
Abstract
The use of 3D printing technology, especially the fused deposition manufacturing (FDM) technique, is expanding across both industrial and private sectors. Given the wide range of potential applications for components produced using this method, there is a growing demand for research into new approaches to improve mechanical properties. In this study, the polylactic acid (PLA) materials are produced using the FDM technique. The effects of various process parameters on the tensile and impact strengths of PLA samples are investigated. In the experiments, variables such as the layer thicknesses of 0.12 - 0.16 - 0.20 mm, occupancy rates of 20% - 40%–60%, printing speeds 20 - 40 - 60 mm/s, and filling structures of triangle, grid and honeycomb are analyzed. The Taguchi method of design of experiments (DOE) is used to analyze the results. Based on the findings, the occupancy rate is the most influential factor, compared with layer thickness, printing speed, and filling structure, in enhancing both the tensile strength at a 55% ratio and the impact strength at a 32% ratio of the 3D printed PLA pieces. The maximum tensile strength is obtained with the honeycomb filling structure, a feeding speed of 20 mm/s, a layer thickness of 0.20 mm, and an occupancy rate of 60%. The optimal results for an impact test are achieved with a layer thickness of 0.12 mm, an occupancy rate of 60%, a printing speed for moves of 60 mm/s, and a triangle filling structure. ANOVA showed that the parameters used interacted with each other.
Introduction
The three-dimensional (3D) production technique is a production method based on the logic of processing layer by layer to produce in one piece.1,2 In this production method, the raw material is heated and fluidized; then, the part to be produced is manufactured in layers by passing it through a nozzle. Due to this new production method, products that cannot be manufactured in a single step using conventional production techniques can be easily produced. The 3D production method has started to expand its importance in daily practical life.3,4 The trend toward stabilizing molten filament production requires strategies for printing parameter. 5 The 3D printing technology 6 has become increasingly important today, because of its capabilities that reduce design constraints, minimize production waste, and quickly prototype complex designs. 7 One of the main goals of this technology is to design and produce useful samples in fields such as engineering and medicine.
Many approaches in this field also offer innovative applications for additive manufacturing processes. The use of FDM technology, which commonly uses polylactic acid (PLA)8,9 has advantages such as inexpensive machinery and materials. PLA is an environmentally friendly material that is derived from renewable sources, emphasizing its sustainability aspect. 10 It is synthesized from plant-based feedstocks such as corn starch or sugarcane, making it a biocompatible and environmentally responsible choice. 11 PLA exhibits excellent biodegradability, allowing it to naturally break down in the environment without leaving behind harmful residues. This characteristic makes PLA suitable for various applications where reducing environmental impact is a priority. Additionally, PLA possesses favorable mechanical properties, making it a versatile material for various products, including packaging, disposable cutlery, textile fibers, and even biomedical applications. Because of its low toxicity and biocompatibility, PLA is also considered a safe material. Furthermore, PLA is recyclable, offering the potential for closed-loop material cycles and minimizing waste generation. Its sustainable attributes, combined with its biocompatibility and recyclability, make PLA a compelling choice for industries and consumers seeking environmentally friendly alternatives to traditional materials.
FDM is recognized as a highly popular and extensively utilized additive manufacturing technique in various engineering fields. 12 FDM involves the layer-by-layer extrusion of thermoplastic materials to build 3D objects with precision and accuracy. Its popularity stems from its versatility, ease of use, and cost-effectiveness. During the FDM process, a thermoplastic filament is introduced into a heated nozzle. Inside the nozzle, the filament is melted and subsequently deposited onto a build platform with great precision, following the instructions provided by the digital design file. As the material rapidly cools and solidifies, subsequent layers are added until a complete object is formed. This additive process allows the creation of intricate geometries, complex structures, and functional prototypes with remarkable detail. However, FDM parts have limited mechanical properties, limited use of resin, high cost, and a slow fabrication process. 13 To overcome these limitations, new approaches to 3D printing are needed. Recently, the determination of the mechanical characteristics of the engineered materials has attracted great interest from researchers.
Many studies have been conducted to determine the various properties of the products manufactured by FDM using 3D printers. Gebisa and Lemu conducted a study on the tensile properties. They used a full factorial design in their experimental approach. Among the parameters, the raster angle exhibited the most significant influence on the tensile strength. The study found that at low levels of the raster angle parameter, the tensile strength was recorded at approximately 30 MPa, while at high levels of the same parameter, the tensile strength significantly increased to around 87 MPa. 14 In a study conducted by Zhao et al., two innovative theoretical models are developed. The researchers aimed to enhance the understanding and prediction of the material’s mechanical properties in the context of FDM technology. 15 Their research primarily focused on assessing the impact of various printing angles and layer thicknesses. The objective is to examine how these specific factors influence the performance and strength of the material. From their experimental results, two main conclusions can be drawn. Initially, the tensile strength increases as the printing angle increases. Furthermore, an increase in layer thickness leads to a decrease in the tensile strength. Notably, the PLA material printed with a 90° printing angle and a layer thickness of 0.1 mm exhibited the highest tensile strength, measuring 49.66 MPa. Conversely, the PLA material printed with a 0° printing angle and a layer thickness of 0.3 mm demonstrated the lowest tensile strength, measuring 19.16 MPa. Tensile strength is measured as 30.5 MPa. Lluch-Cerezo et al. conducted a study involving the manufacturing of parts through FDM, which exhibits anisotropic properties that significantly impact the results of tensile tests. 16 Specifically, when examining the samples, it is observed that they reached a maximum stress of 49 ± 4 MPa. Ansari et al. reported that changes in the nozzle temperature parameter in their studies affected impact strength. 17 Also, the different kinds of matrix materials and reinforcements and the methods used can affect the properties of materials. Ahmad et al., investigated the effect of printing parameters on the mechanical properties of PLA-printed samples. According to the results, the E9 samples exhibited the highest tensile strength of 42.7 MPa. 18 Hikmat et al. conducted an experimental study in which they fabricated PLA specimens using an FDM 3D printer, with a focus on evaluating the tensile strength. They conducted a systematic examination of the impact of seven distinct process parameters and employed statistical methods to analyze the results. 19 To efficiently design the experiments, they employed the Taguchi fractional factorial design approach. Their analysis, using the ANOVA table, indicated that there were significant differences among the seven parameters examined. Build orientation, nozzle diameter, and infill density exhibited statistically significant effects on the tensile strength. By optimizing the combination of these significant process parameters, they achieved an impressive tensile strength of 58.05 MPa. Szust and Adamski conducted a study in which they discovered that reducing the layer height in FDM prints results in a noteworthy (67-71%) enhancement in the tensile strength along the Z direction. 20 Additionally, even with smaller layer heights, the anisotropy of the specimens remained non-negligible. A significant variation of 31% is observed in the tensile strength of the material across different directions. Atakok et al. used the Taguchi methodology on the tensile strength of 3D printed test parts made from both PLA and recycled PLA (Re-PLA) materials. 21 Through their investigation, they identified the optimal settings for key parameters, including layer thickness (0.25 mm), occupancy rate (70%), and material PLA. By optimizing these parameters, they achieved remarkable results, with a calculated tensile strength of 60.006 MPa. Slapnik et al. investigated the mechanical and thermal properties of PLA filaments for 3D printers, which are produced using core-shell rubber and aliphatic polyester materials. 22 They found that the highest increase in impact strength occurred for PLA/core-shell rubber blends at 5 wt percentage loading (20 kJ/m2) and 10 wt percentage loading (111 kJ/m2). They said that other samples did not show statistically significant increases. PLA blend exhibited the highest Charpy impact strength (23 kJ/m2) and ABS showed only slightly lower impact strength (22 kJ/m2), but it is statistically not suitable. Sobrino et al. examined the mechanical properties of polyamide reinforced with short carbon fibers, specifically investigating the impact of printing parameters on the samples. They measured the Charpy impact strength as 10 J. 23 The authors studied PLA materials used in 3D printers, and examined how varying the infill density influenced the impact strength of the samples in their experiments. 24 They found the highest Charpy strength to be 4.72 kJ/m2 and the lowest Izod impact strength to be 1.7 kJ/m2. When the impact test data is examined, the examination reveals that the impact energy is affected by the filling density. As a result, the impact strength of the printed samples can be altered by adjusting the fill density in 3D printers.
Previous studies on this subject have examined various parameters for improving mechanical properties such as the relationship between print angle and layer thickness, nozzle temperature, nozzle diameter, and the effects of doped materials. Based on these analyses, this study investigates the influence of the feed rate, layer thickness, occupancy rate and infill pattern geometric shapes used during printing on tensile strength and Charpy notched impact resistance. The Taguchi method is used to generate a larger sample set and systematically evaluate the interactions between these factors.
Materials and methods
The main objective of this study was to investigate how 3D printing settings affect the mechanical properties of PLA samples. Figure 1 shows the methodology of the study used for the project. The research begins with the selection of printing parameters, where printing angle, feed speed, layer thickness, nozzle temperature, infill shape and fill rate are defined. Then, CAD modeling is performed in accordance with standard dimensions. The models are sliced, the printing settings are defined and the G-code is generated. The samples are produced using the 3D printing process. After printing, they are subjected to tensile and Charpy impact tests to evaluate their mechanical properties. The collected data are then analyzed using the Taguchi method to determine the influence of various parameters and optimize the printing conditions. Flow diagram of research methodology.
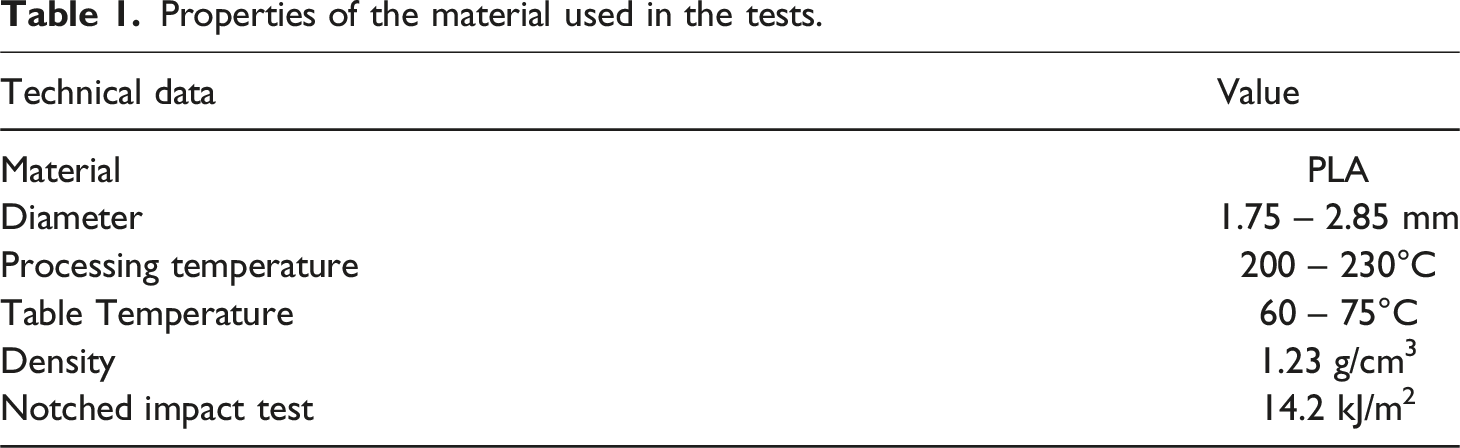
Properties of the material used in the tests.
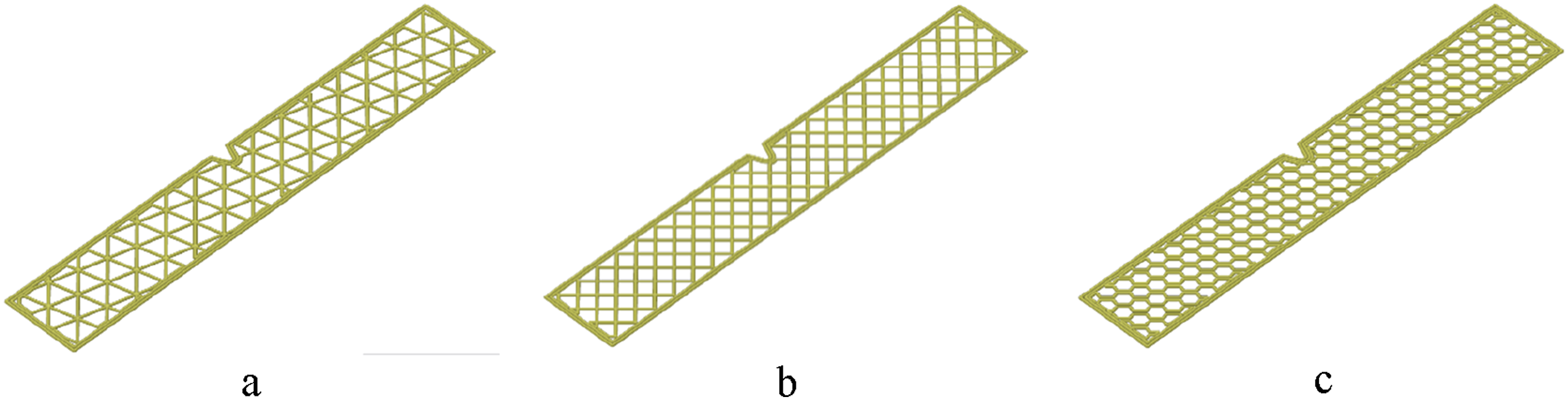
In this study, three fill-type parameters are used. Figure 2 describes the infill pattern geometric shapes: triangle (a), grid (b), and honeycomb (c). Isometric views of the samples are shown in Figure 3. Infill pattern geometric shapes: (a) triangle, (b) grid, (c) honeycomb. The isometric view of samples: (a) triangle, (b) grid, (c) honeycomb.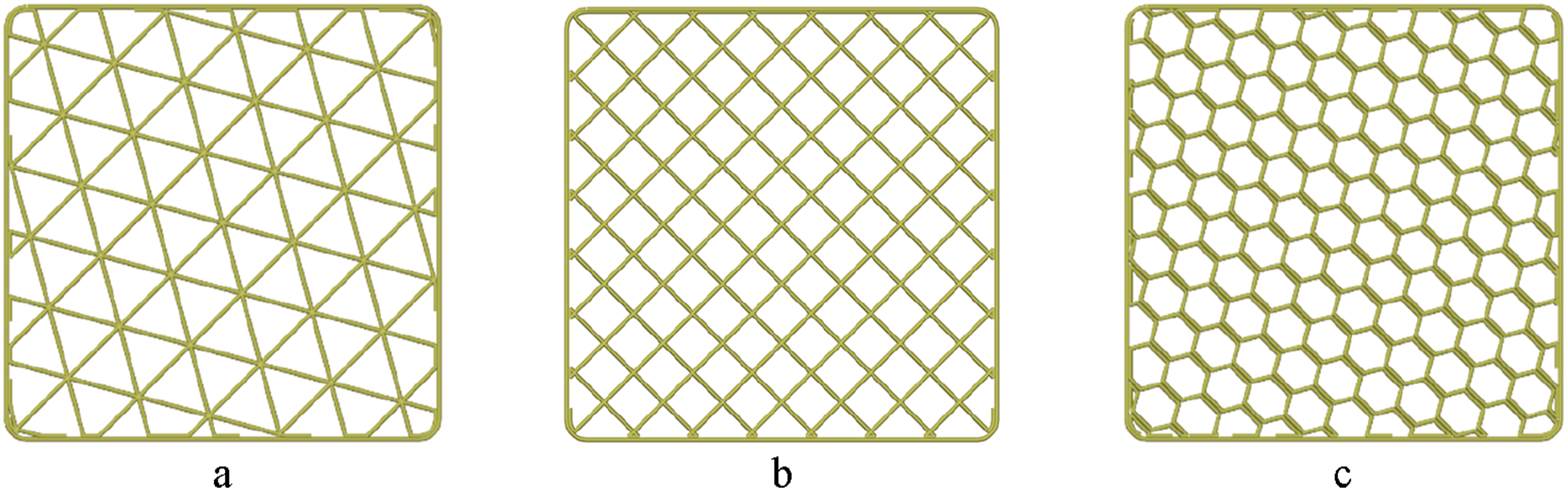
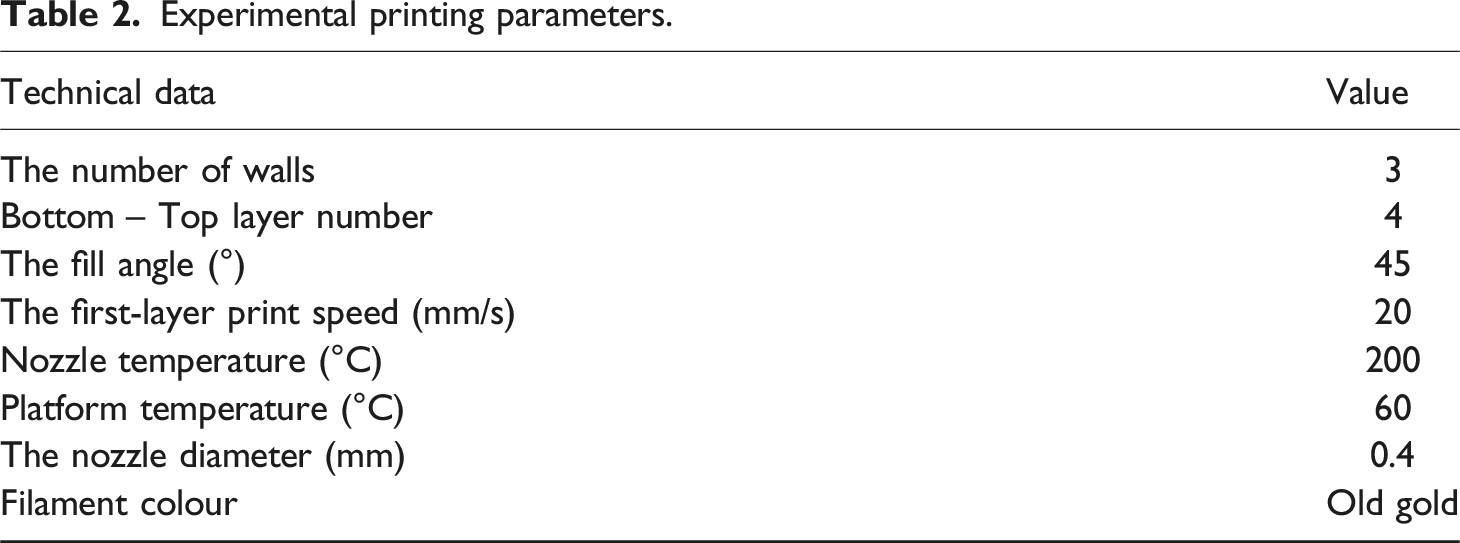
Experimental printing parameters.
The mechanical properties of the samples are studied with the tensile test and the Charpy impact test. The tensile specimens, as depicted in Figure 4, are produced following the ISO 527-2 standard using Computer-Aided Design (CAD) software.
25
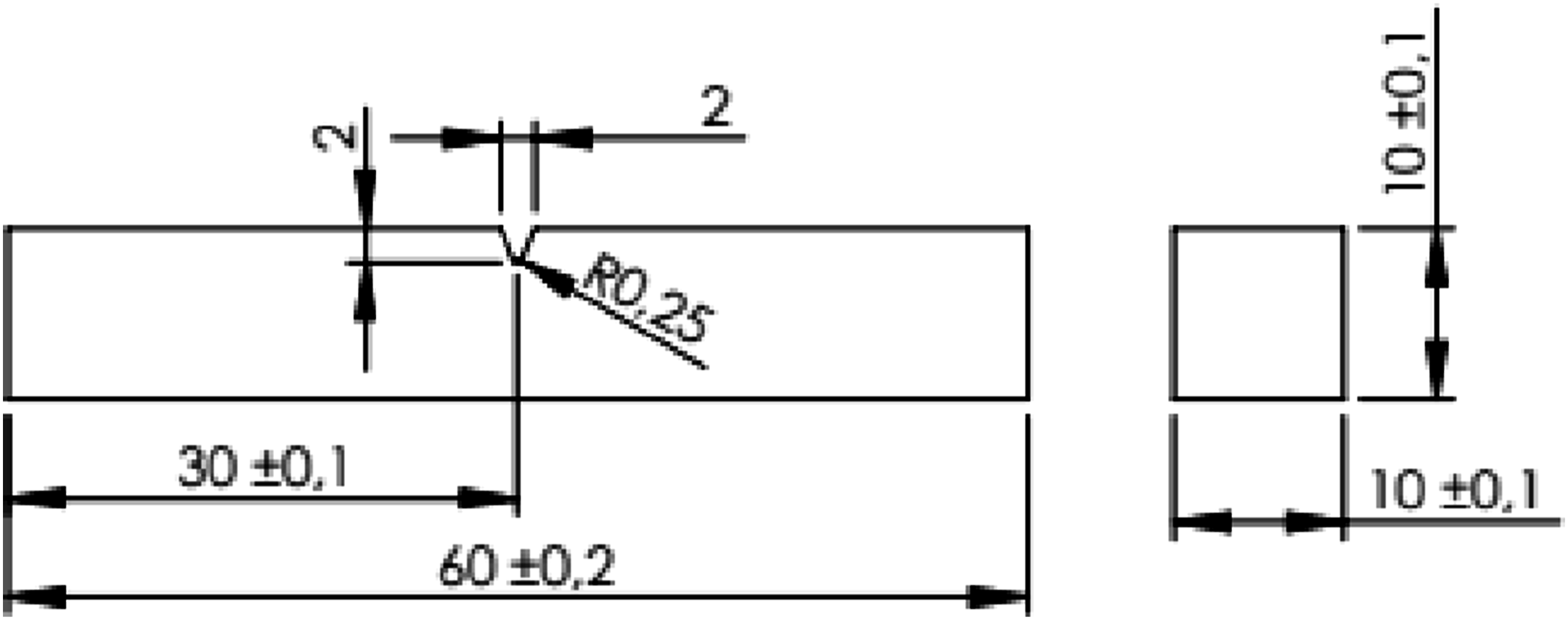
The test is conducted three times at a strain rate of 1 mm/min and room temperature. The Charpy impact test specimens are prepared in accordance with the DIN EN ISO 75 standard.
26
In Figure 5, test samples with dimensions of 60 × 10 × 10 mm are used, and the tests are performed at room temperature. Tensile test samples (Unit: mm). Charpy impact test sample.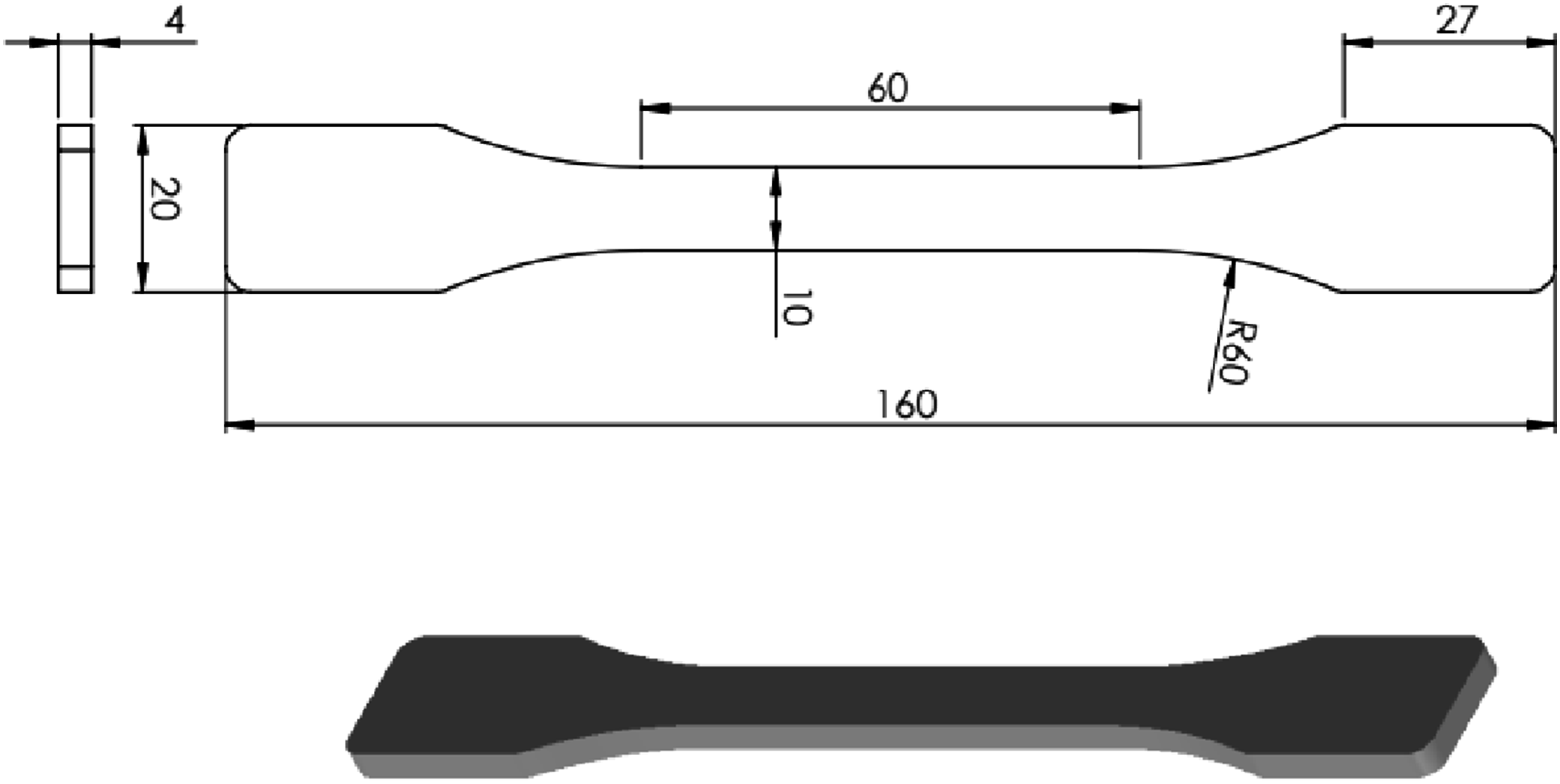
The Taguchi method27–29 involves a main trial to investigate the effects of factors, with the aim of optimizing the mean and reducing variance in the experimental design. This method has a significant advantage in experiment design because it models some important interactions. This method can also be applied to several quantitative tests. ANOVA30–34 can be used as an effective approach for optimization because of its quick results and low cost. The experimental studies are conducted using Minitab® 21.2 software.
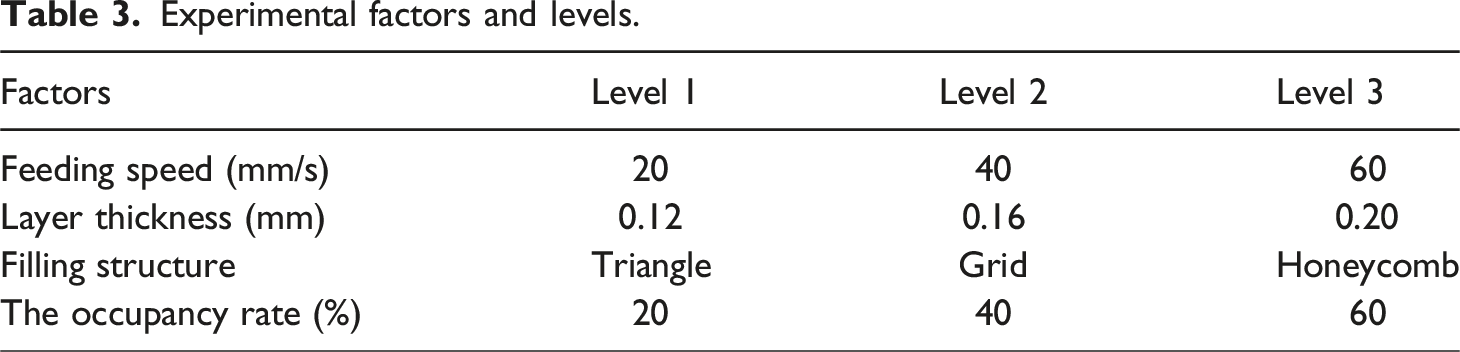
Experimental factors and levels.
L9 Taguchi sequence.
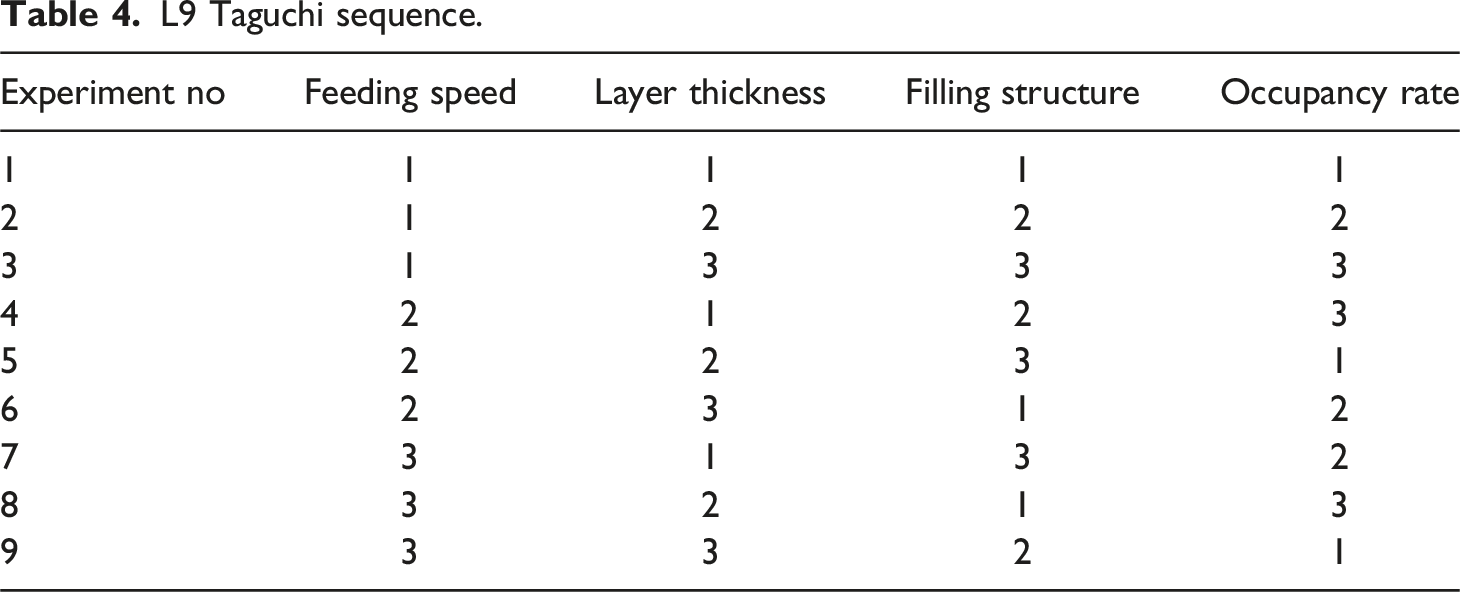
In this work, nine experiments are repeated three times. During the experiment, 27 pieces prepared for both the tensile test and the notch impact test are randomly selected, measured by an operator, and their measurements noted. The average of the three tests are used for all trades. This allows for a more stable and reliable process.
Result and discussion
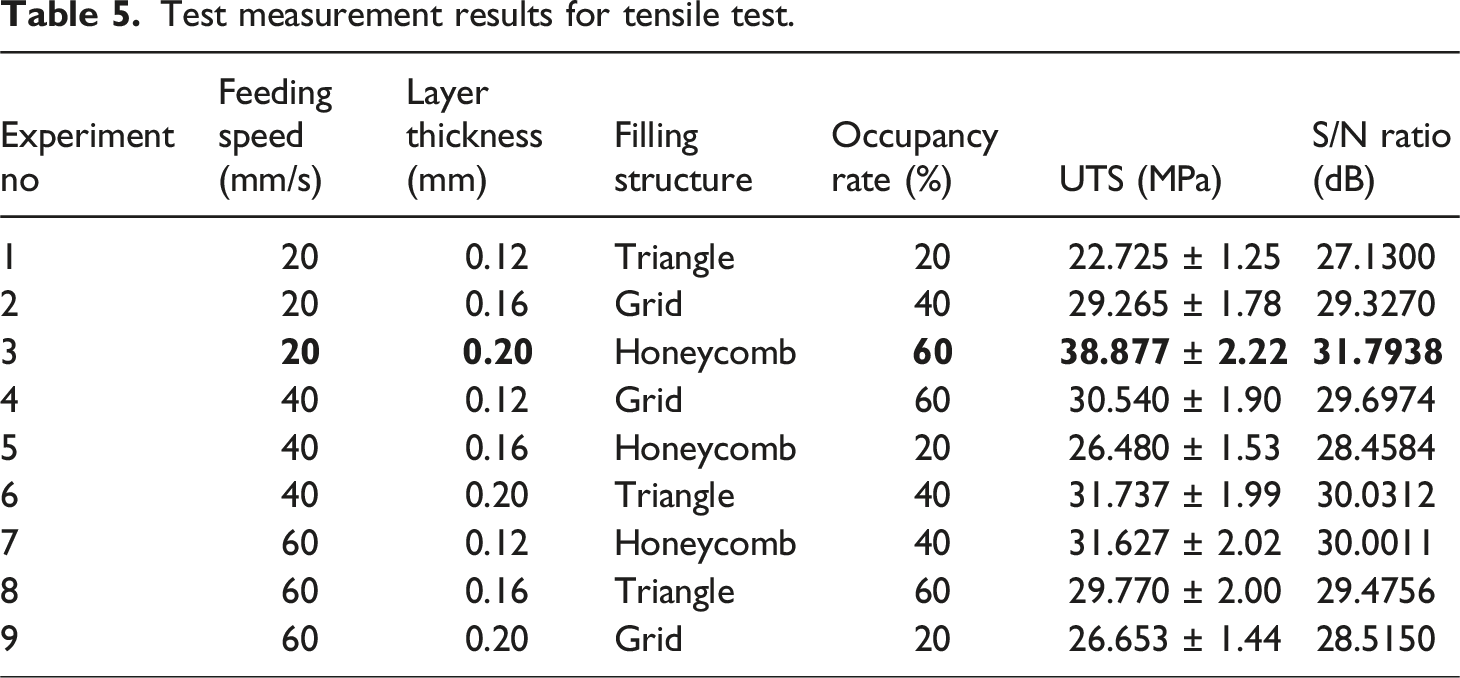
The Taguchi method employs the S/N ratio to enhance the robustness of a system by reducing sensitivity to changes in noise factors. There are three categories of S/N ratios that are determined based on the desired outcome, which include “smaller is better”, “nominal is better”, and “bigger is better”. The “bigger is better” approach of the S/N ratio (equation (1)) is employed for tensile and impact tests, where a higher strength value is desirable.
Test measurement results for tensile test.
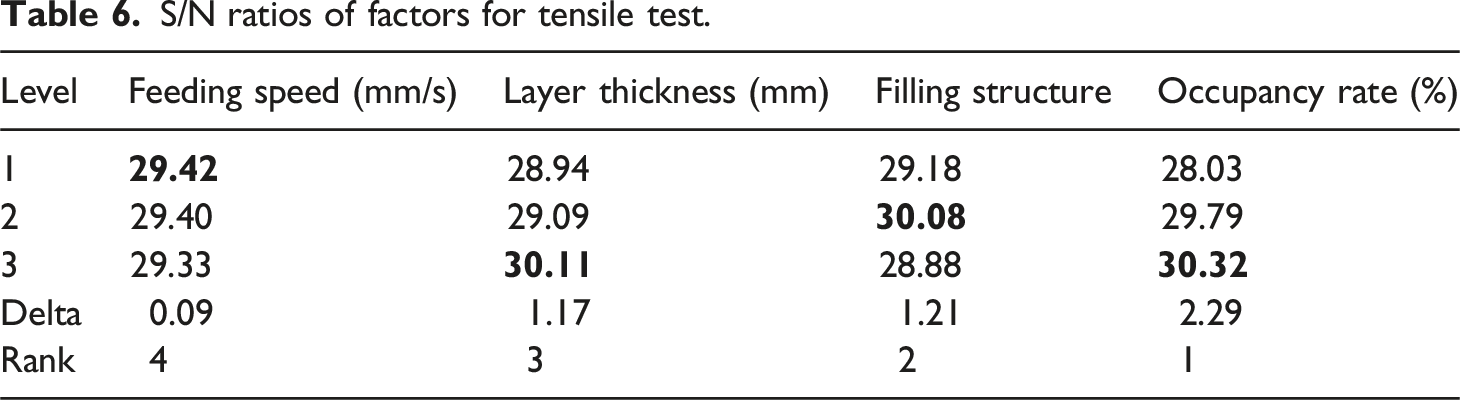
S/N ratios of factors for tensile test.
Response table for Signal to Noise Ratios for tensile test.
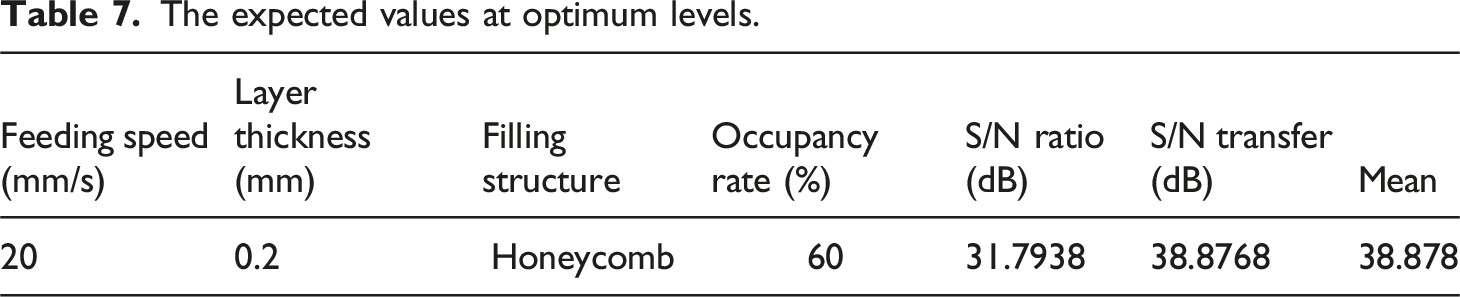
The expected values at optimum levels.
Analysis of Variance for tensile test.
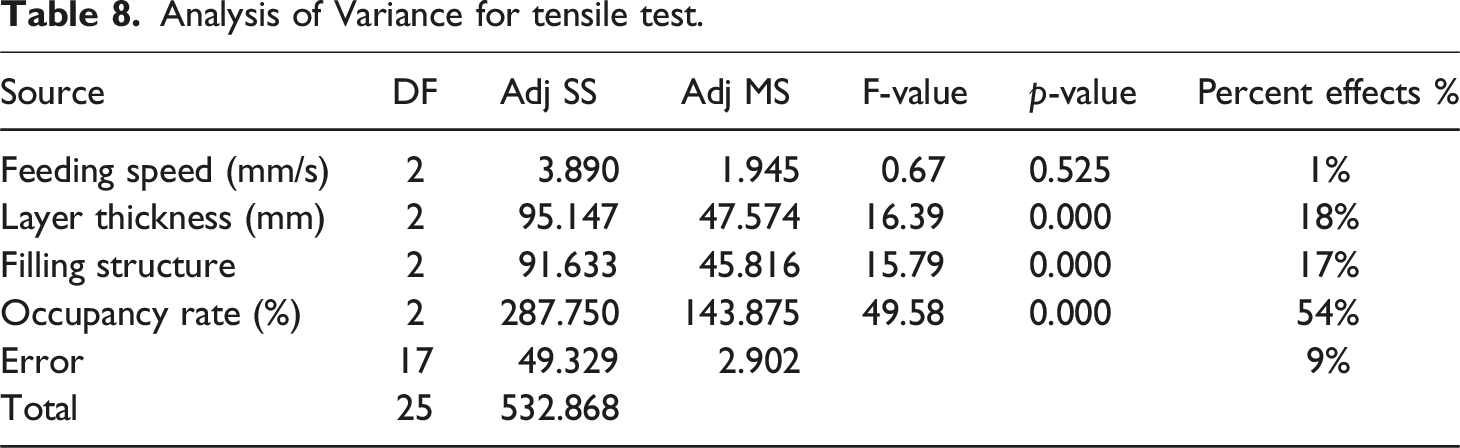
Upon examining the effect of different factors on tensile strengths, it is observed that the occupancy rate contributes 54% and the layer thickness contributes 18% to the overall results. The filling structure has a 17% effect, while the feeding speed has a minimal 1% effect, as indicated in Table 8. The remaining 9% accounts for variations attributed to factors that are not controlled or considered in the experiment. To further illustrate the influence of occupancy rate and layer thickness, a graphical representation in Figure 7 depicts their effects on the average values. Percentage effects of factors.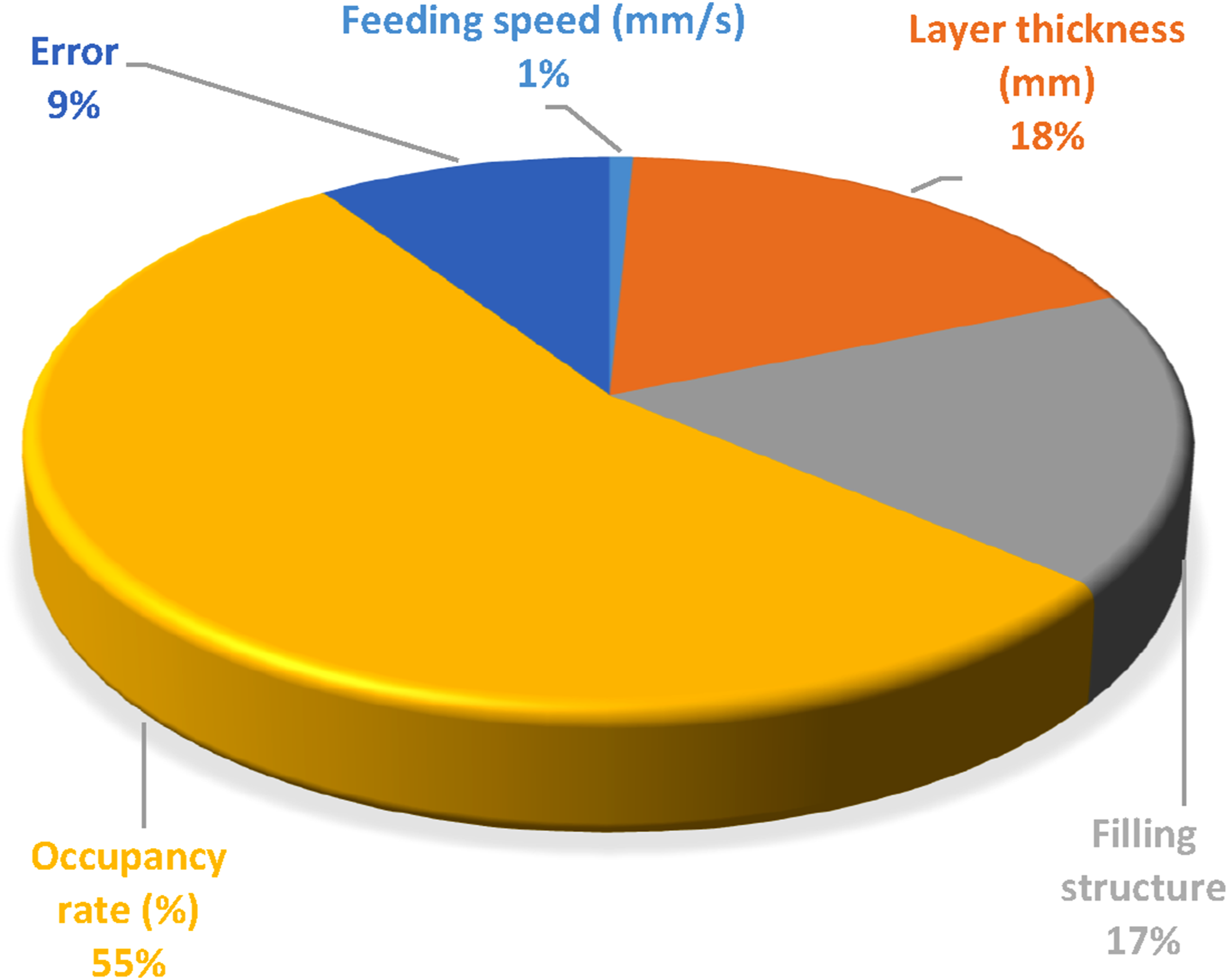
The results from the ANOVA show that the occupancy rate, layer thickness, and filling structure factors are statistically significant for the tensile strength (p < .05), while the feeding speed is not statistically significant (p > .05). Here, the H0 hypothesis is rejected for occupancy rate, layer thickness, and filling structure; it is accepted for the feeding speed.
Figure 8 illustrates the interaction graph among the occupancy rate, layer thickness, and the filling structure. The graph shows a positive relationship between the occupancy rate and the maximum tensile strength. Moreover, the highest tensile strength value is observed in the honeycomb structure with a layer thickness of 0.20 mm, and an occupancy rate of 60%. This suggests that these specific parameters result in the greatest tensile strength outcome. Interaction plot for filling structure and occupancy rate.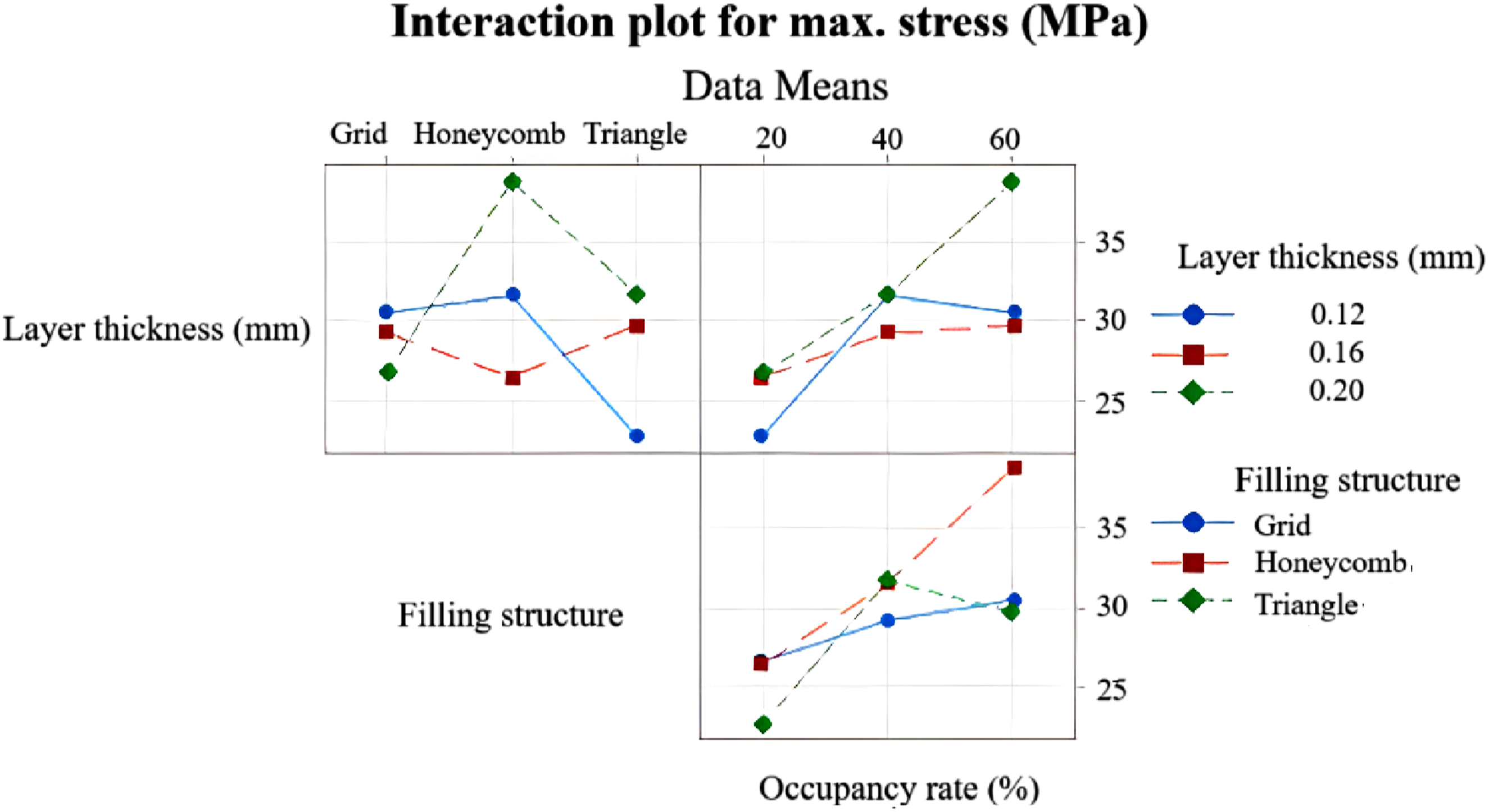
Many researchers exploring various parameter modifications aimed at enhancing the strength of 3D-printed samples. Khan et al. carried out a study with the primary objective of evaluating the tensile strength of printed parts. They examined how different infill patterns influenced mechanical strength. The rectilinear pattern had the highest tensile strength among the tested infill patterns. On average, the rectilinear pattern demonstrated a tensile strength of 19.1 MPa. 37 Aveen et al. conducted experiments where they fabricated specimens using a layer height of 0.4 mm and layup speed of 45 mm/min. They discovered that by using these specific parameters, the PLA and Bronze-filled PLA materials achieved the highest tensile strength. For PLA, the highest recorded tensile strength is 41.83 MPa, which is obtained by setting the layup speed to 45 mm/min and the layer height to 0.40 mm. 38 Doungkom and Jiamjiroch conducted an extensive study to examine the mechanical properties using a tensile test. The experiments clearly demonstrated that the maximum yield stress observed is 48.53 MPa. To achieve this desired property, they employed three different printing directions: Horizontal (H), Crosswise (C), and Vertical (V). Within each of these groups, they also varied the infiltration percentage, considering levels of 20%, 60%, and 100%. 39 Adrover et al. performed an ANOVA test to investigate the correlation between various parameters. The highest experimental results were obtained when using a combination of 75% fill density and a 0.2 mm layer height during the manufacturing process of the samples. 40 In their study, they observed a variation in tensile strength by altering specific parameters, namely layer height and fill density. However, in our upcoming research, we intend to explore different parameters that may influence the tensile strength. It is clear from the literature that process parameters like infill patterns, layer height, layup speed, fill density, and printing directions affect the mechanical properties of materials, as observed in this study. Our results agree with the literature.
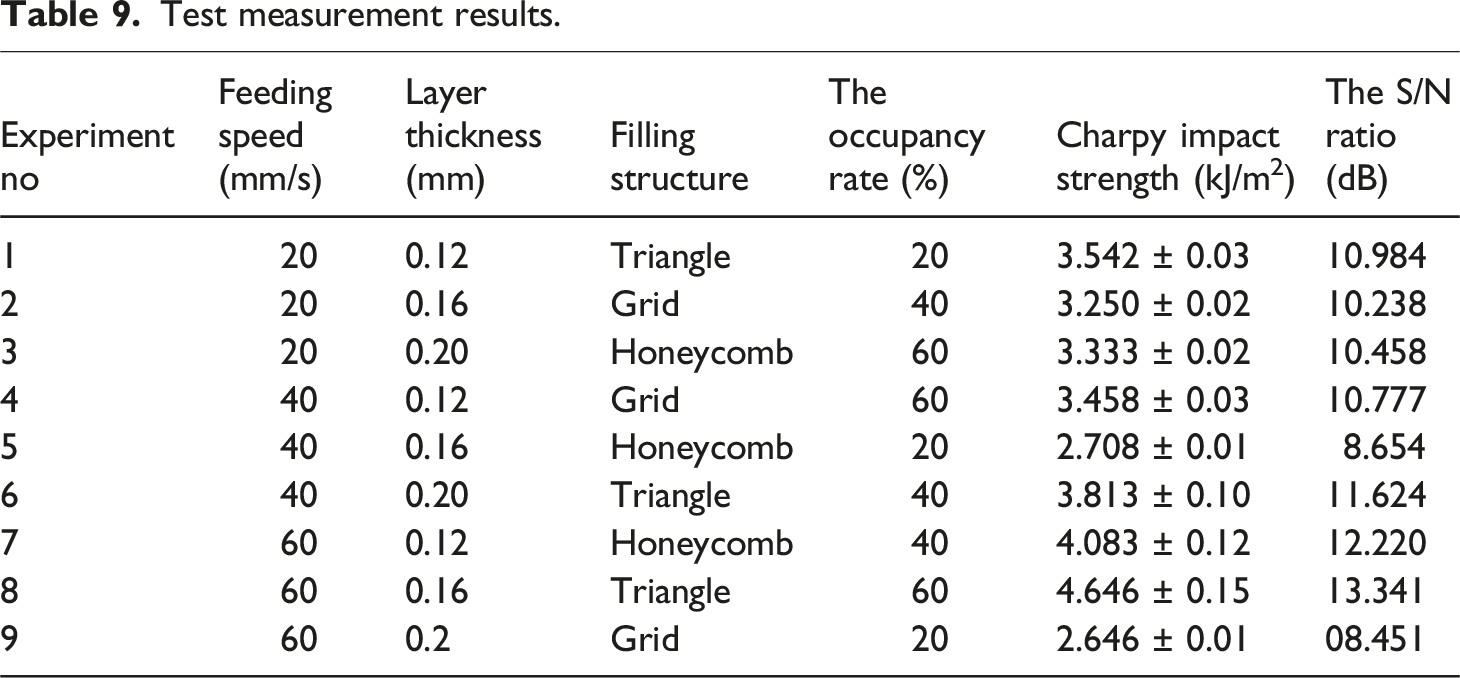
Test measurement results.
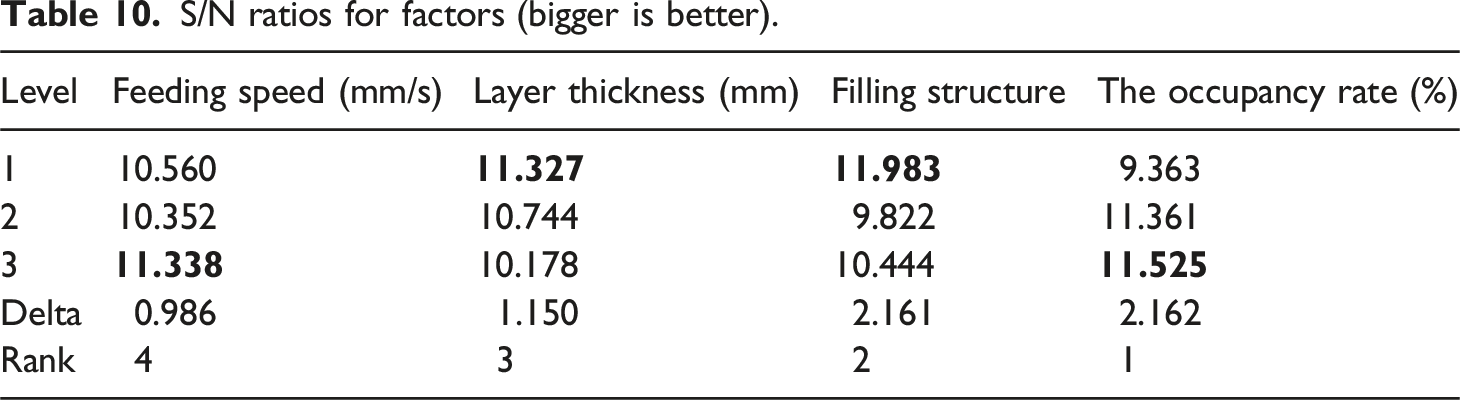
S/N ratios for factors (bigger is better).
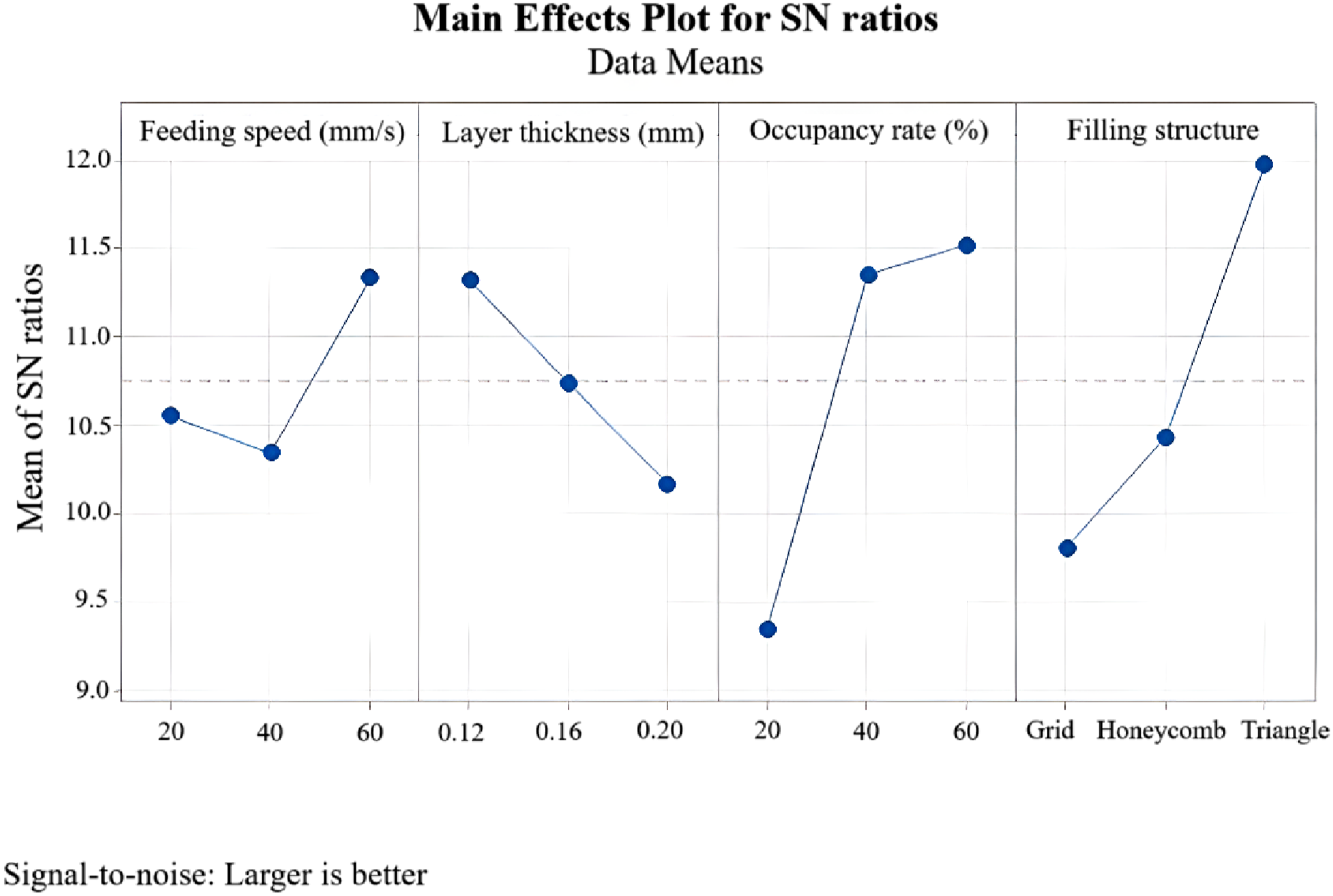
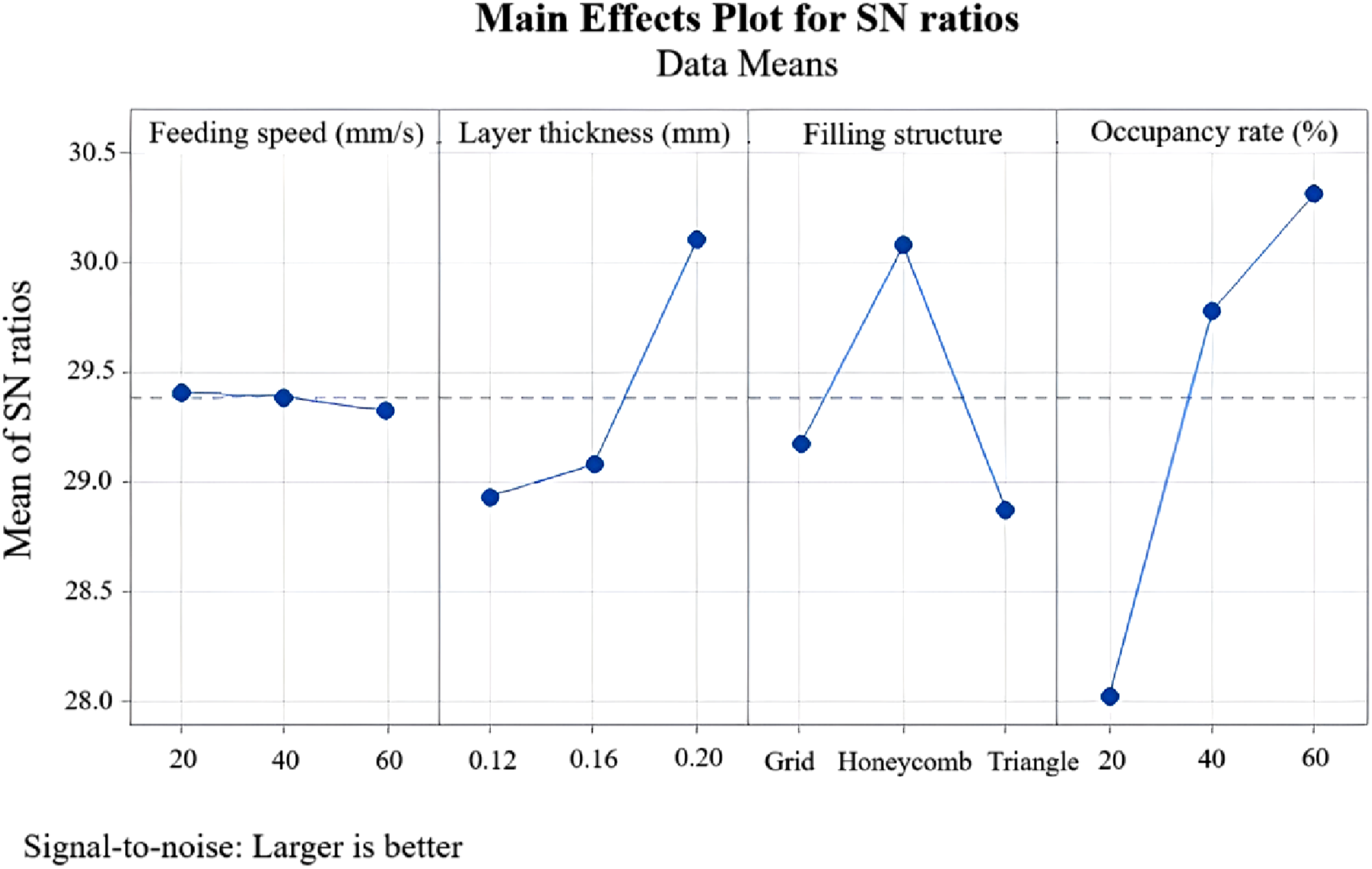
Main effect plot for S/N ratio using Minitab software for feeding speed, layer thickness, filling structure, and occupancy rate.
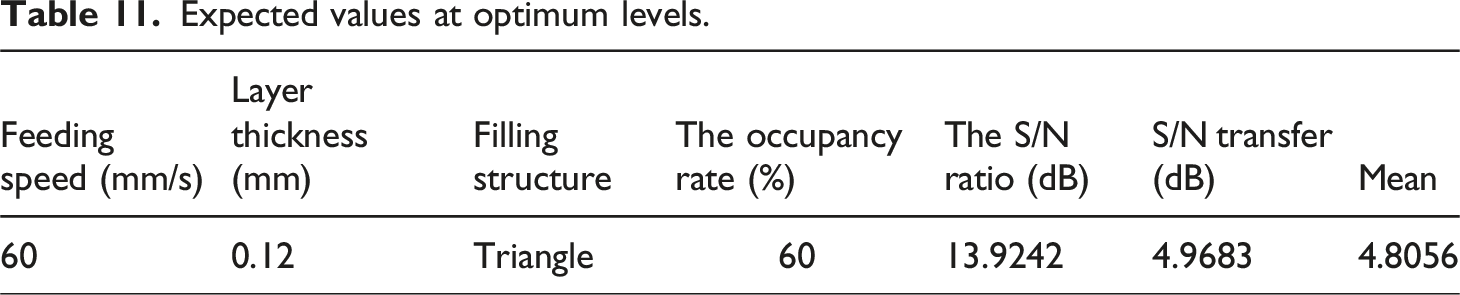
Expected values at optimum levels.
Comparison of the test results and estimation.

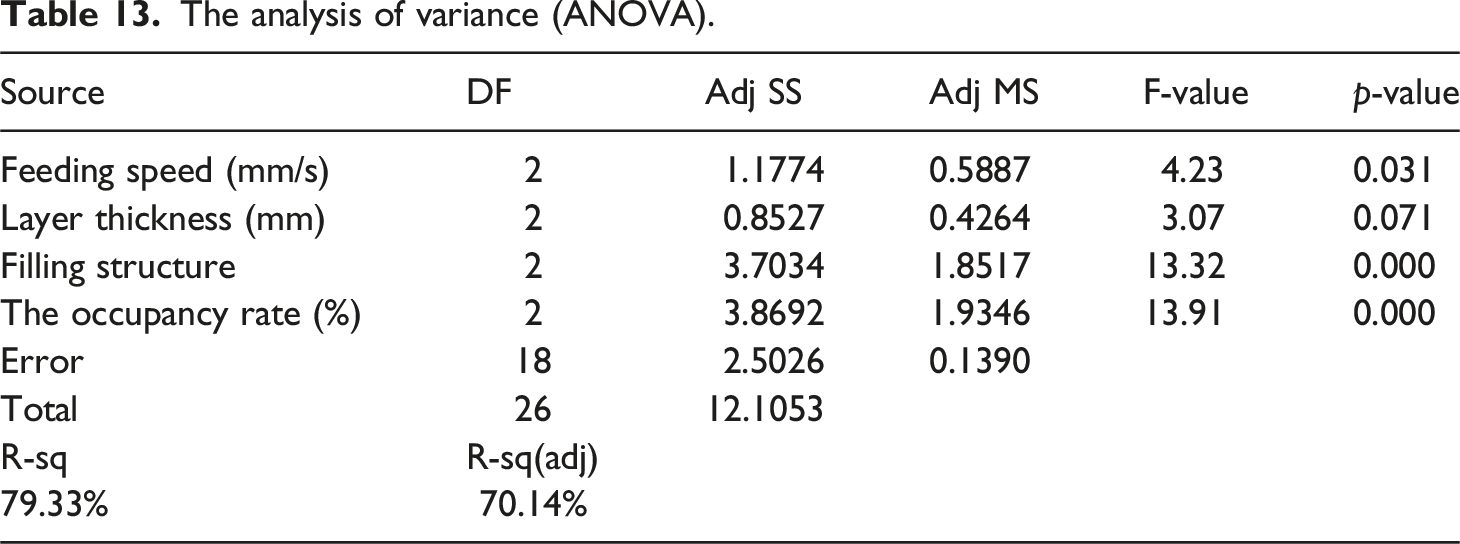
The analysis of variance (ANOVA).
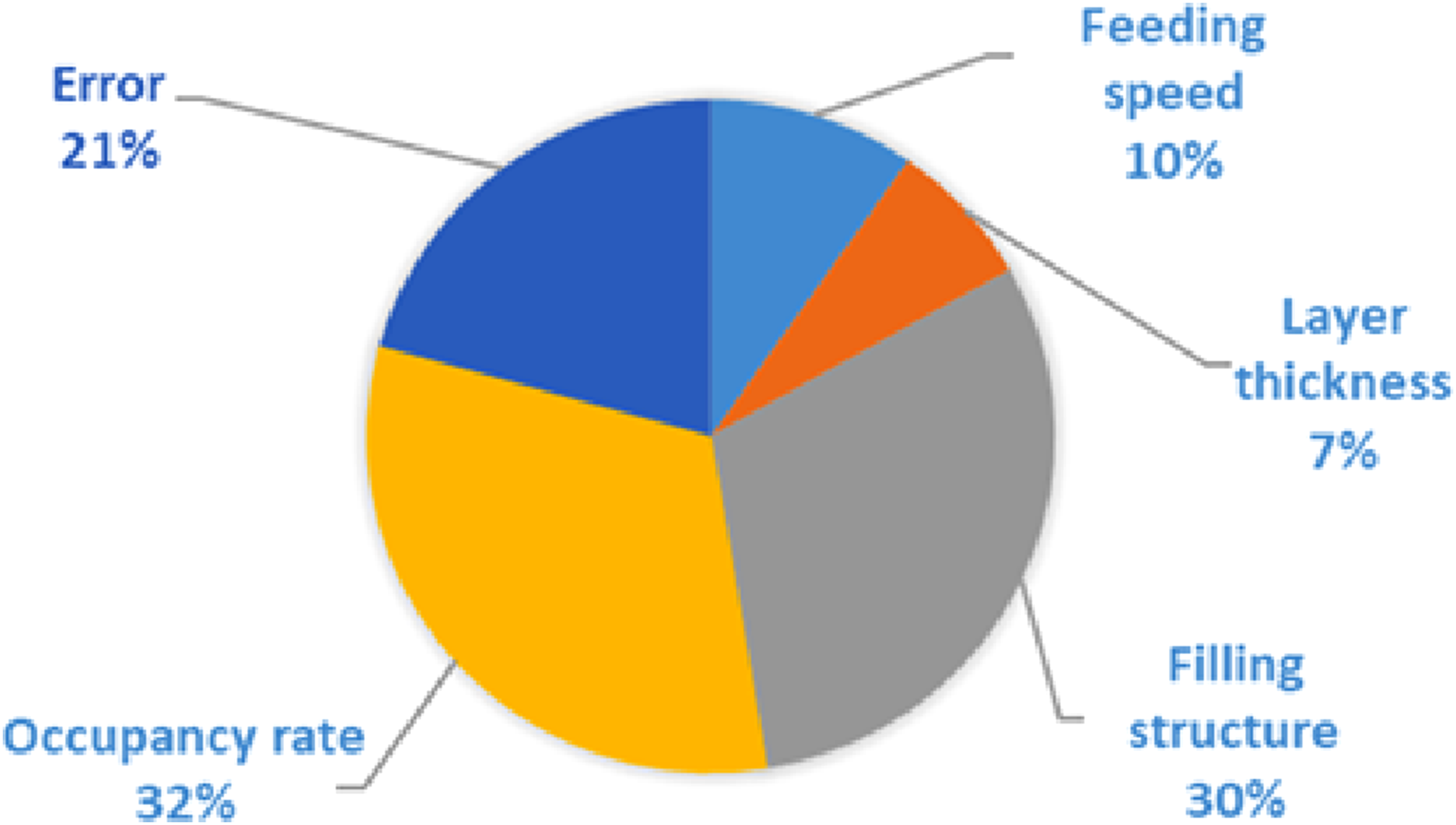
Percentage effects of factors.
Considering that four factors will affect the fracture energy in the study, the following hypotheses are established for each factor, and tested by analysis of variance at the end of the experiment. The null hypothesis (H0) posits that there is no statistically significant relationship between the independent variable and refractive energy. The alternative hypothesis (H1) suggests that there is a statistically significant relationship between the independent variable and fracture energy. The characteristics of the printed part in FDM are significantly influenced by a broad range of printing factors. ANOVA results show that the feeding speed, filling structure, and occupancy rate factors are statistically significant on the fracture energy (p < .05), while the layer thickness is not statistically significant (p > .05). Here, the H0 hypothesis is rejected for the following: feeding speed, filling structure, and occupancy rate, but is retained for layer thickness. The fracture energy increases as the fill rate increases, with the highest shearing energy occurring in the form of a triangular structure at a 60% occupancy rate. In this study, the optimum result is calculated to be 5.0416 kJ/m2 at the impact strength. The test parameters are layer thickness, occupancy rate, speed of printing moves, and filling structure.
The interaction graph between the occupancy rate, with a high delta, and the filling type is shown in Figure 11. The honeycomb and triangle structures of filling have the same trend with the occupancy rate of 20 and 60, but not for the occupancy rate of 40. The filling pattern of the grid shows a plot with the minimum and maximum interactions at occupancy rates of 20 and 60, respectively. However, regarding the honeycomb filling structure, the occupancy rates are 40 and 20, respectively. Interaction plot for filling structure and occupancy rate.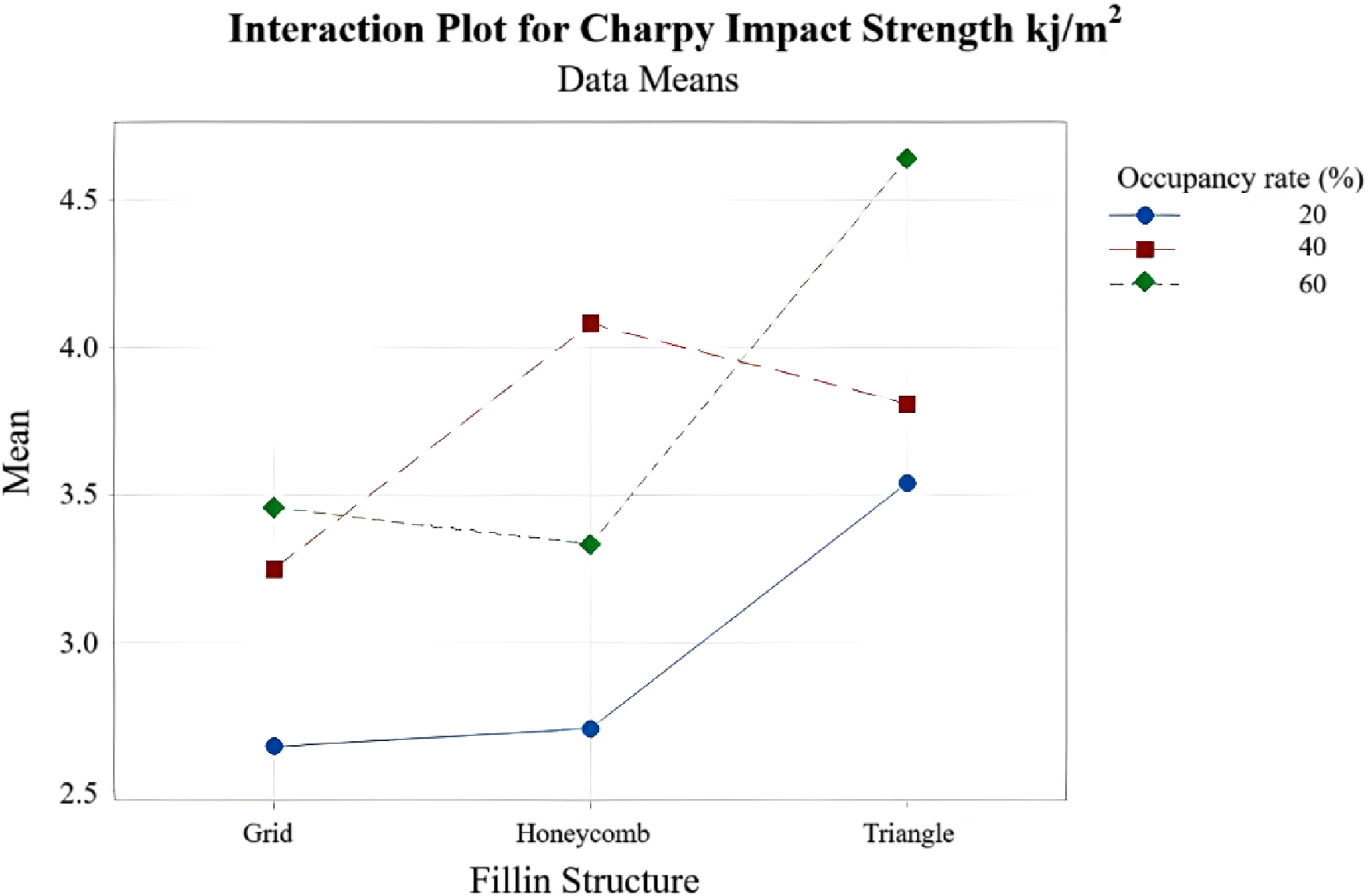
One of the most commonly evaluated mechanical properties of FDM parts is the impact test. Many researchers are working to increase the strength of the samples printed with a 3D printer by changing the process parameters, the type of matrix, or reinforcement. Mechanical properties are important for determining the strength of a piece, and can be used in different practice areas to explore novel applications or determine the expected performance and functionality of a component. The properties of a part fabricated using FDM can vary significantly from those of the filament due to several process parameters, including layer thickness, extrusion temperature, feeding speed, filling structure, and occupancy rate. Wang et al. reported that pure PLA specimens have an impact strength of 40 J/m, and the strength of the PLA improved by 114% with the FLM process.
42
This result has been achieved without using any heat treatment or additives, and researchers believe it can be further improved. The highest Charpy impact strength for PLA/core-shell rubber blends is 23 kJ/m2 22. According to a study conducted by Patterson et al., the impact strength of polylactic acid (PLA) reinforced with carbon fiber is found to be 150 J/m, which has the highest impact resistance obtained in the literature.
43
Ansari and Kamil
17
reported an observed impact strength of up to 113.84 J/m for carbon fiber (CF)-reinforced polylactic acid (PLA). The filaments have a very low thermal shrinkage value, allowing the printing of products with better resolution and improved mechanical and thermal properties compared to standard PLA filaments. Because of its raised crystal structure, this filament can be printed faster than other filaments. The choice of infill structure depends on factors such as the object’s intended use, durability requirements, and print time. The triangular fill structure is suitable for applications with high mechanical strength requirements. The grid structure can be preferred in areas where lightness and fast printing time are important. The honeycomb filling structure, on the other hand, may be suitable for applications seeking to achieve lightness while balancing durability and material savings. The choice of infill structure affects the life of the 3D printing process, its strength, and material wear. Choosing the right fill structure is important for achieving the desired results, and optimizing the choice of fill structure by trial and error. The fractures after the test are shown in Figure 12. Upon examining the fracture mechanism, the samples exhibited brittle fracture. The image of notch impact samples after testing.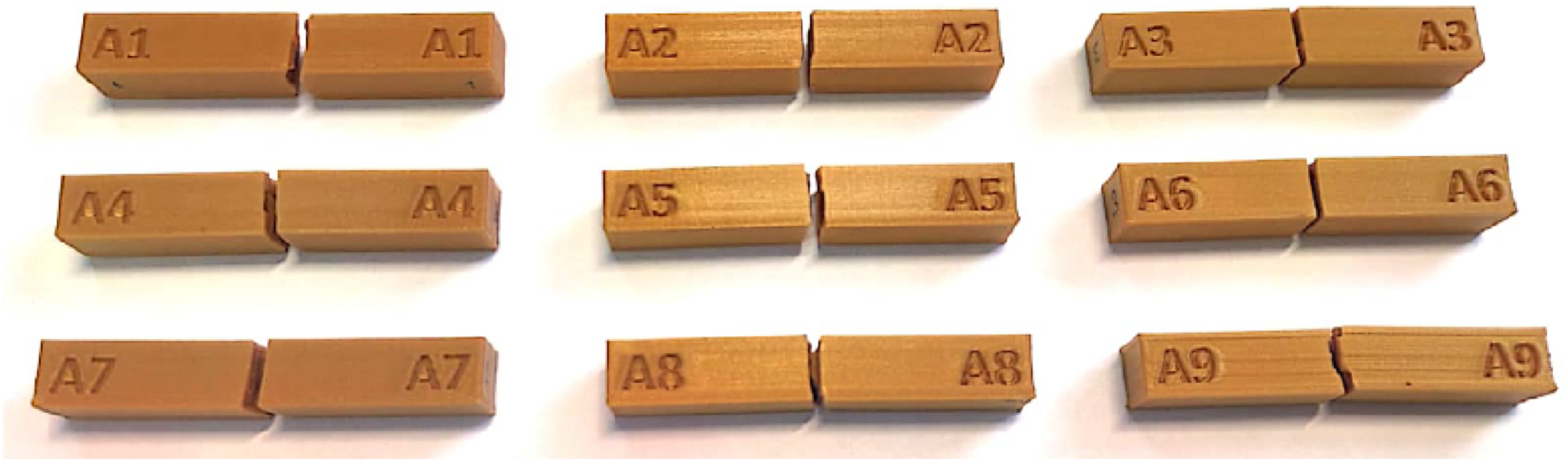
Using Taguchi methods with L8 OA, the authors printed the polyamide 12 samples and researched the effects of the layer thickness of 0.1 mm, 0.15 mm, 0.2 mm, 0.25 mm, extruder temperatures 250°C and 260°C, filling structures of rectilinear and full honeycomb, and the occupancy rates of 25% and 50% on the tensile and impact strengths. 44 They found that the optimum tensile and impact strengths are obtained with a layer thickness of 0.25 mm, an occupancy rate of 50%, a rectilinear filling structure, and an extruder temperature of 250°C.
Authors 45 studied the effects of infill density, printing speed, and layer thickness on the tensile strength of polylactic acid samples. They found that the optimum process parameters for UTS are obtained with 40 mm/s at printing speed, 80% at infill density, and 0.1 mm at layer thickness. With the same parameters, the failure strain for this material is obtained with 0.2 mm of layer thickness. When the results of these last two literature studies are compared with the results of our study, different properties and characteristics are revealed. When the experimental parameters used are changed, the results obtained also change. In our study, different mechanical properties are obtained by using different process parameters. This reveals the importance of the study carried out. It is well known that the effect of process parameters on the mechanical properties of PLA parts produced by the FDM method has been widely investigated. However, previous studies have generally focused on the effect of individual parameters, while the interactions between parameters, and especially the role of geometric mechanical strength, have not been sufficiently investigated. This study aims to address this deficiency by evaluating the effect of the geometric shape used in printing on tensile strength and notch impact strength. The findings obtained will contribute to the development of optimized printing strategies to improve the mechanical properties of PLA parts produced by FDM.
Conclusions
This study investigated the influence of printing parameters, including feed rate, layer thickness, occupancy rate and infill pattern geometric shapes on the mechanical properties of 3D-printed specimens. Using the Taguchi method, the experimental results provided insights into the effects of these factors on tensile strength and Charpy notched impact resistance. A total of 27 process parameters are used, and the Taguchi orthogonal design is employed to set up the experiments. The tensile strength of the specimens is affected by changes in 54% of the occupancy rate and 18% of the layer thickness. The optimal results are obtained for the following settings: a layer thickness of 0.12 mm, occupancy rate of 60%, and speed for printing moves of 60 mm /s. They are calculated to be 5.0416 kJ/m2 for Charpy impact strength. From the ANOVA, it is seen that the feeding speed, filling structure, and occupancy rate factors have a statistically significant effect on the fracture energy (p < .05), while the layer thickness does not have a statistically significant effect (p > .05). The filling structures of the samples affected the mechanical properties. The maximum tensile and impact strengths are obtained with honeycomb and triangle patterns, respectively. The impact specimens showed a brittle mode of fracture. It is noted that the methodology proposed in this study can serve as a pre-processing approach for optimizing a desired mechanical property in various applications. The findings contribute to the optimization of FDM processes by improving the mechanical performance of printed components. However, certain limitations should be noted. This study focused on a specific material and a limited range of process parameters, which may limit the generalizability of the results. Additionally, environmental factors such as temperature and humidity, which could affect the reproducibility of the findings, were not considered. Future research should investigate a wider range of materials and expanded parameter variations to better understand FDM optimization.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.