
Abstract
Water-in-oil emulsion has been proposed as the working fluid of die-sinking electrical discharge machining in our previous research. Compared with the traditional mineral oil–based working fluid, the water-in-oil emulsion was more environmentally benign and efficiency. This study presents a new method of die-sinking electrical discharge machining that uses oxygen-mixed water-in-oil emulsion as the working fluid. Experimental results showed that the material removal rate can be highly improved, and the relative electrode wear ratio can be significantly reduced by mixing oxygen into the water-in-oil emulsion. The recast layer was much thinner with this oxygen-assisted machining method.
Introduction
Die-sinking electrical discharge machining (EDM) was a manufacturing technology wildly used in the area of dies and mold industry. With the development of the EDM technology, this technique can be extensively applied in the manufacturing industry of electronic, automotive, aerospace, surgical components, and so on. Some hard-to-cut and brittle materials can be processed by the EDM, and this is the main advantage of this manufacturing technique over the traditional manufacturing method. However, compared with the other traditional manufacturing methods, the EDM process was much more inefficient and environmentally hazardous due to the pyrolysis of the mineral oil–based working fluids. It was reported that many types of hazardous gases, toxic aerosols, and metallic particles can be generated during the EDM process.1–4 In the manufacturing industry, it is very harmful to the health of the operator when exposed to these generated substances for a longer time. 5 Moreover, fire hazardous must be taken into consideration, especially with rough machining parametric when mineral oil–based working fluid was used. 4
In order to improve the working condition of the operators and alleviate the environmental impact of the manufacturing process, the feasibility of water-based working fluids, such as water,6,7 water mixed with organic compounds,8,9 and oil-in-water (O/W) emulsions, 10 has been investigated by many researchers. Compared with the mineral oil–based working fluid, water-based working fluid was much more environmentally benign. In the case of water-based working fluids, the wasted and airborne particulates generated during the machining process were much less than the case of mineral oil–based working fluid. 4 However, in general, when machining was performed in water-based working fluid, the machining efficiency was much lower compared with the case of mineral oil–based working fluid, because the discharge energy was partially consumed by the electrolysis of water. 6 Moreover, antisepticize action must be taken into consideration when water-based working fluid was used.
Recently, dry EDM that uses gaseous working fluids attracted more and more attentions since it was more environmental friendly. Investigation carried out by Kunieda et al.11–13 and some other researchers14,15 showed that the material removal rate (MRR) of dry EDM can be highly improved by supplying oxygen into the discharge gap because the molten steel is oxidized actively at the extremely high temperature of discharge channel. However, a review of the published literature16–19 on the area of dry EDM showed that this technique is immature and still needs further investigation to be industry available. The problem of arcing, low stability of the machining process, poor surface finish, ineffective expulsion of the debris, and microcracks existed on the machined surface have not been resolved adequately when machining was performed in gaseous working fluids.
In our previous research,
20
water-in-oil (W/O) emulsion has been proposed as the working fluid of die-sinking EDM. Compared with the traditional mineral oil–based working fluid, the W/O emulsion was more environmental friendly and safe since the fire hazardous can be excluded using this nonflammable working fluid. Experimental results indicated that compared with the traditional mineral oil–based working fluid, the environment impact can be alleviated and MRR can be enhanced by using this new working fluid. But relative electrode wear ratio (REWR) was larger than the case of mineral oil–based working fluid. As has been validated by many researchers,11,12,15 the REWR was extremely small in the case of dry EDM. The no flammability of W/O emulsion ensures the feasibility of mixing oxygen. Therefore, in this article, W/O emulsion was premixed with oxygen before supplying into the discharge gap with the aim of reducing the REWR. The performance of die-sinking EDM using oxygen-mixed W/O emulsion as working fluid was studied in this study. The influence of oxygen pressure (
Experimental work
Experimental setup
A die-sinking EDM machine, NH250, purchased from Beijing Ninghua Co. Ltd, Beijing, has been used for conducting the experiments. The EDM setup used in this experiment is illustrated in Figure 1. A spillover valve was used to control the flushing pressure of the W/O emulsion, and a pressure relief valve was used to control the pressure of the oxygen (Figure 1(a)). The detailed structure of the oxygen mixing equipment is shown in Figure 1(b). The emulsion and oxygen were premixed before compelled into the gap through the flushing hole (Ø = 4.2 mm) in the center of the copper electrode. The oxygen was supplied by a very small needle with inner diameter of 0.2 mm. The experiments showed that the emulsion and the oxygen can be well premixed before compelled into the gap, and the content of oxygen in the emulsion can be controlled by adjusting the spillover valve and pressure relief valve. Thermostatic equipment was used to control the temperature of the emulsion since the rheological behavior of the emulsion that affects the relationship between the pressure and flow rate of the emulsion was significantly affected by its temperature.21,22 The material of the specimen and electrode was mold steel 8407 and copper, respectively.
(a) Illustration of the experimental setup: 1: pressure indicator; 2: pump; 3: temperature indicator and thermostatic equipment; 4: pressure relief valve; 5: filter; 6: oxygen mixing equipment; 7: shutoff valve; 8: retaining valve; 9: decompressor; 10: oxygen tank and (b) oxygen mixing equipment.
Experimental procedure
MRR and REWR were calculated by measuring the weight losses of the specimens and electrode by a precision scale

where

where
After machining, metallographic microscope (Nikon EclipseME600P), purchased from Nikon Hong Kong Ltd., Hong Kong, and scanning electron microscopy (SEM) were used to analyze the characteristic of the machined surface.
W/O emulsion
W/O emulsion was a mixture of water and oil and usually stabilized by adsorption of surfactant at the interface of water and oil. Different from the O/W emulsion, in W/O emulsion, water was dispersed in the oil phase and exists in the form of small droplets. Compared with the O/W emulsion, the W/O emulsion possessed a much lower conductivity since the continuous phase was oil.
In our present study, the W/O emulsion was prepared using mineral oil and deionized water for the oil phase and water phase, respectively. Span80, purchased from Kermel Chemical Reagent Co., Ltd, Tianjin, was used as a surfactant. Emulsification was carried out with a homogenizer. After homogenization, the average diameter of the water droplets was about 8–10 µm. The emulsion used in the experiments was papered with the similar method reported in the literature. 20 The water content in our present study was based on our previous research. 21 If the water content was higher than 50%, the viscosity of the emulsion will be very high and will decrease its EDM performance. However, when the water content was below 20%, the emulsion was not stable. Therefore, the level of 33% and 50% was selected in our study.
Results and discussion
Influence of oxygen pressure
The influence of oxygen pressure on MRR and REWR was shown in Figure 2. The MRR can be highly enhanced by mixing oxygen into the emulsion. For the two included oxygen-assistant EDM conditions, the maximum MRR is several times larger than that without oxygen. There exists an optimum oxygen pressure for different machining conditions. This indicates that there exists an optimum oxygen content in the W/O emulsion working fluid. With further increment of the oxygen pressure, most of the discharge gap (or machining area) will be occupied by oxygen. The gap will become too dry. Experiments carried out by many researchers16,19 have confirmed that the extremely small size of the discharge gap is the main characteristic of dry EDM that leads to many unfavorable machining performances, such as arcing, shorting, adherence of debris to the electrodes, and low stability of the machining process, which lead to an low material removal efficiency. The results of both the included machining conditions showed that REWR decreases with increasing oxygen pressure. This can be explained by the adherence of the debris to the tool electrode that compensates the wear of the electrode when the gap was mostly occupied by oxygen. Investigation carried out by Kunieda et al.11,12 and Tao et al. 16 showed that the REWR of dry EDM was extremely small due to the adherence of debris on the electrode surfaces. The energy-dispersive x-ray (EDX) analysis of the recast layer at the electrode surface is shown in Figure 3. As can be seen from Figure 3, the presence of Fe (78.9%) and Cr (2.1%) confirms the adherence of the specimen debris and the migration of material from specimen to the electrode. The content of Cu in the recast layer was only 11.9%. This means that the recast layer on the electrode surface was formed mainly due to the migration of material from specimen. However, the adherence not only occurred on the electrode surface but also occurred on the surface of the specimen that hampers the further enhancement of MRR. The results shown in Figure 2 also indicate that water content of the emulsion and pulse interval are two other important factors that affect the oxygen-assistant EDM performance. With the same oxygen pressure, pulse duration, and peak current, the MRR and REWR obtained with relative longer pulse interval and higher water contents of the emulsion were several times larger than the MRR and REWR obtained with shorter pulse interval and lower water content. The influence of pulse interval and water contents was discussed in the following section.
Influence of oxygen pressure on (a) MRR and (b) REWR. Ip = 18 A, τ on = 308 µs, and Am = 15.7 mm2.
Energy dispersive x-ray (EDX) analysis of the recast layer on the electrode surface.
Influence of pulse interval
The influence of pulse interval on MRR and REWR was shown in Figure 4. As shown in Figure 4, with lower water contents (33 wt.%), the optimum pulse interval for maximum MRR was about 20 µs. However, it seems that the optimum pulse interval was shorter than 10 µs when the water content was 50 wt.%. With higher water content and higher oxygen pressure, MRR monotonically decreases with increasing pulse interval. This indicates that the time needed for the recovery of the dielectric breakdown strength was different for different working fluid components. With higher water and oxygen content in the gap, the deionization needs a much shorter time. Kunieda et al. 11 investigated the dry EDM performance with oxygen working fluid, and the results showed that higher MRR can be obtained with shorter pulse interval (5–10 µs). This is explained by the higher energy density that can intensify the thermally activated oxidation of the specimen material.
Influence of pulse interval on MRR and REWR. Ip = 29 A, τ on = 308 µs, and Am = 15.7 mm2.
Influence of pulse duration
The influence of pulse duration on MRR and REWR is shown in Figure 5. The optimum pulse duration for maximum MRR was different for different machining conditions. With high water content, the optimum pulse duration for maximum MRR was 300 µs. With lower water content, the MRR monotonically increases with pulse duration. The MRR can be highly improved by mixing the oxygen into the emulsion regardless of the water content.
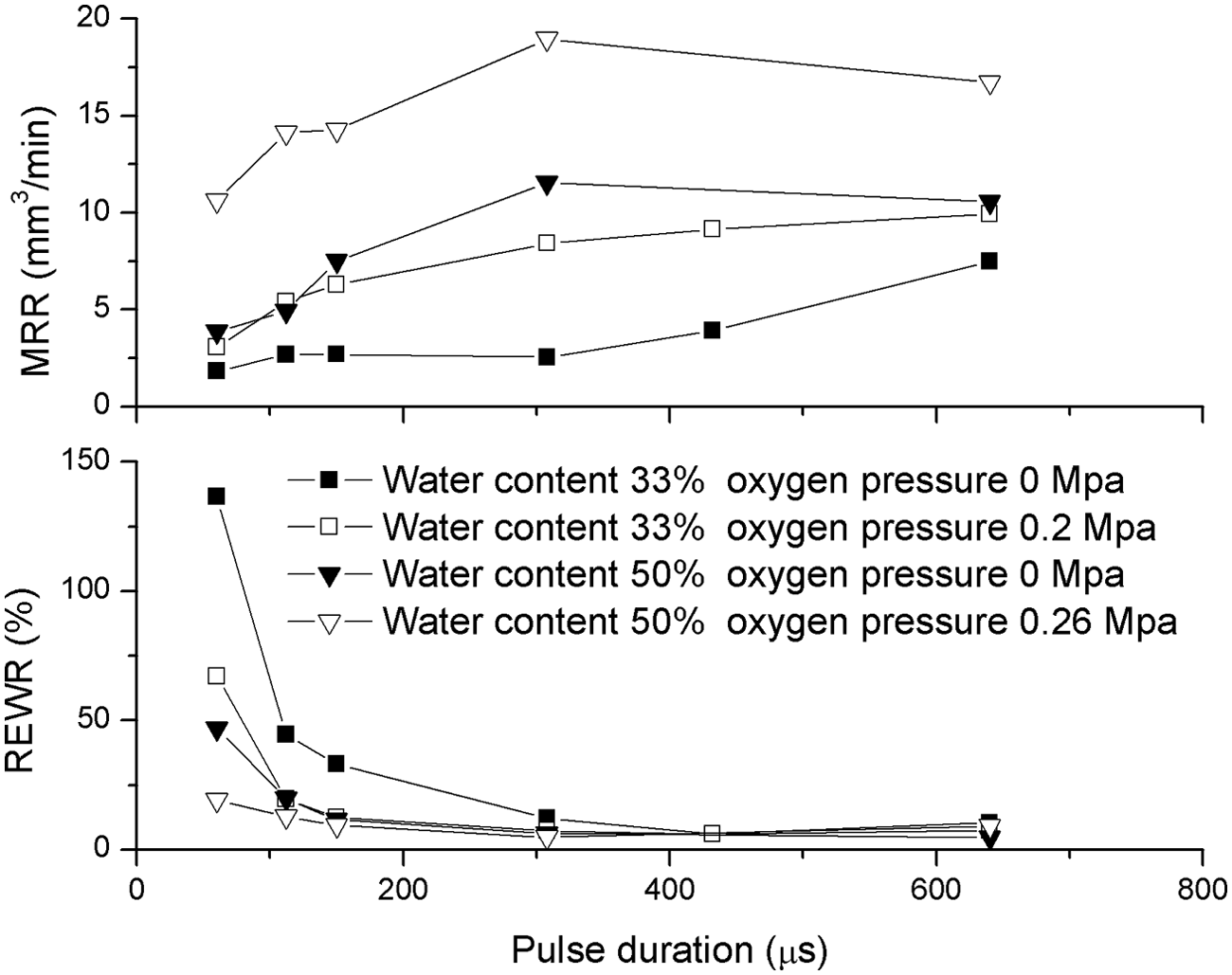
Influence of pulse duration on MRR and REWR. Ip = 18 A, τ off = 10 µs, Am = 15.7 mm2.
The REWR can be significantly reduced by mixing oxygen into the emulsion regardless of the water contents. For instance, REWR can be reduced from 15.2% to 4.7% by mixing oxygen into the emulsion with pulse duration of 308 µs. This indicates that the presence of oxygen in the gap can facilitate the adherence of melted material on the electrode that can compensate its wear.
Influence of peak current
The influence of peak current on MRR and REWR is shown in Figure 6. Within all the machining conditions, both MRR and REWR monotonically increase with increasing peak current. This can be explained by the increase of the discharge energy with the increase of peak current. Obviously, with higher discharge energy, more material can be melted and removed from both specimen and electrode.
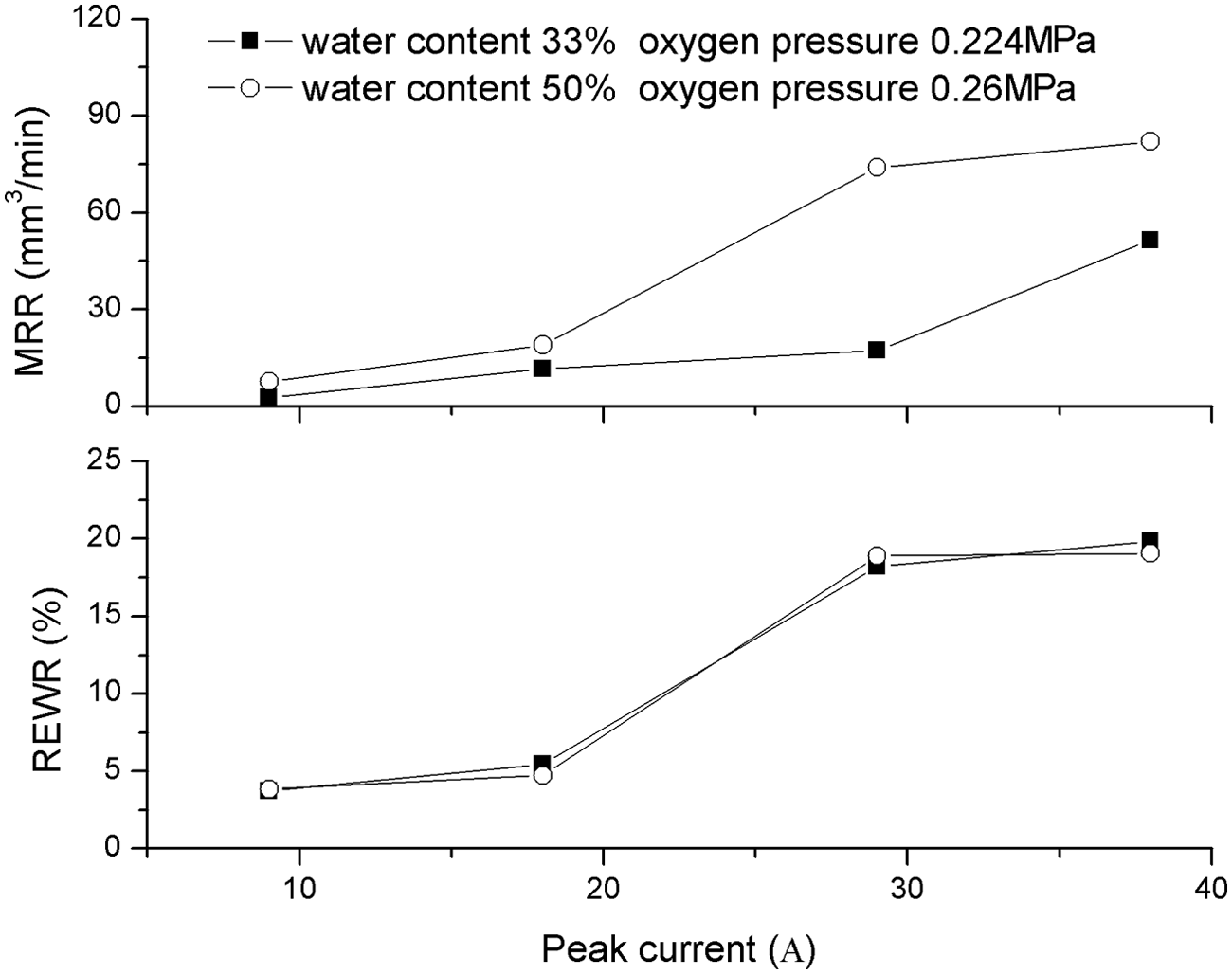
Influence of peak current on MRR and REWR. τ on = 308 µs, τ off = 10 µs, and Am = 15.7 mm2.
Influence of machining area
The influence of machining area on MRR and REWR is shown in Figure 7. The results showed that MRR was much higher with smaller electrode. This can be explained by the readherence of the melted material on the machined surface. With smaller machining area, the melted material can be easily expelled from the discharge gap by the high-speed flushing of the working fluid. With larger machining area, there will be a much longer journey for the expulsion of the melted debris. With gaseous environment, the solidification of the removed melted debris will need a longer time than in a liquid environment. 23 Before solidified by the gaseous working fluid, some of the removed melted debris may adherence on the machined surface. Therefore, the MRR was much lower with larger machining area. The results of our experiments were consistent with the reports of Kunieda et al.11,12 who found that higher material removal efficiency can be obtained using thin tube electrode when gaseous working fluid was used. REWR increases with machining area regardless of the water contents. This can be explained by the decrease of the MRR since the REWR is the ratio of the MRR and EWR.
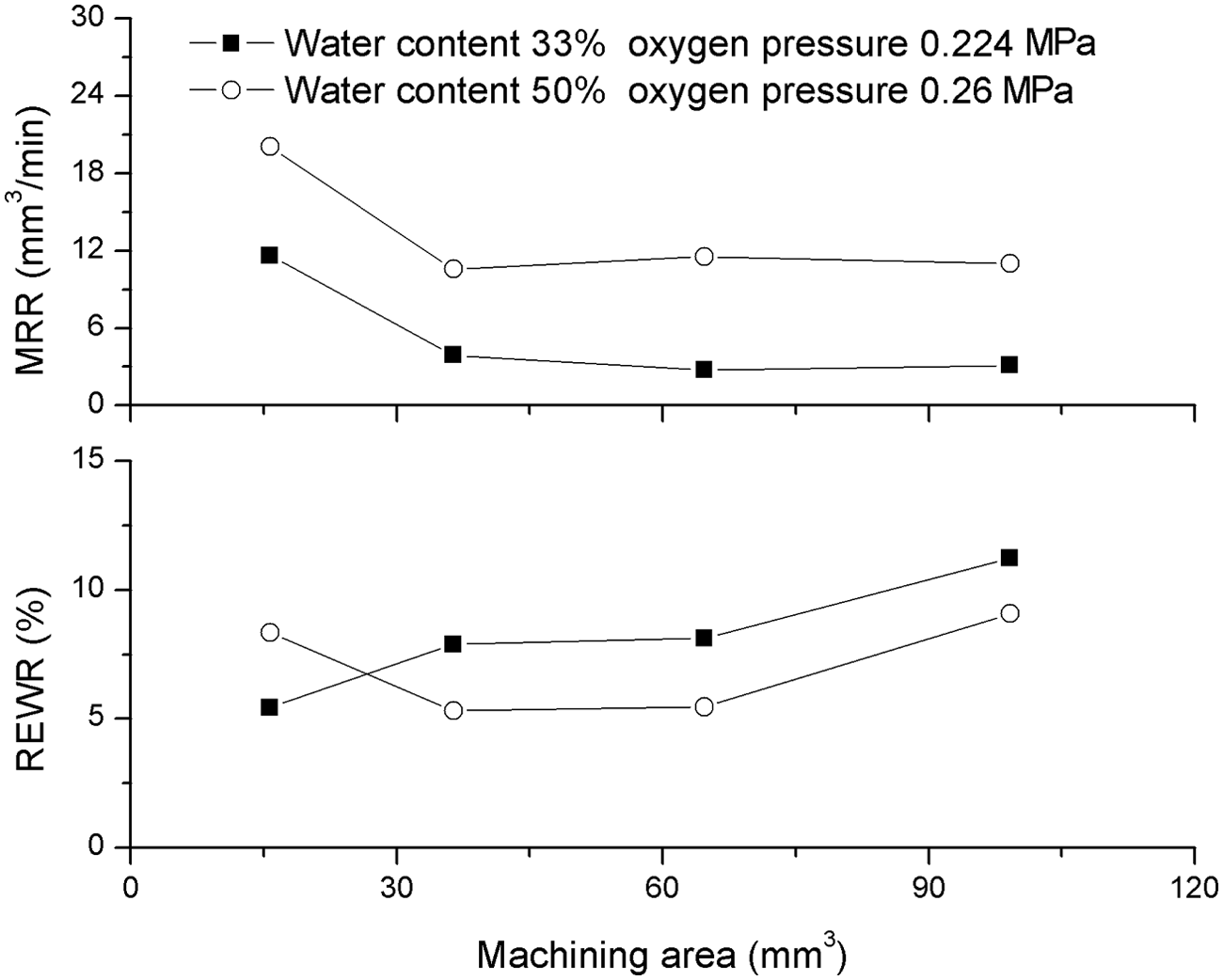
Influence of machining area on MRR and REWR. Ip = 18 A, τ on = 308 µs, and τ off = 10 µs.
Comparison of other gaseous-assisted EDM
In order to further explore the mechanism of oxygen-assisted EDM, air and argon were introduced for comparison investigation. Comparison of the EDM performance with different gases assisted is shown in Figure 8. As can be seen from Figure 8, neither air nor argon was effective. With peak current of 18 A, the MRR was slightly improved by mixing air in the emulsion; however, with larger peak current (29 A), the MRR was reduced. For both air and argon, REWR was increased. In the case of air, the EDM performance was not improved. This indicated that the concentration of oxygen plays an important role in the machining process since the oxygen content of air is 21 vol.%, which was too low to strengthen the intensity of the discharge.
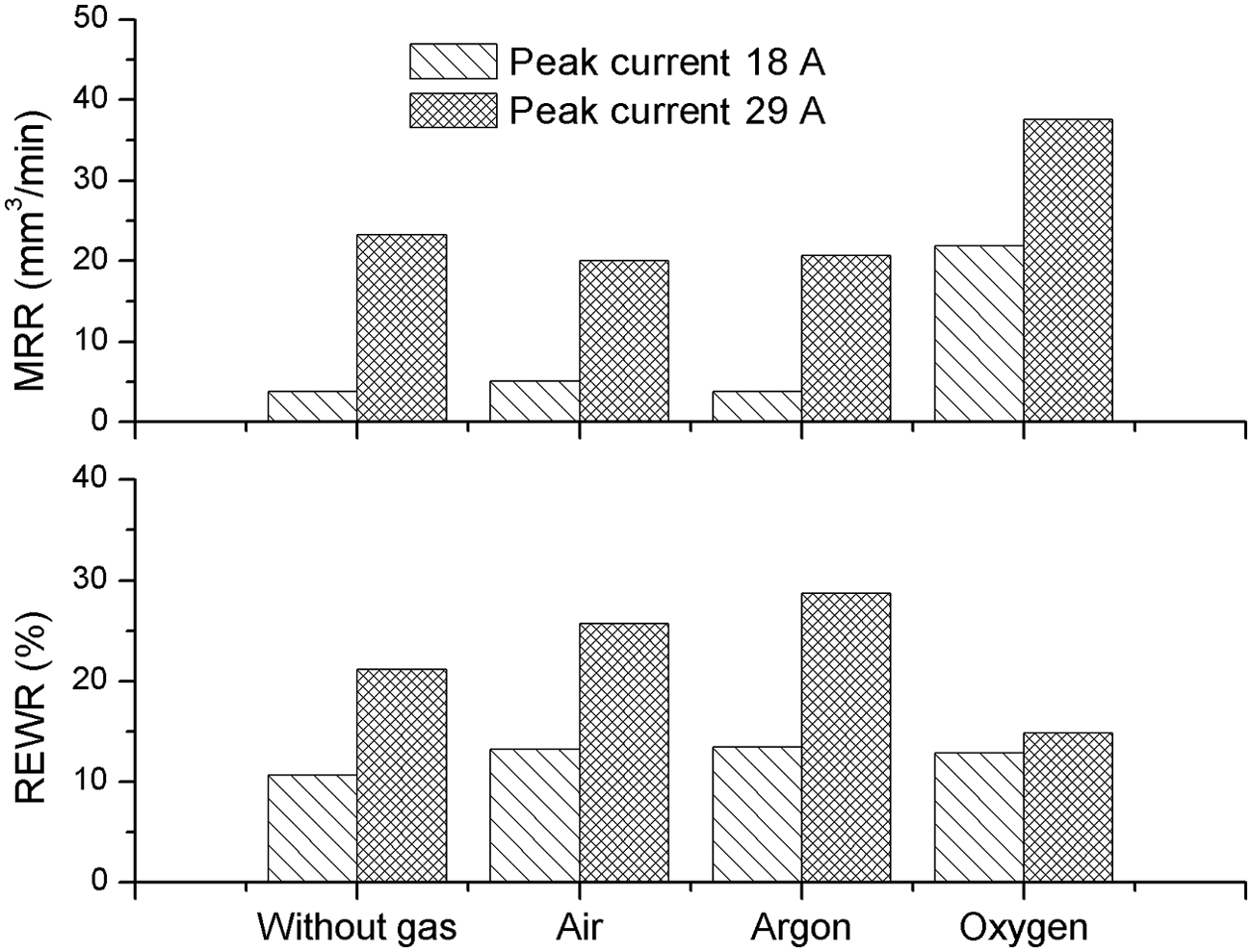
Comparison of the type of the mixed gases on MRR and REWR. Water contents = 33%, τ on = 308 µs, τ off = 20µs, Am =15.7 mm2, and Poxygen = 2.24 MPa.
Argon was adopted because it can be easily ionized and broken down. As early as 1985, argon was adopted as the working fluid of dry EDM by National Aeronautics and Space Administration (NASA). 24 It was speculated that the discharge gap can be enlarged with argon working fluid since it can be broken down much easier than air and oxygen. With larger gap, the expulsion of the debris will be facilitated. However, the experimental result showed that the EDM performance cannot be improved by mixing argon in the emulsion. Similar results have been reported by Kunieda et al. 13
In order to clarify the material removal mechanism of the oxygen-assisted EDM, single-pulse discharge experiments were conducted in air and oxygen, respectively. The single pulse was generated by controlling the make-and-break of an insulated gate bipolar transistor (IGBT) (SGL160N60UFD) by a singlechip (89C52RC). Various pulse durations can be easily obtained by changing the program parameters of the singlechip. In this case, steel needle was used as the electrode.
A comparison between craters obtained in different gaseous environments is presented in Figure 9. It was observed that the crater obtained in oxygen was much larger than in the air environment. It seems that more material can be melted and removed in oxygen than in the air environment.
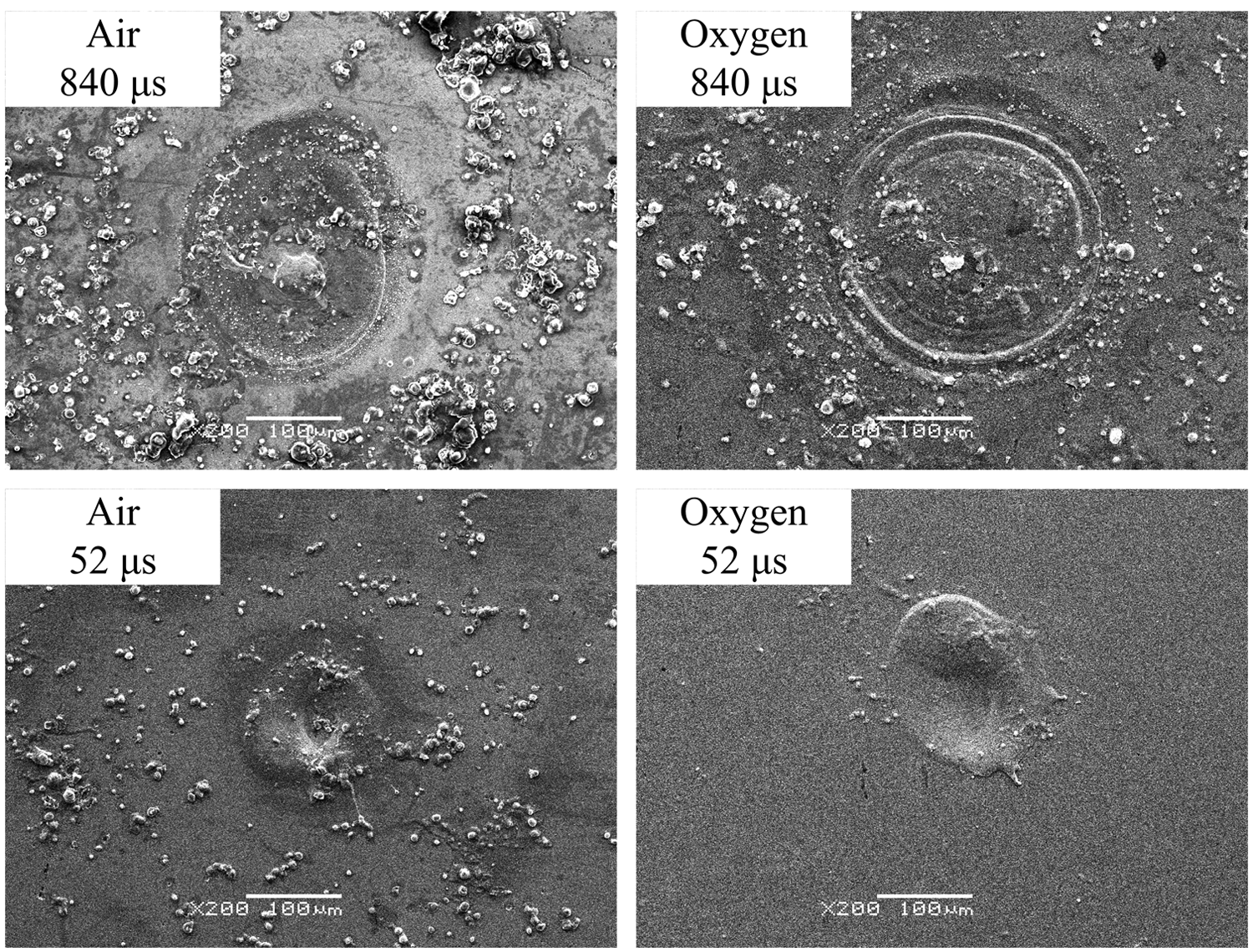
Comparison of the appearance of the single-pulse discharge generated crater obtained in air and oxygen with different pulse durations.
Surface roughness
The surface roughness of the specimen machined by oxygen-assisted EDM and conventional EDM is compared in Figure 10. As can be seen from Figure 10, with the same electrical machining parameter, the surface roughness was higher with oxygen-assisted EDM. Usually, the MRR and surface quality are closely related, and as a general rule, increasing MRR means decreasing the surface quality. The MRR of oxygen-assisted EDM was much higher than that without oxygen, as shown in Figures 2 and 8. A higher MRR means a larger amount of material removed from the machined surface; therefore, a decreased surface quality will be resulted.
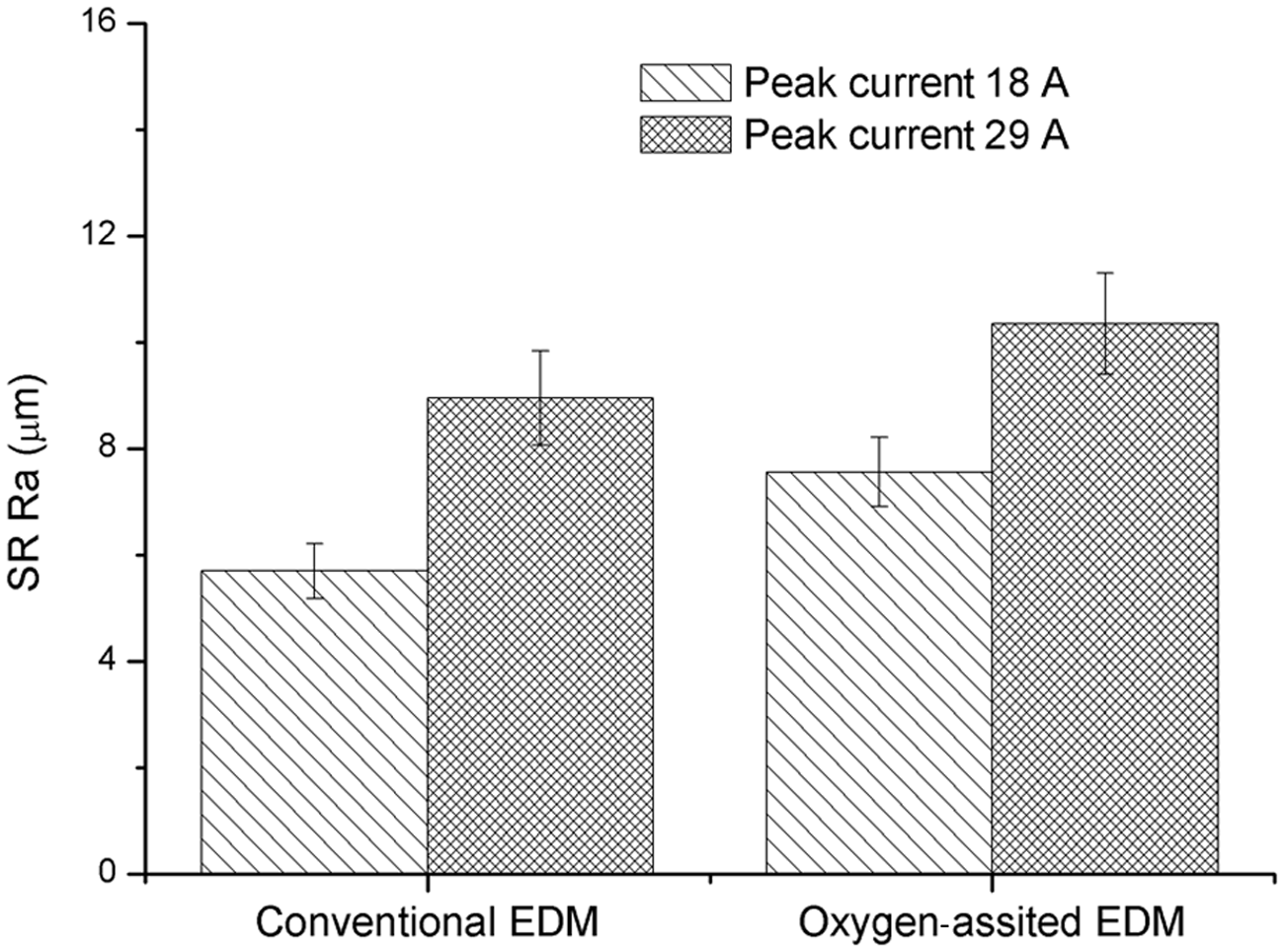
Comparison of the roughness of the surface machined by conventional EDM and oxygen-assisted EDM as different peak currents. Water contents = 33%, τ on = 308 µs, τ off = 20µs, Am = 15.7 mm2, and Poxygen = 2.24 MPa.
SEM analysis of the machined surface
The surfaces machined by EDM with and without oxygen assisted are shown in Figure 11. With oxygen assisted, more oxide was observed on the machined surface. This confirms the oxidization of the melted material during the machining process when oxygen was presented in the gap. As has been reported by many researchers,11,13 the material removal efficiency can be highly enhanced by the oxidization reaction of the melted material. Besides oxygen, the water in the emulsion can also react with the material due to the high temperature of the discharge column. The reaction between water and the material has been confirmed in our previous researches.25,26 The typical appearance of the oxide existed on the machined surface is shown in Figure 11(d).
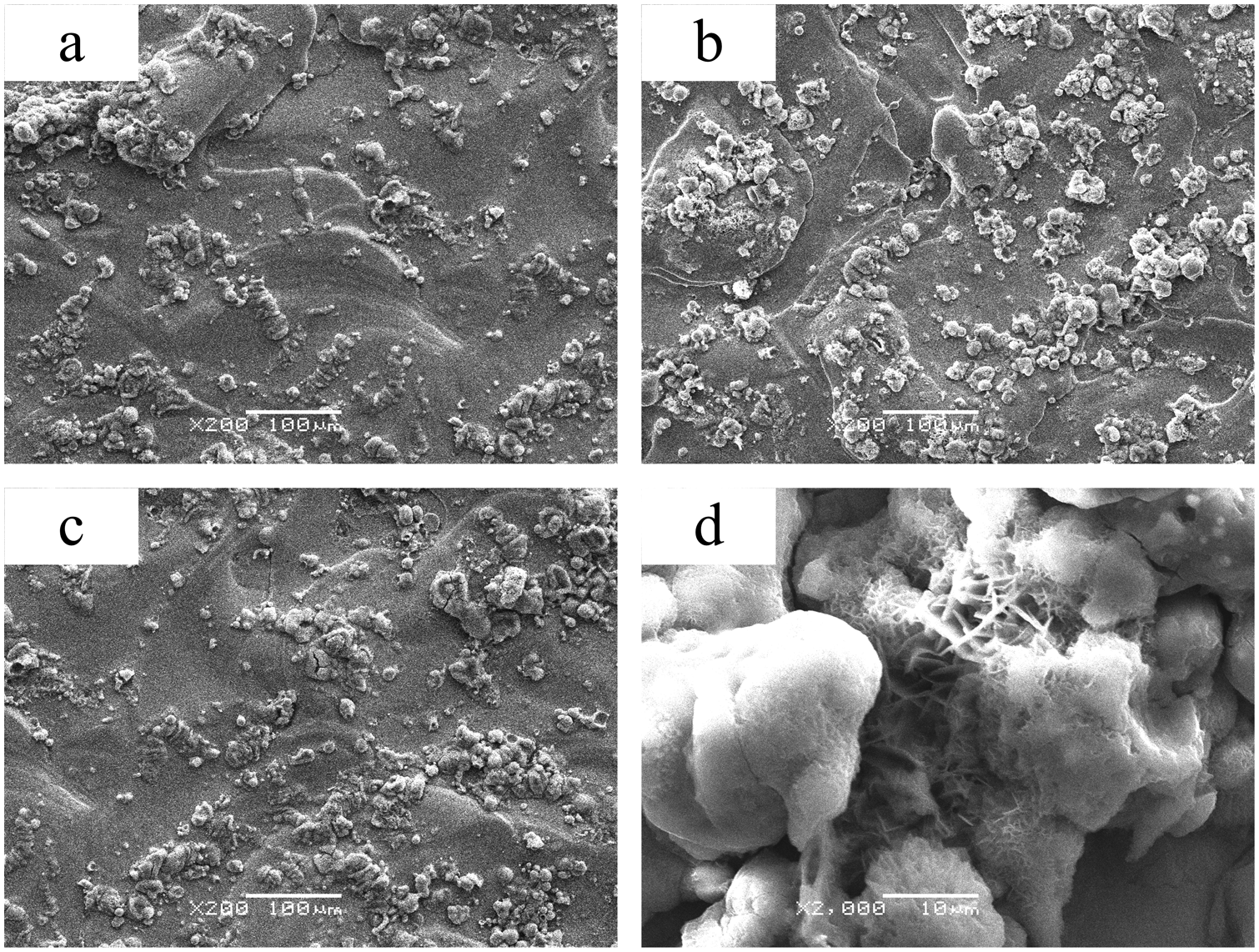
Comparison of the machined surface with oxygen pressure: (a) 0 MPa, (b) 0.2 MPa, (c) 0.28 MPa, and (d) typical appearance of the oxide existed on the machined surface.
The section views of the machined surface are shown in Figure 12. The thickness of the recast layer obtained by oxygen-assisted EDM was thinner than that without oxygen assisted. This indicated that the more melted material can be removed from the machined surface when oxygen was presented in the gap. This can be explained by the oxidation reaction between the melted material and oxygen that enhances the explosion effects of the discharge. The transient impulse force was enhanced, and more melted material can be removed from the surface; therefore, a thinner recast layer resulted.
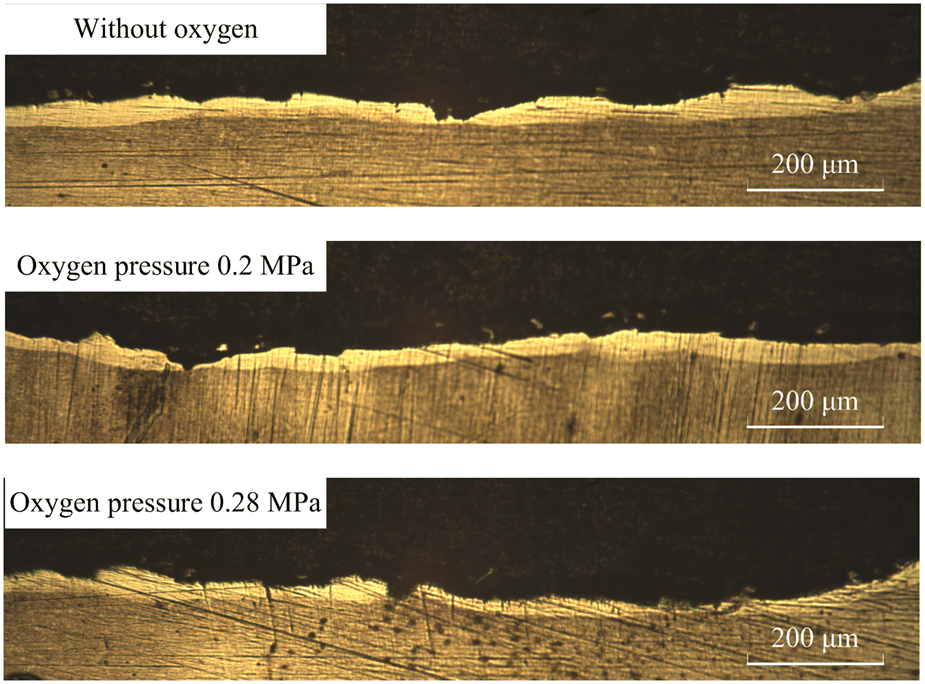
Comparison of the recast layer thickness of the machined surfaces.
Conclusion
In this article, experimental evaluation of die-sinking EDM using oxygen-mixed W/O emulsion working fluid was conducted. The fire hazardous can be excluded due to the inflammability of the W/O emulsion. The experimental results reveal that the die-sinking EDM performance can be highly improved by mixing oxygen into the W/O emulsion. The MRR can be increased, whereas the REWR can be decreased simultaneously. The material removal efficiency can be highly improved by mixing oxygen into the emulsion. Since the melted material can be effectively removed, the recast layer of the machined surface was much thinner with the oxygen-assisted EDM.
Footnotes
Funding
The work was partially supported by Chinese National Natural Science Foundation (Grant no. 51275529), Incubation Program of Excellent Doctoral Dissertation of China University of Petroleum (Grant No. LW120301A), Science and Technology Development Plan of Qingdao City (Grant No.12-1-4-7-(2)-jch) and Taishan Scholar Construction Project of Shandong Province (Grant No.TS20110823).