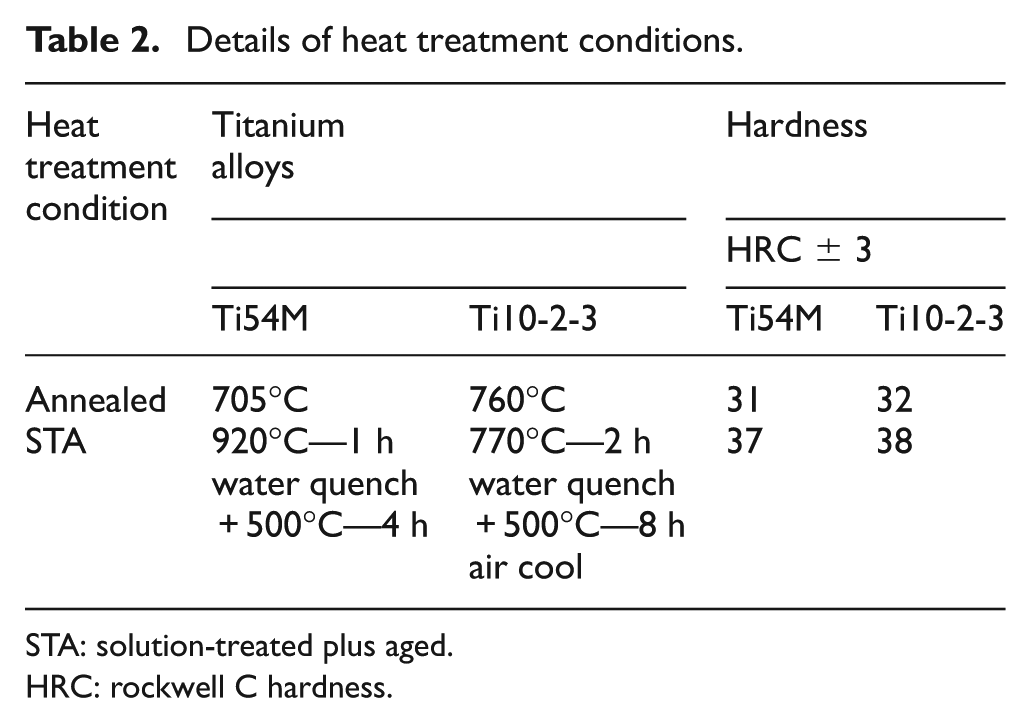
STA: solution-treated plus aged.
HRC: rockwell C hardness.
Machining arrangement
Experimental tests were carried out in a Lagun CNC machining center (Figure 1) using titanium hollow tubes of 48 mm diameter and 2 mm thickness. In order to eliminate material heterogeneities produced in forged specimens, a material thickness varying from 5 to 10 mm was eliminated from external diameter.
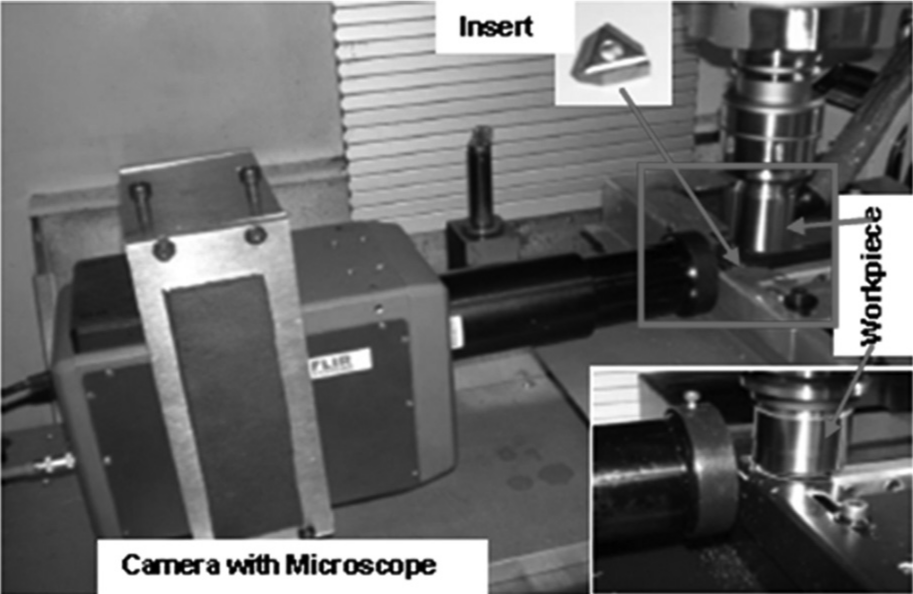
Experimental setup.
Tool life in machining titanium alloys is very sensitive to changes in feed (f ) and cutting speed (Vc); 5 therefore, depth of cut (ap) was kept constant (2 mm). Three different feed rates (0.1, 0.15 and 0.25 mm/rev) and two different cutting speeds (vc) (40 and 80 m/min) were used. The combination of tool holder (DCLNR 2525 M12) and tool insert (TNMG 120408-23) provides the following tool geometry features:
Corner radius (rε) = 0.8 mm
Cutting edge roundness (rβ) = 34 ± 2 μm
Rake angle (γ 0 ) = 7°
Cutting edge angle (Kr) = 0°
Cutting edge inclination angle (λ s ) = 0°
Tests were repeated at least twice in all cases in order to estimate uncertainty. A micro thermal imaging system comprising a FLIR Titanium 550 M infrared camera and a microscopic lens offering a resolution of 10 μm was used to measure temperatures on the cutting edge during the dry orthogonal machining of all alloys.
Results and discussion
Specific forces
A three-component dynamometer (Kistler 9121) was used to measure the cutting forces during experimental trials. The specific cutting (Kc) and specific feed (Kk) forces for all the analyzed titanium alloys at cutting speeds of 40 and 80 m/min are shown in Figure 2(a) and (b), respectively. Results plotted for the specific forces represent the mean values observed from the experimental tests.
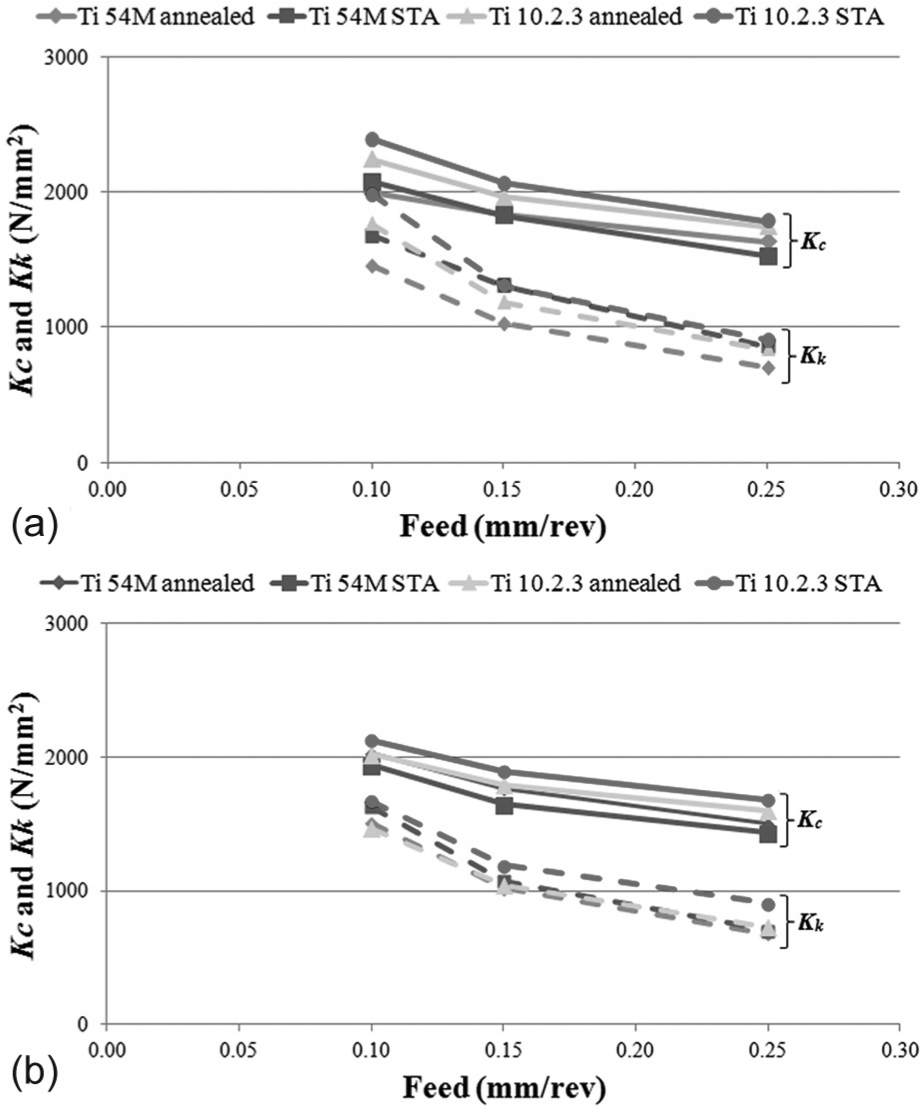
Specific forces Kc and Kk at the cutting speed of (a) 40 m/min and (b) 80 m/min.
It is observed that specific cutting force (Kc) values are in relationship with the alloy composition and heat treatment condition as observed in the previous section, and while the lower values are obtained for the alloy Ti54M, the higher ones are obtained for the Ti10-2-3 alloy. As far as the specific feed forces (Kk) are concerned, it is noticed that the effect of heat treatment condition is more pronounced than the chemical composition of the titanium alloy, as higher feed forces were expected for the Ti10-2-3 alloy than the Ti54M alloy. But Ti54M in solution-treated plus aged (STA) condition showed higher feed force values than Ti10-2-3 in annealed condition at certain cutting values. For instance, at the cutting speed (vc) of 80 m/min and feed rate (f ) of 0.1 mm/rev, the specific cutting force (Kc) is 1942 N/mm2 in the case of the Ti54M STA and 2021 N/mm2 for the Ti10-2-3 in annealed condition. The specific feed force (Kk) value is 1633 N/mm2 in the case of the Ti54M STA and 1469 N/mm2 for the Ti10-2-3 annealed. Thus, the effect of heat treatment on the Ti54M and the near β titanium alloy Ti10-2-3 is more evident in the case of the specific feed force (Kk) than in the specific cutting force (Kc). It is observed as well that for all the analyzed alloys, higher the feed rate, lower the specific forces are basically due to size effects of the cutting edge. 7
Friction coefficient
For the machining of Ti10-2-3 alloy, no information about the contribution of the cutting edge radius on friction coefficient is available. In the recent studies, Wyen and Wegener 11 and Khanna and Sangwan 3 provided for the first time an information regarding cutting edge radius effect on plowing forces, which subsequently affect apparent coefficient of friction for the titanium alloys Ti6Al4V and Ti54M, respectively. The average coefficient of friction (µ) is calculated by using equation (1)

where Fch,c is the chip forming cutting force,
Figure 3(a) and (b) shows that the coefficient of friction between rake and chip is high for both α/β and β titanium alloys in STA heat treatment condition, and this is due to the high hardness (Table 2) achieved during this heat treatment condition. The coefficient of friction was observed to decrease with the increase of feed rate during machining all alloys. This reduction in the friction coefficient is due to the chip’s hot softening and consequent reduction in the chip’s resistance to sliding with the tool rake. 12
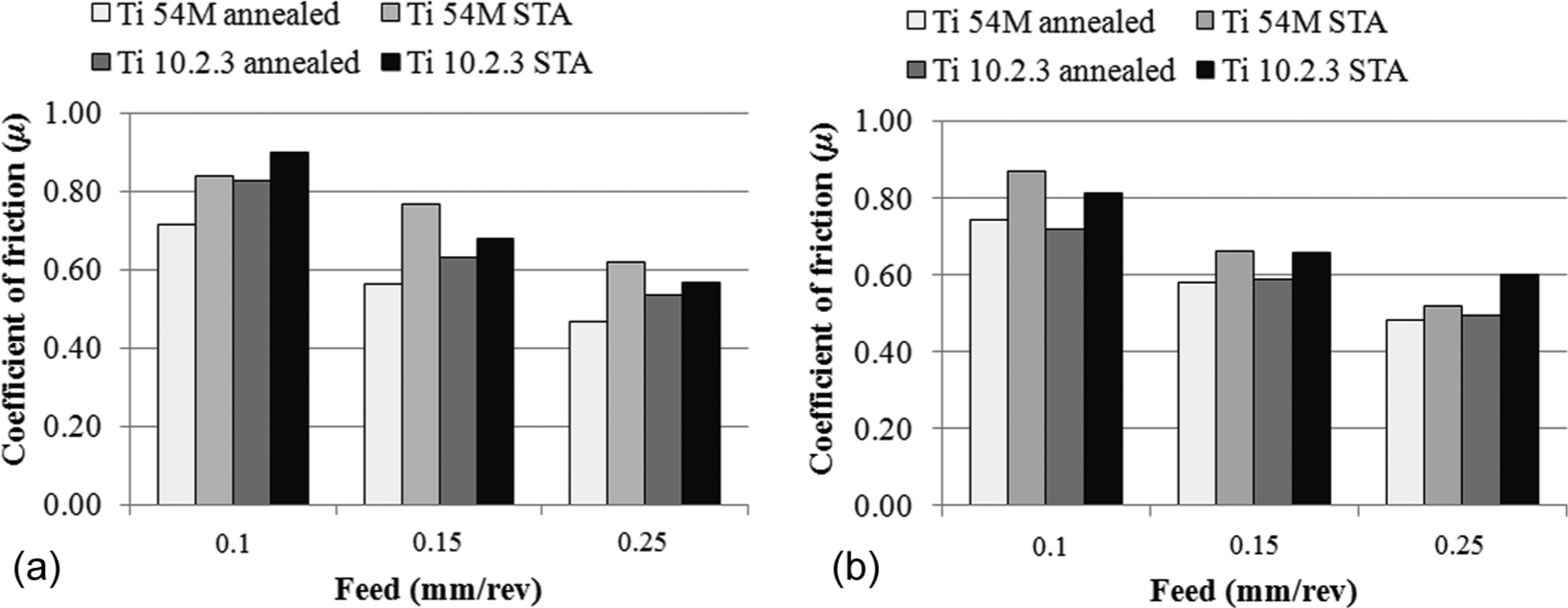
Apparent coefficient of friction for analyzed titanium alloys at the cutting speed of (a) 40 m/min and (b) 80 m/min.
Temperature analysis
Ti54M alloy temperature analysis
An unclear difference in local tool temperature is observed for Ti54M alloy in STA and annealed conditions (Figure 4(a) and (b)). This distinction does not coincide well with a recognizable difference in the specific feed force (Figure 2(a) and (b)) and apparent coefficient of friction (Figure 3(a) and (b)). However, this might be due to the uncertainty (±50 °C 7 ) in thermal measurement system. As the temperature of the titanium alloy workpiece increases, Young’s modulus of the titanium alloys decreases. 13 Fluctuation in the tool–chip interface during titanium machining due to this reduction in Young’s modulus may be a probable cause of this uncertainty in the thermal measurement system.
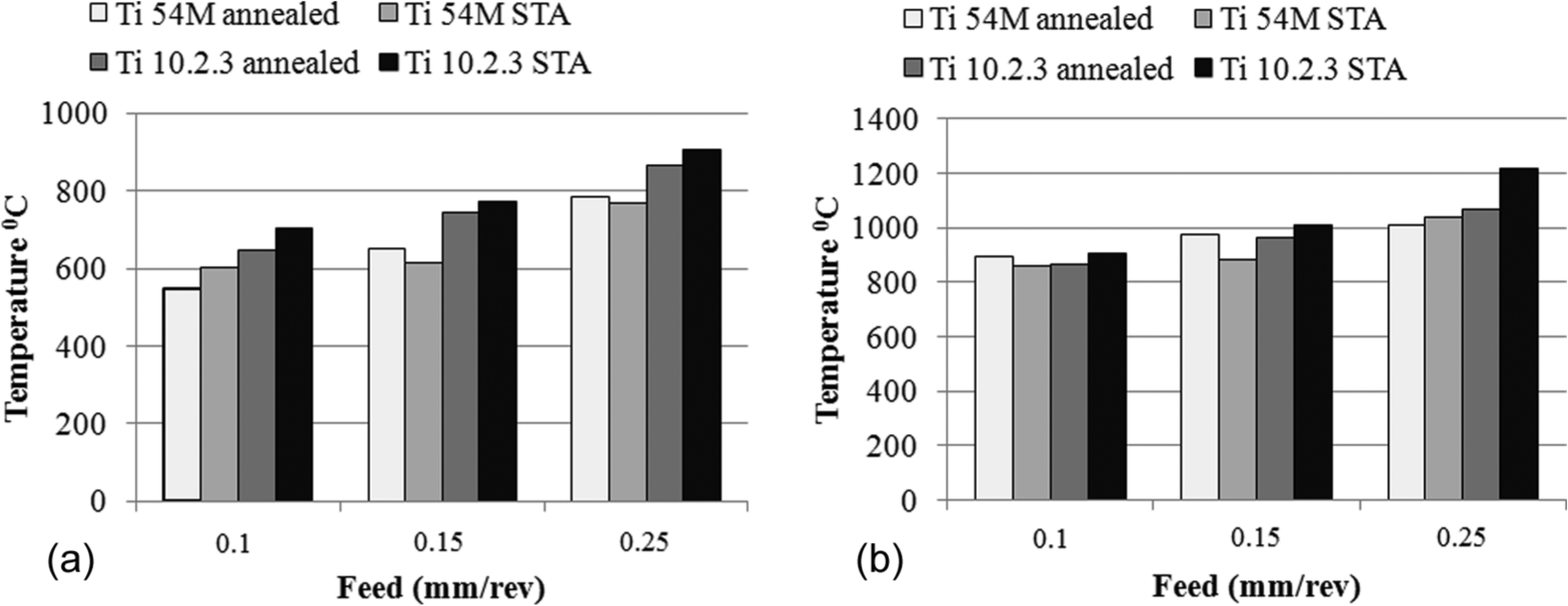
Temperature at the cutting speed of (a) 40 m/min and (b) 80 m/min.
Ti10-2-3 alloy temperature analysis
The local tool temperature values of Ti10-2-3 STA alloy that have relatively higher hardness values (Table 2) are higher than Ti10-2-3 annealed alloy (Figure 4(a) and (b)). The specific feed force (Kk) shows the quantity of friction and rubbing effects over the rake surface and thus the amount of heat generated at the tool–chip contact zone. 14 Therefore, high tool wear is expected in the Ti10-2-3 STA alloy as compared with Ti10-2-3 annealed alloy.
It is observed that the local tool temperature is more sensitive to change in cutting speed than feed rate. From the aforementioned discussion, it is clear that the effect of alloying with more β stabilizers and STA condition is to raise the local tool temperature for any set of cutting conditions and, therefore, to reduce the permissible machining parameters, that is, machinability.
Conclusion
The major conclusions of the study carried out for different heat-treated Ti54M and Ti10-2-3 alloys are as follows:
Close relationship is observed between machinability and heat treatment conditions, chemical composition (Mo equivalent value) and specific forces (Kc and Kk).
It is observed that the specific feed forces are more sensitive to variation in heat treatment conditions and feed rates than the specific cutting forces. The high specific feed forces were noticed for Ti10-2-3 STA due to its high strength and hardness achieved during aging process.
Measurement of actual coefficient of friction (µ) over the rake face has revealed the poor machinability of the Ti54M and Ti10-2-3 in STA heat treatment condition.
Temperature generated for Ti10.2.3 STA alloy is highest. Abrasive effect of the secondary α precipitates is one of the reasons behind this high temperature. 5
There is a significant influence of the metallurgical state after the forging process, and the modification of the thermal treatment planning can improve the machinability of the Ti54M and Ti10-2-3 alloys.
Footnotes
Acknowledgements
The authors are extremely grateful to Prof. P.J. Arrazola for providing training in titanium machining at the High Performance Machining laboratory, Mondragon University, Spain. Authors also acknowledge the support of Dr Daniel Soler and Mr Luis M. Iriarte in completing this research.
Funding
The present research was carried out within the collaboration of BITS Pilani (India) and MGEP (Spain) to facilitate Mr. Navneet Khanna to undergo training within the Research Group of University of Mondragon – Faculty of Engineering (MGEP) and authors are thankful to them.