
Abstract
In the past three decades, significant studies have been reported on successive recycling (SR) of acrylonitrile butadiene styrene (ABS) thermoplastic-based composites. However, SR of thermosetting polymers such as melamine formaldehyde (MF), bakelite, etc., is still a challenge in commercial terms, mainly due to high energy requirements. This study highlights the effect of SR for selected composition/ proportion of ABS (87.5% by wt.) and MF (12.5% by wt.) as a composite based on the mechanical, rheological, thermal and Fourier transmission infrared spectroscopy (FTIR) analysis. The study revealed that the tensile properties of ABS-MF composite deteriorate with each SR. The peak strength (PS) and modulus of toughness (MoT) (without recycling) were observed as 42.45 MPa and 1.60 MPa, which was reduced to 18.47 MPa and 0.1459 MPa after 03 SR. A continuous rise in melt flow index (MFI) was observed from 10.46 (without recycling) to 11.924 g/(10min) after 03 SR. Differential scanning calorimetry (DSC) analysis of samples supports the thermal stability of ABS-MF recycled composite after 03 SR. The printability of ABS-MF composite was also ensured after SR using the material extrusion (MEX) based 3D printing. FTIR analysis of ABS-MF composite shows a significant rise in transmittance of infrared radiation after SR, making the composite suitable for sensor applications. Further, the results of the impedance analyzer show an enhanced dielectric constant of ABS-MF composite after SR, which is ideal for sensor miniaturization.
Keywords
Introduction
Polymeric waste disposal in landfills is becoming less appealing due to its limited sustainability, rising expenses, and diminishing space availability. 1 Therefore, recycling polymers is one of the best ways to save the economy and ensure the sustainability of materials in an economic cycle.2,3 Many researchers are working on recycling thermoplastics and thermosetting waste with various recycling techniques (primary, secondary or tertiary). For the last two decades, MEX has facilitated the manufacturing of customized products per customers’ requirements. Over time, MEX has found a remarkable place among various manufacturing techniques because of its feasibility of utilizing polymeric waste to develop newer, ready-to-use customized products. During the processing of polymers using MEX, waste generation from support structures failed builds are still there. Therefore, it is necessary to work on the SR of polymers. Numerous studies have been reported to understand whether this polymeric waste can be reused for the MEX process. 4 It has been reported that thermo-mechanical properties of waste-ABS were reduced after each SR.4,5 Thermostting waste management is a challenging task as it cannot be recycled and remoulded mainly due to high energy cost. In this context, a study revealed that reinforcing bakelite in ABS increases the composite’s thermal stability and mechanical strength, which can further be used for MEX. 5 A study has been reported to examine the impact of a recycling procedure on ABS material treated through MEX. Results revealed exciting figures with almost no change in impact strength. In contrast, viscosity and tensile strength degrades with each SR. Still, this degradation of tensile strength was minimal after first recycling, which supports recycling ABS filament at least once, as this practice could result in significant savings in both material and costs. 6 During a polymer recycling exercise, the tertiary recycling of ABS using acetone as a solvent showed promising results for SR with increased MFI. Various analyses were performed for dissolution-based recycling, which showed a decrease in mechanical properties (tensile and impact strength) with each SR, a slight reduction in glass transition temperature (Tg) was confirmed by DSC and degradation of butadiene was validated by FTIR analysis) for recycled ABS. 7 Another study has been reported to utilize recycled high-density polyethylene (HDPE) and low-density polyethylene (LDPE) to form their composite with Fe powder as reinforcement, which resulted in enhancement of mechanical properties of the composite in terms of strength and hardness with decreased porosity of the filament for MEX. 8 A study revealed that for ABS-bakelite-SiC-Al2O3 composite, the best mechanical properties were reported by reinforcing 10% bakelite in ABS, whereas ceramic reinforcements enhanced the thermal stability of the matrix.9,10 While reinforcing the fly ash as waste in ABS, smaller particle sizes have shown better results. 11 However, with an increase in reinforcement percentage, the clustering of filler particles within the polymer matrix affects the saturation level. The study revealed that the performance of composites comprising polymers filled with fly ash cenospheres is determined by a combination of factors, including particle size, dispersion, and the interfacial interaction between the filler particles and the polymer matrix.11,12 The literature review reveals that significant studies have been reported in the past three decades on SR of ABS thermoplastic-based composites. However, SR of thermosetting polymers, such as MF, bakelite, etc., is still a challenge in commercial terms, mainly due to high energy requirements.13,14 This study highlights the effect of SR for selected composition/ proportion of ABS (87.5% by wt.) and MF (12.5% by wt.) as a composite 15 based on the mechanical, rheological, thermal and FTIR analysis.
Methodology
Initially, ABS-MF composite was prepared by mixing ABS and MF 87.5% – 12.5% (by wt.%) as per previous studies13–15 and then its MFI was calculated (per ASTM D 1238) for SR. After investigating MFI, the filaments of ABS-MF composite were fabricated using a twin screw extruder which was then shredded for 03 SR. At each stage of extrusion, a sample (with 03 repetitions) has been collected to check mechanical strength (using a Universal Tensile Testing Machine), FTIR analysis (to investigate the presence of different functional groups and transmittance of infrared radiation for SR),16,17 for dielectric constant analysis and thermal behaviour to understand, mechanical, chemical, sensing and thermal characteristics of the composite after SR. SEM analysis was carried out for mechanically tested samples to understand the tensile failures observed in the filament. Figure 1 shows the methodology for the current study. Methodology adopted.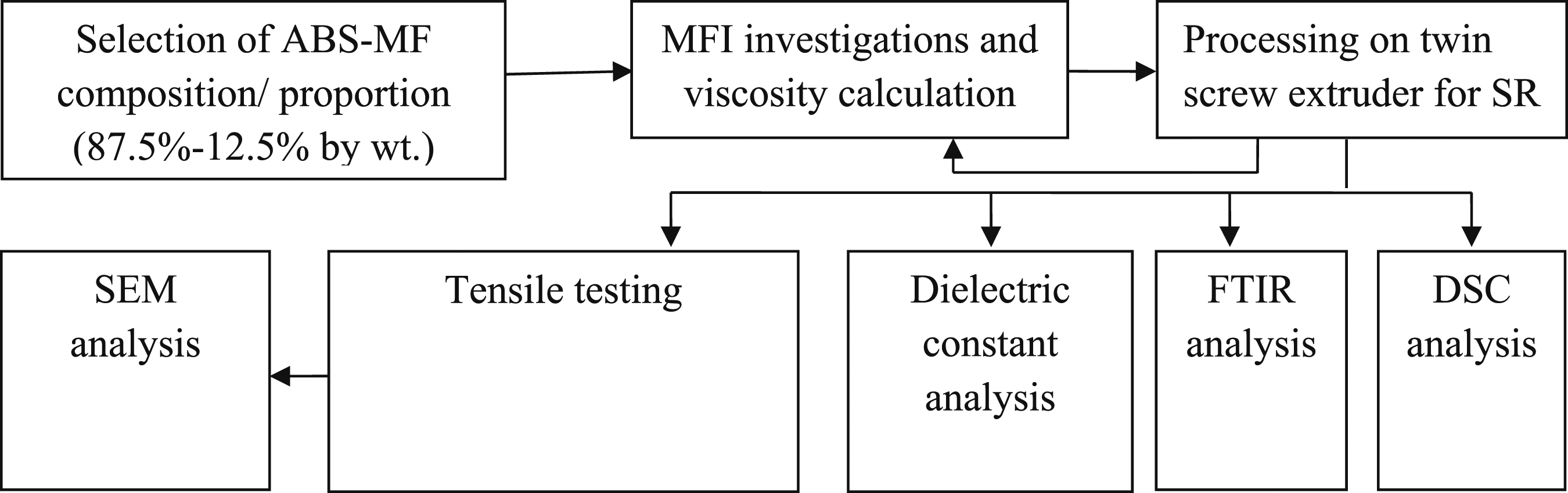
Results and Discussion
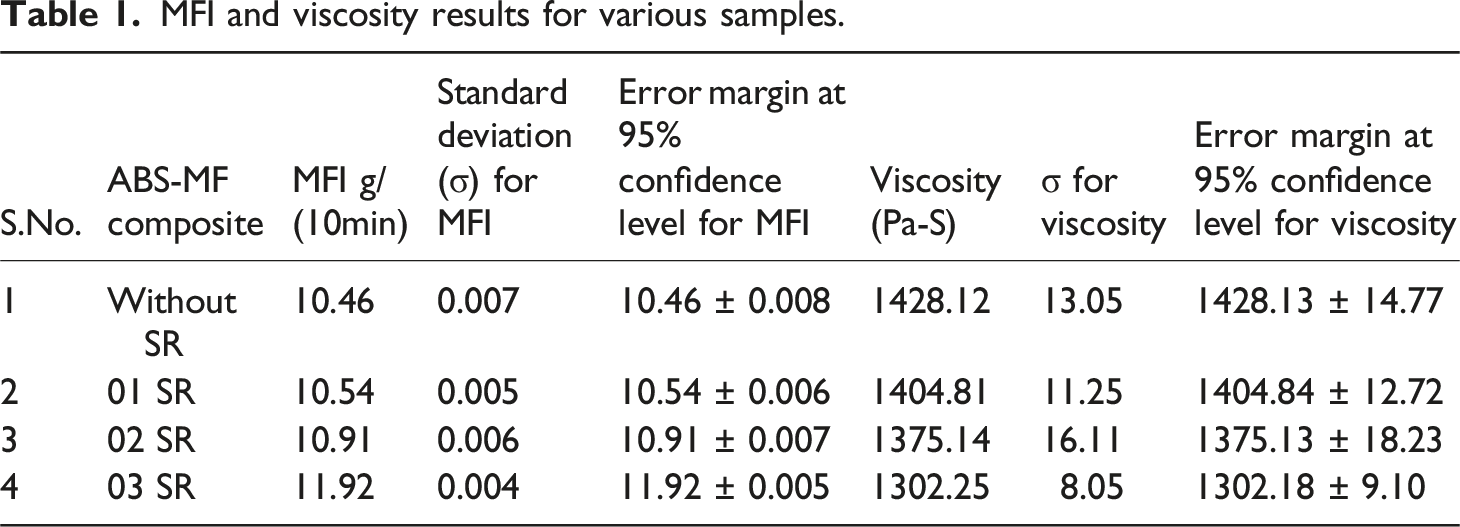
The blended ABS-MF composition was tested for its MFI as per ASTM D 1238 to check the flowability of the composite matrix (Figure 2) for 03 SR. For MFI evaluation, the barrel of a melt flow tester was filled with ABS-MF blend; the material was then pushed through a die with a dead weight of 3.8 kg. The same procedure was followed for material flown in 10 min, and extruded material was collected and weighed, giving the MFI value in g/(10 min). MFI of ABS-MF composites were performed 03 times at each stage (without SR; 01 SR; 02 SR; 03 SR), and an average value of MFI and viscosity were determined (Table 1). Melt flow tester for MFI investigation. MFI and viscosity results for various samples.
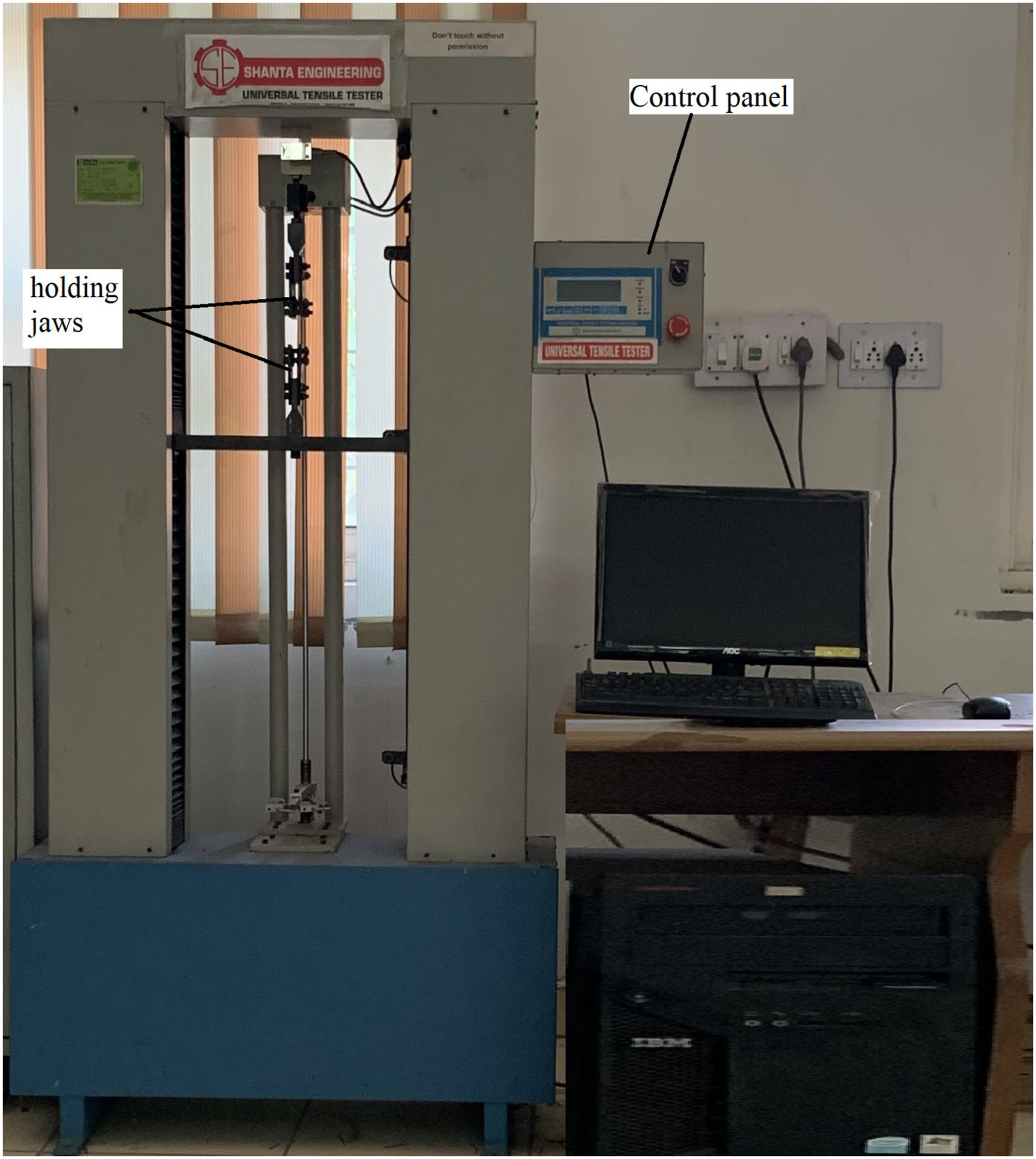
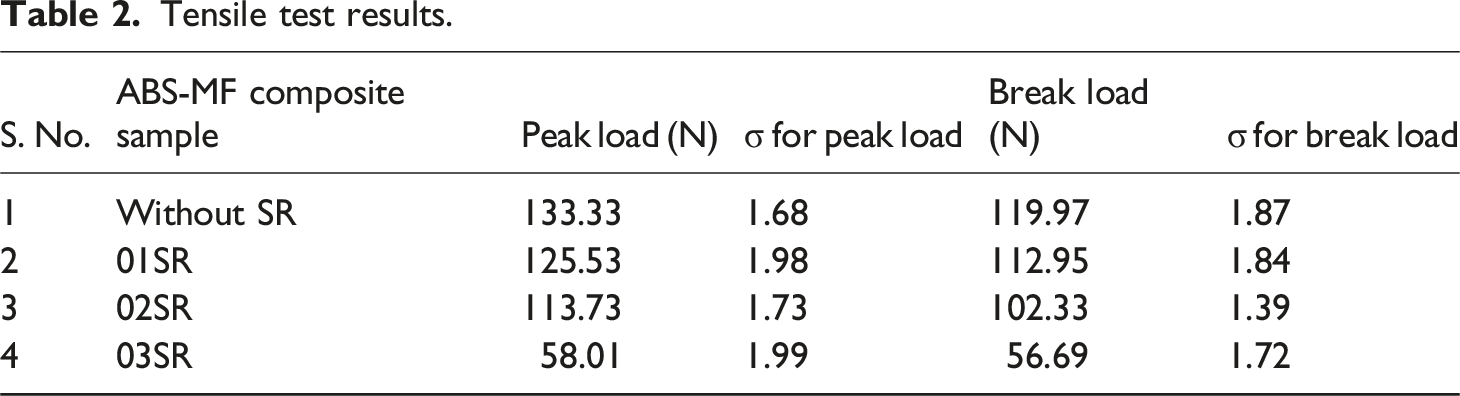
As observed from Table 1, all the recycled samples can be feasibly used for MEX; therefore, filaments were extruded using a twin screw extruder setup (Figure 3) at process parameters (210°C temperature, a load of 08 kg and 80 rpm) in line with literature13–15 for various samples. The virgin and recycled ABS composite samples were tested for mechanical strength (Figure 4). For performing the tensile test – a gauge length of 60 mm and diameter of 2 mm were taken for extruded filament (as per modified ASTM D 638), which was fabricated using a twin screw extruder. On performing tensile tests for multiple samples (03 specimens of each sample) (Figure 5), a decrease in strength was observed with each SR. Therefore, a tensile test was performed on samples up to 03 SR as with further recycling; brittleness was increased (as strain at the peak was decreasing) with a significant decrease in modulus of toughness to such an extent that it cannot be used further for MEX as rolling of filament was not feasible while 3D printing. The strain was measured using the cross-head displacement technique. The digital image correction (DIC) option was not considered for testing. However, using DIC could improve the accuracy of the testing and needs to be explored in future. The slippage was avoided/minimized by manually correcting the fixture during the testing. The variation in the results due to grip slippage was minimized by repeating the experiment three times. Table 2 represents the tensile test results (average of three specimens tested for each sample, i.e. without SR, 01 SR, 02 SR, and 03 SR) for virgin and recycled composite in line with literature.9,13–15 Tensile-tested samples were then analyzed using scanning electron microscopy (SEM) and Toolmaker’s microscope to inspect the morphology of the cross-section of the fractured sample, followed by porosity evaluation using metallurgical image analysis software (MIAS). After tensile testing, a DSC analysis of various samples was performed to understand the thermal behaviour of the ABS-MF composites for 03 SR. Further, FTIR of ABS-MF composite and recycled composite was carried out to understand the chemical bonding, presence and shifting of various chemical functional groups and percentage transmittance of infrared radiation at different wavenumbers in multiple samples. The composite dielectric constant analysis was performed for the ABS-MF composite to test sensibility. Twin screw extruder. Stress-strain curves for various samples. Universal Tensile Testing set up. Tensile test results.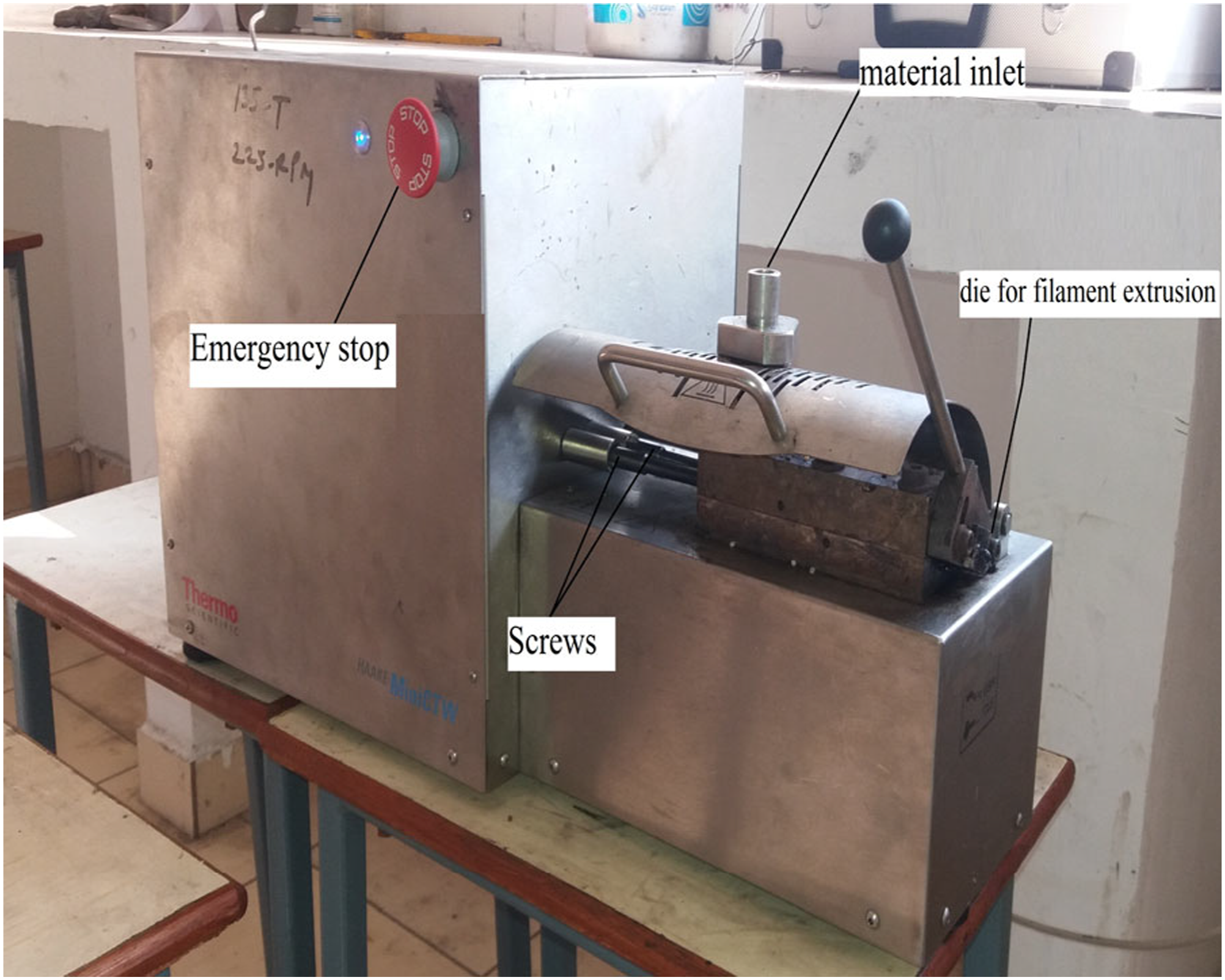
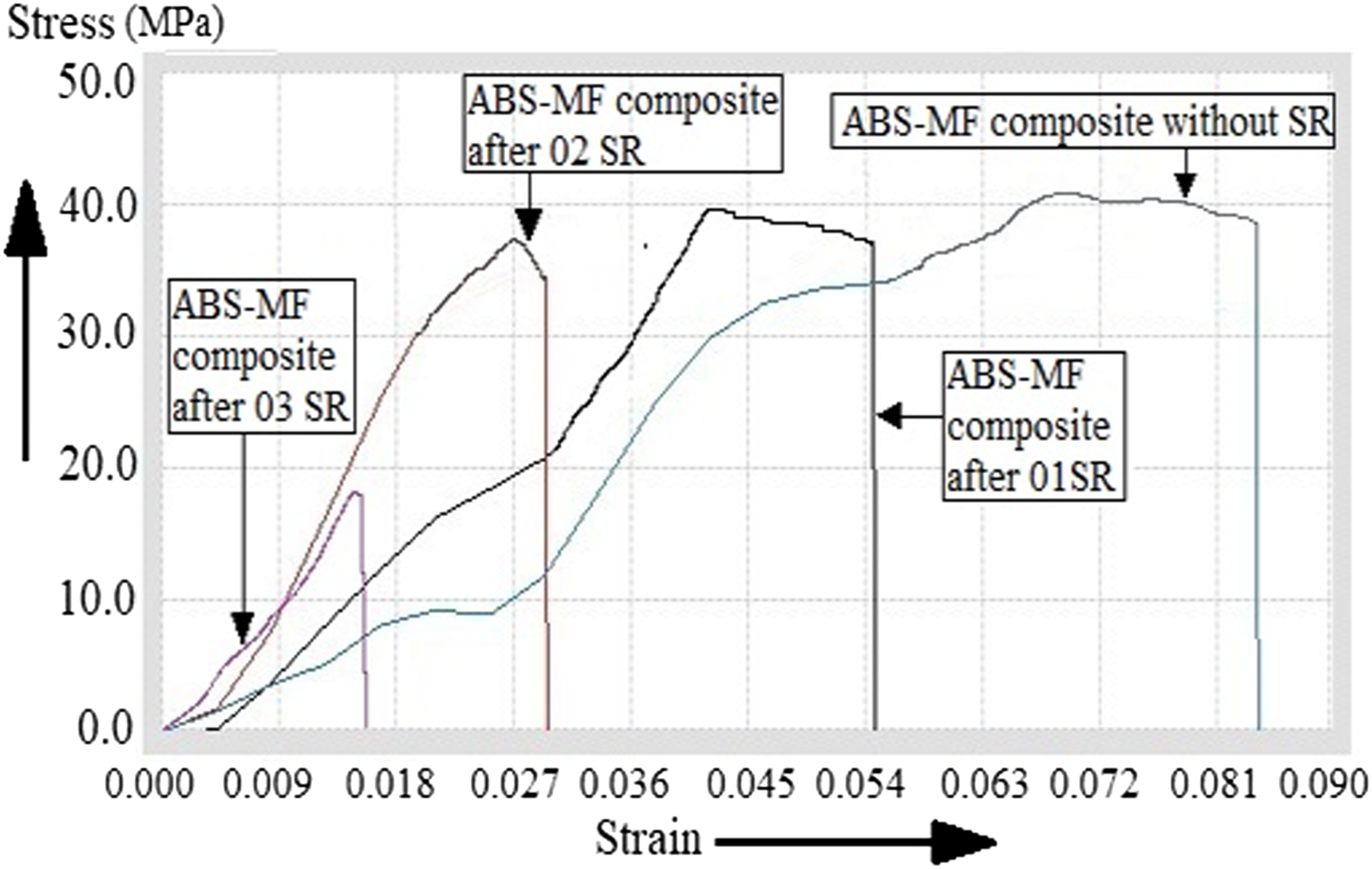
MFI and viscosity results in Table 1 show a straight pattern, and it has been observed that MFI for SR was increasing with a slight change in MFI value. Table 1 indicates the incremental pattern of MFI and the decremented pattern of viscosity for SR. At the initial stage of blending and extruding ABS-MF composite, the powdered MF hinders the flow of the composite, which decreases with further SR. The reason for this behaviour has been ascertained by FTIR analysis (Figure 6). FTIR analysis suggests the stretching of bonds on SR of ABS-MF composite, increasing the transmittance of infrared radiations for different wave numbers. Comparing FTIR for ABS-MF composite (without SR) with the successively recycled samples, stretching of bonds after SR of composite reveals that when composite after SR will be subjected to tensile load, it fails with smaller load in comparison to the ABS-MF composite sample without SR which shows more ductile behaviour as it has stronger bonds and takes more load for the tensile fracture (Figure 7). FTIR of ABS-MF composite without recycling (a), with 01 SR (b), 02 SR (c), 03 SR (d). Comparison of transmittance by ABS-MF composite with SR.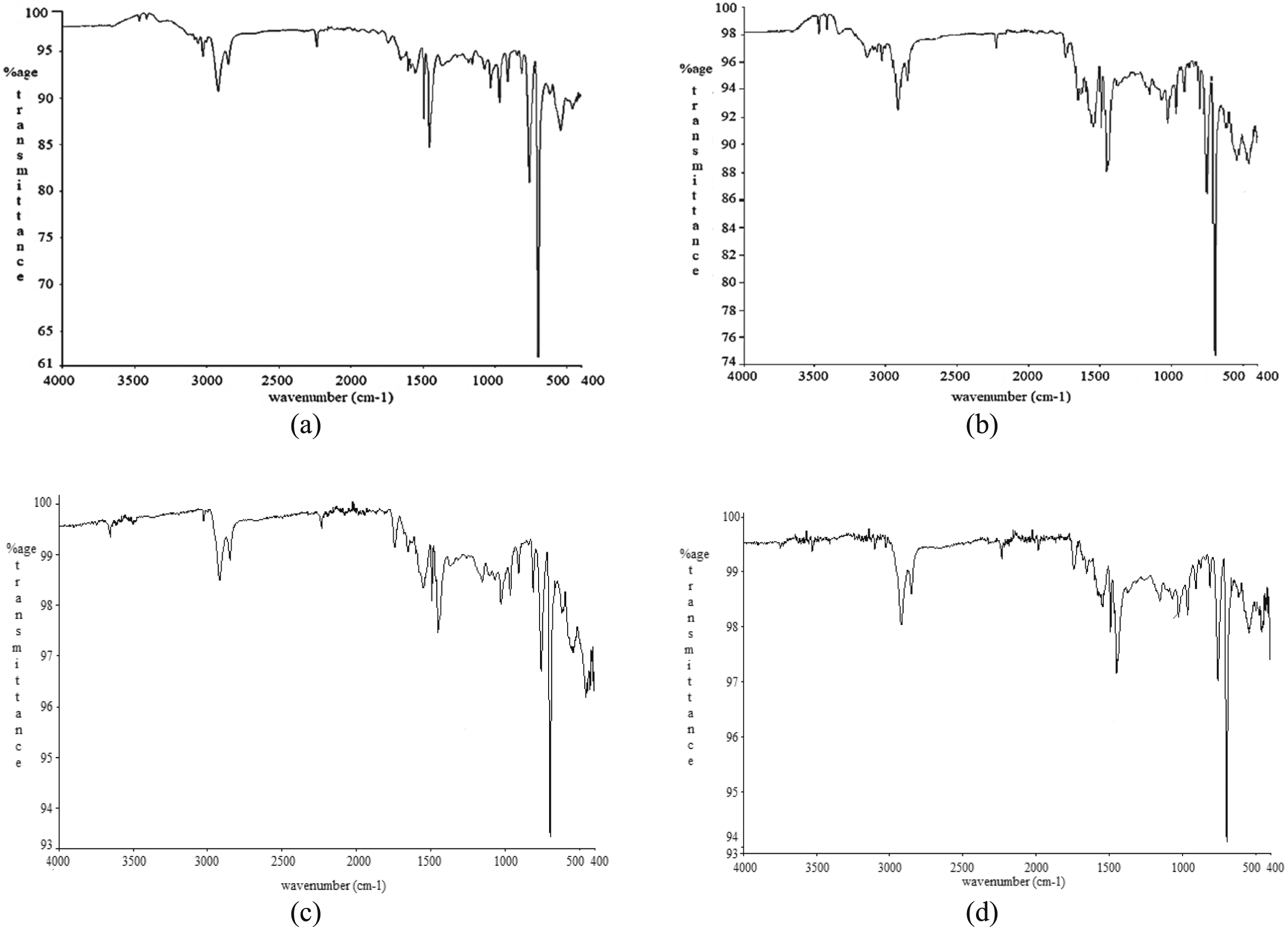
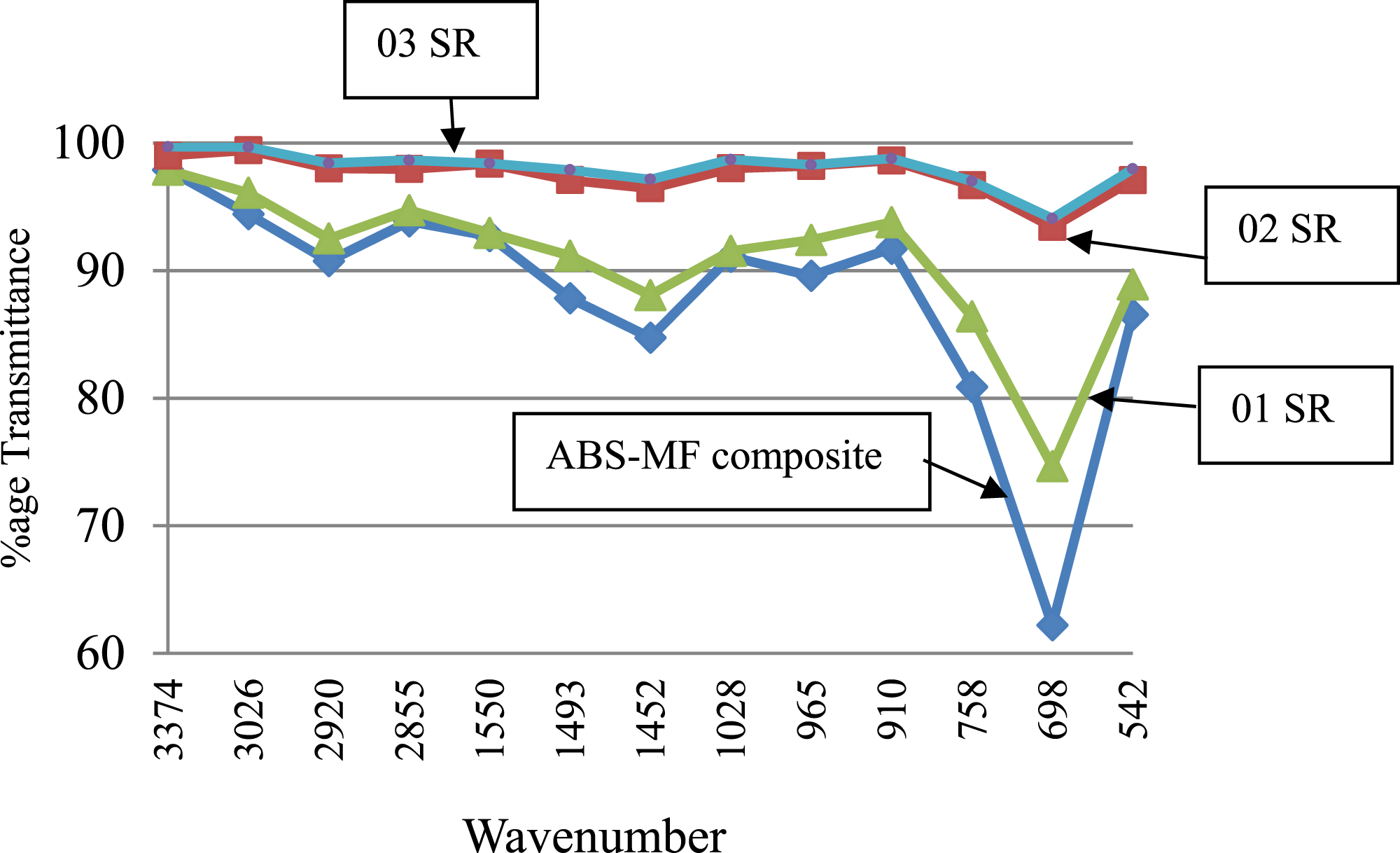
As observed from Figure 6, similar pattern with various transmittance peaks at 3374 cm−1, 3026 cm−1, 2920 cm−1, 2855 cm−1, 2275 cm−1,1550 cm−1, 1493 cm−1, 1452 cm−1, 1028 cm−1, 910 cm−1, 758 cm−1, 698 cm−1 and 542 cm−1corresponding to N-H, O-H, C-H, N-H, N = C-O, N-O, C≡N, , C = O, C-H, C = C function groups was obtained. However, a significant difference observed during FTIR analysis is that with SR, the presence of MF in a recycled composite is enhanced, which aligns with the literature.16,17 It has been noticed that with SR of ABS-MF composite, bonds were stretching at different wavenumbers, which supports the brittle behaviour of the composite on SR. It has been reported that when the wavenumber decreases from 700 to 400, transmittance peaks in ABS show lesser variation, but on the other hand, MF transmittance peaks become sharp peaks with SR. Hence, up to 02 SR may be considered from a mechanical strength viewpoint.
Figure 8(a) shows captured SEM images (at ×100 magnification) of fractured samples as per Table 2 of ABS-MF composite without SR, with 01 SR and 02 SR. These images were processed with Gwyddion image processing software (open-source) to generate 3D rendered images (Figure 8(b)), surface roughness (Ra) profiles at a cut-off length of 0.05 µm (Figure 8(c)), amplitude distribution function (ADF) (representing probability of getting highest peak) (Figure 8(d)), peak count (PC) (Figure 8(e)). The surface images of the fractured filament from a cross-section were also taken on Tookmakers’s microscope (Figure 8(f)) at ×100, which shows unevenness of surface after failure with larger voids with SR. The percentage porosity (per ASTM B276) on a fractured cross-section of filament evaluated using MIAS software (Figure 8(g)) represents the increased porosity from 14.7% (for ABS-MF composite without SR) to 20.8% (for ABS-MF composite after 01 SR) and 25.01% (for ABS-MF composite after 02 SR). This rise in percentage porosity supports the decrease in tensile strength on SR (Table 2). The marginal change in Ra and other surface characteristics were noticed for ABS-MF composite without SR, with 01 SR and 02 SR. Hence, ABS-MF composite with 02 SR is acceptable from a surface characteristics viewpoint. SEM images and other surface characteristics (of ABS-MF composite without SR, with 01 SR and 02 SR).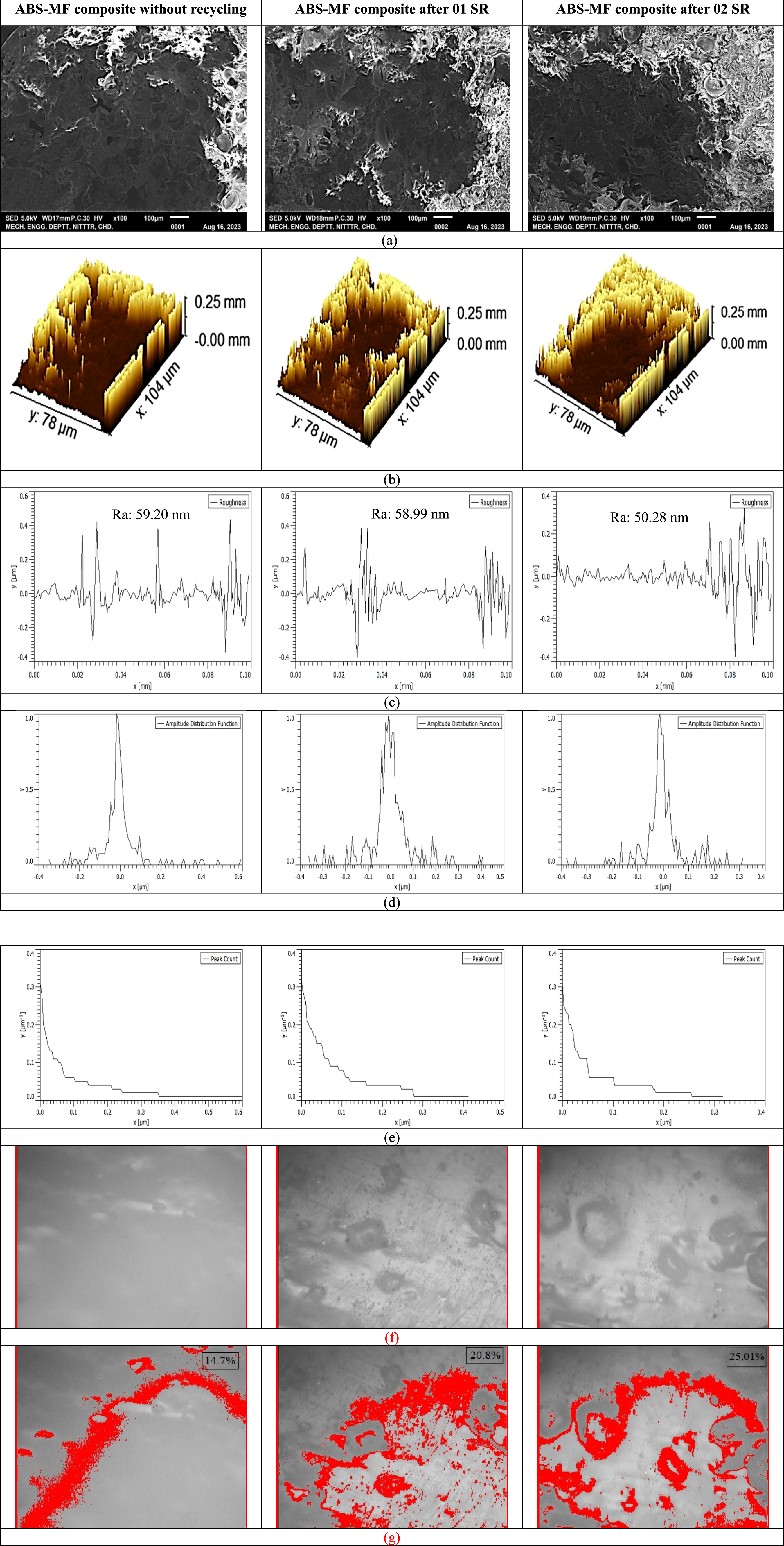
Figures 9(a) and 9(b) show the thermograms based on DSC analysis for virgin ABS, ABS-MF composite without recycling, 01 SR and 02 SR. Based on Figure 9, Table 3 shows observed Tg values for all samples. Thermograms based on DSC analysis for virgin ABS (a), for ABS-MF composite without recycling and with 01 and 02 SR. Observed Tg values based on DSC analysis.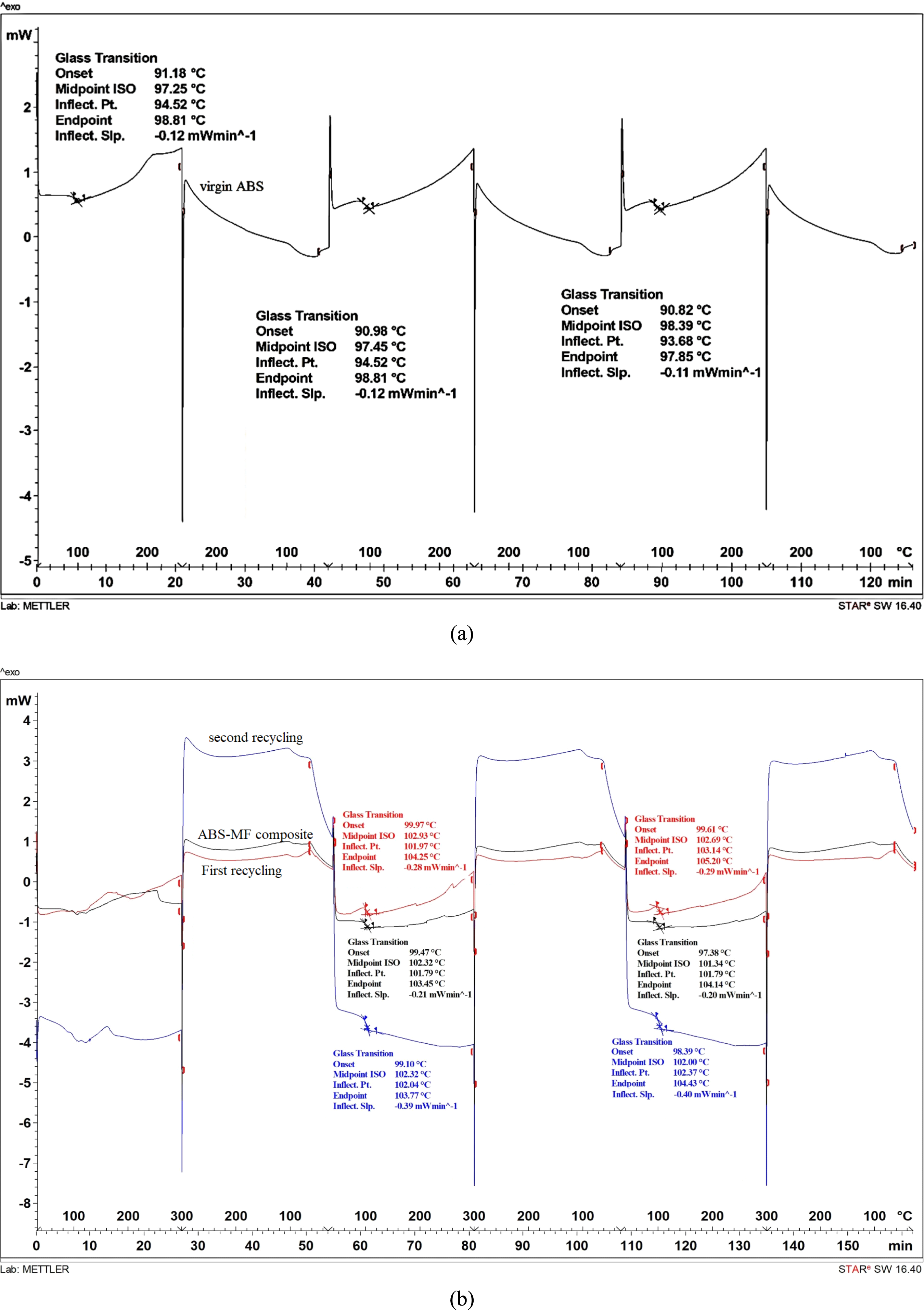
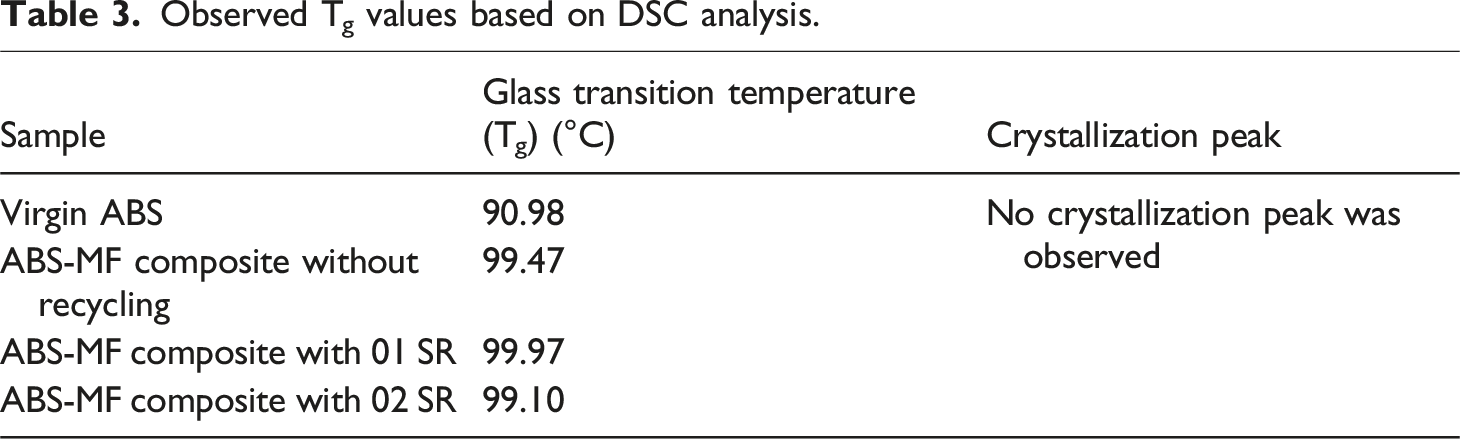
An increase in Tg shows better thermal stability of composite than virgin ABS (Table 3). Moreover, it has been observed that there was no melting peak (Figure 8) in the selected temperature range. Based on the DSC analysis of ABS-MF composite after 02 SR, it may be used as a gun silencer for short-range guns in line with the reported literature. 15
Further, the dielectric constant was measured using an impedance analyzer to ascertain the sensing capability of ABS and its composites after SR (Figure 10). It has been observed that at the fixed frequency, the dielectric constant for ABS-MF composite (with more SR) is better than that of virgin ABS, which may be helpful in better sensing capabilities and sensor miniaturization for short-range gun silencers with repeatable rounds of fire. The dielectric constant of the polymer or recycled polymers depends on many factors, such as hydrogen bonds, degree of polymerization, crystallinity degree, density, impurities, etc. FTIR results suggest the alteration of bonds with different transmittance peaks after SR of the ABS-MF composite, which directly affects the dielectric behaviour of the material. Dielectric constant versus frequency for ABS and its composites.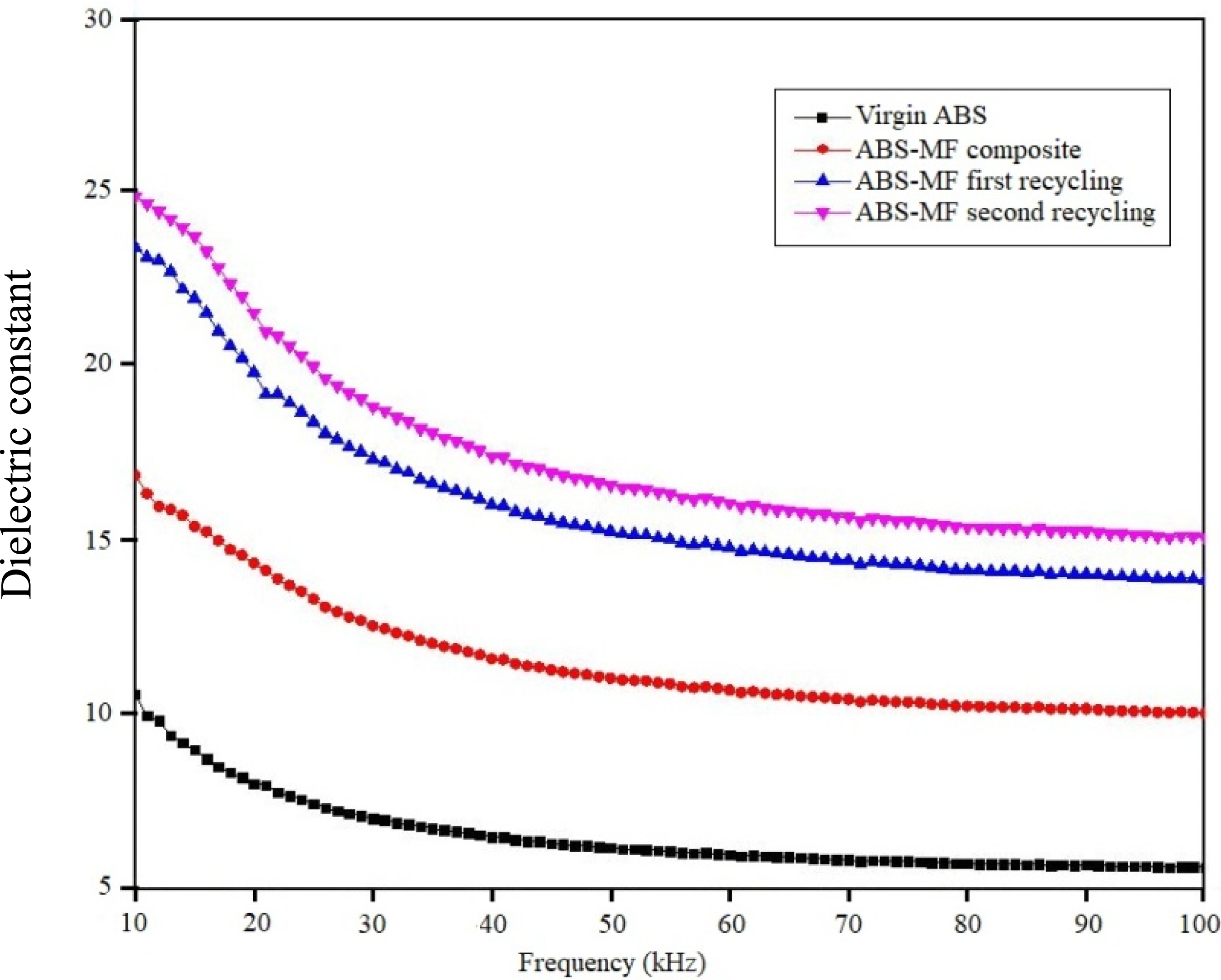
Finally, ABS-MF composites with SR were 3D printed at fixed parameters 15 (Infill pattern: Zig-zag, Infill density: 100%, layer height: 0.15 mm, Top and bottom layer thicknesses: 0.9 mm, Wall line count: 2, Print speed: 50 mm/s) using the MEX process (Make: Ultimaker 2+, USA).
Conclusions
This study highlights the effect of SR for selected composition/ proportion of ABS (87.5% by wt.) and MF (12.5% by wt.) as a composite based on the mechanical, rheological, thermal and FTIR analysis. The following are the conclusions from this study: • The tensile properties of ABS-MF composite deteriorate with each SR. The peak strength (PS) and modulus of toughness (MoT) (without recycling) were observed as 42.45 MPa and 1.60 MPa, which was reduced to 18.47 MPa and 0.1459 MPa after 03 SR. A continuous rise in MFI was observed from 10.46 (without recycling) to 11.924 g/(10min) after 03 SR. • DSC analysis of samples supports the thermal stability of ABS-MF recycled composite after 03 SR. FTIR analysis of ABS-MF composite shows a significant rise in transmittance of infrared radiation after SR, making the composite suitable for sensor applications. The improved dielectric constant of ABS-MF composite after SR, at a particular frequency, may be used for the sensor’s miniaturization. The printability of ABS-MF composite was also ensured after 02 SR using the MEX. • Finally, the selected ABS-MF has been recommended for up to 02 SR based on acceptable mechanical properties and FTIR analysis.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the DST (SR/FST/COLLEGE/2020/997).