
Abstract
The experimental study of single point incremental forming (SPIF) of a thermoplastic matrix composite (TMC) was presented in this research. The TMC’s matrix was built of polyamide (PA) 6.6, and the reinforcement was 30 wt percent short glass fiber (GF). The TMC was manufactured by hot pressing PA/30 wt percent GF granules to a thickness of 1.5 mm. The impact of SPIF process variables such as forming temperature (60°C–120°C), spindle speed (500 rpm–3000 rpm), wall angle (30°–60°), and step size (0.5 mm–1.5 mm) on forming depth and shrinkage owing to cooling were investigated. The findings revealed that the wall angle is the most effective parameter on TMC forming depth and shrinkage. Furthermore, TMC showed a significant percentage of shrinkage when it is cooled (up to 83.6% of shrinkage).
Keywords
Introduction
Thermoplastic matrix composites (TMCs) have several benefits over thermoset matrix composites, including easier and faster manufacturing, health and safety concerns, minimal moisture absorption, and greater formability and joinability. 1 Furthermore, making composite items from flat sheets is a very efficient and cost-effective method. Okine 2 described the most popular TMC sheet forming processes. These processes include matched-metal die forming, rubber pad press forming, hydroforming, diaphragm forming, and vacuum forming. Researchers have recently studied other approaches for TMC forming. Die-less forming, 3 thermostamping, 4 and stamp forming5,6 are a few examples.
Single point incremental forming (SPIF) is a promising die-less technique for sheet forming, first developed for sheet metal forming. 7 This technique was then utilized for forming polymeric and composite sheets.8–11 Fiorotto et al. 8 carried out the first studies on SPIF of composites. They used the SPIF method for forming fiber metal laminates (FMLs). During SPIF, an aluminum sheet served as a supporting diaphragm, and the composite materials were conformed using a vacuum bag. This method of forming resulted in a non-uniform dispersion of resin at the vacuum bag’s bottom. Al-Obaidi et al. 12 conducted incremental forming on an FML sheet constructed of aluminum and basalt fiber-reinforced polyamide (PA6) sheets. Hot air was used as a source of heat. The composite was sandwiched between two metal sheets and two Teflon layers during the forming process. After testing the process at various angles, it was discovered that if the wall angle exceeds 50°, delamination and voids form.
SPIF was done on PA6/short glass fiber (GFs) composites with a thickness of 1.1 mm and a 15% fiber volume percentage.13,14 On the forming behavior of the composite, the impacts of the wall angle, step depth, and process temperature were explored. The findings show that sound components may be made with moderate sheet thinning by appropriately selecting the step depth and process temperature. SPIF of polypropylene-based composites filled with various quantities of functionalized multi-wall carbon nanotubes (f-MWCNTs) was performed by Lozano-Sánchez et al. 15 Their results showed that the SPIF tool mechanically orients polymer chains and carbon nanotubes. Clavijo-Chaparro 16 used triacetin as a plasticizer and Cloisite 30B nanoclay as a reinforcement in a modified polymethyl methacrylate (PMMA). They analyzed the effects of triacetin and Cloisite 30B on the formability in SPIF. The forming depth of the SPIFed PMMA was 0.6 mm, but after adding 20 wt% triacetin and 2 wt% Cloisite 30B, it was raised to 23.4 mm.
Numerous approaches for increasing the formability of polymer composites have been proposed. Hou et al. 17 used a three-tier plate method for SPIF of a jute woven-fabric/polylactic acid composite. The composite is sandwiched between iron and alumina plates. The heat created by a thermal radiation plate was utilized during incremental forming. Truncated pyramid parts were successfully manufactured using this technique. SPIF was done by Torres et al. 18 on a biodegradable thermoplastic matrix reinforced with natural fibers (Solanyl/flax composite). To improve the formability of the composite sheets, they utilized a heated aqueous medium. They succeed in shaping the composite to a maximum depth of 310 mm. Xiao et al. 19 developed a hybrid technique for incremental forming of carbon fiber-reinforced polymers (CFRPs). On top of the composite sheet, they used a dummy mild steel sheet. The forming tool made contact with the dummy sheet, and the forming procedure continued until the sheets got the shape of the pyramid shape die. They concluded that this hybrid approach could form CFRP sheets with one or multilayers of prepreg.
Although different methods for forming polymer composites exist, the authors concentrated on the incremental forming process. However, it is suggested that interested readers refer to the review paper written by Liu et al. 20 This review examines the mechanisms of deformation and failure of composites and the constitutive equations used to characterize their mechanical behaviors during incremental composite-sheet forming. Several types of composites are covered, including multilayer metal, metal/polymer, fiber-reinforced composites, and others. Trzepieciński et al. 21 and Ding et al. 22 have also evaluated several forming procedures for FMLs.
The literature survey shows that the investigation on TMC forming via SPIF is rare. For the first time, the forming behavior of a TMC with a high proportion (30%) of reinforcing fiber was examined in this study. The influence of the main impacting parameters of the SPIF technique, such as forming temperature, wall angle, spindle speed, and tool step, on the forming depth of the TMC sheet was evaluated. Furthermore, the effects of these parameters on the shrinkage of the SPIFed samples were investigated using Analysis of Variance (ANOVA).
Materials and experiments
The important characteristics of the polyamide 6.6/30 wt% granule. 24


The polyamide 6.6/30 wt% granule distributed on the hot press die’s lower plate. 23
The SPIF process was carried out using a box-shaped fixture. The top face of the fixture had exterior and interior dimensions of 220 mm × 220 mm and 160 mm × 160 mm, respectively. The fixture had resistive wiring, allowing the SPIF process to be carried out at high temperatures (up to 500°C). A metal plate was placed over the resistive wires to ensure a uniform temperature distribution throughout the interior of the fixture and to prevent the TMC from overheating owing to heat radiation. A PT100 sensor was used to measure the fixture’s internal temperature, which was then controlled by a Proportional-Integral-Derivative (PID) temperature controller. The TMC sheet was secured using a holder plate and eight bolts to conduct a SPIF test (see Figure 2). The TMC sheet was held at the desired forming temperature for 5 min, ensuring that the TMC sheet was at the same temperature as the fixture interior. A 3-axis Computer Numerical Control (CNC) milling machine (see Figure 2) and a hemispherical nose tool with a diameter of 10 mm were employed to perform incremental forming. The CNC milling machine and the single point incremental forming fixture, which were used for forming of polyamide/30 wt% glass fiber thermoplastic matrix composite.
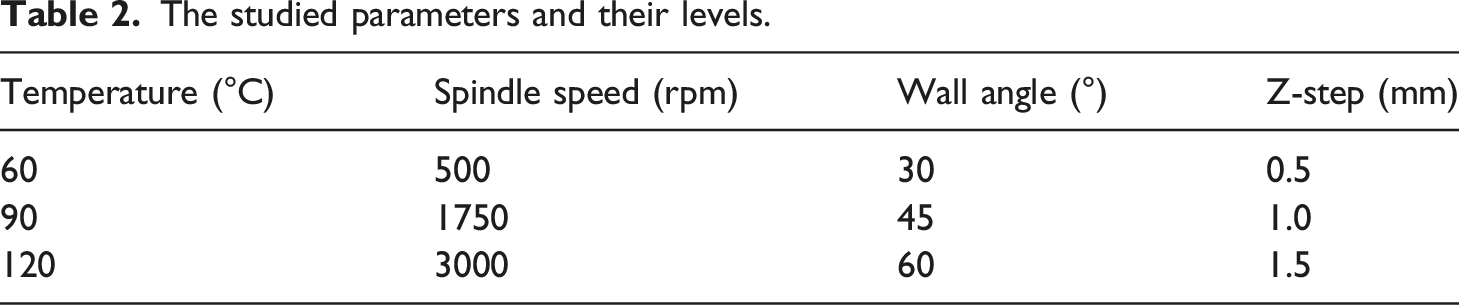
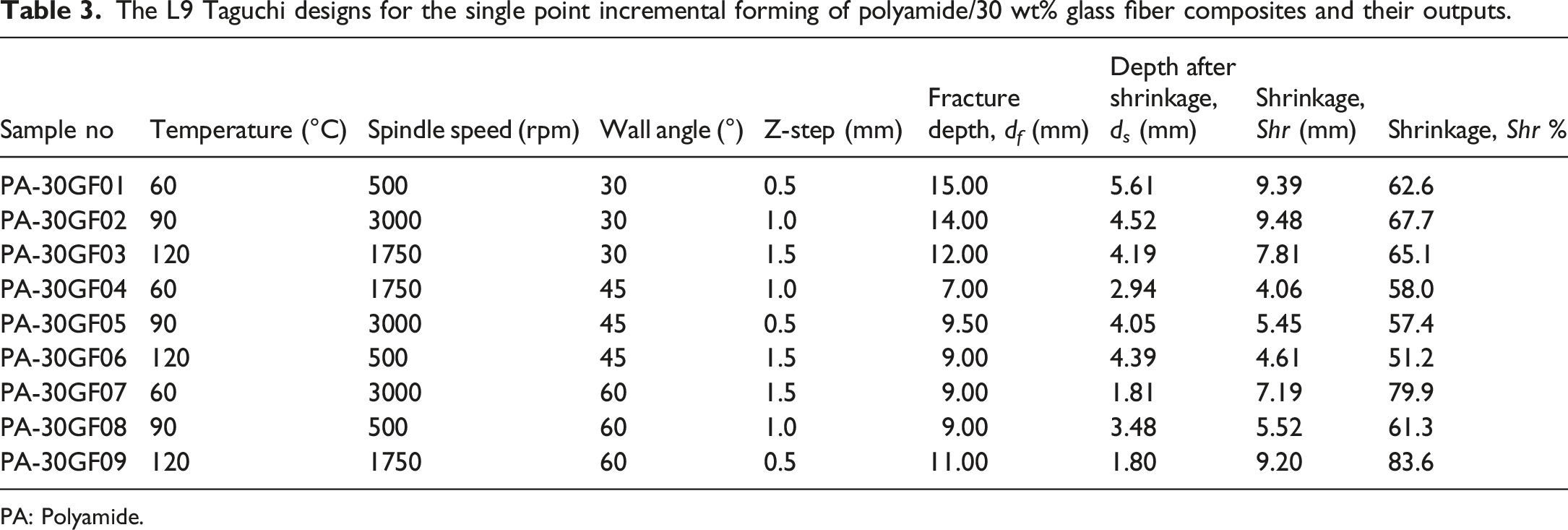
Figure 3 depicts a schematic of the warm SPIF process. The final component has a truncated cone form, as illustrated in this figure. The SPIF tool followed a sequence of constant depth pathways with a fixed z-step in between. The process proceeded until a fracture occurred. The shrinkage and forming depth were studied in relation to forming temperature, spindle speed, wall angle, and z-step. Table 2 displays the values of these parameters. Trials were created using the L9 Taguchi design. Because Taguchi designs use orthogonal arrays, each parameter is given equal weighting. Furthermore, multiple parameters can be optimized simultaneously, an optimal design can be obtained with the fewest trials, and more quantitative information can be extracted. However, only the main effects could be seen, with no interactions; thus, this work focuses on the main effects.25,26 According to the levels of the parameters listed in Table 2, L9 array yielded nine trials (see Table 3). The schematic illustration of the warm single point incremental forming process. The studied parameters and their levels. The L9 Taguchi designs for the single point incremental forming of polyamide/30 wt% glass fiber composites and their outputs. PA: Polyamide.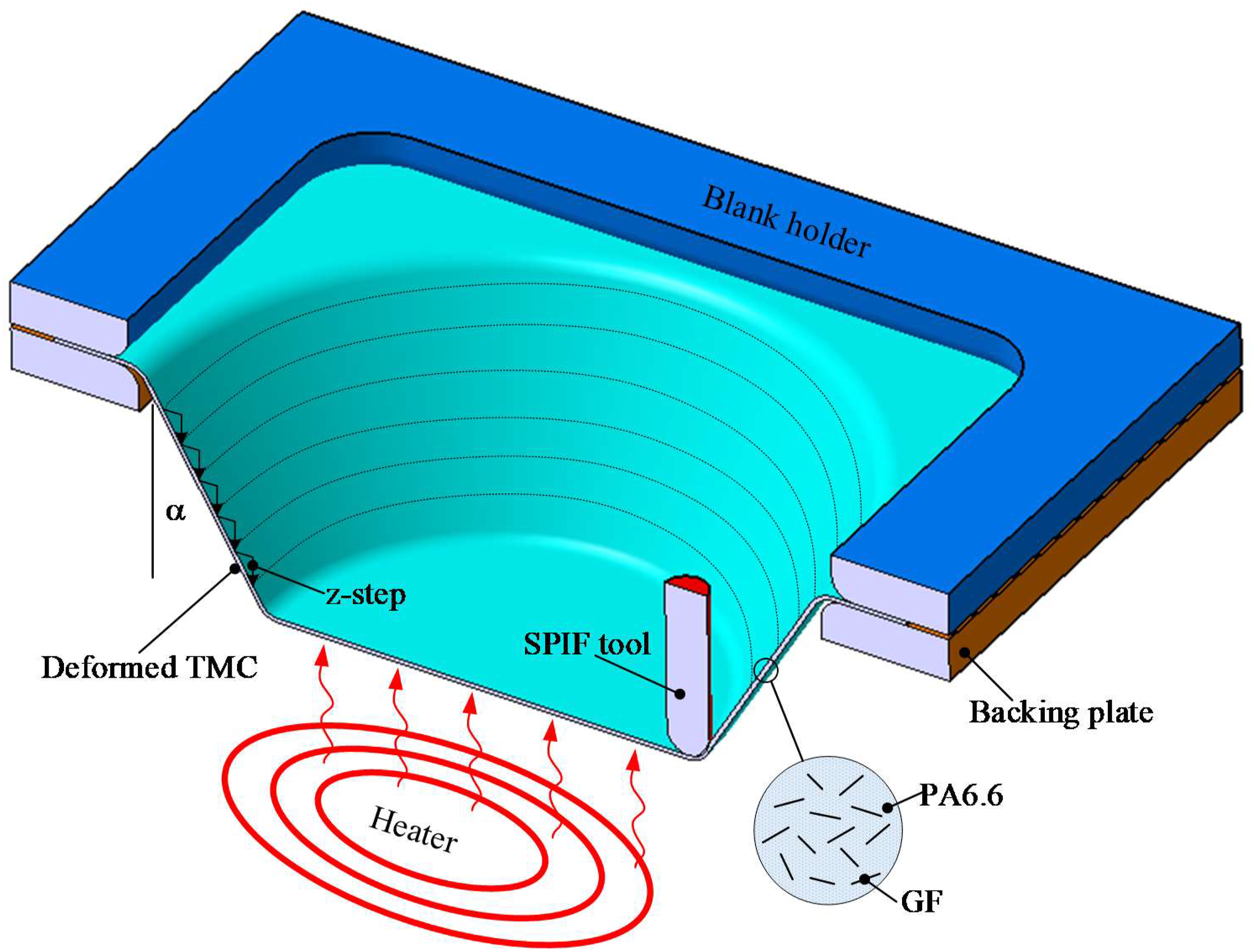
Results and discussions
The SPIF process was stopped at the commencement of fracture, as described in Materials and Experiments. The depth of the component was recorded as the fracture depth (d f ) at this point. The heater was then turned off, and the SPIFed TMC component was allowed to cool to ambient temperature. During the cooling process, a large amount of shrinkage occurred, and the depth of the samples was greatly reduced. The samples' depth after shrinking is indicated by d s . Shr displays the difference between d f and d s , defined as the samples’ shrinkage. Table 3 shows the values of d f , d s , and Shr.
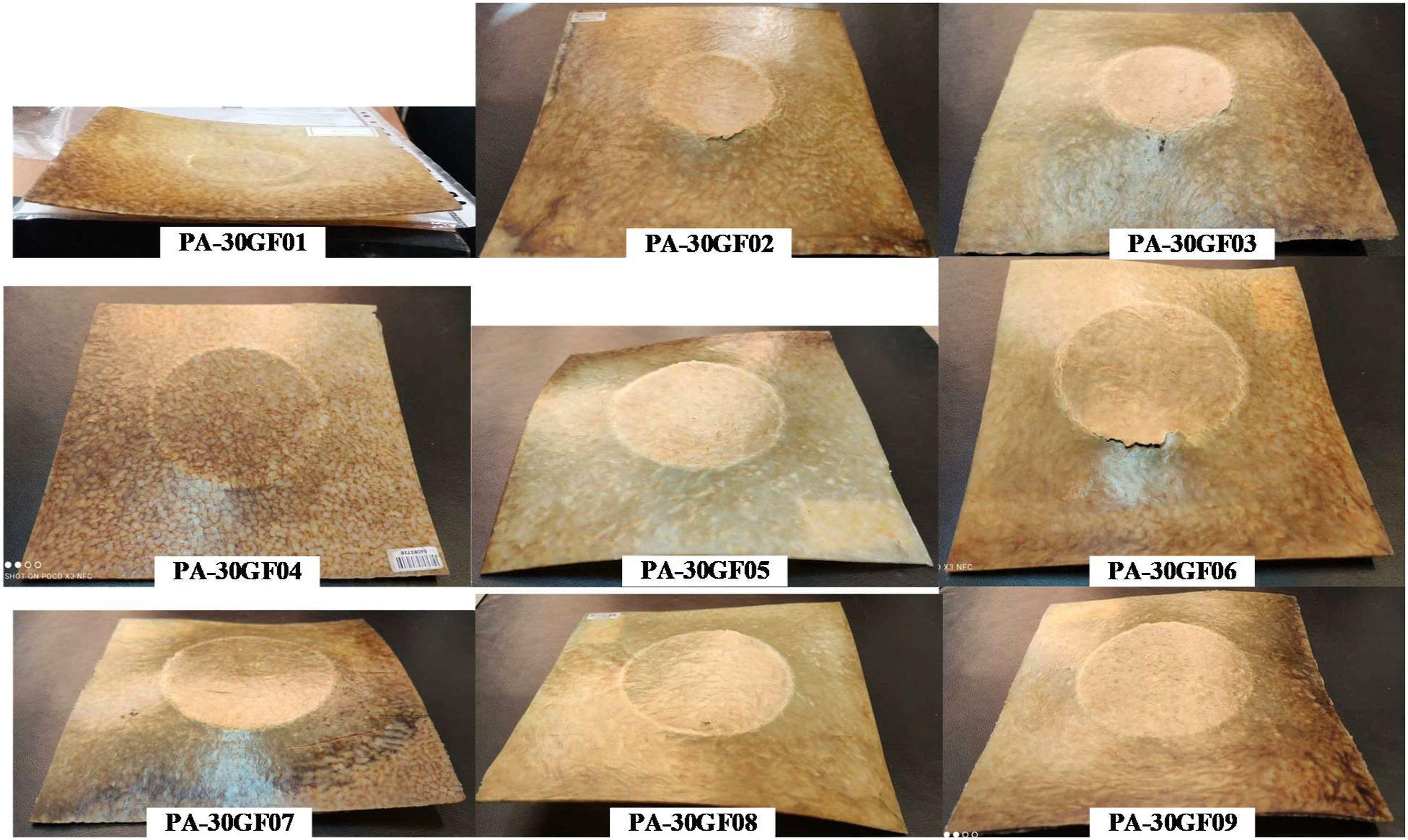
Figure 4 depicts a scanning electron microscopy (SEM) image of a fractured section of the PA-30GF01 sample. The short GFs, as seen in these SEM images, cover a considerable portion of the section. Thin ligaments are formed as a result of the dense dispersion of fibers. The composite’s strength has been diminished as a result. Thus, when SPIF was used for forming TMC samples, the forming depths were significantly small. Figure 5 shows the SPIFed TMC samples after cooling to room temperature. Because of the high shrinkage (up to 83.6%), the ultimate depth was relatively low even though some samples had an acceptable d
f
(see Table 3). Two phenomena contribute to the total shrinking of deformed samples: crystallization and thermal shrinkage.27,28 However, determining the specific contribution of each phenomenon to overall shrinkage requires a thorough thermomechanical investigation on PA/30 wt% GF composite.28,29 Scanning electron microscopy images of polyamide/30 wt% GF; the left image shows the whole cross-section and the right one illustrates a close view of the broken GFs. GF: glass fiber. The thermoplastic matrix composite samples after single point incremental forming and shrinkage.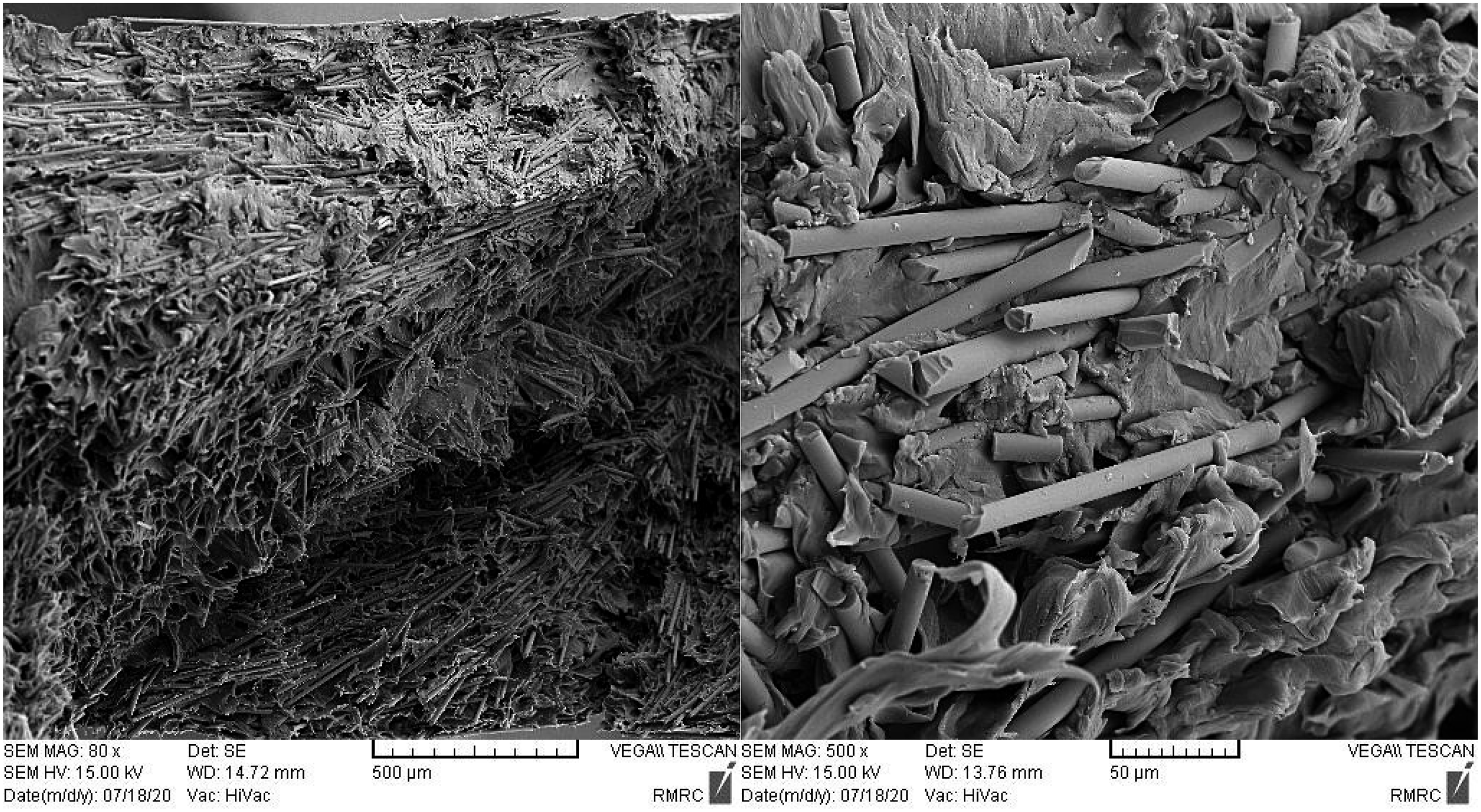
ANOVA was used on the data in Table 3 to understand better the influence of the researched factors on d f and Shr. The following are the findings of these analyses for d f and Shr.
Analysis of variance for fracture depth
The S/N ratio for each level of the studied parameters by considering d f as the response (the criterion is “larger-is-better”).
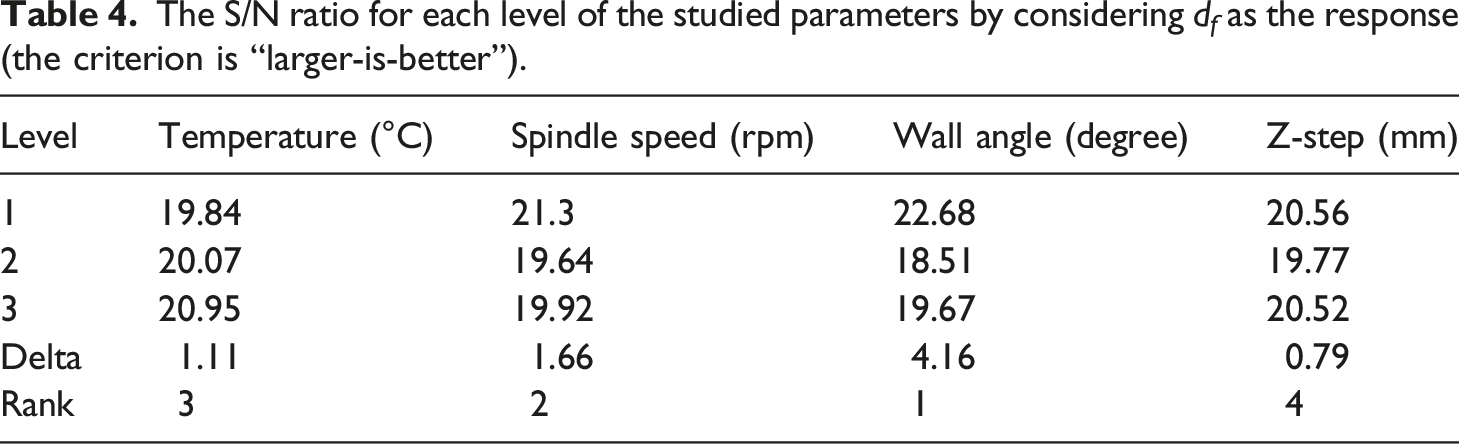
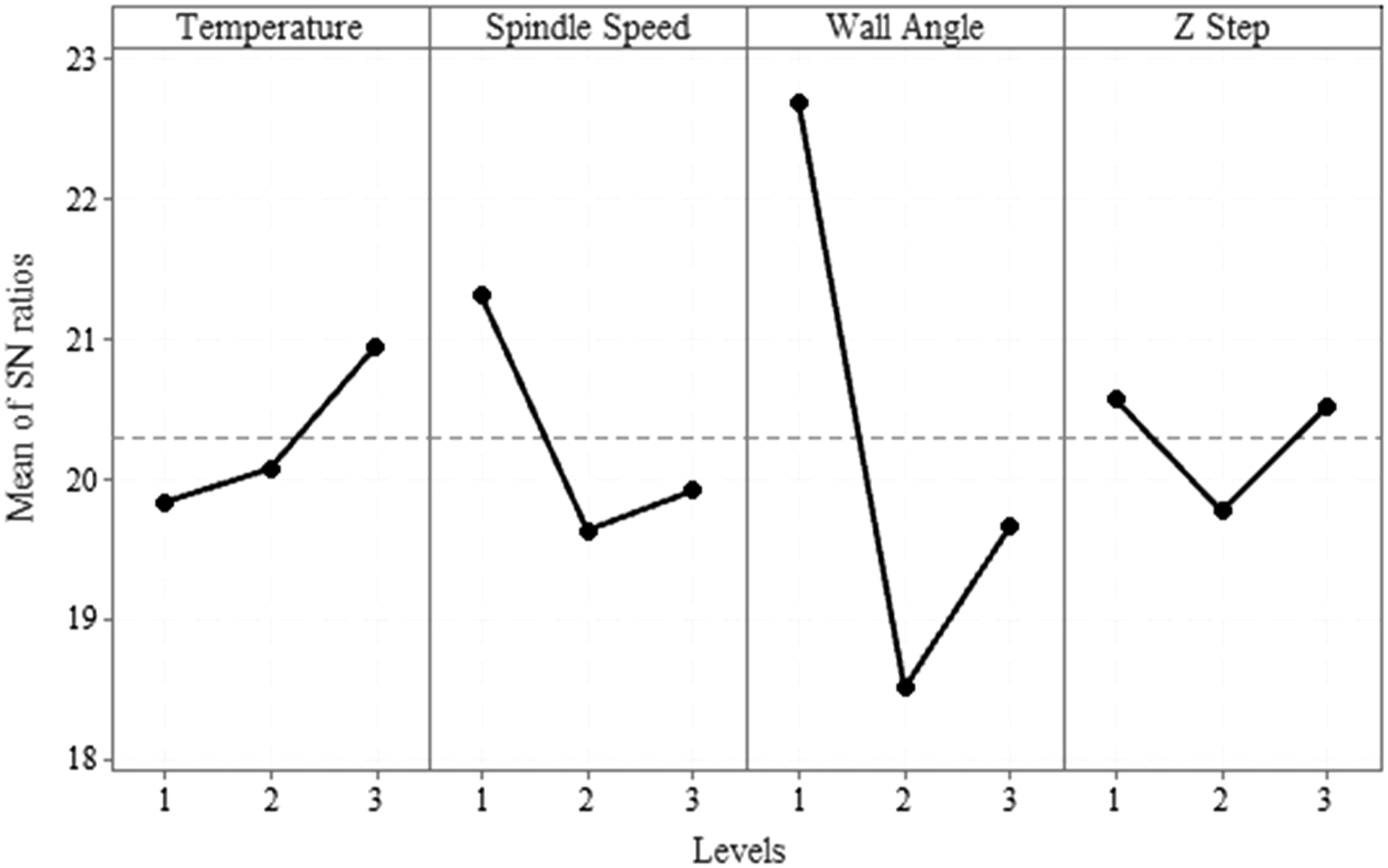
Figure 6 shows the S/N ratio response graphs for the larger-is-better d
f
analysis. This figure also shows that a change in the wall angle causes the most remarkable change in d
f
, while the z-step causes the smallest change in d
f
. As demonstrated in Figure 6, as the forming temperature rises, d
f
rises as well. The TMC sheet gets softer at higher temperatures, allowing it can be shaped to greater d
f
without fracture. Increased spindle speed causes a drop in d
f
, which might be due to local heating caused by friction between the tool and the TMC. Furthermore, lower wall thinning occurs during the deformation of TMC with larger wall angles, resulting in an increase in d
f
. The authors have no idea why the d
f
value is so high for a 30° wall angle. According to Figure 6, to get a greater d
f
, SPIF should be conducted at temperature, spindle speed, wall angle, and z-step of 120°C, 500 rpm, 30°, and 0.5 mm, respectively. Response graphs of S/N ratio for “larger-is-better” analysis of d
f
.
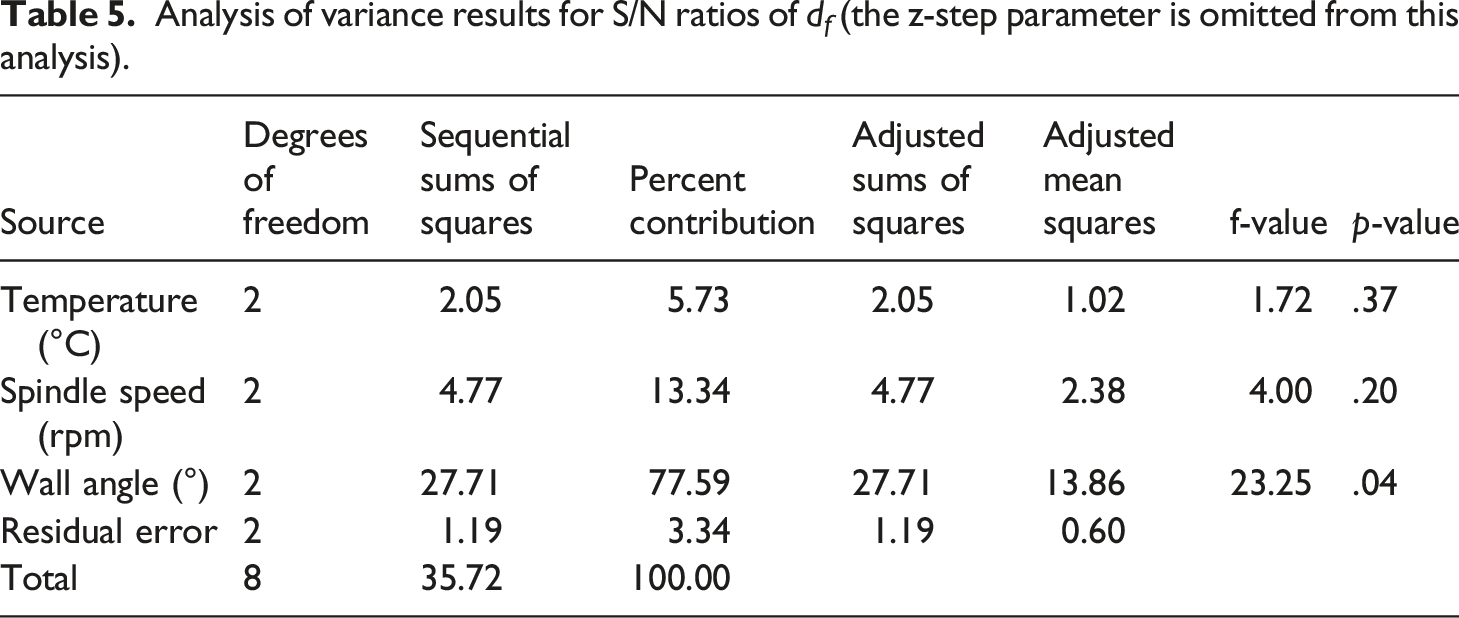
Analysis of variance results for S/N ratios of d f (the z-step parameter is omitted from this analysis).
Analysis of variance for shrinkage
The S/N ratio for each level of the studied parameters by considering Shr as the response (the criterion is “smaller-is-better”).
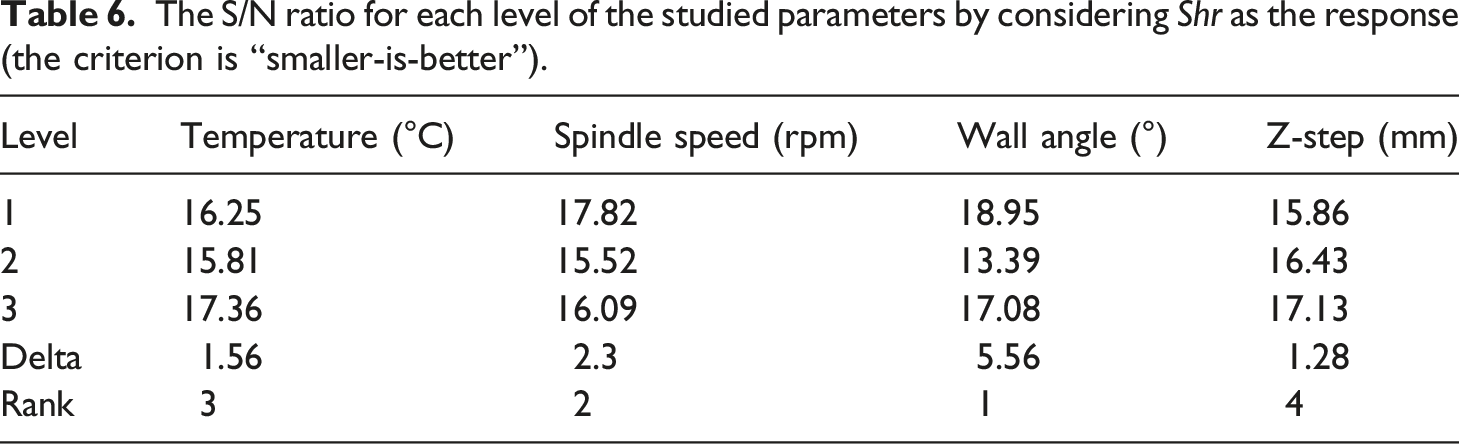
Figure 7 shows the response graphs of the S/N ratio for the smaller-is-better analysis of Shr. As can be seen, the pattern of change in the graphs in this figure is nearly identical to the pattern in the graphs in Figure 6. According to Figure 7, the temperature, spindle speed, wall angle, and z-step should all be adjusted at 90°C, 1750 rpm, 45°, and 0.5 mm, respectively, to reduce shrinkage. Response graphs of S/N ratio for “smaller-is-better” analysis of Shr.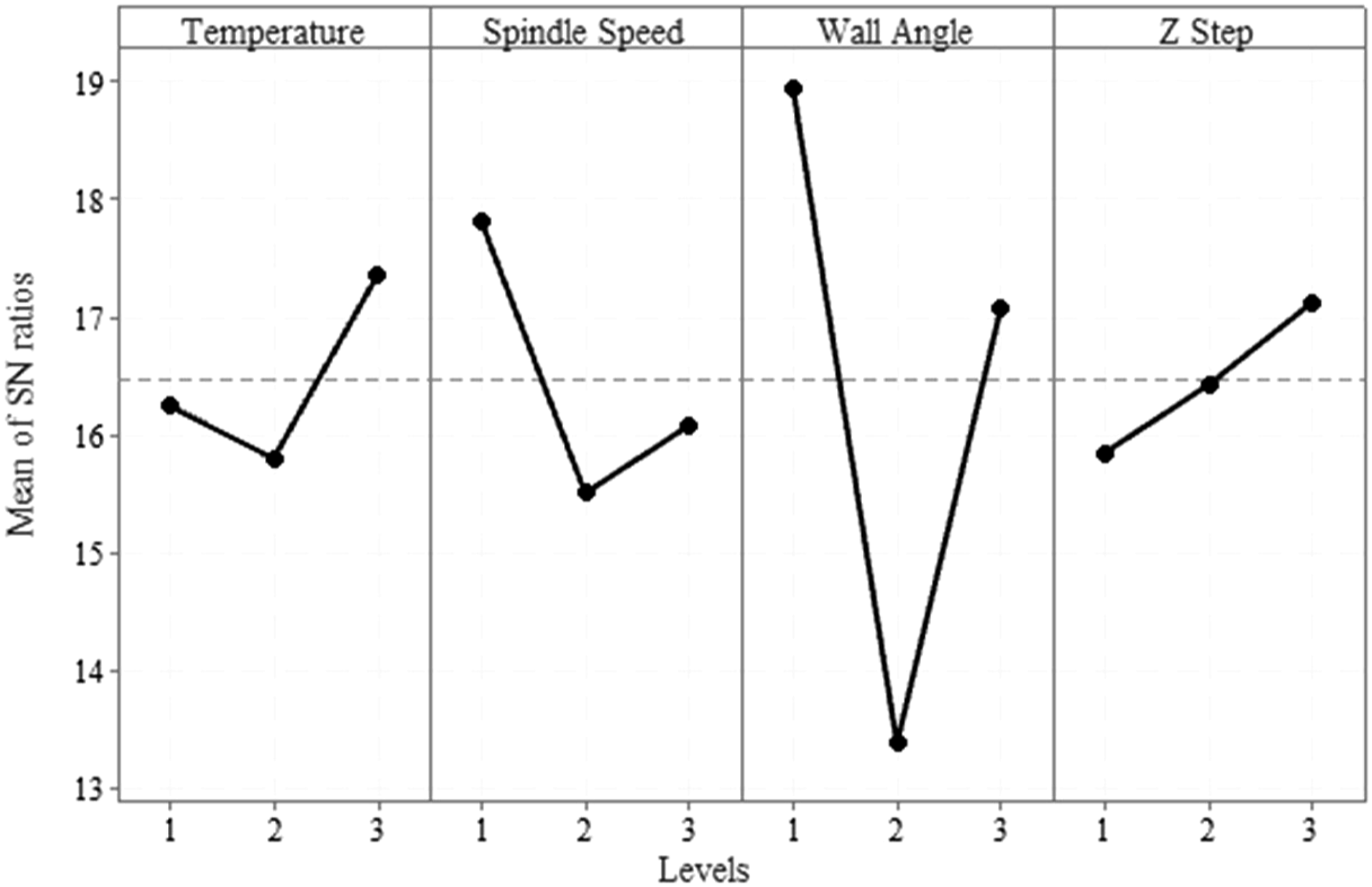
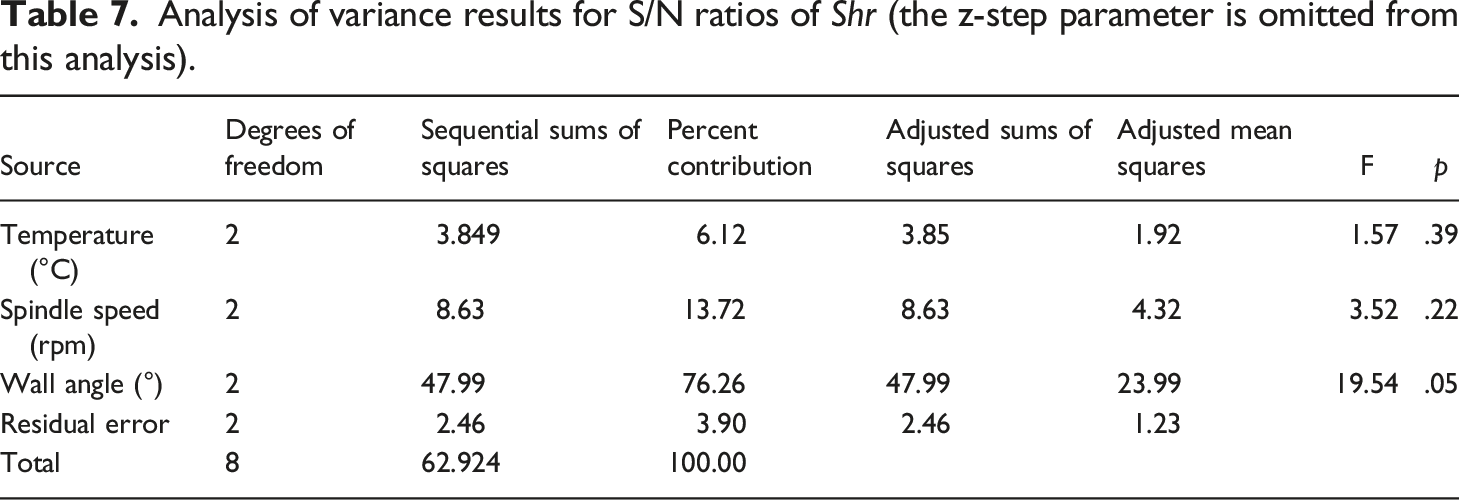
Analysis of variance results for S/N ratios of Shr (the z-step parameter is omitted from this analysis).
Conclusions
This study aims to investigate the forming behavior of a TMC that has a high volume of reinforcement. Thus, a TMC with a PA6.6 matrix and 30% short GF was made using hot pressing. Then, conical shapes were formed by conducting the SPIF process, and the forming depth and shrinkage were examined as outputs. The following results were obtained by employing Taguchi design and conducting the SPIF process under various conditions: 1. According to the ANOVA results, the most influential parameter was the wall angle, which substantially affected the forming depth and shrinkage. The wall angle contributed approximately 77% to the forming depth and shrinkage. Other parameters that influenced the forming depth and shrinkage were spindle speed, temperature, and z-step, in that order. 2. The largest forming depth was obtained when the wall angle was set to 30°, while the samples with a wall angle of 45° experienced the least shrinkage. 3. Because the short GFs took up so much volume in the TMC, thin ligaments developed. As a result, the composite’s strength was reduced, and shallow forming depth and significant shrinkage were attained. 4. The fracture of samples at forming depths of up to 15 mm and the high shrinkage percentages (up to 83.6%) indicate that increasing the weight percent of reinforcement reduces formability significantly. As a result, alternative solutions should be adopted to circumvent this limitation. Changes to the heating source, cooling strategy, clamping method, and the TMC production process may be suggested.
Footnotes
Author contributions
Conceptualization: SB, AK, MS; Formal analysis: AK, MS; Investigation: SB, AK, MS; Methodology: AK; Project administration: AK, MS; Resources: SB, AK, Supervision: AK, MS; Validation: SB, AK, MS; Visualization: SB, AK, MS; Writing—original draft: AK.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.