
Abstract
Fly ash cenospheres are inexpensive, readily available from coal burning or heavy oil combustion, not an eco-friendly material. If ways can be found to use this, it will serve the twin purposes of facilitating applications for the ash bearing materials and at the same time reduce pollution. One way to achieve this task is to make ash-bearing composites having polymer matrices. The performance of filled polymers is generally determined on the basis of the interface attraction of filler and polymers. Fillers of widely varying particle size and surface characteristics are responsive to the interfacial interactions with the polymers. The present study deals with the effect of particle size (150 mesh, 100 mesh, and 300 mesh) variations in fly ash cenospheres, as a filler with different concentrations (0–40 wt%), on various properties of acrylonitrile butadiene styrene. The mechanical, thermal, and electrical properties of the composite material were evaluated, and the microstructure was investigated through scanning electron microscopy. The smaller particle size showed better properties in comparison with larger particle size. As increasing filler loading, the saturation level is influenced by the agglomeration of filler particles in the polymer matrix. Thus, the performance of polymer filled with fly ash cenosphere composites is the function of the particle size, the dispersion, and the interfacial interaction between the filler particles and the polymer matrix.
Keywords
Introduction
Particulate-filled polymer composites have become attractive because of their wide applications and low cost. Incorporating inorganic mineral fillers into the polymers improves various mechanical and thermal properties. The mechanical properties of particulate-filled polymer composites are strongly dependent on size, shape, and distribution of filler particles in the matrix polymer and good adhesion of the filler–polymer interface. Numerous inorganic fillers like fly ash, mica, talc, calcium carbonate (CaCO3), hollow glass bead, and so on have been incorporated into the polymer matrix. 1,2
Major environmental issues are now coming to the forefront in all parts of the globe with increased public awareness of the human health effects and the possible effects on our global environment. About 75% of India’s energy supply is coal based and shall be so for the next few decades. There are about 82 utility thermal power stations to produce approximately 110 million tonnes of fly ash per annum in the country. Nearly 38% of the fly ash waste is utilized in the country at present in various fields, including landfills, cement making, concrete product making, such as bricks, blocks, and tiles, in road making, and in filling of the mines. 3 Due to the environmental regulations, new ways of utilizing fly ash have to be explored in order to safeguard the environment and provide useful ways for its disposal. 4,5 Fly ash cenospheres are waste by-products of coal combustion and, as such, are available at very low cost; so any use of them decreases the strain on the environment. These are hollow thin-walled spheres of sizes ranging from several tens of micrometers to 500 μm. These are formed during the coal burning process by the evolution of gas, become trapped in a viscous molten glass matrix, can be reclaimed from fly ash readily, and are relatively inexpensive as a bulk product. The heating and cooling cycles have a significant effect on the composition and morphology of each particle. According to their chemical compositions, these materials belong to the multicomponent systems with a SiO2 + Al2O3 + Fe2O3 content of approximately 90 wt%. 6 –8 Recently, fly ash has been used as a filler in the polymer to produce particulate reinforced polymer composites, saving the other commonly used mineral fillers used in the polymers, thereby helping the environment. 9 The utilization of fly ash is determined by their properties, such as fineness, specific surface area, particle shape, hardness, freeze-thaw resistance, and so on. 10 –18 Thus, composites involving low-cost fillers of fly ash, considered an industrial waste product and pollutant, are among the newer entrants to the family of particulate-filled polymer composites. 19,20
Acrylonitrile butadiene styrene (ABS), a terpolymer, is an engineering thermoplastic, known for high-performance product applications. The polymer has a good mechanical property together with chemical resistance, toughness, surface appearance, and processability. However, certain impediments like low thermal stability, poor flame retardancy, and so on have restricted its use in certain applications. Incorporation of fillers within ABS matrix could possibly overcome theses drawbacks. ABS is usually filled with rubber particles or rigid inorganic particles (RIPs), such as CaCO3, Kaolin, hollow glass beads, saw dust, and talcum powder in order to further enhance its strength, toughness, and stiffness as well as to reduce the production cost. In the recent two decades, the mechanical properties of ABS, its blends, and composites have been intensively studied. The results showed that the tensile strength of ABS–RIP composites decreased with the increase in the filler content. Many studies showed the relationship between mechanical and thermal properties of ABS-filled composites and the interfacial adhesion between the matrix and fillers. 21 –24 The present study deals with the influence of particle size (150 mesh, 100 mesh, and 300 mesh) variations in fly ash cenospheres, as a filler with different concentration (0–40 wt%) in ABS, on mechanical, thermal, electrical, and morphological properties of the resultant composites.
Experimental
Materials
ABS (HI-40 B, melt flow index (MFI) 18 g/10 min at 220°C and density 1.405 g/cm3) was supplied by Bhansali Engineering Polymers Ltd (Andheri-west, Mumbai, India) and is used as the polymer matrix. Fly ash cenospheres were supplied by Envirotech Engineers (Pune, India); it has a specific gravity of 0.65 g/cm3 and average particle size of 150 mesh, 100 mesh, and 300 mesh, which was used as a filler. The concentration of fly ash cenospheres was varied from 0 to 40 wt%.
Preparation of the polymer composites
ABS and cenospheres were predried at 80 + 5°C for 2–3 h in an air circulating oven. The compounding of ABS with various concentrations of 0, 10, 20, 30, and 40 wt% of the fly ash cenospheres (150 mesh, 100 mesh, and 300 mesh) was carried out on and extruder. In this process, the temperature profiles in the barrel were 170°C (zone 1), 210°C (zone 2), 220°C (zone 3), and the die temperature of 230°C and the screw rotation rate of 60 r/min was used and then extruded strands were then pelletized. The pellets were dried at 87 + 5°C for 2–3 h in an air-circulating oven. The resulting pellets were injection molded to produce the tensile, Izod impact test specimens of ABS fly ash cenosphere-filled composites. All the samples were conditioned for 24 h prior to testing. The resulting samples were used for the study of mechanical, thermal, electrical, and morphological properties.
Testing
Tensile properties were measured using dumb-bell shaped specimens on a Tensile Testing Machine, Model No STS-248, India (Praj Laboratory, Kothrud, Pune, India) according to ASTM D638M-91 procedure at 100% strain rate. The crosshead speed of 50 mm/min was maintained for testing. Izod impact strength values were evaluated on a Zwick Izod impact tester (Digital), Model No: S102, Germany (Praj Laboratory), according to ASTM D256 test procedure using notch samples.
Thermal properties such as heat deflection temperature (HDT) and Vicat softening point or temperature (VST) of all the samples were measured by using Davenport Vicat Softening Point Instrument, UK (Praj Laboratory), according to ASTM 648 and ASTM D1525. For HDT, the sample position was edgewise, test span was 100 mm, and surface stress was1820 kPa (264 psi). The specimen was dipped in silicon oil bath, which was heated at the rate of 120°C/h. The oil bath was continuously stirred and circulated to maintained uniform temperature. The VST was obtained according to ASTM D1525 at the rate of 120°C/h and load of 66 psi, which was applied on the given sample through a pin (1 mm2) placed on the specimen. The test recorded the temperature at which the pin penetrated to a depth of 1 mm. Each test was duplicated for other samples.
For electric properties, the test was conducted as dielectric strength (ASTM D 149) and measured using Zaran Electrical Instrument (input: 240 V; 50 Hz; 1 PH; output: 0–50 kV; capacity: 100 mA; rating 15 min).
A JEOL, JSM-6380 Scanning Electron Microscope was used to evaluate the microparticle dispersion in the polymer matrix. The cryogenic fracture surface was used to take scanning electron micrograph (SEM).
Results and discussion
Tensile properties
The results of tensile tests were shown in Table 1. In general, yield stress (σ y ), yield elongation (ε y ), breaking strength (σ b ), and breaking elongation (ε b ) values decreased with increasing filler content. The yield stress and breaking strength values of 300 mesh and 150 mesh fly ash cenosphere-filled ABS composites were marginally higher than those with 100 mesh fly ash cenosphere-filled ABS composites. It was seen that the rate of decrease in yield stress and breaking strength was higher when larger particle size was used. At higher filler loading, the reduction in yield stress and breaking strength was higher in case of larger particle size. The yield elongation and breaking elongation values of 150 mesh and 100 mesh fly ash cenosphere-filled ABS composites were marginally higher than those with 300 mesh cenosphere-filled ABS composites. It was observed that the yield elongation and breaking elongation values decreased drastically on the addition of fillers in all the larger and smaller particle sizes of fly ash cenospheres, but the rate of change in the yield elongation and breaking elongation values with varying percentage of filler was higher in case of smaller particle size as compared to larger particle size of fly ash cenospheres. It was observed that due to poor adhesion of fly ash cenospheres and ABS matrix, the above values showed marginal deterioration of upto 10% of loading, and at higher values, all the properties showed continuous reduction with addition of fly ash cenospheres. This variation may have been due to wide particle size distribution of larger particle size fly ash cenospheres than that of smaller particle size fly ash cenospheres, and at higher loading, the interstitial volume must have been occupied by smaller particles as filler and there may have been an insufficient matrix available for contributing to the above values. The phenomenon of agglomeration and surface area of filler was also confirmed by the above variation in case of smaller particle size of fly ash cenospheres. The above observations were in good agreement with the importance of surface modifications of fillers and the extent of adhesion with polymer matrix.
Tensile properties of ABS filled with fly ash cenosphere composites.
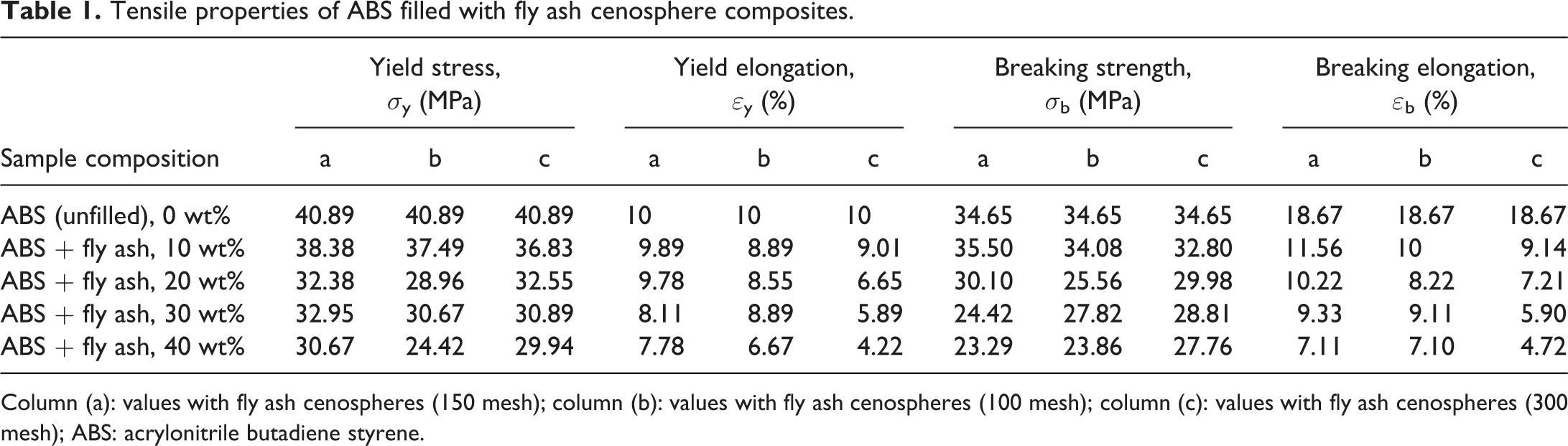
Column (a): values with fly ash cenospheres (150 mesh); column (b): values with fly ash cenospheres (100 mesh); column (c): values with fly ash cenospheres (300 mesh); ABS: acrylonitrile butadiene styrene.
Table 2 depicts the variation in relative yield stress (σ c /σ p ; ratio of the yield stress of the composite (c), and of the nonfilled polymer (p)) and relative strain at break (ε c /ε p ) of ABS filled with fly ash cenosphere composites. The dependence of the relative yield stress (σ c /σ p ) on the volume fraction of cenospheres ΦF was shown in Figure 1.
Values of relative yield stress and relative strain at break of ABS filled with fly ash cenosphere composites.
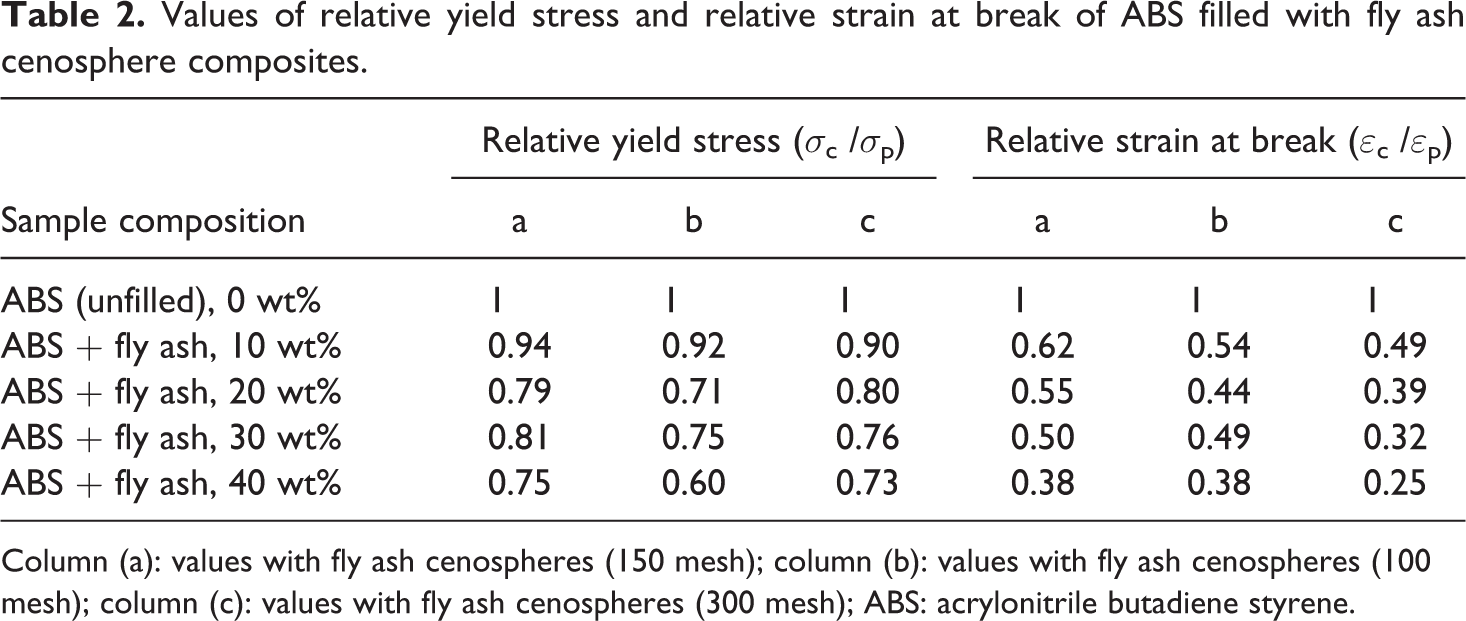
Column (a): values with fly ash cenospheres (150 mesh); column (b): values with fly ash cenospheres (100 mesh); column (c): values with fly ash cenospheres (300 mesh); ABS: acrylonitrile butadiene styrene.
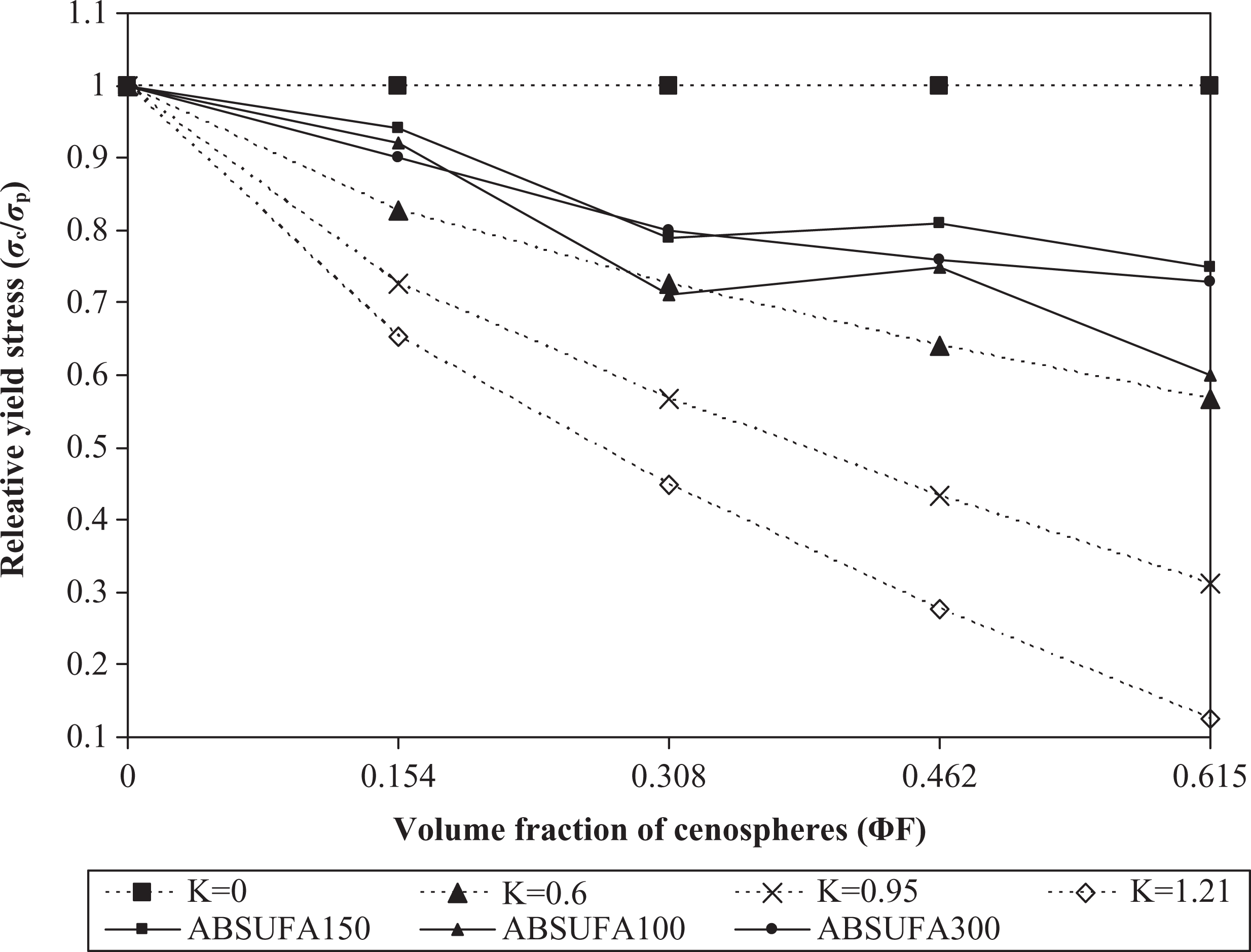
Variation in relative yield stress (σ c /σ p) of acrylonitrile butadiene styrene/fly ash cenospheres ABSUFA150, ABSUFA100, and ABSUFA300 composites against volume fraction of cenospheres (ΦF). Dotted curves represents predicted behavior according to equation (1) indicated.
The yield stress data were compared using the following equation
25

For spherical shaped fillers K = 0 for perfect adhesion and 1.21 for no adhesion. The data for fly ash cenosphere (150 mesh and 300 mesh)-filled ABS composites lie in between the curves with K = 0–0.6. While the data for fly ash cenosphere (100 mesh)-filled ABS composites lie closer to the curve with K = 0.6.
The smaller particle size filler tends to agglomerate and hence reduced the strain value by restricting the mobility of matrix chains, which was also supported by the trend of variation in relative strain at break (ε c /ε p ) of ABS filled with 150 mesh, 100 mesh, and 300 mesh fly ash cenospheres as shown in Table 2. Figure 2 represents the variation in relative strain at break of ABS filled with fly ash cenospheres (150 mesh, 100 mesh, and 300 mesh) as a function of content of cenospheres (wt%).
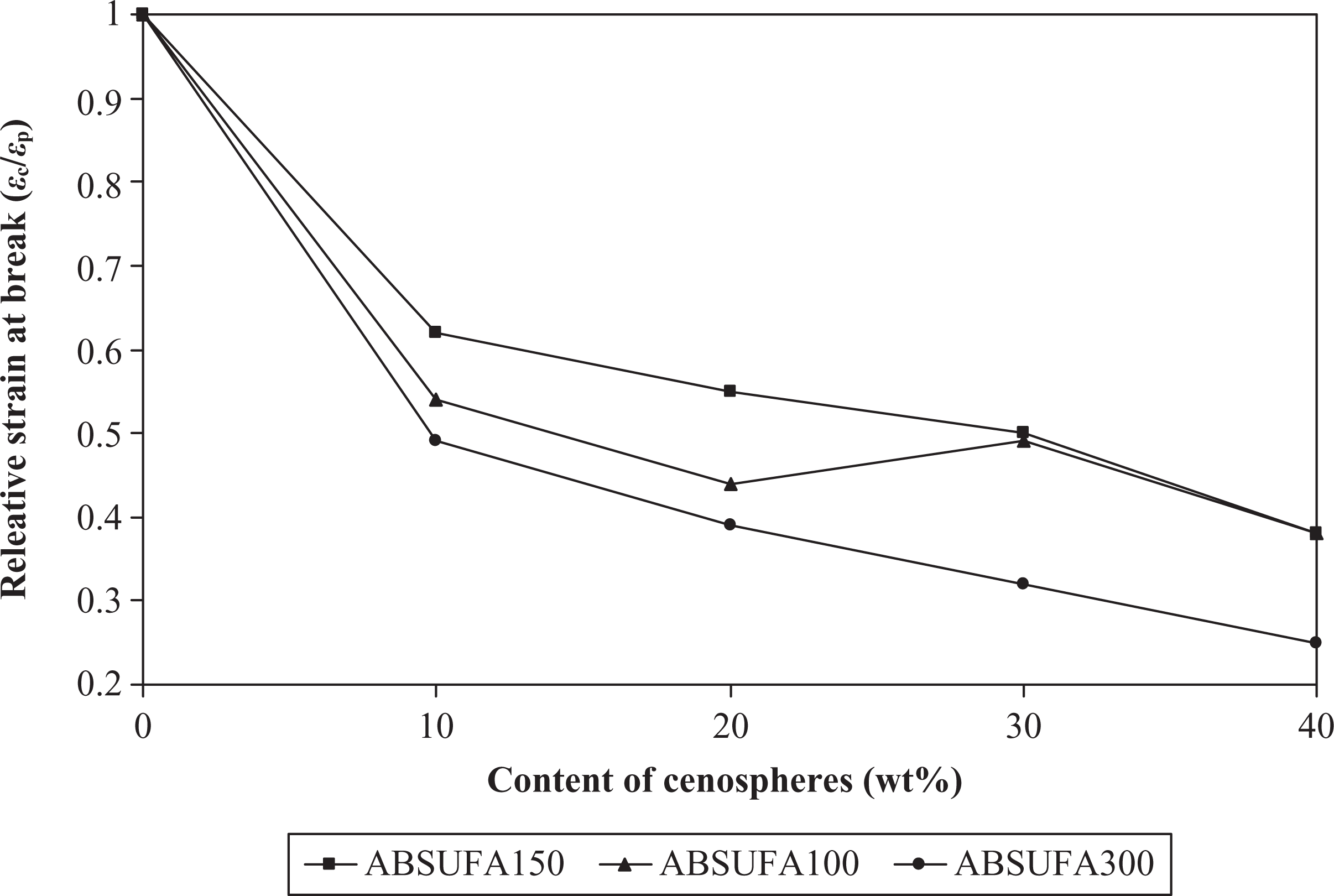
Variation in relative strain at break (ε c /ε p ) of acrylonitrile butadiene styrene/fly ash cenospheres ABSUFA150, ABSUFA100, and ABSUFA300 composites against content of cenospheres (wt%).
Impact strength
Table 3 showed the values of Izod impact strength and relative Izod impact strength of ABS/fly ash cenosphere composites. The impact strength of the fly ash cenosphere-filled ABS composites decreased with increasing concentration of filler in all the larger and smaller particle sizes of fly ash cenospheres. The impact performance of the fly ash cenosphere-filled ABS composites showed quick reduction upto 10%, and then after at higher loading concentrations, the ABS-filled composites showed much gradual reduction in the values. At lower filler loading, the rate of reduction in the impact strength was higher in case of larger particle size fly ash cenosphere-filled ABS composites, which confirmed the void space available in the larger particle size material, and thereby demonstrated that the stress propagation was grater in case of a larger particle size-filled composites than smaller particle size composites. The above results also support the improvement in the dispersion of smaller particle size within filler than that of larger particle size at lower filler loading in ABS matrix. It was also observed that the rate of change in the impact strength was same at higher filler loading, that is, above 20 wt% of both the particle sizes, and this indicated that the total surface area available for matrix remained almost same in case of both the larger particle size and smaller particle size agglomerates. The impact strength values were almost same for 30 and 40 wt% of smaller and larger particle size fly ash cenosphere-filled composites, which indicated the agglomeration of smaller particle size filler, and thereby generated increasing void space, which was responsible for stress propagation. The smaller particle size filler tends to agglomerate and hence reduced the strain value by restricting the mobility of matrix chains, which was also supported by the above values. The trend in variation in relative Izod impact strength of ABS-filled with fly ash cenospheres (150 mesh, 100 mesh, and 300 mesh) against content of cenospheres (wt %) was presented in Figure 3.
Values of Izod impact strength and relative Izod impact strength of ABS filled with fly ash cenosphere composites.
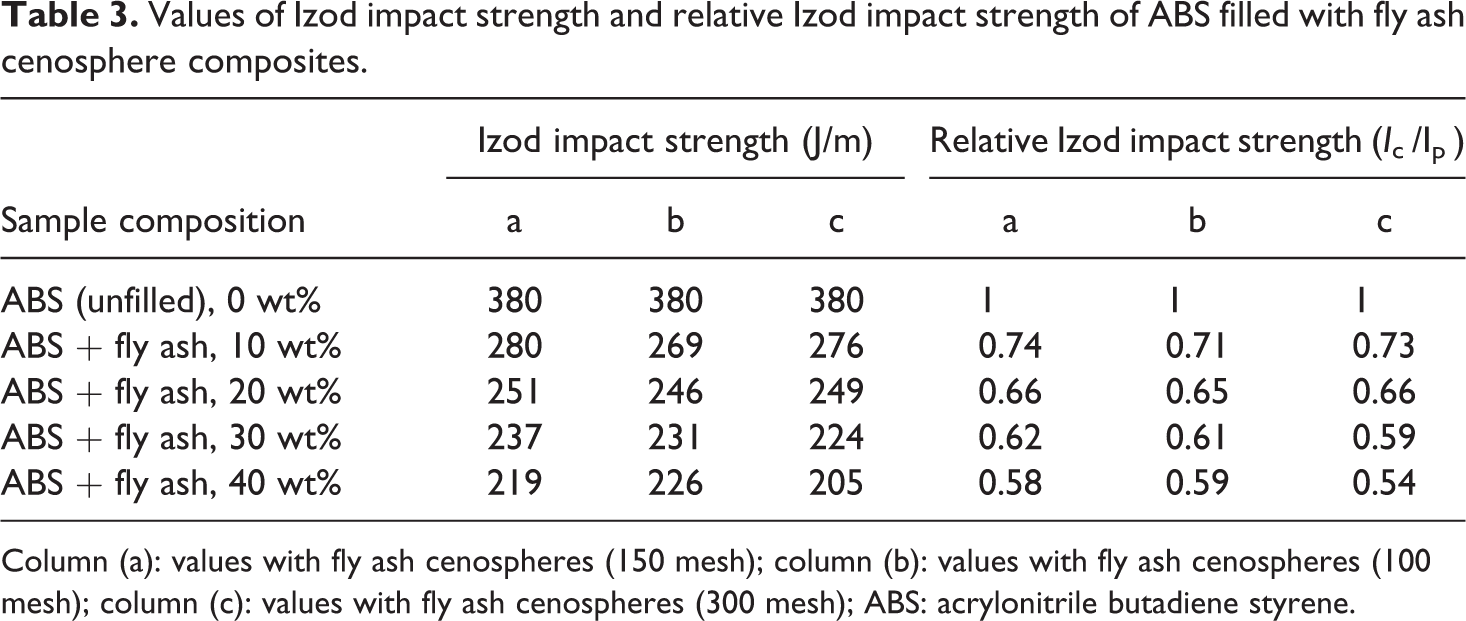
Column (a): values with fly ash cenospheres (150 mesh); column (b): values with fly ash cenospheres (100 mesh); column (c): values with fly ash cenospheres (300 mesh); ABS: acrylonitrile butadiene styrene.
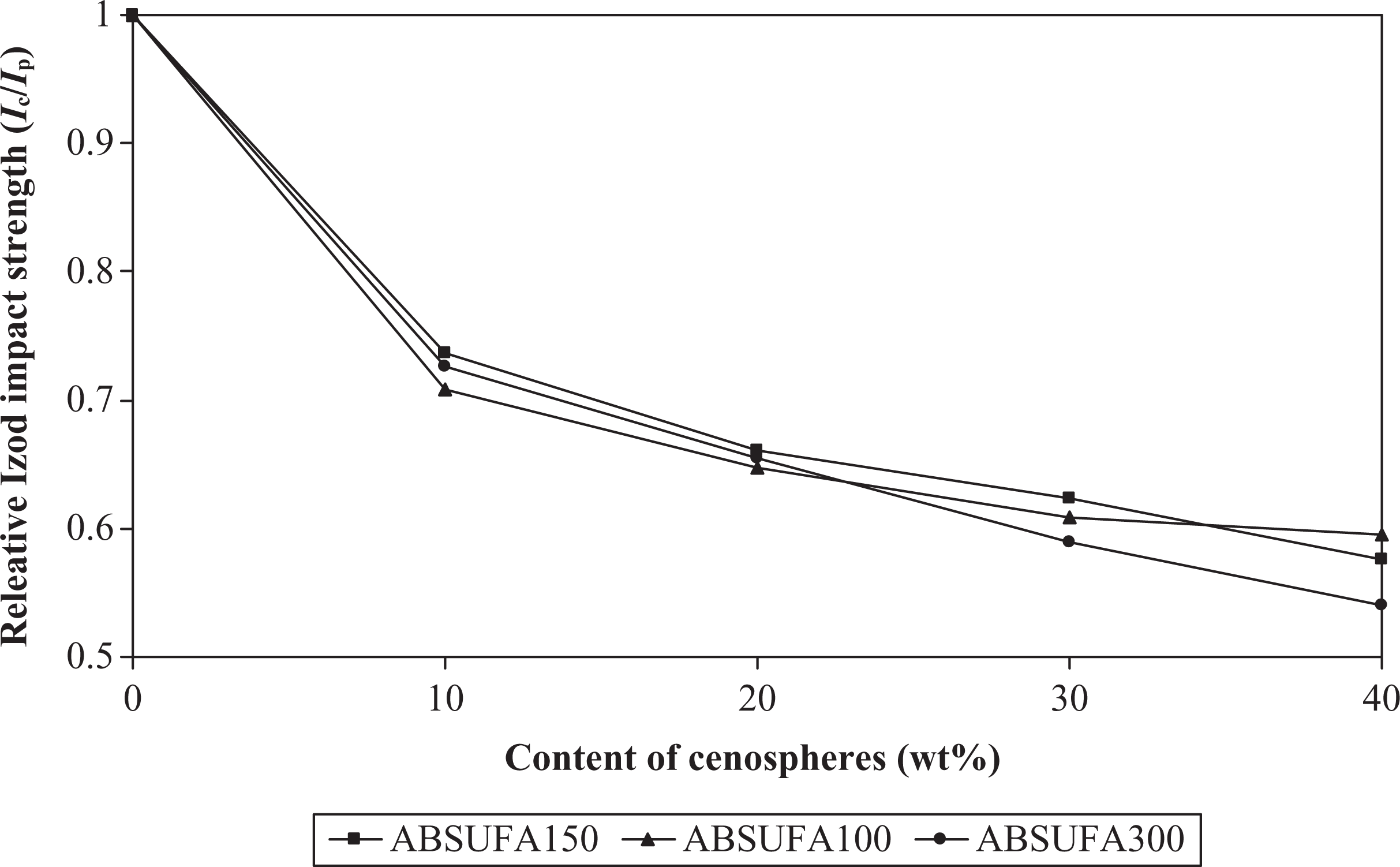
Variation in relative Izod impact strength (I c /I p ) of acrylonitrile butadiene styrene/fly ash cenospheres ABSUFA150, ABSUFA100, and ABSUFA300 composites against content of cenospheres (wt%).
Thermal properties
Values of HDT and VST for all fly ash cenosphere-filled ABS composites were shown in Table 4. The HDT and VST increased with increasing concentration of filler in all the larger and smaller particle sizes of fly ash cenospheres. The extent of increase in HDT at lower filler loading of larger particle size fly ash cenosphere-filled ABS composite was higher than that of smaller particle size fly ash cenosphere-filled composites. The rate of change in HDT was higher and gradual in case of smaller particle size filler than that of larger particle size fly ash cenospheres. At higher filler loading, the HDT was higher with smaller particle size filler when compared with larger particle size, which indicated that at higher filler loading the extent of agglomeration of smaller particle size increased and the total surface area of filler matrix interaction remained almost same in both the cases of the particle size. The mobility of matrix chains and agglomeration of smaller particle size filler is indicated by the increase in VST with higher rate than that of larger particle size filler. The trend in VST of all the filled compositions also supports the variation in breaking elongation values of the fly ash cenosphere-filled compositions. The variation in HDT and VST of ABS filled with different particle size fly ash cenospheres (150 mesh, 100 mesh, and 300 mesh) as a function of content of cenospheres (wt%) is presented graphically in Figures 4 and 5, respectively.
Values of HDT and VST of ABS filled with fly ash cenosphere composites.
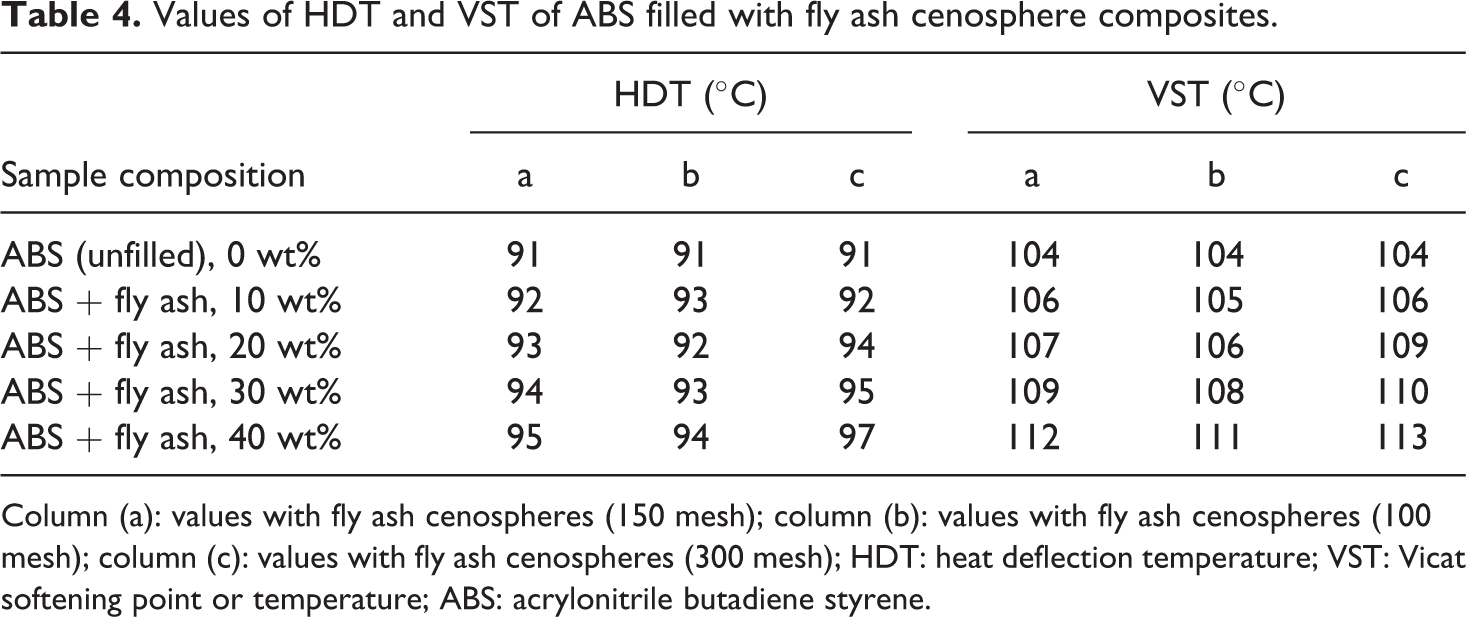
Column (a): values with fly ash cenospheres (150 mesh); column (b): values with fly ash cenospheres (100 mesh); column (c): values with fly ash cenospheres (300 mesh); HDT: heat deflection temperature; VST: Vicat softening point or temperature; ABS: acrylonitrile butadiene styrene.
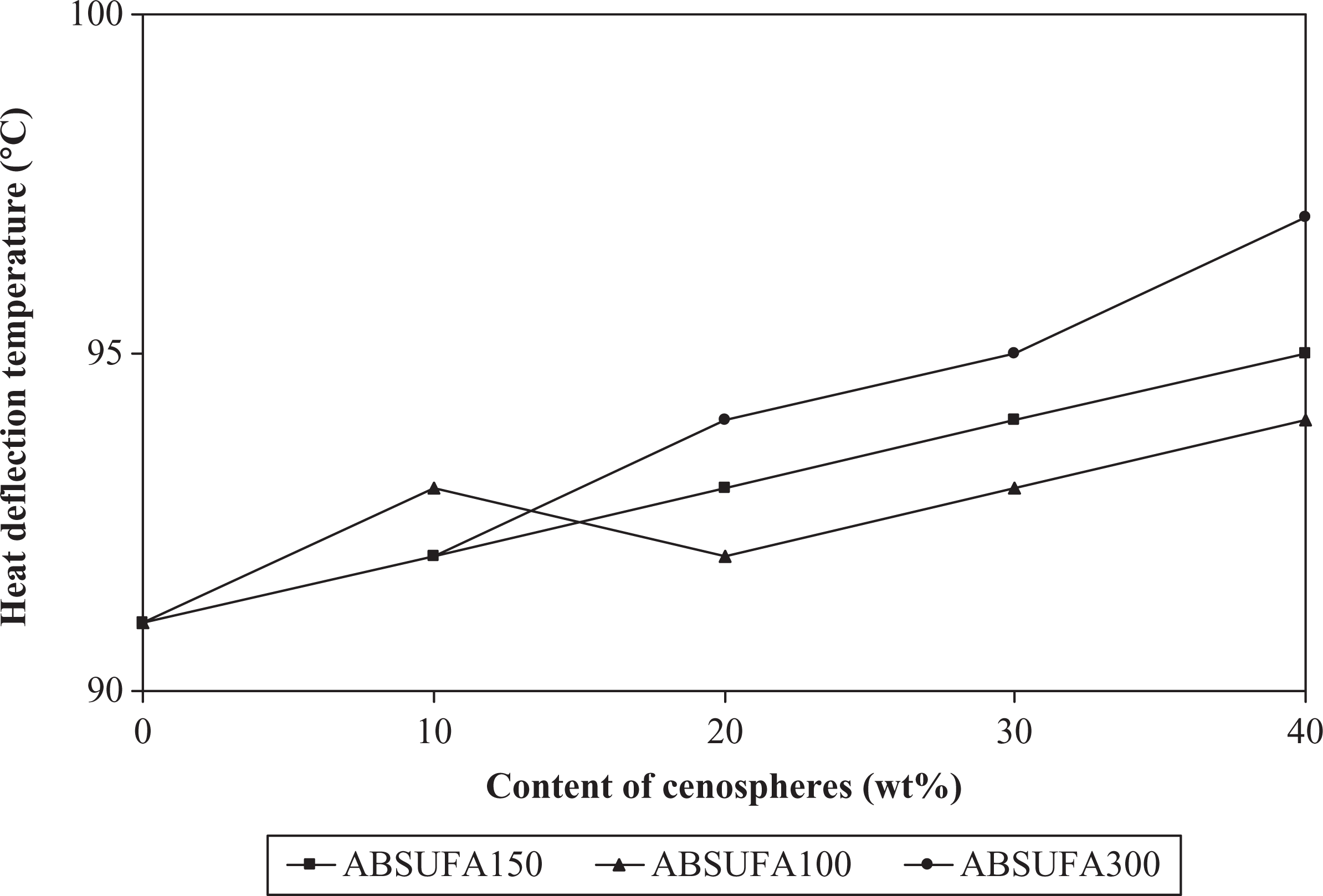
Variation in heat deflection temperature of acrylonitrile butadiene styrene/fly ash cenospheres ABSUFA150, ABSUFA100, and ABSUFA300 composites against content of cenospheres (wt%).
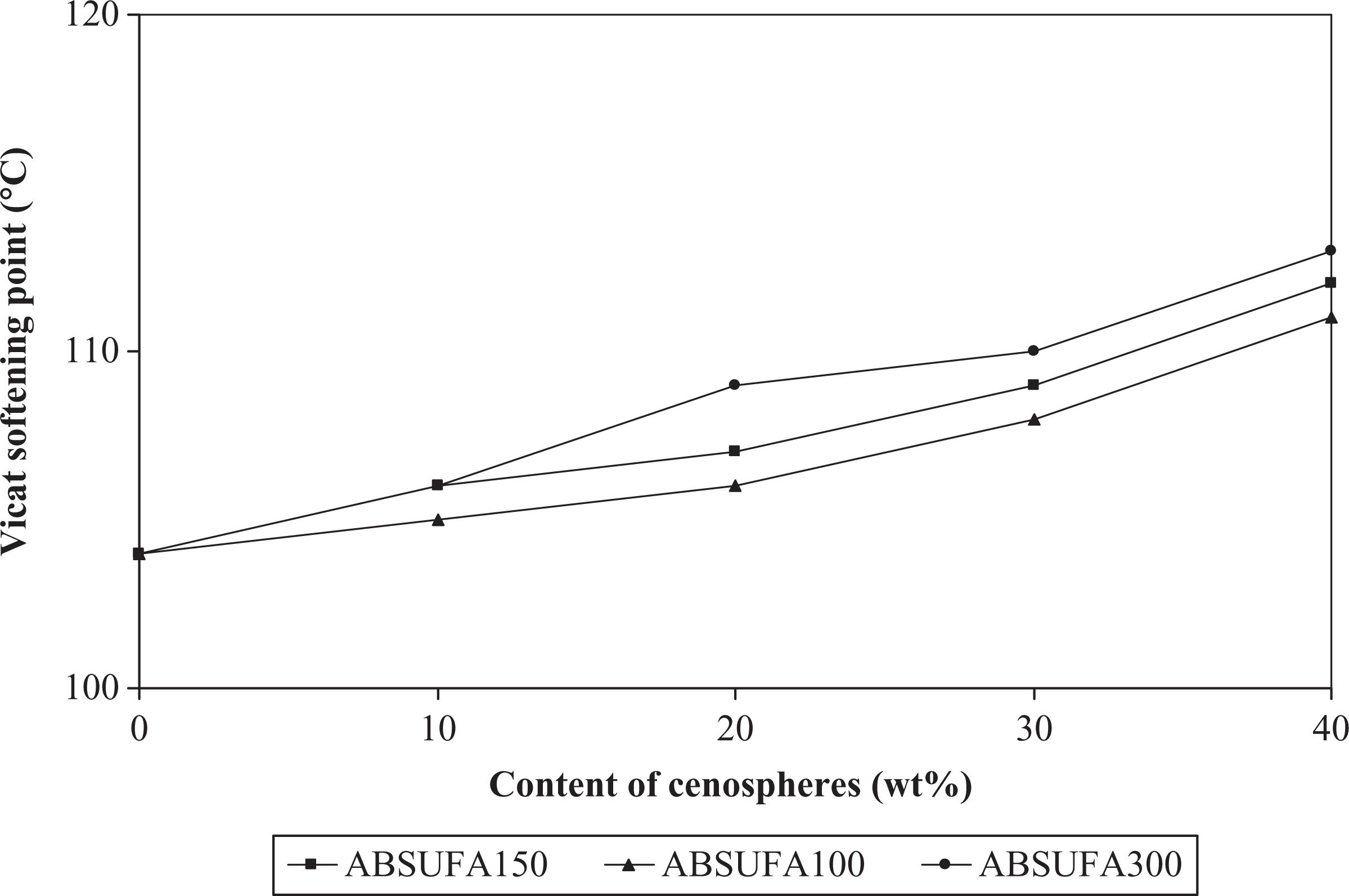
Variation in Vicat softening point of acrylonitrile butadiene styrene/fly ash cenospheres ABSUFA150, ABSUFA100, and ABSUFA300 composites against content of cenospheres (wt%).
Electrical properties
Values of dielectric strength for all fly ash cenosphere-filled ABS composites were shown in Table 5. It was observed that on addition of fly ash cenospheres, the dielectric strength incresed in all the larger and smaller particle sizes of fly ash cenospheres. At lower concentrations, the rate of increase in the dielectric strength is also increased as a particle size increases, but at very larger particle size, it decreases. At higher concentration, it slowly decreased which may have been due to the leakage of current from an encapsulated interstital filler particle. At very high loading, the rate of increase is less beacause particle size is more enough that during dispersion voids between particle–particle is caused for current passage, and in case of samller particle size, there is no much change in the dielectric properties. Figure 6 showed the trend of variation in dielectric strength of ABS-filled with fly ash cenospheres (150 mesh, 100 mesh, and 300 mesh) as a function of content of fly ash cenospheres (wt%).
Values of dielectric strength of ABS filled with fly ash cenosphere composites.
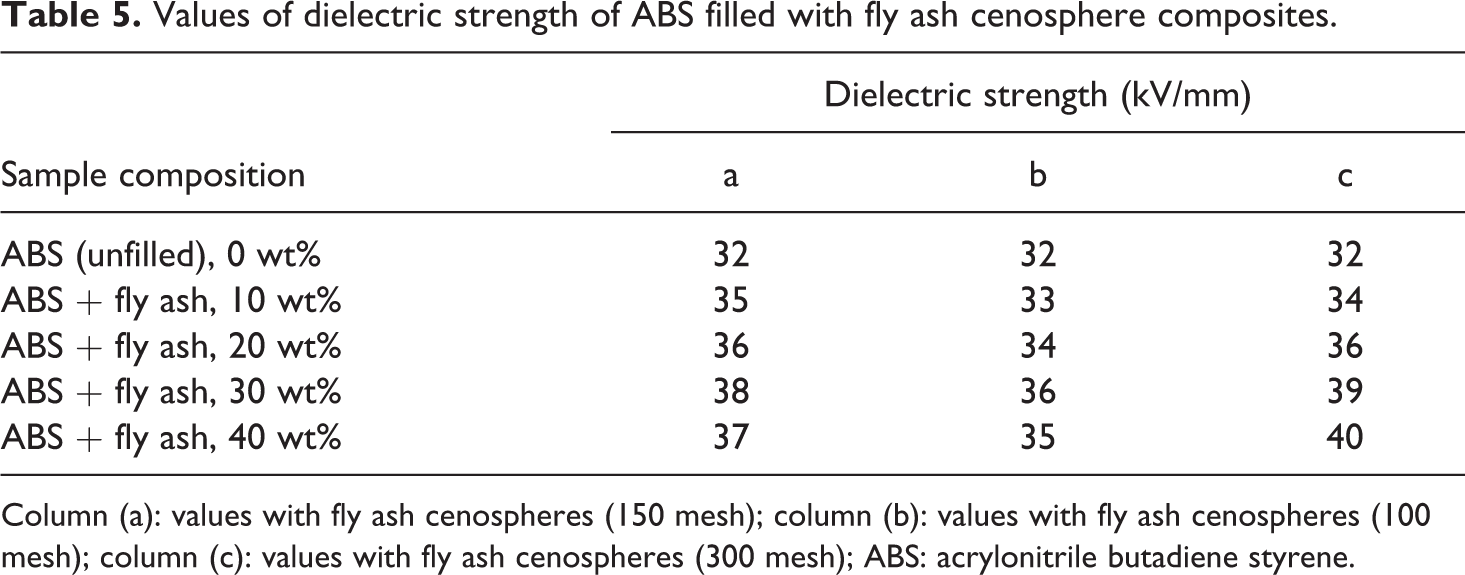
Column (a): values with fly ash cenospheres (150 mesh); column (b): values with fly ash cenospheres (100 mesh); column (c): values with fly ash cenospheres (300 mesh); ABS: acrylonitrile butadiene styrene.
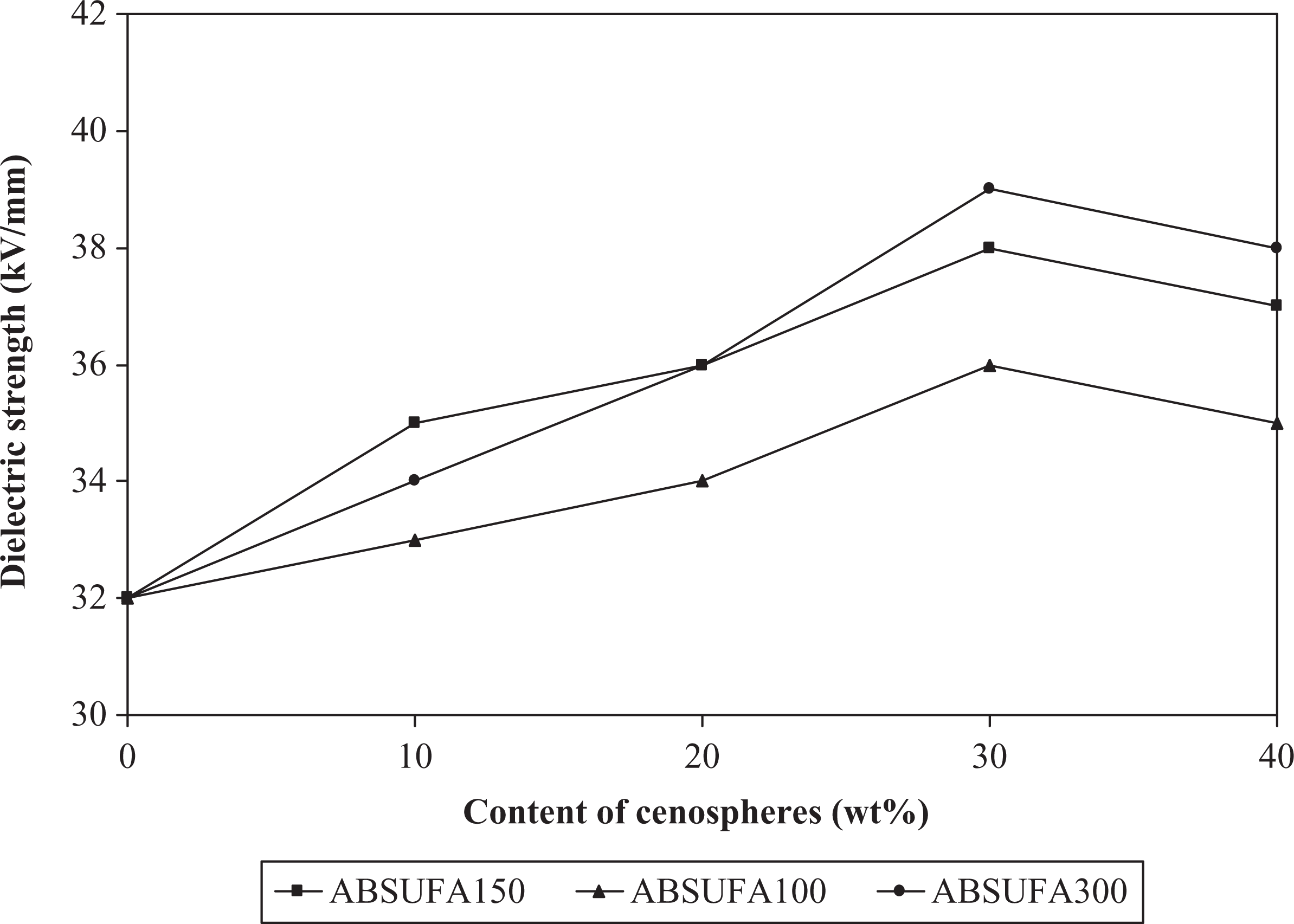
Variation in dielectric strength of acrylonitrile butadiene styrene/fly ash cenospheres ABSUFA150, ABSUFA100, and ABSUFA300 composites against content of cenospheres (wt%).
Morphology of ABS/fly ash cenosphere composites
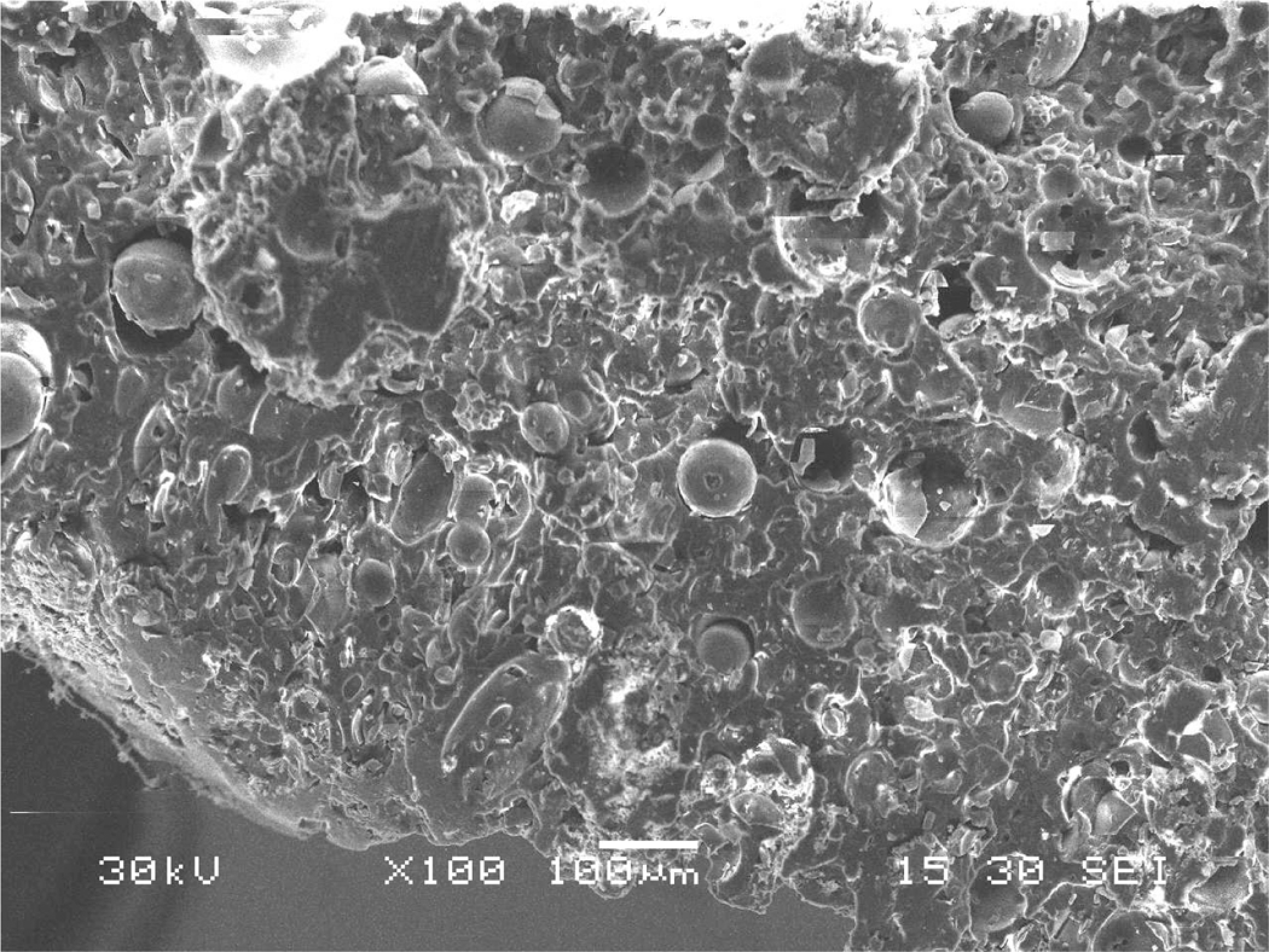
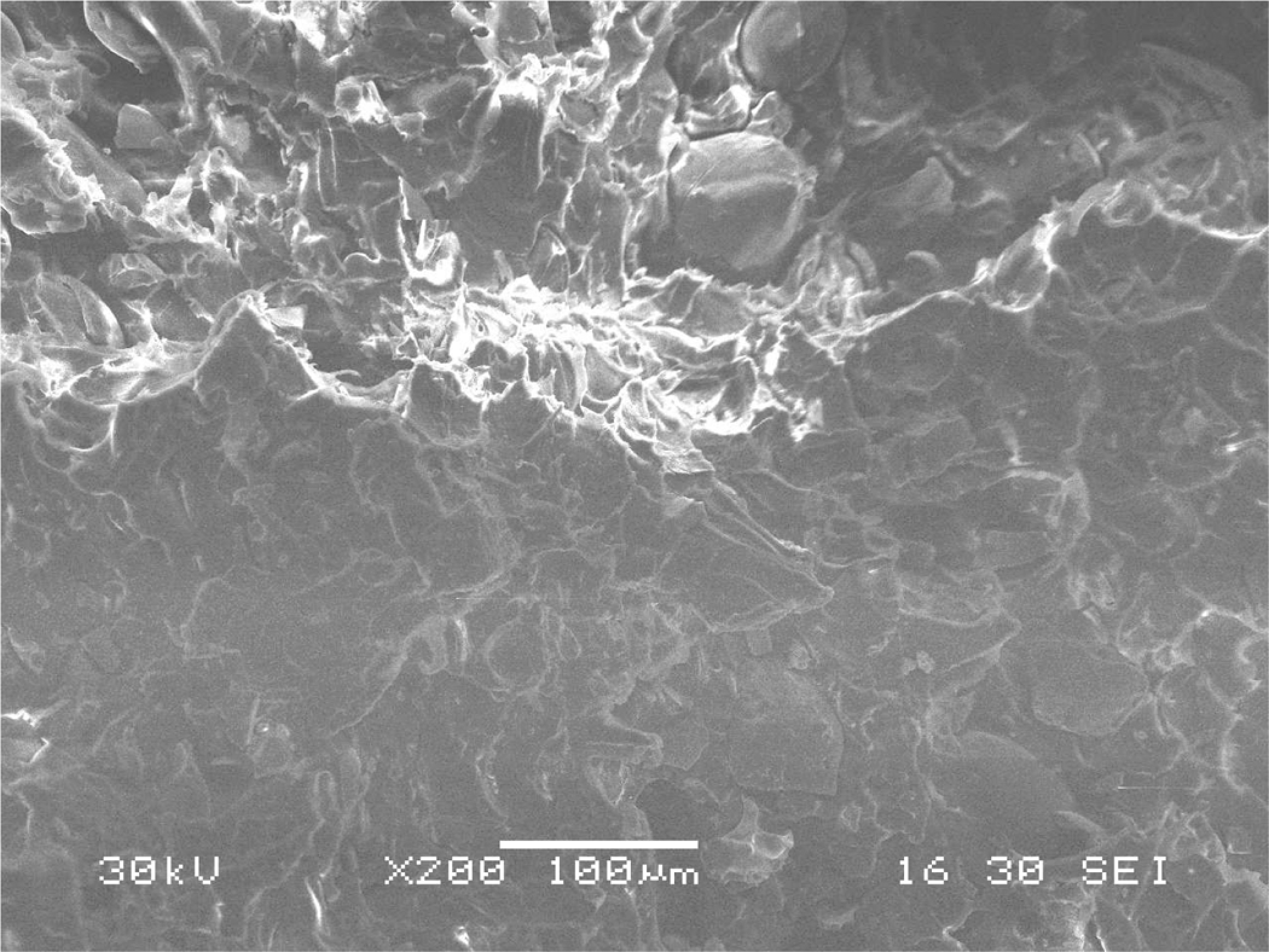
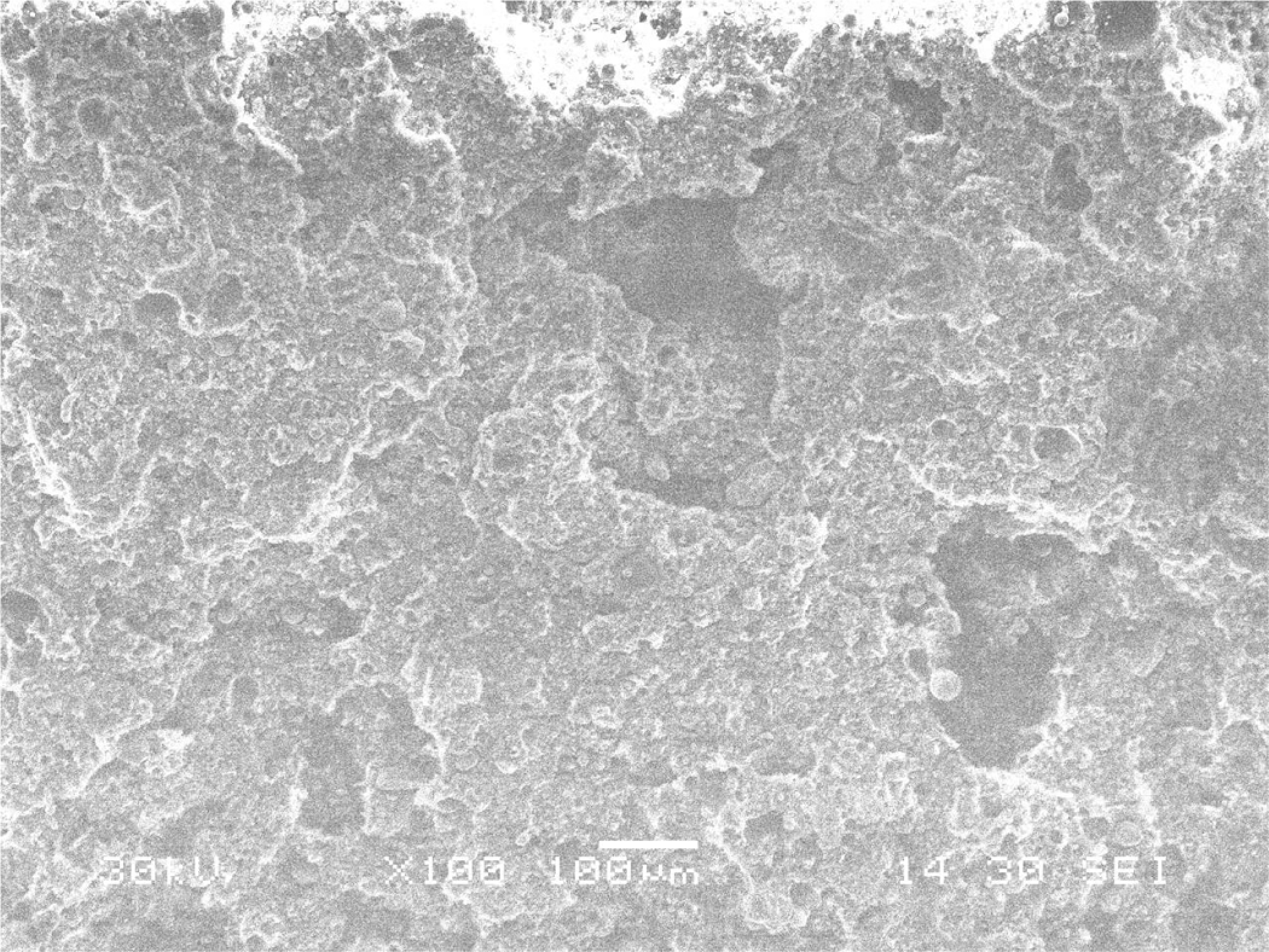
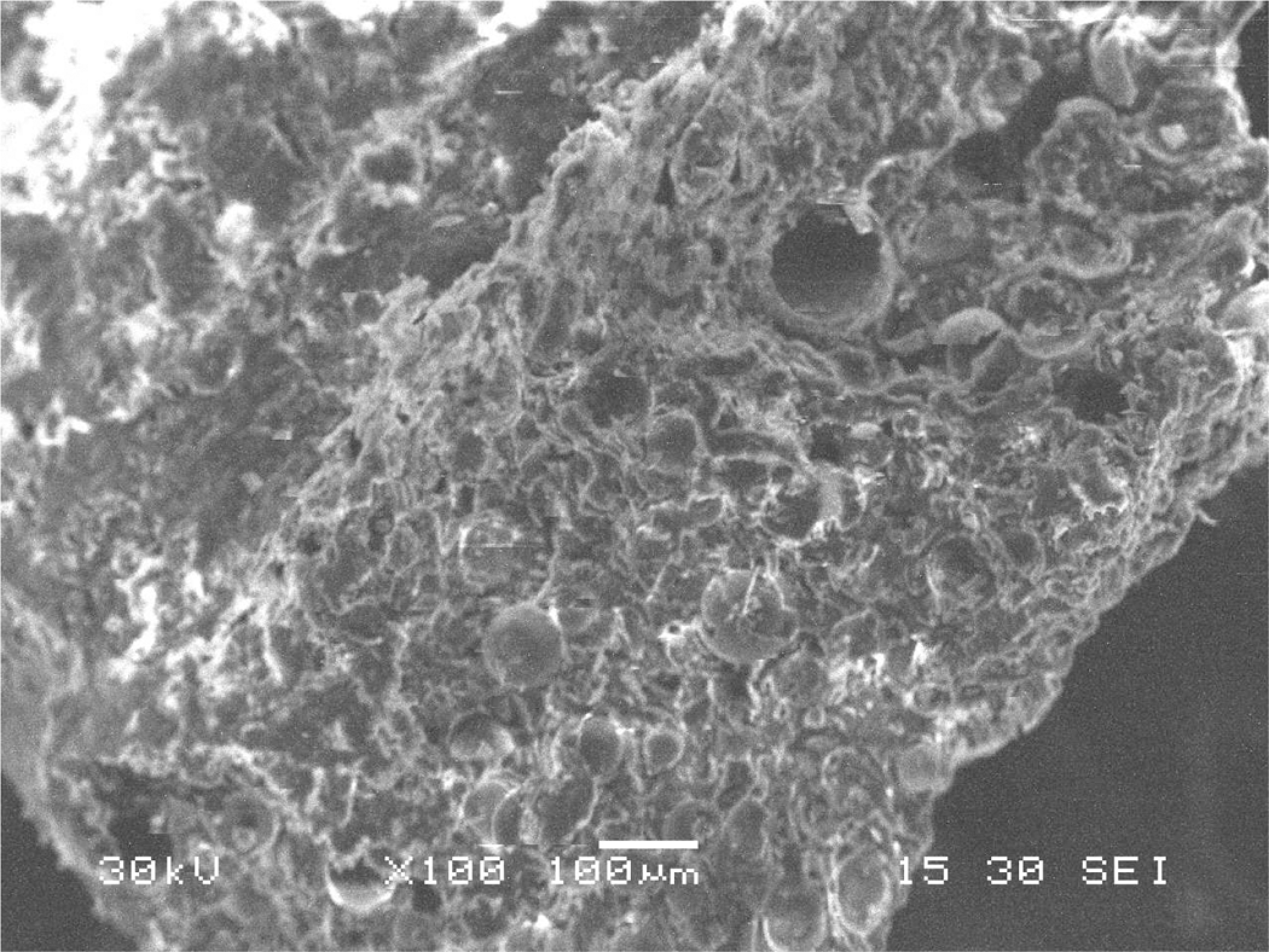
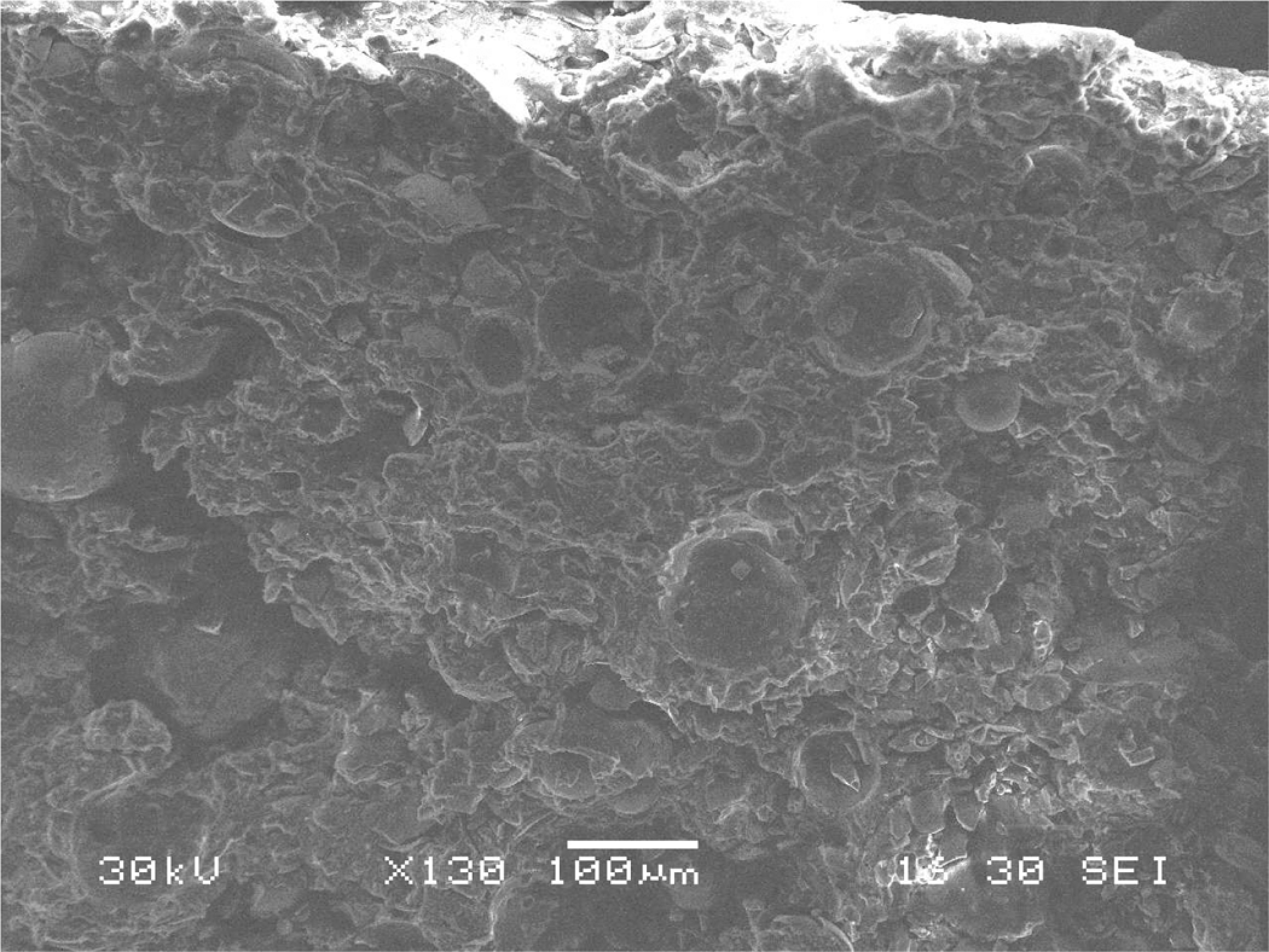
Figures 7 to 12 indicated the SEM of impact fractured surface of 150 mesh, 100 mesh, and 300 mesh fly ash cenosphere-filled ABS composites at 10 and 30 wt% loading. It was observed that the polymer matrix was insufficient to encapsulate the individual filler particles in all the larger and smaller particle sizes of fly ash cenospheres. It reveals presence of voids and denuded fly ash particles, which results in poor adhesion between ABS matrix and fly ash cenosphere surface. At 30 wt% loading, it is seen that the agglomerations are formed, which are resposible for poor performance in the properties of ABS-filled fly ash cenosphere composites.
SEM of impact fractured sample surface of 10% fly ash cenospheres in the ABS matrix (ABSUFA150). ABS: acrylonitrile butadiene styrene; SEM: scanning electron microgarph.
SEM of impact fractured sample surface of 10% fly ash cenospheres in ABS matrix (ABSUFA100). ABS: acrylonitrile butadiene styrene; SEM: scanning electron microgarph.
SEM of impact fractured sample surface of 10% fly ash cenospheres in ABS matrix (ABSUFA300). ABS: acrylonitrile butadiene styrene; SEM: scanning electron microgarph.
SEM of impact fractured sample surface of 30% fly ash cenospheres in ABS matrix (ABSUFA150). ABS: acrylonitrile butadiene styrene; SEM: scanning electron microgarph.
SEM of impact fractured sample surface of 30% fly ash cenospheres in ABS matrix (ABSUFA100). ABS: acrylonitrile butadiene styrene; SEM: scanning electron microgarph.
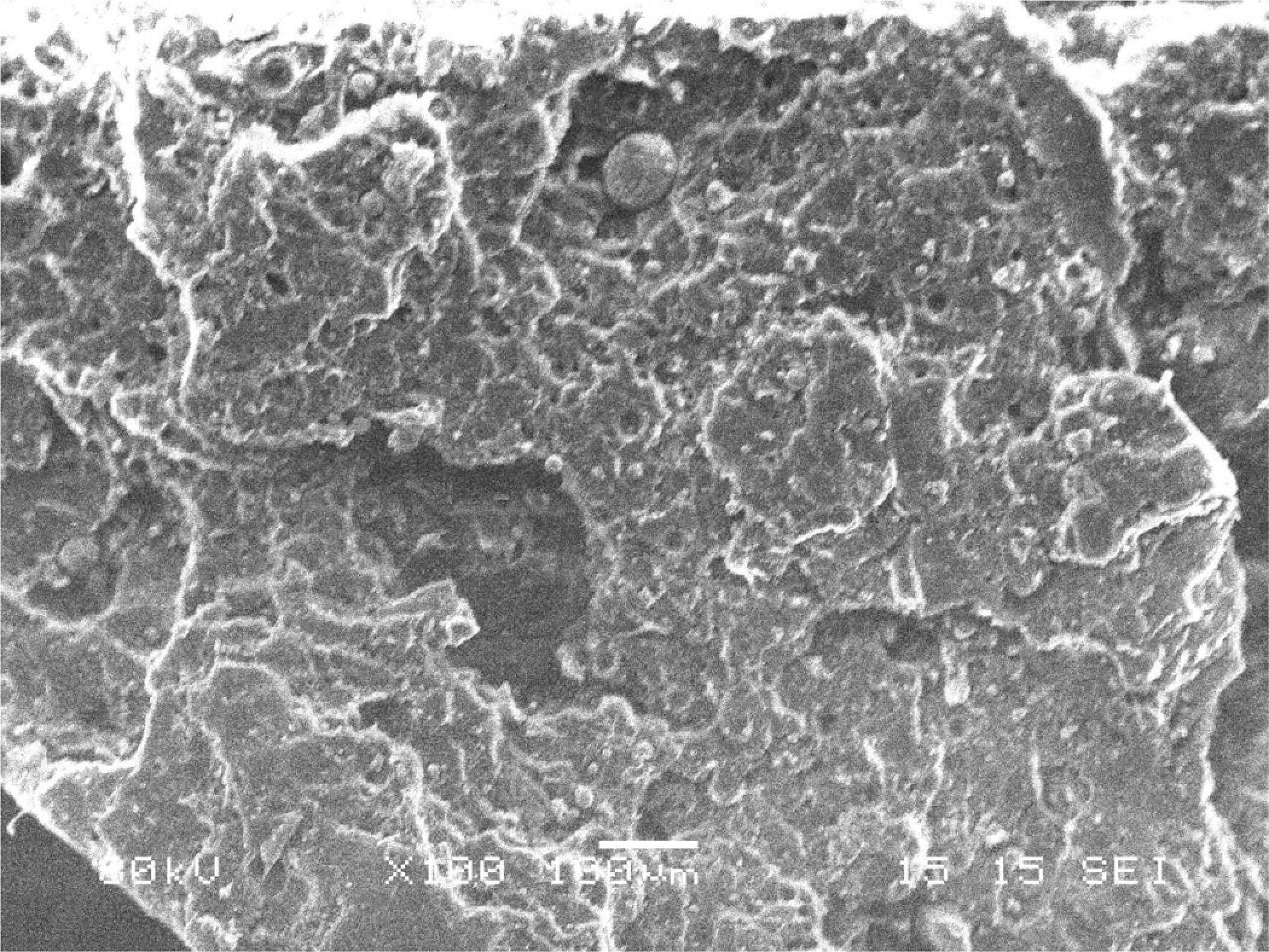
SEM of impact fractured sample surface of 30% fly ash cenospheres in ABS matrix (ABSUFA300). ABS: acrylonitrile butadiene styrene; SEM: scanning electron microgarph.
Conclusions
Based on these experimental results, some conclusions can be drawn as follows: The addition of larger and smaller particle sizes of fly ash cenospheres (150 mesh, 100 mesh, and 300 mesh) in ABS leads to reduction in mechanical properties drastically at higher loading, whereas upto 10% loading gives comparable performance as that of ABS matrix. Fly ash cenosphere (150 mesh and 300 mesh)-filled ABS composite curves lie in the vicinity of the curve with K = 0–0.6. While fly ash cenosphere (100 mesh)-filled ABS composite curves lie in the vicinity of the curve with K = 0.6. A significant increase in the HDT and Vicat softening temperature was found with increase in the fly ash cenospheres content as in the case of larger and smaller particle sizes. The smaller particle size of fly ash cenosphere-filled ABS composite showed an improvement in the dielectric strength properties when compared with larger particle size of fly ash cenosphere-filled ABS composite. Fly ash cenospheres in ABS polymer matrix is beneficial to improve heat resistance properties along with stiffness. The smaller particle size showed better properties in comparison with larger particle size. With increasing filler loading, the saturation level is influenced by the agglomeration of filler particles in polymer matrix. Thus, the performance of polymer filled with fly ash cenospheres composite is the function of the particle size, the dispersion, and the interfacial interaction between filler particles and the polymer matrix.
Footnotes
Acknowledgements
The authors thank Prof Dr Vishwanath D. Karad, Director, MAEER’s, Maharashtra Institute of Technology, Pune, India, for his constant encouragement and support; Mr Ashok M. Bhagat, Proprietor of Praj Laboratory, Kothrud, Pune, India; and Mr Mitesh Kothari, Mr Jay Sheth, and Mr Rigwed Tatu who in various ways contributed in the completion of this study.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.