
Abstract
In this study, biocomposites as feedstock material for 3D printing were produced by poly (lactic acid) (PLA) as a polymer matrix and Hydroxyapatite (HAP) as reinforcing filler for potential use in biomedical applications. Biocomposites filament from PLA and different HAP content varying from 1–10 wt% were prepared from extrusion and then injection moulding process. The impact of HAP loading on the properties of biocomposites was investigated for crystallinity, density, hardness, tensile, impact, flexural, melt flow index (MFI), thermal properties and biomineralization studies. The formation of PLA/HAP biocomposites was confirmed by fourier transform infrared spectroscopy (FTIR). The hydrophilicity of the biocomposites was studied by contact angle analysis. Dispersion of HAP into PLA matrix was confirmed by scanning electron microscopy (SEM) and optical microscopy. The HAP addition increased the density of the composites. From mechanical analysis PLA/HAP composites containing 1–5 wt% showed an increase in tensile modulus. The Shore D hardness of the composites increased with increase in wt% of HAP content. The maximum hardness was achieved for 10 wt% of HAP content i.e., 87 ± 0.1, which is about 6.1% more than neat PLA. The MFI increased with rise in HAP content that gives a positive opinion of reinforcing PLA composites without deteriorating the processability. The hydrophilicity of the biocomposites was slightly increased after the addition of HAP. From thermal analysis it was concluded that the thermal stability of the biocomposites increased when compared with neat PLA. From the Biomineralization studies formation of apatite layer on PLA composites was confirmed by SEM analysis.
Introduction
Biodegradable polymers have received considerable attention in recent decades because of the increasing environmental and ecological consciousness. Biodegradable polymeric materials like PLA, poly (ethylene glycol) (PEG), poly (glycolic acid) (PGA), poly (e-caprolactone) (PCL) are well known for their degradation by microorganisms without adversely affecting the environment and their excellent properties including acceptable physical and mechanical properties, biodegradability and eco-friendliness. 1 Among the above polymers PLA is synthetic aliphatic polyester which has received much attention due to its biocompatibility, bioresorbability, low cost, non-toxicity and excellent processability with non-toxic byproduct formation. The green route of its synthesis from sustainable natural resources and also consumes a huge amount of carbon dioxide gas during its production.2–4 Some of the aspects that make PLA so appealing are its unmatched biocompatibility, the significant production of safe byproducts during biodegradation and US Food and Drug Administration (FDA) approved clinical trials. Despite the aforementioned advantages, mechanical ductility (in comparison to native bone), hydrophobicity, low thermal stability and low molecular weight are the major drawbacks for their use in various applications particularly for biomedical field 5 such as implant devices and tissue scaffolds.6–8 Blending with different fillers is a quick and efficient method to overcome these limitations of PLA. Addition of PLA with fillers or fibers to increase its properties is the primary way of improving PLA performance.9,10 Combining PLA with other materials, especially ceramics can produce composites with improved mechanical properties and bioactivity.11,12 Hydroxyapatite (HAP), Ca10(PO4)6(OH)2 is a calcium orthophosphate based biological ceramic material whose composition is similar to bone inorganic component. 13 It is a superior material for orthopedic, dental and maxillofacial repair due to the Ca/P ratio of 1.67, which is same as biological apatite in human bone and teeth. 14 It possesses biodegradability, bioactivity, biocompatibility, bioaffinity and bone-forming ability in bone implant applications there by making it suitable material for the substitution of artificial bone. 11 HAP has been extensively used to produce composite materials for use in biomedical applications because it shows good cell adhesion and cell proliferation and in-vivo studies and significant bone formation with HAP composite materials. 15 HAP acts as reinforcing material to enhance the mechanical properties and bioactivity in composites. PLA and HAP are mixed to prepare a composite, in which the behavior of bioceramic HAP in the polymer matrix has a dose dependent impact on composites, including mechanical behavior, rate of degradation and bone-forming capability.12,16
Rapid prototyping (RP) as also known as additive manufacturing (AM) or three-dimensional printing (3DP) is a trending technology and used in various industries including engineering, medical and biomedical, automotive, building and construction, food, aerospace, education and research etc. 3 The ability to create complicated geometries and custom things, freedom of designs, eco-friendliness and waste reduction are the main advantages of this technology. 3DP techniques works based on variety of principles which includes extrusion based, vat or photo-polymerization, inkjet printing, sheet lamination, powder bed fusion and direct energy deposition. Fused Deposition Modeling (FDM) is an extrusion based 3DP technology generally used for prototyping, modeling and production request. 17 Among of the 3DP techniques, FDM is the highest popularly utilized 3DP method fort thermoplastics materials, mostly because of its simplicity, ease of handling, cost-effectiveness, rapid processing and portability. As a result, the parts produced are unmatched in terms of mechanical and thermal properties. It is a simple method of AM technology that builds 3D objects layer by layer by using a thermoplastic filament, which is extruded along a circular nozzle. The material must be in filament form for the FDM 3DP technique, and the molten viscosity must be sufficient to give structural support but low enough to allow extrusion process. FDM process includes three steps such as pre-processing, printing and post processing.15–18 The first step, preprocessing includes production of a design model using CAD software followed layered process by using slicing software and setting the printing parameters. The post-processing includes the removal of support structures and surface finishing. At present, PLA is extensively used as the FDM 3DP feedstock materials, due to its excellent mechanical properties, thermoplastic processability, thermal stability and green route of its synthesis from sustainable natural resources. 19 However there are several studies are carried out to make composites from PLA and HAP. Kasuga et al. prepared PLA and hydroxyapatite fibers (HAF) composites by hot pressing the mixture of PLA/HAF. They found the increase in modulus of elasticity with increasing the HAF content. 20 In another research tri-layered composites were manufactured by adding PLA with nano-hydroxyapatite (n-HAP) and continuous phosphate glass fibers (PGF). From the result it was concluded that reinforcement of n-HAP and PGF, increased the mechanical properties of the composites and have great potential as biodegradable bone fixation device with improved load bearing capacity. But the glass transition temperature (Tg) decrease may be due to the use of residual solvent, chloroform in composite preparation the process. 7 Corcione et al. stated that composites from PLA/HAP for 3DP especially for FDM can be prepared by without using any toxic solvent. To obtain a homogenous dispersion of HAP in filament, PLA pellets were coated with HAP powder using a rotomoulding machine. Homogeneous dispersion of HAP in PLA matrix was confirmed by scanning electron microscopy (SEM) and EDX analysis. The flexural modulus of the composites increased when compared to neat PLA in spite of addition of a small amount of HAP. The prepared composite filament was successfully used to prepare a 3D printed bone graft, by utilizing the clinical images of a maxillary sinus captured by tomography. 21 In another study, PLA scaffold filled with micro and nano-HAP were prepared and their mechanical performance in terms of compression and three point bending tests were investigated. From mechanical testing it was revealed that the composites can bear a pressure up to 10 MPa without any deformation and loss of mechanical strength. It was concluded that use of HAP in PLA matrix increased the mechanical strength of the composites. These biodegradable, biocompatible PLA based porous scaffold were 3D printed and their mechanical properties were comparable to bone tissue, making them suitable to be utilized for the treatment of minor bone defects. 22 Senatov et al. developed PLA/HAP composite porous scaffolds for self-fitting implants by 3DP which have shape memory effect. The reinforcement of HAP nanoparticles in the PLA matrix changed the order of molecular chains of polymer that caused a corresponding shift in friction between molecular chains and acted as a stationary phase center to regulate the shape memory effect. It was discovered that the 3D printed porous PLA/HAP skeletons supported the survival of mesenchymal stromal cells and stimulated the active proliferation of these cells to help vascularization of the implant, which was necessary for the successful implantation of a bone replacement. 23 Ferri et al. investigated the effect of different amount of HAP filler in 10–30 wt% range in the PLA matrix by using extrusion compounding followed by injection molding. From the overall results, from mechanical point of view, it was concluded that these composites are suitable for biomedical applications since they exhibit excellent stiffness. 5
In the present study, we have explored the influence of HAP filler on PLA matrix as a preliminary study and preparation of PLA and HAP composites for FDM stock material without using any solvent. The aim of this research is to study the effect of varying amounts of HAP filler up to 10 wt% in the PLA matrix by using extrusion-injection molding technique. The novelty of this work is to investigate the impact of different filler amount on mechanical, thermal and biomineralization properties of the PLA/HAP composites which are necessary for designing a part for biomedical applications without using any solvent. The toxic nature and residual solvent may be harmful to living cells and to the environment, making it unsuitable for biomedical applications. The obtained PLA/HAP composites were further characterized by FTIR, SEM, optical microscopy, wide angle X-Ray diffraction (WAXD), tensile, flexural, impact, hardness, density and MFI regarding the mechanical strength and flow characteristics, DSC and TGA to evaluate the thermal properties, biomineralization studies in order to investigate their suitability for biomedical applications.
Experimental
Materials
The materials used for this research is NatureWorks PLA Ingeo biopolymer, 2003D extrusion grade in a pallet form with molecular weight (MW)-120,000 g/mol, melt flow rate is 6 g/10 min at 210°C. The HAP was purchased from Sigma Aldrich with MW-502.31 g/mol, density is 3.16 g/cm3, average particle size ≤200 nm, contains 35–40% Ca, Ca/P ratio of HAP is 1.67, contains less than 10% copper, lead, nickel, zinc, iron, cobalt, chlorine ion, cadmium and sulfate ion impurities and purity is higher than 90%. All materials were used as received.
Methods
Compounding
Prior to mixing and compounding both PLA and HAP were dried in a vacuum oven at 70°C for 12 h in order to remove the absorbed moisture and to prevent hydrolytic degradation (which is an undesirable reaction) during processing. After drying the components, PLA and HAP were mixed in a batch mixer (Rheomix 600, Germany) at 50 rpm at 160°C for 10 min for dispersion of HAP in the PLA matrix. Before the mixing step, PLA and HAP were mixed manually then placed in the hopper of the batch mixer. After melting and mixing, the composites were shredded into granules by the help of cutter present in the laboratory. Different compositions of composites were prepared and their code names are H0, H1, H3, H5 and H10 according to weight content of the filler, i.e., H0 denotes 0 wt% of HAP i.e., neat PLA, H1 defines 1 wt%, H3 for 3 wt%, H5 for 5 wt% and H10 for 10 wt% of HAP in PLA matrix. Further, the sample for different characterization is prepared using microinjection mounding machine (X Plore, 15 mL, DSM, Netherlands) at screw speed 100 rpm, 1705N force, 35°C mould temperature and 160–170°C melt temperature. The composites granules then processed in a lab scale twin screw filament extruder (Parallel twin screw extruder, process 11, Thermoscientific) at 160°C in order to get 3DP filament of diameter 1.74 ± 0.01 mm. At the circular die exit, which has a diameter of 4 mm, the hot filament was quickly cooled in a water bath. The speed at which the molten filament was stretched was changed for each composition in order to produce a filament with a diameter (1.74 ± 0.01 mm) that was appropriate for 3D printer.
Characterization techniques
Fourier transform infrared spectroscopy analysis
FTIR spectroscopy analysis of PLA, HAP and H10 was carried on Nicolet 6700 FTIR spectrometer, USA. The spectroscopy analysis was done with a wavenumber ranging from 4000 to 400 cm−1. Each spectrum was obtained by co-rotating 32 consecutive scans in absorbance mode at a resolution 2 cm−1. Noise reduction of the spectrum is carried out through spectral subtraction.
Water contact angle measurement
The water contact angle measurement was done by a contact angle analyzer (M/s APEX instrument PVT. LTD. Germany) by Sessile drop method, having manual and automatic software control with tilting range of 0°–180°, in order to determine the hydrophobic or hydrophilic nature of the composite specimen. The measurements were repeated for three times for each sample. The testing was done at ambient temperature.
Wide angle X-Ray diffraction (WAXD)
WAXD graph of PLA and its composites was carried on using diffractrometer XRD-7000 L (M/s Shimadzu, Japan), having a 2θ range from 5 to 80° following ASTM E1426 at scanning speed of 10°/min and accuracy was 0.0002. The WAXD was recorded on an imaging plate (IP). The specifications during testing were tube voltage of 40 kV and current of 30 mA respectively. The characterization was done at room temperature.
Scanning electron microscopy (SEM)
The surface morphology of PLA and its composites samples were measured by scanning electron microscope (EVO MA 15, Carl Zeiss SMT, Germany) under 10 kV applied voltage. Prior to imaging the samples were sputter coated with an ultrathin layer of gold and were studied with SEM.
Optical microscopy
The surface structure of PLA and its composites were imaged using Optical microscopy (M/s Leica DFC400, DM4500, Germany). A staged clip was used to secure the solid sample after it had been placed on the microscopic slide on the stage. After that using a set of lenses and visible light, changing the focus knob while looking at the object lens to capture the clear image acquired at 5x, 10x, 20x and 50x magnification. The image is captured by normal or photosensitive cameras to produce a micrograph.
Density measurement
The densities of neat PLA and its composites were measured using METTLER Toledo balance according to ASTM D792 standard. For each composition three measurements were done and average value was taken. The measurement was done at room temperature.
Melt flow index
The MFI testing of PLA and its composites were done using melt flow index tester, M/s, Elmech Pneumatic, New Delhi, in accordance with ASTM D1238 standard under a fixed load of 2.16 kg at 190°C temperature. Three readings were taken for each sample and the average value was calculated.
Mechanical properties
Tensile test
Tensile properties were measured by Universal Testing Machine (UTM) (M/s Instron 3382, Massachusetts, USA) as per ASTM D-638. The dry specimens were conditioned at 23°C and 50 ± 5% RH. The injection molded dumb bell-shaped specimens (165 mm × 13 mm × 3.2 mm) were mounted within the grips of the UTM then pulled out at a rate of 5 mm/min. Three specimens in the all were characterized for tensile strength and modulus and their average value and standard deviation foe each were reported.
Flexural test
Flexural test specimens (rectangular bar shaped) were prepared as per ASTMD-790 by using injection molding machine. The dry specimens were conditioned at 23°C and 50 ± 5% RH. The testing was carried out in M/s Instron 3382, UTM at a speed 5 mm/min. The tests conditions remain are same as tensile test. Three specimens in the all were characterized for tensile strength and modulus and their average value and standard deviation foe each were reported.
Impact test
Impact test specimens were prepared according to ASTM D256-06 and the impact test was conducted on the samples with notch. The testing was carried out in IT 504 Plastic impact, 899 (notch cutter), Tinius Olsen, Impact tester. Impact strength was recorded as average of three specimens with dimensions of 63.5 mm × 12.7 mm × 3.2 mm (notch depth of 2.54 mm and notch angle of 45°) and their average value was reported.
Hardness
The Shore D hardness of the neat PLA and its composites were carried out by digital Shore D Durometer hardness tester, PosiTector, SHDA1-G, according to ASTM D2240-15.The testing was carried out at ambient temperature. For each sample five measurements were done and average value of each sample was taken. In this characterization the samples were placed in a flat surface. The indenter of the hardness tester was pressed enclosed to the sample, after 15 s the result was obtained.
Thermal analysis
Thermogravimetric analysis (TGA)
Thermogravimetric analysis (TGA) was carried using a TGA (Q50 (M/s TA instruments). 10 mg of sample was placed in alumina crucibles and scanned from 30°C to 800°C at heating rate of 10°C min−1, in nitrogen atmosphere with a flow rate of 66 mL min−1.
Differential scanning calorimetry (DSC) analysis
Differential Scanning Calorimeter (DSC), DSC Q 20, M/s TA Instruments, USA was used to measure glass transition temperature (Tg), melting temperature (Tm), and crystallization temperature (Tc) by following ASTM D 3418–08. The temperature range was maintained at room temperature i.e., 23°C–250°C and the rate of heating was 10°C/min. Specimens were weighed between 4 and 6 mg. The crystallinity degree of PLA in the composite was calculated by

Biomineralization test
Biomineralization behavior of PLA and its composites was accessed through immersion in stimulated body fluid (SBF) according to the ISO 23,317-“Implants for surgery-In vitro evaluation for apatite-forming ability of implant materials” guidelines with some modifications. 25 The soaking study was done by monitoring the apatite formation or mineralization on its surface as a function of time. SBF solution was prepared according to Kukubo and Takadama. 26 The pH of the solution was maintained at 7.4. Each flat sample was put in a plastic tube filled with preheated (37°C) 35 mL SBF solution and placed in an incubator at 37°C under continuous shaking. The soaking time was 1–4 weeks. The tubes were refilled with new SBF solution in every week in order to balance the pH. After the completion of soaking time the samples were removed and dried at room temperature for 24 h. Biomineralization of samples were analyzed through SEM.
Results and discussions
Fourier transform infrared spectroscopy
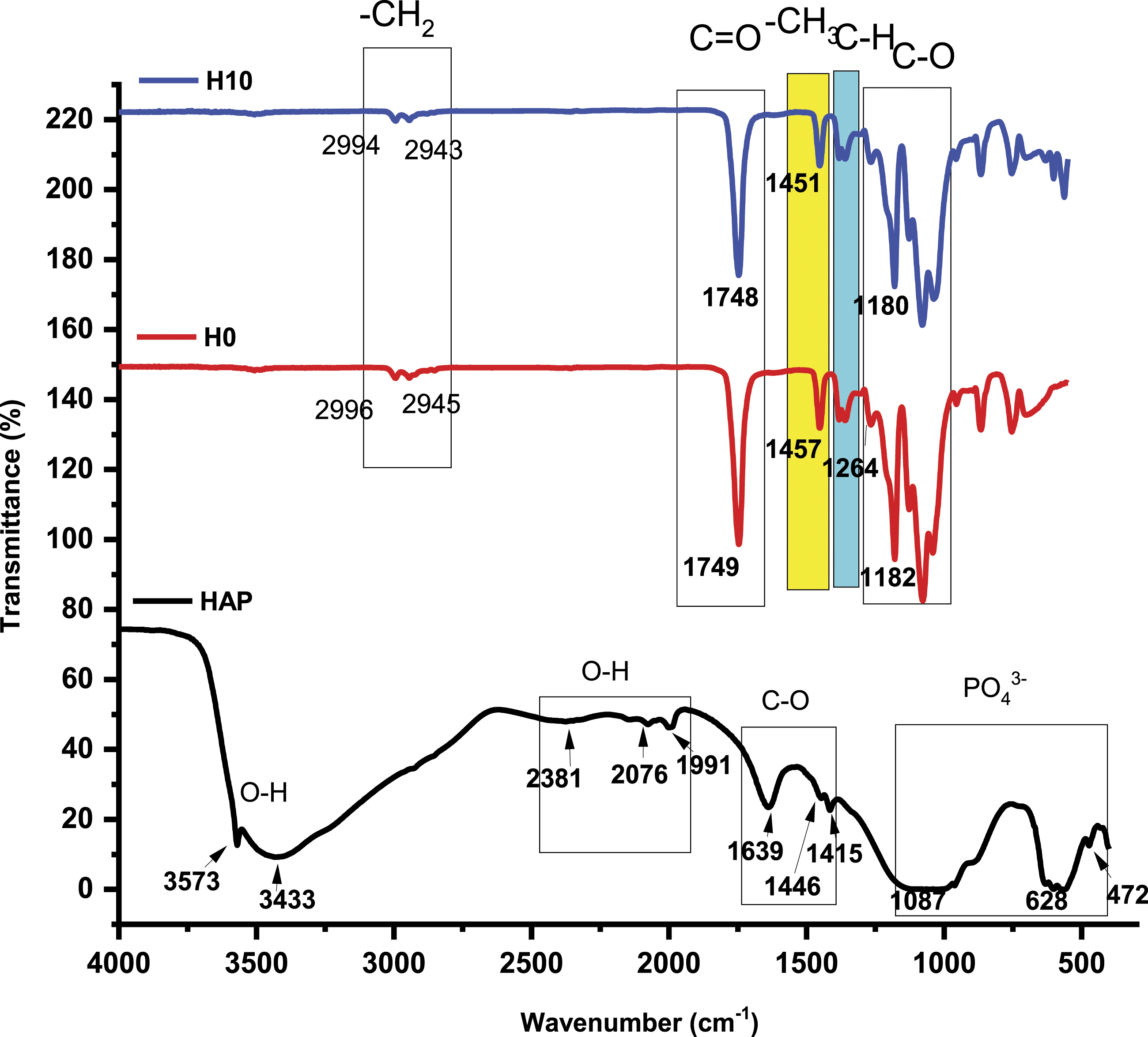
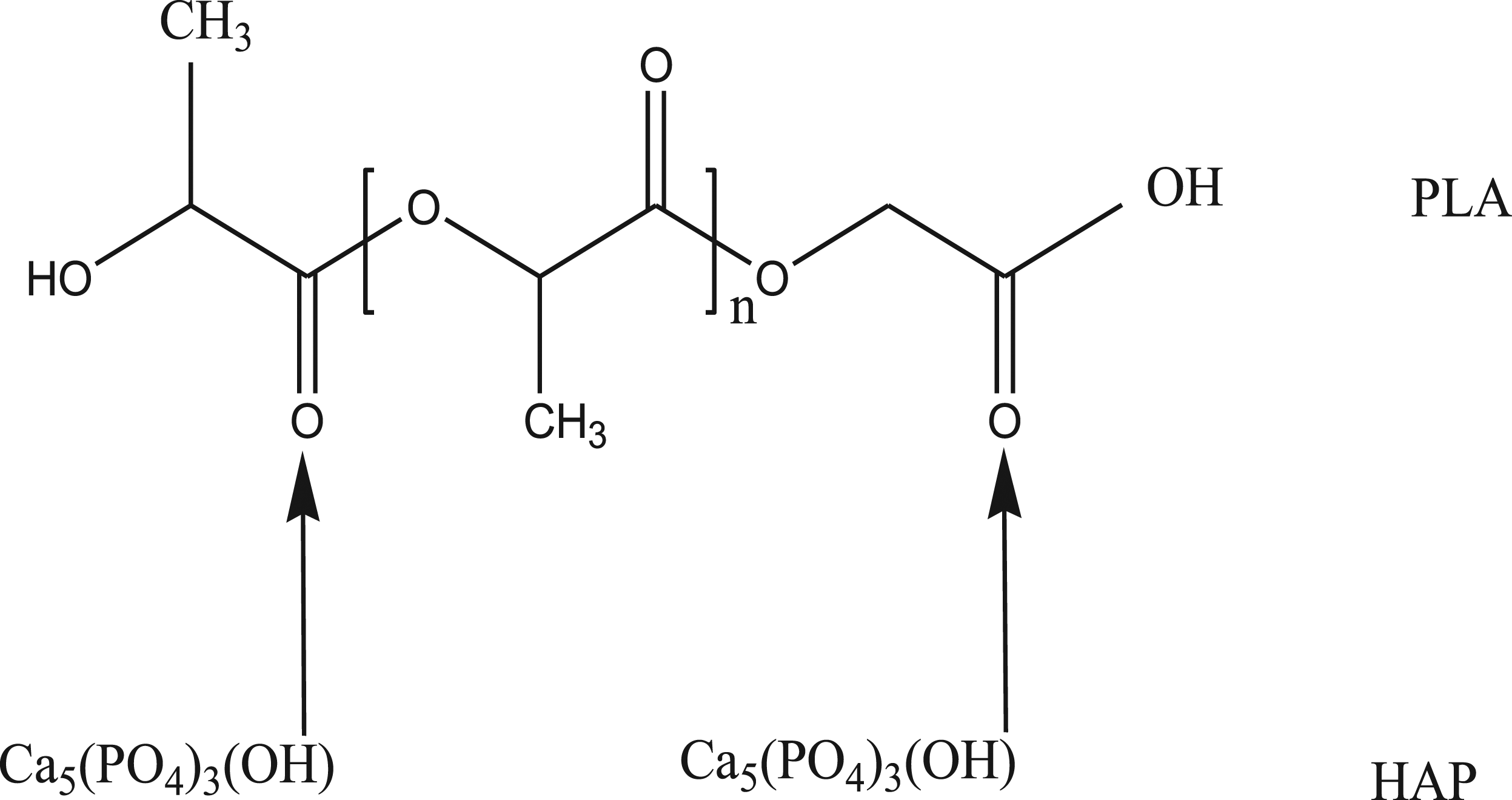
The FTIR spectra of PLA, HAP and its composite are illustrated in Figure 1. The possible reaction between PLA and HAP is depicted in Figure 2.
27
In HAP spectrum the bands observed at region 472 cm−1, 628 cm−1, 1087 cm−1 are corresponds to the stretching vibration of PO43- i.e., phosphate moiety in hydroxyapatite.
28
The PLA spectrum shows two absorption peak at 2945 cm−1 and 2996 cm−1 can be assigned to the symmetrical and asymmetrical stretching vibration of the C-H bond, a sharp absorption peak at 1749 cm−1 can be attributed to the stretching vibrations of C = O bond and a band at 1457 cm−1 can be assigned to the deformation vibration of CH3 group. The spectrum of PLA shows a sharp absorption band at 1737 cm−1 attributed to the stretching vibration of the carbonyl group (C = O).
29
The spectra of the composites membranes are similar to the PLA spectrum, exhibiting only the vibration bands corresponding to the polymer structure. This is due, on the one hand, to the overlapping of the vibration bands of HAP in the range of 600–1100 cm−1, with the bands corresponding to the polymer, and on the other hands because of the small amount of phosphate groups present in the composite composition compared to the C-H bonds from the polymer structure.
30
However the slight change in the peak intensity can be identified. This could suggest the presence of some interference between HAP and the polymer matrix and can be predicted as a clear combination of individual spectra of neat PLA and HAP. FTIR spectra of HAP, H0 and H10. Possible reaction between PLA and HAP.
27
Wide angle X-Ray diffraction
The WAXD pattern of neat PLA, HAP powder and PLA composites at various filler content is illustrated in Figure 3. The WAXD pattern of neat PLA (H0) shows a broad hump at 2θ in range between 15–25°, which indicates the amorphous structure of PLA. The HAP shows diffraction peak at 26° and 32°, corresponding to 002 and 211 planes respectively.30,31 For H1, H3, H5 and H10 composite the XRD pattern exhibits some characteristics pattern of HAP filler at around 2θ = 25° and 33°. Introducing HAP in PLA matrix, the diffraction peaks of PLA have slightly changed 2θ. High content of HAP shows more and broader diffraction peaks than lower wt% content of HAP. The peak intensity increases as a function of the increase HAP filler loading. It can be assumed that the small changes in the diffraction peak of the PLA matrix may be due to the heterogeneous nucleation effects of inorganic HAP filler, and it is possible that crystal structure of PLA is transform from α′ to α in the composite. The diffraction peaks in the composite samples showed that HAP was present in the polymer matrix at filler loading 1, 3, 5 and 10 wt%.32,33 WAXD graph of PLA, HAP and its composites.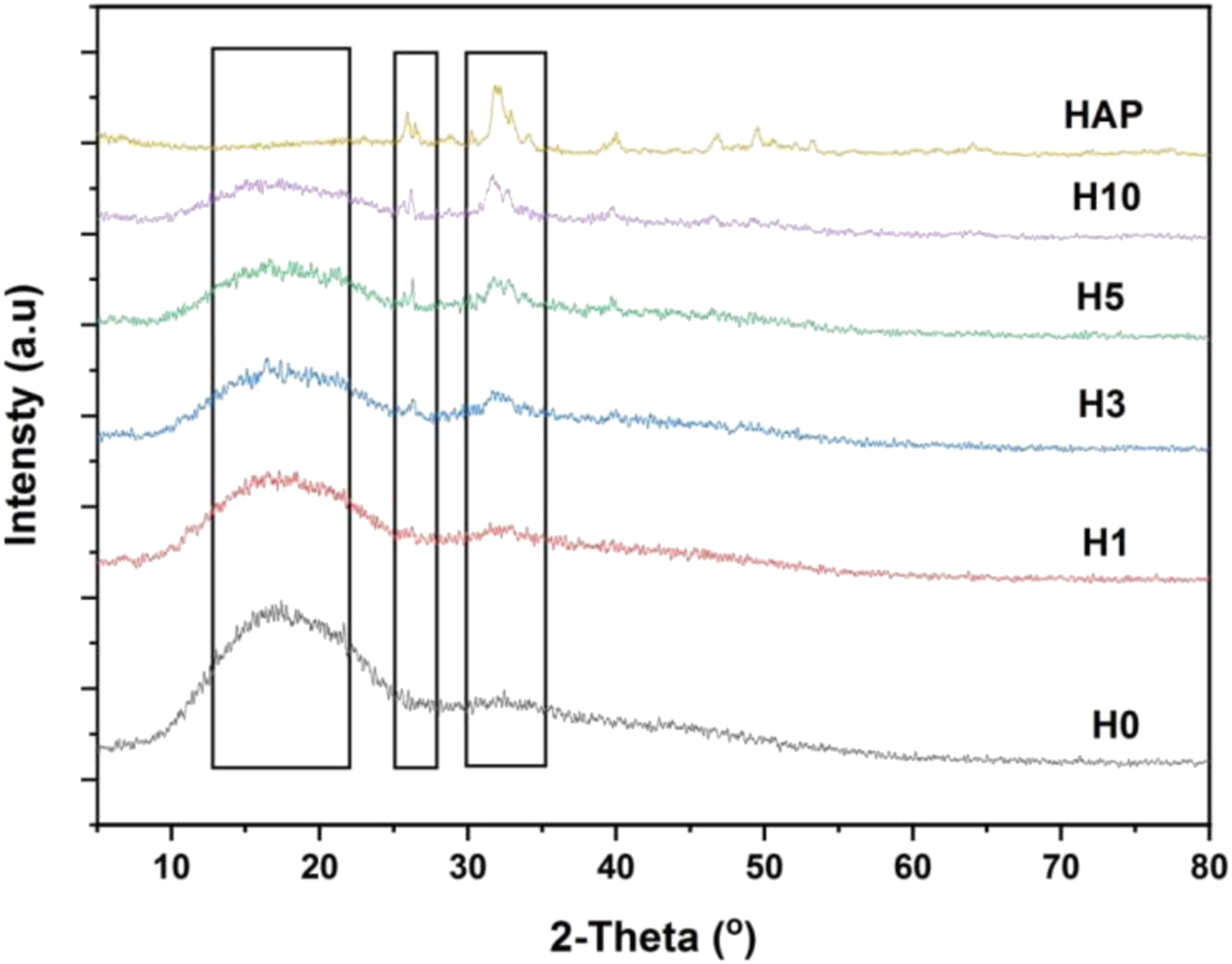
Contact angle analysis
The water contact angle was performed to assess the surface hydrophilicity of PLA and its composites as shown in Figure 4. Good wettability is an important requirement for the material to be used in biomedical applications. The water contact angle of PLA/HAP composites was measured in order to analyze the influence of HAP on the hydrophilicity of the PLA matrix. For example the water contact angle was 87 ± 1° for neat PLA,
34
which is strongly hydrophobic in nature and limits its biomedical applications. With the addition different wt% of HAP, the contact angle of PLA/HAP composites changed significantly. Compared with in this study the contact angle decreases to 75 ± 2°, 68 ± 3°, 71 ± 1° and 65 ± 3° with 1, 3 5 and 10 wt% of the HAP loading. Similar results were found by Zimina et al. and Bernardo et al. in their study.35,36 The result showed that the incorporation of HAP within PLA matrix increased the hydrophilicity. This may be due to the effect of hydrophilic HAP on the hydrophobic PLA matrix.
37
Moreover, the contact angle was found to decrease with increase in the HAP content in the biocomposites. The observation shows a decrease in contact angle value by more than 20°. On the one hand HAP contains larger number of hydroxyl group, which are hydrophilic, so it increased the number of hydroxyl groups on the composite surface. So the contact angles of PLA/HAP composites were lower compared with neat PLA. On the other hand, the agglomeration of HAP in PLA matrix leads to decrease in contact angle. Contact angle of neat PLA and its composites (a) H0 (b) H1 (c) H3 (d) H5 (e) H10.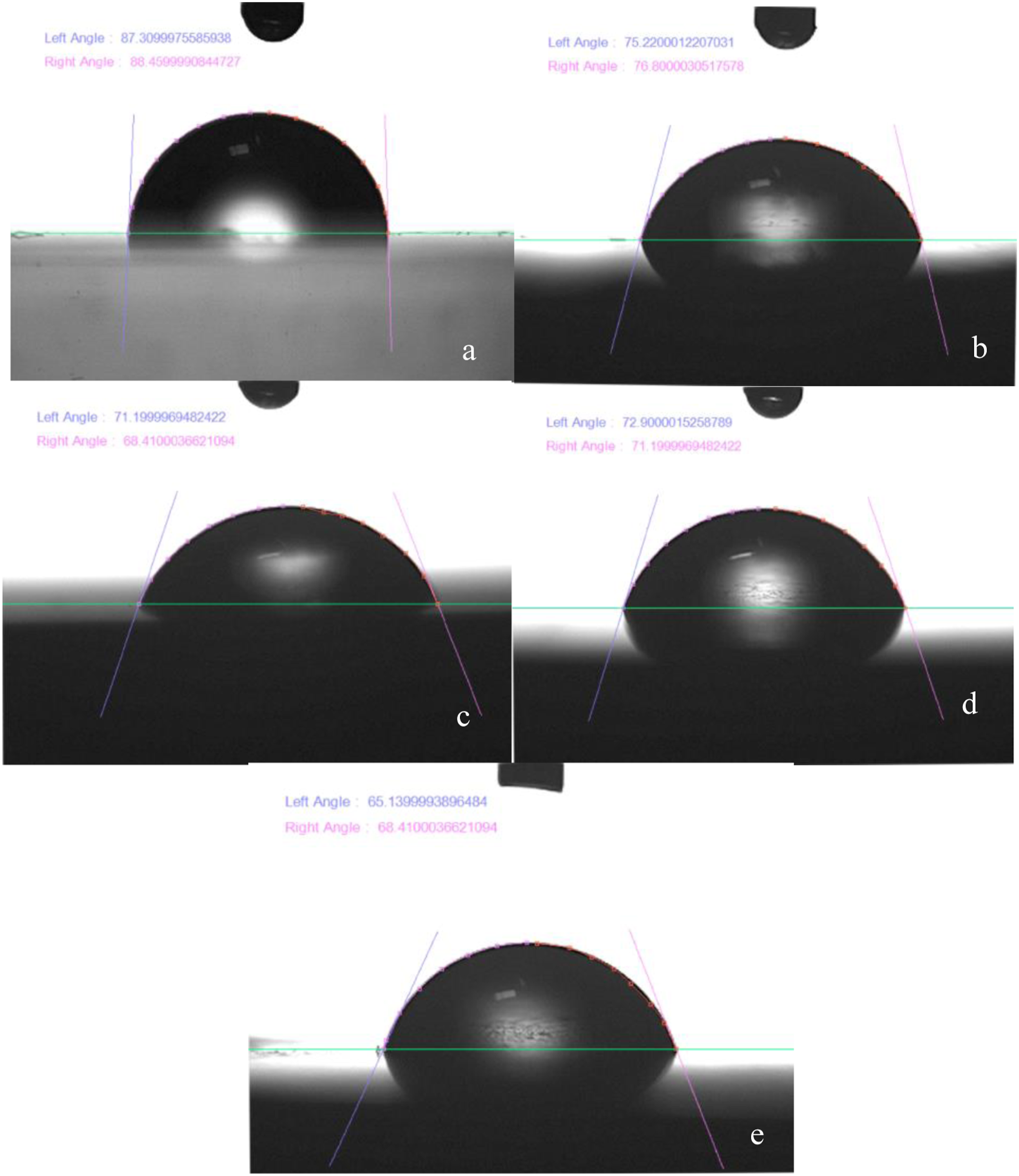
SEM analysis
SEM micrographs of fracture surface of neat PLA and its composites at 1, 3, 5 and 10 wt% of HAP loading, for better understanding of relationship between the morphology and mechanical behavior are shown in Figure 5(a)–(e). Figure 5(a) shows the fracture surface of neat PLA, which has a surface that is relatively smooth and defect free, when compared to PLA composites. The fractured surface of the neat PLA can be considered as ductile fracture. The long fibrils seen in the image could be related to the strength and elasticity of the material. The fractured surface of the composite containing 1 wt% of HAP shows relatively smooth and homogenous dispersion of HAP particles in PLA matrix compared with composites containing 3, 5 and 10 wt% of HAP shown in Figure 5(b)–(e). As the amount of filler increases, rougher surface due to the presence of porous filler can be observed. It can be considered that HAP particles agglomerates more at higher wt% of filler loading i.e., 5 and 10 wt% rather than 1 and 3 wt%.
33
For higher wt% of filler loading HAP aggregates into clusters of different sizes as seen in PLA matrix. Since aggregates can act as a point for stress concentration that can cause the premature failure of the PLA/HAP composites. Proper dispersion of HAP particles in PLA matrix is very essential to achieve good mechanical properties. It is possible to observe the detailed interaction between the polymer and the fillers in the SEM micrographs. Similar results are reported by Huang et al.
38
SEM micrographs of PLA and its composites (a) H0, (b) H1, (c) H3 (d) H5 and (e) H10.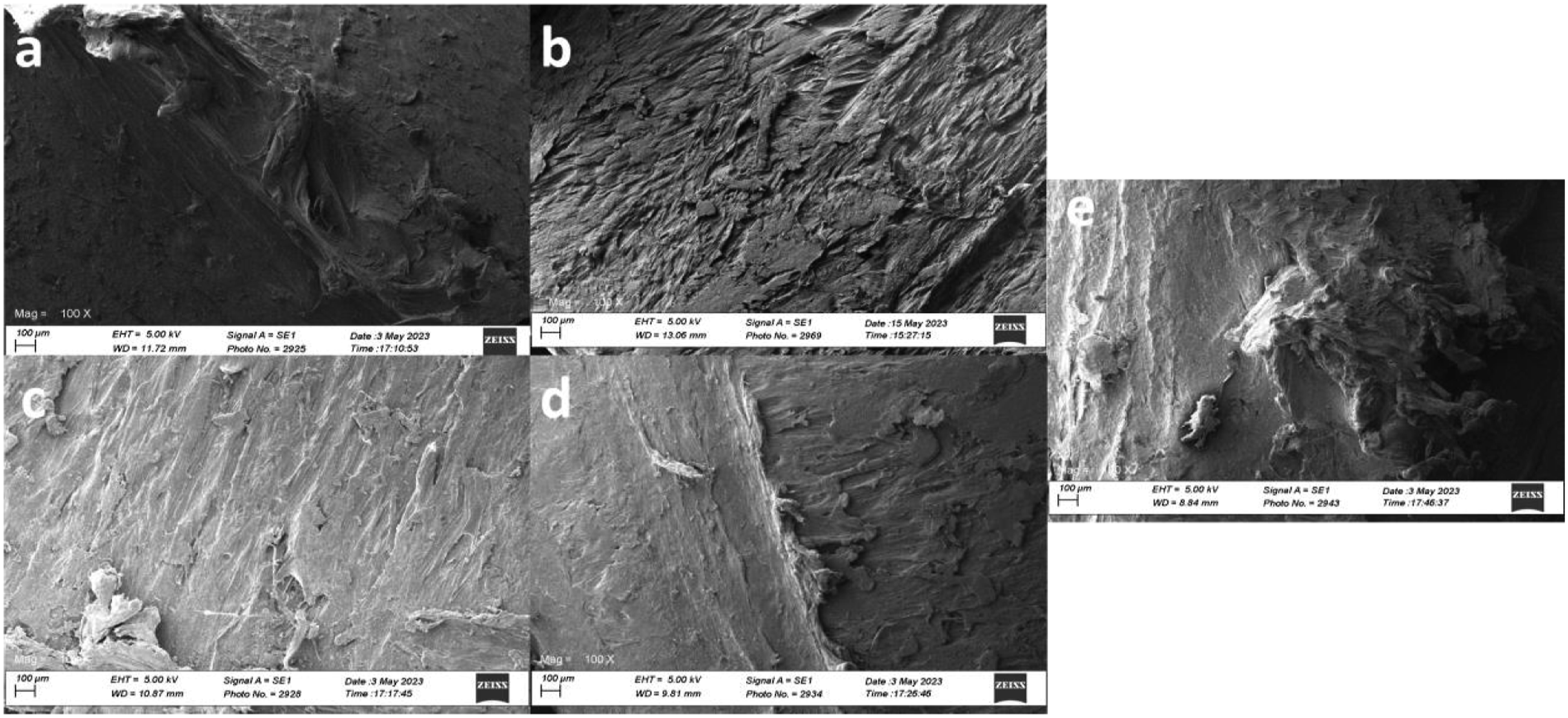
Optical microscopy
Figure 6 represent the optical micrographs of neat PLA and its composites. Optical microscopic studies are carried out at 5X magnification using an optical microscope. There is a clear difference between the surface of neat PLA and its composites. As can be seen from the image the surface of neat PLA is smooth. Due to the porous filler, a rougher surface can be seen when the HAP content rises. These images can also display the particle dispersion after extrusion and injection molding. In contrast to PLA surface, the amount of HAP in the composite becomes more obvious as the wt% of HAP increases. It can be seen from the image that the dispersion of HAP within the PLA was not even. Therefore, it can be concluded that with increasing the HAP wt% the degree of agglomeration also increases. Proper dispersion of filler in matrix plays an important role in mechanical properties composites.
39
From the image (d) and (e) the rate of agglomeration increases i.e., HAP agglomerated at a worsening rate for composites having 5 and 10 wt% HAP. These agglomerations can act as points for stress concentration which can give rise to premature failure of the composite, thereby affecting the mechanical properties of PLA/HAP composites. Optical micrographs of (a) H0 (b) H1 (c) H3 (d) H5 (e) H10 (at 50X magnification).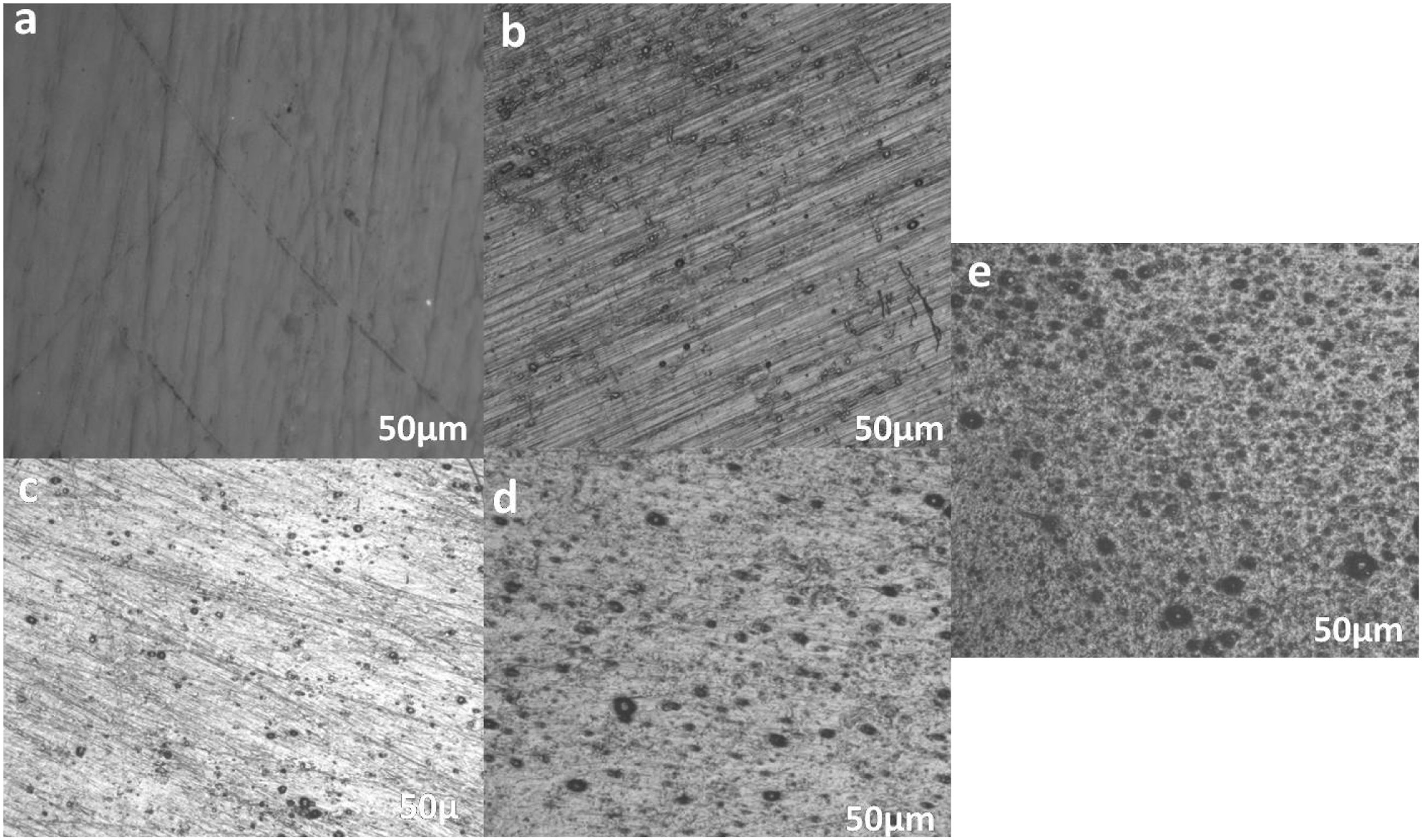
MFI and Density
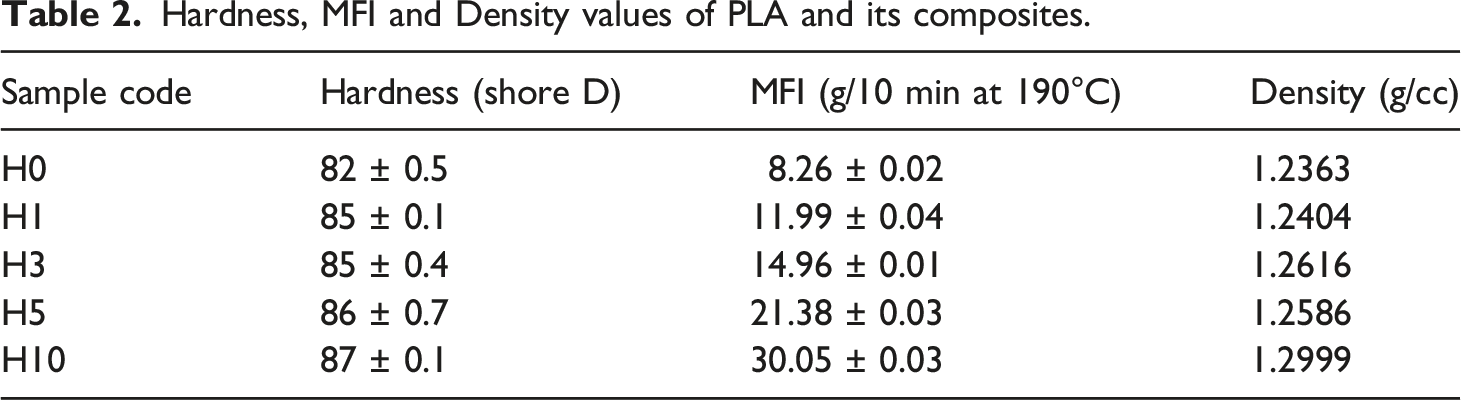
The MFI of the PLA and its composites are shown in Table 2. MFI denotes the ease of flow characteristics of the material in molten state. Melt flow behavior of the polymer and polymer composites is considered as essential factor for determining the material extrusion processability and 3D printability. Usually, addition of filler increases the viscosity which results in lower melt flow rate. But results show the opposite tendency. The MFI is found to be 8.26 ± 0.02 g/10 min for given neat PLA but in PLA/HAP composites with 1 wt% of HAP contents it was noticed to rise 11.99 ± 0.04 g/10 min. Further addition of 3, 5 and 10 wt% of filler the MFI increases to 14.96 ± 0.01, 21.38 ± 0.03 and 30.05 ± 0.03 g/10 min. The MFI significantly increases with filler content. It is thought to be that hydrolysis degradation of PLA polymer chain occurred at the time of melt blending process is increased by HAP particle dispersion, because HAP has hydroxyl group as functional group. The Effect of hydrolytic degradation on the decrease of viscosity is greater than effect of addition of particles on the increase of viscosity. As a result the viscosity decreases leading to higher MFI. 40 The variation of density of neat PLA and its composites with different filler concentration are listed in Table 2. Considering the different filler concentration on the density of composite, it was observed that biocomposite containing 0 wt% of HAP produced the lowest density i.e., 1.2363 g/cm3 and biocomposites with 10 wt% of HAP shows higher density of 1.2999 g/cm3. The density of the biocomposites prepared for this study is between 1.2404 to 1.2999 g/cm3, which is almost similar to the density of human cortical bone. 41 The increase in the density with increasing the filler content may be due to the higher density value of HAP i.e., 3.18 g/cm3 than that of PLA. Similar results were reported by Uysalman et al. in their study. 42
Mechanical properties
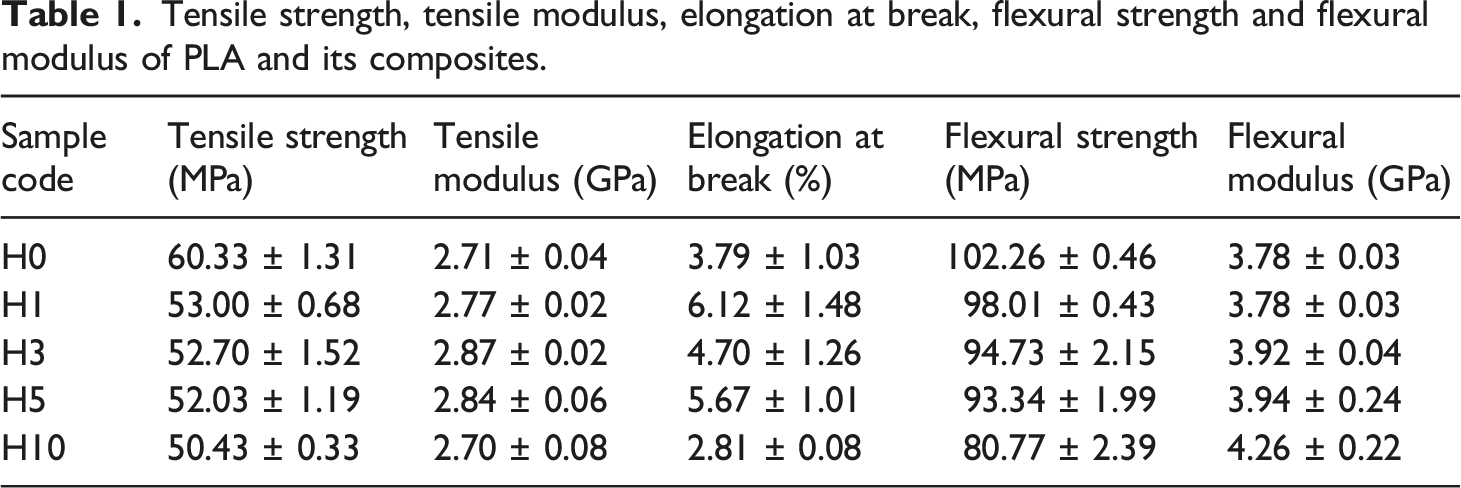
Tensile strength, tensile modulus, elongation at break, flexural strength and flexural modulus of PLA and its composites.
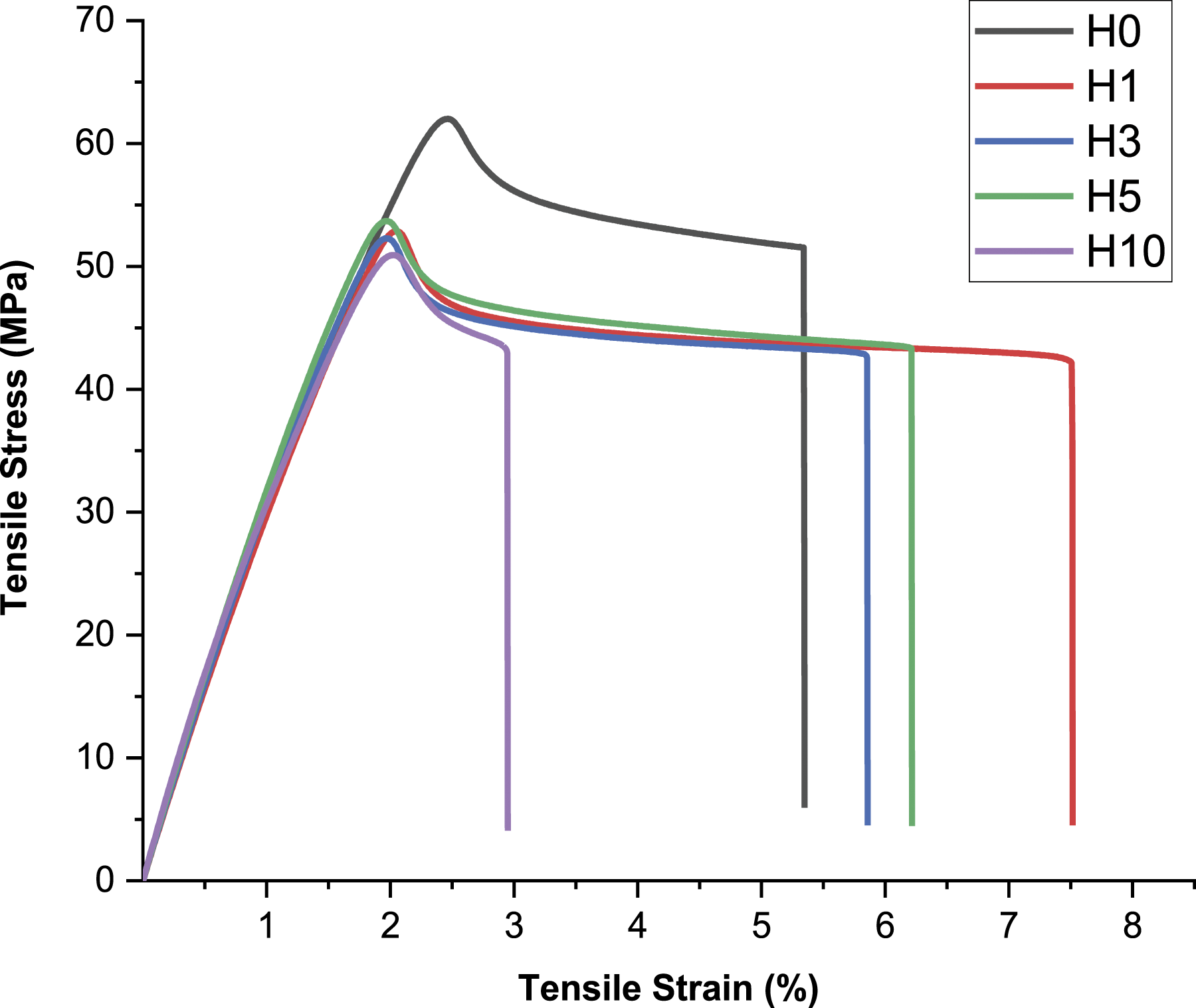
Stress versus strain graph of PLA and its composites.
As can be seen from the graph, TS of the biocomposites decreased with increasing content of HAP. The TS for neat PLA is 60.33 ± 1.31 MPa. This value has reduced to 53 ± 0.68 MPa, 52.70 ± 1.52 MPa, 52.03± 1.19 MPa and 50.43 ± 0.33 MPa after incorporation of 1, 3, 5 and 10 wt% of HAP into the PLA matrix. At 1 and 10 wt% the reduction in TS was about 12 and 16% respectively. The combination of PLA with HAP caused the decrease in strength. The strength of the composites depends upon various parameters like compatibility, structure, material properties and preparation technique. The decrease in TS may be due to the weak interface between HAP and PLA in the composites and poor stress transfer between HAP and PLA. It is possible to expect somewhat interaction between the filler particle and polymer matrix. Osteoconductive ceramic fillers interact physically and chemically in two different ways. Physically, because the particles are highly porous, increasing the surface tension and chemically, due to the chemical interaction between polar groups of PLA (-COO, -OH, -CH3 and –C = O) and (-OH) of HAP. But the TM increases to 2.77 ± 0.02, 2.87 ± 0.02, 2.84 ± 0.06 GPa from 2.71 ± 0.04 GPa after the addition of 1, 3, 5 wt % HAP in PLA matrix up to a certain point and then decreases; it is related to the stiffness of the material. By increasing the HAP content, it makes material more rigid. Elastic modulus is a measure of the relationship between stress and elongation in the linear deformation area. The elongation at break for PLA and its composites are given in the Table 1. For neat PLA the elongation at break was 3.8% but with the addition of 1 wt% of the filler the elongation increased to 6.12% i.e., the elasticity of the material increased. The elongation was highest for 1 wt% of filler load and lowest for 10 wt% of the filler loading. This is due to the improper interaction of functional groups PLA and HAP. 5
The flexural properties of PLA and its composites are illustrated in Table 1. The similar tendency for flexural properties can be seen. The flexural strength (FS) of neat PLA is 102.26 ± 0.46 MPa. The value has been decreased to 98.01 ± 0.43, 94.73 ± 2.15, 93.34 ± 1.99, 80.77 ± 2.39 MPa for composites containing 1, 3, 5 and 10 wt% of HAP. With increasing the filler content, the material becomes stiffer. But flexural modulus (FM) increases with increasing the filler content. The decrease in the tensile and flexural strength is due to dispersion factor as the mechanical property is highly dependent on the dispersion of filler in PLA matrix. 5 From the morphological analysis agglomeration can be seen in the surface of the composite due to the poor dispersion of filler in matrix. This is due to the polarity difference between PLA and HAP surface. The surface roughness increased with increasing the filler content, revealed by the morphological analysis.
Impact strength (IS) of PLA and its composites with different HAP content (1–10 wt%) enumerated in Figure 8. IS for all composites decreased with increased the filler content as compared with neat PLA. IS related to load bearing capacity of the composite. The decrease in load bearing capacity of the composites may be due to the fragile nature; hardness and low flexibility of the of the HAP filler and material get fractured at less impact energy as compared to neat PLA.
5
This may be due to the inadequate mixing of HAP filler in the PLA matrix and ineffective load transfer, which may increase the risk of unintended early failure at the interface of PLA composites. Impact strength of neat PLA and its composites.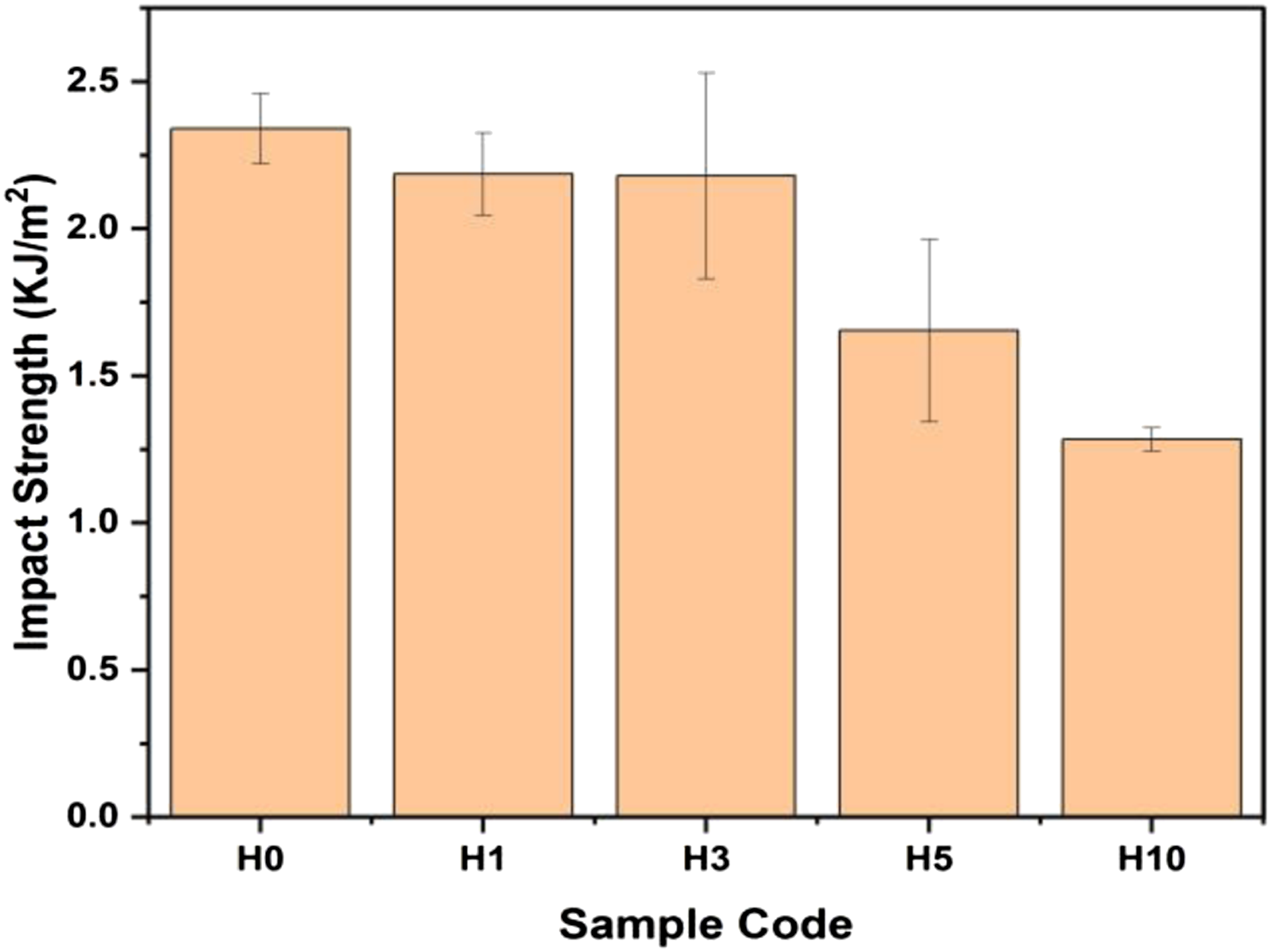
Hardness, MFI and Density values of PLA and its composites.
Thermal analysis
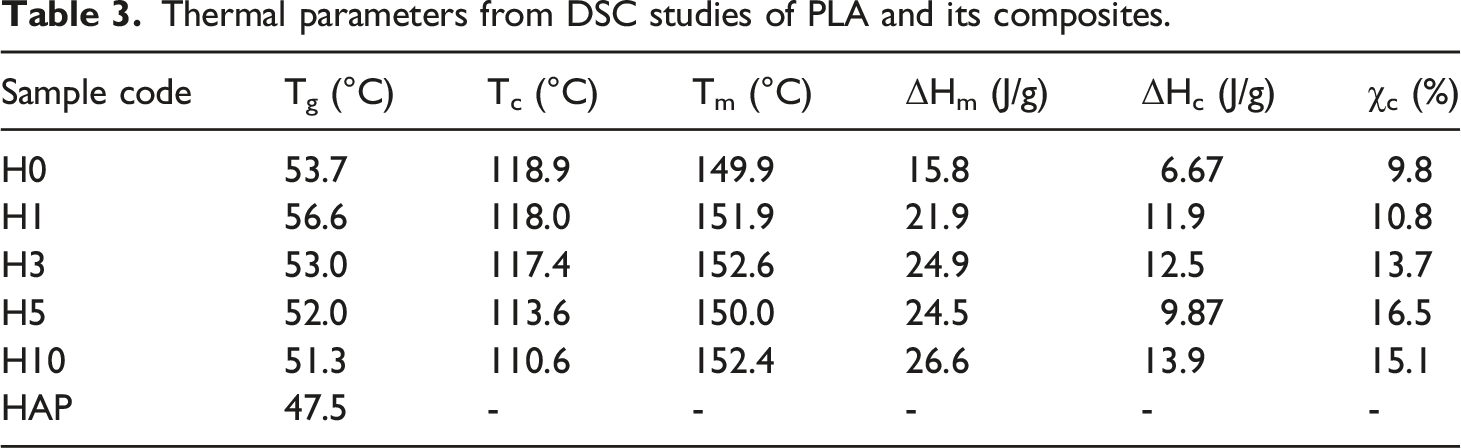
A DSC dynamic analysis was performed on the extruded sample in the range of 10–180°C in order to evaluate the presence of HAP on glass transition temperature (Tg) and melting temperature (Tm) of the pure PLA during first heating cycle. A comparison of DSC thermograms between PLA and its composites are given in Figure 9. The result obtained from the DSC curve for both the pure polymer and its composites are summarized in Table 3. Tg is related to the temperature point between the molten state and the rigid state of the material, is one of the important properties showing the usability limits of polymer based materials. Tg can be defined as a temperature at which the polymer begins to significantly lose its hardness, rigidity, density and percentage of elongation.
44
As can be seen, Tg value increases after the addition of 1 wt% of filler to polymer matrix i.e., Tg shifted to 56.6°C from 53.7°C. It can be said that Tg value is highly dependent on type of reinforcement used. It is generally known that when temperature of polymers is close to Tg, the polymer chains became more flexible and can therefore move more freely, chain mobility is increased.
27
As a result, the change in Tg of composites can be associated to the restriction caused by HAP on the molecular chain mobility of PLA. But with increasing the filler amount the Tg decreases. This may be associated with partial hydrolysis of PLA polymer chains during manufacturing and due to the presence of highly hydrophilic filler like HAP, which could contribute to hydrolyze some PLA chains and promote a plasticization process with the formed lactic acid oligomers. Tg is significantly influenced by the surface area of the HAP particles and PLA matrix, along with the number of particles per volume unit in the composites. Therefore, with increasing the HAP content, the interfacial area increases, thus decreases the Tg of the higher wt% content composites in comparison to PLA.
29
The second peak represents an exothermic phenomenon and it is related to the cold crystallization temperature (Tc), which can defined as the temperature at which the polymer chains start to be arranged periodically.
44
Tc shifted to lower temperature for all the composites with regard to neat PLA. The lowering of Tc is because of the two overlapping phenomena. On the other hand, it is worth to note that the strong nucleating effect that crystal HAP particles provide to the overall formation of stable spherulites at lower temperatures. The third peak represents an endothermic phenomenon which is melting temperature (Tm) and it is related to the melting behavior of the material or the temperature of the solid-liquid phase equilibrium.
44
Tm increases for all the composites when compared with neat PLA. The presence of ceramic phase influence Tg and Tm of composites. The % crystallinity (χc) increased for all PLA/HAP composites when compared with neat PLA. % crystallinity increased with increase in HAP content except H10 due to the agglomeration of HAP in H10 composite. Increase in % crystallanity with increase in HAP content indicated HAP acting as a nucleating agent. Comparative plot of DSC curves corresponding to PLA/HAP composites with different wt%. Thermal parameters from DSC studies of PLA and its composites.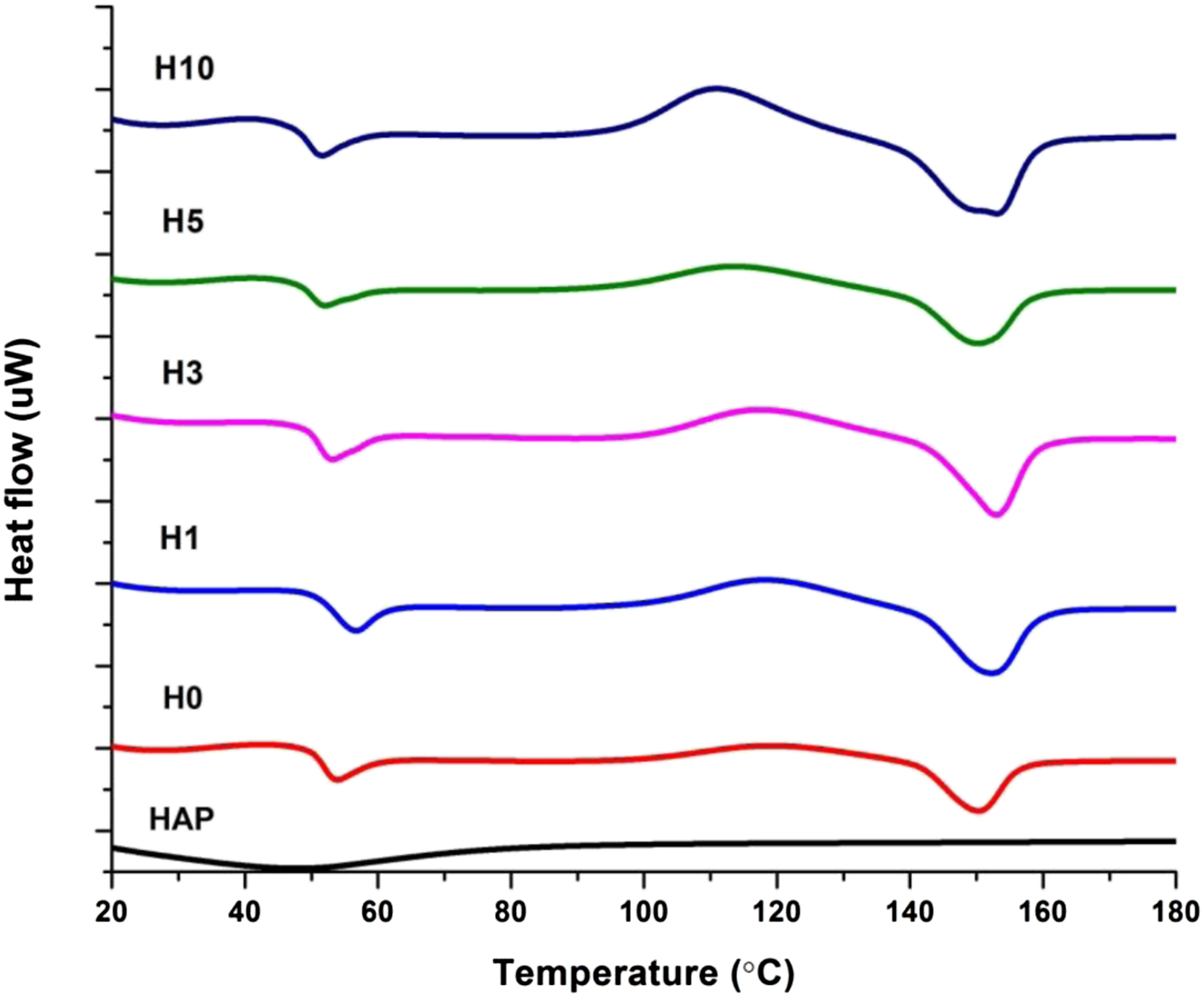
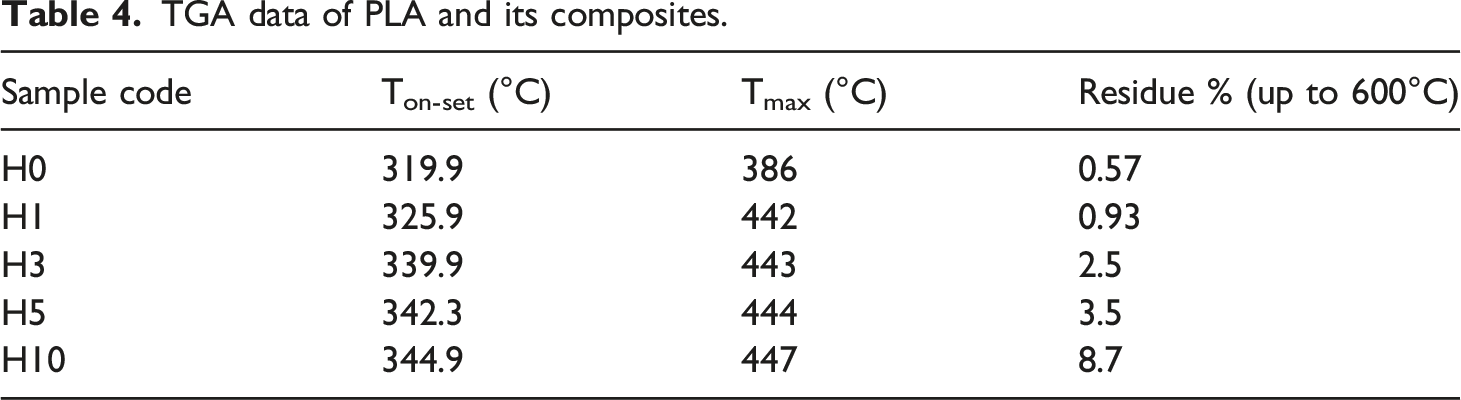
TGA data of PLA and its composites.
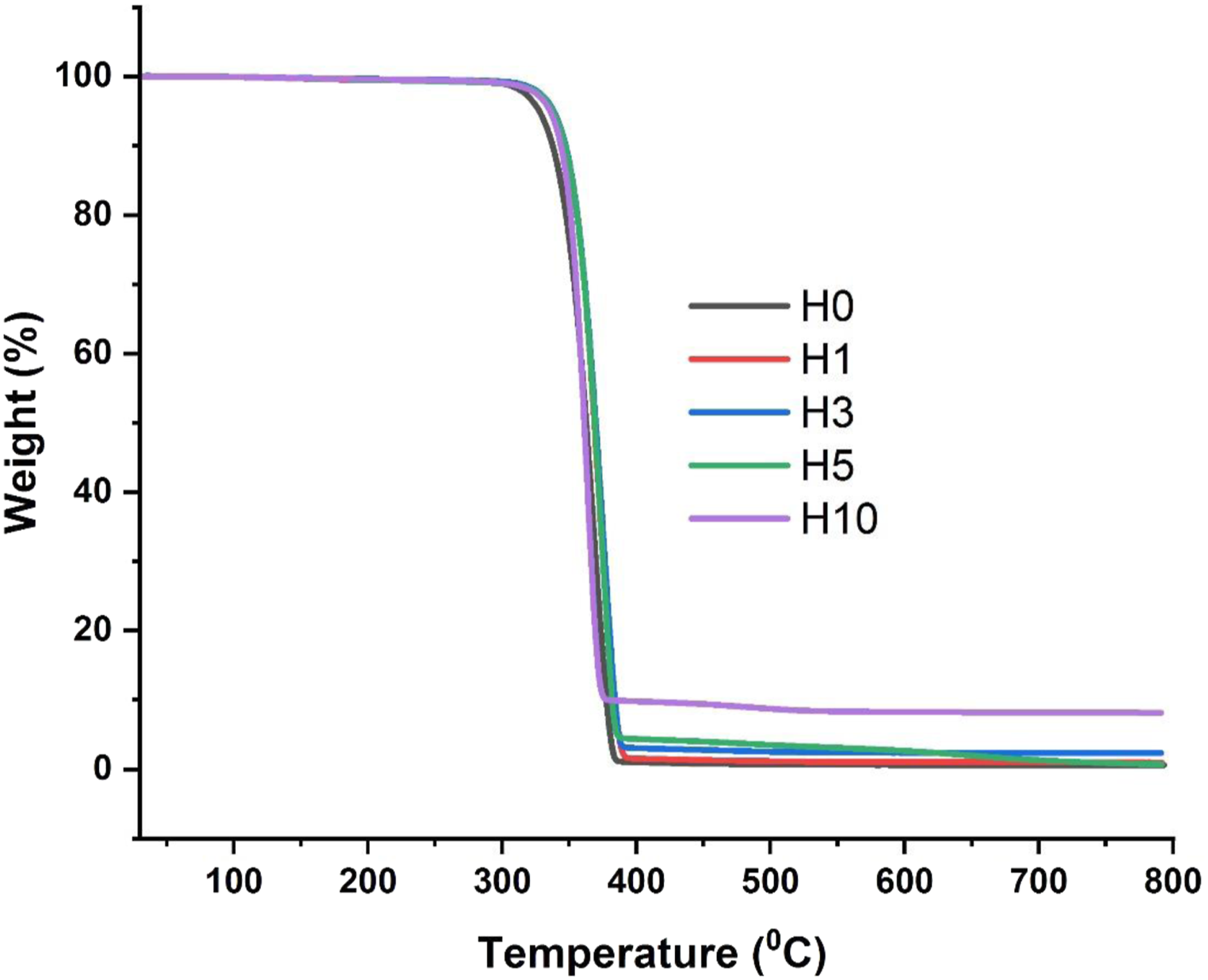
Comparative plot of TGA curves corresponding to PLA/HAP composites with different wt%.
Biomineralization test
For biomedical applications the apatite forming ability of the material and composites is an essential factor in addition to good biocompatibility. The bioactive behavior is done by immersing the material in SBF for 7–30 days.
26
The SEM micrographs showing surface morphology of neat PLA (H0) and composites containing 1 wt% of HAP (H1) before and after immersion in SBF solution after 14 days is depicted in Figure 11. H1 sample is optimized from mechanical studies. After immersion in SBF solution the surface morphologies were significantly changed. White layer can be seen in the image, it could be the apatite layer. The white layer is more visible in H1 than H0. The HAP particle embedded in the PLA matrix could serve as nucleation sites to facilitate the nucleation of apatite.
32
Otherwise Ca2+ ion released from HAP particle could interact with the PO43- ions in the SBF solution to promote the growth and maturity of apatite. HAP particle enhance the formation and deposition of apatite on the PLA matrix. Hence H1 composite showed better bioactivity than neat PLA.47,48 SEM micrographs of H0 (a), (b) and H1 (c), (d), before and after immersion in SBF after 14 days.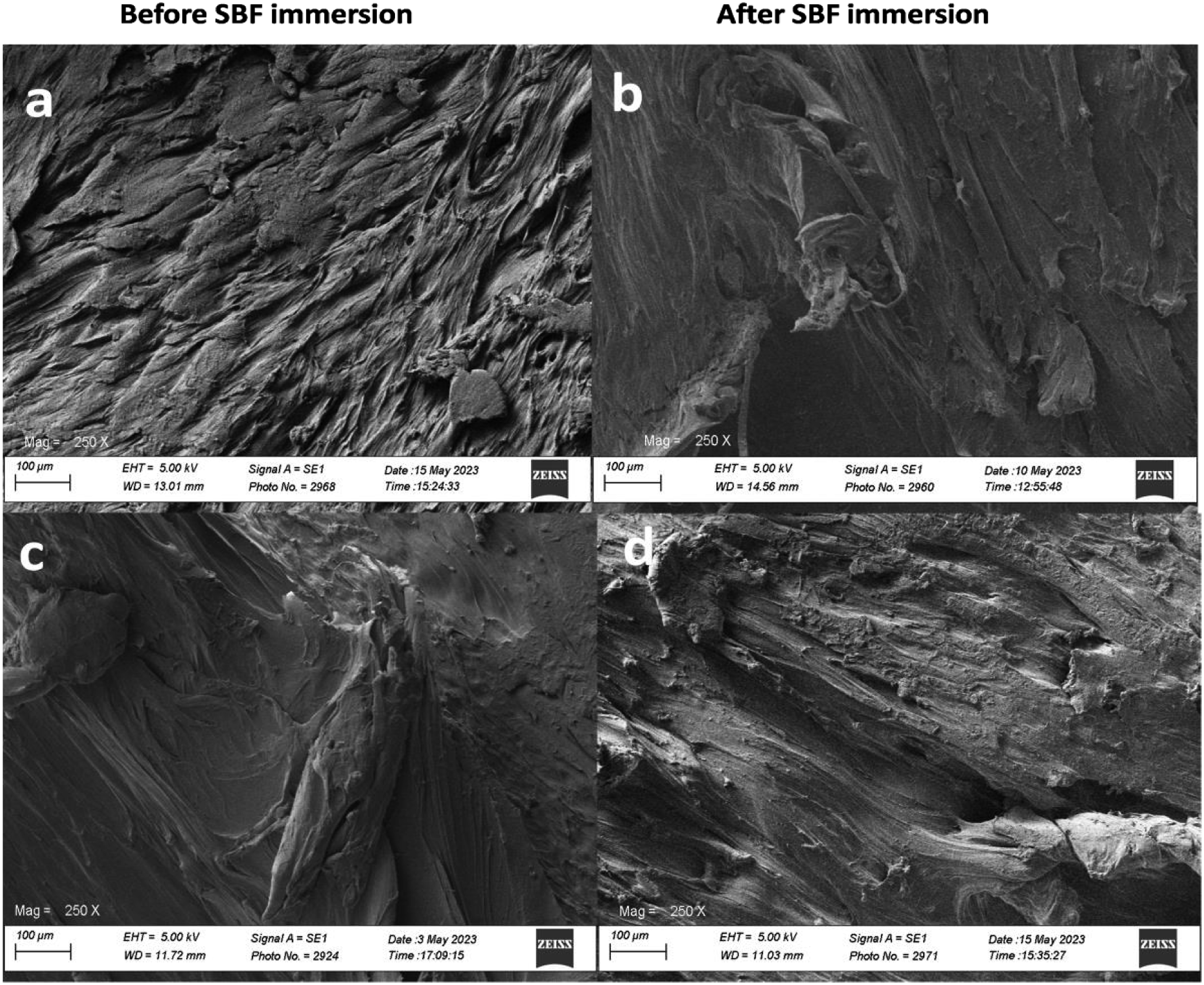
Conclusions
An easy solvent free process for production of PLA/HAP composites to be used as a feedstock material for 3DP was successfully assessed. PLA/HAP composites with various loading concentration were successfully prepared using melt blending followed by extrusion and injection molding. Hence a green alternative route was proposed to obtain feedstock material for FDM 3DP process. The composite filament allows for FDM in commercial grade 3D printer, and has the potential to be used in biomedical applications. According to the tensile properties the strength decreased, tensile modulus and the elongation at break increased by increasing HAP content. The hydrophilicity has been greatly improved by addition of HAP in PLA matrix revealed by contact angle analysis. Thermal analysis demonstrated that filaments are suitable for FDM 3DP process. Addition of inorganic filler HAP improves the thermal stability of PLA in the composites. MFI is the important parameter for the materials to be used for 3DP application. The MFI increased with the increase in the addition of the filler content. The increase in MFI value gives a positive opinion of reinforcing PLA composites without deteriorating the processability. The highest hardness was reported at 10 wt% of HAP content i.e., 87 ± 0.1, which is nearly 6.1% more than neat PLA. The composites were extruded to filaments for feedstock material for 3DP. Formation of apatite layer on the surface of the composites confirms its suitability for biomedical applications confirmed by SEM analysis. Nevertheless, it is important to remark that increasing HAP wt% leads to highly rigid composites with reduced mechanical properties. The weakening of the tensile, flexural and the impact strength may be related to the creation of the HAP aggregates in the PLA matrix, as seen by SEM and optical microscopy. Overall the study highlights the effect of HAP as a reinforcement in PLA matrix for 3DP feedstock filaments to be used in biomedical applications without any prior modification of the filler, which showed a completely structure. Our future work will be focused on to improve the mechanical performance of the composites.
Footnotes
Authors contributions
All authors contributed to the study conception and design, Material preparation, data collection and analysis performed by [Sabana Ara Begum], [P. Santhana Gopala Krishnan] and [Krishnan Kanny]. The first draft of the manuscript was written by [Sabana Ara Begum] and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The Ministry of Electronics and Information Technology (Meity), Govt of India for the funding of the project under the Centre of Excellence on Additive Manufacturing(CoE-AM) and Department of Chemicals & Petrochemicals, Ministry of Chemicals & Fertlizers, Government of India under the scheme for establishing Centre of Excellence (CoE).
Ethics approval
Authors comply with Ethical Standards.