
Abstract
Recycling of carpet textile waste is one of the sustainable solutions for dealing with industrial and postconsumer waste, especially with the increasing demand for environmentally friendly alternatives in the fabrication of composite materials. About 90 million tons of solid waste are sent to of landfills in Egypt annually, and less than 12 % of them are recycled. One of the potential solid wastes that can be recycled is carpet. Most of the carpet constituents can be recycled and reused. However, only 4 % of carpet waste is recycled. This work investigates the current status of carpet waste management and worldwide, especially in Egypt. Since, carpet is made from various layers mostly synthetic polymer materials namely, face fiber, primary backing, latex adhesive, and secondary backing, they don’t degrade easily in landfills. Polymers like polyester, polypropylene, polyamide, and acrylic are usually used in the carpet industry. This paper reviews the different recycling techniques used in carpet textile waste management primary, secondary (extraction method), tertiary (chemical), quaternary (energy recovery), and composite approaches of carpet textile waste. The paper also focuses on various studies that have been carried out on the fabrication of carpet-based thermoplastic polymer composites using different manufacturing technologies. Finally, the mechanical properties of these composites are presented and compared.
Keywords
Introduction
Currently, smart cities are developing in many countries to handle urban sustainability issues. It attempts to solve many major issues like waste, traffic, pollution, crowding, energy, water, and poverty by using Information and Communication Technology (ICT). 1 Smart city policies have become a reality and must be kept up. The circular economy, as per European directive 2020/98, aims to minimize input from natural resources, maximize use of goods and services, and minimize waste generation. 2 Polymer production has grown rapidly since the 1970s, with global production expected to reach 1100 million tons by 2050. Traditional plastics based on fossil fuels are expected to contribute to 19% of global carbon emissions by 2040. Less than 10% of plastic waste is recycled, causing an estimated annual loss of 80-120 billion. 3
According to UNDP (United Nations Development Program),4,5 the world population is about 7.942 billion and expected to reach about 9.687 billion in 2050. With this population growth, moreover, the global demand for products is continuously increasing, and the waste is also increasing. Figure 1 illustrates the three possible scenarios for the future of waste management which estimated by UNDP to 2050. Waste under control, and a circular economy, with the latter focusing on decoupling waste generation from economic growth for environmental sustainability.
6
Scenarios to estimate the impacts of different global municipal solid waste management approaches to 2050. (data extracted from 6).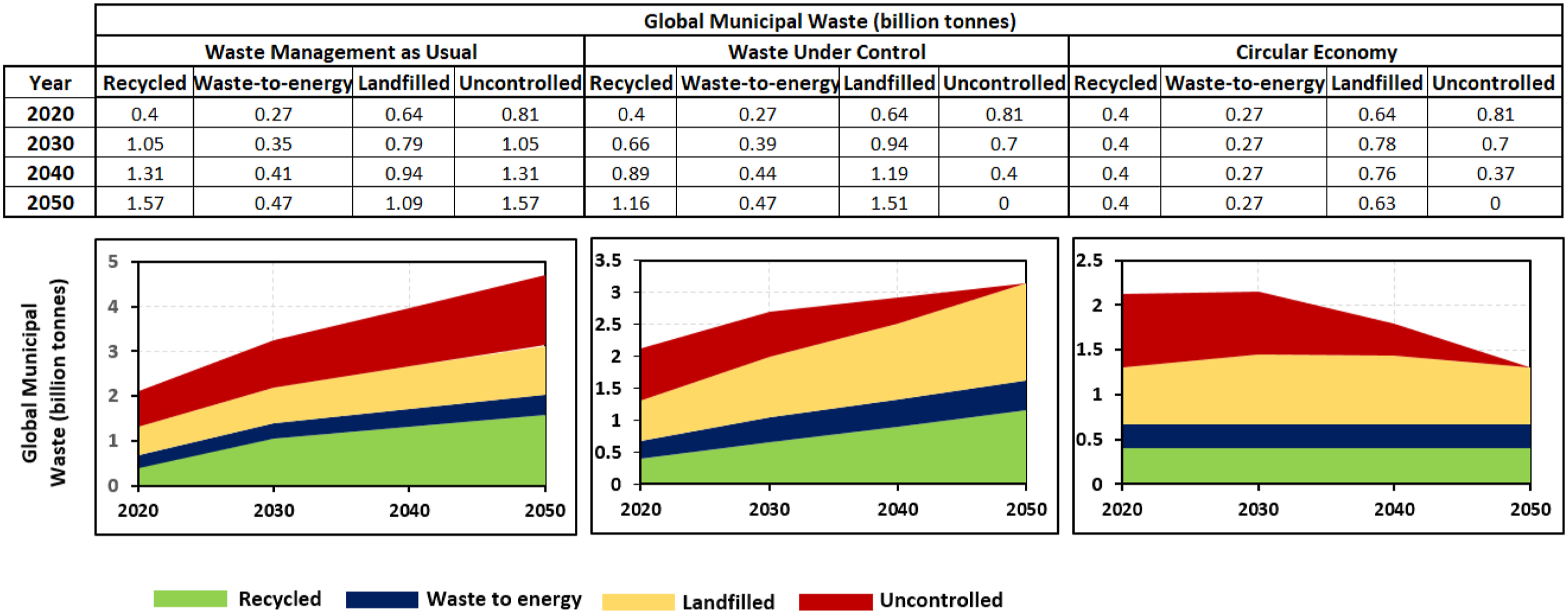
According to NSWMP (National Solid Waste Management Program),7,8 it is estimated that about 90 million tons of solid waste are generated annually in Egypt. Recycling strategy is one of the most feasible solutions to the issue of solid waste generated. Reports and studies indicate that only less than 12 % of solid waste generated in Egypt is recycled. Carpets largely are found in all areas of our lives; houses, commercial centers, offices, cars, airplanes, hotels, sports, and leisure facilities, as a result, the consumption of floor coverings within the European Union (EU) is about 685 million m2 annually. 9
Global waste management is a pressing issue, with a growing demand for recyclable composite materials. The European Union prioritizes recycling, as 400,000 tons of carpet waste are sent to UK landfills annually due to processing difficulties. Rising landfill costs and reduced availability make landfill disposal impractical. However, carpet recycling can have a positive impact on the environment, as one ton of recycled waste saves 4.2 tons of CO2 emissions. 10 Thus, there is no doubt that good carpet recycling is a significant support for the circular economy strategy.
In the relevant literature, there are some review papers concerning carpet waste materials. For instance, in 2001, Mihut et al. 11 they reviewed the different recycling processes of nylon from carpet waste. Moreover, another review paper (in 2015) was conducted by Sotayo et al. 12 on the structural composites from recycled carpet waste. Also, in 2021, Ahmed et al. 13 presented a systematic comprehensive review of the use of recycled fibers including carpet fibers in concrete composites. However, and to our knowledge, an in-depth review of the thermoplastic-containing carpet textile waste composites is not available yet.
Avoiding waste, conserving resources and reducing carbon (CO2) emissions are key global challenges for everyone including the carpet industry. For these reasons, this research was designed. In this research, a brief overview of carpet textile materials and waste generated were discussed. In addition, the different carpet recycling techniques are reviewed. The research also focuses on varies studies that have been carried out on the fabrication of carpet based thermoplastic composites using different manufacturing technologies. Finally, the properties of these composites are presented and compared.
Carpet textile materials
It is difficult to know when and where the art of carpet manufacturing and the first carpet originated. The history of carpet industry development including handmade carpets is described in detail in the literature.
14
Until about 1954, cotton was virtually the only fiber used in carpet products.
15
Over time, synthetic fibers have been introduced to improve the quality of carpets.
11
A typical carpet consists of four main layers namely, face fibre, primary backing, adhesive, and secondary backing as shown in Figure 2. In this typical constituent, carpet fibers are tufted onto a primary backing and locked into place by an adhesive (binder) layer and a secondary backing.
16
The top fiber is typically made of various materials, while the primary and secondary backing are typically made of PP, PVC, polyester, or other materials. An adhesive layer is placed beneath the primary backing to protect the top fiber.11,12,17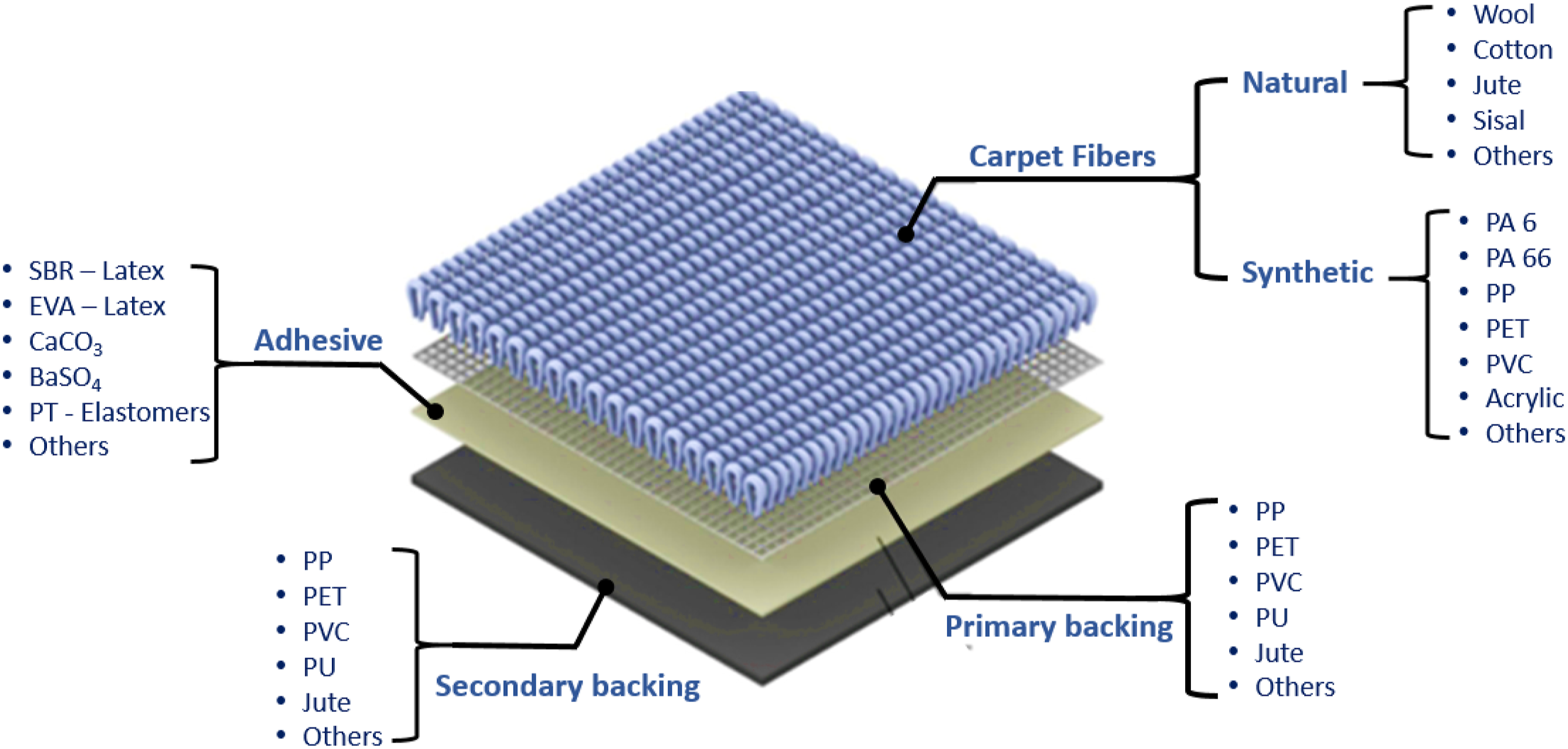
There are commonly four major methods of carpet production namely: weaving, tufting, needle punching, and others including hand-knotted carpets.14,20,21 The tufting method is the most common method of carpet manufactured, as schematically shown in Figure 3, which describes the values of carpet manufacturing methods of the total carpet market in the United States US, and the European Union EU respectively. Woven carpets are constructed on looms, interwoven with face and backing yarns for strength and stability. Needle-punched carpets are durable, used in high-traffic areas, and made from synthetic fibers like polypropylene due to their water resistance, and lower cost. However, they cannot be recycled due to synthetic latex within tight fibers.17,21–23 Approximation values of carpet manufacturing methods of the total carpet market in; (a) the United States US market, and (b) the European Union EU market. (Data extracted from21,24); please note that the data in EU market (b) was calculated from intra-market, exports, and imports from the rest of the world.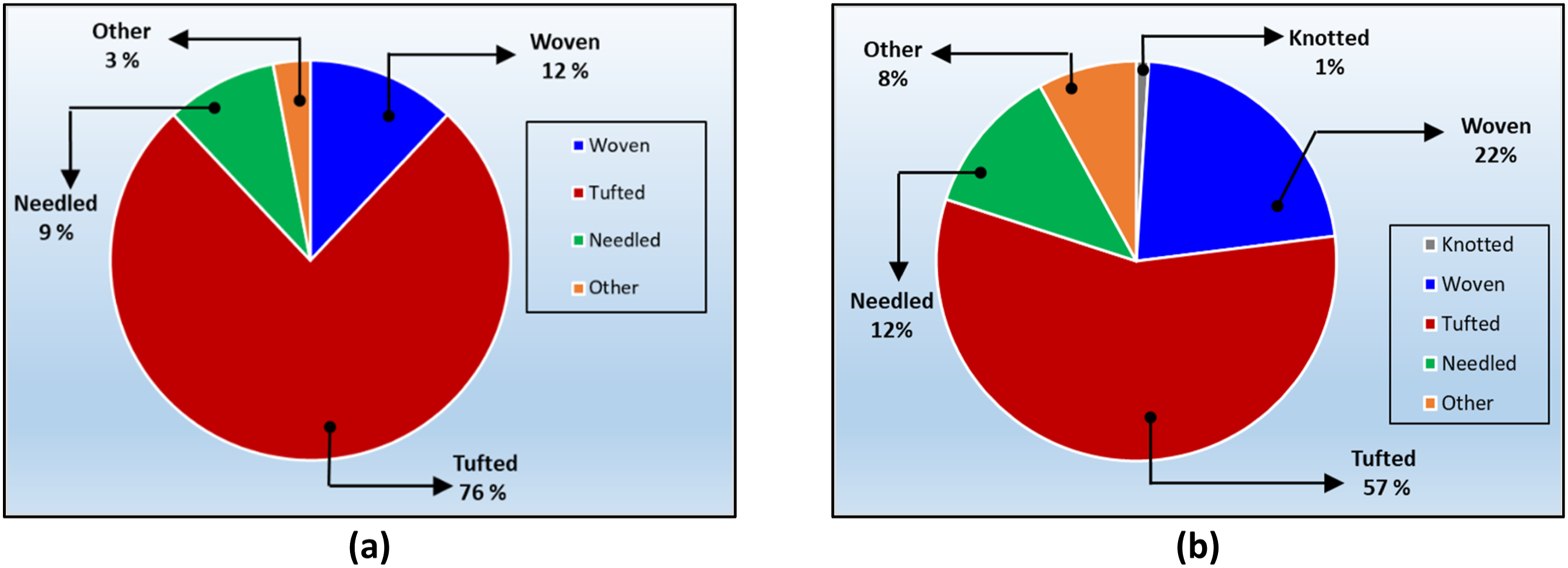
To better understand the issue of carpet waste and how it is formed, we must follow a systematic approach from the early stages of the manufacturing processes to the points of disposal of this waste. Mainly, carpet waste can be classified as a pre-consumer (industrial waste) and post–consumer (used carpet) carpet wastes. 25 Pre–consumer carpet wastes are produced through the trimming and shearing of the edges and face yarns in carpet manufacturing processes for different applications, such as commercial buildings, furniture, automotive, and other industries. 26 According to Carpet America Recovery Effort (CARE) annual report, 27 pre–consumer carpet waste rates represent about 2%–15% (these values depend on the manufacturing process 28 ) of the total carpet disposal. The most important characteristics of pre–consumer carpet wastes are being unused, clean, and mostly having a known history of raw materials and manufacturing processes. 28 For these reasons, it is preferable to deal with the pre–consumer carpet waste. However, there is very little information about the pre–consumer carpet waste. To our knowledge, there is no research discussing the appropriate techniques for dealing with this waste generated during manufacturing processes. Nevertheless, some studies have investigated its use as a reinforcement in soil, concrete, and polymer composites.
On the other hand, post–consumer carpet waste is the biggest quantity of waste in comparison to pre–consumer carpet waste, it also arises as a result of direct change over carpets used in commercial offices, hotels, homes, and other applications. 28 The average life span of a typical carpet is between 8 and 12 years.11,29 Moreover, post – consumer carpet waste is more complex and difficult to recycling due to presence of dust, and other materials collected in the carpet over the years of service, making them 30% heavier than new carpets. 11 The issues related with post – consumer carpet wastes are not limited to the different materials in any one carpet, but also the differences between the carpets as well as separations methods, cleaning, and refining. 28 Technologies to recycle carpet waste into useful products are much strong demand and challenge in the carpet manufacturing.
The comparison of pre-consumer and post-consumer carpet waste generation in United Kingdom (UK), European Union (EU), United States (US), and Egypt are shown in Figure 4. It is observed that, a total of 2.75 million tons of post-consumer carpet waste were placed in the landfills in the US in 2021. In the United States, most carpets are made from oil-based polymers that could be recycled, however, only 5% (137,500 tons) of carpet waste is recovered by recycling.
30
In addition to being one of the top producers, the EU is also the second largest market for carpet in the world after the US.
31
In the EU, there is a demand for carpets of roughly 1.8 million tons annually, while 1.6 million tons are generated as waste. The vast majority of the waste carpet generated in the EU each year is likely to be landfilled (60 %), a large fraction will likely be incinerated (37 %), and just a small percentage will likely be recycled (less than 3 %).32,33 According to Carpet Recycling UK,
34
there are about 470,000 tons of carpet waste arising annually. In 2020, a total of 41,000 tons (8.72%) of carpets and textile flooring waste was recycled in UK.
35
In Egypt, there are no official reports and statistics for carpet waste within general solid waste which are continuously recorded, and waste management recycling services are not obligated to report on carpet waste as a specific material. In 2022, we estimated that 212,000 tons of carpet and textile flooring waste were placed in the solid waste stream, while industrial (pre-consumer) waste is estimated at 50,000 tons. Accordingly, we need further details information about the market demand as well as the tonnages used for end of life.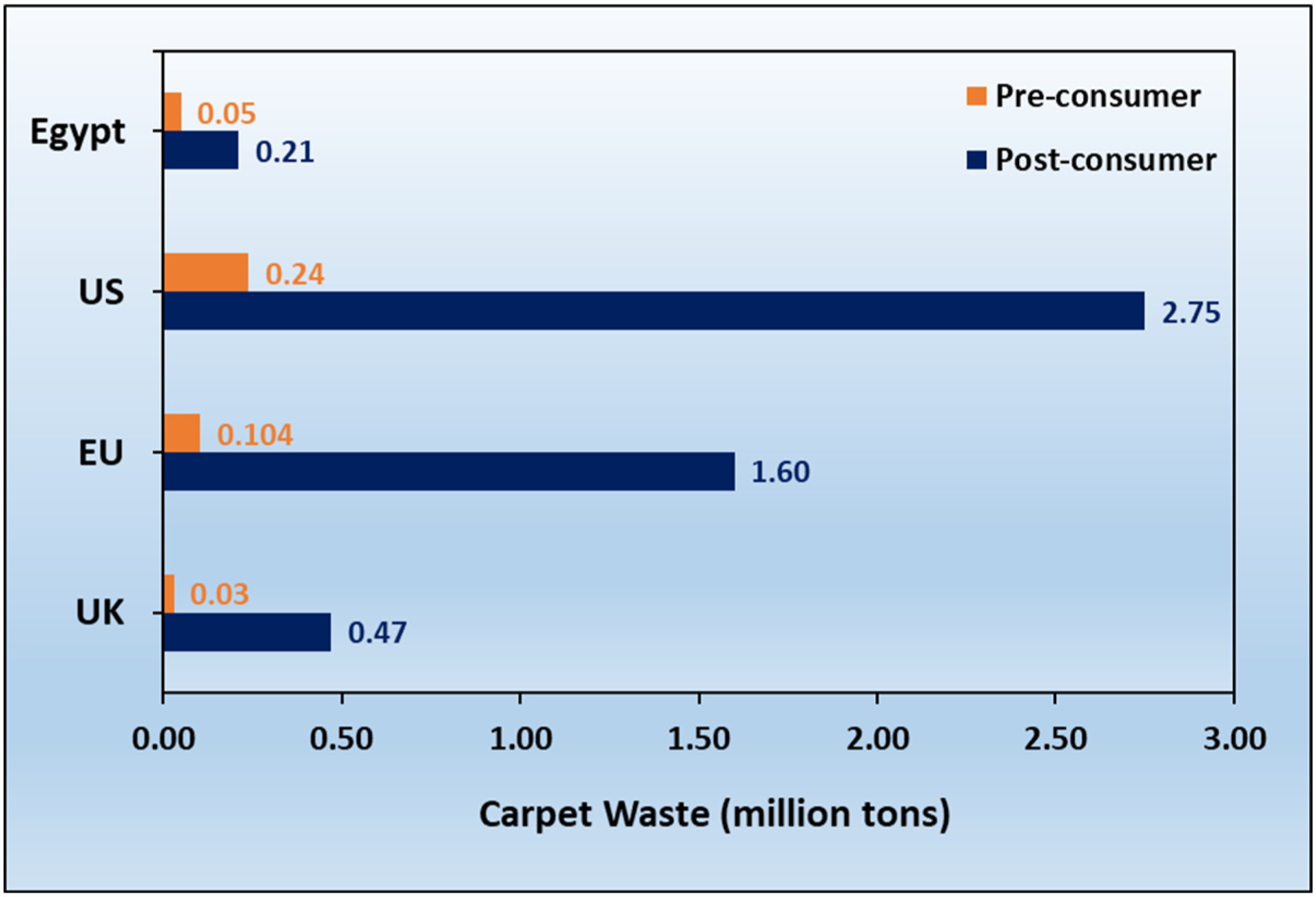
Figure 5 shows the carbon emission, calorific value, and energy to manufacture of carpet waste materials. As shown in Figure 5(a), wool and acrylic fibers have the highest carbon footprint value, due to wool emits methane and acrylic petroleum based synthetic production. On the other hand, jute fiber has the lowest carbon footprint, making it the most environmentally eco-friendly option. As of recent data published by UN environment programme,
6
about 13% of the world municipal solid waste is treated through waste to energy. The calorific values of carpet waste materials are shown in Figure 5(b), when these values are compared to the calorific value of diesel (45.5 MJ/kg) or calorific value of coal (29 MJ/kg), it is clear that carpet textile waste materials are a good alternative for heat generation in Industrial applications. Besides, the energy required to manufacturing of carpet materials are illustrated in Figure 5(c), it showed that the synthetic fibers exhibits higher energy than natural fibers.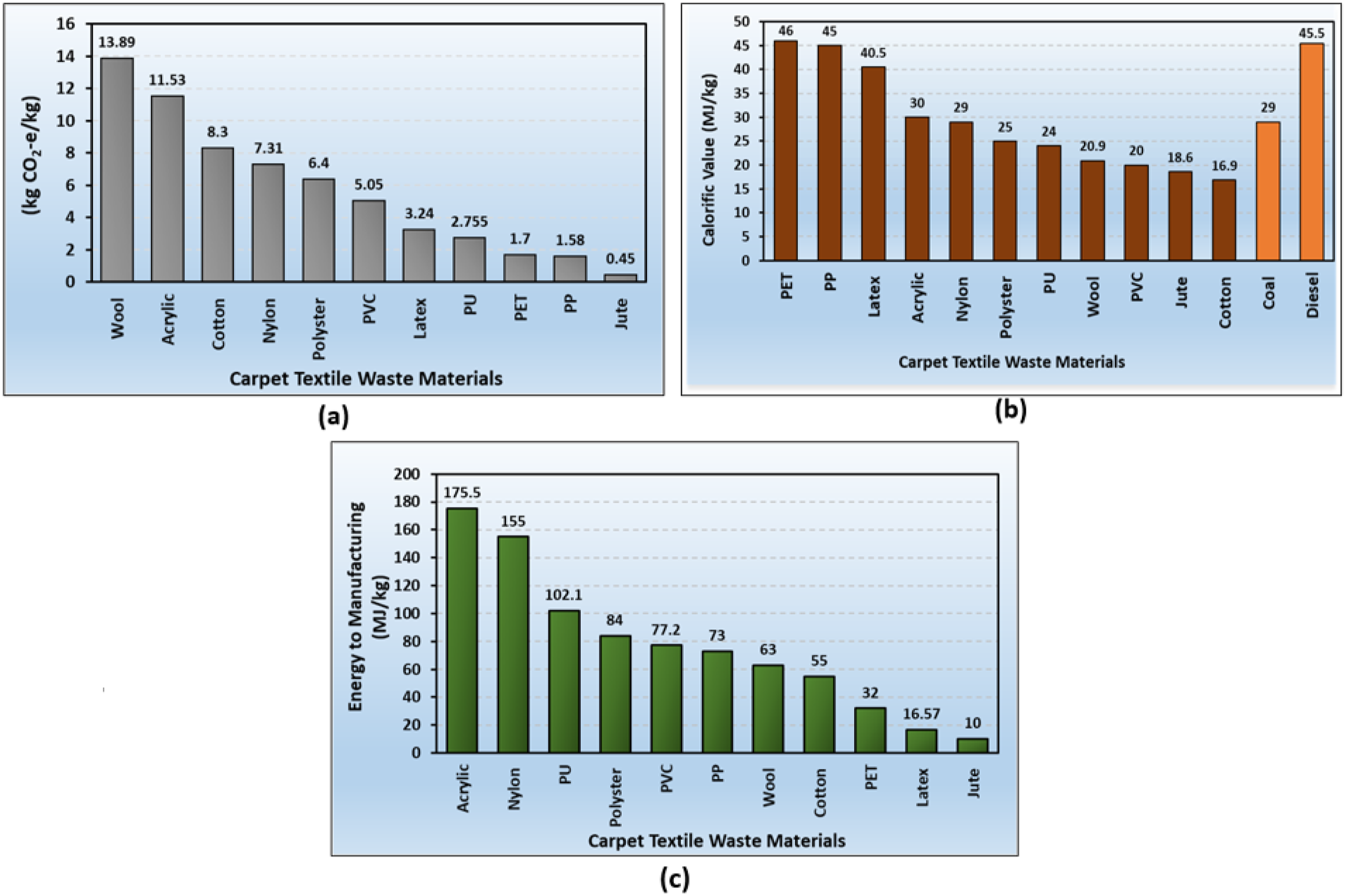
Current recycling technologies
As mentioned above, carpet waste provides a concentrated source of polymers (nylon, PP, PET, PVC, SBR, etc.) with only a few other constituents. Generally, the various plastics recycling processes are classified as being primary, secondary, tertiary,
51
and quaternary recycling.
11
Figure 6 illustrates the schematic diagram of the different carpet recovery (composites approach, and reuse in alternative forms) and recycling (primary, secondary, tertiary, and quaternary) techniques, which were reported in the previous studies. In this part, the carpet recovery and recycling techniques will be discussed in more detail. Schematic drawing of the different carpet recovery and recycling techniques.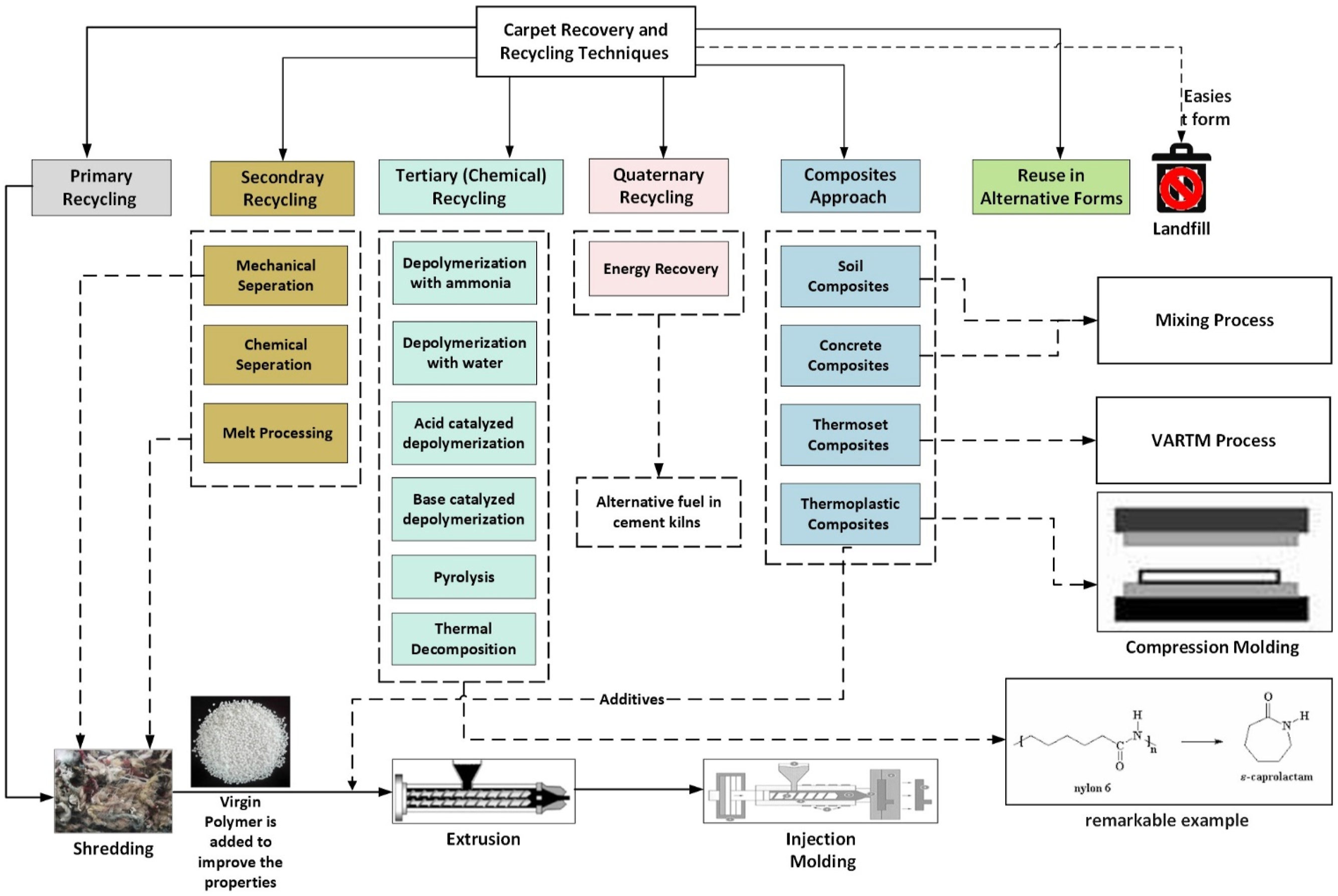
In primary recycling (closed-loop recycling), the polymer is reprocessed to create a product with the same usage as the original plastic. 51 Primary recycling of clean, single-component thermoplastic waste is quite simple and common. For example, in a facility that produces carpet fiber, the off-grade fibers may be chopped and melted together with the virgin polymer to produce fibers or plastic chips during the extrusion process. Separation of carpet components is not typically required in this approach, as it focuses on the recycling of a single constituent or the reuse of the carpet with minimal processing. This recycling method is best done in carpet fibers manufacturing plants or on industrial waste. 52 However, there is very little information and documents about the primary recycling method of carpet waste, and to our knowledge there is no research discussing the appropriate techniques for dealing with this method. In Egypt, from our information, polypropylene plastic winding tube yarn bobbin is produced from polypropylene fiber industrial waste by melting in extrusion and then passing it through injection molding process.
Secondary recycling involves mechanical, chemical separation, and melt processing, which also called thermomechanical approach. While it recycles most post-consumer waste, the resulting products are often of lower quality, the process is called down-cycling. 51 For carpet textile waste, the constituents are separated by mechanical and chemical techniques, which can then be recycled to achieve properties similar to virgin polymers. 52 The process typically includes sorting, shredding, cleaning, and extruding polymers, with shredding being a critical step in reducing large carpet pieces into smaller sizes. Researchers have developed shredding techniques for woven and non-woven fabrics, carpets, and textiles. Mechanical separation often involves combined comminution-classification phases and density-based separation using gravitational or centrifugal fields. These methods effectively recover components like filler (backing material), nylon, and polypropylene from carpet waste.
The shredding and Mechanical separation techniques are reported and described in detail in the literature in studies.53–71
Solvent extraction separates components from mixtures based on solubility, offering a method to recover valuable materials like dyes, resins, or chemicals from carpet waste. The choice of solvent is crucial, emphasizing environmental sustainability, regulatory compliance, and economic feasibility, particularly in solvent recovery and processing costs. Small-scale studies are recommended to optimize parameters and evaluate efficiency before large-scale implementation. Regulatory and environmental guidelines must also be adhered to throughout the process. Various factors influence solvent extraction, such as solvent type and operational conditions (time, temperature, and pressure), impacting the recovery efficiency of nylon, often achieving yields of up to 90% with minimal degradation. 72 Most of the previous studies used alcohols (methanol, ethanol, ethylene glycol, propylene glycol) as a solvent to extract nylon from carpet textile waste.73–76 Other studies used acids such as acetic acid, propionic acid, 74 formic acid,77,78 hydrochloric acid, sulfuric acid, and phosphoric acid. 78 While volatile organic compounds are employed to separate pure polymeric components in complex textile structures. 79
The third approach of the secondary recycling of carpet textile waste materials is known as melt processing, or melt blending, or thermomechanical process. This recycling technique of carpet textile waste materials involves reusing the carpet by melting or extruding it to create a blended mixture for injection molded polymers and thermoplastics. This low-cost process, eliminates separation and depolymerization procedures, but may result in low-quality melt-blended plastics with limited uses. 11 Additionally, the process addresses environmental concerns associated with traditional disposal methods while offering an economically viable solution to reduce the demand for virgin materials. The immiscibility of some fibers in carpet textile waste materials results in poor mechanical properties, requiring the use of compatibilizers in melt blending in order to improve the mechanical properties of the blends. 80
Tertiary (chemical) recycling, or depolymerization, involves breaking down polymer waste into monomers with properties similar to virgin polymers. A key example is the recovery of caprolactam from nylon-based carpet waste. While depolymerization is highly valued for producing valuable products, it remains a complex process for carpet recycling. As defined by Floers,
81
it converts polymers into their constituent monomers. Miao et al.
82
provided a detailed review of the chemistry behind these methods, which include ammonolysis, acid- and base-catalyzed depolymerization, water-based depolymerization, and pyrolysis. There are significant efforts have been made to convert nylon in carpet waste into monomers, which illustrated in Figure 7. The possible pathways to recycling nylon based carpet using depolymerization techniques. Various factors affecting the thermoplastic composites from carpet textile waste.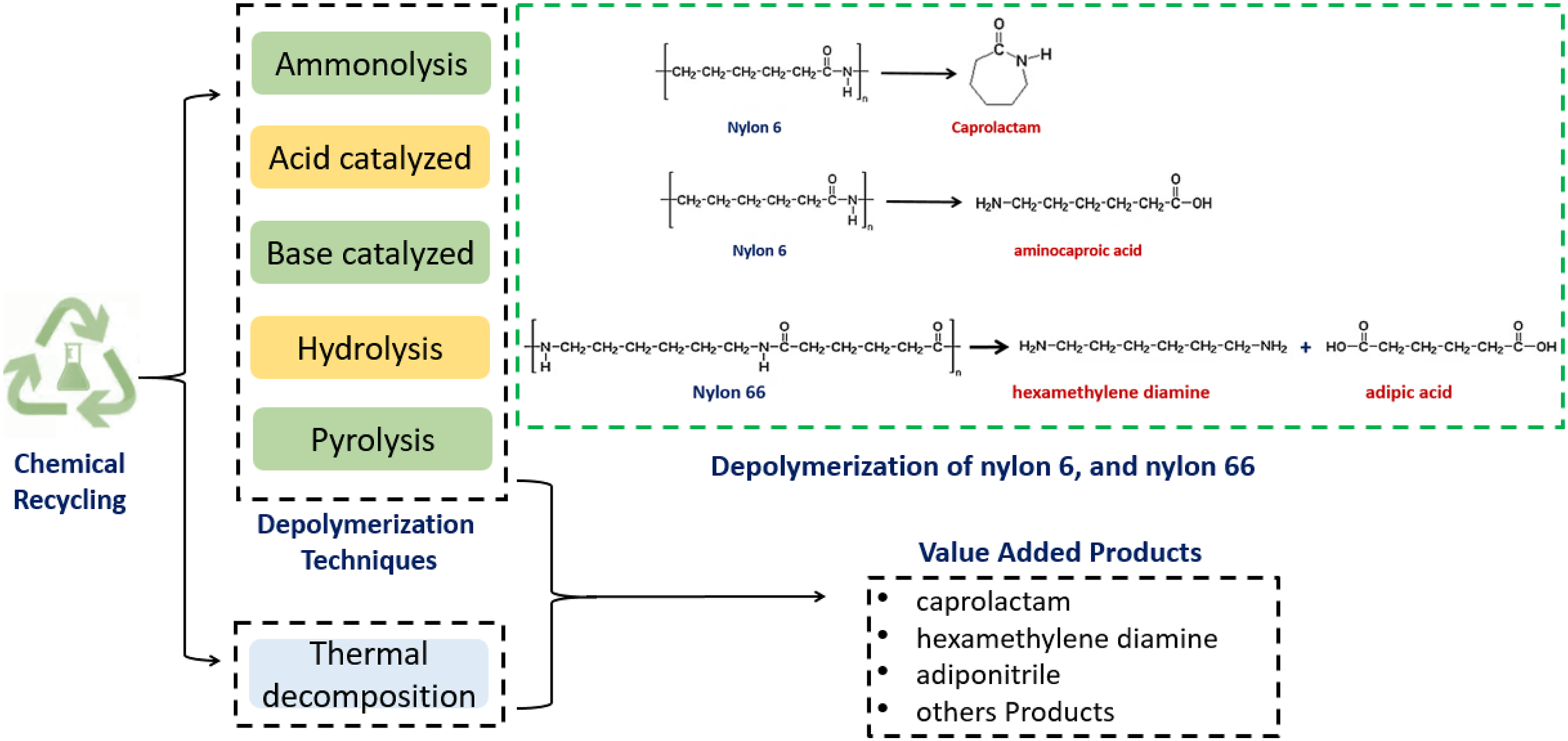
The researchers McKinney 83 and Hendrix et al. 84 explored ammonia depolymerization under varying conditions of temperature and pressure to break down nylon mixtures, yielding products like caprolactam and hexamethylene diamine. Acid-catalyzed methods such as those used by Corbin et al. 85 and Mohajer et al. 86 focus on using phosphoric acid or caprolactam/water to dissolve nylon fibers and recover usable components like caprolactam for repolymerization. Pyrolysis techniques, employed by Du et al. 87 and Sekiguchi et al. 88 involve heating carpet materials in the presence of catalysts like ZnO or CaO to produce chemicals such as benzoic acid, acetylbenzoic acid, or pure nylon fibers. In addition, steam-based depolymerization and microwave-assisted hydrothermal methods have also proven effective, as demonstrated by Bockhorn et al. 89 and Bäckström et al., 90 which use steam, supercritical CO₂, or microwaves to facilitate nylon recovery and cellulose nanofiber isolation. These processes show varied efficiencies, with the choice of catalyst, temperature, and pressure significantly impacting the yield and purity of recovered products like caprolactam and adipic acid. Moreover, Gunji et al., 91 and Bork et al. 92 investigated the thermal decomposition of carpets containing nylon 6, nylon 66, and PET face fibers. Also, many attempts were carried out on the depolymerization technique of carpet textile waste materials in order to understand this mechanism.19,93–101
Quaternary recycling, which only comprises energy recovery while the waste polymer is burned, is a process also known as incineration or waste to energy. Moreover, this approach does not require separation of the carpet components, pre-treatment may involve removing non-combustible elements from carpet waste. According to (EU) 2018/851 legislation, 102 incineration is classified as recovery or disposal. As mentioned previously, carpets made from synthetic fibers release harmful chemicals and pollutants when burned, making incineration a last resort due to its environmental and health impacts. For example, in Egypt, the maximum permissible limit of air pollutants in emission due to burning of waste is 20 mg/m3. 103 However, this method contributes about 7 – 12 % of the total textile waste recycling technologies. 104 To our knowledge, there are few research studies105–112 that have investigated the energy consumption and environmental emissions of the carpet textile waste, however, technical and environmental challenges still remain.
Composites approach
Composites materials appeared as a distinct classification of materials in the mid-20th century, with the manufacturing of engineered multiphase composites like fiberglass reinforced polymers. This concept of combining dissimilar materials during manufacture led to the identification of composites as a new class separate from metals, ceramics, and polymers, in addition, it offers opportunities for designing a wide variety of materials with unique properties that cannot be provided by homogeneous materials. 113 Composite materials are classified according to the type of reinforcement geometry (fibers, flake, and particulate) and the type matrix (metal, polymer, ceramic, and carbon). 114
In this context, using carpet textile waste in the fabrication of composite materials is an innovative and effective method of carpet recycling methods. Carpet textile waste contains strong and durable types of fibers that can be recovered and used as reinforcing elements in composite materials. The improvement of these composite materials with good mechanical, physical, and structural properties will enhance a steady pathway for carpet waste and provide new composite materials for different industrial and construction applications.
Concerning the composite approach, in the relevant literature, there are only a few studies that have investigated the mechanical, geotechnical, and physical properties of soil reinforcement with carpet waste fibers. Some of these studies have been conducted on reinforcing cemented and un-cemented soils using carpet waste.115–124 Moreover, various studies have been carried out on the effect of different carpet textile waste on the performance of concrete composites.17,123–141 On the other hand, in thermoset polymer composites, there are different techniques to fabricate the structural composites namely, hand lay-up, spray lay-up, braiding, filament winding, pultrusion, resin transfer molding (RTM), and vacuum-assisted resin transfer molding (VARTM) process. 142 From the literature survey, several studies investigated the use of carpet waste fibers as a reinforced polymer composite in an epoxy matrix using the VARTM process.142–150 In the next part, we will review and focus on the studies revealed on the thermoplastic composites which contain carpet waste, as well as discuss the mechanical properties of these composites materials.
Thermoplastic composites containing carpet textile waste
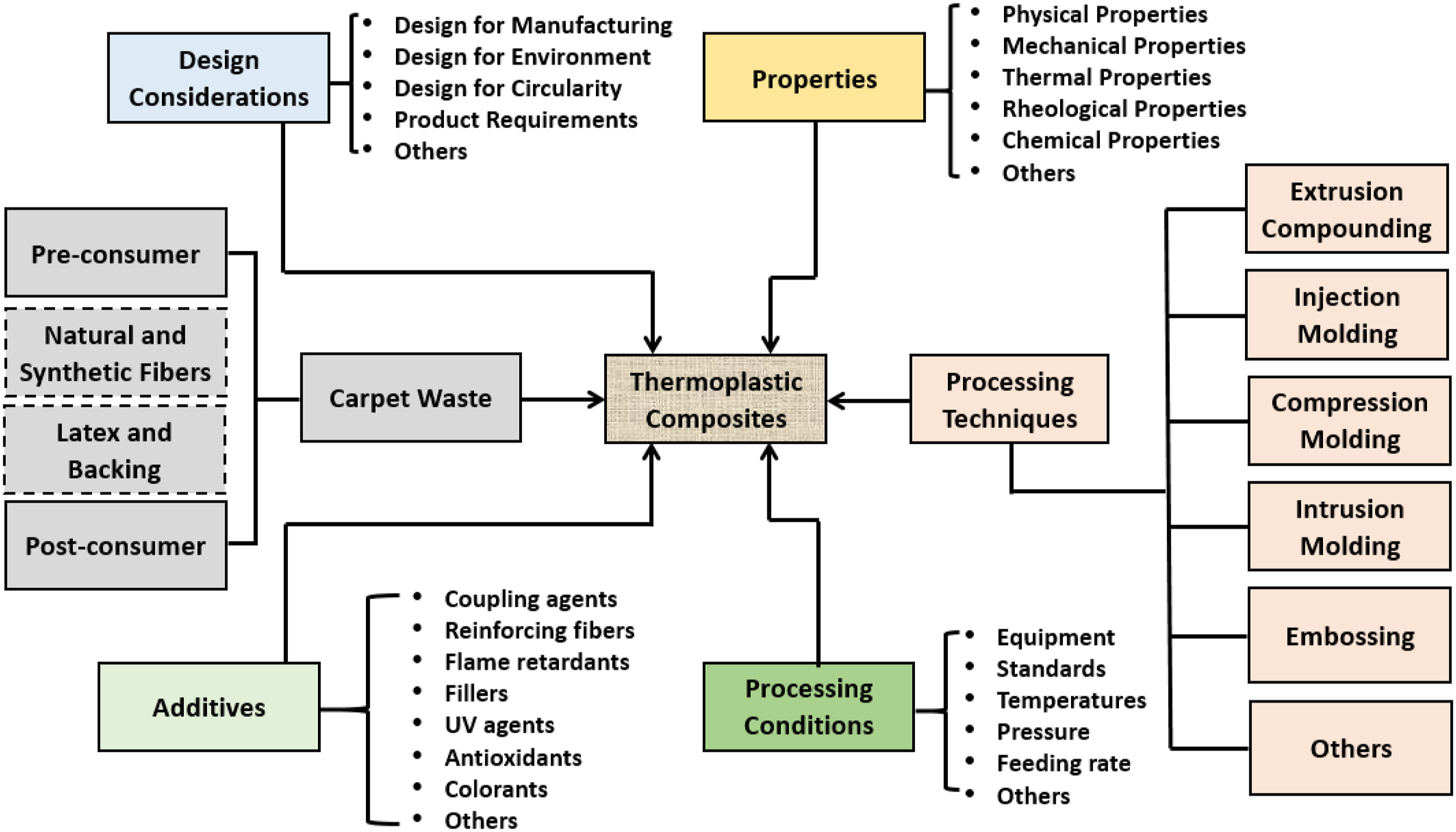
Thermoplastic composites are a class of composite materials that consist of a thermoplastic polymer matrix reinforced with fibers or fillers, such as natural, carbon, and glass fibers. Moreover, thermoplastic composites are interesting due to their shorter and cheaper manufacturing cycle time. 151 Recently, several studies on the fabrication of thermoplastic composites from discarded carpets have been published.152–168 Figure 8 highlights the different factors affecting the thermoplastic composites from carpet waste include, type of carpet waste, and processing techniques. In this part, we review these studies in more detail, which dealt with the fabrication of thermoplastic composites from carpet waste, as well as identifying the mechanical properties.
Processing techniques of thermoplastic composites containing carpet waste fibers
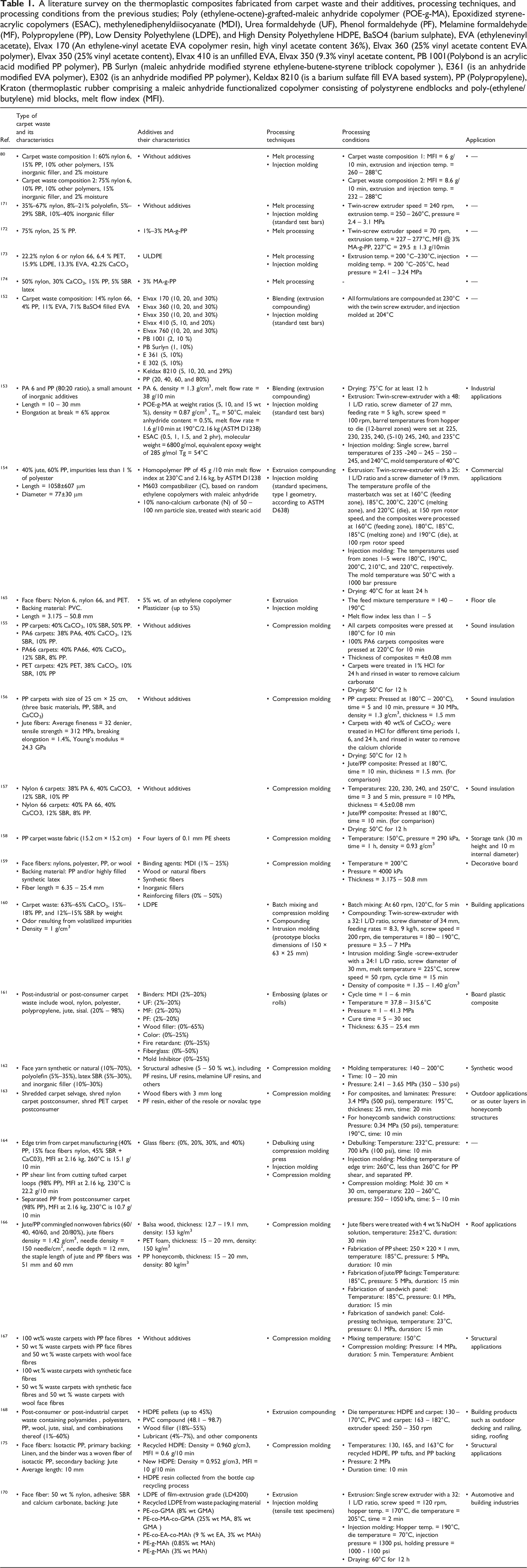
A literature survey on the thermoplastic composites fabricated from carpet waste and their additives, processing techniques, and processing conditions from the previous studies; Poly (ethylene-octene)-grafted-maleic anhydride copolymer (POE-g-MA), Epoxidized styrene-acrylic copolymers (ESAC), methylenediphenyldiisocyanate (MDI), Urea formaldehyde (UF), Phenol formaldehyde (PF), Melamine formaldehyde (MF), Polypropylene (PP), Low Density Polyethylene (LDPE), and High Density Polyethylene HDPE, BaSO4 (barium sulphate), EVA (ethylenevinyl acetate), Elvax 170 (An ethylene-vinyl acetate EVA copolymer resin, high vinyl acetate content 36%), Elvax 360 (25% vinyl acetate content EVA polymer), Elvax 350 (25% vinyl acetate content), Elvax 410 is an unfilled EVA, Elvax 350 (9.3% vinyl acetate content, PB 1001(Polybond is an acrylic acid modified PP polymer), PB Surlyn (maleic anhydride modified styrene ethylene-butene-styrene triblock copolymer ), E361 (is an anhydride modified EVA polymer), E302 (is an anhydride modified PP polymer), Keldax 8210 (is a barium sulfate fill EVA based system), PP (Polypropylene), Kraton (thermoplastic rubber comprising a maleic anhydride functionalized copolymer consisting of polystyrene endblocks and poly-(ethylene/butylene) mid blocks, melt flow index (MFI).
Concerning the blending and injection molding approaches, Abdelwahab et al., 153 they produced a blends (extruded in a co-rotating twin-screw) from polyamide 6 , and post-consumer recycled carpet waste . The recycled carpet waste consists of polypropylene and nylon face fibers, with PA6 and PP 80:20 ratio being the main components, along with a small amount of inorganic additives. The fibers were -extruder with a 48:1 L/D ratio and screw diameter of 27 mm. The extrudates were cooled in a water bath and pelletized with a pelletizer to obtain fine recycled carpet pellets, and dries at 75°C overnight. Similar processing conditions were used for blends with the presence of POE-g-MA and ESAC. The compatibilizer and chain extender were mixed with the polyamide six and carpet waste pellets in a mixer and added to the twin-screw-extruder. The strands were pelletized and dried in an oven overnight. After being dried overnight at 75°C, the pellets were injection molded into standard test bars using a single screw injection molded at various barrel temperatures and a mold temperature of 40°C.
In the same manner, Sanvezzo and Branciforti, 154 fabricated a composite material from industrial carpet waste, and nano-calcium carbonate particles are used as reinforcement in polypropylene matrix by extrusion and injection molding process. Extrusion and injection molding processes were successfully performed, with choices promoting distributive and dispersive mixing without thermal or mechanical degradation. However, the nano-calcium carbonate percentage in the compositions was set at 10 wt %, but a three-fold higher percentage was used in the masterbatch due to the high surface free energy of the nanoparticles, resulting in excessive nano-calcium carbonate agglomerates. In another research, Ricciardelli et al. 165 produced a floor tile from recycled carpet waste, which includes a PVC constituent in the backing material and a fiber constituent (nylon or PET) with a melting point above it. The mixture is shredded and additional PVC is fed to an extruder, where it is discharged and molded through an injection molding to form a molded product. In another research carried out by Bateman and Wu 170 they fabricated a blend from LDPE and carpet waste. Carpet squares were cut and laminated with recycled LDPE in a 16 MPa press at 150°C, then sliced and pelletized before compounded into a single screw extruder. Likewise, there are other studies that have explored the composite materials from carpet waste by melt processing techniques.171–174
Relative to the compression molding approach, Pan et al. 155 investigated the fabrication of compression molded composites from two types of carpet waste, examining the influence of reinforcement ratio, fiber types, SBR, and CaCO3 on their mechanical properties, water stability, and sound absorption. In more detail, carpets were placed between two aluminum sheets and pressed in a laboratory-scale press to achieve the desired temperatures. The PP carpet composites were pressed at 180°C for 10 minutes to prevent damage or decomposition of SBR particles, while a 100% PA6 carpet composites were pressed at 220°C for 10 minutes due to higher melting temperature of nylon. Different carpets (PA6, PA66, or PET) were used as reinforcement and PP carpet as matrix to study the effect of reinforcement on composite properties. Similarly, Zhao et al. 156 develop the compression molded composites from PP carpet waste. The PP carpets were pressed at temperatures between 180 and 200°C, pressure of 30 MPa, and duration time range of 5 – 10 minutes. In addition, Pan et al. 157 fabricated the compression molded composite from discarded nylon six and nylon 66 carpets in order to provide a new method of reusing carpet waste. Besides these studies, there are several studies addressed the compression molded composite from carpet waste.158,159,162–164,166,167,175
Lastly, a study was conducted by Xanthos et al. 160 evaluated intrusion molded prototypes made by melting polyethylene with automotive shredder residue, carpet backing residue, or mixtures to serve as potential additives in thermoplastic composites to be used for building applications. Murdock et al. 161 invented an approach for creating a composite material using carpet waste. This approach details a process for shredding carpet waste (post-consumer or post-industrial carpet waste), coating it with a binding agent (thermoplastic or thermoset resins), and applying heat and pressure to form a composite material using an embossing (open-die compression molding) process.
Separation, surface treatment of carpet fibers
Sorting and separating carpet layers are distinct processes that play different roles in carpet recycling. Sorting is typically performed at landfills or waste streams, where carpets are classified based on their material composition (nylon, polypropylene, wool, etc.) to direct them to appropriate recycling approaches. Infrared Fourier Transform Infrared Spectrometry (FTIR) and Raman spectroscopy are much more effective for the carpet fiber sorting process in waste streams. 52 On the other hand, separation involves the mechanical or chemical techniques of individual layers within a carpet, such as fibers, backing, and adhesives.
Various researchers have assessed the composition analysis techniques and separating fibers in the relevant literature. Pan et al. 157 used FTIR to analyze the chemical structures of surface and backing yarns in nylon carpets. The surface and backing yarns were separated into nylon 6 or 6,6 carpets, and adhesive layers were removed using carding machine. To eliminate CaCO3, the carpets were soaked in a 1% HCl solution, rinsed with distilled water, and dried. The weight composition of nylon 6 carpets was 38% nylon 6, 40% CaCO3, 12% SBR, and 10% PP, while nylon 6,6 carpets consisted of 40% nylon 6, 40% CaCO3, 12% SBR, and 8% PP. Similarly, the same approach has been applied in other studies.155,156 In the same context, five different types of post-consumer carpet fibers were identified using FTIR (ATR mode) technique by Simon, 139 three belonging to the nylon family, along with PET and PP in a typical carpet bale designated for landfilling.
In another research conducted by Xuan et al. 135 they separated the face and backing fibers from carpet waste using cutting, pulverization, and caustic (soaking the fibers in NaOH) washing. Waste carpets were cut into 30–50 mm pieces and processed in a pulverizer with a screen mesh. High-speed blade rotation and air suction separated hybrid fibers, while latex adhesive settled in the pulverizer cavity. Random sampling of face fibers showed lengths mostly between 20 and 30 mm, preserving their shape and meeting test requirements.
The physical, mechanical, thermal, and chemical properties of the carpet fiber are the main characteristics that affect the performance of the fiber-modified thermoplastics composites. The dispersion and interfacial adhesion of carpet fiber in thermoplastic composites are positively affected by fiber surface treatment. In general, chemical and physical treatments are the main methods of fiber surface treatment, which reduce the fiber’s capacity to absorb water, and increase its roughness, thus enhancing the behavior of the fiber-mixture interface. 176 Common chemical treatments include alkali treatment, coupling agents, bleaching, and acetylation.
Carpet fiber treatment is an essential step to improve their properties and compatibility with polymer matrix used in composite materials. Many studies have addressed different methods of treating these fibers to increase the bond between the fibers and the polymeric matrix. For example, Karaduman and Onal177,178 investigated the physical and mechanical properties of polymer composite composed of carpet waste jute yarns and thermoset matrices (epoxy and polyester). The results revealed that treating the yarn with a 25% NaOH solution significantly enhanced the interfacial bonding between the fibers and the matrix. Thus, the mechanical properties were significantly improved. Jain 26 studied the effect of surface treatment of nylon carpet fiber on the mechanical properties of epoxy matrix composite. The nylon carpet fibers were treated with four different treating agents, Isopropylalcohol (IPA), methanol (MeOH), sodium hydroxide (NaOH), and potassium hydroxide (KOH). The fibers treatment were evaluated using a Fourier transform infrared spectroscopy (FTIR), scanning electron microscope (SEM), surface roughness, and flexural properties. The results indicated that the surface treatment modifies the surface chemistry, improving fiber-matrix adhesion, which enhances flexural strength by 38% and flexural modulus by 52%. Some studies utilized waste carpet fibers cleaned with water 145 or detergent (Diglycidyl ether bisphenol-A based resin). 149
Mechanical properties of thermoplastic composites containing carpet waste
In the literature, various researchers have assessed the mechanical properties of thermoplastic composites containing carpet textile waste, such as tensile, impact, and flexural strength. The mechanical properties of thermoplastic composites containing carpet textile waste depend mainly on the characteristics of carpet waste fibers and the additives added during the manufacture of the composite materials. The following sections discuss how to effectively evaluate and characterize the mechanical behavior of carpet waste fibers reinforced hybrid thermoplastic composites in terms of tensile strength, tensile modulus, elongation at break, impact strength, flexural strength, and flexural modulus.
Tensile properties
A tensile strength test based on the standard test method of ASTM D638
179
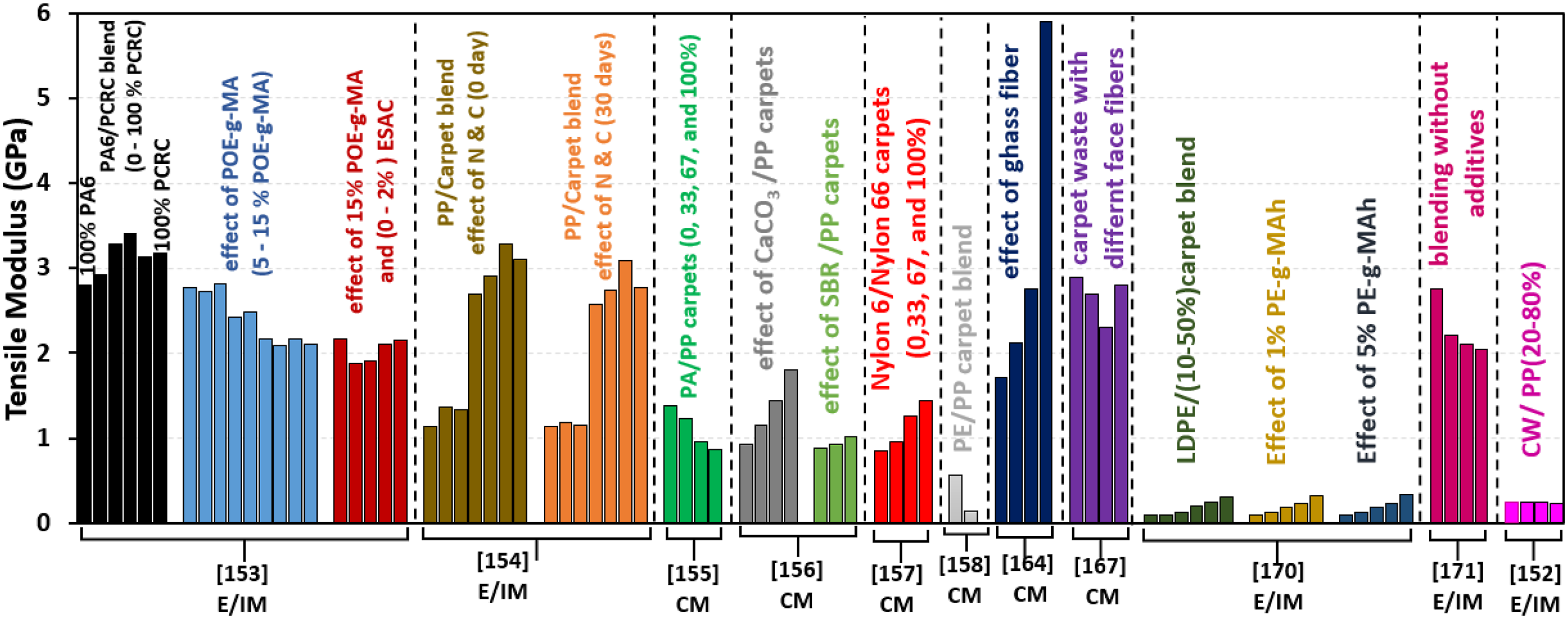
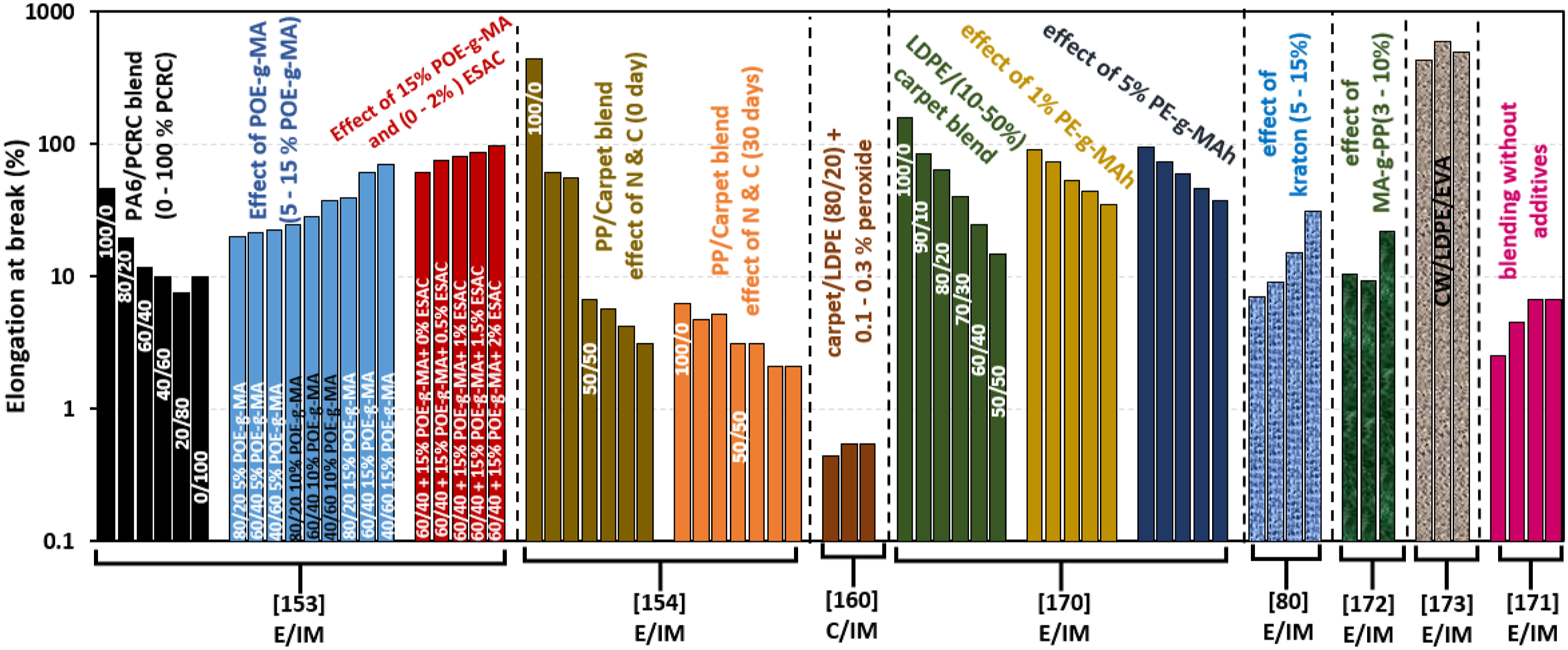
was carried out to show the tensile properties of unreinforced and reinforced plastics. In the literature, several studies have been conducted to investigate the tensile properties including tensile strength, tensile modulus, and elongation of thermoplastic composites reinforced with carpet textile waste fibers, which are presented in Figures 9–11, respectively. Generally, some of the studies reported improvement of the tensile properties of the thermoplastic composites with the addition of carpet waste.154,158,160,164 On the other hand, a reduction was reported.153,170 Variation of tensile strength of thermoplastic composites containing carpet textile waste; Polyamide 6 (PA6), post-consumer recycled carpet (PCRC), polypropylene (PP), nano- calciumcarbonate (N), M 603 compatibilizer (C), polyethylenee-octene-grafted-maleic anhydride copolymer (POE-g-MA), epoxy-functionalized styrene-acrylate-copolymer (ESAC), styrene butadiene rubber (SBR), calcium carbonate (CaCO3), polyethylene (PE), low density polyethylene (LDPE), Polyethylene-g-maleic anhydride (PE-g-MAh), E/IM (Extrusion/Injection Molding), CM (Compression Molding), C/IM (Compression/Intrusion Molding). Variation of tensile modulus of thermoplastic composites containing carpet textile waste; Polyamide 6 (PA6), post-consumer recycled carpet (PCRC), polypropylene (PP), nano- calciumcarbonate (N), M 603 compatibilizer (C), polyethylene-octene-grafted-maleic anhydride copolymer (POE-g-MA), epoxy-functionalized styrene-acrylate-copolymer (ESAC), styrene butadiene rubber (SBR), calcium carbonate (CaCO3), polyethylene (PE), low density polyethylene (LDPE), Polyethylene-g-maleic anhydride (PE-g-MAh), E/IM (Extrusion/Injection Molding), CM (Compression Molding). Variation of elongation at break (log scale) of thermoplastic composites containing carpet textile waste; Polyamide 6 (PA6), post-consumer recycled carpet (PCRC), polypropylene (PP), nano- calciumcarbonate (N), M 603 compatibilizer (C), polyethylene-octene-grafted-maleic anhydride copolymer (POE-g-MA), epoxy-functionalized styrene-acrylate-copolymer (ESAC), low density polyethylene (LDPE), Polyethylene-g-maleic anhydride (PE-g-MAh). E/IM (Extrusion/Injection Molding), C/IM (Compression/Intrusion Molding).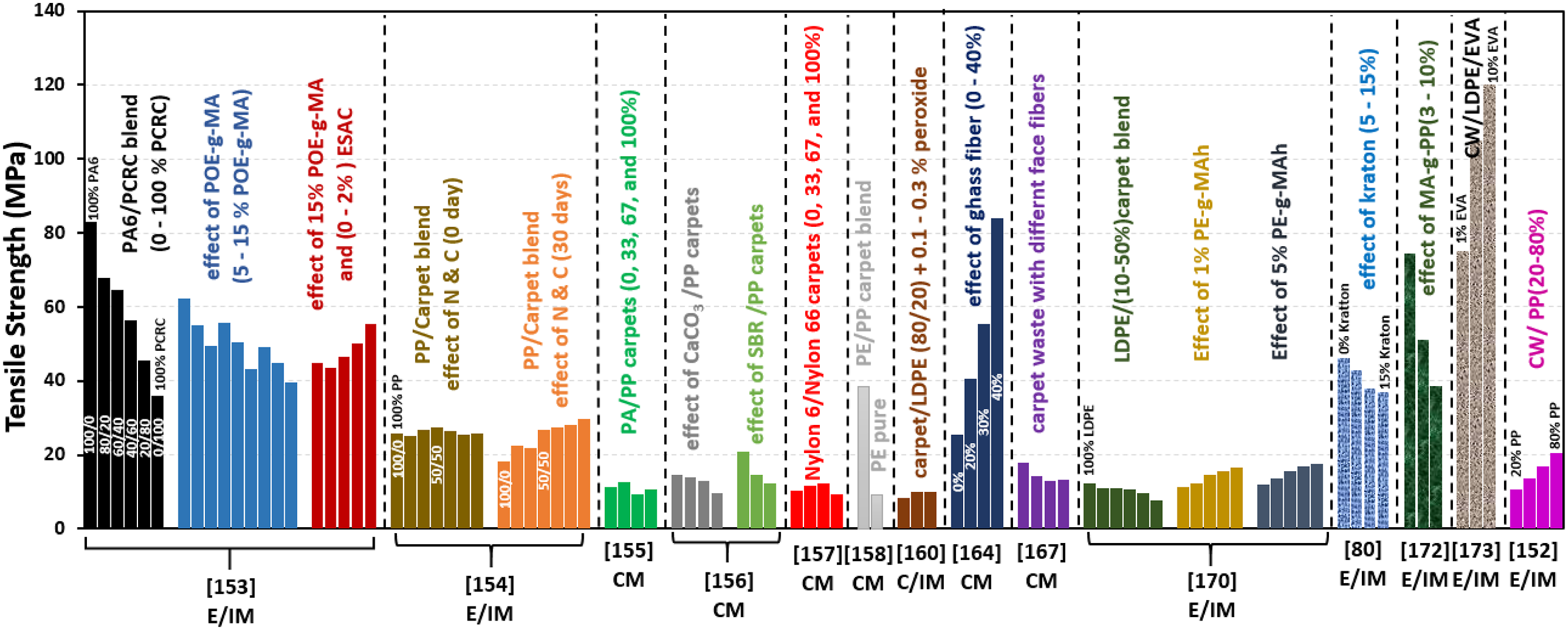
The study provided by David et al., 171 offers a method for recycling conventional carpet into a thermoplastic composition suitable for various thermoplastic resin applications. This involves providing an unseparated carpet sample and forming a melt blend, producing a thermoplastic composition with properties similar to virgin polymer (polystyrene) materials. Besides, a significant improvement about a range of 81.6%–167.2% in elongation, and a slight reduction range of 19.6% - 25.7% in tensile modulus was recorded in this research (see Figures 10 and 11). In another research, Datta et al. 172 conducted a study on the compatibility of polypropylene and nylon. In this study, two types of shredded industrial carpet wastes were mechanically shredded, one containing calcium carbonate (CaCO3) filled SBR latex, and the other without. The second batch, which removed SBR latex and calcium carbonate, contained 75 wt%, nylon 6, and 25% polypropylene. Maleic anhydride grafted polypropylene MA-g-PP (Polybond 3002) was used as a compatibilizer for blends, which gives enhanced hydrolytic stability (the ability of a lubricant and its additives to resist chemical decomposition in the presence of water) as well as tensile properties. These batches were melt blended and pelletized using a twin-screw extruder, furthermore, a double-pass technique was used to ensure compositional uniformity and avoid difficulties from hopper feeding of fibers. The tensile specimens showed high strengths and low strain to failure, with higher values for blends containing 3% MA-g-PP and molded at 227°C. This may be due to the nylon 6 component not melting and resin degradation at 277°C. The blend containing 10 wt % MA-g-PP compatibilizer showed lower tensile strength and higher ultimate elongation (see Figures 9 and 11).
In addition, the study provided by Young et al. 173 focuses on recycling carpet waste scrap and producing homogeneous thermoplastic blends. It involves shredding the scrap to create an incompatible mixture of polyamides and/or polyesters with polyolefin or copolymers. Ultra low-density polyethylene (ULDPE) is added as a compatibilizing agent to the mixture, resulting in substantially homogeneous thermoplastic blends. The addition of ULDPE produces desirable properties, such as comparable elongations at the break for the resulting blend to the ULDPE alone (see Figure 11). This method is advantageous as it recycles carpet waste and obtains desirable properties. The thermoplastic blends can be injection molded or extruded, producing shaped articles with desirable properties. However, extruding blends of carpet scrap and ULDPE can cause a precipitate on the extrusion die lips. Replacing ULDPE with anhydride-modified polyolefin or acrylic acid-modified polyolefin can eliminate this problem with minimal change in physical properties.
In the same context, Abdelwahab et al., 153 reported a strategy for reprocessing (blending) post-consumer recycled carpet waste (PCRC) with polyamide 6 (PA 6) through reactive extrusion and injection molding process at different weight ratios. They studied the mechanical, thermal, and rheological properties of the blends. They found that the tensile properties of the blend samples decreased with increasing carpet waste content. A significant reduction in the tensile strength happened by 18.21%, 22.42%, 32.24%, and 45.32% at 20, 40, 60, and 80 wt % of carpet waste content, compared to neat PA 6. Moreover, the elongation at break of PA 6 decreases after blending with carpet waste by 58.14%, 74.87%, 78.82%, and 83.74% at the same carpet waste content. The reduction in the tensile strength and elongation is due to limited compatibility between carpet waste and PA 6, and the presence of various constituents in carpet waste. However, the tensile modulus of PA 6 increases after blending with carpet waste at different weight ratios. The values of this increase were 4.29%, 17.29%, 21.12%, and 11.66 % at 20, 40, 60, and 80 wt % of the carpet waste. This increase could be due to induced crystallinity growth of the PA 6 domain after blending with carpet waste. The study also investigates the tensile characteristics of blends with POE-g-MA reactive compatibilizer. The results showed that the tensile modulus and strength decrease linearly with increasing POE-g-MA, while percentage elongation is enhanced. The mechanical properties of 15% POE-g-MA in a 40% carpet waste blend were further tuned with a reactive chain extender of 0.5% - 2% of ESAC content. They found that the tensile strength and elongation of blends improved by 24%, and 58%, respectively, after adding 2 phr of ESAC, attributed to the improvement of interactions between PA 6 and carpet waste phases. The tensile modulus was slightly reduced after ESAC addition, confirming the effective grafting effect between phases. However, excessive branching caused chain mobility restriction.
In the same manner, a study was carried out by Bateman and Wu 170 on the effect of addition of small certain compatibilizers and additives during the processing of carpet fibers reinforced LDPE in order to improve the mechanical performance. Experimental results showed a decrease in the tensile strength value with an increment of carpet fibers. The values of this reduction was 9.98%, 11.52%, 14.73%, 21.98%, and 38.37% at the carpet fibers contents of 10, 20, 30, 40, and 50 wt %, respectively. Whereas, the addition of a PE-g-MAh compatibilizer reversed the decreasing trend of performance with increased fiber content, allowing composite materials to exceed the tensile strength of LDPE. The range of this increase was 0.72% - 35.01 % at the 1% of PE-g-MAh, while this range increased to 10.69% - 42.31% at the 5% of PE-g-MAh compatibilizer. Similarly, a significant reduction was observed in elongation with an increase in the carpet fiber content, the range of this reduction was 45.63% - 90.62%, relative to the virgin LDPE. This range increased to 41.66% - 77.70% at the addition of 1% PE-g-MAh and increased to 39.24% - 76.24% addition of 5% PE-g-MAh compatibilizer. These enhancements in tensile strength and elongation values can be explained by the stronger interfacial interaction between the matrix and fibers, leading to improved stress transfer, and the level of compatibilizer increased, regardless of the fiber concentration. In the case of tensile modulus, increasing the carpet fibers content improved the tensile modulus from 0.1 GPa for LDPE to 0.35 GPa for composite containing 50 wt % of carpet fibers. However, the tensile modulus values were not significantly affected by the addition of 1% or 5% PE-g-MAh compatibilizer.
In addition, an investigation on the effect of industrial carpet waste and nano-calcium carbonate particles were used as a reinforcement to polypropylene matrix on the mechanical properties with and without an aging time of 30 days was conducted by Sanvezzo and Branciforti. 154 They reported that the incorporation of 50 % industrial waste improved the elastic modulus of a PP matrix by 135% without aging time, while increasing by 126% at the aging time of 30 days. Moreover, a major reduction was observed in elongation at break from 435 % to 5%. Also, a 186% improvement in elastic modulus was achieved when nano-calcium carbonate was incorporated with no compatibilizer, and the best average performance under accelerated aging. It concluded that accelerated aging causes a slight decrease in stiffness but a significant decrease in the elongation of composite materials. In another research, Pan et al. 155 investigate the mechanical properties, sound absorption, and water stability of the compression molded composites from waste PP/PA carpets or PP /PET carpets without additives. They found that increasing by 33 wt % of PA6 carpets resulted in a slight decrease in tensile strength and tensile modulus. Further, increasing the weight percentage of PA6 carpets to 66% did not affect the tensile strength and tensile modulus of the compression-molded composites. Similar results were reported by Pan et al. 157 of the compression molded composites from nylon 6/nylon 6,6 carpets. Similarly, Zhao et al. 156 investigate the effects of the SBR and CaCO3 ratio on the mechanical properties and sound absorption of the compression molded carpet composites. The results showed that increasing the ratio of SBR particles of 20, and 30 wt% substantially decreased tensile strength by 30.35%, and 40.71%, but a slightly increased tensile modulus by 6.15%, and 15.64% at the dosage of 20, and 30 wt% SBR, respectively.
Gowayed et al. 158 studied the potential to create an environmentally friendly compression molded composite panels from polypropylene carpet waste and scrap polyethylene. They found that the PP carpet/PE scrap composite exhibited good mechanical properties include tensile strength and tensile modulus. The average tensile strength for the pure PE was 9 MPa and the average tensile modulus was 0.15 GPa, after composited with 25 % volume fraction of PP carpet was found that the tensile strength increased to 38.5 MPa (327.8%), tensile modulus increased to 0.57 GPa (280%). Xanthos et al. 160 evaluated the short-term and long-term mechanical properties of the thermoplastic composites from carpet residue and LDPE scrap. They concluded that the addition of carpet residue decreases the tensile strength and elongation at break, however increases the tensile modulus of LDPE. A slight improvement obtained through the addition of 0.1%, and 0.3% peroxide were recorded to be 20.5% and 22.3% in tensile strength of carpet residue/LDPE (80/20) composite. In another investigation was carried out by Zhang et al. 164 on the feasibility of recycling carpet waste using two techniques, injection molding and compression molding. The effect of the injection molding process (samples molded without additives) and compression molding process (reinforced with fiberglass) on the mechanical properties were evaluated. They reported that the tensile strength increased by 59.61%, 116.47%, and 229.8% at the fiberglass content of 20%, 30%, and 40%, respectively. While, in the case of tensile modulus, an increase of 23.26%, 60.47%, and 243.02% were reported due to the incorporation of fiberglass.
Young et al. 152 conducted a study on automotive carpet waste which is a multi-constituent (nylon 6, polypropylene, polyethylene, polyester, and filled EVA) product with different processing conditions due to the physical and chemical properties of the polymers used. EVA, a major component, degrades at 190°C–200°C, releasing acetic acid. The preferred melt compounding temperature is 230°C., and a lower injection molding or extrusion temperature of 204°C is used to prevent further thermal degradation. All formulations are compounded at 230°C and injection molded at 204°C, with the twin screw extruder being preferred due to its better feeding and conveying characteristics. The blend is enhanced with various compatibilizing agents, including acrylic acid-modified polypropylene polymer, anhydride-modified polymers, and thermoplastic rubber-like Kraton. These agents enhance the interaction of the polymer with polar materials, providing unique advantages in various applications. Surlyn, a hydrocarbon matrix, is also used in the blend. These agents are added in amounts between 1% and 30% by weight, either alone or in combination with EVA resin. Polypropylene is used as a resin to increase the rigidity of flexible carpet blends. The effect of these agents and various additives on the tensile strength, tensile modulus, elongation at break, and shore hardness of recycled carpet waste were reported. It is noticed that, the increase of vinyl acetate content, the modulus and tensile strength decreased. While, the addition of Polybond PB1001 content, the modulus and tensile strength increased. As for the effect of PP with PB1001, or E302, or kraton, it leads to significantly improve the mechanical properties.
Impact behavior
In the literature, limited studies have been carried out on the impact behavior of thermoplastic containing carpet waste fibers. The impact resistance of polymers can be determined following the procedures recommended by ASTM D256
180
or for high speed puncture properties by ASTM D3763.
181
Research studies have been reviewed to investigate the effects of carpet waste fibers on the impact behavior of thermoplastic composites presented in Figure 12.153,155–157,160,164 Variation of impact strength of thermoplastic composites containing carpet textile waste; Polyamide 6 (PA6), post-consumer recycled carpet (PCRC), polypropylene (PP), polyethylene-octene-grafted-maleic anhydride copolymer (POE-g-MA), epoxy-functionalized styrene-acrylate-copolymer (ESAC), styrene butadiene rubber (SBR), calcium carbonate (CaCO3), low density polyethylene (LDPE), E/IM (Extrusion/Injection Molding), CM (Compression Molding), C/IM (Compression/Intrusion Molding).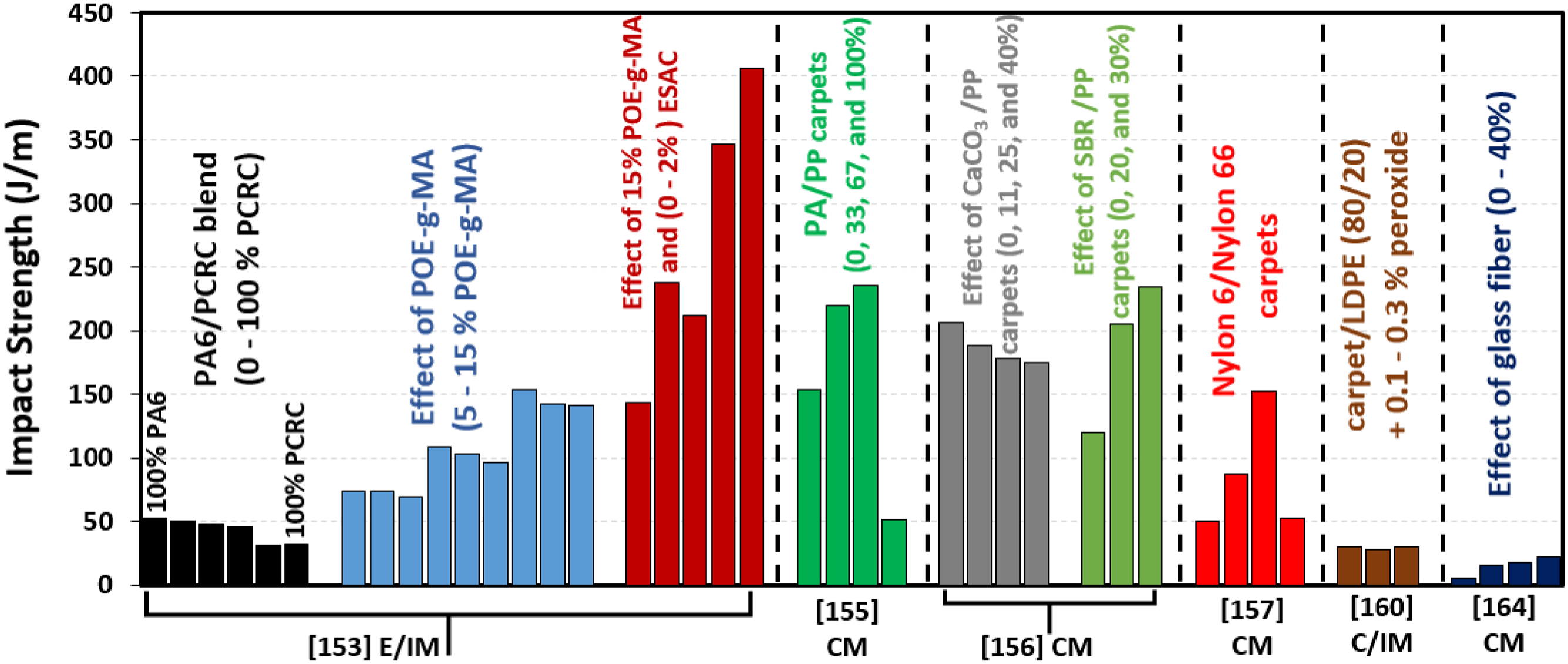
An experimental study was carried out on the notched impact strength of polyamide 6 blended with postconsumer recycled carpet waste. The results of the study showed that the impact strength decreased by 5.6%, 9.7%, 14.1%, and 41.7% after incorporating 10, 20, 30, and 40 wt% carpet waste as compared to neat polyamide 6. These reductions are due to the limited compatibility between polyamide 6 and carpet waste fibers. The impact strength was enhanced after inclusion the blends with POE-g-MA compatibilizer approximately by 250%. A small amount of ESAC (2 phr) significantly improved the impact strength of blends, achieving the highest value of more than 400 J/m as compared to neat polyamide 6. 153 In the same context, impact resistance of compression molded composite from PA6/PP carpets were evaluated by Pan et al. 155 They found that the increasing the weight percentage of PA6 carpets to 33% increased impact strength of PA6/PP carpet composites by 42.8%, while increasing weight percentage of PA6 carpets to 66% significantly increased impact strength of PA6/PP carpet composites by 52.9%. Similarly, the effect of concentration of nylon 66 on the impact strength of the compression molded composites from nylon 6 and nylon 66 was studied by Pan et al. 157 They noticed that increasing the concentration of nylon 66 carpets from 0 to 33% significantly improved the impact strength by 71.8%, further, increasing the concentration to 66% increased the impact strength by 200% of compression molded composites. Similar enhancements were observed by Zhang et al. 164 when they used fiberglass to reinforce carpet waste. About 178.5%, 226.8%, and 287.5% of impact resistance were enhanced by 20%, 30%, and 40% of glass fiber, respectively.
Furthermore, the influence of SBR and CaCO3 contents on the impact strength of compression molded composites from PP carpets was reported in a study by Zhao et al. 156 They concluded that about 70.6% and 95.1% of impact strength was enhanced just by adding 20, and 30 wt% of SBR respectively, in comparison to PP carpet without any SBR content. In contrast, a slight reduction in impact strength was 8.4%, 13.7%, and 14.9% was observed by adding 11%, 25%, and 40% of CaCO3 respectively, in comparison to PP carpet without any CaCO3 content. In addition, the effect of small amount of organic peroxide (0.1%, and 0.3%) on the mechanical properties of carpet residue/LDPE blend investigated by Xanthos et al. 160 They demonstrated that a very small increase in unnotched impact resistance values.
Flexural behavior
Flexural properties of reinforced and unreinforced polymers can be determined according to the standard test procedures of ASTM D790.
182
In the relevant literature, several studies were implemented155–157,160,163,167,175 to show the effects of carpet textile waste fibers inclusion on the flexural properties of thermoplastic composites which are presented in Figure 13 (flexural strength) and Figure 14 (flexural modulus). Variation of flexural strength of thermoplastic composites containing carpet textile waste; Polyamide (PA), polypropylene (PP), styrene butadiene rubber (SBR), calcium carbonate (CaCO3), polyethylene (PE), low density polyethylene (LDPE), high density polyethylene (HDPE),CM (Compression Molding), C/IM (Compression/Intrusion Molding). Variation of flexural modulus of thermoplastic composites containing carpet textile waste; Polyamide (PA), polypropylene (PP), styrene butadiene rubber (SBR), calcium carbonate (CaCO3), polyethylene (PE), low density polyethylene (LDPE), high density polyethylene (HDPE). E/IM (Extrusion/Injection Molding), CM (Compression Molding), C/IM (Compression/Intrusion Molding).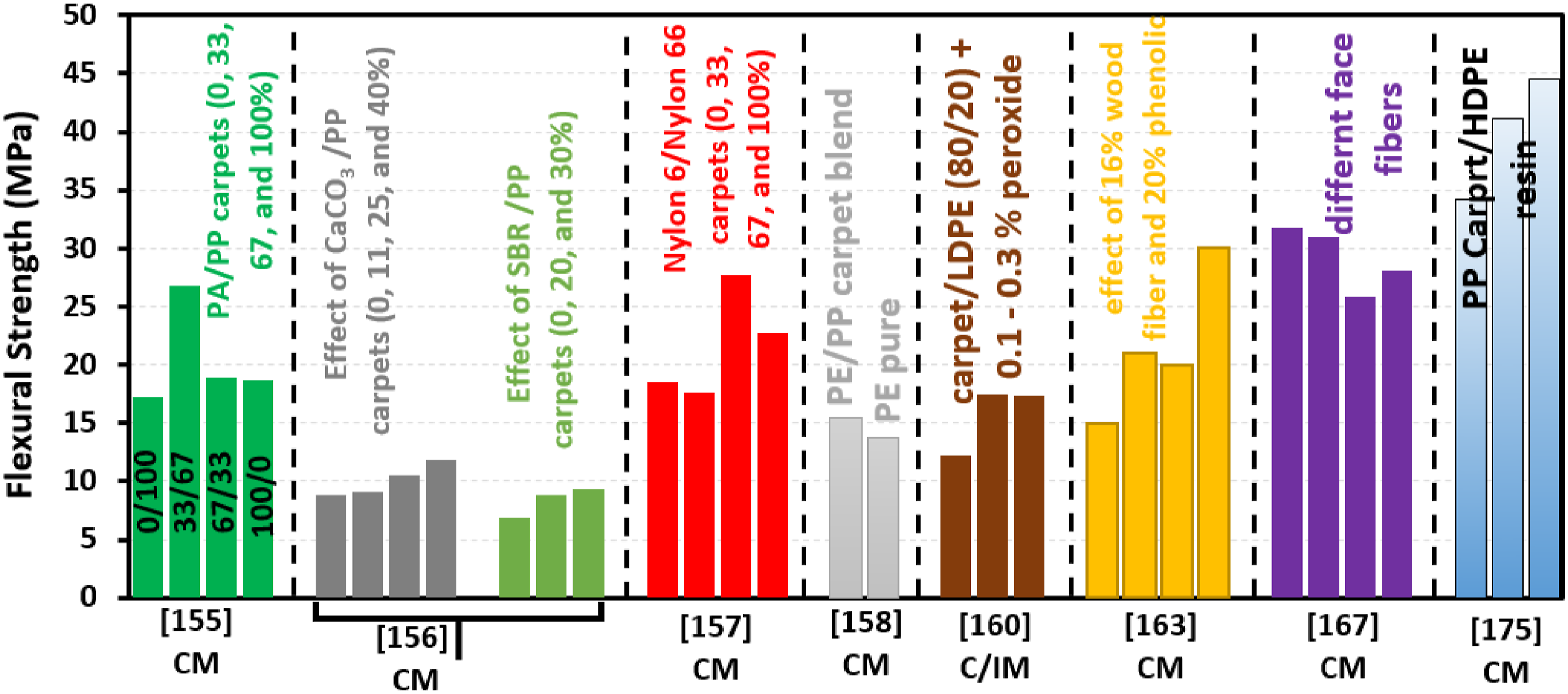
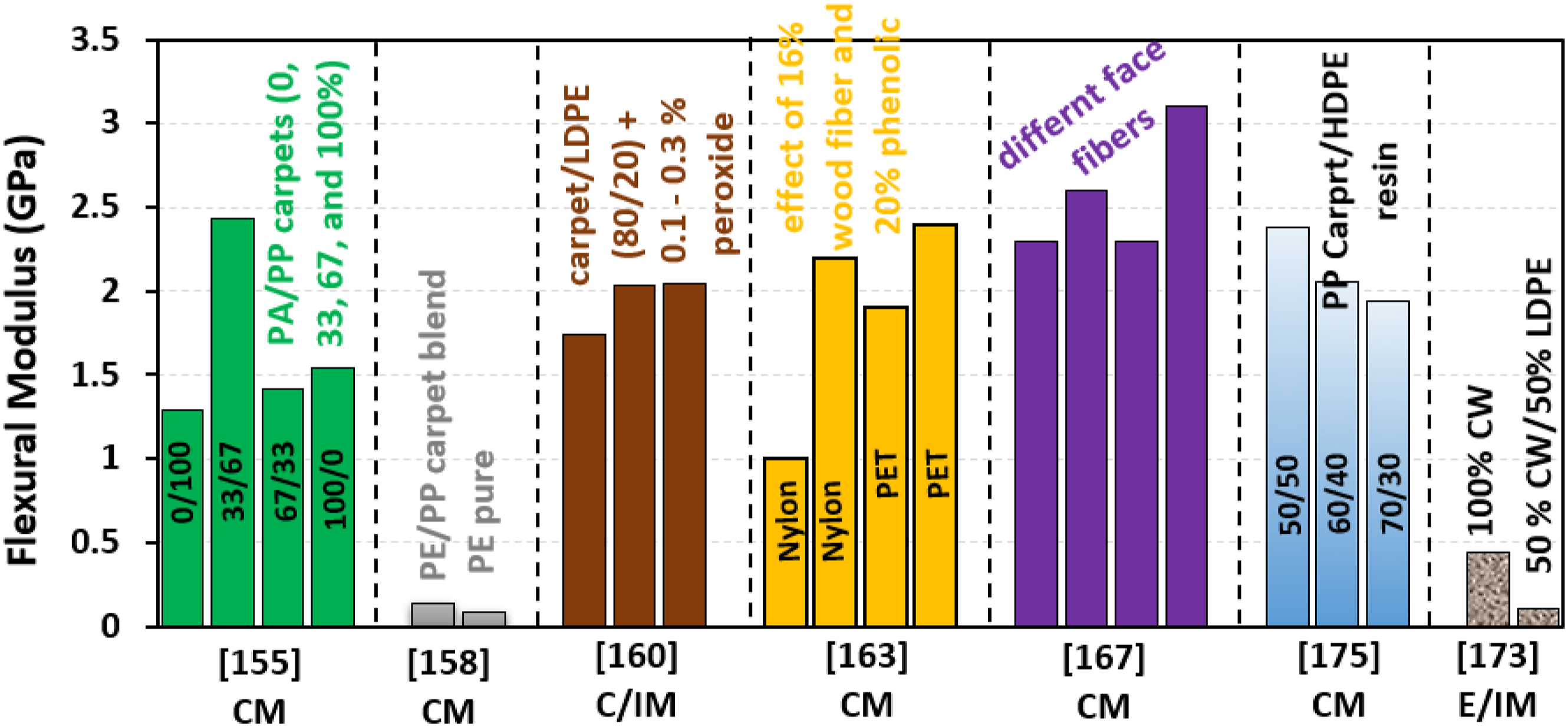
An investigation was performed on the mechanical properties of compression molded composites from PA6/ PP carpet waste. It is noted that with the increment of PA6 carpet by 33%, the flexural strength was increased by 55.8%, while flexural modules were increased by 89.1%, as compared to PP carpet without any PA6 content. They observed that by adding 67% PA6 carpet, the increase in flexural strength and flexural modulus by 9.8%, and 9.7%, respectively. 155 Additionally, in the same context, another research was performed on the effect of the PA6/PA66 ratio on the flexural strength of compression molded composites from PA6/PA66. Different volume fractions of PA6/PA66 ratio varying from 33%, and 67% of PA66 were fabricated by a compression molding process. The results showed that the flexural strength decreased by 4.9% at the 33% volume fraction of PA66, but, increased by 49.3% at the 67% volume fraction of PA66 carpet. 157 In addition, another study focused on the effect of adding SBR and CaCO3 on the mechanical properties of PP carpets. The findings showed a slight increase in the flexural strength value with an increment in SBR and CaCO3 contents. The range of this improvement was 2.8% - 32.9% at the volume fractions varying from 11% to 40% CaCO3, while these values increased to 28.5%, and 36.4% at the volume fractions of 20%, and 30% of SBR, respectively. 156
Moreover, Gowayed et al. 158 studied the mechanical propitiates of compression molded composites from PE scrap and PP carpet. They concluded that a 12.3% increase in flexural strength, and a 59.3% increase in flexural modulus were reported when compared with properties of virgin PE. Similarly, the same findings were reported in another study even though various volume fractions of HDPE scrap and PP carpet were used. 175 In another research, 160 the effect of organic peroxide on the flexural properties of carpet waste and LDPE blends was investigated. It can be seen that the addition of 0.1% peroxide increased the flexural strength by 42.7%, and increased the flexural modulus by 16.7%, while increasing the concentration of peroxide to 0.3% no effect was observed on the flexural strength and flexural modulus.
Discussion
• Based on the systematic review of the literature above, the tensile properties of thermoplastic composites containing carpet textile waste vary significantly depending on the polymer matrix, processing techniques, fiber-matrix compatibility, and carpet fiber type and content. Incorporating carpet fiber into thermoplastic matrices has been reported to improve and reduce tensile properties, depending on the specific formulations and compatibilizers used. For instance, some studies have demonstrated significant enhancements in tensile strength and modulus due to improved fiber-matrix interactions or induced crystallinity. On the other hand, reductions in these properties have been observed, mainly attributed to limited compatibility or the heterogeneous nature of carpet textile waste. In terms of elongation at break, variations have been noted, with some formulations showing improvements due to enhanced ductility. In contrast, others exhibit significant reductions resulting from brittle behavior or incompatibility between components. The addition of compatibilizers, such as maleic anhydride-grafted polymers, has been shown to mitigate these issues, improving interfacial adhesion and mechanical performance. Furthermore, advanced techniques like reactive extrusion, blending with nano-fillers, or reinforcing with materials like fiberglass have been employed to optimize the tensile behavior of these composites. • Carpet fibers typically enhance the impact resistance by absorbing and distributing the energy during the processing of thermoplastic composites from discarded carpets. However, the extent of this enhancement depends on factors such as fiber-matrix adhesion, fiber content, and the presence of toughening agents. The main reason for this enhancement is that adding compatibilizers, coupling agents, or some constituents in carpet, such as SBR or CaCO3, can improve the composite’s energy absorption capacity and toughness. Processing techniques, including conditions and the presence of voids, also play an important role in defining the overall impact behavior. • The flexural behavior of thermoplastic composites is mainly influenced by the type and amount of carpet fiber incorporated into the polymer matrix. Carpet fibers, generally enhance both the flexural strength and modulus of the composite by improving its structural integrity. The main reason for this improvement is the fiber-matrix compatibility between carpet fibers and polymer matrix. As the carpet fiber content increases, the flexural modulus improves, although further increases may result in declining strength returns. The polymer matrix’s properties also play a crucial role in the overall performance, as a more rigid matrix can better support the reinforcement, leading to higher flexural strength. Additionally, fillers or additives may modify the composite’s behavior by improving its toughness or modifying its interaction with the polymer matrix, thus enhancing its ability to withstand flexural stress.
Conclusions and future work
Conclusions
Avoiding waste, conserving resources, and reducing environmental emissions are key global challenges for everyone including the carpet industry. This study was designed to know the current status of carpet textile waste and how to deal with it through studies that were published previously. In this study, various recycling techniques for carpet textile waste were reviewed, with a high focus on the potential of using this waste to fabricate thermoplastic composite materials. Furthermore, the mechanical properties of these composite materials were reviewed and compared, indicating their potential for use in multiple applications.
Primary recycling of carpet fibers includes reprocessing waste carpet fibers into new products, and conserving their original quality during carpet manufacturing. However, it requires careful sorting, and cleaning, and cannot be applied in all conditions. In the case of secondary recycling, chemical solvent extraction provides higher purity and quality but is more complex, expensive, and can have a higher environmental impact depending on the solvent used. Mechanical extraction is environmentally friendly, simple but lower quality due to degradation during process. In addition, chemical recycling of carpet textile waste is the most sustainable method. Still, there are challenges facing these techniques, such as process complexity, energy consumption, purity value, reaction time, pressure, and reaction temperature. Furthermore, some studies have utilized quaternary recycling of carpet textile waste as an energy recovery method and converted carpet textile waste into usable energy through an incineration process, which reduces the use of landfills and provides an energy source. However, the material value is not recovered and poses environmental challenges due to emissions.
Concerning the thermoplastic polymer composites containing carpet textile waste, from the previous studies, it is clear that incorporating this waste with other materials can reduce the environmental impact of waste and enhance sustainability in many different applications. Despite the progress made, there are still challenges that require further research and development to improve the properties of thermoplastic composite materials. Therefore, it is necessary to continue innovating in processing technologies and enhance the integration of recycling approaches and circular economy principles to ensure maximum benefits from these resources to create a more sustainable future.
Future work
Detailed investigations on the various recycling techniques for carpet textiles and the mechanical properties of thermoplastic polymer composite containing different carpet fibers can be found in the literature. However, studies focused on these composites’ other properties are still limited. Future studies should focus on developing carpet fiber surface treatment methods to enhance carpet textile fiber’s mechanical performance and compatibility with thermoplastic polymer matrix while exploring eco-friendly and cost-effective treatments for recycling sustainability. Moreover, comparative studies of manufacturing processes, such as blending and compression molding, should be conducted for the same type of carpet waste under identical conditions. Finally, the long-term mechanical behavior of thermoplastic polymer composites containing carpet fibers, such as creep and fatigue, needs further investigation.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.