
Abstract
In biomedical industries, composite additive manufacturing are employed for customization, quicker production, efficient use and capital reduction. This experimental work focuses on the development of poly lactic acid (PLA) and novel extruded hydroxyapatite (HA) reinforced poly lactic acid (HPLA) by material extrusion (ME) technique and their properties were compared with that of standard 3D printed PLA. The extruded composite filaments were subjected to thermal characterization (DSC, TGA) and chemical characterization (FTIR) to ensure filament quality and its implementation in ME technique for 3D printing process. In addition, the melt compounded composite filaments were subjected to annealing to observe the influence of heat treatment upon their mechanical properties and thereby to validate their potential to resist breakage during ME process. Taguchi orthogonal array method using MiniTab software is employed to execute the parameter optimization for the 3D printing process. The 3D printed tensile, flexural and impact specimens, using pure PLA and extruded composite filaments, as per American Society for Testing and Materials (ASTM) standards were subjected to a comparative experimental study which showed that 3D printed specimens using PLA and HPLA performed better than that of standard PLA specimens due to the improvement in their crystalline nature. The ruptured specimens were subjected to microstructural characterization (optical microscopy, SEM) to observe failure modes and ash content test was conducted to validate the homogenous distribution HA filler particles in PLA matrix. In addition, mechanical characterization was also performed on 3D printed bone plate/bone scaffold application using extruded filaments of PLA and HPLA, as per ASTM F543 standards, to validate incorporation of the composite filaments in real-time application in biomedical industry.
Keywords
Introduction
In the past decade, additive manufacturing has seen a major boom in the commercial sector capable of production of objects ranging from miniature to large scale models with wide range of materials with wide range of manufacturing techniques. 1 Among many such available methods, the extrusion technique based fused deposition modeling (FDM) is the most sought after technique due to its simplicity in functionality yet capable of producing high quality products.2,3 In the FDM process, the raw material is in the form of wires of commercially used and any open-source 3D printer compatible diameter 1.75 ± 0.05 mm. In addition to the user compatibility, the experimental study focuses on a comparative study with the commercially available PLA filament, hence in order to sustain homogeneity, validation and coherence to the experimental study the particular filament diameter of 1.75 ± 0.05 mm is chosen. This technique has been further enhanced in the recent times so as to be able to handle multiple materials at the same instance, higher flexibility in operation, optimal use of material and time thereby reducing the capital investment and wastage.4,5
Of all the polymeric materials, PLA is the most sought after material followed by ABS in the FDM process due to their convenient operational temperature range and better wettability criteria.6,7 However, the demerits of 3D printed PLA is that they exhibit reduced mechanical strength and thermal resistance as they endure in the second thermal cycle in manufacturing products, the first thermal cycle being drawn into wires from pellets, granules or powder form.8,9 The PLA pellets employed for the melt compounding technique here is raw for bio-compatibility. The hydrophobic nature of the PLA is an advantage in addition to safe degradation under the influence of lactic acid, which is naturally produced by the human body and hence used in drug delivery systems, medical implants, and tissue engineering.
Hydroxyapatite (HA) is a bio-ceramic material, is used as a reinforcement material to produce HPLA composite filaments. 10 The use of ceramics enhanced the mechanical properties of the composites, raising their modulus and tensile strength as well as their thermal stability. The results demonstrated the potential applicability of these composites in situations where improved mechanical and thermal performance was required.11–14 However, HA is inherently rigid, friable and stiff which makes it difficult to be processed into the required form and shape. 15 The particulate size of the reinforcements plays a vital role in determining the overall strength of the composite as improvement in strength is directly related to the wettability of the reinforcement by the matrix.16,17
Optimization of the extruder and FDM plays a major role in dermining the mechanical properties of the particulate reinforced thermoplastic composite materials due to their enhanced stress transfer capability and surface protection from external loads.18,19 Kechagias et al., 20 studied experimentally 3D printing of PLA/coconut wood flour composite and also found that the particulate reinforcements improves the durability of the material, in direct relation to that of tribological properties and inverse relation to that of mechanical properties.
The functionality of the products manufactured required in various sectors determine the matrix material, reinforcement, type of FDM printer and the print process parameters. 21 Yin et al., 22 studied the fused deposition modeled TPU/ABS multi-material composite that resulted in depicting that the interfacial adhesion is directly dependent upon the bed temperature. In addition, Yin et al., 23 have investigated the effect of extrusion temperature and deposition speed on fusion between a single layer polymer of Polypropylene and polylactic acid, by Fused Filament Fabrication (FFF) and found that the extrusion temperature has more influence when the deposition speed is low, while the duration of contact at the interface has a bigger effect at the higher speeds. Jodati et al., 24 studied the effect of porosity and pore size in bio ceramic based scaffolds on their mechanical properties and biological performances and found that porosity and compressive strength were inversely proportional. Also, porosity of 60% and pore size greater than 150 μm enhanced cell proliferation.
Among the observed experimental results, incorporation of particulate reinforcement have improved the mechanical properties provided suitable process parameters are employed. The present work concentrates on developing composite specimens using extruded PLA and HPLA filaments and to compare them with that of the 3D printed specimens printed with standard PLA filaments in aspects of their filament testing, mechanical characterization, chemical characterization, thermal characterization and microstructural characterization to identify their failure modes. The work also validates the uniformity in the HA particulate mass distribution by conducting ash content test. Additionally, the work gives insights about the quantity of material wastage occurred due to support structures created during 3D printing process and mechanical characterization of bone scaffold as per ASTM standards, validation of material selection and process parameters upon a real time product application.
Experimental
Materials
In this work, PLA of extrusion grade 3052D with a molecular weight of 139,000 g/mol were purchased from NatureWorks in the form of granules to extrude polymeric filaments. The HA used was produced in the Nano-materials laboratory from the Department of Production Technology, Madras Institute of Technology, India following the synthesis process as per Udaeta et al.
25
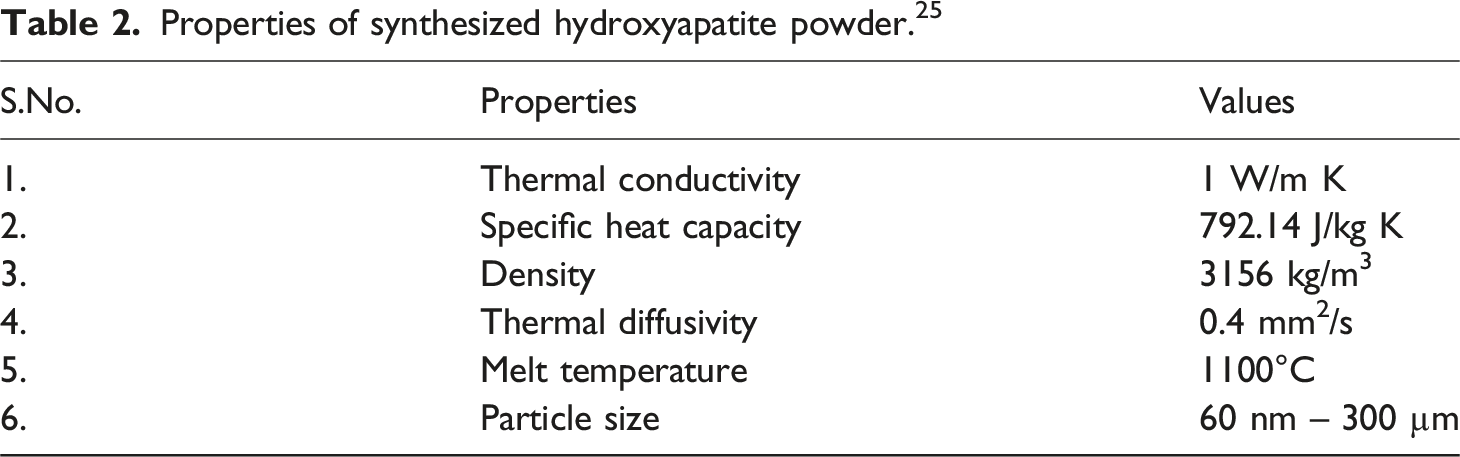
The standard PLA filaments were obtained from WOL3D, India. The raw materials used in this work are shown in Figure 1 and their properties are tabulated in Tables 1 and 2.25,26 (a) Neat poly lactic acid granules (b) Synthesized hydroxyapatite powder. Properties of neat poly lactic acid granules.
26
Properties of synthesized hydroxyapatite powder.
25
Extrusion of filaments
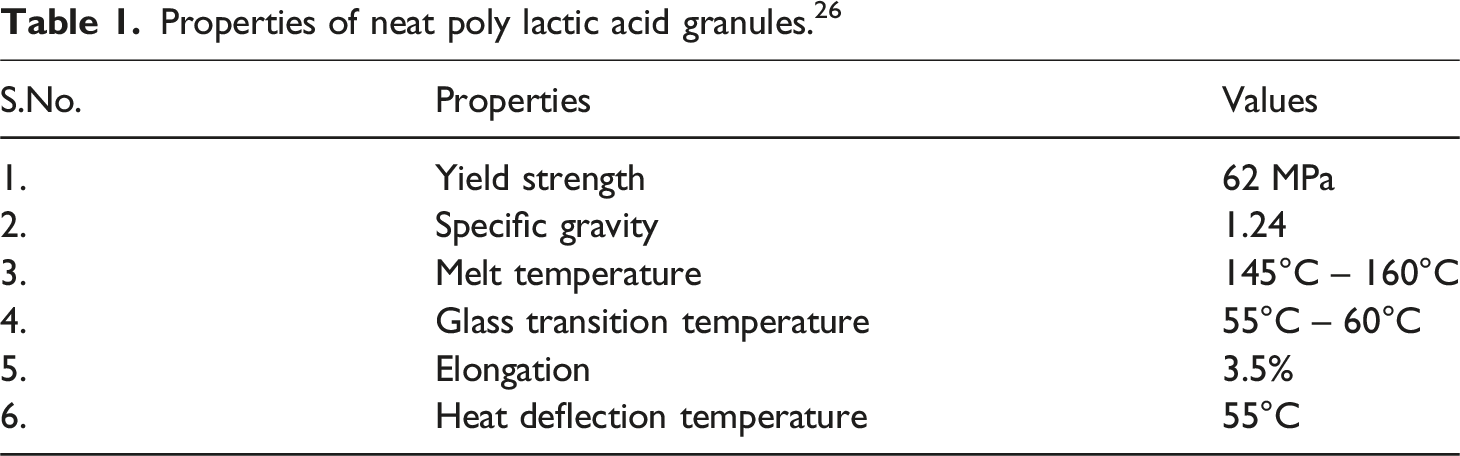
In this experimental work, polymeric filaments of neat PLA and various weight percentages of HPLA composite filaments were melt compounded using a segmented twin screw extruder (Make: Flytech Engineering, Chennai, India), as shown in Figure 2, by incorporating the optimized extrusion process parameters as per Feldmann et. al.,
27
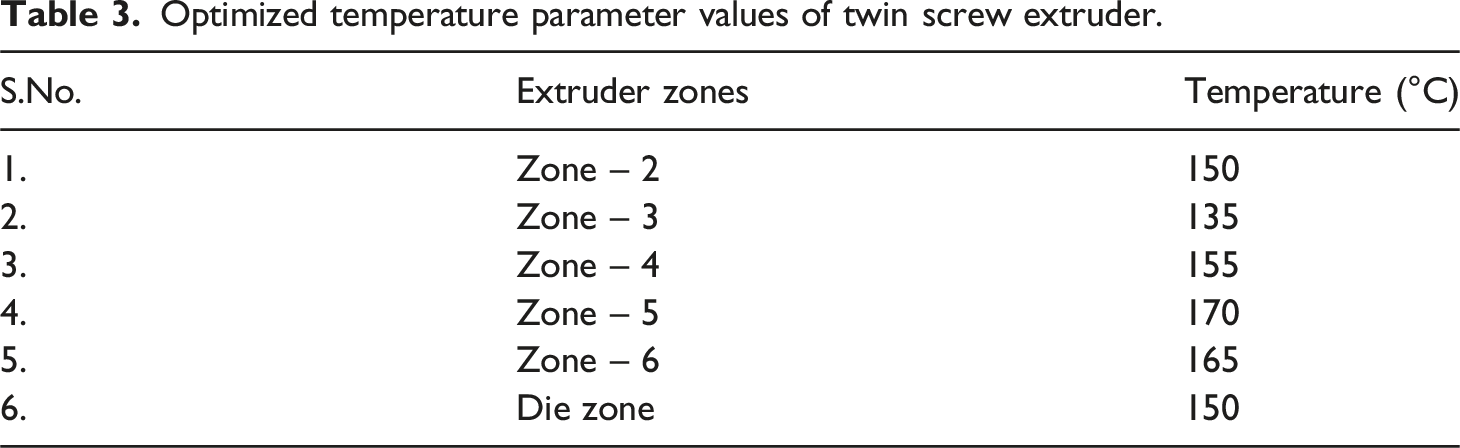
whose temperatures at various zones is tabulated in Table 3. Twin screw extruder (a) Control panel (b) Segmented zones. Optimized temperature parameter values of twin screw extruder.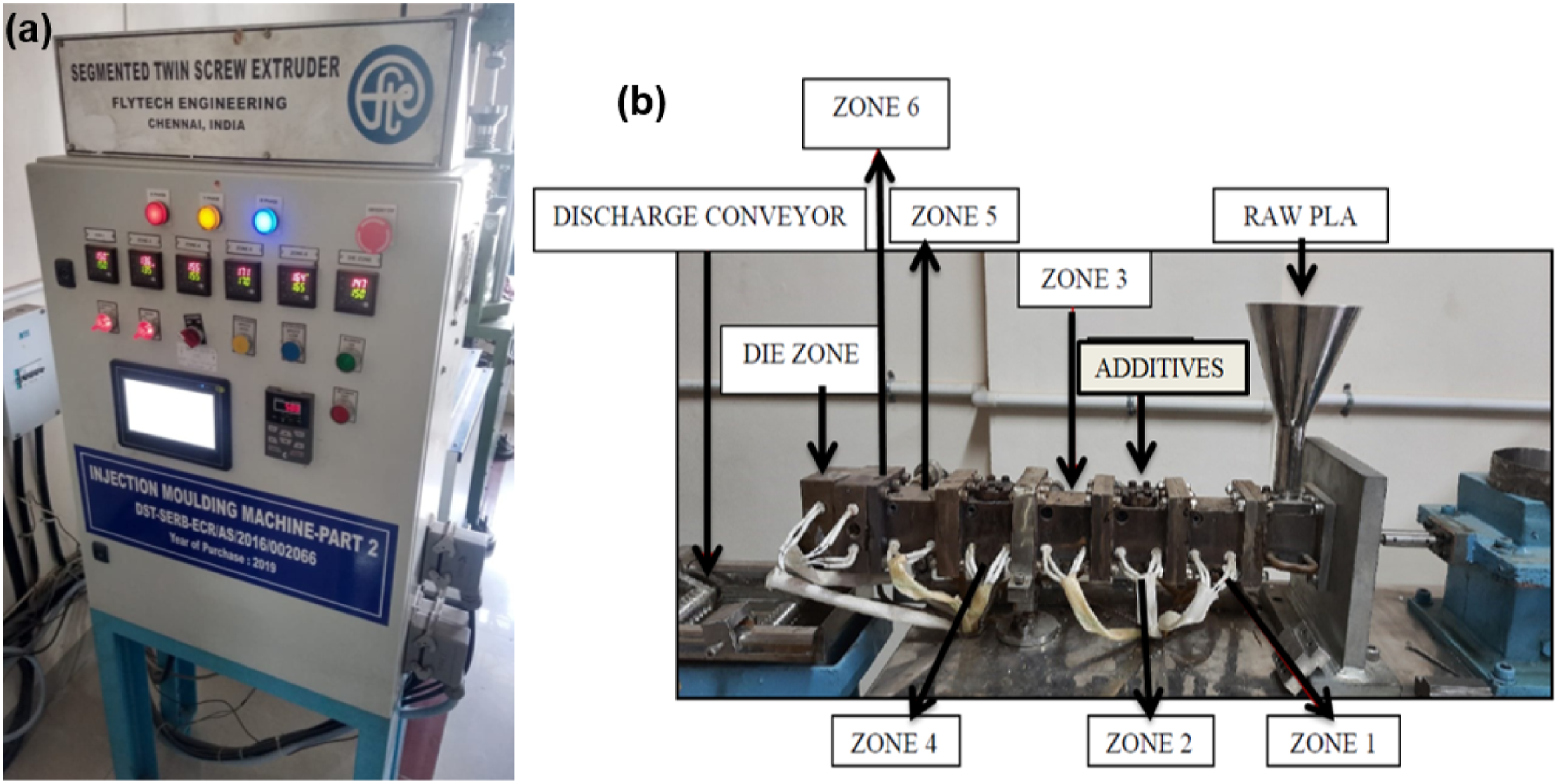
Prior to this, neat PLA granules and HA powder were dried in an hot air oven at 85°C for 4 h to remove moisture and other foreign particles. HA was fed through the side of the segmented twin-screw compounder in the pathway of pre-melted PLA, followed up by mixing and homogenization. The filament extruder screw rod and that of the filament winder spool were rotated at 40 – 50 rpm and the barrel was maintained at the temperature of 150 °C–170°C at various zones of the extruder. The extruded continuous filaments adhere to commercial standard diameter 1.75 ± 0.05 mm were quenched in a water bath and then wounded in the semi-automatic filament-winding spool. The filament winder and the filament production setup are illustrated in Figure 3. (a) Semi-automatic filament winder (b) Twin screw extruder setup.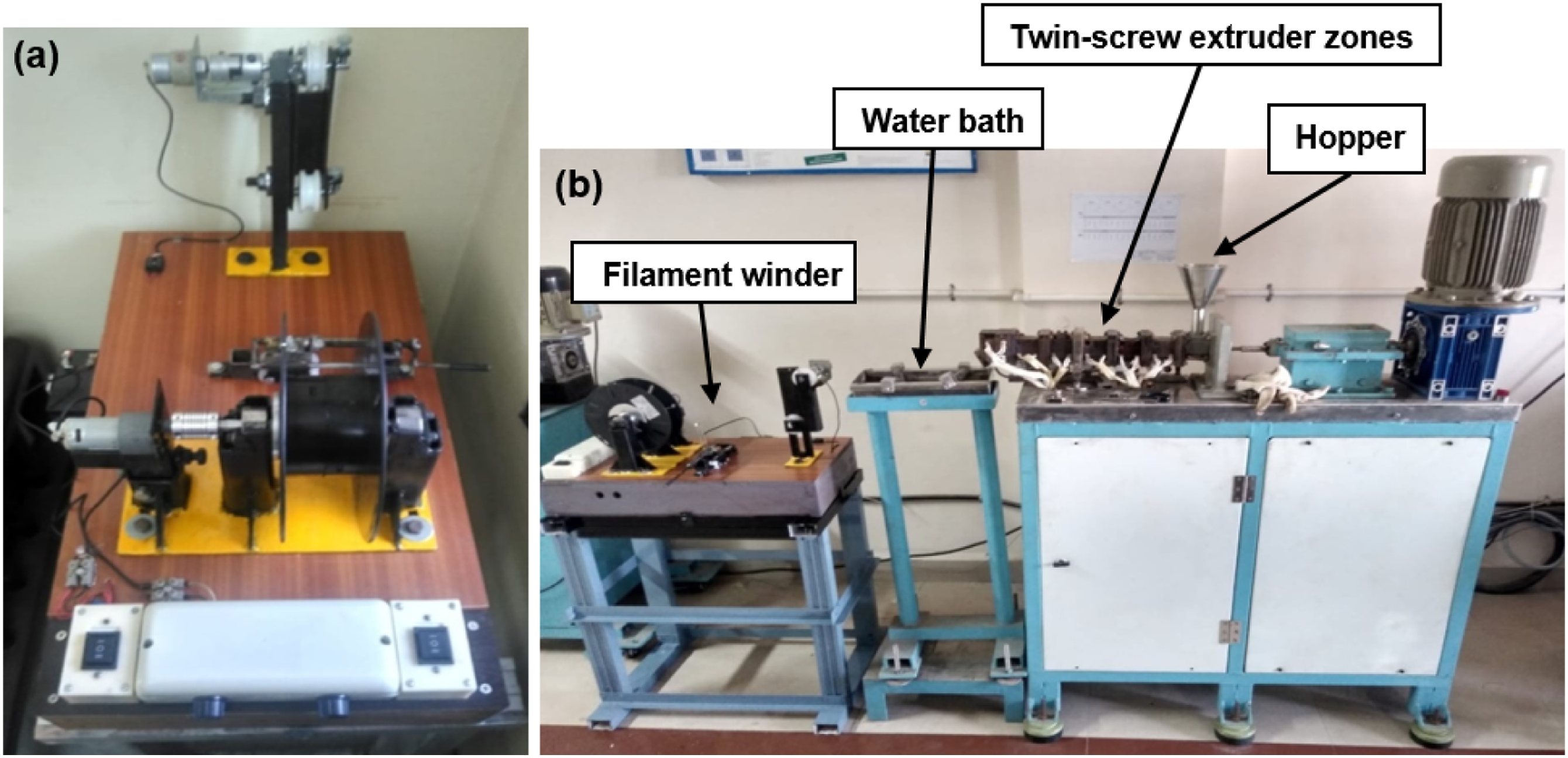
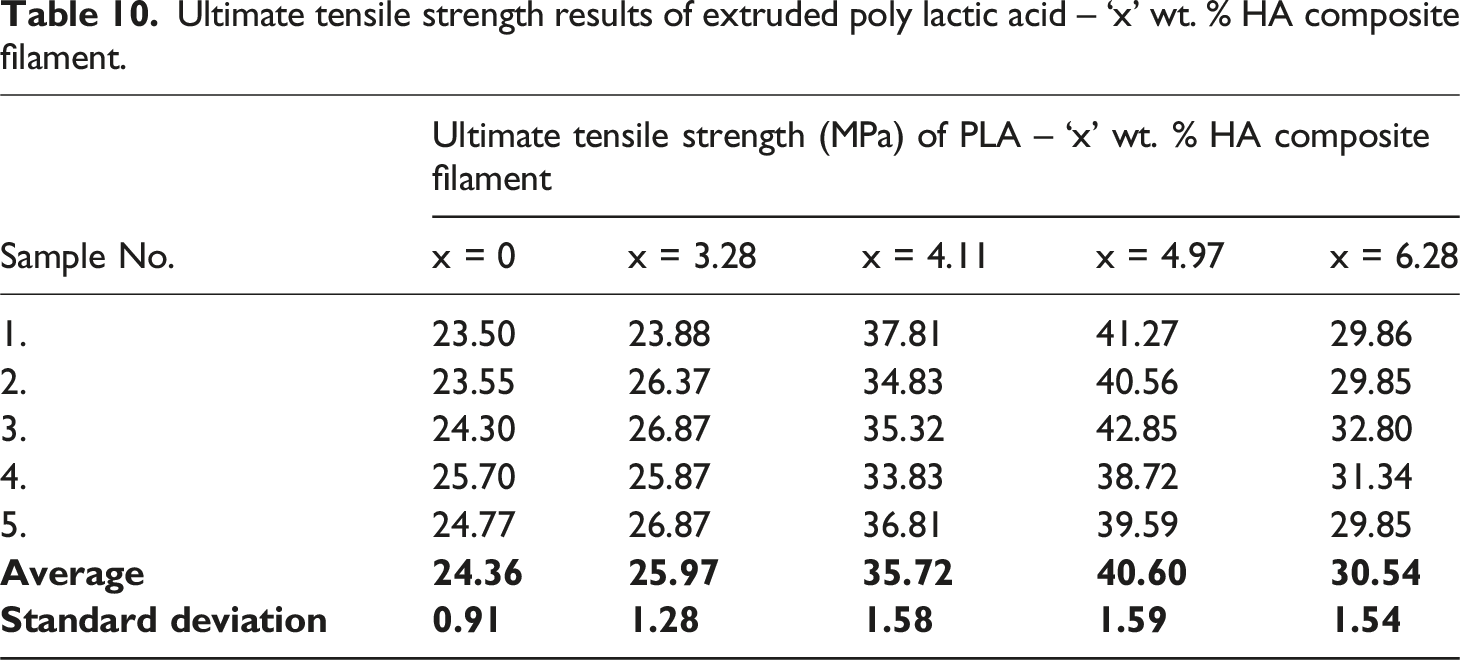
The filaments are extruded using neat PLA and x% hydroxyapatite reinforced PLA composite, where x% refers to the weight percentage of HA reinforcement in the composite. The percentage of HA added was done as per ASTM D5630 standards thereby drawing HPLA composite filaments with weight concentrations of 3.28%, 4.11%, 4.97% and 6.28%. In order to find the most suitable weight percentage of HA such that the composite as a whole possess greater mechanical properties, tensile testing of extruded filaments with varying weight percentage of HA were tested. To frame a comparative study, the neat PLA and HPLA samples were fuse deposition modeled and their mechanical properties were compared with those samples manufactured using standard PLA filament.
The test specimens for tensile, flexural and impact testing as per ASTM standards, are designed using Solidworks 2018 version software and exported as stereolithographic (.stl) file format followed by slicing using CURA, the free source slicing software. The test specimens for various testing were 3D printed using the CoilDo D1315 Plus FDM machine as shown in Figure 4. ColiDo D1315 Plus fused deposition modeling machine.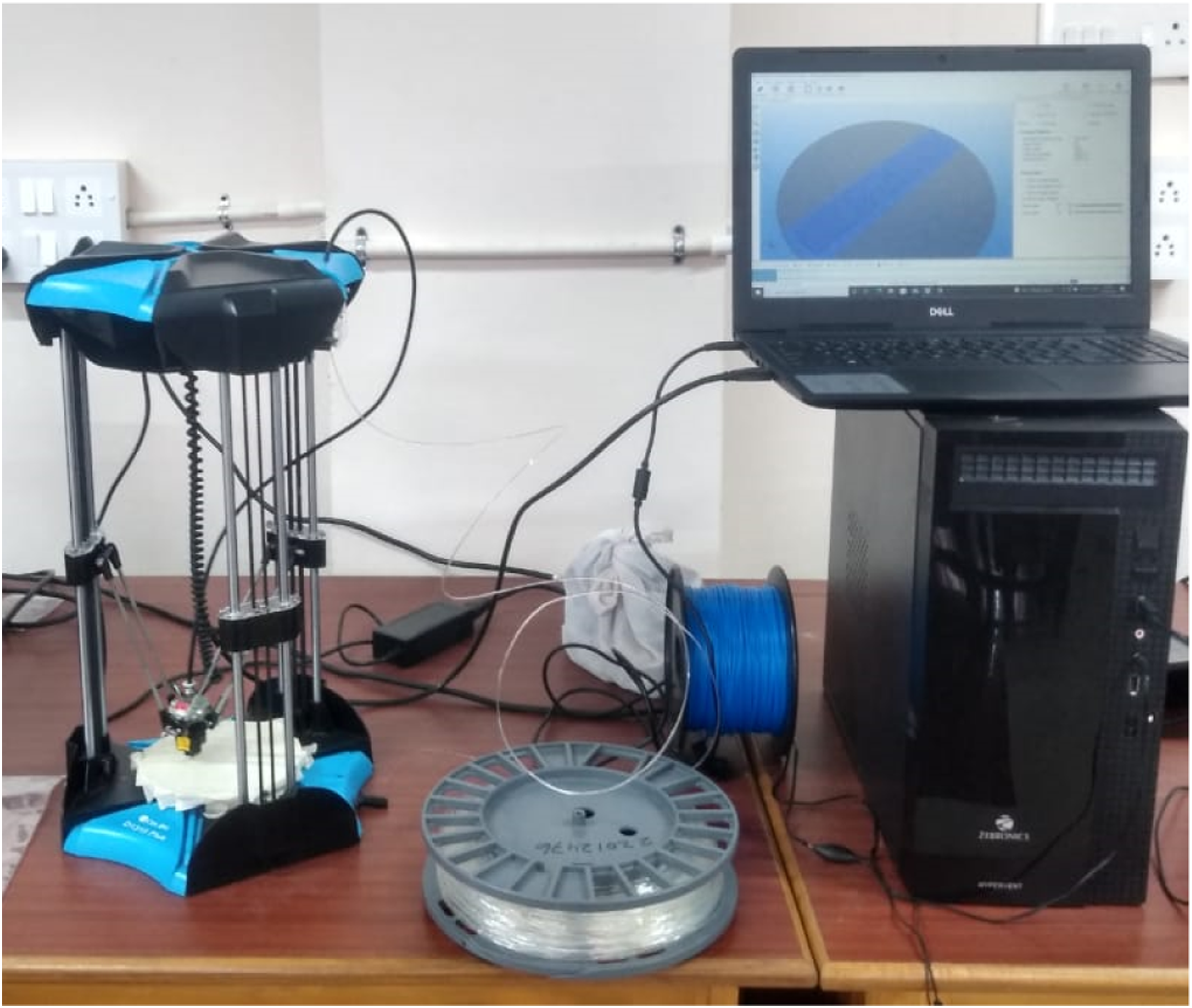
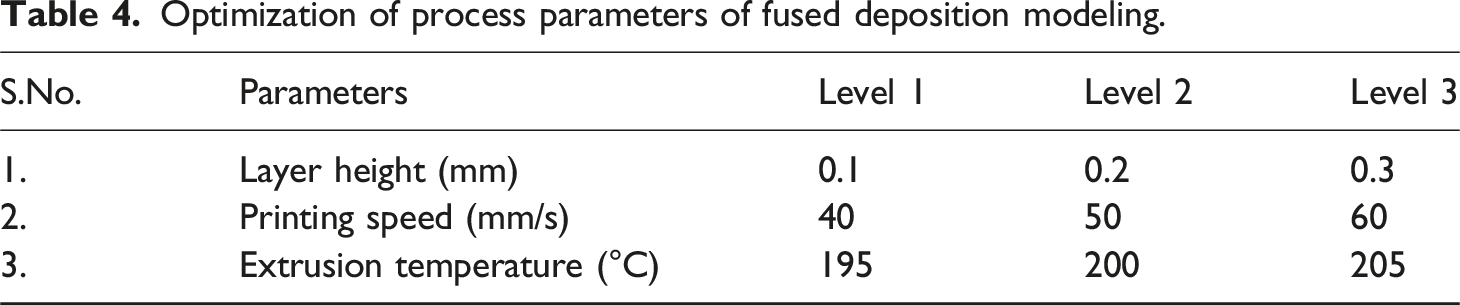
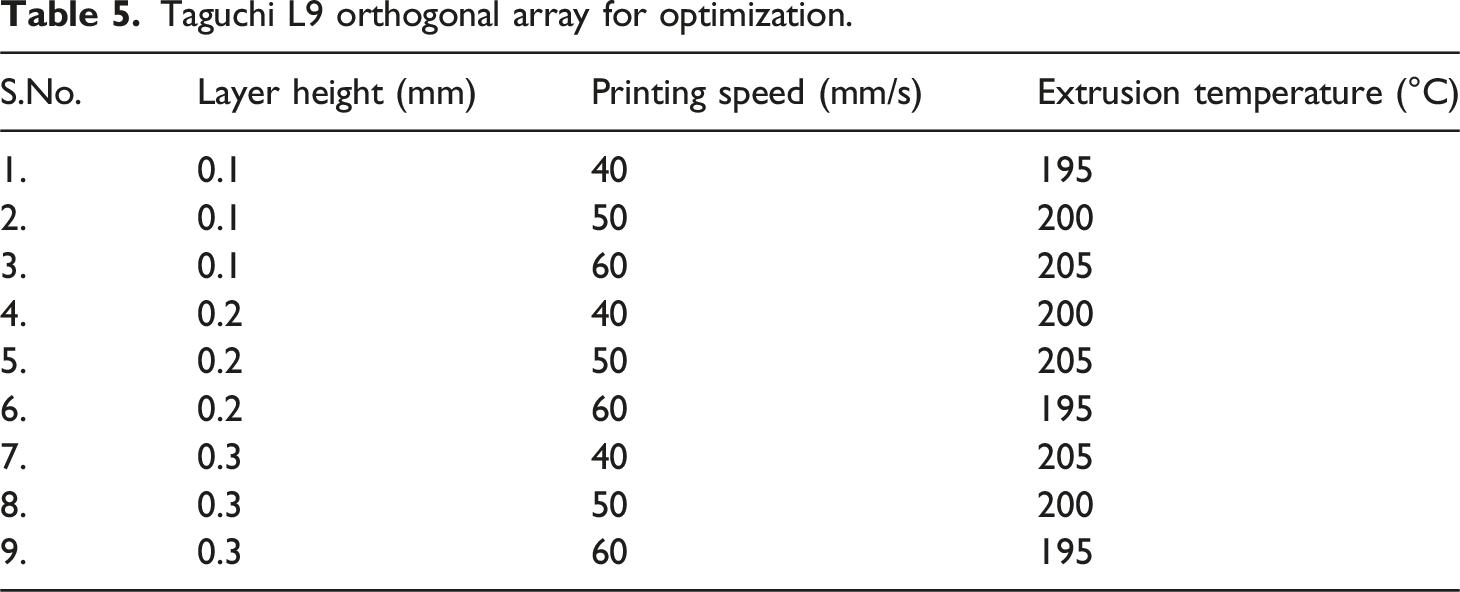
The 3D printing parameters were optimized based on the aspects of layer height, printing speed and extrusion temperature whose validation was performed on the 3D printed tensile specimens as per ASTM standards, as shown in Figure 5 using the Taguchi L9 Orthogonal Array technique using the Minitab software.
28
3D printed tensile test specimen upon L9 Orthogonal array Optimization parameters.
Optimization of process parameters of fused deposition modeling.
Taguchi L9 orthogonal array for optimization.
Characterization
The extruded PLA filament were tested under non-heat treated and heat treated conditions with temperatures of 70°C - 110°C in steps of 10°C, wherein the range is decided based on the temperature region between recrystallization and glass transition temperatures is as shown in Figure 6. It is evident that there is a colour change in the filaments, which can be attributed to the fact there is a reduction in porosity of the material.
29
Extruded poly lactic acid filament at Non-heat treated and heat treated conditions.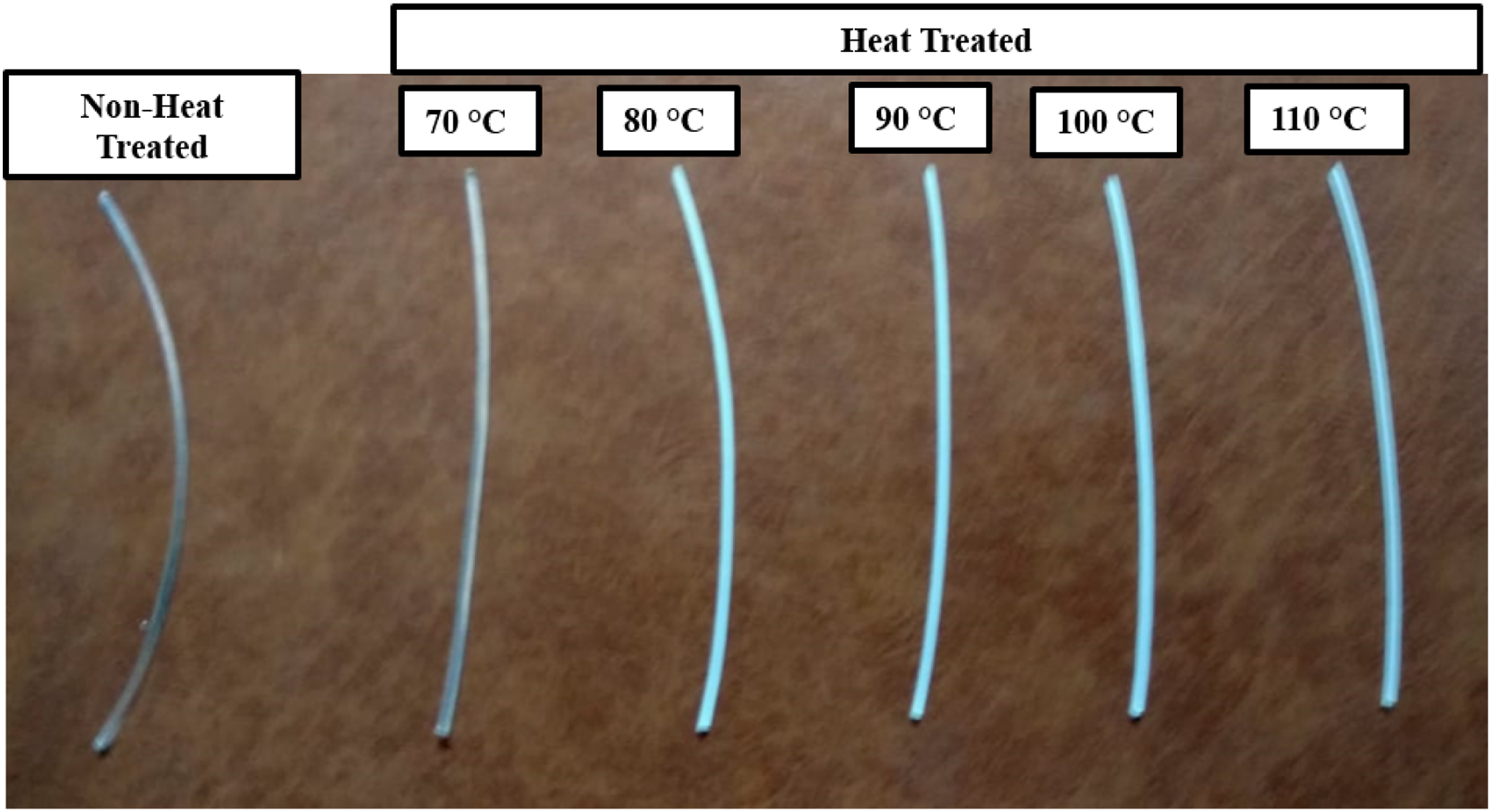
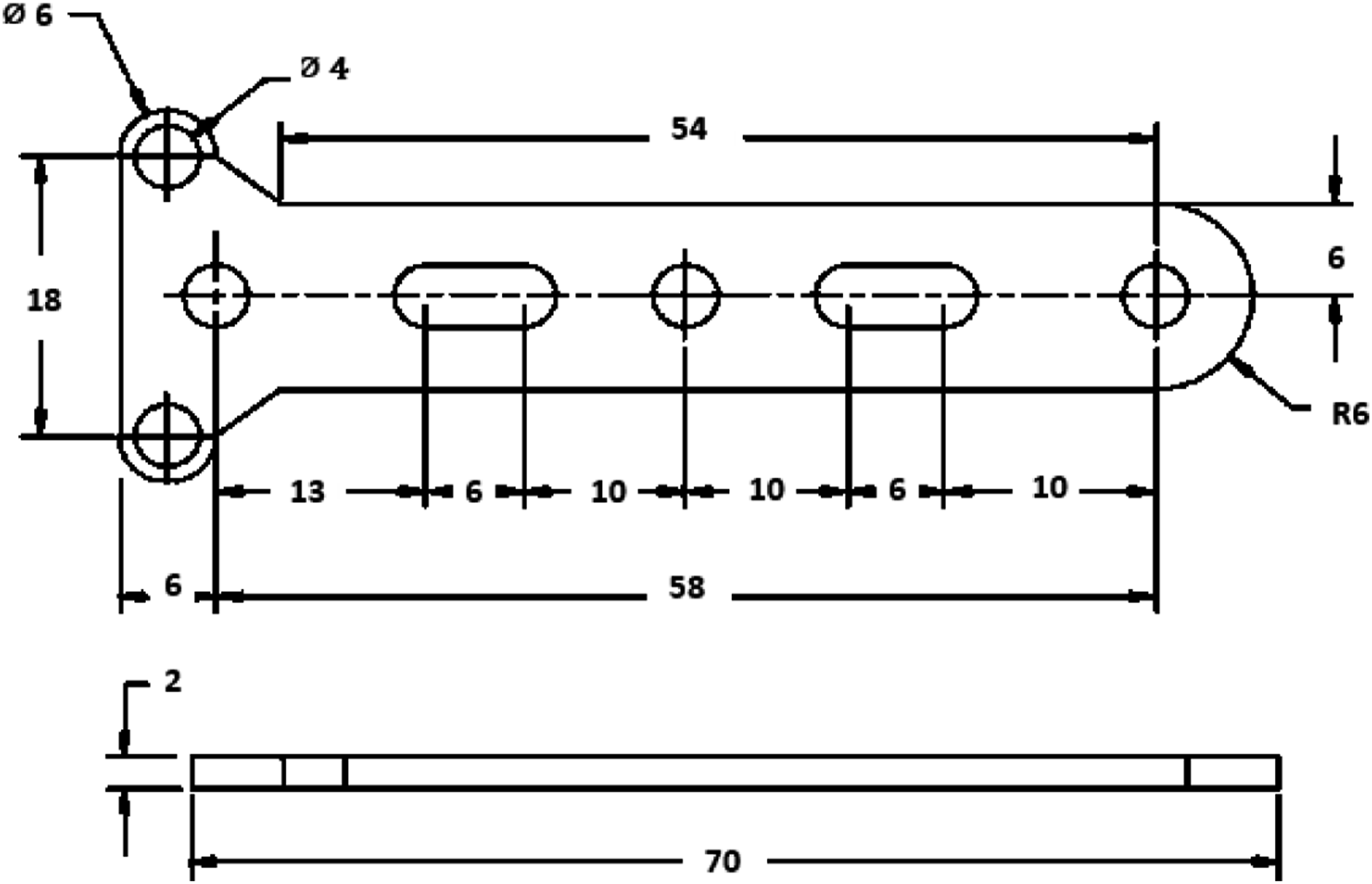
The extruded PLA and HPLA composite filaments of varying weight percentages of HA were subjected to filament tensile testing to identify the most suitable weight composition of HA reinforcement in the PLA matrix to ensure greater mechanical properties of the 3D printed specimen. To create a framework of comparative study, test specimens for tensile, flexural and impact testing as per ASTM standards D638 Type V, D638 Type V, ASTM D256 (V-Notched) respectively 30 and bone scaffold as per ASTM F543 are 3D printed using optimized printing process parameters obtained from Taguchi method with extruded PLA and HPLA composite filaments and the results are compared with that of 3D printed specimens using standard PLA filament.
The tensile and flexural tests are both performed in Universal Testing Machine (Make: Jinan male UTM, India) with a load cell of 50 KN and at a strain rate of 1 mm/min wherein the dry specimens were conditioned at 23°C and 50% relative humidity. Average result of five specimens of each test was recorded for tensile strength (TS), tensile modulus (TM), flexural strength (FS) and flexural modulus (FM). In addition, elongation and deflection at break of the tensile and flexural specimens respectively under stress was obtained as part of these results. Impact test was conducted using Izod impact machine (Make: M/S Shanta, India), on samples with V-notch. The testing speed was 2.93 m/s with a hammer of 1.5 J was allowed to fall freely to break the positioned impact specimens. Impact strength (IS) was recorded as average result of five test specimens. The sample dimensions for the tensile, flexural and impact samples as per ASTM standards are shown in Figure 7 and that of bone plate as per ASTM standards is shown in Figure 8. (a) Tensile Specimen ASTM D638 Type V (b) Flexural Specimen ASTM D790 (c) Impact Specimen ASTM D256 V-Notched (All dimensions are in mm). Bone Plate as per ASTM F543 Standard (All dimensions are in mm).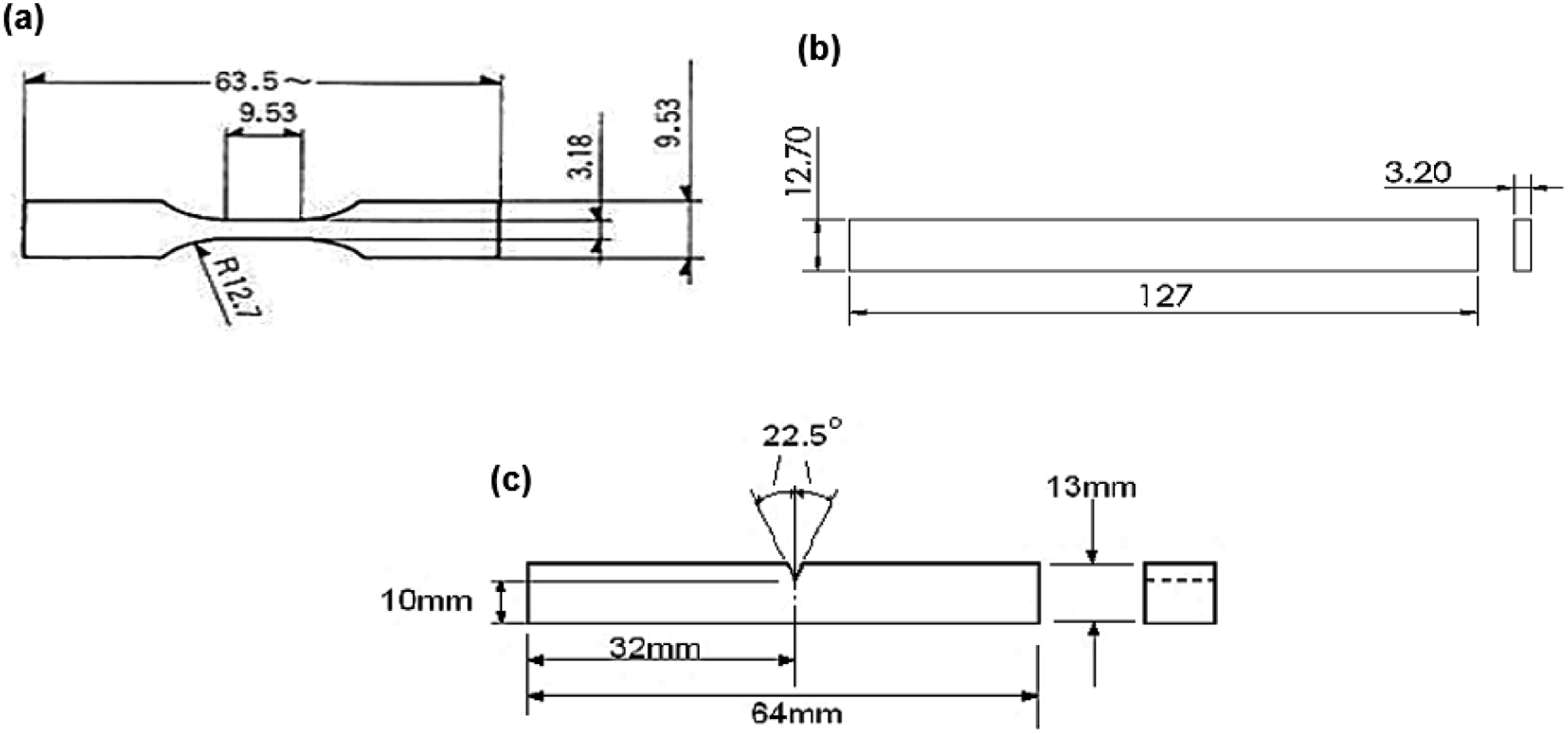
Thermal properties of a material is dependent upon its capability of heat conduction. Differential Scanning Calorimetry (DSC) analysis was conducted as per ASTM D3418 standard using a TA instrument (Make: DSC Q1000, Germany). Extruded PLA was heated from 20 to 250°C at a scanning rate of 10°C min−1. From the DSC thermogram, glass transition temperature (Tg), crystallization temperature (Tc) and melting temperature (Tm), enthalpy of melting (ΔHm) can be determined. In addition, crystallinity index (XDSC%) of PLA in the composite can be calculated using the equation given below.
31

Thermogravimetric analysis (TGA) was performed as per ASTM E1131 standard using a TA analyzer (Make: TGA Q500 V6.4, Germany). Samples were placed in a platinum crucible and analysis was conducted in a nitrogen atmosphere (gas flow rate: 40 mL min−1) at 10°C/min from room temperature to 800°C. It measures the mass of the sample incessantly while its temperature is varied over time.
Fourier Transform Infrared Spectroscopy (FTIR), carried out as per ASTM E1252 using Jasco Instruments (Make: FT/IR 4000 series, Japan), provides chemical analysis for organic and inorganic samples. FTIR identifies chemical bonds in a molecule by producing an infrared (IR) absorption-reflection spectrum. The spectra produces a profile of the sample based on the levels of absorption or reflection, where wavelength plays a major role in determining the variations and validations of various samples. FTIR is an analytical tool highly effective in identifying the functional groups of a polymeric material and characterizing its covalent bond formations. FTIR spectra of the extruded PLA filament was taken to validate their chemical composition with that of the standard PLA filament. The IR spectra were obtained over a wavelength range of 400 – 4000 cm−1 using the standard KBr technique.
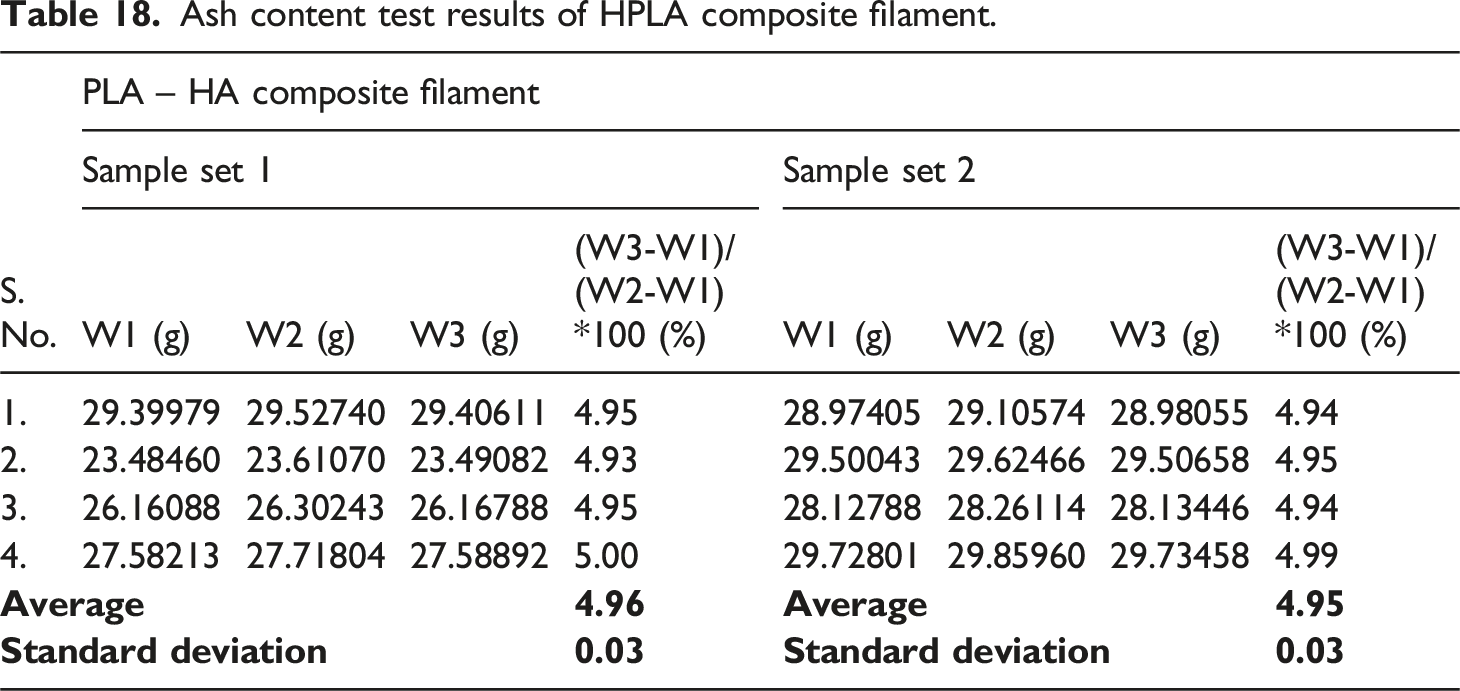
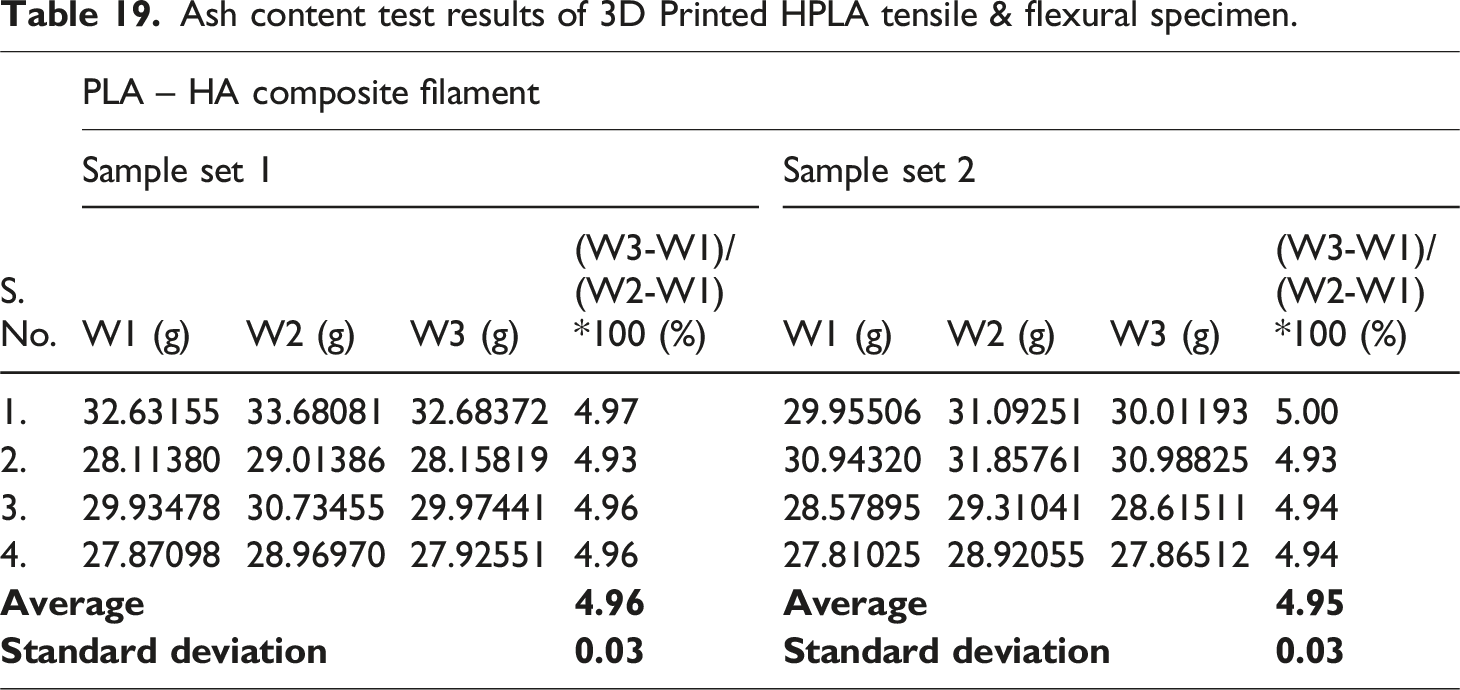
Ash content test (ACT) is used to determine how a composite is filled with particulate reinforcements. Ash content test was carried out to validate the wt. % HA content in PLA – HA composite as per ASTM D5630 standard. The HA content was calculated using the equation given below.
33
Optical microscopy (Make: Lab Science Product Optical Microscope, India) is a technique employed to closely view a sample through the magnification of a lens with visible light of wavelength in the range of 0.2 - 0.4 μm. The 3D printed PLA tensile specimen at fracture was viewed through the optical microscope and inference has been reported. A scanning electron microscope (SEM), (Make: TESCAN VEGA 3 SEM Equipment, Czech Republic) produces images of a sample at a much higher resolution and depth by scanning the surface with a focused beam of electrons. The image produced by the interacting electrons, can be used to derive information regarding the surface topography and composition of the sample. Before SEM observation, the samples were dried to make them moisture free after which they were coated with thin layer of gold through sputtering process to make them conductive and reactive to the impinging electron particles.
Results and discussions
Optimization of FDM printing parameters
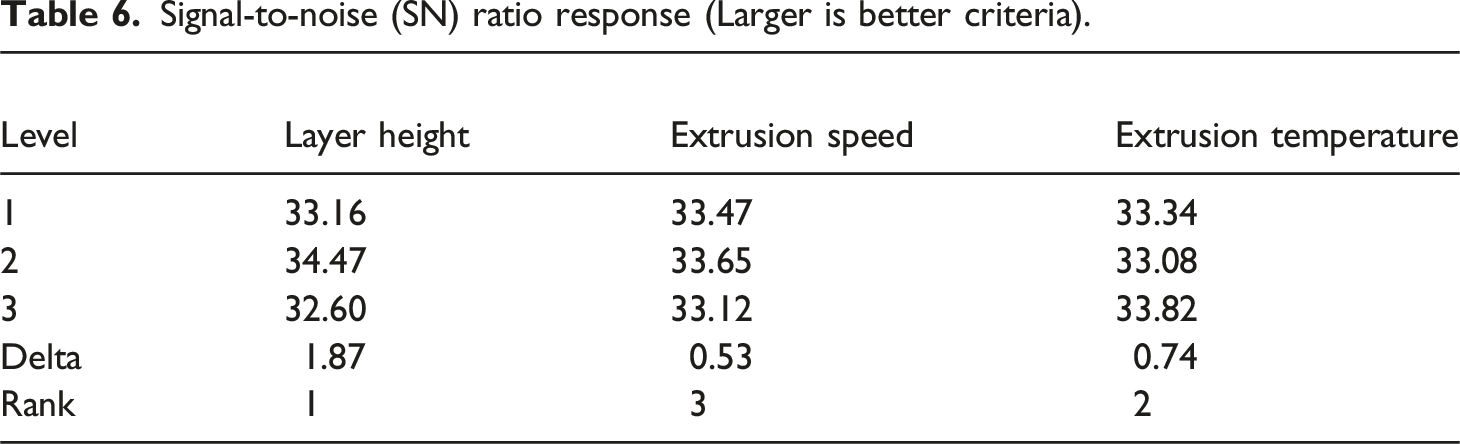
Signal-to-noise (SN) ratio response (Larger is better criteria).
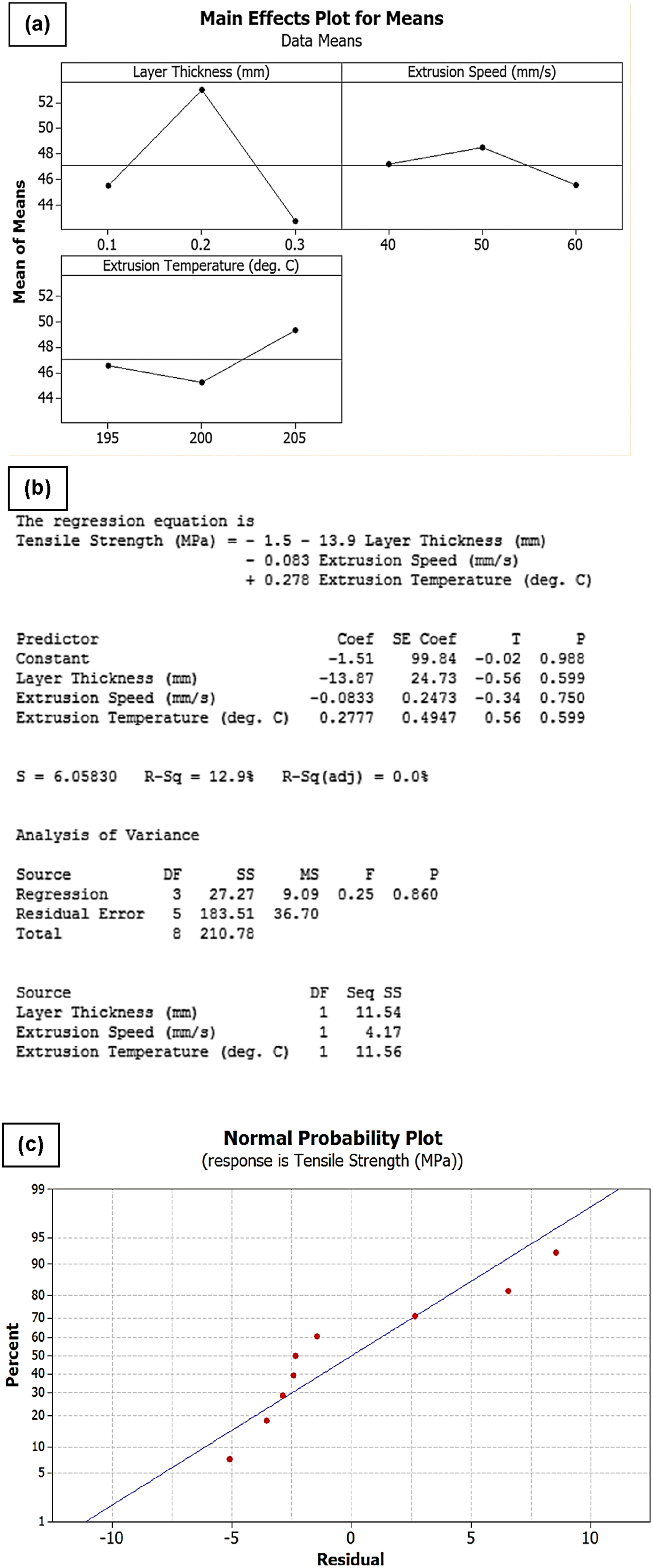
(a) SN Ratios based on ‘Larger – The – Better’ Criteria (b) Regression analysis (c) Regression plot.
DSC and TGA responses
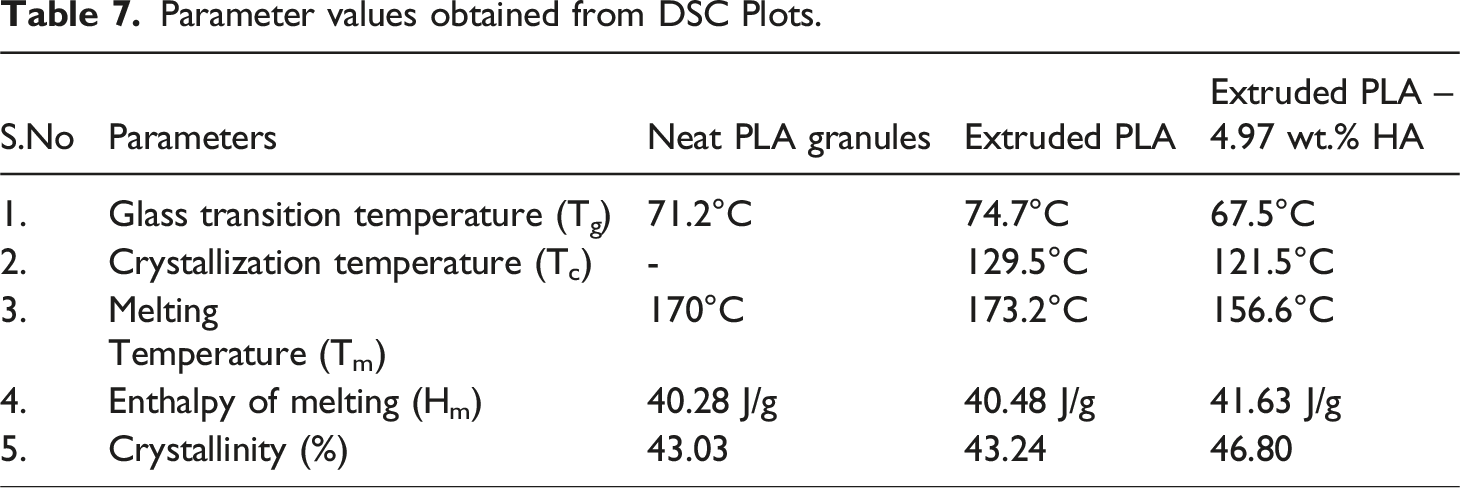
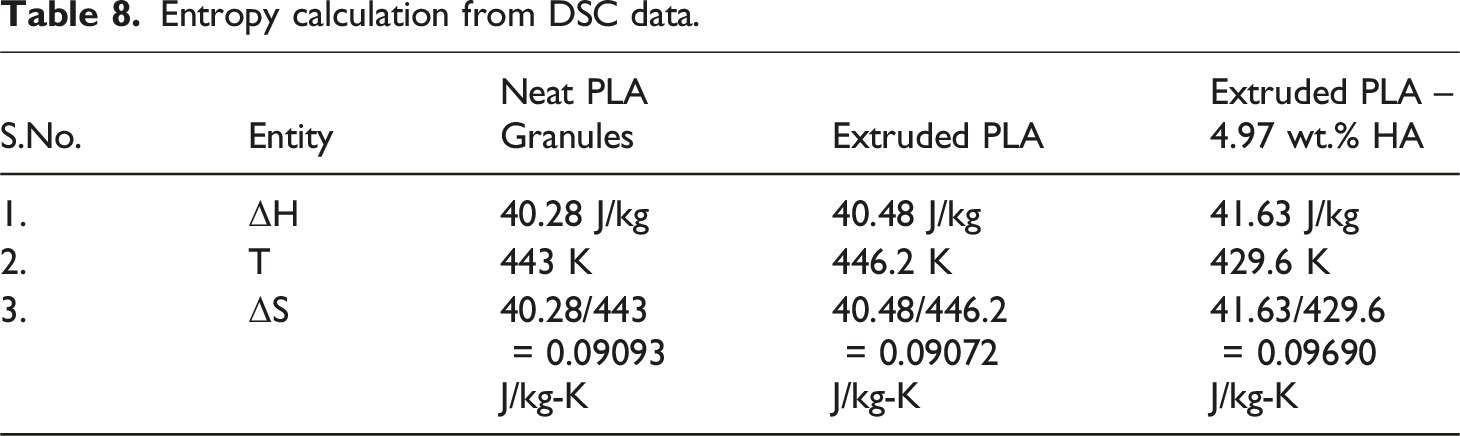
The entropy of the extruded PLA - 4.97 wt. % HA composite filament is higher which ensures that it possess comparatively higher crystalline nature as observed from the DSC plot as illustrated in Figure 10. The entropy of neat PLA granules is higher than that of extruded PLA filament but has lesser crystalline nature which can be due thermal strain effects that can be imparted during melt compounding process. This also proves that very little energy/disturbance is required to cause a molecular motion in the extruded PLA - 4.97 wt.% HA composite filament. Entropy of the substance can be reduced by organized orientation of the microstructure and this could be done by controlled cooling, post process heat treatment or by segmenting the rate of mixing at varying steps under isothermal condition. The inferences observed from DSC plots and entropy calculations are tabulated in Tables 7 and 8 respectively. The TGA of the extruded PLA filament thermogram is as shown in Figure 11. DSC Plot of (a) Neat PLA Granules (b) Extruded PLA (c) Extruded PLA – 4.97 wt% HA. Parameter values obtained from DSC Plots. Entropy calculation from DSC data. TGA Thermogram of extruded poly lactic acid filament.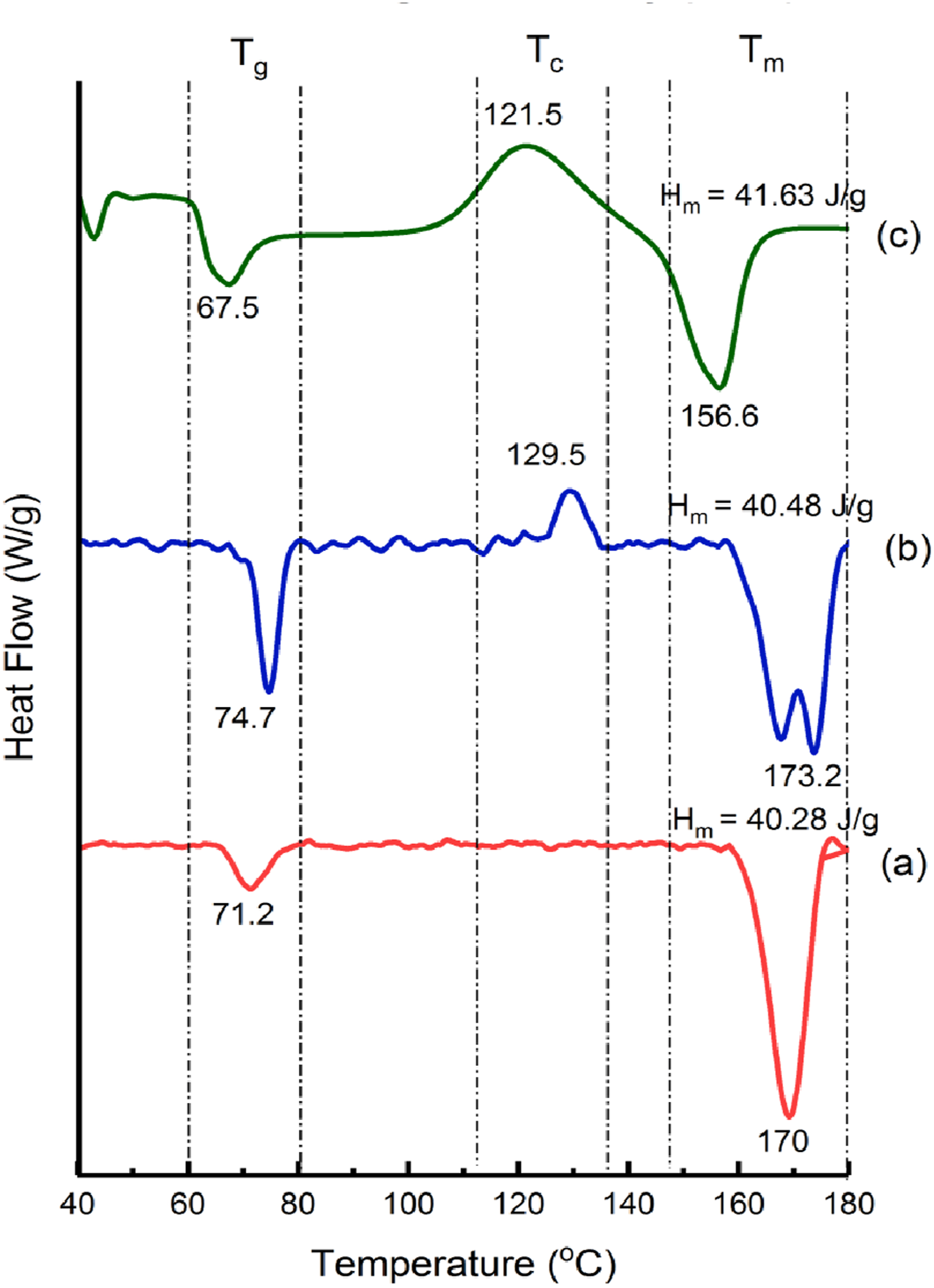
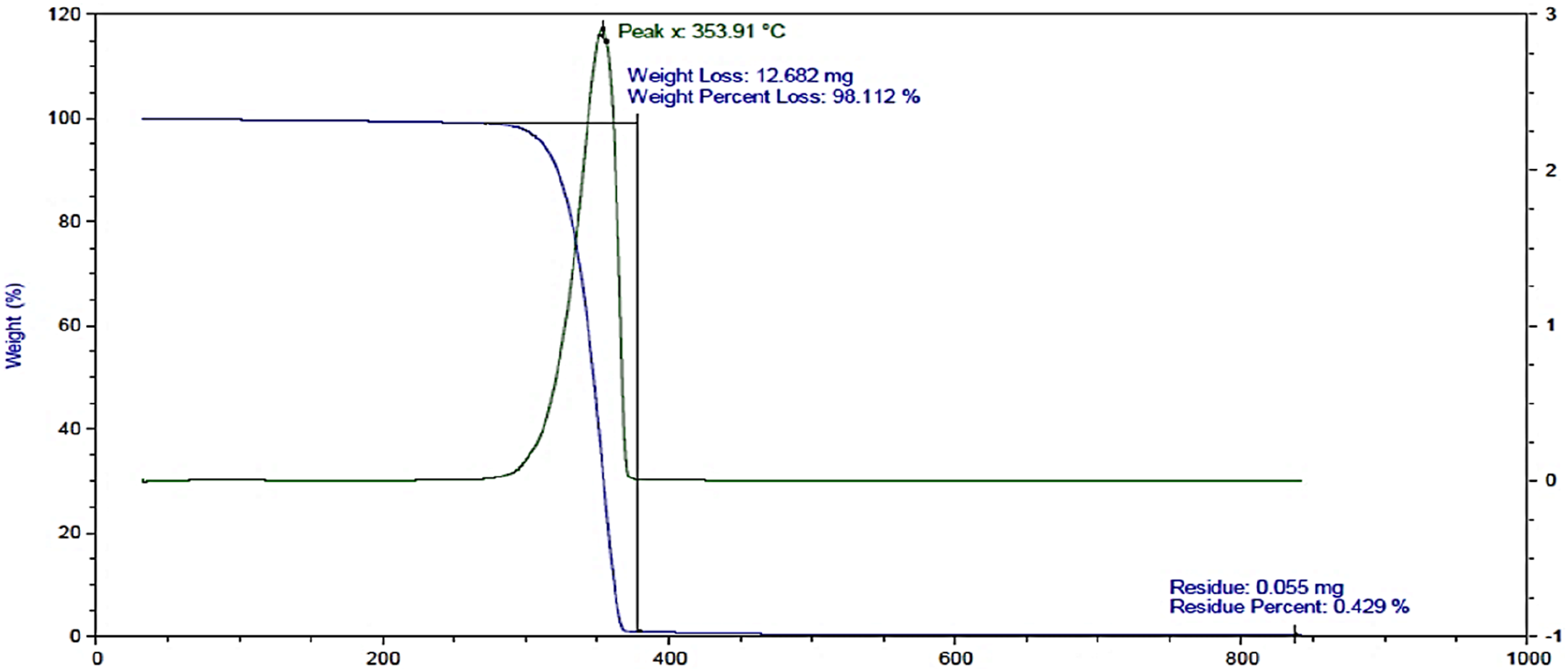
The inferences from the TGA thermogram can be categorized based two major parameters, namely drastic weight loss onset temperature and residual weight. Based on the former categorical condition, it has seen that the standard PLA filament 34 has a value of 250°C as against the extruded PLA filament having a value of 225°C. Similarly based on the later categorical condition it’s seen that the standard PLA filament 34 has a value of 2% as against the extruded PLA filament having a value of 0.8%. The weight loss onset temperature and residual weight of the extruded PLA are comparatively lesser than that of standard PLA due to the thermal decomposition and amorphous nature of the PLA polymer chains.
FTIR response
The infrared (IR) gamuts were recorded between 4000 and 525 cm−1. The regions of interest for PLA are 1740 and 1675 cm−1 for the C = O stretch, and 3600 – 3000 cm−1 for the O – H stretch. The peaks at about 1751 and 1038 cm−1, which belong to the C = O stretching and the C – O – C stretching of PLA independently and are easily visible in all the PLA gamuts. The O – H band for the PLA came more pronounced and broader and shifted to slightly lower surge figures. This is presumably due to the ‘free’ hydroxyl groups that are now engaged in hydrogen cling. There is a development of a small peak just below the carbonyl peak at 1617 cm−1. This is an O – H peak that occurs due to bending of the undetermined hydroxyl group of the absorbed water that is generally carried by cellulose. The intensity region varies from about 1741 to 1138 cm−1 which is a narrower region than that attained for the commercial PLA which states that the band for active transmittance by the group is more pronounced thereby indicating that the chance of unformed phase is enhanced. The obtained FTIR spectra is shown in Figure 12. FTIR spectrum of extruded poly lactic acid filament.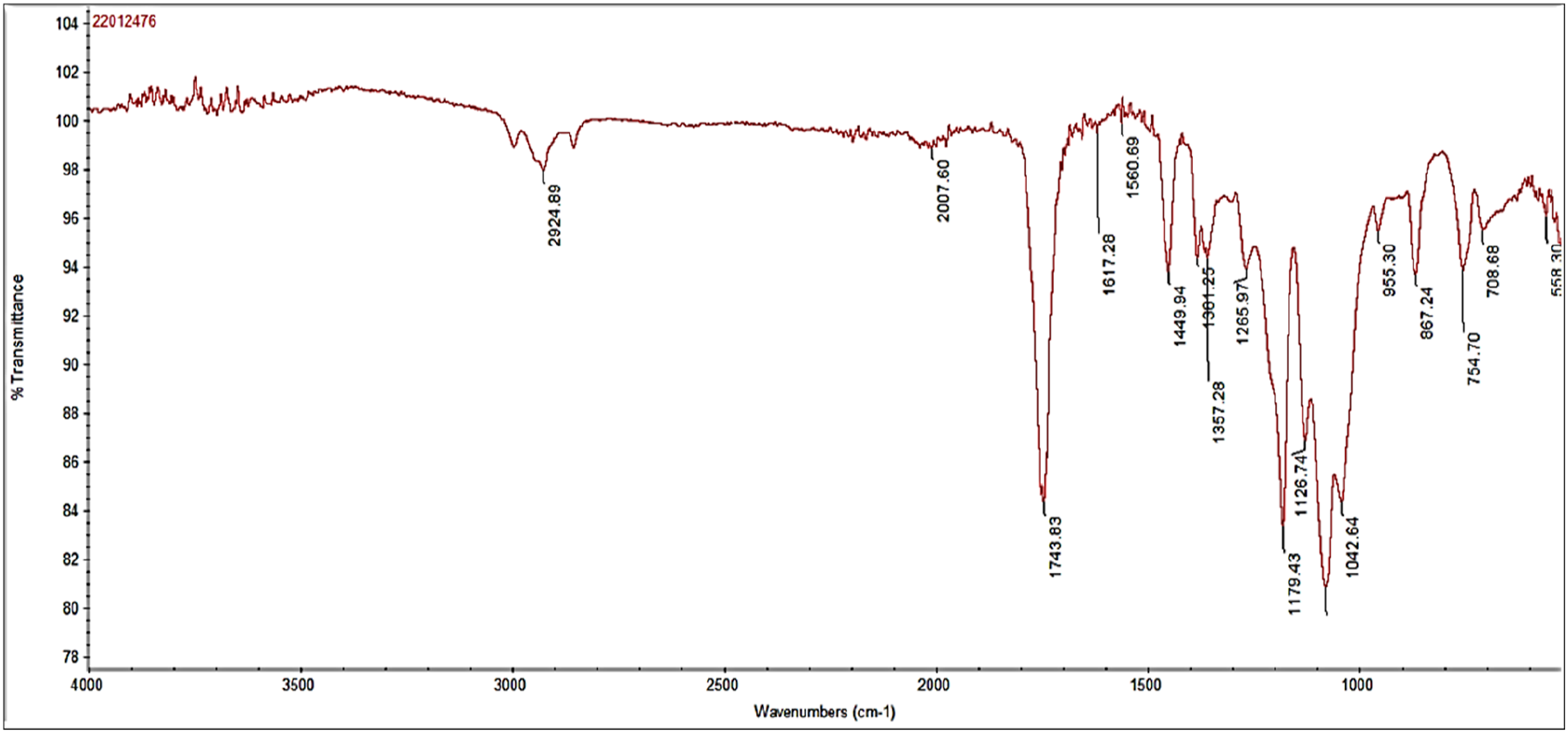
The inferences from the FTIR spectrum could be categorised based on two different broad parameters, namely peak among low intensity range (to the left of 2000 cm−1) and namely peak among high intensity range (to the right of 2000 cm−1). Based on the former categorical condition, it has seen that the standard PLA filament 35 has a value of 2996.10 cm−1 as against the extruded PLA filament having a value of 2922.58 cm−1 showing that the transmittance is very close to the transmitter used as the reference. The decrease in wavelength indicates that the molecular weight is higher. Similarly based on the later categorical condition it’s seen that the standard PLA filament 35 has a value of 1758.60 cm−1 as against the extruded PLA filament having a value of 1751.68 cm−1, with a difference in transmittance of 82% at almost same wavelength, which states that the molecules are highly amorphous due absence of additives in the extruded PLA.
Mechanical properties
Ultimate tensile strength results of extruded poly lactic acid filament.
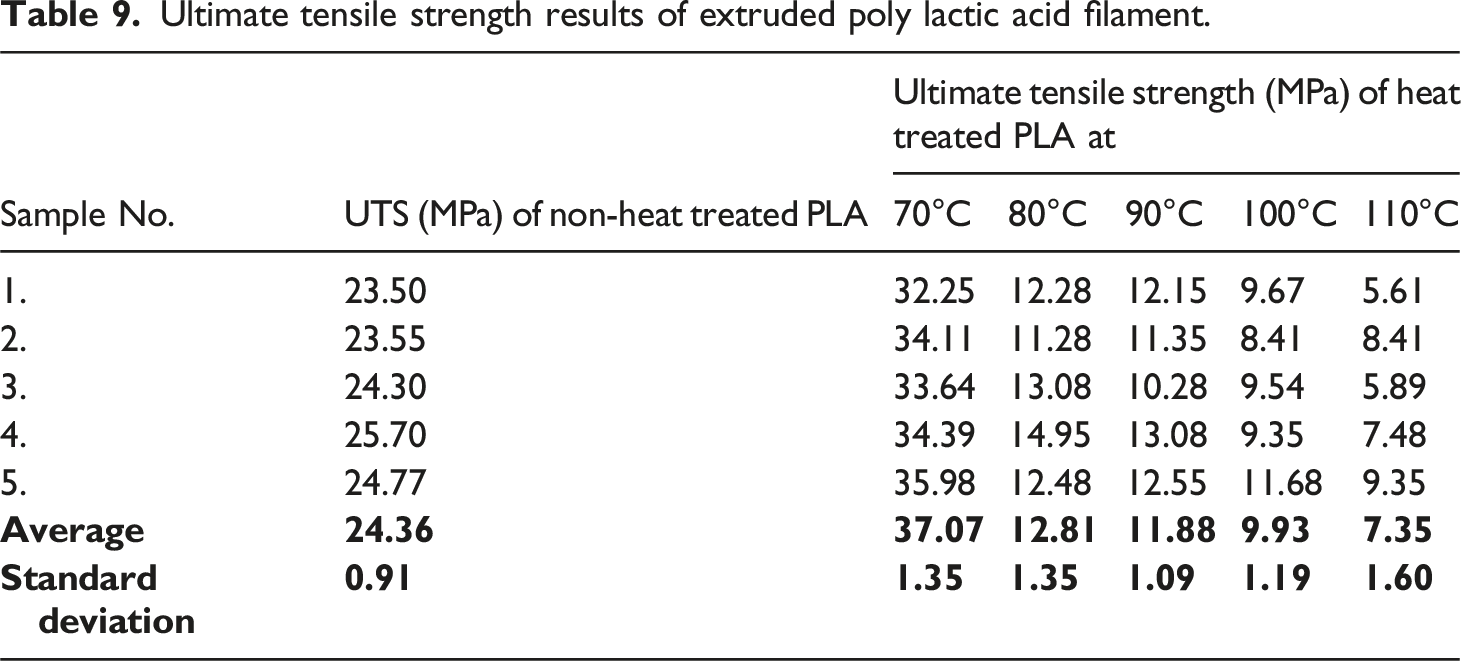
This reduction in strength can be attributed to the additives that might be added to the standard PLA to improve its strength, the grade of PLA used and due to thermal degradation that might have occurred during PLA filament extrusion. Yet another reason for reduction in strength can be due to lack of the gradual quenching medium and the plastic strain produced during winding under such quenched condition. 39 However, these results cannot be used to completely characterize the behavior of the extruded PLA, hence further testing based on ASTM standards have to be implemented to fully understand the behavior of materials.
Ultimate tensile strength results of extruded poly lactic acid – ‘x’ wt. % HA composite filament.
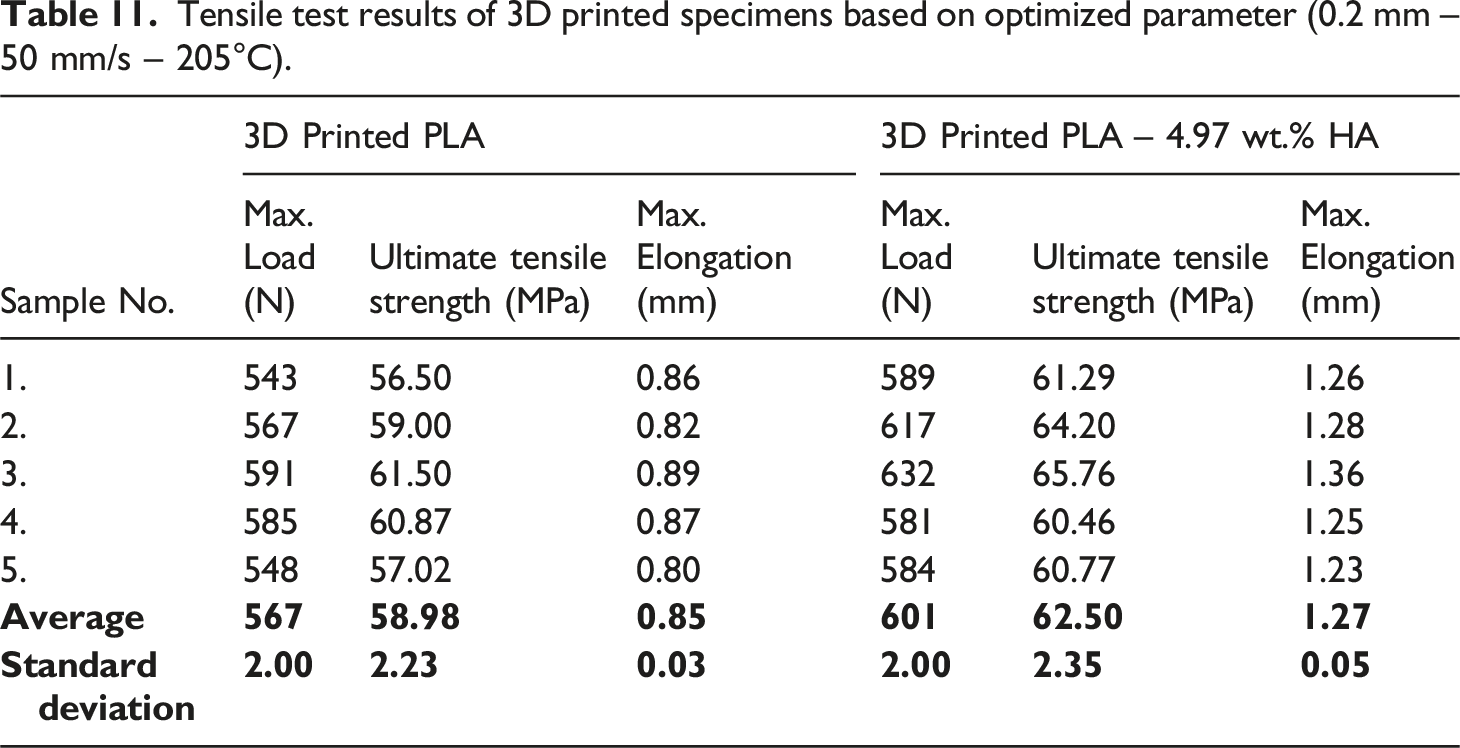
Tensile test results of 3D printed specimens based on optimized parameter (0.2 mm – 50 mm/s – 205°C).
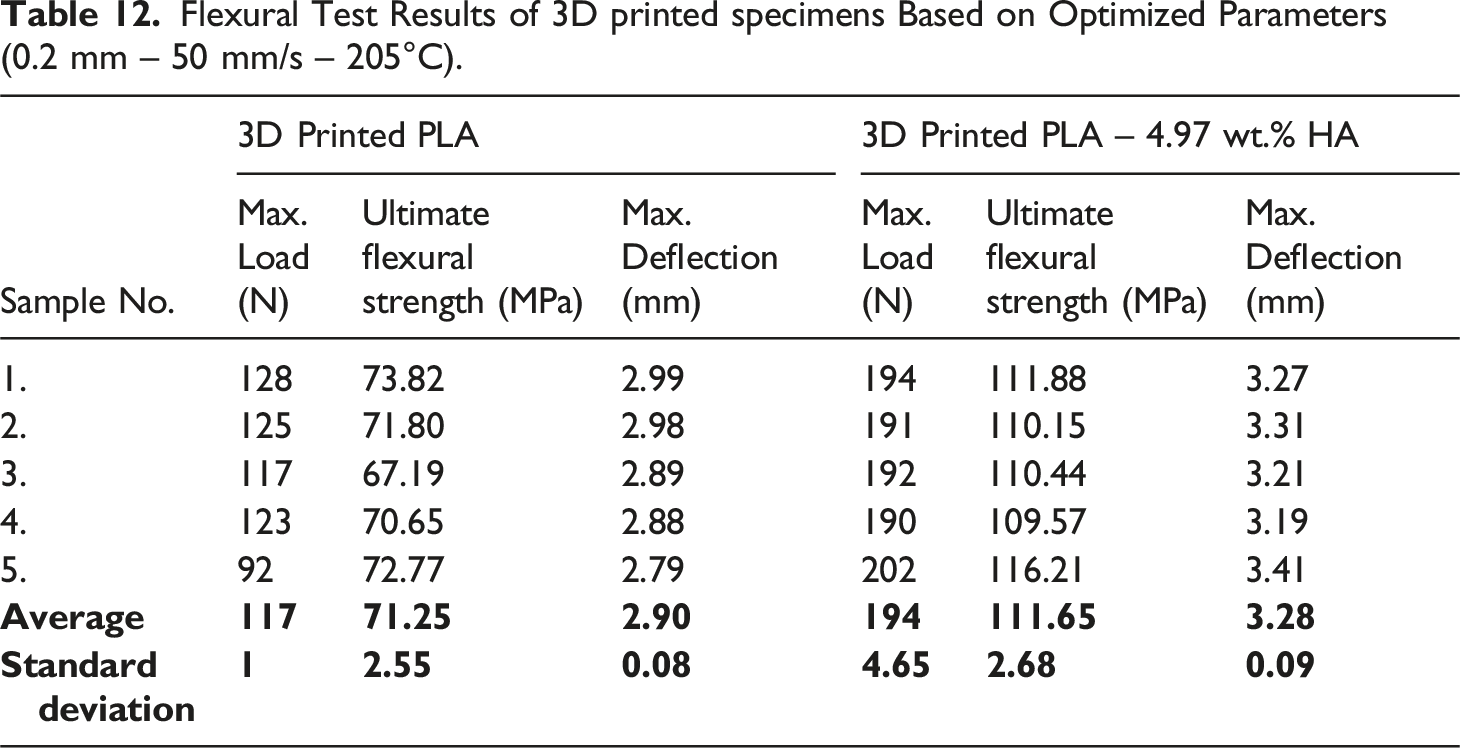
Flexural Test Results of 3D printed specimens Based on Optimized Parameters (0.2 mm – 50 mm/s – 205°C).
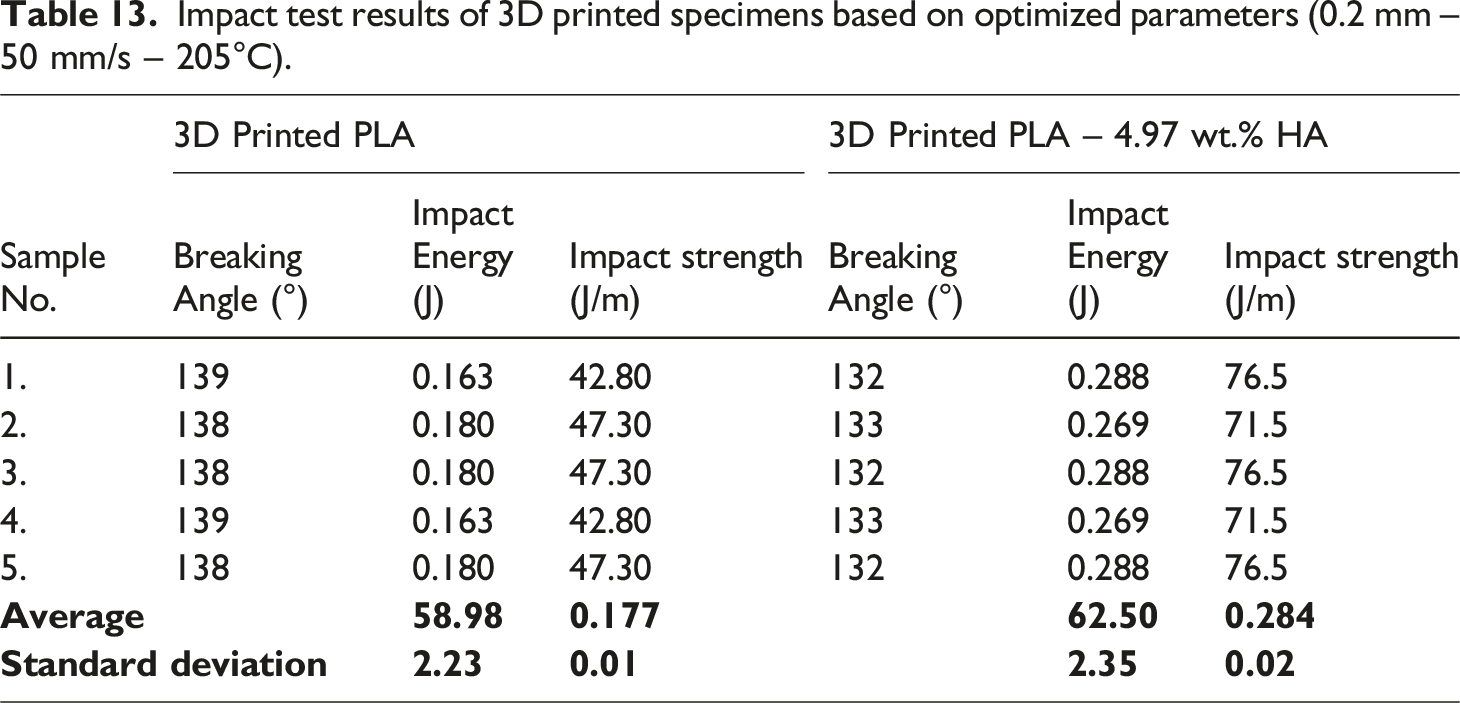
Impact test results of 3D printed specimens based on optimized parameters (0.2 mm – 50 mm/s – 205°C).
A comparative study of mechanical properties based on 3D printed specimens made of extruded PLA and extrudes HPLA composites. They are illustrated in Figure 13(a)–(c) and results are tabulated in Table 14. 3D printed extruded PLA and PLA - 4.97 wt. % HA composite specimens (a) Tensile and flexural strengths (b) Elongation and deflection (c) Impact energy and impact strengths. Comparative mechanical characterization results of 3D printed specimens based on optimized parameters (0.2 mm – 50 mm/s – 205°C).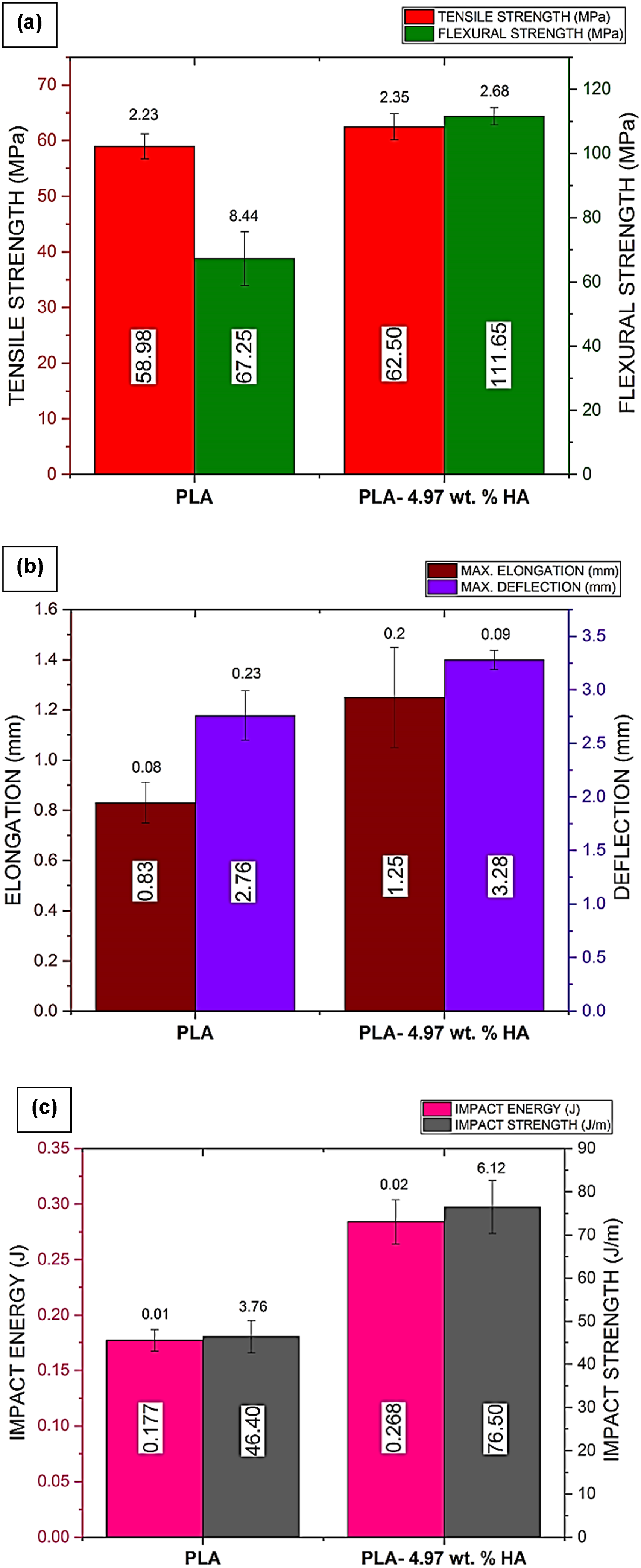
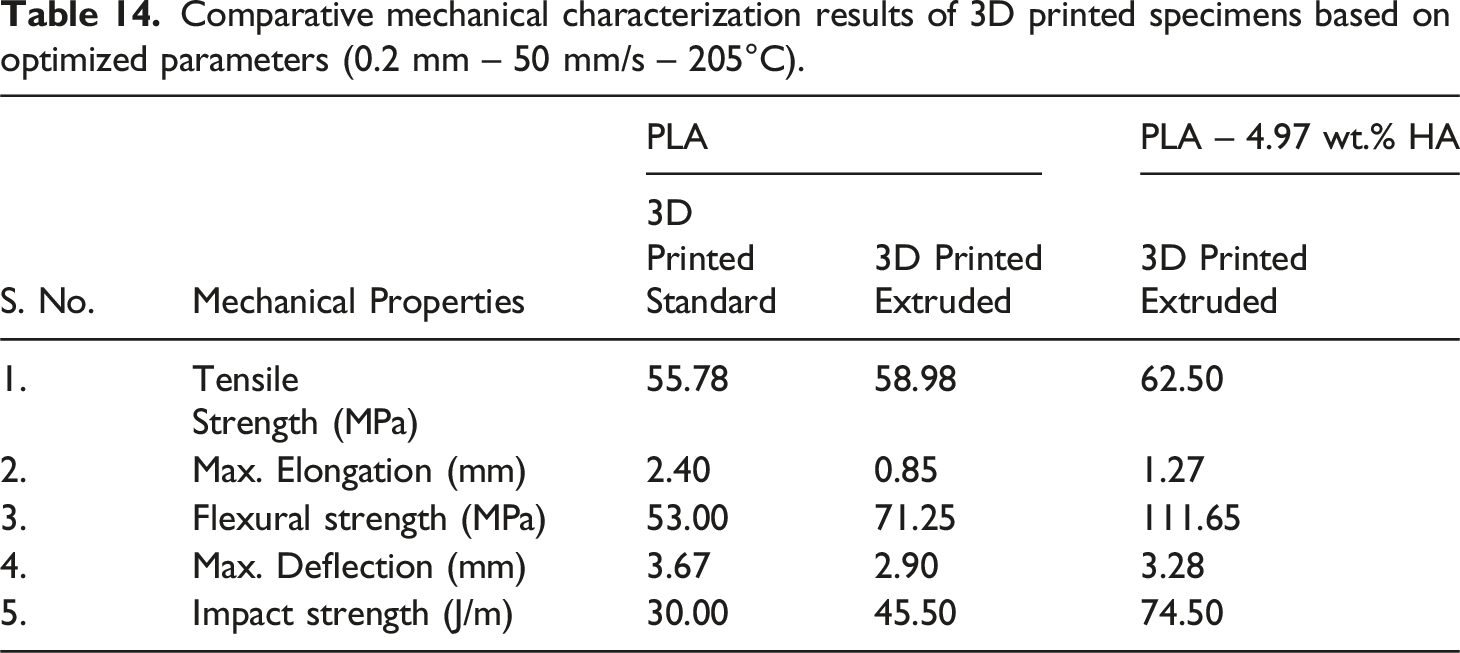
The 3D printed specimen using extruded PLA filament shows improved tensile, flexural as compared to 3D printed specimen using standard PLA filament by 5.73% and 34.43%, respectively. Likewise there is an improvement in tensile, flexural strength of 3D printed specimen using extruded PLA - 4.97 wt.% HA composite filament as compared to 3D printed specimen using standard PLA filament by 12.05% and 110.67% respectively.
This improvement in mechanical properties is because of the higher crystalline phase present within the polymer. 40 The crystallinity of the polymer increases strength, because within the crystalline phase, the intermolecular bonding is more significant. Hence, the polymer with oriented chains results in higher strength. The glass transition temperature for the extruded PLA being 62°C which is relatively lesser than that of commercial PLA (being 66 °C–74 °C) states that the transition process within the extruded PLA is quicker resulting in a more crystalline phase. However, there is a decrease in the maximum elongation and maximum deflection during failure of 3D printed specimen using extruded PLA filament as compared to 3D printed specimen using standard PLA filament by 64.58 % and 19.07% respectively. Likewise the reduction in elongation and deflection of 3D printed specimen using extruded PLA - 4.97 wt. % HA composite filament as compared to 3D printed specimen using standard PLA filament by 10.62%.
This reduction in deformation during failure are often attributed to air gaps which may be present within the 3D printed layers along which the crack propagates within the 3D printed part, hence it’d take higher load to cause initial break which might then easily propagate along the direction of the printed layers. 41 Higher crystallinity ends up in a harder and more thermally stable, but more brittle material, whereas the amorphous regions provide certain elasticity and impact resistance. This brittle nature causes the failure to occur at lower elongation and deformation of the specimens. 42
The 3D printed specimen using extruded PLA filament shows improved impact strength as compared to 3D printed specimen using standard PLA filament by 51.67%. Likewise there’s an improvement impact strength of 3D printed specimen using extruded PLA - 4.97 wt.% HA composite filament as compared 3D printed specimen using standard PLA filament by 148.33%.
The larger densities of 3D printing using standard PLA filament samples may be attributed to the effect of rheological behavior during fabrication. 43 Within the standard PLA filaments manufacturing process, the molten polymers are extruded at an identical heating rate. Therefore, the molecular chains of the polymer tend to align in one direction following the nozzle as a bulk medium. On the other hand, the molten polymers fabricated using FDM require an optimum bed temperature for a smooth printing and these molten polymers create different microstructures between the layers. The skinny strands of filaments will not bond perfectly between the adjacent filaments, leading to shrinkage, warping and resulting in the formation of grooved layers with air gaps in between.
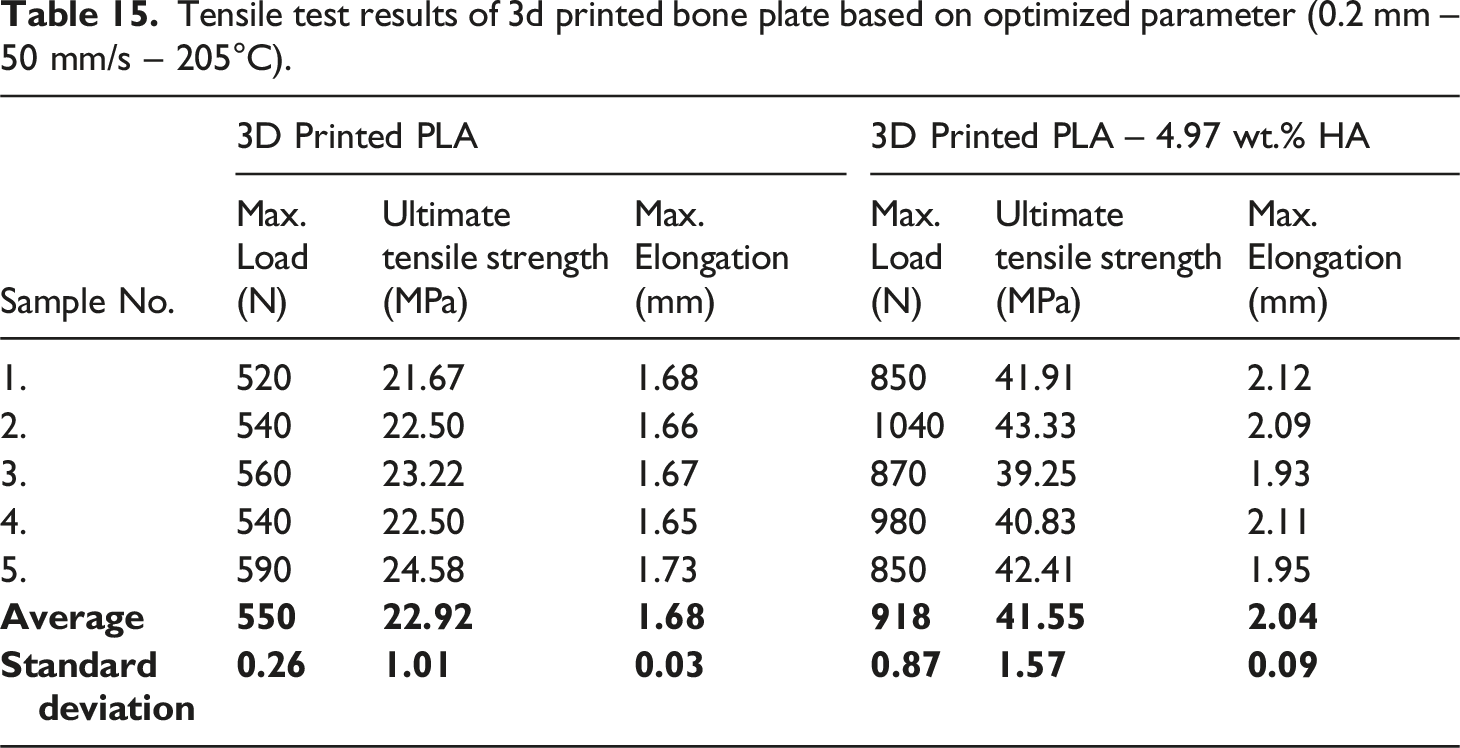
Tensile test results of 3d printed bone plate based on optimized parameter (0.2 mm – 50 mm/s – 205°C).
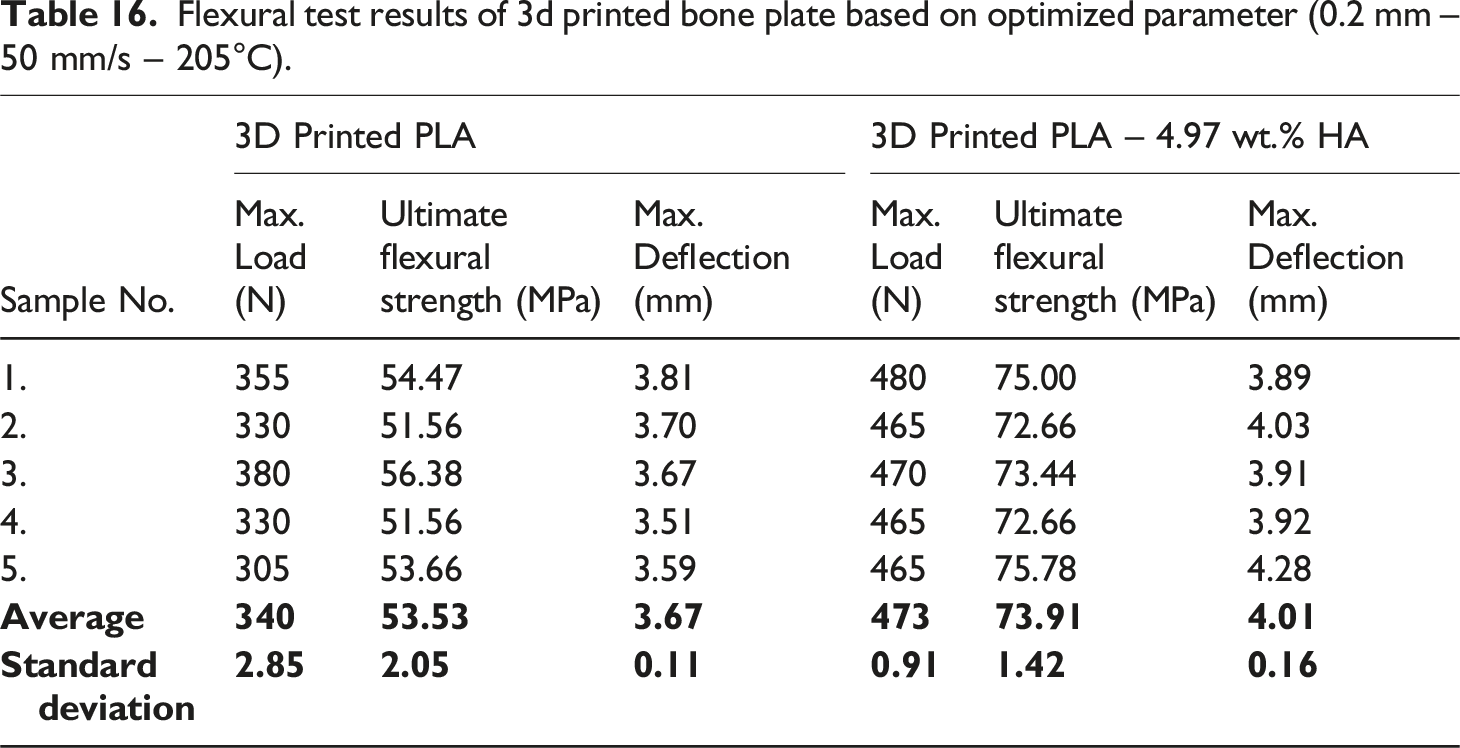
Flexural test results of 3d printed bone plate based on optimized parameter (0.2 mm – 50 mm/s – 205°C).
Impact test results of 3D printed bone plate.
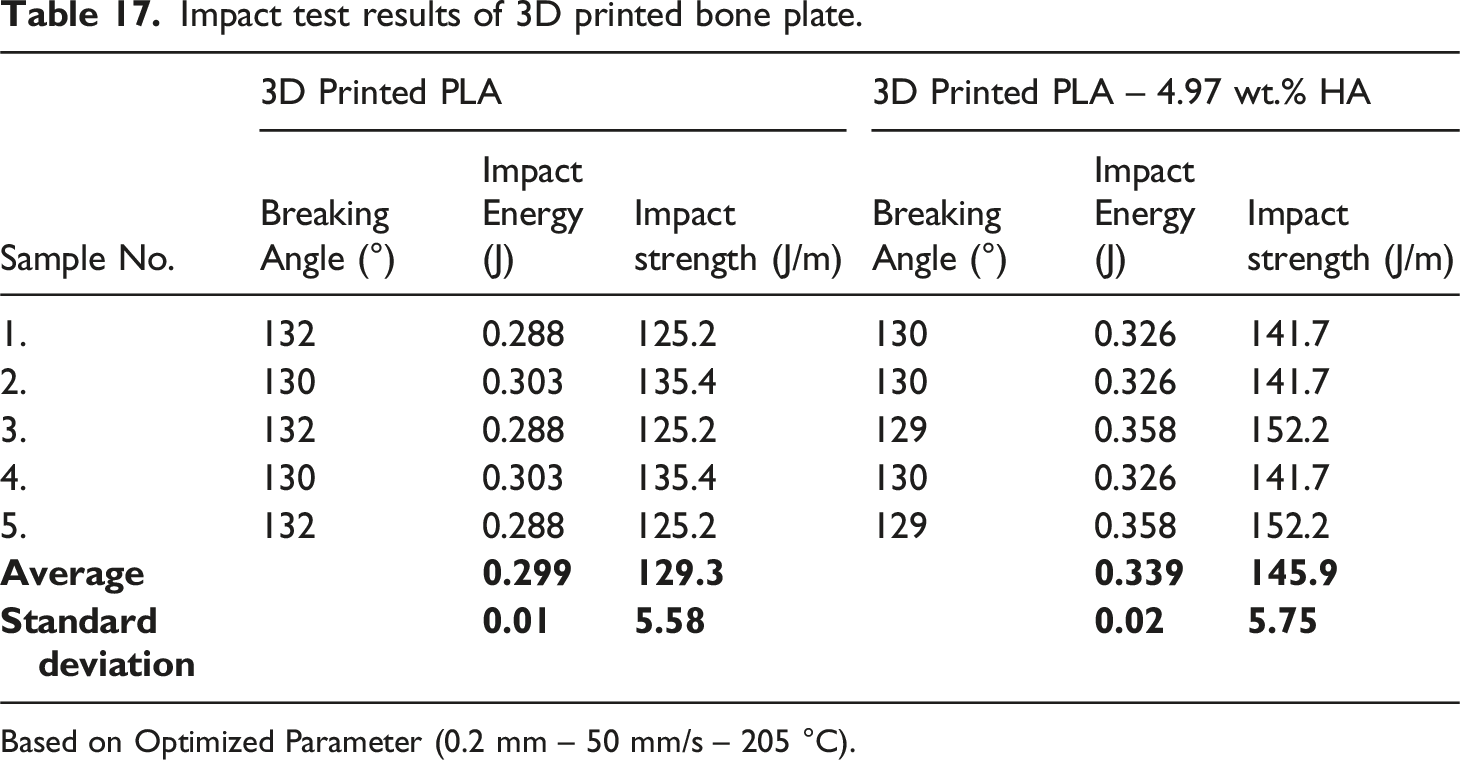
Based on Optimized Parameter (0.2 mm – 50 mm/s – 205 °C).
Microstructural inferences
The optical microscopic images of 3D printed tensile specimen using extruded PLA at fracture obtained are shown in Figure 14. Optical Microscopic images showing various failure modes.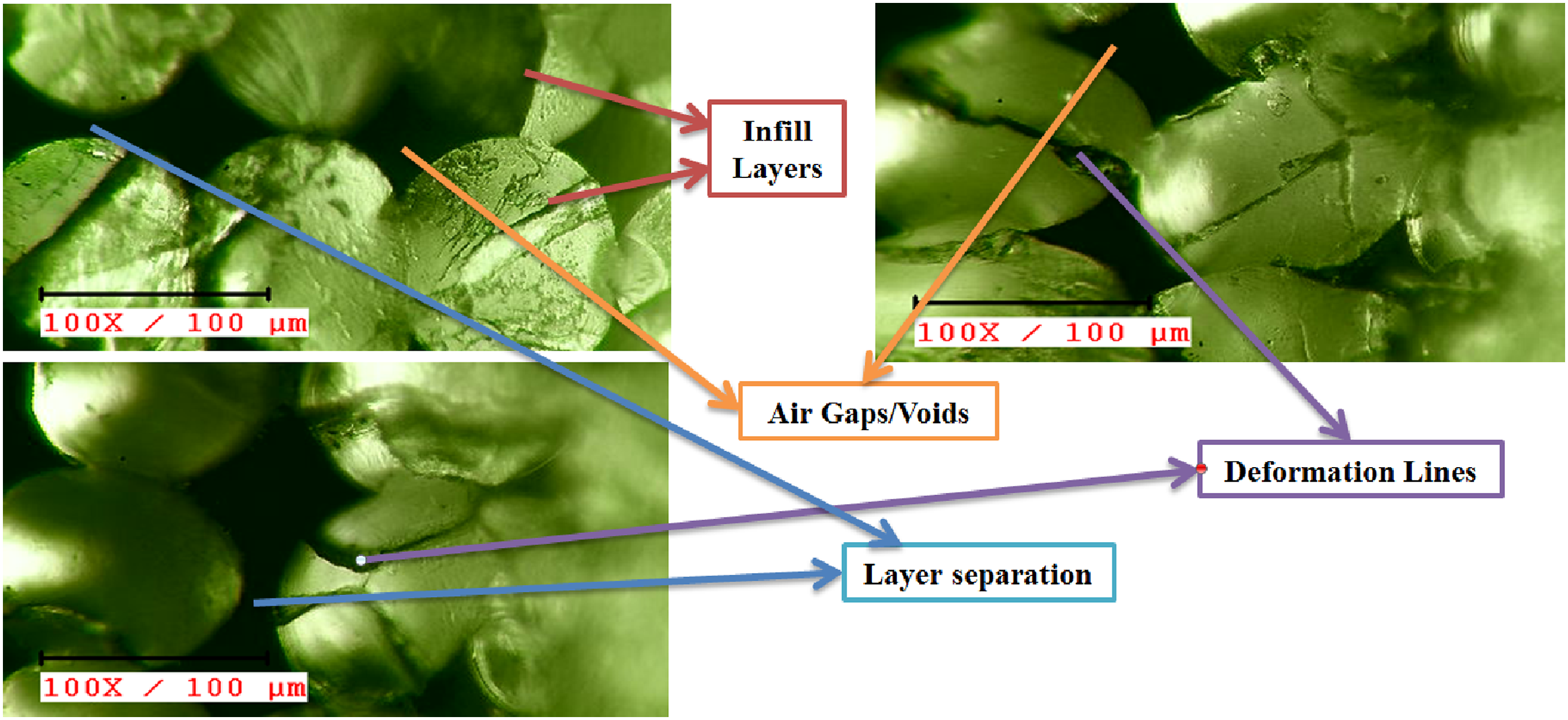
Air gaps are seen between the layers, which could be due to poor bonding between the layers. These cavities cause residual stresses by affecting the unifrom distribution upon subsequent layers during production.
42
The scale of the air gap and also the area of one bead of the printed layer have been revealed using the ImageJ Software as shown in Figure 15(a), (b). However, the porous structure and enormous voids formed on the surface reduced the resistance of the test pieces against deformation and initial crack generation. From the optical microscopic images, it appears that the extruded PLA specimens is fractured in brittle behavior offering some roughness on its surface. These deformation lines indicate several localized pressures/load that happens during fracture. Optical Microscopic Images of 3D printed poly lactic acid tensile specimen (a) Void Lengths (b) Area of a single bead at fractured area.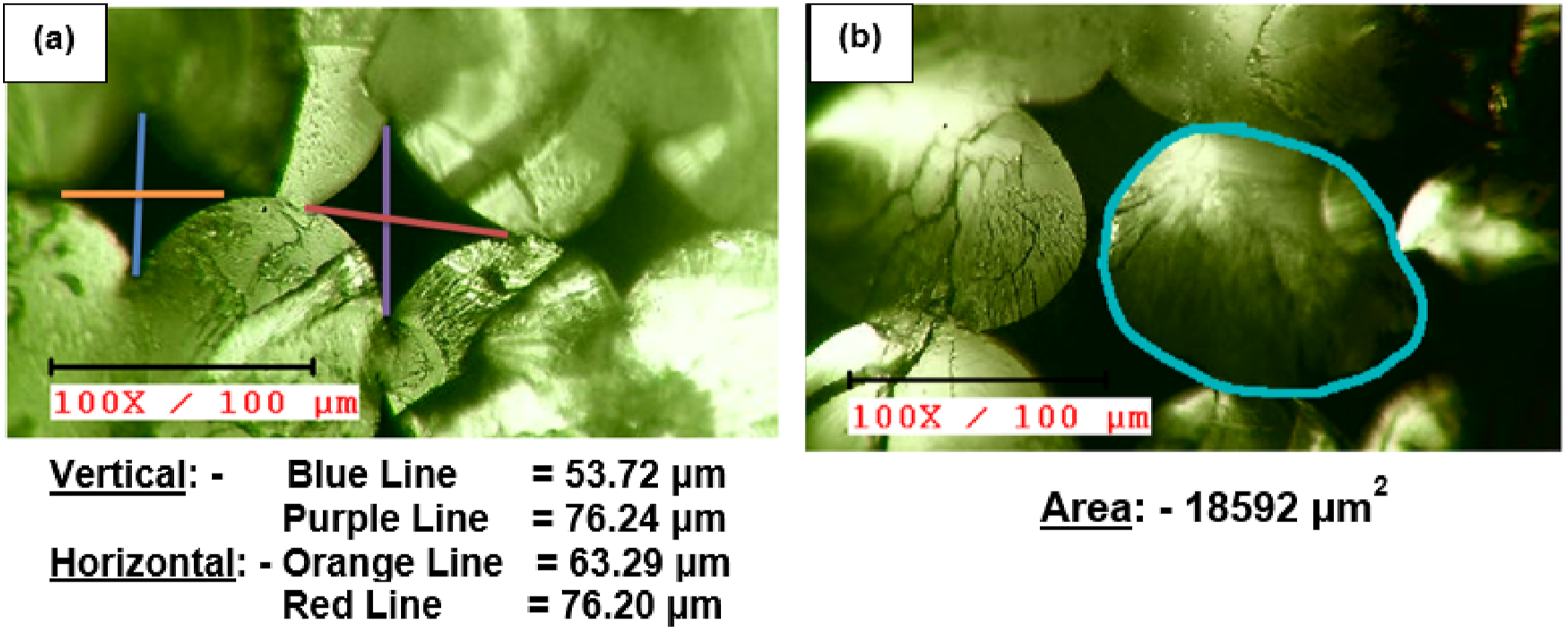
The 3D printing of specimens was performed at 100% infill density yet porosity still exists. Polymers calm down rapidly, hence there isn’t sufficient time for the adjacent layer to fuse and form a solid infill. This will be achieved by reducing the nozzle diameter of the FDM extruder and imparting bed temperature of about 70°C for the PLA specimen. In real time, despite the imparting the above said parameters, the porosity are inevitable as there may be air or moisture infusion during printing together with thermal or vibrational distortion. 43
SEM has been performed on 3D printed specimens using PLA – 4.97 wt. % HA composite filament, that has the most high durability (Parameter A: 0.2 mm – 50 mm/s – 205°C), minimum durability (Parameter B: 0.3 mm – 60 mm/s – 195°C) and therefore the reasons are analyzed for a comparative study and pictures obtained are shown in Figure 16(a), (b)–20(a), (b). SEM Images at 10x magnification of specimen of (a) Max. Strength (b) Min. Strength. SEM Images at 200x magnification of specimen of (a) Max. Strength (b) Min. Strength. SEM Images at 1.0 kx magnification of specimen of (a) Max. Strength (b) Min. Strength. SEM Images at 3.0 kx magnification of specimen of (a) Max. Strength (b) Min. Strength. SEM Images at 5.0 kx magnification of specimen of (a) Max. Strength (b) Min. Strength.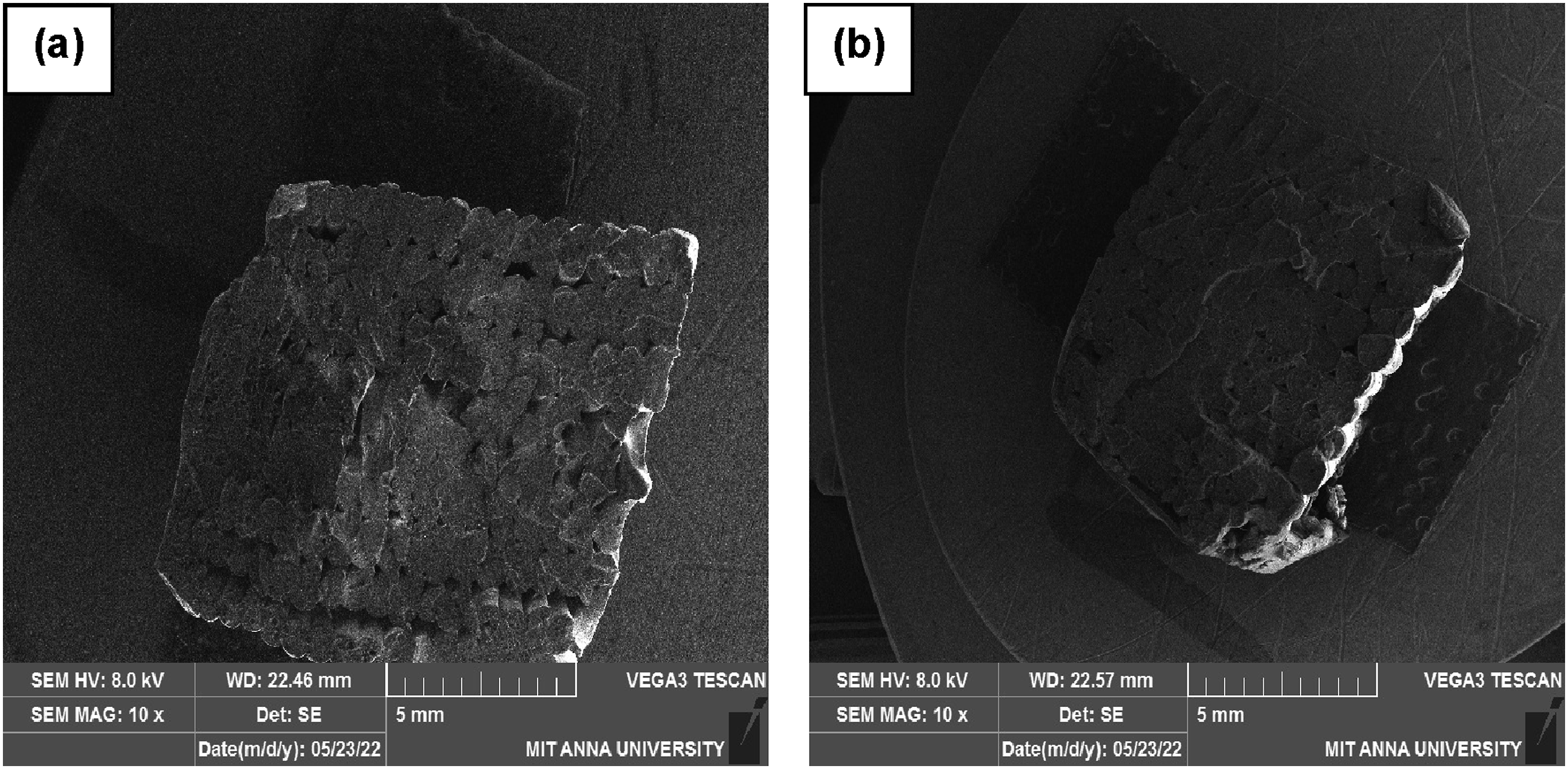
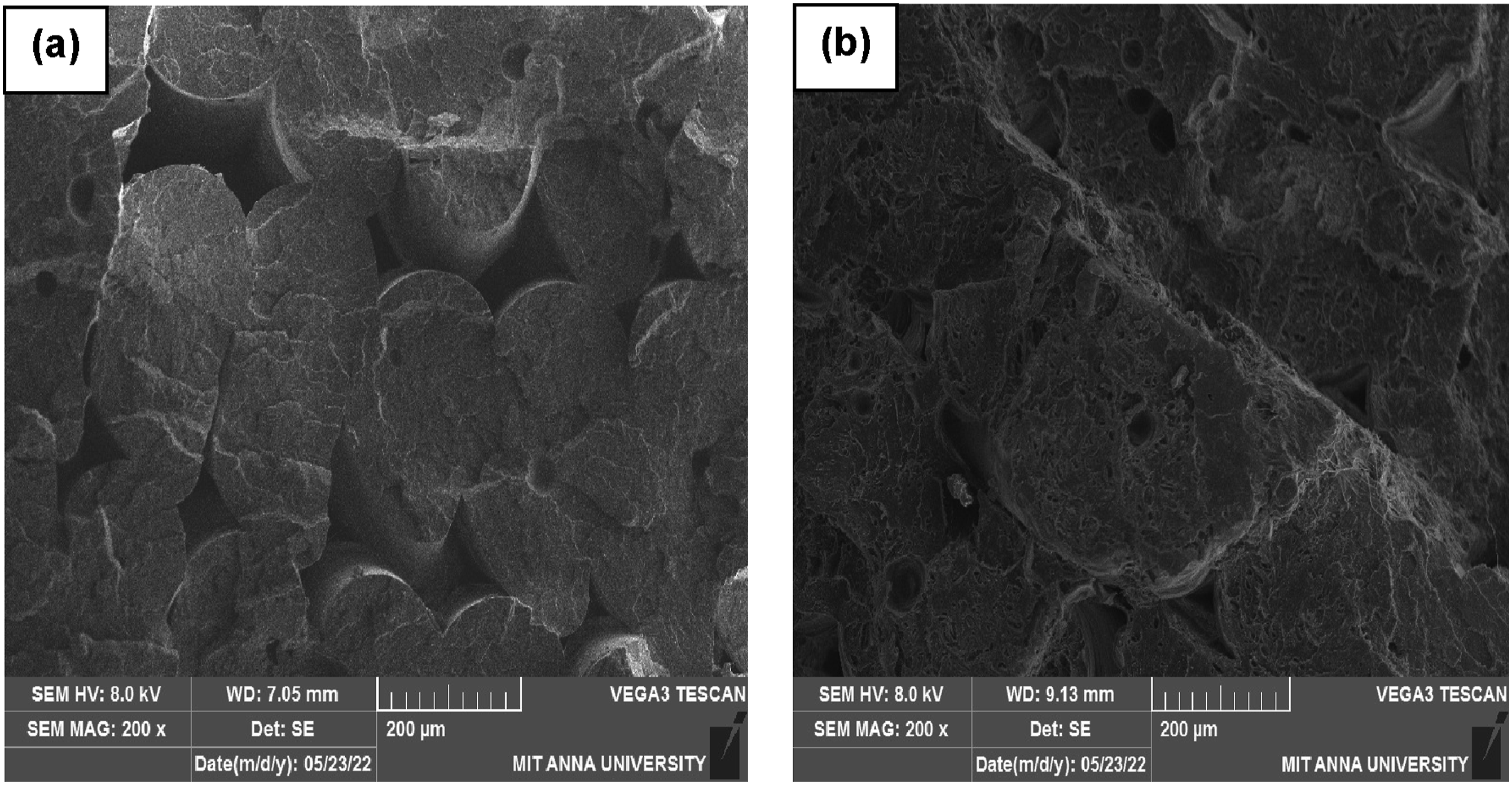
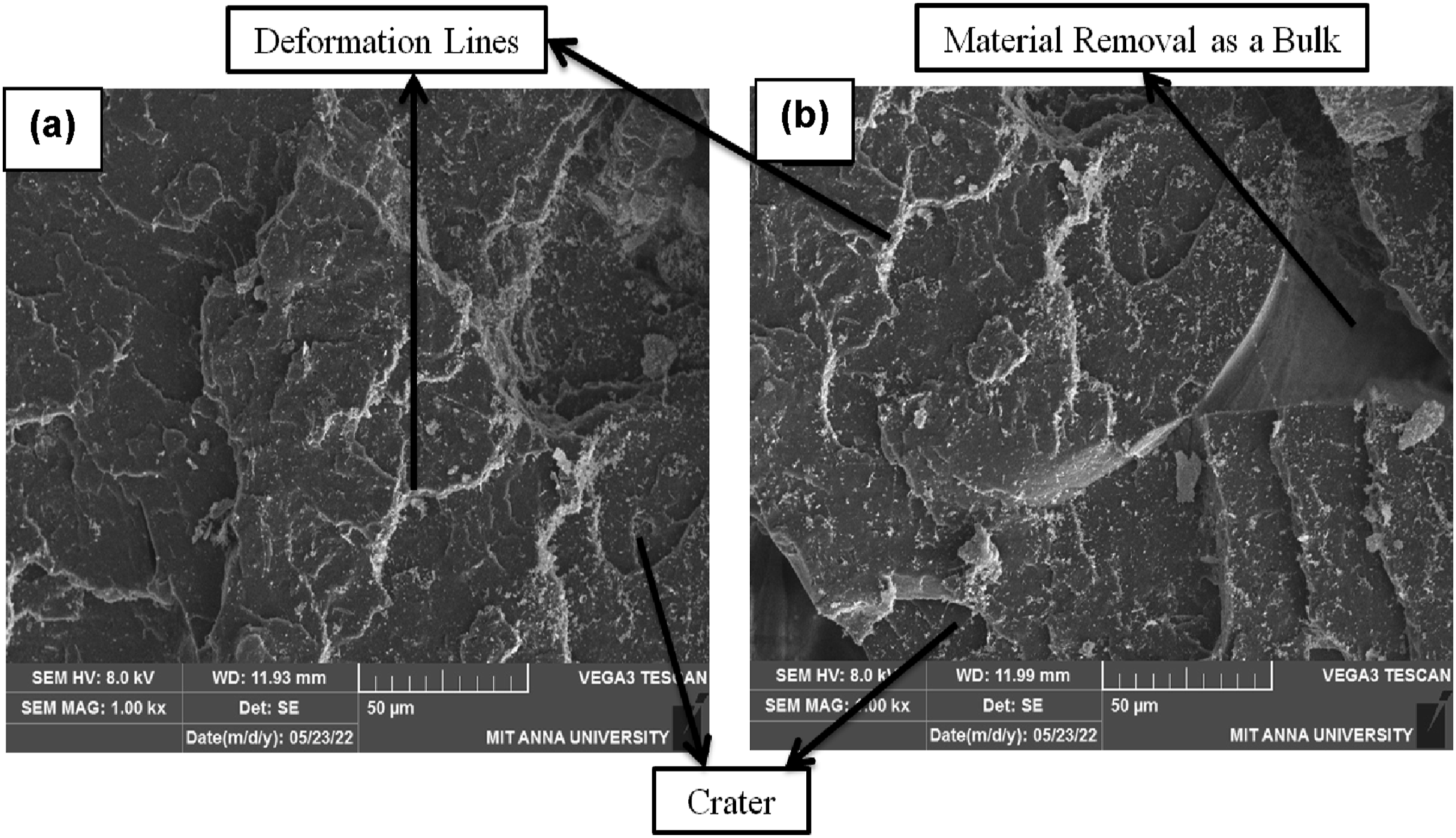
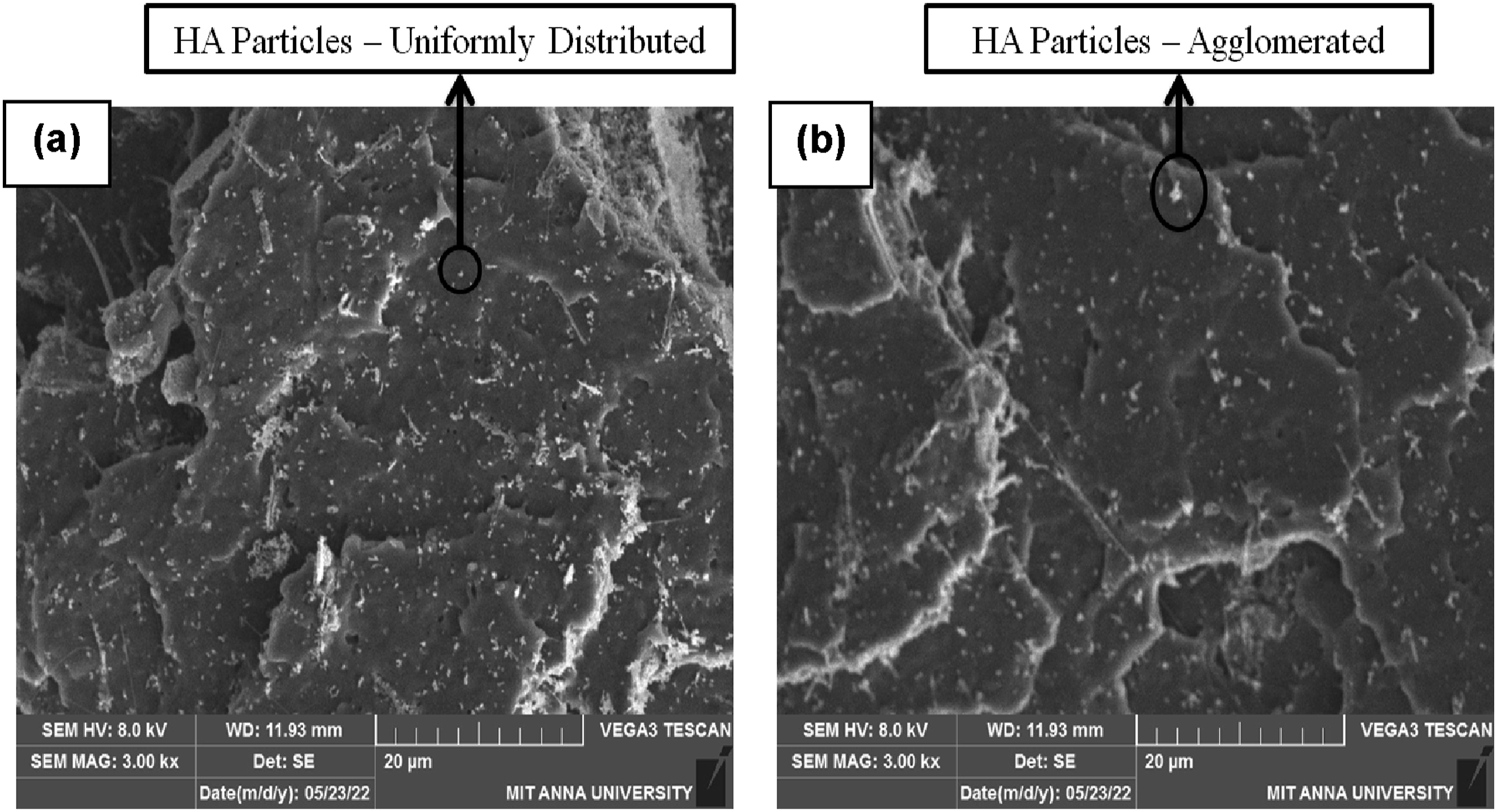
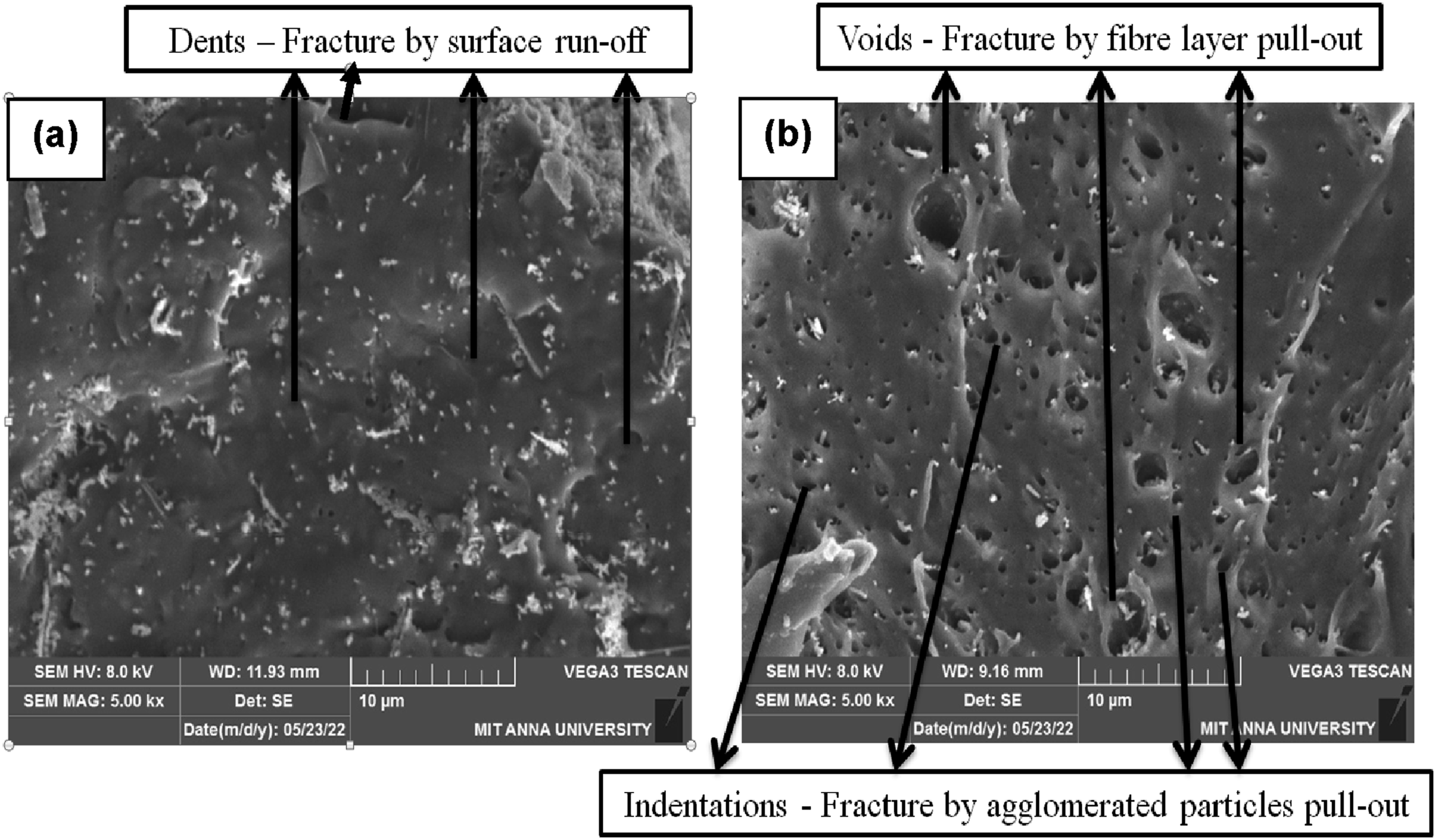
It is observed that the specimen that has well defined layers of the laminate shows higher mechanical property. The specimen with dis-organised layers resembles a bulk whose crack propagation is non-directional and possess lesser load bearing capability, hence the ‘Parameter A’ shows higher strength compared as sub-surface level. From the enlarged SEM images it can be observed that there is a stress transfer between layers during tensile testing. The HA reinforced PLA provides the composite a toughening effect to prevent crack tip growth. Similar observations were made by Wang et al.,44,45 by addition of short carbon and glass fiber-to PEEK multi-material composite.
Ash content test results of HPLA composite filament.
Ash content test results of 3D Printed HPLA tensile & flexural specimen.
Conclusion
The key conclusive results are mentioned below. I. Thermal and chemical characterization results of extruded PLA analysis shows that it meets required characteristics to be used as 3D printing material. II. Higher enthalpy of the extruded PLA and PLA - HA composite as obtained from the DSC analysis depicts that the thermal cycle in the extrusion process makes the material possess higher entropy and crystalline nature. III. The weight % of HA reinforcement composition was chosen as 4.97% as it showed higher mechanical property and it has been verified experimentally which states that there is a critical limit based beyond which addition of HA leads to poor mechanical property. IV. The 3D printed specimens using extruded PLA filament showed improved mechanical property as compared to commercial PLA filament due to higher crystalline phase but there was reduction in the maximum deformation before failure and addition of HA as reinforcement further improved the mechanical property and deformation before failure. V. The microscopic analysis showed the parameters and the mechanism of crack propagation that influences mechanical property of the 3D printed specimens. VI. Mechanical testing performed in bone plate (ASTM F543 standard) application 3D printed using extruded PLA and PLA – 4.97 wt.% HA composite filaments, whose results also validates the concept of addition of reinforcement.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This research work was funded by Department of Production Technology, Madras Institute of Technology, Anna University for provision of financial, space, resources and facilities support for the project.
Data Availability Statement
Data used for the research has been indicated in the article.