
Abstract
Developing mechanically robust biodegradable composites is critical for next-generation orthopedic support devices. Although polylactic acid (PLA) is widely used in additive manufacturing, incorporating fillers can lead to reduced tensile performance when interfacial bonding with the matrix is inadequate. This study aims to enhance the mechanical performance of 3D-printed PLA reinforced with 2 wt% rice husk-derived silica (SiO2) through optimized post-annealing. A hybrid statistical–computational framework combining Response Surface Methodology (RSM) and Particle Swarm Optimization (PSO) was implemented to identify optimal print speed, annealing temperature, and annealing time. PSO predicted the optimal conditions as 50 mm/s, 90.90°C, and 60 min, respectively, corresponding to a projected ultimate tensile strength (UTS) of 54.65 MPa. Confirmation experiments validated the prediction, yielding a mean UTS of 54.49 MPa with an error below 1%. Scanning electron microscopy revealed improved interlayer fusion and enhanced ductility in the optimized samples relative to unoptimized ones. Overall, the integration of RSM and PSO effectively refined post-annealing conditions without modifying material composition, demonstrating a viable strategy for strengthening PLA-based biocomposites. The proposed framework provides a practical route for tailoring mechanical properties in biomedical additive manufacturing, particularly for load-bearing orthopedic applications.
Keywords
Introduction
Additive manufacturing (AM), commonly referred to as 3D printing, is instilling new possibilities in contemporary manufacturing practices by enabling the layer-by-layer construction of complex geometries through digital models. 1 In contrast to traditional subtractive processes, AM reduces material waste, shortens prototyping timelines, and dramatically improves the ability to customize products. AM shows high promise in fulfilling dynamic industrial expectations across multiple sectors including aerospace, automotive, and biomedical engineering. 2 In the biomedical engineering sector, AM enables the fabrication of patient-specific implants, scaffolds, prosthetics, and surgical planning models with unmatched design flexibility and functional attributes when addressing specific patient needs which reinforces the vital need for accurate and personalized solutions to healthcare needs.3,4 Despite its transformative potential, additive manufactured components generally contain defects including anisotropic behavior, residual stress, and poor interlayer adhesion as a result of rapid solidification and layer-to-layer build-up. 5 These defects can lead to loss of mechanical integrity of the printed parts in load bearing biomedical applications. Therefore, post-processing implementation specifically thermal treatments such as annealing are required to improve the structural and mechanical stability of AM products. At the same time, with respect to the additive manufacturing process, there are parameters such as print speed, infill density, and layer thickness, which can each have a significant effect on the dimensional accuracy, surface finish and mechanical performance of printed structures.
The mechanical properties of additively manufactured (AM) parts are inherently influenced by many interrelated process variables. For example, print speed influences deposition accuracy as well as the bonding time between each layer, and infill density influences the weight and strength of the part. Many authors have highlighted the importance of the Fused Deposition Modeling (FDM) process parameters on the mechanical properties of PLA-based materials. Sultana et al. 6 reported that less layer thickness improved the interlayer bonding, the unit tensile test results of the wood fiber-reinforced PLA. Afonso et al. 7 used a predictive regression model to show that the extrusion temperature was the most influential parameter affecting tensile, flexural, and compressive parameters. Khan et al. 8 identified the importance of print speed, layer height and density using a custom FDM printer and analysis of variance (ANOVA). Ali et al. 9 optimized a chopped carbon fiber reinforced PLA material using Taguchi L27 and grey relational analysis (GRA) and reported that raster angle, print speed, and layer height were the main factors affecting tensile strength and that nozzle and bed temperatures affected the weight and other mechanical properties. Gholipour et al. 10 investigated the influence of key FDM process parameters on the mechanical performance of 3D-printed thermoplastics and demonstrated that regression-based metaheuristic optimization can effectively enhance tensile behavior. Pazhamannil et al. 11 the importance of post-processing through thermal annealing and employed an ANFIS model to accurately predict the tensile strength of annealed FDM-printed PLA and its composites. While these studies confirm that both process parameters and annealing significantly influence mechanical performance, they were treated independently.
Annealing is a post-processing technique used to induce phase change and increase polymer chain mobility which can improve crystallinity and also remove internal stresses. In the case of thermoplastics such as polylactic acid (PLA), annealing can improve stiffness and thermal stability by transitioning from an amorphous state to a semi crystalline state. 12 This crystallinity induced by heat builds the microstructure and mechanical performance induced by the interfacial bonding performance of polymer composites. PLA is an aliphatic polyester capable of biodegrading under appropriate conditions and is based on renewable feed stocks such as corn starch and sugar cane.13,14 The suitability and supply of PLA has made it popular in the biomedical context due to its biocompatibility, processability, and conformance to environmental sustainability. PLA has been applied in a variety of devices, from tissue scaffolds to bone fixation devices to drug delivery carriers. 15 The extent of PLA to be used in load-bearing biomedical contexts is limited by its brittleness, low impact strength, and thermal resistance. Each of which can be improved using various reinforcement strategies to improve mechanical performance. In their as-printed state, FDM-fabricated PLA parts often exhibit suboptimal mechanical performance due to process-induced porosity and limited interlayer bonding. This poor mechanical performance can be compounded by problems with the integrity of the structure being compromised, which can compromise load bearing and long-term stability under expected biomedical loading conditions. To help improve these properties, PLA can be combined with suitable reinforcements such as ceramic nanoparticles or bio-sourced fillers that when properly modified can lead to substantial improvements in toughness, stiffness and thermal performance.16,17 However, the true potential of such reinforcements can only be realized when combined with appropriate thermal post-processing strategies, such as annealing, which promote improved crystallinity and interfacial bonding. In this context, optimizing both the processing and annealing parameters becomes essential to maximize the reinforcing efficiency and structural integrity of the composite.
Among several bio-sourced reinforcements such as rice husk, 18 poplar wood powder, 19 bamboo and jute powder, 20 silicon particles, 21 and several natural fibres. 22 Silica (SiO2) recovered from rice husk ash (RHA) represents an environmentally friendly, cost-effective option. RHA-derived SiO2 is rich in silica content, and thus provides value for agricultural waste streams while also advancing circular economy principles by reducing their environmental burden. In addition, SiO2 has excellent osteoconductive behavior, promotes cellular adhesion, and improves scaffold bioactivity for biomedical applications; therefore, SiO2 represents a positive additive for improving bone tissue engineering scaffolds.23,24 Meanwhile, as the PLA is annealed it goes from glass-rubber transition to polymer chains further rearranging in more ordered crystalline regions with the elimination of residual stress, improved thermal resistance, and overall tensile and flexural performance benefits. SiO2 can also promote a nucleating agent, thus potentially enhanced crystallization kinetic of the PLA matrix and improved thermal and mechanical behavior of the PLA matrix.
For the purpose of leveraging multi-factorial influences, this study adopted a two-phase hybrid optimization approach. In the first phase, Response Surface Methodology (RSM) utilizing the Central Composite Design (CCD) was applied to develop a robust regression model that captures the interaction effects of key parameters (print speed, annealing temperature, and annealing time) on the ultimate tensile strength (UTS) of PLA/SiO2 composites. Though RSM provides a statistically valid predictive model with the smallest number of experimental runs, its local searcher capabilities may not find a global optima in design spaces with multiple local opima. 25 To counter this drawback, the regression model based on RSM was coupled with Particle Swarm Optimization (PSO), a population-based metaheuristic optimization technique with significant global search capabilities and strong convergence properties. 26 By obtaining an RSM regression model and coupling it with PSO, this study leverages the benefits of both statistical modeling, and computational intelligence to obtain very accurate, globally obtained solutions to improve the composites mechanical properties. The two-phased approach not only improved prediction accuracy but also reliable identification of optimal post-processing parameters beyond the local optima achievable through conventional RSM.
Previous studies on FDM-fabricated PLA components have demonstrated that mechanical performance can be enhanced either by optimizing printing parameters or by applying post-processing techniques such as thermal annealing. More recently, data-driven and metaheuristic optimization approaches have been employed to tune FDM process parameters or annealing conditions independently. However, existing studies largely treat process optimization and post-annealing optimization as separate problems and primarily focus on neat polymers or conventional composites. In addition, limited attention has been given to sustainable, agro-waste-derived reinforcements in conjunction with systematic annealing optimization, particularly using hybrid statistical–metaheuristic frameworks.
In this context, the present study aims to improve the tensile strength of a PLA-based composite scaffold reinforced with 2 wt% rice husk ash-derived SiO2 for bone healing applications by jointly optimizing FDM printing and post-annealing parameters. The unique contribution of this work lies in (i) the sustainable incorporation of agro-waste-derived SiO2 into a biodegradable PLA matrix, (ii) the development of a statistically validated RSM–CCD regression model to capture the coupled effects of print speed, annealing temperature, and annealing time, and (iii) the integration of Particle Swarm Optimization with the RSM-derived model to overcome the local optimization limitations of conventional RSM and identify a global optimum. Unlike earlier studies that focus solely on parameter screening or material modification, this work demonstrates a synergistic process–thermal optimization strategy that enhances tensile performance without altering material composition. The adopted methodology encompassing filament extrusion, DOE-based FDM printing, controlled annealing, mechanical testing, regression modeling, and PSO-based global optimization extends current knowledge on sustainable PLA-based scaffolds and provides a robust framework for data-driven optimization of additively manufactured thermoplastic composites for orthopedic applications.
Materials and methods
Attributes of PLA
The major properties of PLA used in the present study.
Silica recovery from rice husk ash
In this study, silica (SiO2) was obtained from rice husk ash (RHA), which is a renewable agro-waste by-product available in plenty in India. The raw rice husk was purchased from a rice mill in Tanjore, India. The rice husk was washed multiple times with distilled water to remove dust and other adhered particles, and then air dried at room temperature for 24 h. Preheating was done first in a muffle furnace at 200°C for 1 h to remove any moisture and organic matter from the husk. Subsequently, combustion was performed at a controlled temperature in a tubular furnace at 600°C for 2 h to yield rice husk ash. The RHA was then treated with sulfuric acid (0.5 M) at 60°C under continuous stirring for 30 min; subsequently, an alkaline extraction using sodium hydroxide (NaOH) solution was carried out, followed by calcination at 500°C to obtain fine silica particles. A detailed procedure of SiO2 extraction form rice husk can be seen anywhere in the literature. 28 The resulting silica has the potential as a good reinforcing filler in polymer composites because of its relatively high surface area, high mechanical strength, and compatibility. The extracted SiO2 was characterised using a scanning electron microscope coupled with energy dispersive spectroscope.
Filament fabrication and 3D printing
The fabrication of PLA/SiO2 composite filaments took place through the use of a melt-compounding and single-screw extrusion process. The commercial PLA granules (98 Wt.%) (NatureWorks; granule size 2–3 mm) and rice husk ash-derived SiO2 (2 Wt. %) particles (mean diameter ∼ 4.5 µm) were concurrently feed into the hopper of a single-screw extruder. The silica content was fixed at 2 wt% to ensure uniform dispersion, stable filament extrusion, and reliable printability during FDM processing. Higher ceramic filler loadings are known to significantly increase melt viscosity and particle agglomeration. The barrel temperature was set with a gradient of 170°C in the feed zone and 190°C in the die zone, and the screw rotation speed was kept at 60 rpm for effective melting, shear mixing, and dispersion of the SiO2 within the PLA matrix. The mixed melt was extruded through a 1.75 mm round die, cooled down in a water bath and fed through a diameter-control system. The tensile test specimens were 3D-printed with a Pratham 3.0 FDM printer under the ASTM D638 Type V standard. Slicing was done with Ultimaker Cura software. The printing settings were: nozzle temperature 210°C, bed temperature 60°C, layer height 0.2 mm, infill density 80%, and print speed from 30-60 mm/s with a 0.4 mm brass nozzle.
Post-annealing treatment and tensile testing
After the 3D printing of PLA/SiO2 composite tensile specimens, post-annealing for thermal treatment was conducted to improve the mechanical performance of printed parts by enhancing crystallinity and interlayer adhesion. The annealing parameters such as temperature, and time were varied systematically in accordance with the Response Surface Methodology (RSM) with a Central Composite Design (CCD). Annealing temperature was varied from 80°C to 120°C, and annealing time was varied from 15 to 60 minutes. All annealing was performed in a hot-air oven with close temperature control (±1°C). Printed samples were placed on a flat ceramic surface to minimize any warping or deformation during the heating treatment process. After the completion of the annealing cycle, all specimens were allowed to cool naturally in the oven at room temperature to eliminate the chance of thermal shock or residual stresses. Then, the annealed specimens were subjected to tensile testing under ambient conditions, with a crosshead speed of 5 mm/min and a strain rate of 0.01 s−1. The machine has a 1 kN load cell fitted on the machine to accurately assess the force of polymer-based materials. The gauge length for the tensile specimen was 7.62 mm. All tests were repeated three times for accuracy and the average values of ultimate tensile strength (UTS) was calculated using the stress-strain curve. Figure 1(a)–(c) depicts the dimensions of the tensile test specimen, printed composite tensile specimen and the specimen positioned in between the machine jaws. Tensile test setup: (a) ASTM D638 Type V specimen dimensions; (b) fabricated PLA/SiO2 composite tensile sample, and (c) specimen mounted in UTM.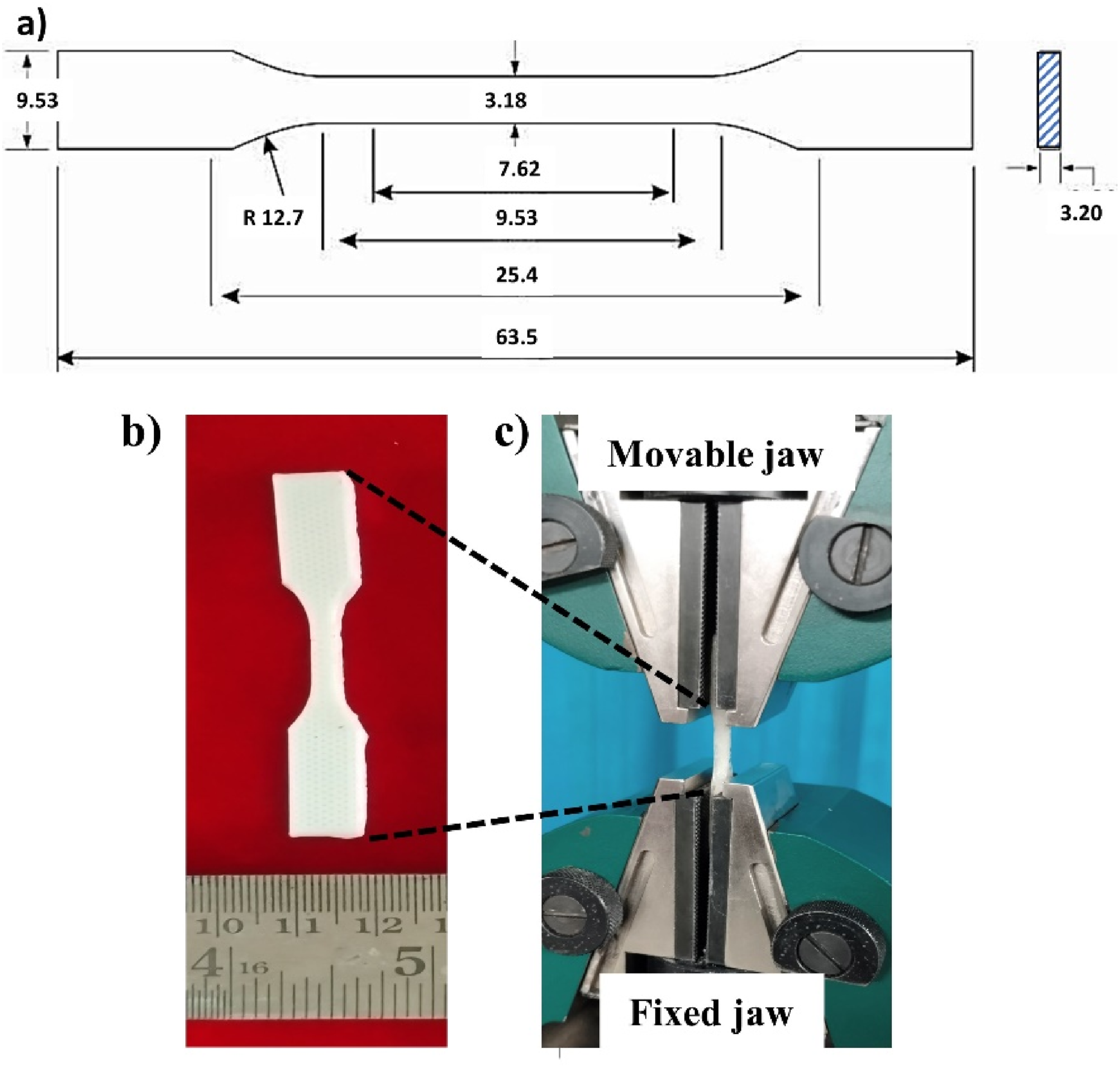
Regression Function Generation
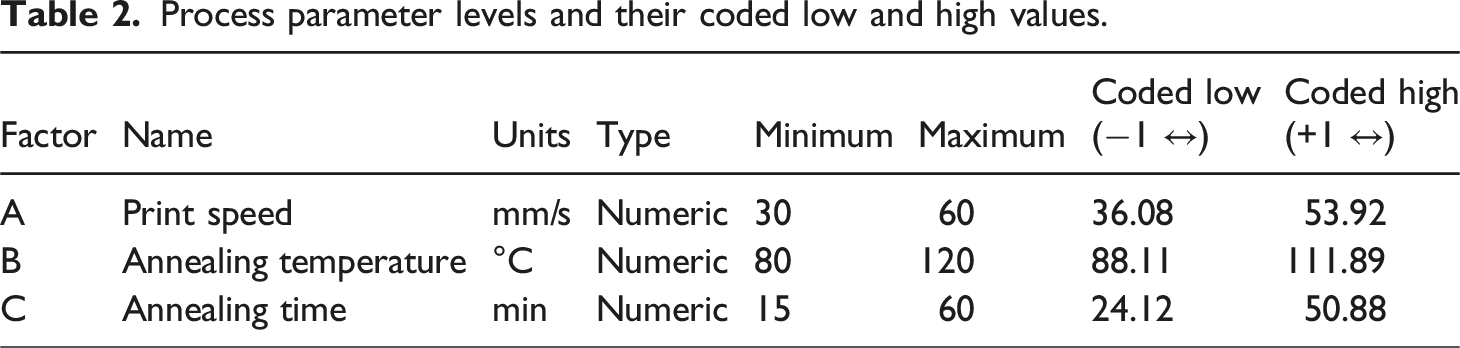
To generate the regression function equation for tensile strength of PLA-based composite scaffolds reinforced with 2 wt% silica, Response Surface Methodology (RSM) combined with Central Composite Design (CCD) technique was used in Design expert software (Version 2012). RSM-CCD can successfully approach and analyze these complex, multi-parameter systems while accounting for statistical validity and accuracy, using a reduced number of experimental runs.29,30 Three parameters were identified that affect mechanical behavior based on their major influence: print speed (A), annealing temperature (B), and annealing time (C). Print speed (A) affects deposition accuracy, the extent of inter-layer bonding, and the cooling rates of the extruded filament. Higher printing speeds may decrease the mechanical integrity of the structure due to lack of bonding. Annealing temperature (B) was selected at around the glass transition region for PLA and would determine the extent of polymer chain movement and crystallization during post printing processing, and would influence the strength and dimensional stability of the scaffolds. Total annealing time (C) would additionally determine the time for crystallite growth and stress relaxation as well as risk degradation of the polymer from excessive time. The experimental range of each parameter was defined using previous experimentation and the literature and is presented in Table 2. A total of 20 experimental runs were generated using Design-Expert software, incorporating factorial, axial, and center points to fit a second-order polynomial model. The model equation relates the response (ultimate tensile strength, UTS) to the coded input variables using the regression equation (1): • R is the predicted response (UTS), • α0 is the intercept term, • αi are the coefficients of the linear terms, • αii are the coefficients of the quadratic terms, • αij are the coefficients of the interaction terms, • Zi and Zj are the coded independent variables (print speed, annealing temperature, and annealing time), and • ϵ is the random error term. Process parameter levels and their coded low and high values.
To assess the significance of the model and levels, a statistical method, the Analysis of Variance (ANOVA) was performed, where values less than 0.05 were declared statistically significant. 31 The amount of variability explained by the model was assessed using the coefficients of determination (R2, adjusted R2, predicted R2), as well as the lack-of-fit test. Response surface plots and contour maps were used to display the interaction effects of the process parameters on UTS.
Metaheuristic optimization using Particle Swarm Optimization (PSO)
To further optimize the process parameters, Particle Swarm Optimization (PSO) algorithm was used to find the global optimum settings of temperature and time, as well as print speed for maximum tensile strength of the 3D-printed composite scaffolds of PLA/SiO2. The algorithm was compiled using MATLAB version R2025a. PSO is a nature-inspired metaheuristic algorithm that simulates the social behavior of organisms such as bird flocking or fish schooling, allowing it to explore a solution space more efficiently.32,33 In this work, the regression equation produced via RSM-CCD design was used as the fitness function for the PSO algorithm, as shown in equation (2):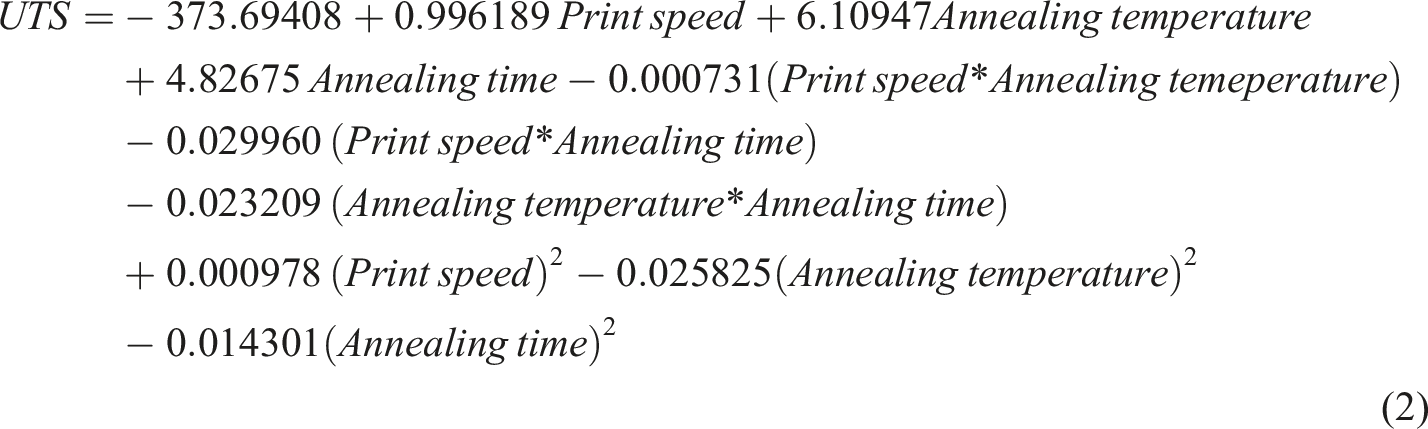
The PSO process begins by initializing a swarm of particles, each representing a candidate solution vector X i = [x i1 , x i2 ,…,x in ] where xij corresponds to the j th process variable (i.e., print speed, annealing temperature, or annealing time) for the i th particle. Each particle has an associated velocity vector V i = [v i1 , v i2 ,…,v in ] that dictates its movement across the search space. 32 At every iteration, each particle evaluates the fitness of its current position based on the predicted tensile strength obtained from the regression model. The personal best position (P best, i) and the global best position (g best ) are updated based on maximum fitness. The velocity and position of each particle are updated using the following standard PSO equations (3) & (4):
Velocity update equation:
Position update equation: • v
i
(t)
and xi(t) denote the velocity and position of particle i at iteration t, • ω is the inertia weight balancing exploration and exploitation, • c1 and c2 are acceleration coefficients (cognitive and social parameters), • r1 and r2 are random numbers uniformly distributed in [0, 1].
The iteration will continue until the maximum number of generations is obtained or until the global best fitness value change is smaller than a threshold. The overall result of the PSO process is the global best solution vector gbest, which contains the optimized combination of process parameters that yield the maximum predicted tensile strength. The overall working steps of the PSO algorithm are visually summarized in Figure 2 (the flowchart of PSO algorithm), from initializing the swarm to returning the best global solution. PSO algorithm flowchart.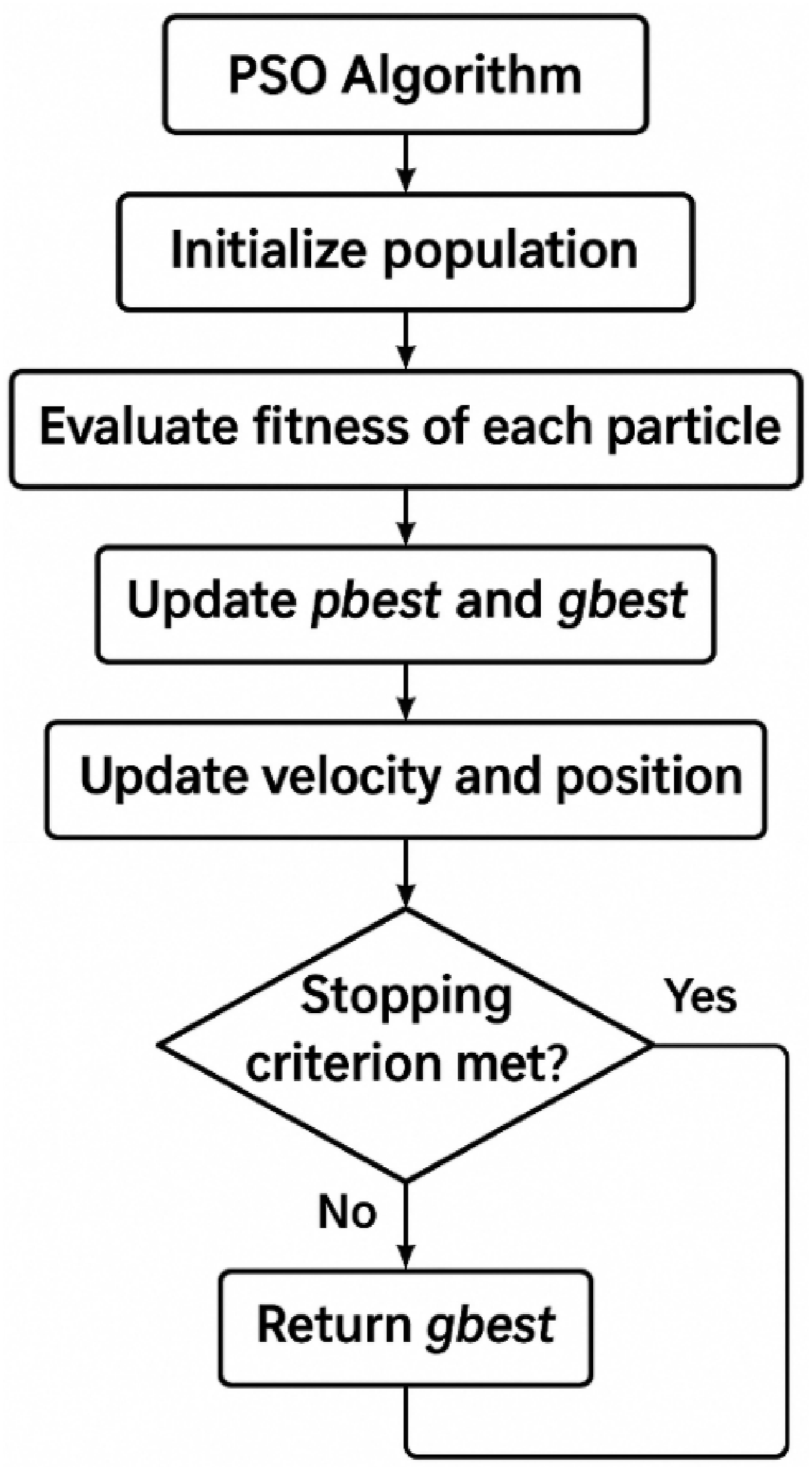
Results and discussion
Microstructural characterization of RHA derived SiO2
The SEM micrograph (Figure 3(a)) of the silica particles derived from rice husk ash reveals an agglomerated morphology with irregular and plate-like structures, typical of bio-silica obtained through acid and thermal treatment processes. The porous and flaky texture indicates a high surface area, which is advantageous for mechanical interlocking within the polymer matrix. The accompanying EDS spectrum (Figure 3(b)) confirms the predominant presence of silicon (Si) and oxygen (O), validating the successful extraction of high-purity silica and the results align with a previous study.
34
The absence of any significant impurity peaks demonstrates the effectiveness of the extraction protocol and the suitability of this bio-sourced silica for reinforcement in biodegradable polymer composites. (a) SEM image and (b) EDS spectrum of silica (SiO2) extracted from rice husk ash.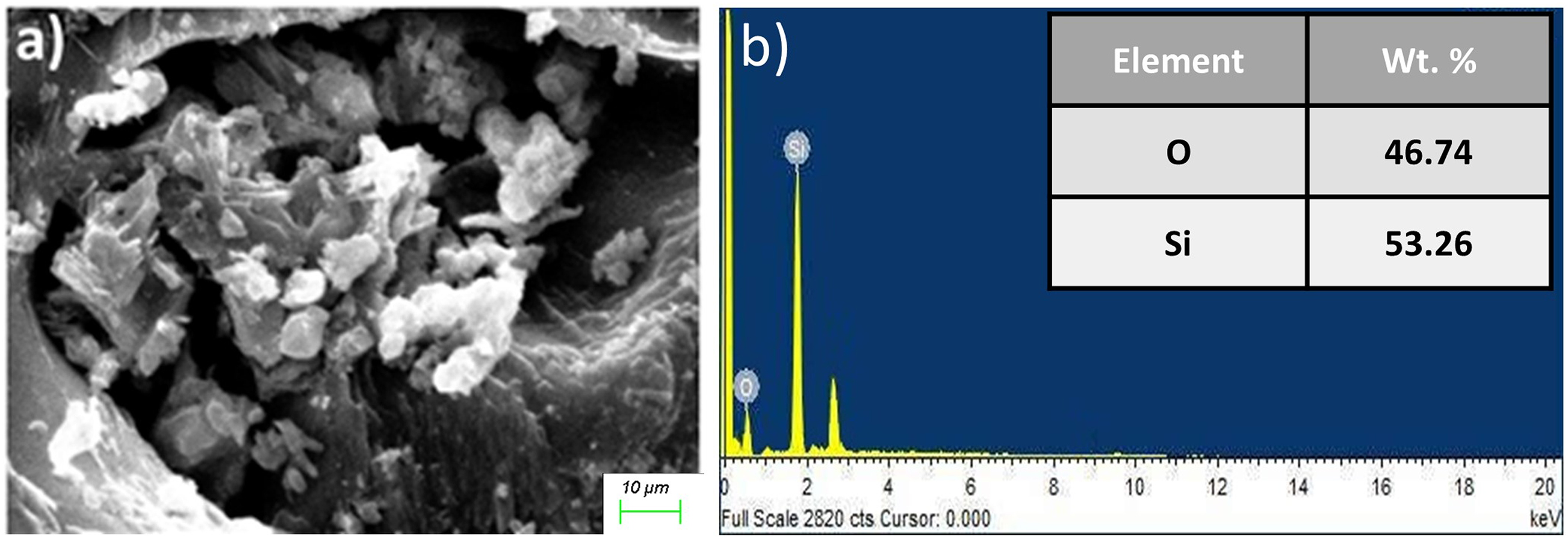
Statistical modeling and analysis of tensile strength response using RSM-CCD approach
RSM/CCD design of experiments table.
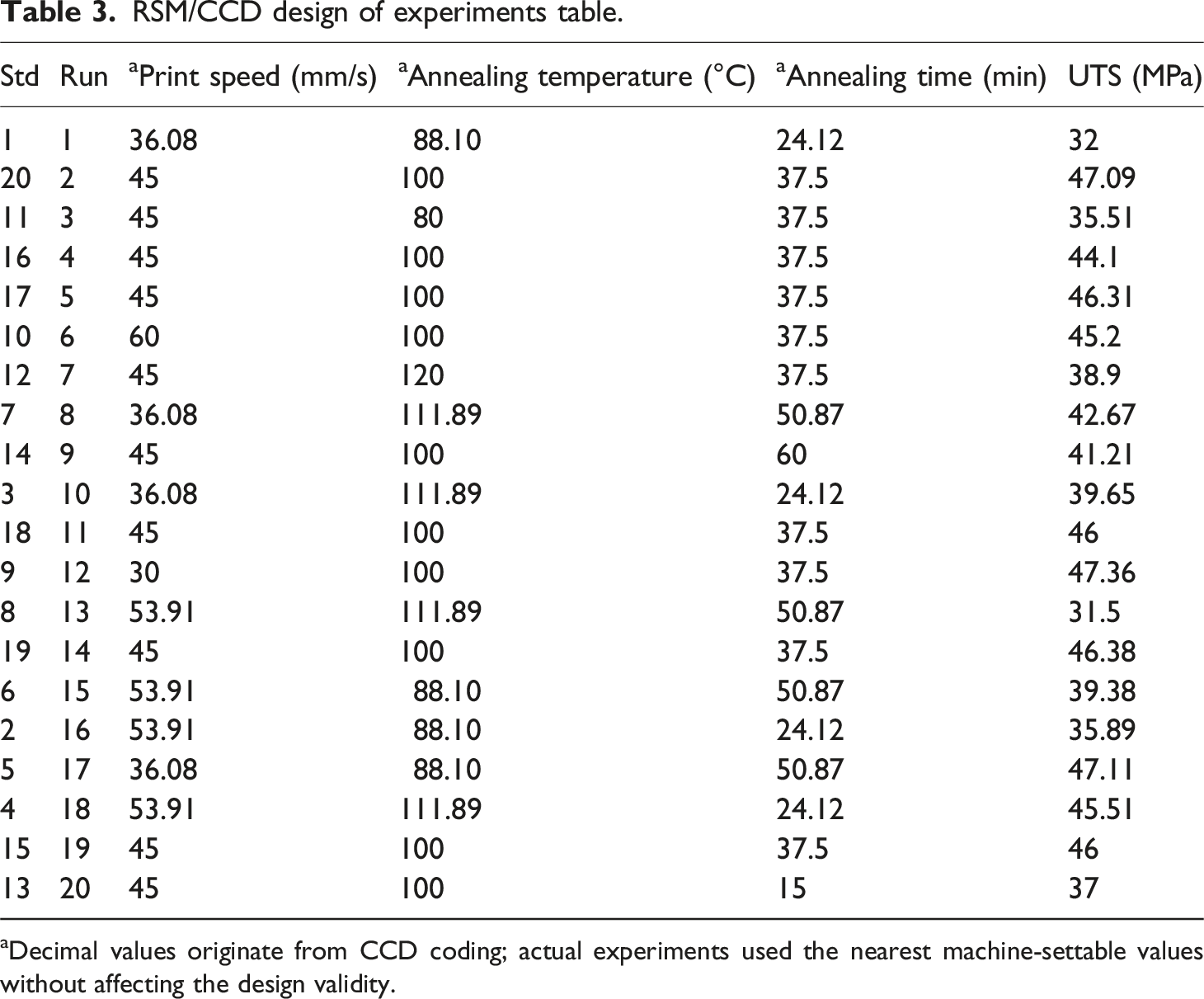
aDecimal values originate from CCD coding; actual experiments used the nearest machine-settable values without affecting the design validity.
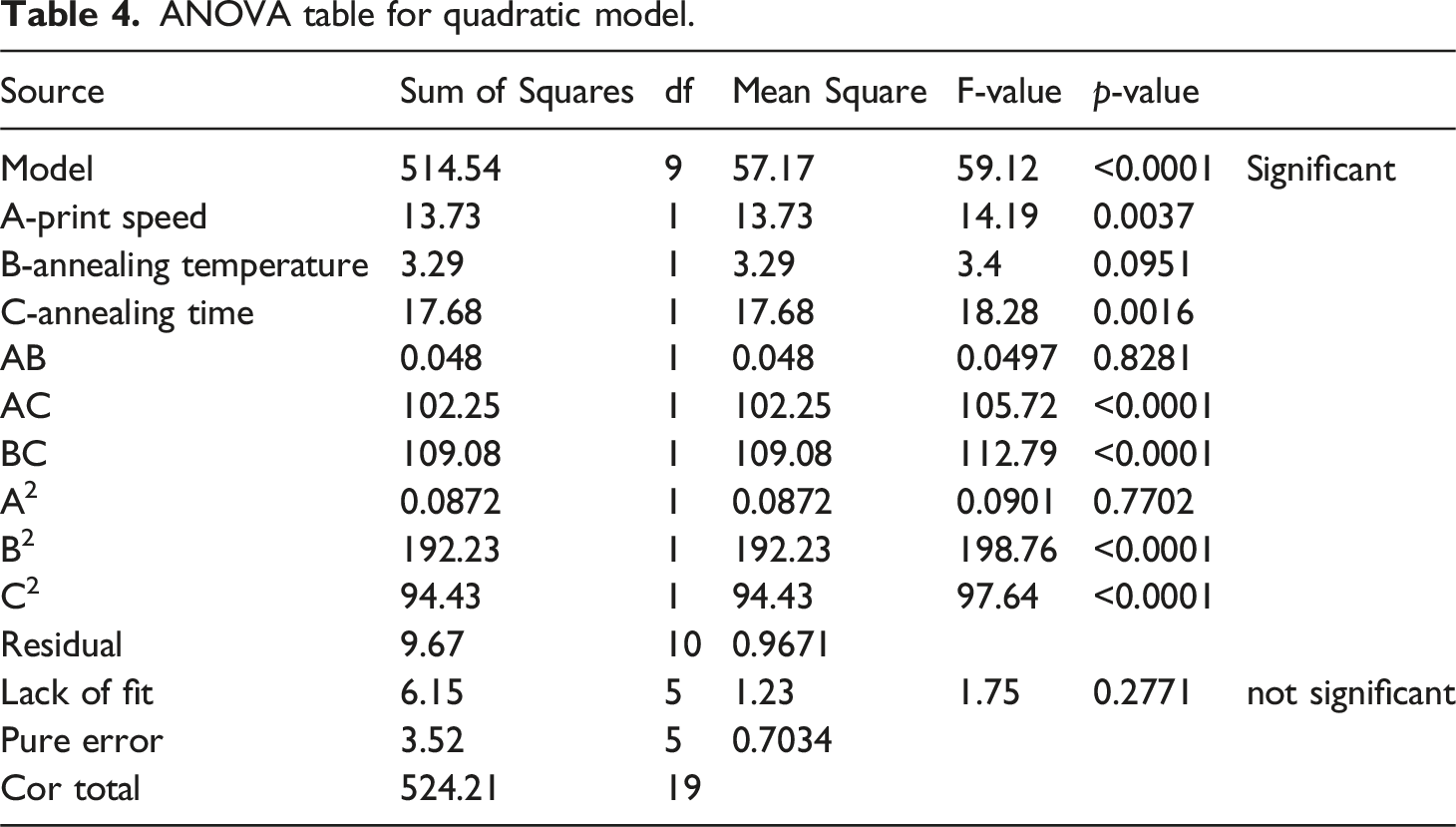
ANOVA table for quadratic model.
Fit statistics table.
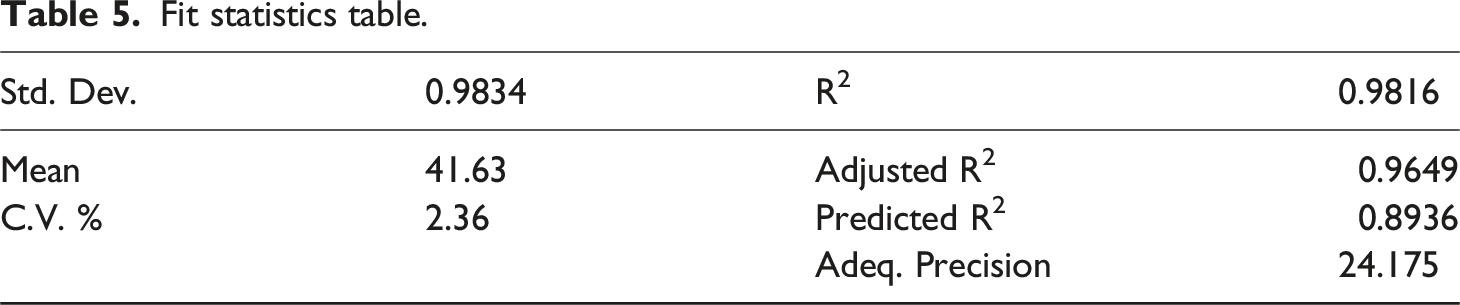
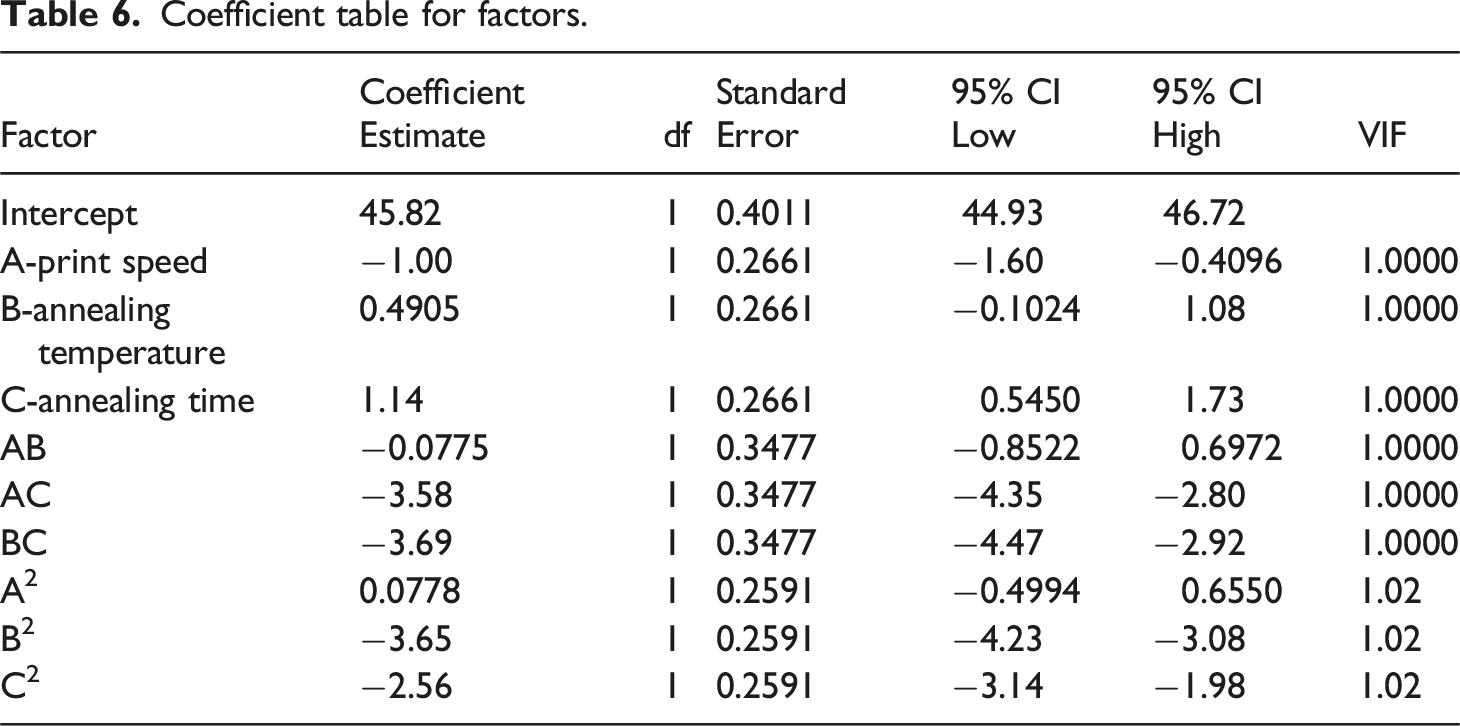
The model’s coefficient of determination (R2 = 0.9816) signifies that over 98% of the variability in UTS can be attributed to the selected process parameters. The close agreement between adjusted R2 and predicted R2 values, with a minimal gap of 7.1%, ensures the model is neither overfitted nor underfitted. The low coefficient of variation (2.36%) confirms high experimental precision, while an adequate precision ratio of 24.175 (well above the benchmark of 4.0) demonstrates excellent signal-to-noise ratio for reliable optimization. Hence, the developed model provides a statistically validated and experimentally confirmed tool for optimizing the tensile behavior of post-annealed PLA/SiO2-based scaffolds. The interactions between print speed and annealing time (AC) and annealing temperature and time (BC) are especially critical, offering a potential pathway for fine-tuning process parameters to meet specific strength requirements in biomedical and structural applications.
Coefficient table for factors.
The diagnostic plots shown in Figure 4 validate the adequacy and reliability of the developed regression model for predicting the ultimate tensile strength (UTS) of PLA-based 3D-printed composites. In Figure 4(a) Diagnostic plots for model validation: (a) Predicted vs. Actual tensile strength indicating strong correlation and model accuracy, (b) Normal probability plot of residuals confirming normal distribution and adequacy of the regression model.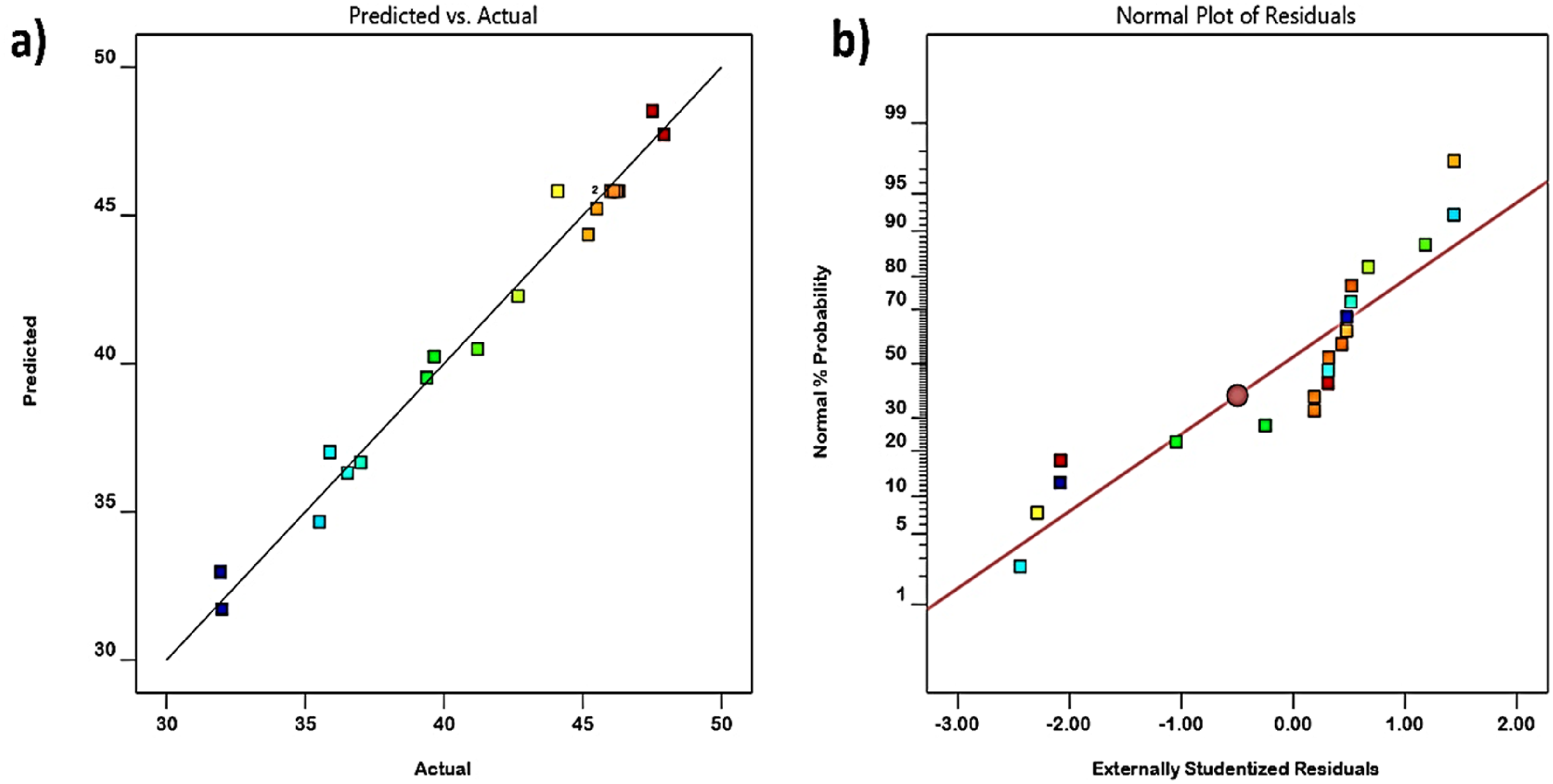
Influence of interactive effects of process parameters on Ultimate Tensile Strength (UTS)
The response surface and contour plots presented in Figure 5 (a)–(f) illustrate the interactive influence of the parameters such as print speed (A), annealing temperature (B), and annealing time (C) on the ultimate tensile strength (UTS) of PLA/2 wt% rice husk ash-derived silica biocomposite scaffolds. The experimental design follows a Response Surface Methodology (RSM) based Central Composite Design (CCD), and the surface topographies provide valuable insight into the nonlinear interactions among parameters. Response surface and contour plots showing the interactive effect of FDM parameters on the ultimate tensile strength (UTS) of PLA/SiO2 composites: (a, b) print speed versus annealing temperature, (c, d) print speed versus annealing time, and (e, f) annealing temperature versus annealing time.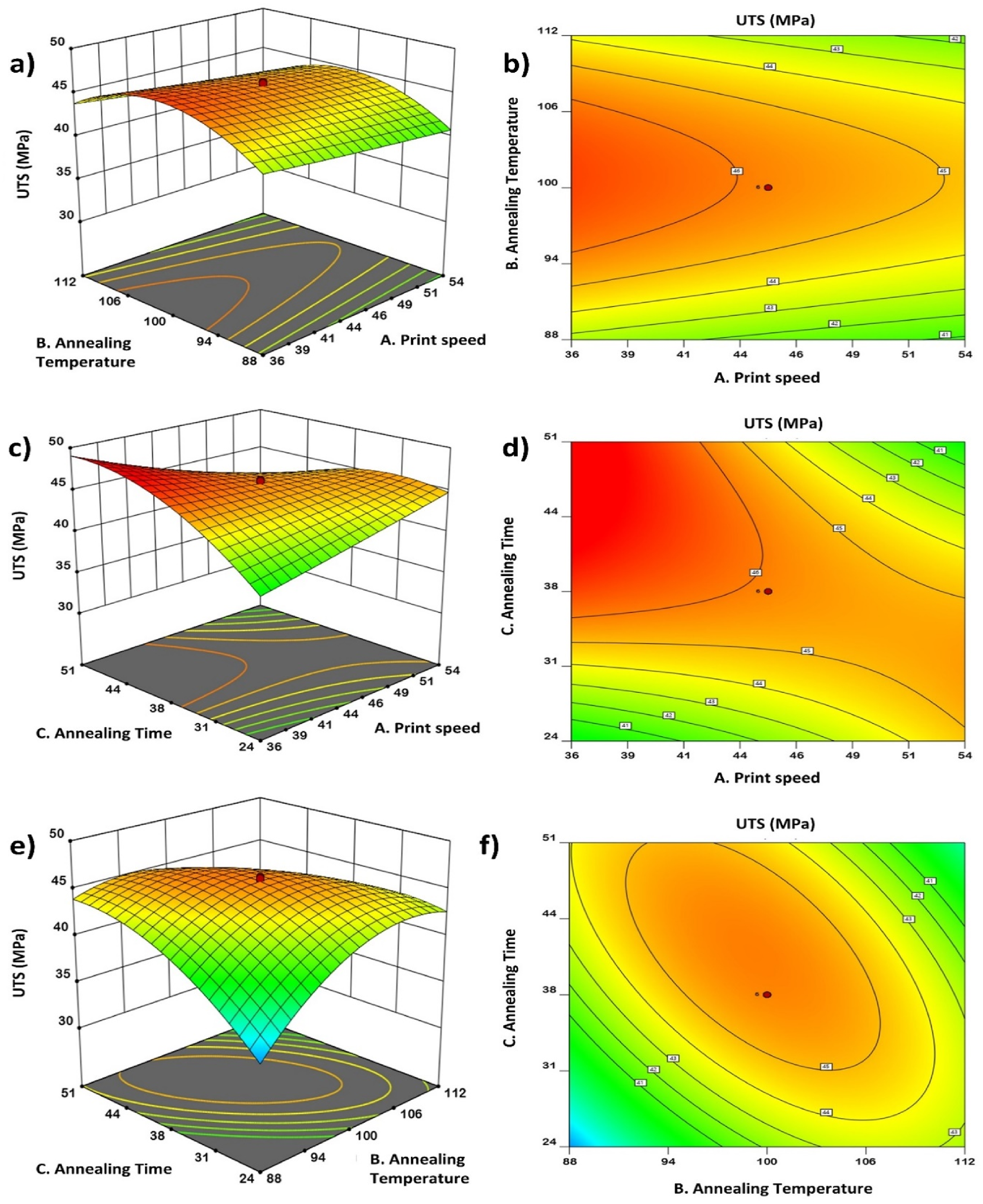
Effect of Print Speed and Annealing Temperature on UTS
As shown in the top row of Figure 5(a) and (b), UTS initially increases with a reduction in print speed and an increase in annealing temperature, reaching an optimum in the region of ∼45 mm/s print speed and ∼100°C annealing temperature. At lower print speeds, the extruded filament has sufficient time to diffuse and fuse with adjacent layers, promoting interlayer adhesion through enhanced polymer chain entanglement. This stronger molecular diffusion is crucial for mechanical load transfer, especially in layered FDM structures where delamination is a key failure mode. Simultaneously, moderate annealing temperatures induce recrystallization and partial relaxation of internal residual stresses, leading to improved mechanical cohesion without significantly degrading the PLA matrix. 37 However, annealing temperatures beyond the optimal (∼105–112°C) cause a decline in UTS, likely due to thermal degradation and plasticization effects wherein the amorphous regions become overly relaxed, weakening the interfacial bonding. Additionally, excessive heating may cause slight deformation, reducing dimensional fidelity and mechanical resistance. This phenomenon has been documented where tensile strength decreases when annealing temperature exceeds certain thresholds, consistent with degradation and loss of mechanical performance at high heat exposures. 40
Effect of print speed and annealing time on UTS
The middle plots of Figure 5(c) and (d) illustrate the interaction between print speed and annealing time. It is evident that UTS is maximized in the domain of low-to-moderate print speeds (∼45 mm/s) and short-to-moderate annealing times (∼37.5 min) and similar observations were reported by Lorkowski et al. 41 and Dinie et al. 42 Prolonged annealing beyond 45 min, particularly at higher print speeds, leads to a gradual decline in tensile strength. This trend can be attributed to microstructural relaxation phenomena. Shorter annealing times promote limited chain mobility and relieve internal thermal stresses without significantly altering the composite’s phase morphology. However, extended annealing can trigger coarsening or overgrowth of recrystallized spherulites, thereby reducing the homogeneity and load distribution efficiency within the matrix. This coarsening diminishes the matrix continuity and may promote void formation at the matrix–filler interface due to thermal expansion mismatch between PLA and the silica-rich rice husk ash.
Effect of annealing temperature and time on UTS
The bottom plots in Figure 5 (e) and (f) indicate a significant interaction between annealing temperature and time. The optimal UTS is observed at moderate temperature (100°C) and moderate duration (∼37.5 min). Both under- and over-annealing reduce the UTS. Under-annealing (<90°C or <30 min) is insufficient to relax the residual stresses or induce crystallinity enhancement, while over-annealing (>105°C and >45 min) can degrade the mechanical integrity due to thermal oxidation, void coalescence, and molecular chain scission. Moreover, the elliptical contour distribution suggests a synergistic window where both thermal parameters collectively influence the crystallinity and internal stress distribution of the printed PLA matrix. This supports the hypothesis that thermally activated reorganization of PLA chains and filler-matrix interfacial dynamics govern the observed mechanical behavior.
This behavior is in line with the findings of Kartal et al. 43 who showed enhanced tensile strength during annealing of PLA at around 85–100°C for moderate time durations, thus corroborating the necessity of attaining sufficient crystallinity. On the other hand, Rasselet et al. 44 referred to oxidative degradation and chain scission reduce PLA molar mass and mechanical strength upon over-annealing.
Tensile behavior and dimensional stability of printed-then-annealed PLA/SiO2 composites
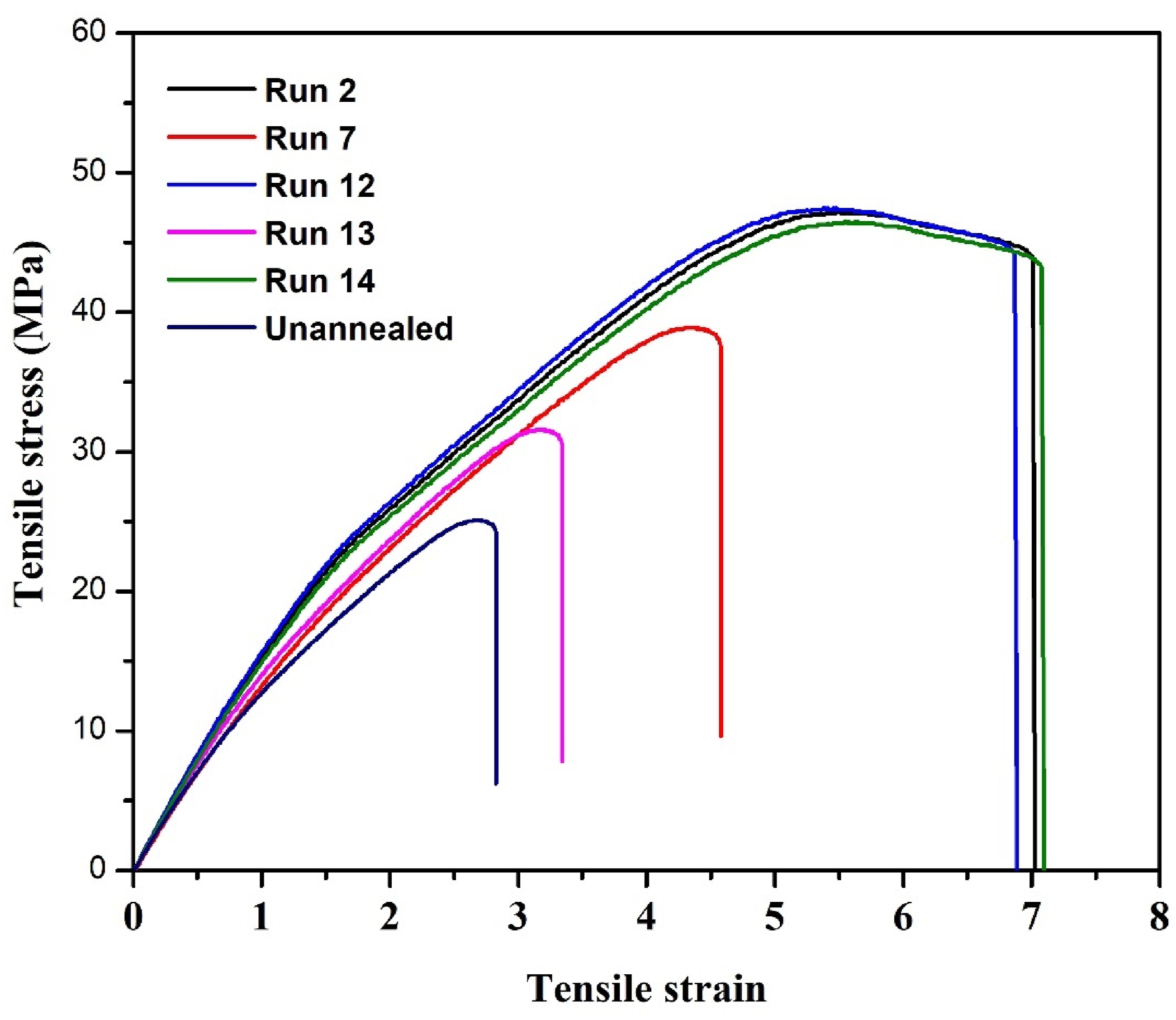
The tensile characteristics of representative experimental runs were evaluated to understand the influence of FDM printing parameters and post-processing (annealing temperature and time) on mechanical performance and dimensional stability. Figure 6 (a)–(d) depicts the digital images of selected samples post-tensile testing, highlighting variations in sample deformation and necking behavior. To provide a baseline reference, an unannealed (as-printed) PLA/SiO2 specimen was fabricated at the center-point printing condition (print speed = 45 mm/s, no post-annealing) and its stress–strain response was compared with the representative post-annealed curves shown in Figure 7. Digital images of tensile samples showing variation in shape post annealing (a) Run 2, (b) Run 7, (c) Run 12, (d) Run 14. Tensile stress-strain curves of the samples post annealing along with unannealed sample taken as baseline.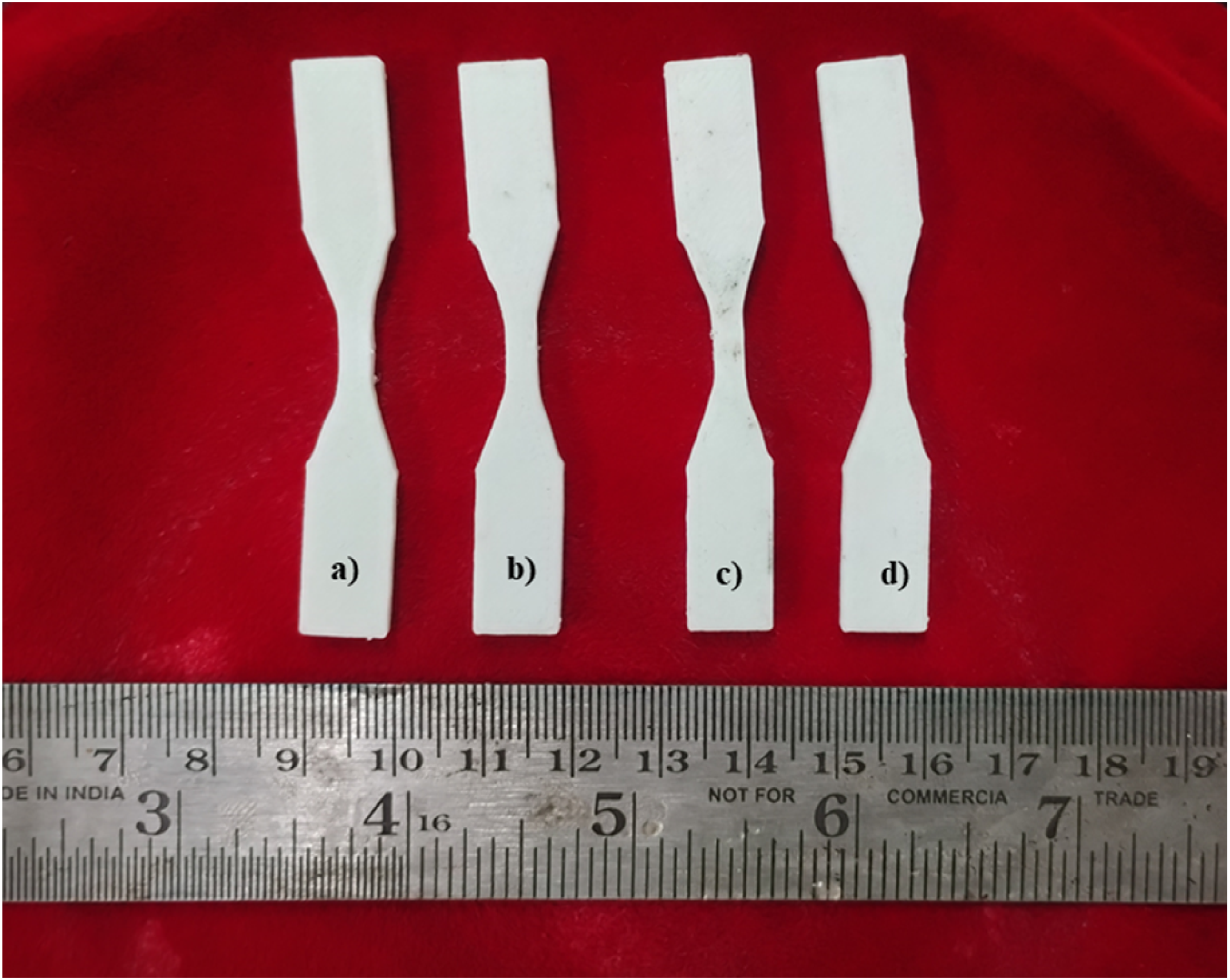
Among the evaluated runs, run 12 and Run 2 exhibited the highest UTS values, 47.36 MPa and 47.09 MPa respectively, under identical annealing conditions (100°C for 37.5 min) but differing in print speed (30 mm/s for Run 12, 45 mm/s for Run 2). Despite their superior tensile strength, both samples exhibited severe dimensional distortion, as seen in Figure 1, likely due to internal stress relaxation and polymer chain mobility activated during annealing. This significant warpage can be attributed to the thermal mismatch between surface and core regions and the insufficient heat dissipation in low-speed printed layers, especially in Run 12. Interestingly, run 14, fabricated under the same annealing condition as Runs 2 and 12 but with identical print speed to Run 2 (45 mm/s), showed a slightly reduced UTS (46.38 MPa), accompanied by moderate dimensional deviation. This suggests that while increasing the print speed from 30 to 45 mm/s moderately reduces thermal build-up and internal stress concentration, it also balances mechanical performance with improved structural integrity. In contrast, run 13, which was subjected to an elevated annealing temperature (111.89°C) for an extended duration (50.87 min) at the highest print speed (53.91 mm/s), displayed the lowest UTS (31.5 MPa) and negligible dimensional change. The sharp drop in mechanical strength, combined with better shape retention, suggests thermal degradation or excessive molecular relaxation at elevated annealing conditions, weakening intermolecular bonding and compromising load-bearing capacity. Meanwhile, run 7, annealed at 120°C for 37.5 min, demonstrated moderate tensile strength (38.9 MPa) and moderate dimensional change, indicating partial softening and polymer chain rearrangement at temperatures near the glass transition point of PLA (∼60–120°C). This suggests that excessive annealing temperature (above 110°C) begins to degrade the structural integrity without significantly enhancing polymer realignment, especially when annealing time is held constant.
Stress-strain responses further validate these trends. Runs 2, 12, and 14 exhibited consistent elastic–plastic behavior with prolonged elongation (∼7%), indicating ductile fracture. In contrast, run 13 displayed a premature failure around 3.5% strain, aligning with its low UTS and indicating embrittlement due to over-annealing. Run 7 followed an intermediate profile with reduced peak stress and moderate ductility. Collectively, these observations underscore the trade-off between dimensional stability and mechanical strength in annealed FDM-printed PLA/SiO2 composites. While lower annealing temperatures (100°C) promote higher tensile strength, they also induce greater dimensional deformation. Conversely, higher annealing temperatures (>110°C) suppress shape distortion but compromise mechanical integrity. Optimizing print speed in combination with moderate annealing appears critical for achieving a balance between mechanical performance and geometric stability.
On the other side, for baseline comparison, the stress–strain response of an unannealed (as-printed) PLA/SiO2 specimen fabricated at the center-point printing condition (print speed = 45 mm/s) is also tested. The unannealed specimen exhibits a significantly lower ultimate tensile strength of 25.11 MPa, accompanied by premature failure and limited plastic deformation, indicative of weak interlayer bonding and high residual stresses inherent to the FDM process. In contrast, the post-annealed specimens presented in Figure 7 demonstrate a substantial improvement in tensile strength (up to 47.36 MPa) along with extended strain-to-failure, reflecting enhanced ductility. This pronounced improvement is attributed to annealing-induced polymer chain mobility, stress relaxation, and partial recrystallization, which collectively promote interlayer diffusion and reduce void-mediated crack initiation. The comparison clearly highlights the critical role of post-annealing in transforming the inherently brittle, anisotropic behavior of as-printed PLA/SiO2 composites into a mechanically robust and more ductile response suitable for load-bearing applications.
Optimization through PSO and validation of optimal conditions
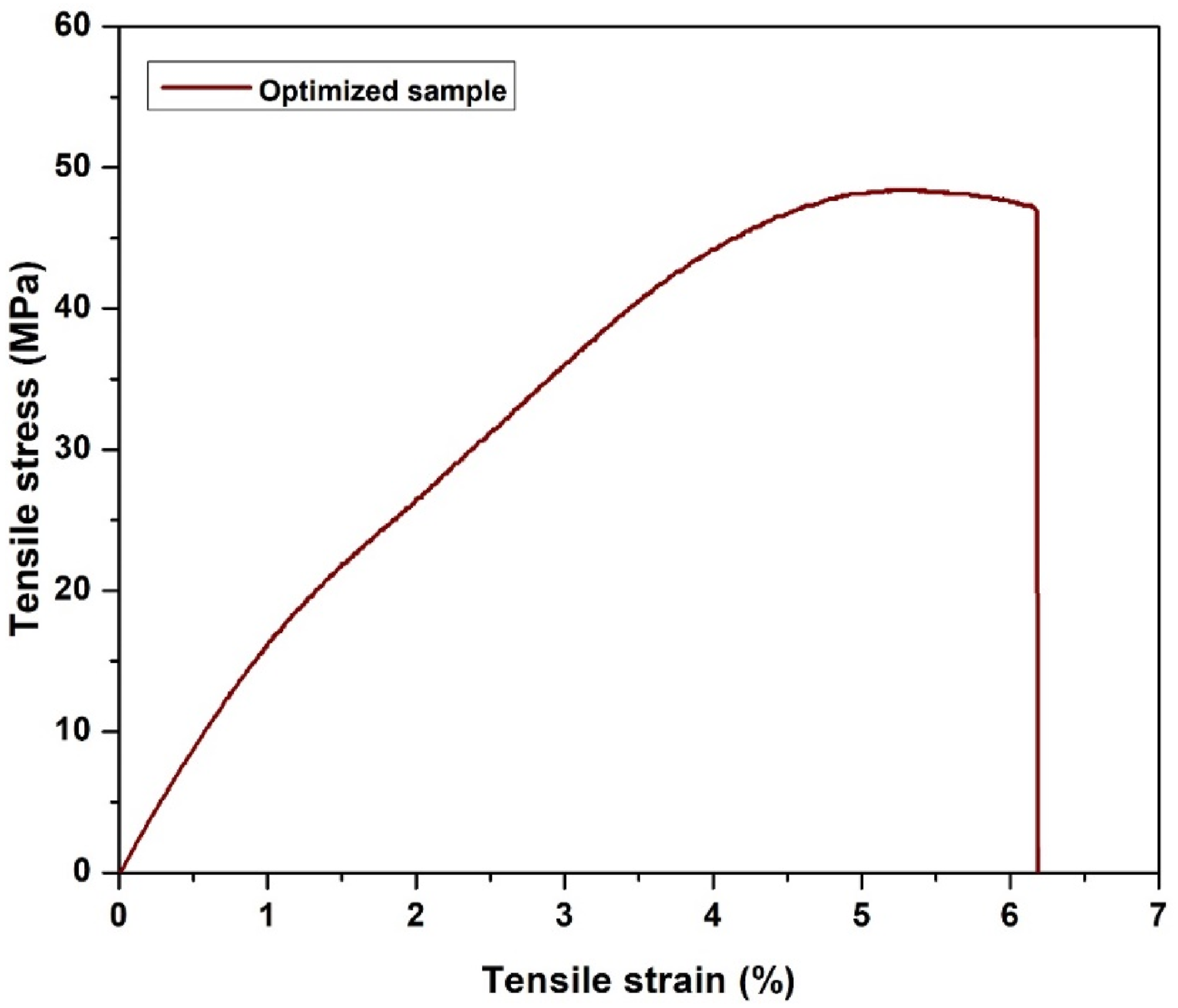
The Particle Swarm Optimization (PSO) technique was employed to identify the most favorable combination of print speed, annealing temperature, and annealing time for enhancing the tensile performance of PLA/2 wt% RHA-SiO2 scaffolds. The convergence behavior of the PSO algorithm, as depicted in Figure 8, demonstrates a rapid stabilization toward the optimal solution within the first 20 iterations, where the best UTS value reached approximately 54.65 MPa. This swift convergence not only indicates the robustness of the algorithm in navigating the nonlinear response surface generated from the regression model but also affirms the stability of the solution, as no further improvement was observed in successive iterations. The optimized parameter set comprising a print speed of 30 mm/s, annealing temperature of 90.90°C, and annealing time of 60 minutes was used to fabricate a validation sample, whose tensile behavior was further analyzed through stress–strain characterization (Figure 9). The curve reveals a typical elastic-plastic profile with a pronounced yield region followed by strain hardening, culminating in a UTS that corroborates well with the predicted optimum. The enhancement in tensile strength can be attributed to the synergistic influence of slower deposition rates that promoted stronger interlayer bonding, and a carefully tuned annealing cycle that facilitated polymer chain relaxation, partial recrystallization, and void reduction. Additionally, the minimal dimensional distortion observed under these conditions validates the suitability of this parameter set for practical scaffold fabrication. Overall, the PSO-based optimization not only offered a computationally efficient pathway to identify ideal processing conditions but also ensured tangible improvements in the mechanical reliability of the biocomposite. PSO convergence plot. Tensile stress-strain curve of PSO algorithm optimized sample.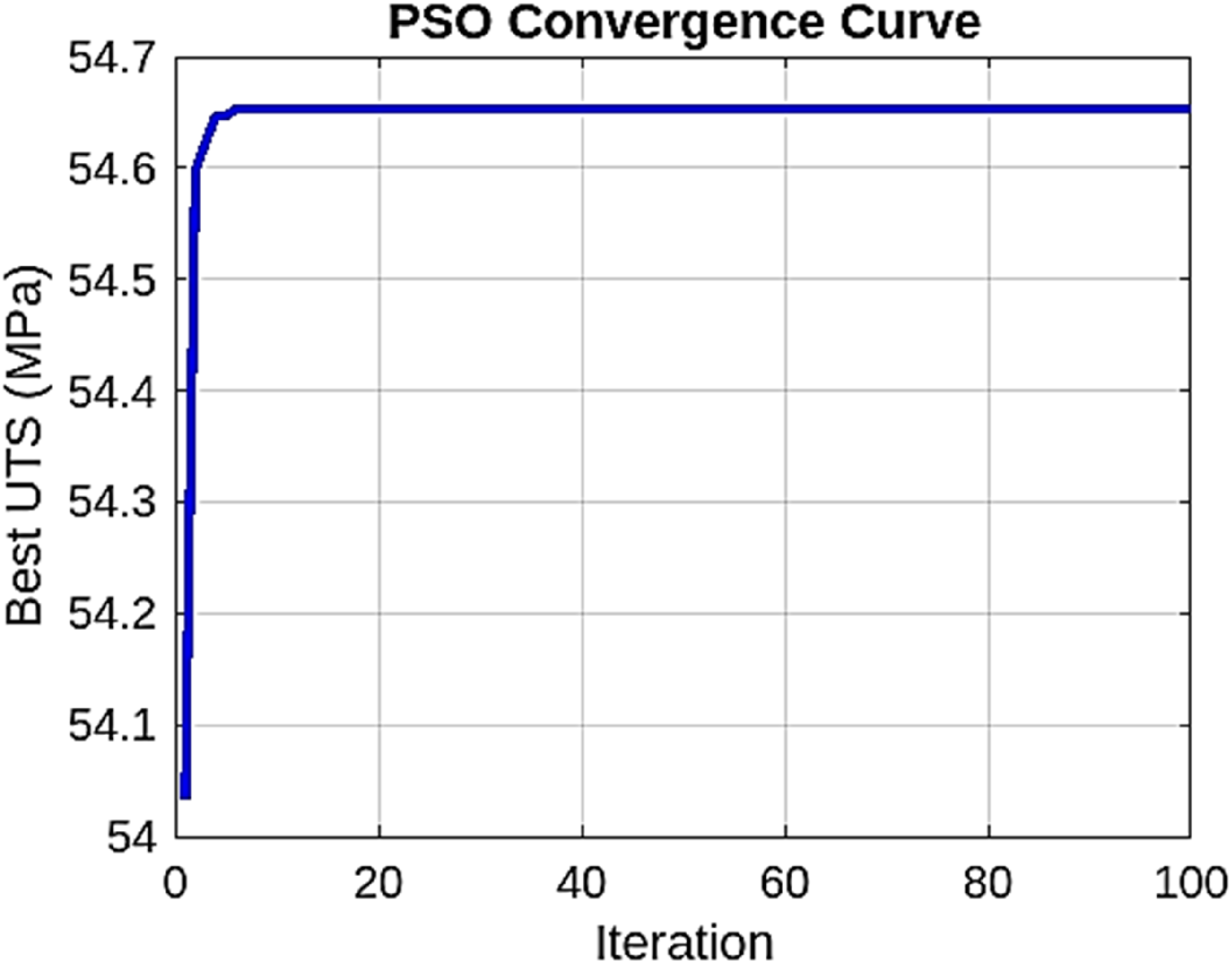
Confirmation analysis
Confirmation analysis of PSO-optimized parameters through triplicate UTS measurements.
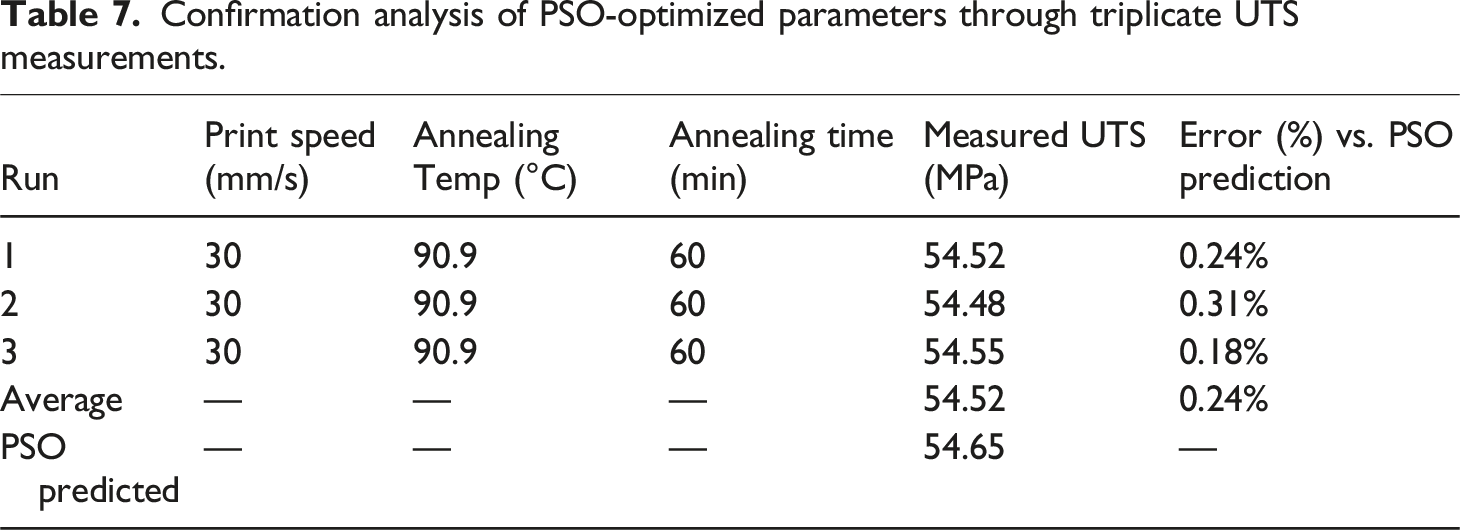
This high degree of repeatability not only confirms the reliability of the identified optimal condition but also reinforces the suitability of the parameter set for practical applications requiring superior mechanical performance. Furthermore, the narrow distribution of UTS across the repeated runs reflects stable process conditions and consistent material behavior under the optimized settings.
Fractography analysis
The fracture surface analysis of selected PLA/SiO2 composite samples fabricated via FDM under varied process conditions and post-annealing treatments reveals the intrinsic relationship between processing parameters and failure mechanisms, as illustrated in Figure 10 (a)–(f). The evolution of fracture morphology across samples correlates closely with variations in layer fusion, interfacial adhesion, and matrix–filler interactions, all governed by the thermal and mechanical energy imparted during fabrication and annealing. The sample fabricated under low print speed and unoptimized annealing parameters (Run 13; Figures 10(a) and 10(b)) exhibits pronounced interlayer delamination and poor filament coalescence, characterized by distinct layer boundaries and inter-bead voids. These morphological deficiencies are indicative of insufficient thermal diffusion and wetting between deposited filaments due to lower thermal exposure time and suboptimal annealing, which restricted polymer chain mobility and prevented post-deposition healing. At higher magnification, the presence of micropores and pulled-out SiO2 particles further reflects weak filler–matrix adhesion and stress localization around rigid filler inclusions, which collectively contributed to brittle fracture and early failure under tensile loading. SEM fractographs of tensile-fractured PLA/SiO2 composites: (a, c, e) represent the overall fracture surfaces of Run 13, Run 17, and the PSO-optimized sample, respectively, while (b, d, f) are their corresponding magnified views. (a, b) Run 13 shows poor interlayer bonding and SiO2 pull-out; (c, d) Run 17 exhibits moderate interlayer fusion with tear ridges; (e, f) PSO-optimized sample reveals uniform ductile damage and enhanced interfacial integrity.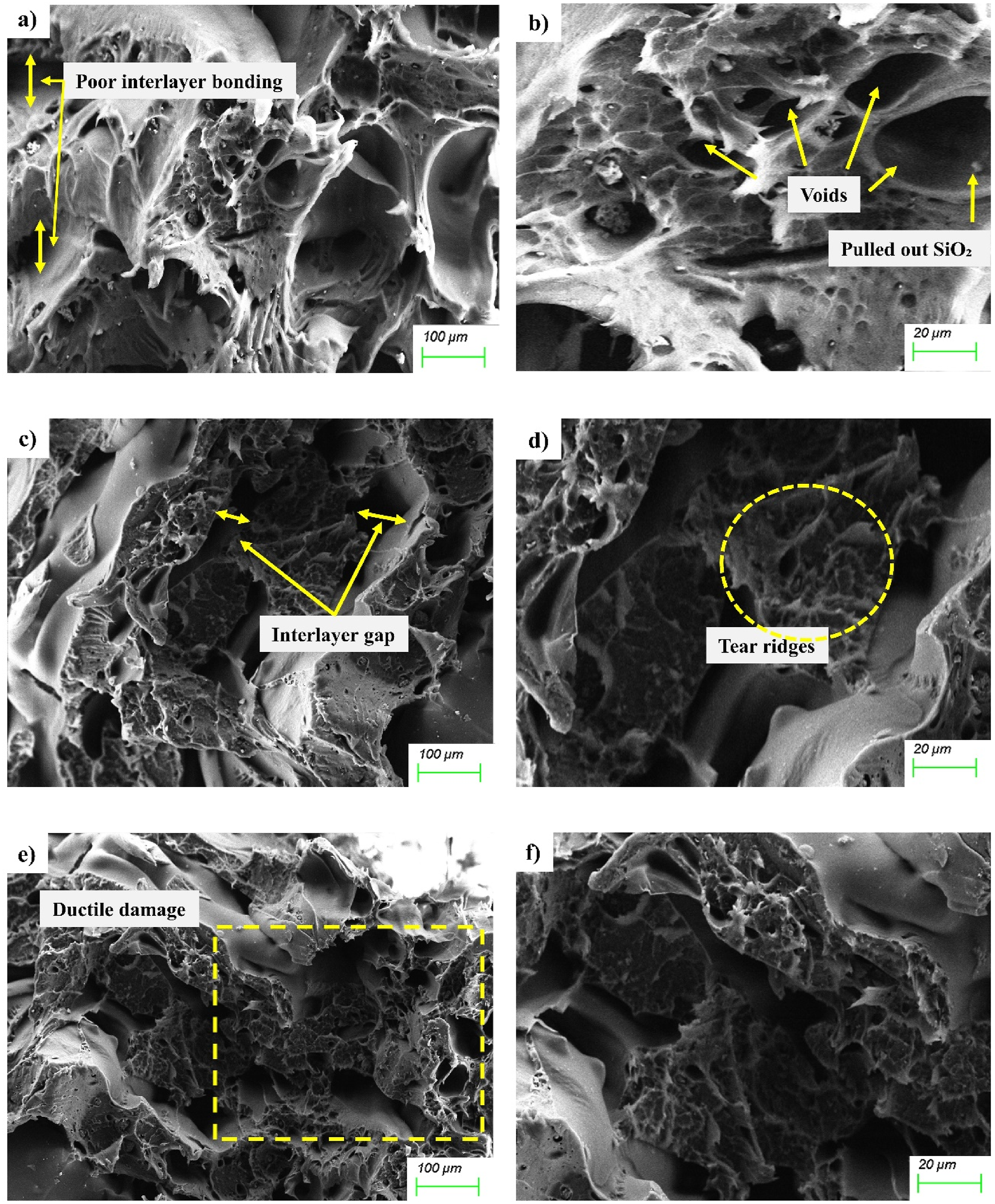
The absence of ductile features confirms limited plastic deformation and highlights the detrimental impact of inadequate annealing temperature and duration in promoting interfacial diffusion and stress relaxation. In contrast, the fracture surface of Run 17 (Figures 10(c) and 10(d)), fabricated with a moderately higher print speed and slightly elevated annealing temperature, displays partially improved interlayer fusion and reduced void content. The presence of shallow interlayer gaps and emerging micro-tear ridges suggests localized plastic flow and constrained ductility. These features arise from enhanced thermal softening and polymer chain relaxation during annealing, enabling partial healing of interfacial defects. However, the fracture still reveals signatures of constrained deformation, signifying that the annealing temperature and time were insufficient to fully activate segmental motion across amorphous regions of PLA, limiting the diffusion-driven healing process and toughening effect.
The PSO-optimized specimen (Figures 1(e) and 10(f)), processed under precisely tuned print speed, annealing temperature, and duration, demonstrates a markedly different fracture morphology indicative of a dominant ductile failure mechanism. The fracture surface exhibits extensive plastic deformation, dense fibrillar structures, and a network of uniformly distributed dimples, characteristic of microvoids coalescence and substantial energy absorption prior to rupture. The absence of interlayer boundaries and voids confirms superior layer fusion and filler–matrix interfacial integrity. This morphological refinement is attributed to the synergistic effects of optimized print speed, which ensures sufficient melt viscosity for interlayer wetting, and annealing at a thermally active window that promotes segmental relaxation and crystallinity enhancement without inducing thermal degradation. Extended annealing duration further facilitates post-solidification chain entanglement and stress relief, leading to improved mechanical interlocking at the interphase and suppression of crack initiation sites. The cohesive fracture surface validates the effectiveness of PSO in identifying a balanced parameter set that maximizes ductility and strength by concurrently optimizing thermal diffusion, interfacial bonding, and microstructural uniformity.
The schematic in Figure 11 illustrates the interfacial mechanisms underpinning the improved fracture behavior observed in the optimized and annealed PLA/SiO2 composite samples. Annealing facilitates enhanced polymer chain mobility and inter-diffusion across layer boundaries, resulting in improved interlayer bonding and diminished anisotropic defects. Moreover, the thermal energy aids in the partial healing of voids and interfacial gaps generated during FDM, promoting a denser microstructure. The improved particle–matrix adhesion, as seen in the reduction of SiO2 pull-out zones, can be attributed to the reflow of PLA around the filler particles at elevated annealing temperatures, enhancing mechanical interlocking and stress transfer. Collectively, these mechanisms contribute to a more homogeneous fracture path dominated by ductile tearing and reduced brittle features, corroborating the morphological observations. Schematic of interfacial fracture mechanisms in annealed PLA/SiO2 composites of unoptimized (RSM-DoE) and PSO optimized test samples.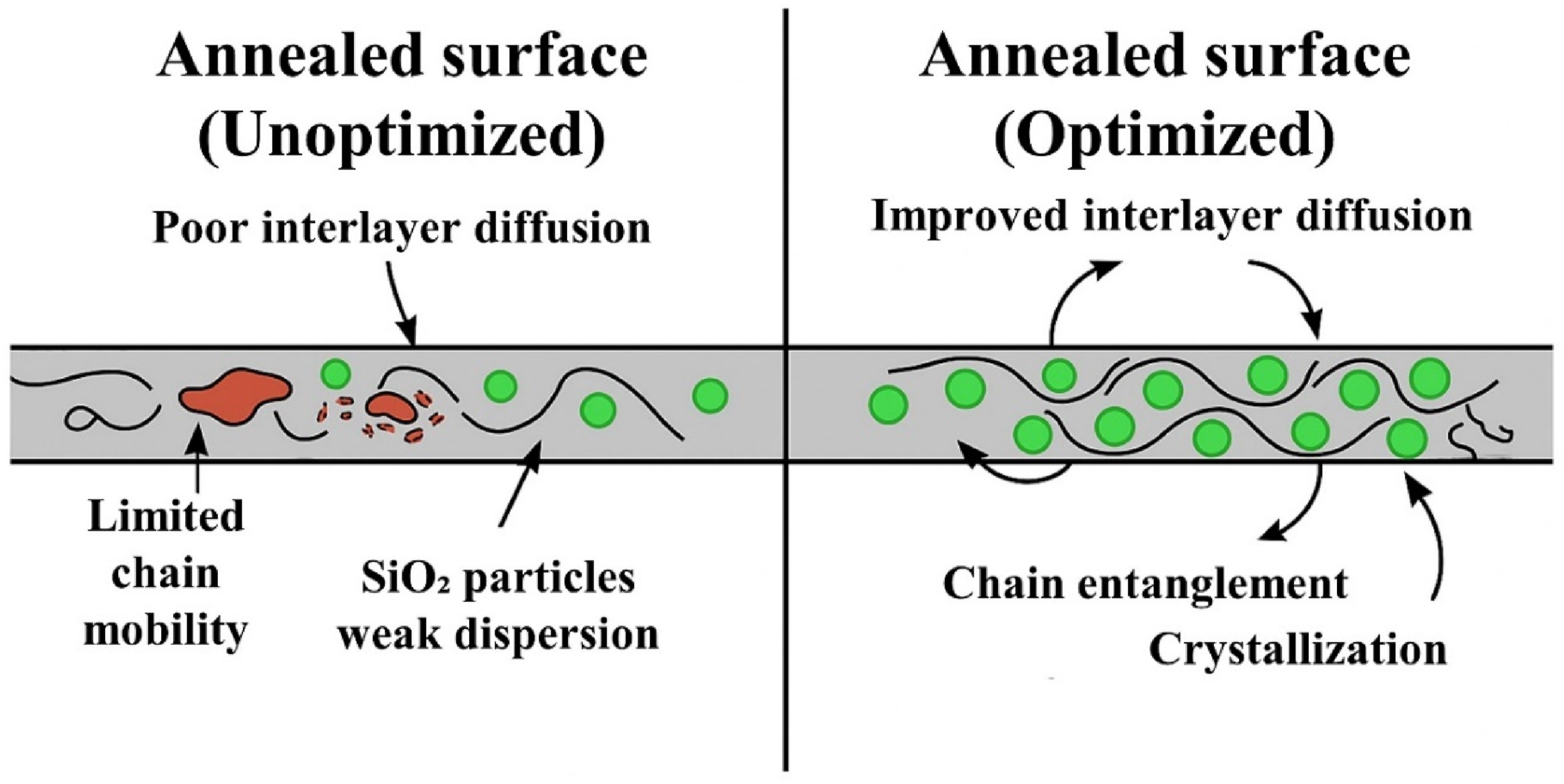
Comparative study
Comparison of post-annealing effects on the tensile strength of 3D-printed PLA -based materials from previous studies.
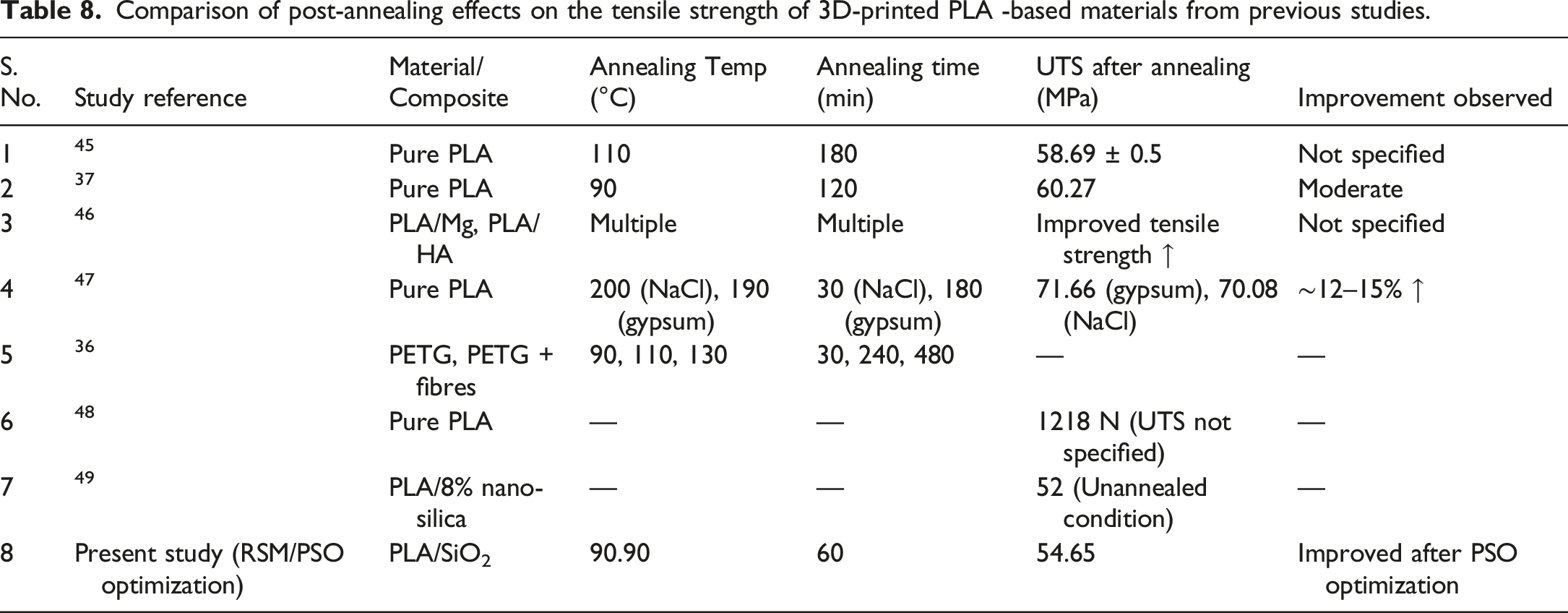
In contrast, studies focusing on composite variants like PLA/Mg and PLA/HA, such as that by Sánchez González et al., 46 reported noticeable improvements in mechanical performance, although quantitative UTS values were not explicitly provided. The effect of annealing on reinforced systems is more complex due to the interaction between filler particles and the polymer matrix, which can either hinder or assist stress transfer depending on particle dispersion and interface bonding. In another work, Ramachandran et al. 49 reported that 8 % addition of nano-silica gave a tensile strength of 52 MPa in unannealed condition. The present study contributes to this growing body of literature by investigating the tensile behavior of a novel PLA/SiO2 composite under optimized post-processing conditions. Utilizing a hybrid RSM–PSO optimization framework, the annealing parameters were fine-tuned to 90.90°C for 60 minutes, resulting in a maximum UTS of 54.65 MPa. While the absolute strength value is marginally lower than those reported for pure PLA in some prior works, it is important to highlight that the inclusion of rice husk-derived SiO2 introduces microstructural complexity, influencing load transfer and fracture mechanisms. Nonetheless, the strength attained post-PSO optimization signifies a substantial enhancement over initial DOE runs and validates the effectiveness of tailored heat treatment strategies in composite systems. Overall, the comparative analysis underscores that while pure PLA benefits more directly from post-annealing due to its homogeneous structure, reinforced PLA systems like PLA/SiO2 can also exhibit significant mechanical improvements when subjected to optimized thermal post-processing particularly when supported by advanced multi-objective optimization tools like PSO.
Conclusion
The present study systematically examined the combined influence of FDM and post-annealing parameters on the tensile properties of PLA/SiO2 biocomposites. A sustainable PLA/SiO2 composite containing 2 wt% rice-husk-derived silica was successfully fabricated using FDM with excellent printability. A second-order regression model was developed for predicting UTS, exhibiting a strong statistical fit with R2 = 97.82%, adjusted R2 = 95.80%, and predicted R2 = 91.65%. ANOVA confirmed the model’s significance (F = 47.12, p < .0001), identifying annealing temperature as the most influential factor, followed by print speed and annealing time. While RSM–CCD effectively captured the individual and interaction effects of the process parameters and provided a statistically reliable local optimum, its optimization capability is inherently limited to local response surfaces. Therefore, Particle Swarm Optimization was integrated with the RSM-derived regression equation to overcome the local optimality limitation of RSM and to enable a global search within the feasible design space. Using this hybrid RSM–PSO framework, optimal parameters of 50 mm/s print speed, 90.90°C annealing temperature, and 60 min annealing time were identified, predicting a maximum UTS of 54.65 MPa. Experimental validation under these conditions produced an average UTS of 54.49 MPa with <1% deviation, verifying the accuracy of the integrated optimization strategy. SEM fractography revealed brittle fracture with inter-layer voids in the poor specimen, semi-ductile behavior in the moderate specimen, and ductile features with improved layer adhesion in the optimized sample. Overall, the tensile enhancement is attributed to improved thermal interfacial bonding and reduced printing defects, demonstrating the strong potential of the optimized PLA/SiO2 composite for sustainable biomedical and structural applications.
Footnotes
Acknowledgements
Authors express their sincere gratitude to Global academy of Technology for providing facilities for the completion of the research work.
Author’s contribution
Declaration of conflicting interests
The authors declare that they have no known financial or personal conflicts of interest that could have appeared to influence the work reported in this manuscript. The authors alone are responsible for the content and writing of this paper.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration on AI usage
Authors acknowledge use of AI tool such as “Quill bot” for manuscript language quality and grammatical clarity. However, contents were verified thoroughly verified.
Data Availability Statement
Data will be made available on request.