
Abstract
This study investigates the recycling of carpet textile waste generated from post-industrial manufacturing processes, which constitute a significant portion of solid waste in Egypt. Hybrid carpet waste (≈70 wt% jute + 30 wt% polypropylene) was recycled into thermoplastic composites using recycled polypropylene as the matrix and maleic-anhydride-grafted polypropylene (MAPP) as a compatibilizer, with alkali treated fibers employed to improve fiber matrix interaction. Compounding was performed using a twin screw extruder, and standard specimens were produced by injection molding. The incorporation of 50 wt% carpet waste was successfully achieved without evidence of thermal or mechanical degradation during processing. Alkali-treated carpet fibers containing 2.5 wt% MAPP showed a decrease in tensile, bending, and impact strengths by 5.78%, 10.15%, and 11.40%, respectively, compared with the uncompatibilized condition, due to partial fiber damage. Conversely, untreated carpet fibers containing 10 wt% MAPP enhanced interfacial adhesion, increasing tensile, bending, and impact strengths by 9.68%, 2.43%, and 2.10%, respectively, compared with the uncompatibilized condition, and by 16.41%, 14.02%, and 15.19%, respectively, compared with the alkali-treated condition. Morphological analysis confirmed improved fiber dispersion and matrix coverage in compatibilized composites. Thermal analysis showed that carpet fibers acted as nucleating agents, improving the crystallization behavior of recycled polypropylene, while the char residue from carpet waste enhanced thermal stability. Water absorption and void volume fraction decreased with an increase in the MAPP content due to the hydrophobic nature. Finally, this research demonstrates a sustainable and cost-effective pathway to convert carpet textile waste into value-added thermoplastic composites suitable for different applications.
Keywords
Introduction
The increasing global consumption of textile materials has led to a significant increase in the disposal of textile waste, which can harm human, animal, and plant health. 1 The textile industry is a major contributor to pollution, generating 92 million tons of waste annually, projected to rise to 134 million tons by 2030. 2 Accordingly, the textile sector contributes approximately 10% of global CO2 emissions. 3 Moreover, it has been identified as the fifth-largest contributor to carbon emissions. 4 The carpet industry is a significant component of the global textile industry. However, determining its exact share of the total textile industry can be difficult due to the diversity of products and applications. Nevertheless, some data suggests that the home textiles market, which includes carpets, is estimated at around USD 125.74 billion in 2024 and is expected to reach USD 159.12 billion by 2029, growing at a rate of 4%. 5
Carpets, a major textile product, contribute significantly to waste accumulation, with millions of tons disposed of annually in landfills or through incineration, causing environmental issues such as greenhouse gas emissions and soil and water pollution. An estimated 3 million tons, 1.8 million tons,
6
and 400,000 tons
7
of carpet textile waste are generated in the United States (US), the European Union (EU), and the United Kingdom (UK), respectively, every year. Until 1954, cotton was essentially the only fiber used in carpet manufacturing.
8
Over time, synthetic fibers have been introduced to improve the quality of carpets.
9
Modern carpets are made from various layers of mostly synthetic polymer materials, they don’t degrade easily in landfills. As seen in Figure 1(a), a typical carpet consists of four basic layers: face fiber, primary backing, adhesive, and secondary backing. Generally, there are two types of carpet textile waste: pre-consumer (industrial waste) and post-consumer (used carpet) carpet waste.
10
(a) A typical carpet constituent; polypropylene (PP), polyethylene terephthalate (PET), polyvinyl chloride (PVC), styrene-butadiene rubber (SBR), barium sulphate (BaSO4), calcium carbonate (CaCO3), (data collected from Refs. 9,47–50); (b) linear economy; and (c) circular economy model for carpet.
51
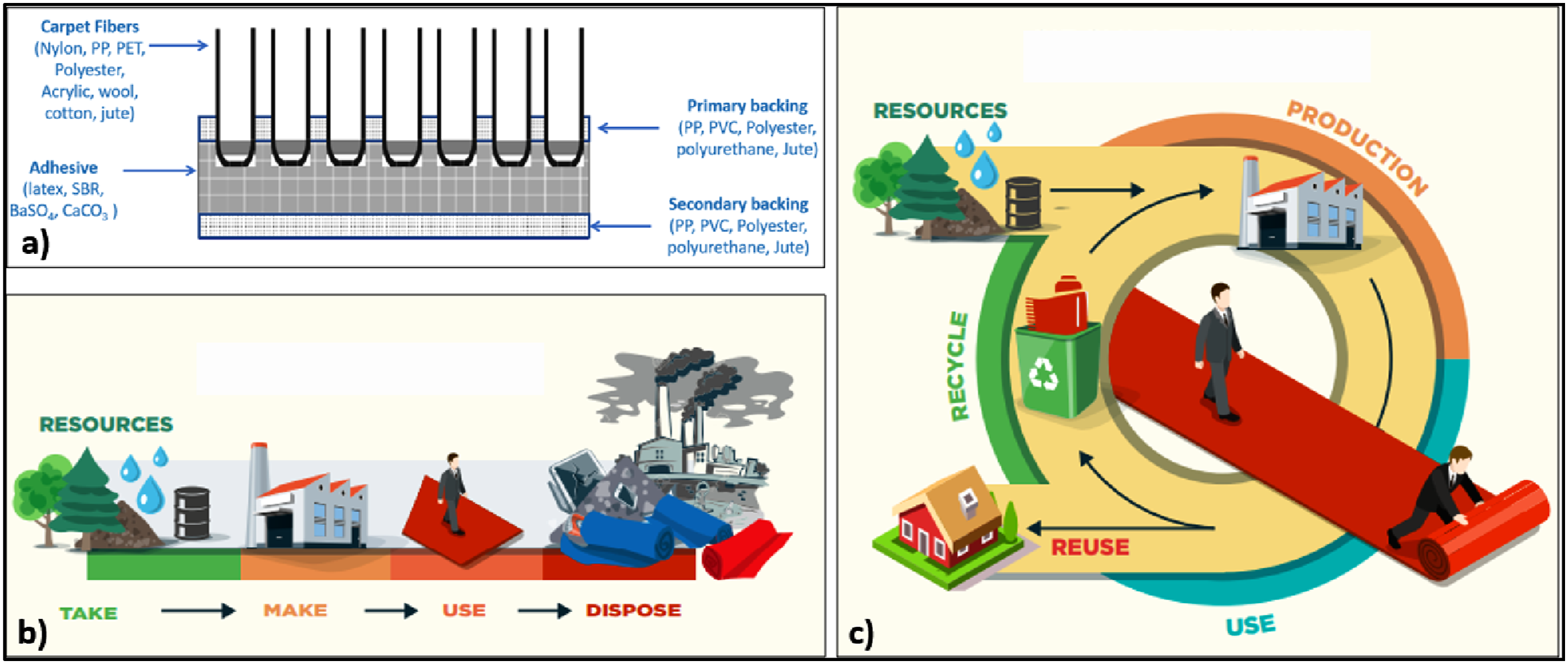
The difference between linear and circular economy models as applied in the carpet industry is illustrated in Figure 1(b) and (c). The linear economy model involves extracting, manufacturing, and discarding raw materials, leading to resource depletion and pollution. On the other hand, the circular economy model emphasizes sustainable material sourcing, product design, and extended product lifespans through maintenance and repair. Key strategies include recycling post-consumer and pre-consumer carpet textile waste into new materials and implementing programs for restoration and reuse. 11 Therefore, there is no doubt that the circular economy strategy is significantly supported by effective carpet recycling.
Recent research has increasingly focused on the valorization of carpet textile waste fibers as reinforcing materials in polymer composites to promote circularity and reduce the environmental footprint of textile waste. As mentioned above, carpet textile waste, which is typically composed of a mixture of synthetic and natural fibers, provides a low-cost and abundant secondary raw material that can be incorporated into both thermoset and thermoplastic polymer matrices. The feasibility of using carpet waste in composite manufacturing has been determined through various processing and modification techniques aimed at enhancing fiber matrix adhesion, optimizing mechanical performance, and improving thermal stability. In order to provide a clear overview of previous developments, the following section categorizes and discusses the relevant studies into two main groups: thermoset-based composites and thermoplastic-based composites.
Several studies have investigated the utilization of carpet textile waste fibers as reinforcement in thermoset polymer composites, particularly epoxy-based polymer, owing to their superior mechanical properties and processing adaptability. Most of these investigations employed the vacuum-assisted resin transfer molding (VARTM) technique for fabricating structural laminates from post-consumer or post-industrial carpet textile waste. For instance, Jain et al. 12 prepared epoxy composites using carpets with different face fiber configurations (nylon and olefin) and reported that fiber type and orientation significantly influenced porosity and flexural properties, with nylon-based composites exhibiting higher strength. Moreover, Mishra et al.13,14 recycled nylon-66 carpet waste into epoxy composites for noise barrier and tooling applications, achieving good mechanical performance and acoustic absorption, further enhanced by graphene nanoplatelet reinforcement. In the same manner, Kumar et al. 15 demonstrated that carpet fiber epoxy composites fabricated by VARTM exhibited improved tensile and flexural behavior when the fiber surface was oriented outward, while the configuration of face-to-face (BFFB) and back-to-back (FBBF) layers strongly affected performance; the FBBF setup generally offered higher bending strength. Also, Verma et al. 16 confirmed that configuration influences mechanical response, where BFFB laminates had 55.8 % higher tensile strength and FBBF laminates 30.2 % higher flexural strength. Other studies incorporated nano-fillers, such as multi-wall carbon nanotube (MWCNT), to enhance mechanical strength and toughness, achieving up to 70 % improvement in tensile strength at a low content (0.25 wt%) of MWCNT.17,18 Water absorption studies revealed that epoxy composites containing nylon carpet waste maintain acceptable moisture resistance (maximum 4.5 % weight gain after 216 h immersion), making them suitable for interior lightweight applications. 19 Furthermore, Jaiswal et al. 20 confirmed that epoxy composites with FBBF configuration showed superior tensile, flexural, and compressive strength due to effective load transfer through the backing layers. In addition to VARTM, a few studies used injection molding to produce epoxy or polyester composites reinforced with carpet-derived jute yarns, achieving 25–30 % improvement in impact performance and confirming the potential of jute–epoxy composites as low-cost, eco-friendly alternatives to glass-fiber composites for automotive and building applications.21,22
In the relevant literature, concerning the thermoplastic composite approaches. To our knowledge, several studies on the fabrication of thermoplastic composites from discarded carpets have been published in the literature. For instance, Young et al. 23 optimized melt compounding parameters for multicomponent automotive carpet waste to prevent EVA degradation and used compatibilizing agents to improve interfacial adhesion. Abdelwahab et al. 24 produced PA6/PP/carpet fiber blends through twin-screw extrusion followed by injection molding, achieving good dispersion and mechanical stability. Similarly, Sanvezzo and Branciforti 25 incorporated nano-CaCO3 into PP–carpet composites to enhance stiffness, whereas Ricciardelli et al. 26 utilized PVC-based carpet residues to develop injection-molded floor tiles, highlighting the versatility of recycled carpet waste in product manufacturing. In addition, compression molding studies by Pan et al. 27 and Zhao et al. 28 demonstrated the effect of fiber type, reinforcement ratio, and processing temperature on the mechanical and sound absorption behavior of PP- and PA6-based carpet composites. Moreover, Anuj Maheshwari et al. 29 investigated the creation of composites from post-consumer polypropylene carpets and mixed polyolefins derived from bottle waste through the compression molding technique. Other innovative forming techniques, such as intrusion and embossing molding, have also been reported to convert shredded carpet waste into thermoplastic composites suitable for construction and building applications. 30 In the same context, several studies have also examined the incorporation of natural fibers into polypropylene matrix to enhance mechanical and moisture resistance properties. For instance, E. Ferede and D. Atalie 31 investigated the effect of fiber loading on the tensile and water absorption behavior of sisal fiber PP composites, while R. Gideon and D. Atalie 32 evaluated jute/palm leaf fiber PP hybrid composites, reporting improved tensile and flexural strength at optimized fiber ratios. Although these works provide useful insights into natural fiber-based thermoplastic systems, the current study differs by utilizing post-industrial hybrid carpet waste composed of both natural and synthetic fibers combined with recycled PP to promote circularity and sustainable material recovery.
A comprehensive review of these studies, including processing strategies, compatibilization, and resulting mechanical properties, has been presented in our previously published review article on carpet textile waste in thermoplastic polymer composites. 6 The results demonstrated that thermoplastic composites reinforced with carpet waste fibers exhibit promising structural integrity and recyclability, providing a foundation for the present study, which seeks to improve the properties of these materials. Consequently, the behavior and processing challenges of hybrid carpet textile waste containing both natural and synthetic fibers remain insufficiently explored, particularly regarding interfacial compatibility, fiber damage during processing, and composite performance at high fiber content.
Avoiding waste, conserving resources, and reducing carbon (CO2) emissions are key global challenges for everyone, including the carpet industry. For these reasons, this research was designed. This research aims to evaluate the physical, mechanical, thermal, morphological, and water absorption properties of the developed composites and to assess their potential for different engineering applications, thereby contributing to resource conservation, waste reduction, and the advancement of circular economy strategies.
Experimental work
Materials
The raw materials used in this study included post-industrial carpet textile waste (CW), recycled polypropylene (PP), maleic anhydride grafted polypropylene (MAPP), and sodium hydroxide (NaOH). The CW was supplied by Oriental Weavers Company, Egypt. According to the company, it consists of approximately 30% polypropylene, 70% jute fibers and impurities of polyester; no agent was added in the as-received condition. The jute fibers are widely used as a backing material in the carpet manufacturing industry, particularly in Egypt, where most local carpet manufacturers utilize jute in large quantities due to its low cost, good mechanical performance, and availability. Recycled PP was obtained from MISR EL NOUR company (no data sheet regarding its properties was available). However, the density of 0.91 g/cm3 and the melting temperature of 166.16°C were measured in accordance with ASTM D792-20 and ISO 11357-1, respectively. MAPP (OREVAC CA100) was supplied by Arkema Company, with a melt index of 10 g/10 min (@2.16 kg, 190°C), melting point of 167°C, Vicat softening point of 147°C (@1.02 kg), density of 0.905 g/cm3, flexural modulus of 880 MPa, tensile strength at yield and break of 22 MPa, and elongation at break of 12%. Sodium hydroxide (NaOH) was purchased from Al-Gomhoria Company, Egypt, with an assay of 99%, in the form of white scales, a density of 2.13 g/cm3, a molecular weight of 40.00 g/mol, a carbonate content of ≤1.0%, a chloride content of ≤0.012%, and a sulphate content of ≤0.010%.
Thermoplastic composites
Sample composition.
PP: polypropylene; CW: carpet waste (composed of approximately 70 wt% jute fibers and 30 wt% PP); MAPP (maleic anhydride grafted polypropylene), T (treated), and UT (untreated).
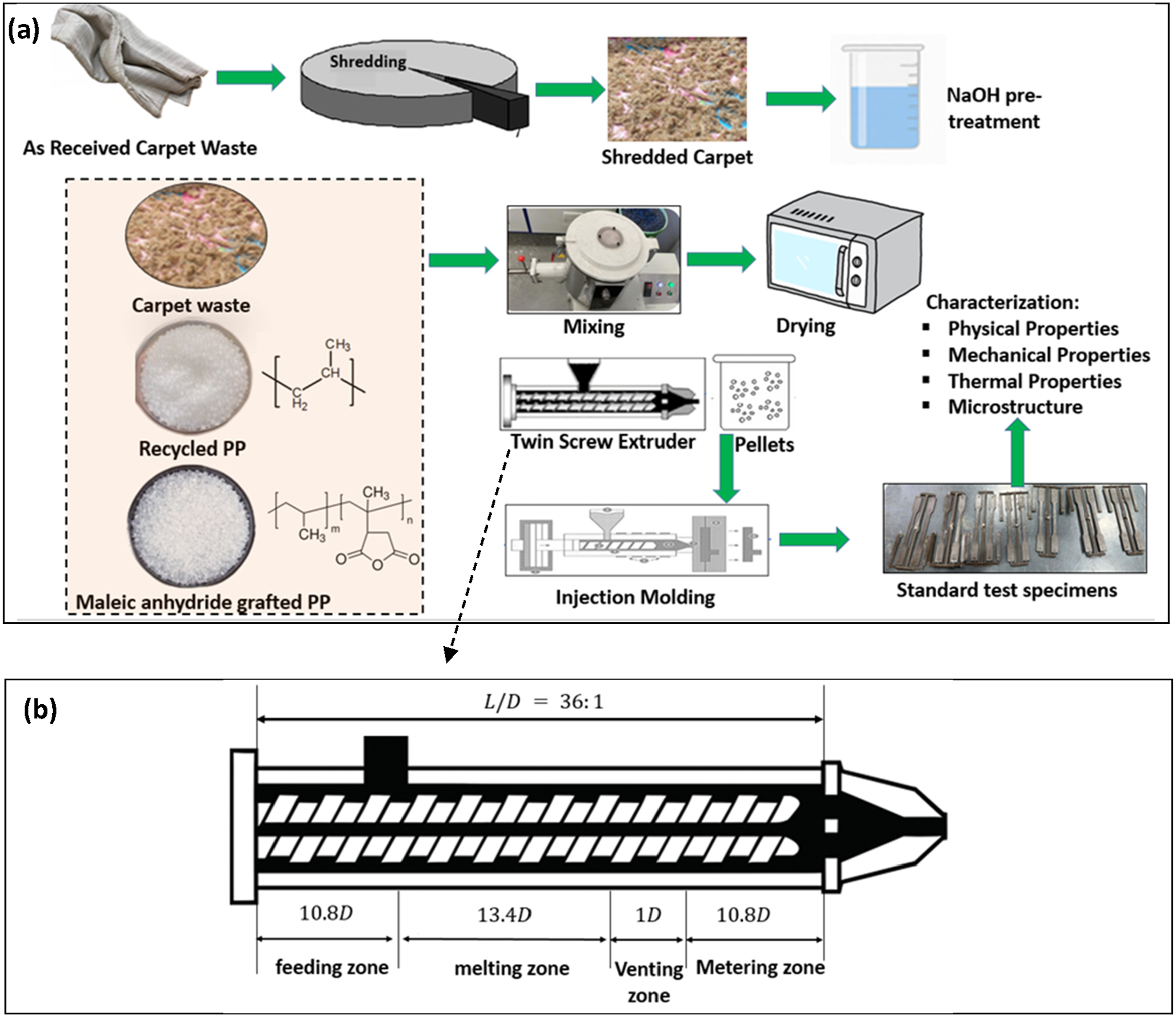
(a) The overall processing flow of the upgrading recycling of post-industrial carpet textile waste with polypropylene and the blend modification with a compatibilizer, (b) Schematic diagram of screw configuration used in this study.
After being dried overnight at 80°C, the pellets were injection molded into standard test bars. The injection molding was performed in a single screw injection molding machine (FCS model HT – 300P, injection molding machine, China) at barrel temperatures of (1) 170, (2) 180, and (3) 190°C, and the mold temperature was 50°C with an 800-bar pressure. Figure 2(a) illustrates the overall material processing flow for upgrading and recycling post-industrial carpet textile waste for the manufacture of potential value-added products. In this study, the processing parameters of the twin-screw extrusion and injection molding were selected according to the literature review. 6
Characterizations
Before testing, all specimens were conditioned in accordance with ASTM D618 (Procedure A). This involved maintaining the samples at a temperature of 23 ± 2°C and a relative humidity of 50 ± 5% for a minimum of 40 hours. The purpose of this conditioning step was to eliminate the influence of any previous exposure history, thereby ensuring that the specimens reached a uniform and stable state before mechanical characterization, which is crucial for reliable, reproducible, and comparable test results.
The density of the specimens was determined after injection molding using a PW254 density balance (Adam Equipment, UK), which has a maximum capacity of 250 g and a readability of 0.0001 g. The measurements were conducted in accordance with ASTM D792-20, Method B, employing diesel oil as the immersion medium with a density of 0.85 g/cm3. Five specimens from each formulation were tested, and the mean and standard deviation were reported. In addition, the void content (void volume fraction) was calculated according to ASTM D2734.
ATR-FTIR (Attenuated Total Reflectance Fourier-Transform Infrared) characterization was performed using an Alpha II (BRUKER, Germany). The spectra were recorded in the wavenumber range of 500 – 4000 cm−1 with a resolution of 4 cm−1.
Differential Scanning Calorimetry (DSC) was used to determine the melting and crystallization temperatures of the carpet textile waste, recycled polypropylene, and composites. The tests were carried out using a DSC Q2000 from TA Instruments and in accordance with ISO 11357-1 standards. Tests were run at a temperature range between −20°C to 250°C at a rate of 10°C/min (heating and cooling rate). The procedure employed is a heat-cool-heat process in the presence of nitrogen gas as a purge gas. The sample undergoes a second heating cycle in order to eliminate any thermal history effects.
Thermogravimetric analysis (TGA) was carried out to test the thermal stability and degradation behavior of the CW, recycled PP, and their composites. A TGA Q500 from TA instruments was used at a heating rate of 10°C/min. The tests were conducted in accordance with ISO 11358 standards and within a temperature range of 25 − 650°C in the presence of nitrogen as a purge gas.
Tensile tests of the preconditioned specimens were performed in injection-molded specimens (Type 1B specimen) according to ISO 527 by model (LRX PLUS 106392 LLOYD Universal Testing Machine, UK) with a 5 kN load cell, at 5 mm/min crosshead speed up to rupture. The 3-point bending test samples were measured according to BS EN ISO 178:2003. The bending test samples were prepared by using an injection molding of the following dimensions (length l: 80 ± 2, width b: 10 ± 0.2, thickness t: 4 ± 0.2 mm). An impact test is used to determine the amount of impact energy that was required to break the specimen. The Charpy impact test for notched specimens is conducted using (JINHAIHU Digital Izod and Charpy Impact Tester, China). The load of the pendulum was 2 J. The impact properties were measured according to the EN ISO 179-1 test standard. The hardness of the specimens was measured using a Zwick Roell Shore D durometer in accordance with ASTM D2240. At least five specimens from each formulation were tested, and the mean and standard deviation were reported.
The surface and structural morphology of samples were characterized by using High-resolution Scanning Electron Microscopy (SEM), FEI Quanta FEG 250 instrument. All the samples were coated with gold before imaging and examined at 30 kV accelerating voltage.
Finally, the water absorption test of the composites was performed in accordance with ASTM D570. Before testing, each specimen was oven dried at 70°C for 1 hour to remove residual moisture, and its initial dry weight was measured and recorded. The specimens were then immersed completely in distilled water at room temperature for 24 hours. In order to ensure full submersion during the test, stainless steel clips were used to hold the specimens below the water surface. After immersion, the specimens were removed and wiped to remove surface moisture and then weighed again. Three specimens from each formulation were tested, and the mean and standard deviation were reported.
Results and discussions
Density
Figure 3 illustrates the measured density for all formulations. The results revealed a clear dependence on the material composition. Pure carpet textile waste CW exhibited the highest density of 1.15 g/cm3, which could be due to the presence of jute fibers, which have a higher specific density compared to synthetic fibers. In contrast, recycled polypropylene PP samples showed the lowest density of 0.91 g/cm3, consistent with its well-known lightweight nature. The composites PPCW displayed intermediate densities of 1.01 g/cm3, reflecting the combined contribution of both constituents. The incorporation of MAPP, either in treated PPCW-2.5%MAPP-T or untreated PPCW-10% MAPP-UT samples, did not result in a significant variation in measured density, indicating that MAPP acts mainly as a compatibilizer, enhancing interfacial adhesion rather than influencing bulk density. The treated sample with 2.5% MAPP showed a reduction in the density. This could be due to the removal of hemicelluloses, lignin, waxes, oils, and surface impurities from the fibre surface through alkali treatment. Moreover, the primary cell wall of the fibre is damaged, leading to a reduction in the total weight of the fibre core, and hence lowering the density
35
Furthermore, similar results have been reported by Hai N. et al.
36
on a 50% jute fiber-based polypropylene composite. Density of various composite formulations: CW (carpet waste), PP (polypropylene); MAPP (maleic anhydride grafted polypropylene), T (treated), and UT (untreated).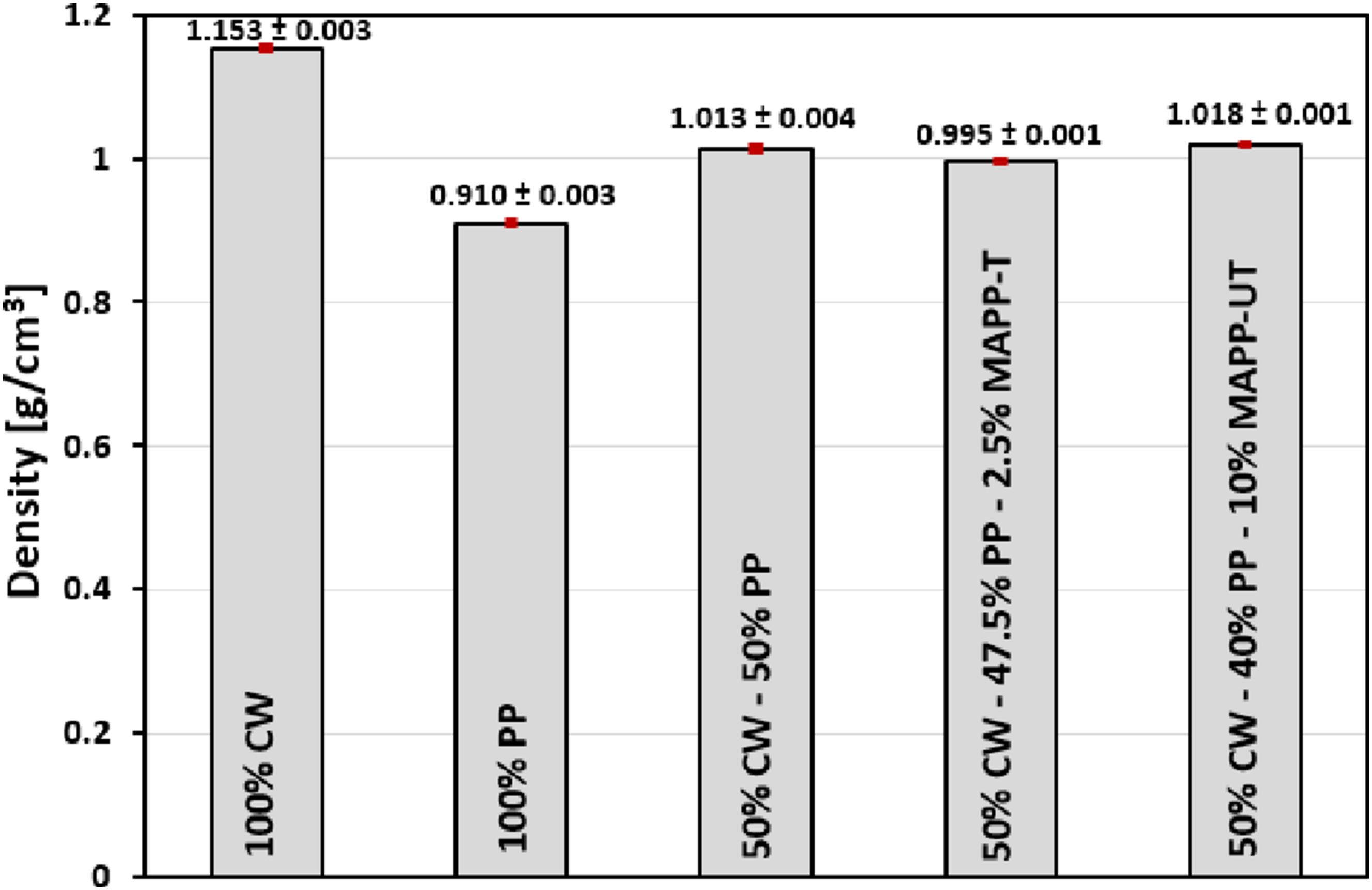
FTIR characterization
The FTIR analysis was performed to verify the impact of chemical treatment on jute fibers on carpet textile waste, the interaction and compatibility between carpet textile waste CW and polypropylene PP, after the incorporation of the compatibilizer (MAPP) and surface treatment of carpet fibers, as shown in Figure 4. The comparison of the treated and untreated fibers is displayed in Figure 4(a). It can be seen that the presence of the O-H group stretching in the cellulose of untreated jute fibers is indicated by the characteristic peak at 3352 cm−1. The peak at 3329 cm−1 in the treated jute fibers corresponds to O-H stretching of the hydrogen bond. The FTIR analysis reveals that this OH peak remains largely unaltered during the surface modification process. However, the characteristic peak at 1731 cm−1, corresponding to the C = O stretch in the ester of the untreated sample, disappears in the treated sample. The absence of this peak suggests the elimination of waxes and other impurities from the surface of the jute fibers. The removal of this layer improves interaction and adhesion between the matrix and the fibers. The characteristic peak at 2900 cm−1 indicates C-H stretching in the methyl and methylene groups present in the cellulose and hemicellulose of both untreated and treated jute fibers. The presence of the methyl group (-CH3) in lignin can be attributed to the observed characteristic peaks at 1456 and 1592 cm−1. Furthermore, the characteristic peaks at 1024 cm−1 are associated with C-O stretching in the glycosidic linkage of cellulose. Similar observations have been reported by Hua Wang et al.
37
FTIR spectra of (a) raw jute and treated jute, and (b) carpet textile waste (CW), polypropylene (PP), and their composites (PPCW, PPCW–2.5%MAPP–T, and PPCW–10%MAPP–UT).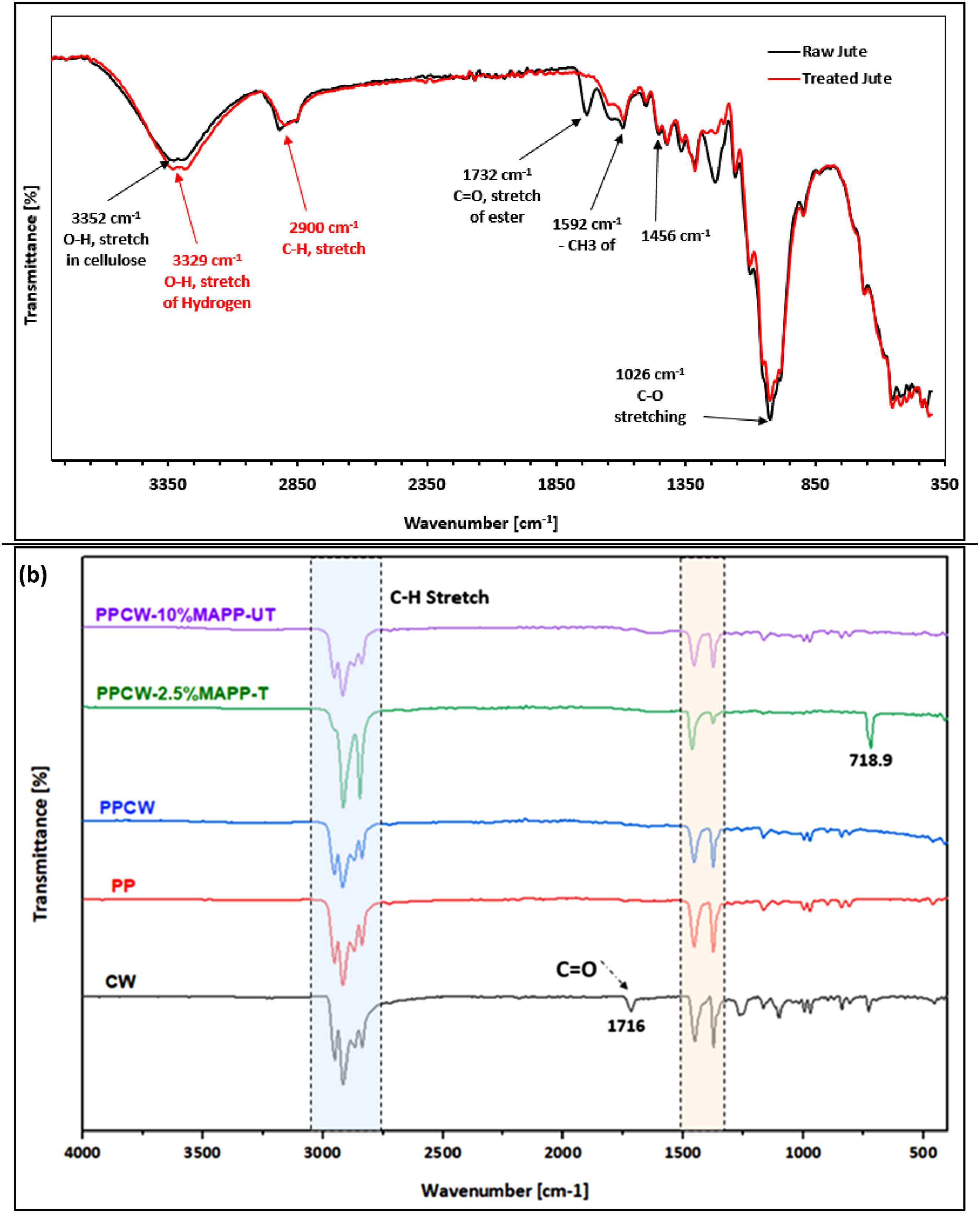
The CW spectrum exhibited a distinct absorption band at 1716 cm−1 corresponding to the C = O stretching vibration of hemicellulose and lignin, while the broad band around 2915 cm−1 is associated with aliphatic C–H stretching. 37 In contrast, recycled PP showed characteristic peaks at 2920 and 2850 cm−1 assigned to asymmetric and symmetric C–H stretching vibrations of CH2 and CH3 groups, in addition to bending vibrations observed at 1450 –1375 cm-1. 38
In addition, the spectrum of the PPCW blend displayed the combined absorption bands of both CW and PP, confirming the presence of lignocellulosic residues from carpet waste within the polypropylene matrix. Upon incorporation of MAPP, the spectra of PPCW-2.5%MAPP-T and PPCW-10%MAPP-UT revealed no new peaks, but significant changes in peak intensity were observed. The reduction in intensity of the C = O band (1716 cm−1) and hydroxyl-related peaks indicates partial removal or chemical interaction of hemicellulose and lignin components during treatment. Additionally, the band at 718.9 cm−1 in treated PPCW is assigned to C–H out-of-plane deformation, suggesting improved interaction between the PP matrix and the MAPP-modified fibers.39,40 These results confirm that MAPP acts as a compatibilizer by reacting through its anhydride group with the hydroxyl groups of cellulose, thereby enhancing interfacial adhesion. Similar observations have been reported by Kim. H et al, 41 who demonstrated that maleic anhydride grafted PP promotes esterification reactions at the fiber–matrix interface, resulting in improved mechanical and thermal performance of the composites.
The FTIR spectra reveal additional indication for the mechanism of interfacial bonding and provide the trade-off between alkali treatment and MAPP compatibilization. As demonstrated and previously discussed in Figure 4(a), alkali-treated jute fibers exhibit clear reductions in the broad –OH stretching band and the C = O stretching peak. These variations confirm that some hemicellulose and surface lignin have been partially removed, and expose the cellulose fibers, but they can also cause the fiber surfaces to break down and might weaken the overall structure. As a result, the treated composites tend to be less strong mechanically. When MAPP is added, we can see that the hydroxyl-related bands and the carbonyl peak get weaker. This suggests that the anhydride groups in MAPP are reacting with the –OH groups on the jute fibers. Essentially, they are forming ester bonds at the interface. This bond formation helps transfer stress better, which explains why the composite with 10 wt% MAPP shows such improved mechanical strength. Thus, the FTIR evidence confirms the trade-off observed in the mechanical properties, where alkali treatment improves fiber cleanliness and reactivity but introduces fiber damage due to partial delignification and reduced hydrogen bonding capacity. In addition, MAPP compatibilization enhances interfacial adhesion through esterification without damaging the fibers, producing a denser and more cohesive composite structure.
Thermal analysis
The thermal stability of the carpet textile waste, raw materials, and the prepared composites was evaluated by thermogravimetric analysis (TGA) and derivative thermogravimetry (DTG). Figure 5 shows both TGA and DTG curves. As shown in Figure 5(a), the CW exhibited a multi-step degradation behavior. The first minor weight loss below 100°C can be attributed to the evaporation of residual water, which is bonded to natural fiber hydroxylated compounds (cellulose, hemicellulose, and lignin) through hydrogen bonding. In comparison, the major degradation step occurred between 250 and 450°C, corresponding to the decomposition of the hybrid organic components (cellulosic residues, polyamide, and polyester fibers). The last weight loss stage, which extends up to 650°C, is associated with lignin. Similar observations have been reported by Sanvezzo et al.
25
On the other hand, recycled PP is shown in Figure 5(b) degraded in a single step, with an onset degradation temperature ( TGA and DTG curves of raw materials; (a) CW, (b) PP, (c) MAPP, and composites; (d) PPCW, (e) PPCW-2.5%MAPP-T, (f) PPCW-10%MAPP-UT.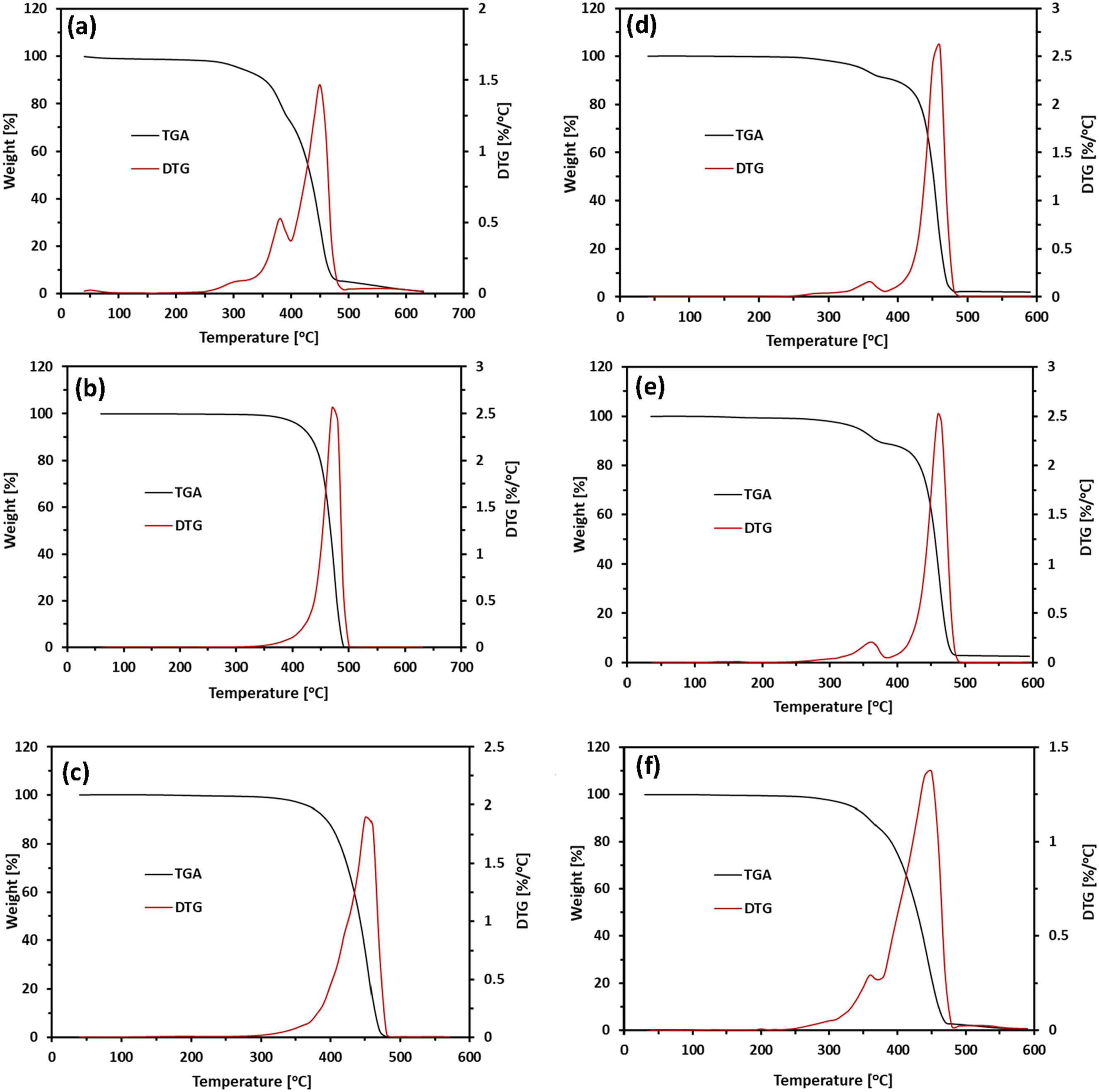
To further validate the composition of CW, and based on the mass-loss analysis (by universal analysis software), the CW was estimated to contain ∼45 wt% natural fibers and ∼53 wt% synthetic polymers, with ∼2 wt% moisture and volatiles. It is important to note that CW is inherently heterogeneous, and the small sample mass used in TGA (10–15 mg) may not fully capture batch-level variability. For this reason, the manufacturer provided composition is used as the primary reference, while the TGA results serve as supporting qualitative evidence of the hybrid nature of the material. This clarification offers transparency regarding the inherent complexity of characterizing industrial waste streams.
Concerning the composites, PPCW (Figure 5(d)) demonstrated a slight reduction in
DSC was carried out to investigate the crystallization and melting temperatures of CW, neat PP, and their composites with and without MAPP compatibilizer effects. Figure 6 displays the DSC cooling and heating curves, including the crystallization temperature ( DSC thermograms of carpet textile waste, recycled PP, and their composites: (a) first heating curves, (b) cooling curves, and (c) second heating curves.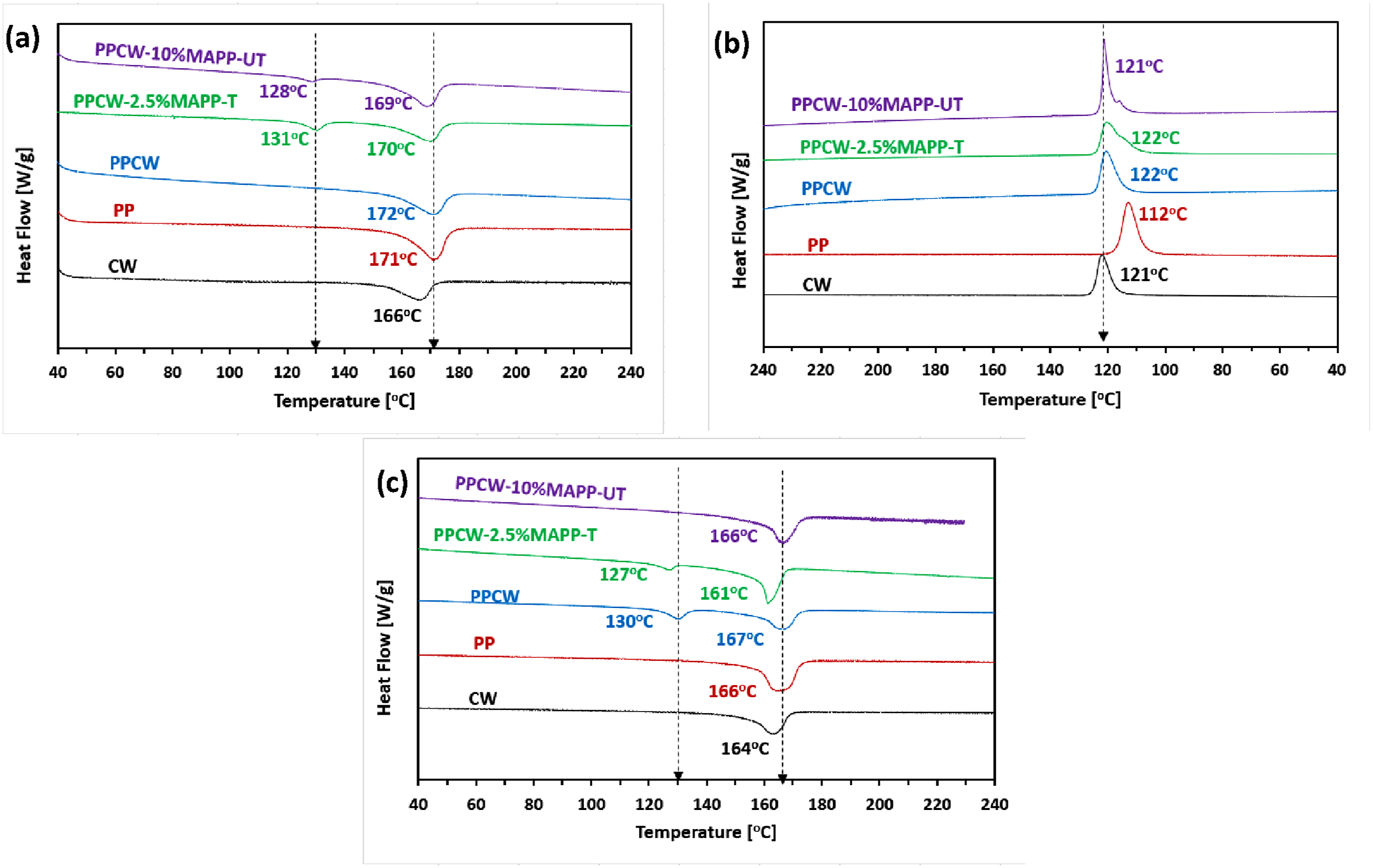
In the second heating scan (Figure 6(c)), the thermal behavior stabilized after eliminating the thermal history from the first heating scan. It was observed that the DSC heating thermograms show one melting peak for neat PP at 166°C.
39
Additionally, neat carpet textile waste CW exhibits only one endothermic melting peak at 164°C, corresponding to the melting point of PP, indicating that PP is the primary crystalline component in the carpet textile waste. In contrast, in the PP/CW blend, there are two melting peaks observed, corresponding to the melting of imperfect (less ordered) PP crystals or the presence of synthetic fibers in carpet waste at 130°C, and the more stable PP crystal at 167°C. In the PPCW-2.5% MAPP-T sample, the melting temperature of PP decreased to 161°C; this reduction can be attributed to the compatibilizing effect of MAPP and the NaOH treatment on the carpet fiber. With the incorporation of 10% MAPP to PP/CW (PPCW-10%MAPP-UT), the
Mechanical properties
Figure 7 displays the mechanical properties of the carpet waste CW and recycled PP blends at different conditions, including tensile strength (Figure 7(a)), elongation at break (Figure 7(b)), bending strength (Figure 7(c)), hardness (Shore D) (Figure 7(d)), impact strength (Figure 7(e)), and absorbed energy (Figure 7(f)). The results indicate that 100% CW exhibited the lowest tensile strength, a decrease expected due to that the carpet waste generally consists of a heterogeneous mixture of jute and synthetic fibers. On the other hand, neat PP demonstrated the higher tensile strength due to its homogeneous structure. The tensile strength of PP decreased by 7.02% with the incorporation of 50 wt% CW, due to inhomogeneity in the specimens, as no treatment nor coupling agents were added, so poor adhesion occurred between the PP matrix and carpet fibres. The mechanical properties of the blends of carpet textile waste with recycled PP, (a) tensile strength, (b) elongation at break, (c) bending strength, (d) hardness Shore D, (e) impact strength, and (f) absorbed energy.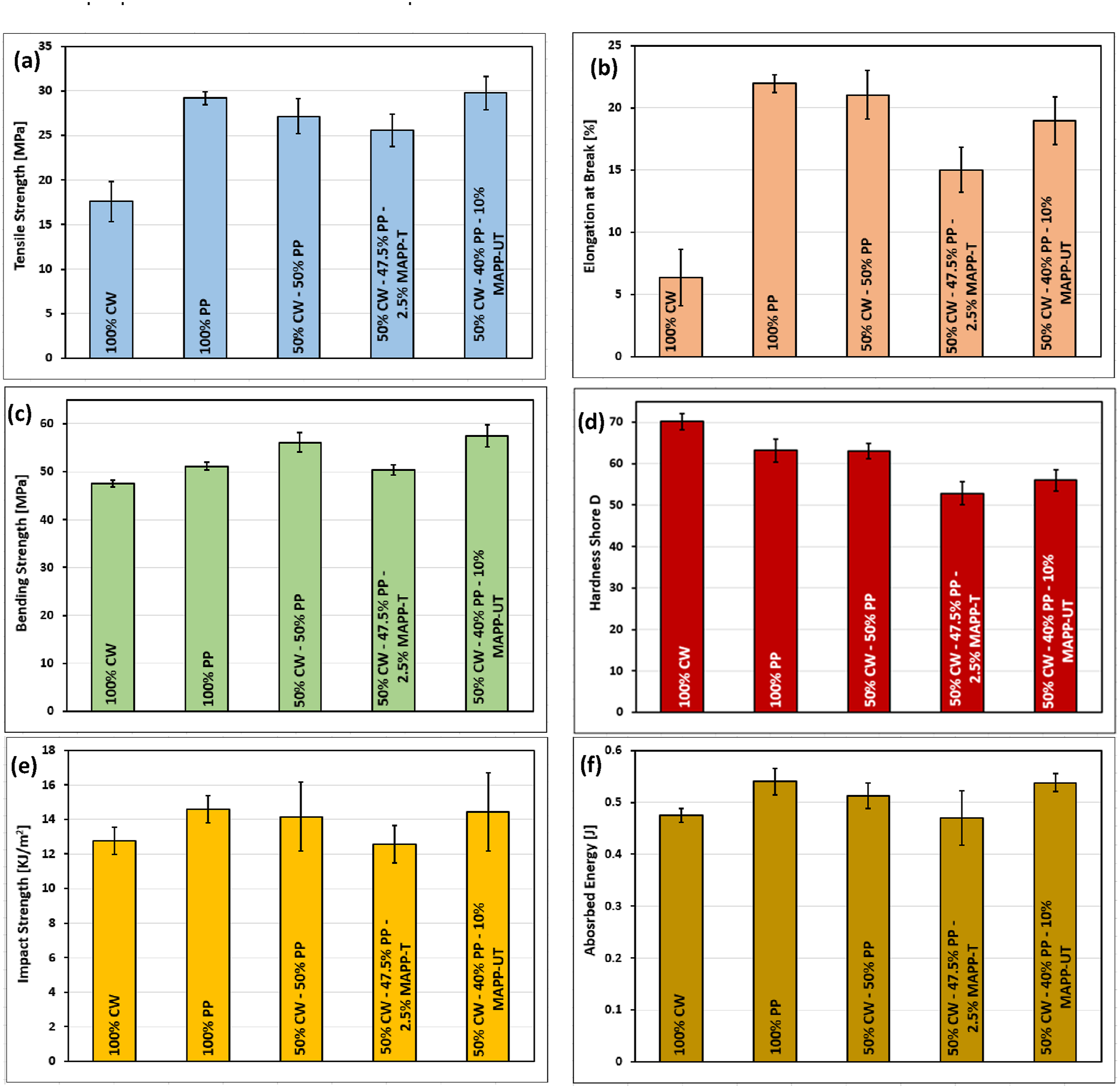
It wasn’t expected that the treated samples would give the least results, as the removal of the hemicellulose and a part of the lignin by alkali treatment can increase the interfacial adhesion between the matrix and NaOH-treated carpet fibre. However, it is possible that the NaOH used had an aggressive effect on the fibres. By the application of stress, these fibres suffered breakage due to increased brittleness and could not take part in effective stress transfer at the interface, thus lowering the strength of the composites 44 because alkalisation with harsh concentrations caused the hydrogen bonds within the fibrils to be broken, reducing their tensile strength. On the other hand, untreated carpet fibre is found to have higher ultimate tensile strength (increased by 16.41%, as compared to 2.5%MAPP) and elongation at break (increased by 26.50%, as compared to 2.5%MAPP) than treated fibres. As the untreated specimen includes 10% MAPP as a coupling agent, which enhances the adhesion between the fibre and matrix, resulting in higher ultimate strength. According to other research conducted by A. El-Sabbagh 34 noncontinuous fiber Jute/PP composites with a 30-40% fiber volume fraction showed tensile strengths of 38 MPa and 34 MPa, respectively. Therefore, the tensile value for the untreated material lies within this range.
Three-point bending tests were performed to explore the flexural behaviour of the carpet textile waste CW, neat PP, and composites. Figure 7(c) shows the maximum bending strength of all formulations. It is observed that adding carpet textile waste fibers to PP increases the maximum bending strength by 9.78%. However, the enhancement remained limited due to insufficient adhesion between the carpet fibers and the PP matrix. Subsequently, a 10.15% decrease in flexural stress was observed in the treated samples containing 2.5% MAPP, when compared to PPCW specimens. This reduction can be attributed to insufficient wetting of the carpet fibers by the polypropylene matrix, poor dispersion, the presence of agglomerations, and poor adhesion 45 On the other hand, for the untreated specimen with 10% MAPP, a trend is similar to what was seen previously in tensile. A high percentage of coupling agents increases maximum flexural stress and strain. This occurs due to the improved dispersion of the fibres. It is the enhanced interfacial adhesion between the fibre and the polymer matrix that results from the greater dispersion, thus raising the maximum flexural stress and strain where the coupling agents establish hydrogen bonds between the jute fibres and the polymer matrix.
In addition, the hardness (Shore D) measurements of the CW, PP, and composite specimens are shown in Figure 7(d). The result shows that CW has a maximum hardness (70.2 D) than all other formulations, whereas PP displayed a hardness value of 63.2 D. A similar value was observed when the incorporation of CW to PP (PPCW) samples. The addition of MAPP further decreased hardness, particularly at 2.5% MAPP with alkali-treated carpet fibers, which can be attributed to enhanced interfacial bonding and a slight plasticization effect that lowered surface rigidity. As the data reveals, the specimen containing 10% MAPP exhibited a relative improvement in hardness compared to the 2.5 wt% MAPP-treated sample. This suggests that the alkali treatment of carpet fibers had a greater influence on reducing hardness than the compatibilizer addition itself.
Furthermore, the aggressiveness of NaOH is supported by the results of impact strength, as the impact strength of composites is directly related to their overall toughness. As PP shows the highest energy, it has high toughness, and the treated sample shows the least energy due to the stiffness of the fibre and the poor interfacial adhesion between the fibre and the PP matrix. For the untreated specimen with 10% MAPP, the coupling agent improves the impact strength of the sample by establishing hydrogen bonds with the fibre. A higher impact strength indicates a greater ability to absorb energy, as seen in Figure 7(e) and (f), respectively.
The screw configuration used in the twin-screw extruder plays a crucial role in determining the dispersion and distribution of carpet fibers within the polypropylene matrix, which directly affects the mechanical performance of the resulting composites. 46 The conveying elements facilitated uniform feeding and distribution of carpet fibers, while the compression and kneading sections achieved adequate shear and mixing to enhance fiber wetting by polymer melt, improving adhesion. However, excessive shear or prolonged residence time could lead to fiber breakage, reducing the effective aspect ratio and, consequently, the effect on the mechanical properties of the fabricated composites.
Comparison of mechanical properties of the present work with published work.
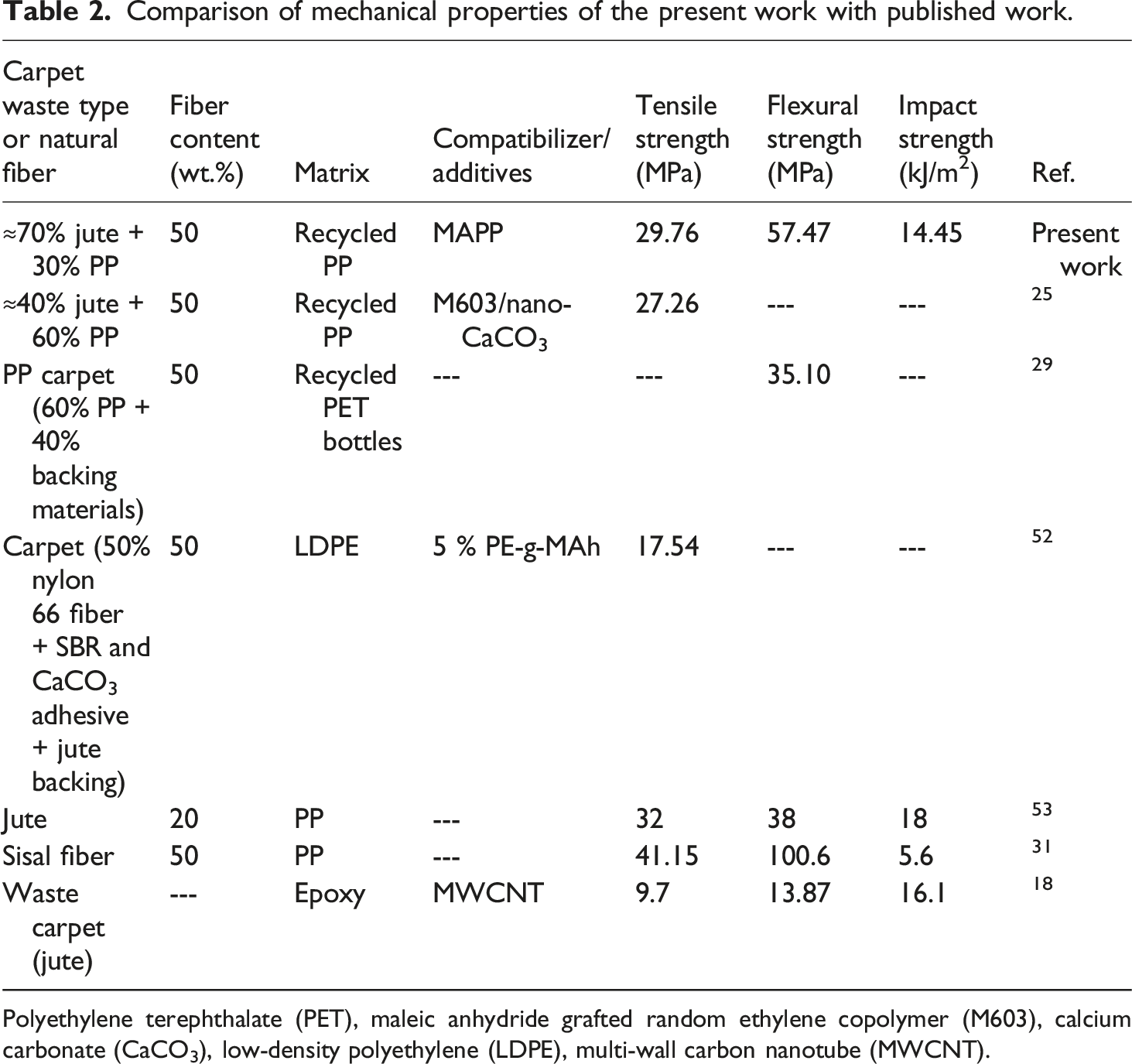
Polyethylene terephthalate (PET), maleic anhydride grafted random ethylene copolymer (M603), calcium carbonate (CaCO3), low-density polyethylene (LDPE), multi-wall carbon nanotube (MWCNT).
Morphological characterization
Figure 8 displays the SEM micrograph of the fractured surface CW specimen. The morphology of the specimen reveals that the heterogeneous morphology consists of both jute fibers (indicated by yellow arrows) randomly dispersed in the PP matrix, and some synthetic fibers (indicated by green arrows), which appear smoother and more uniform. Such synthetic fibers observed in the micrograph are mainly residues of industrial carpet textile waste with a melting temperature higher than the maximum processing temperature applied (205°C). Therefore, these fibers did not melt completely during the extrusion and molding processes. Moreover, the weak interfacial adhesion between these fibers and the matrix resulted in partial fiber pull-out and the formation of voids, as shown in Figure 8 (indicated by red circles). This incomplete melting and poor bonding may negatively influence the mechanical performance of the composites. The same findings have been reported in another research conducted by P.B. Sanvezzo and M.C. Branciforti.
25
SEM micrograph of CW specimen. Yellow arrows indicate some jute fibers. Green arrows indicate some synthetic fibers. Red circles indicate some voids.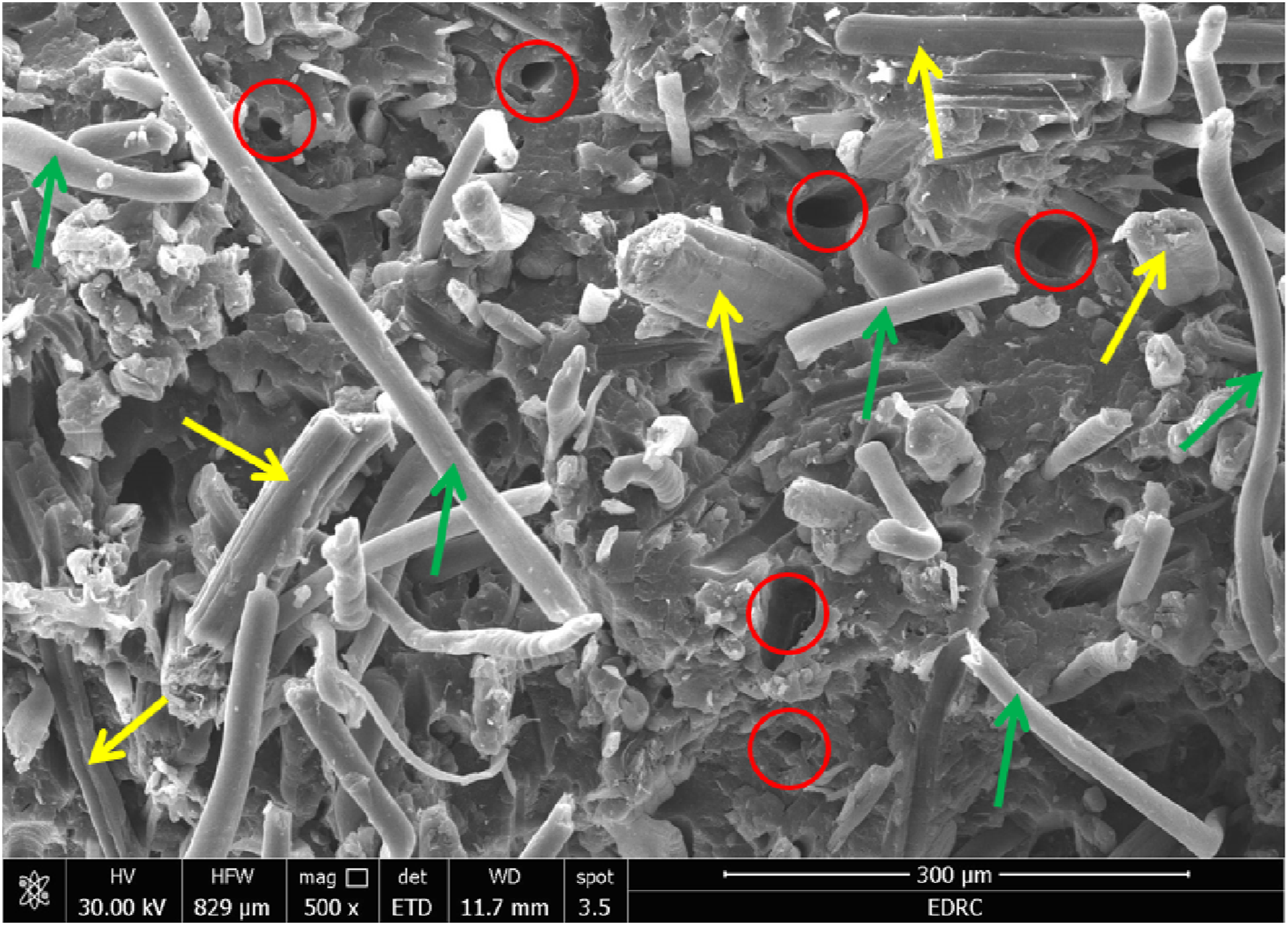
Figure 9(a)–(e) presents SEM micrographs of the fractured surfaces of PPCW, PPCW–2.5%MAPP–T, and PPCW–10%MAPP–UT specimens, respectively. For the PPCW composite (Figure 9(a) and (b)), the surface appears more compact compared to neat CW. However, several unmelted fibers (highlighted by green arrows) are still visible, particularly synthetic fibers with a higher melting temperature than the processing conditions. Fibers pull out and interfacial gaps are still present (highlighted by red arrows), suggesting that the adhesion between fiber and matrix is insufficient in the absence of a compatibilizer. This explains the limited improvement in mechanical strength when only PP was added. SEM micrographs of (a, b) PPCW, (c, d) PPCW-2.5%MAPP-T, and (e) PPCW-10%MAPP-UT specimens. Yellow arrows indicate some jute fibers. Green arrows indicate some pullout fibers. Red arrows indicate longitudinal voids due to pullout fibers.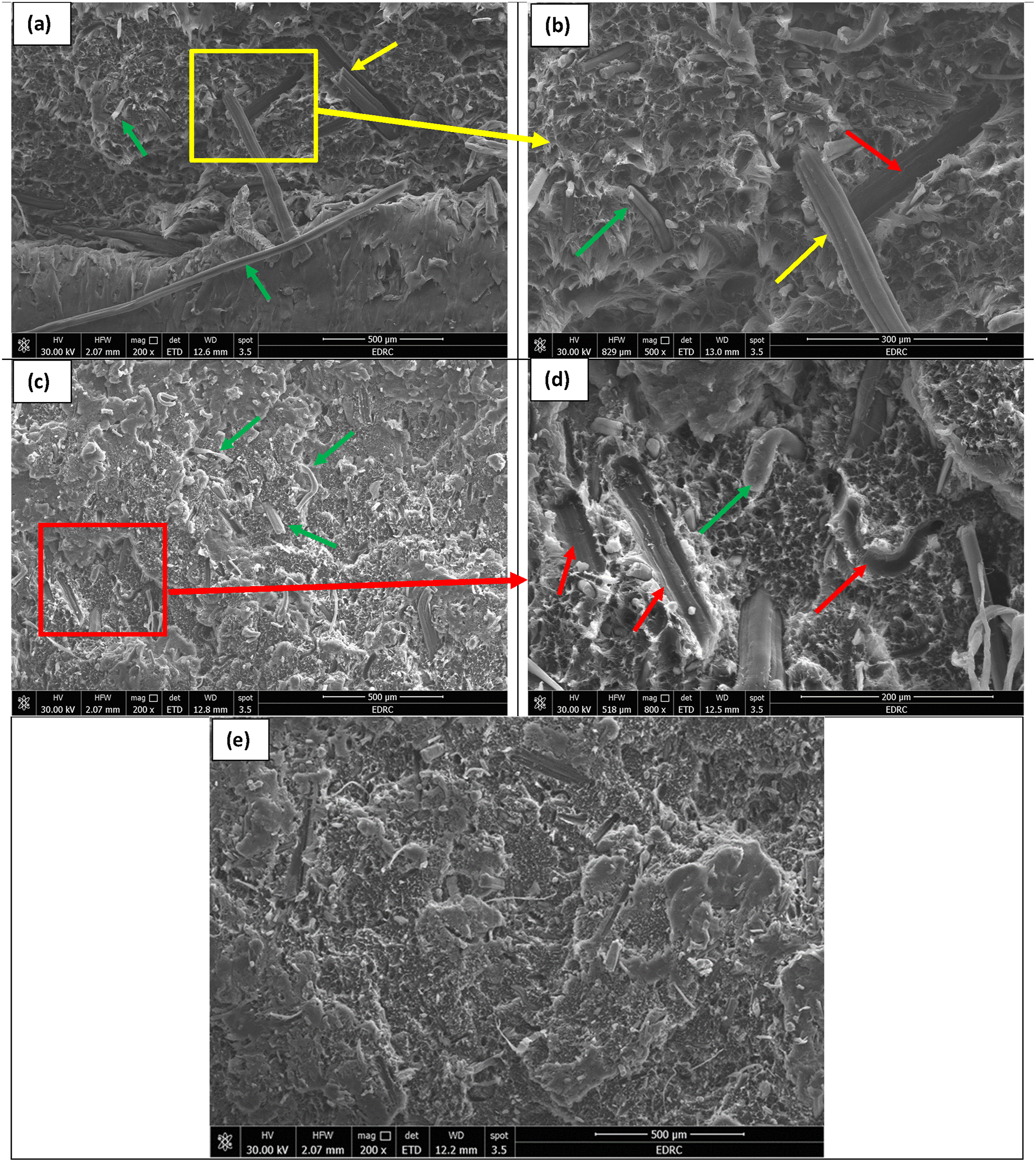
After treatment with NaOH and addition of 2.5% MAPP, the interfacial bonding improved, as evident from the reduced number of voids (highlighted by yellow circles in Figure 9(c)) and fiber pull-outs. The surface morphology shows fibers more tightly embedded in the matrix, which indicates better wetting and enhanced chemical interaction between the maleic anhydride groups and the hydroxyl groups of natural fibers. Nevertheless, NaOH pretreatment combined with MAPP addition is intended to enhance fiber–matrix bonding, the PPCW-2.5%MAPP-T specimens displayed unexpectedly lower mechanical properties. This behavior can be explained by several interacting effects. First, the alkaline treatment, if too aggressive, can partially degrade or embrittle natural fibers, reducing their effective aspect ratio and load-bearing capability. Second, 2.5% MAPP may be insufficient to compatibilize the chemically heterogeneous carpet waste (mixture of natural and synthetic fibers) fully, leaving unreacted interfacial sites and permitting fiber pull-out. Third, incomplete washing after NaOH treatment can leave residual salts or alkaline species that interfere with interfacial reactions or promote thermal degradation during extrusion. SEM micrographs of the PPCW-2.5%MAPP-T (Figure 9(c)) fracture surfaces corroborate these explanations by showing microvoids, which are focused by the red rectangle.
Furthermore, the SEM micrograph (Figure 9(e)) of the composite with 10% MAPP shows a denser and more uniform morphology with significantly fewer interfacial voids compared to other specimens. The fibers are well covered by the polypropylene matrix, and evidence of strong interfacial adhesion can be observed. This confirms the compatibilizing effect of MAPP, where higher concentration promotes stronger bonding and effective stress transfer between fibers and matrix. As a result, this specimen exhibited the best balance of mechanical properties, as compared to 2.5% MAPP and NaOH-treated specimens.
As mentioned above, the fracture surfaces become substantially rougher and show microcracks (removed fibers indicated by red arrows) after applying NaOH treatment and adding only 2.5 wt% MAPP (as seen in Figure 9(c) and (d)). This suggests that alkaline treatment partially eliminated hemicellulose and lignin while also causing fiber embrittlement. Despite the existence of MAPP, these micro-defects lower the treated composite’s tensile, flexural, and impact characteristics by reducing the effective aspect ratio. In comparison, the composite with 10 wt percent MAPP and untreated fibers (Figure 9(e)) has a greatly denser shape with almost no apparent voids or fiber pull-out. Higher MAPP content greatly improves wetting and interfacial compatibility, as evidenced by the fibers complete embedding inside the matrix. Maleic anhydride groups and the hydroxyl groups of jute fibers esterify to provide stronger interfacial bonds that facilitate effective stress transmission.
These SEM observations support the trade-off found in this study, which larger MAPP loading 10 wt% yields improved interfacial adhesion without harming the fibers, whereas alkali treatment may increase fiber cleanliness, but excessive delignification destroys the fiber structure.
Water absorption
Figure 10 illustrates a notable reduction in the percentage of absorbed water and void volume fraction when incorporating PP and MAPP into a pure CW composite. Due to the hydrophilic cellulose and lignin components in jute fibers having a large number of hydroxyl groups that can form hydrogen bonds with water molecules, the 100% CW specimens showed the highest water absorption,
31
which correlates with the highest void volume fraction. Furthermore, a notable reduction in water absorption was seen when CW and PP were combined, demonstrating the hydrophobic nature of PP and its function in limiting water penetration into the composite matrix. In addition, the water absorption was further reduced by about 45.47% when 2.5% MAPP was added as a compatibilizer in comparison to the PPCW specimens. This improvement is explained by the improved interfacial adhesion between the CW fibers and the PP matrix, which reduces capillary channels and interfacial spaces that promote water diffusion. The composite with 10 wt% MAPP and untreated CW had the lowest water absorption of about 69.40%, demonstrating that the enhanced fiber-matrix compatibility and chemical bonding successfully prevent water intrusion.
34
These findings support the idea that enhancing the water absorption resistance of carpet textile waste-based composites requires careful compatibilization and matrix selection. Results of water absorption test and void volume fraction for carpet textile waste-based composites.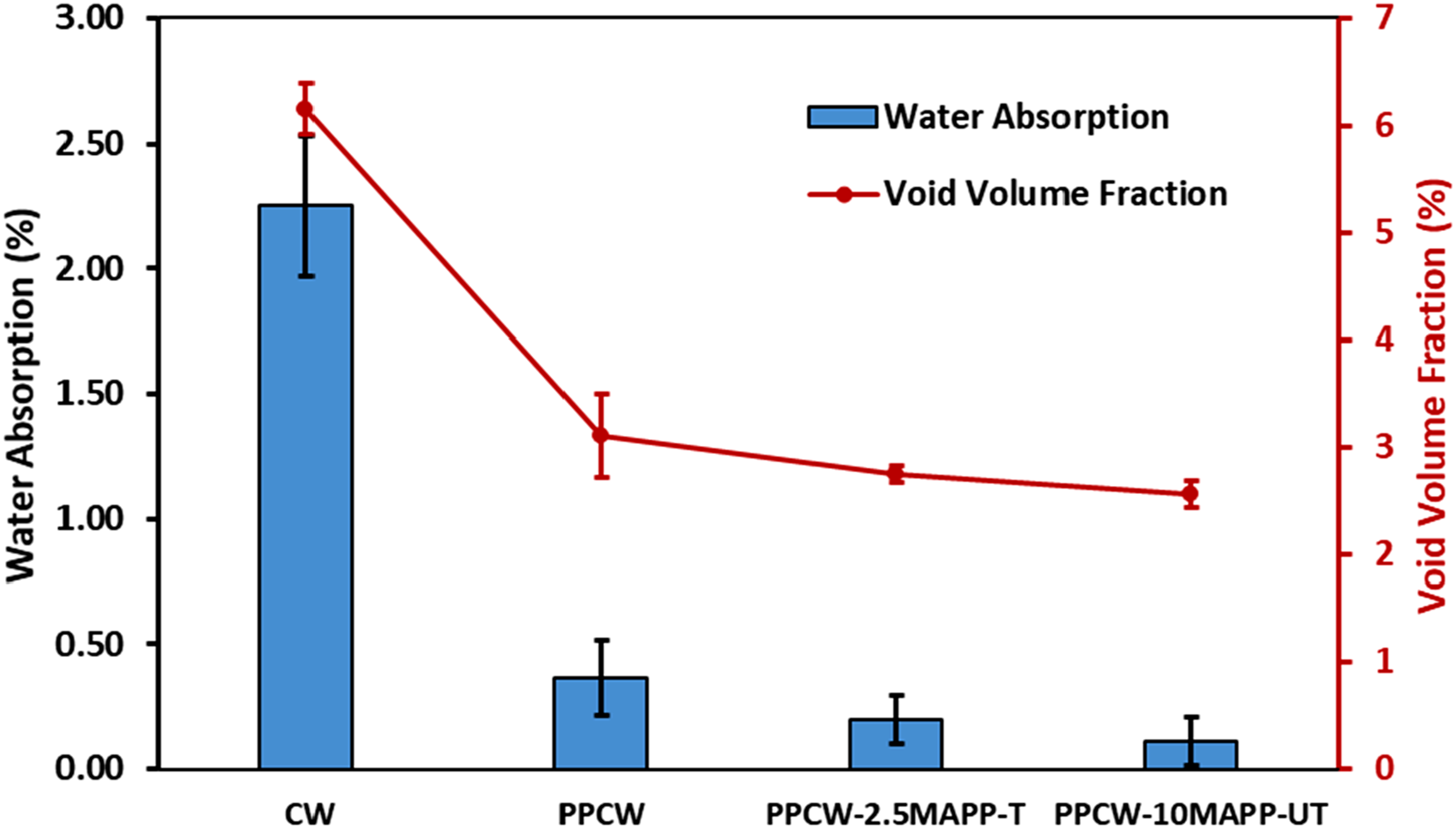
In order to support the morphological observations obtained from SEM, a quantitative analysis of the interfacial bonding was performed by calculating the void volume fraction of the composites and comparing it with the water absorption values, as shown in Figure 10. The CW revealed the highest void content (6.16%), which correlates with its highest water absorption (2.25%). Incorporation of recycled PP significantly reduced voids to 3.11%, resulting in a proportional decrease in water uptake. The lowest void fraction (2.56%) was observed in the PPCW–10%MAPP–UT composite, which directly corresponds to the lowest water absorption (0.11%). This strong correlation confirms that the compatibilizing effect of MAPP significantly improves interfacial adhesion, reduces microstructural voids, and enhances composite resistance to moisture penetration. These quantitative results match the SEM evidence, where reduced fiber pull-out and fewer interfacial gaps were observed for the 10% MAPP composite, further supporting the enhanced fiber matrix bonding.
Theoretically, better interfacial stress transmission between the PP matrix and CW fibers describes the enhanced mechanical performance seen in compatibilized composites. Stronger interfacial bonding and effective load distribution result from the groups of MAPP, helping esterification reactions with the hydroxyl groups of cellulose in jute fibers. On the other hand, when applied excessively, the alkali treatment might result in partial fiber embrittlement and decreased load transfer efficiency, even though it is meant to enhance fiber matrix adhesion by eliminating surface contaminants. The theoretical framework of composite mechanics, which states that interfacial adhesion directly controls stress transfer efficiency and fracture resistance, is compatible with these microstructural and chemical interactions. From an engineering perspective, these recycled composites can be used in structural manufacturing applications where mechanical reliability and processability are crucial, such as yarn winding bobbins and lightweight panels, due to the balance between stiffness, toughness, and thermal stability achieved in the current work. Thus, the results contribute to the development of circular economy practices in polymer composite production by bridging the gap between laboratory-scale recycling research and industrial-scale application.
Conclusions and future work
All industries, including the carpet industry, have significant global problems in preventing waste generation, conserving natural resources, and lowering environmental emissions. . For these reasons, this study was designed as an attempt to recycle CW generated in Egypt by incorporating it into recycled PP to develop sustainable thermoplastic composites using extrusion and injection molding processes. Such choices in materials and processing, along with effective compatibilization using MAPP, facilitated the incorporation of 50 wt% CW into a recycled PP matrix. . Based on the experimental results in this study, the following conclusions are obtained: • The post-industrial CW was successfully processed without significant thermal degradation, indicating its suitability for the melt-blending recycling technique. • The incorporation of CW into recycled PP improved crystallization behavior through heterogeneous nucleation, increased thermal stability, and increased char formation. • The NaOH-treated carpet fibers with 2.5 wt% MAPP exhibited lower mechanical properties, likely due to carpet fiber embrittlement caused by aggressive alkali treatment and fiber pull-out. • Untreated CW fibers compatibilized with 10 wt% MAPP produced the highest mechanical properties, showing a clear improvement in tensile, flexural, and impact strength compared to uncompatibilized composites. • Improved interfacial bonding in MAPP-modified composites was verified by FTIR spectrum and SEM morphology, which showed decreased voids, improved fiber wetting, and reduced pull-out. • Quantitative evaluation showed a strong correlation between reduced void volume fraction and lower water absorption, which verifies improved fiber matrix adhesion. • The SEM observations demonstrate a clear correlation between microstructural features and mechanical performance. Weak adhesion and fiber pull-out in CW and PPCW lead to inferior properties, while the addition of MAPP, especially at 10%, significantly enhances interfacial bonding, reduces voids, and results in better mechanical performance. • Based on the achieved mechanical and thermal properties, the developed hybrid CW reinforced recycled PP composites are suitable for manufacturing winding tube yarn bobbins, which are used for yarn winding in textile and carpet production. This application demands materials with moderate stiffness, toughness, and heat resistance to withstand repeated handling and winding operations. The combination of sufficient mechanical integrity and low material cost confirms the technical and economic feasibility of this recycling approach for sustainable industrial utilization. Additionally, other structural applications, such as interlocking floor tiles and wall panels, are also feasible due to similar property requirements.
In order to enhance the recycling and optimization of hybrid carpet-waste composites, the following avenues for future work are suggested: • Investigate different MAPP compatibilizer levels (1–10 wt%) and different levels of NaOH treatment concentrations to further improve the interfacial adhesion and mechanical properties of the thermoplastic composites. • Investigating appropriate flame-retardant additives will be conducted to enhance the fire resistance of the carpet textile fiber-based composites, expanding their potential applications in interior and construction products. • Investigate the influence of extrusion and injection molding processing parameters variation on fiber matrix interactions and the mechanical properties. • Conduct comprehensive microstructural quantification measurements, including fiber aspect ratio analysis before and after processing, fiber dispersion index, and interfacial shear strength measurements using single-fiber pull-out testing, to establish clear correlations between fiber damage, interface bonding, and the resulting mechanical and thermal properties. • Evaluate the melt flow index (MFI) of the fabricated composite to confirm processability at high fiber content and to guide industrial-scale implementation. • Perform Dynamic Mechanical Analysis (DMA) to study load transfer, viscoelastic behavior, and fiber matrix interaction under dynamic conditions. • Incorporate a simplified life cycle assessment (LCA) to quantify carbon footprint reduction and compare the environmental benefits with conventional PP composites. • Explore advanced fiber reprocessing routes such as electrospinning to convert recycled carpet fibers into high surface-area nonwoven materials.
Footnotes
Acknowledgements
Thanks are due to the whole supervising team for the continuous plenary discussions. Besides, great acknowledgment to the Faculty of Engineering, Ain Shams University, for the technical support.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/ or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of AI and AI-assisted technologies in the writing process
During the preparation of this research, the authors used ChatGPT (OpenAI, GPT-5 model) to assist in improving the English language, grammar, and clarity of the text. The authors reviewed and edited the content generated by the AI tool and take full responsibility for the final version of the manuscript. No AI tools were used for data analysis, experimental design, or interpretation of results.